FORGÁCSOLÁSI ELJÁRÁSOK
|
|
|
- Aurél Péter
- 9 évvel ezelőtt
- Látták:
Átírás
1 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította:
 szak Előadás")
2 2
3 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6. Abrazív eljárások

4 Forgácsolási eljárások csoportosítása A forgácsolási eljárások csoportosítása A forgácsolási módokat meghatározzák: Szerszám és munkadarab egymáshoz viszonyított helyzete A forgácsoló mozgások A forgácsoló mozgást végző szerszám kialakítása

5 Forgácsolási eljárások csoportosítása A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és változatai Gyalulás, vésés és változatai (Üregelés és változatai) Köszörülés és változatai
 Köszörülés és")
6 Forgácsolási eljárások csoportosítása A forgácsolási eljárások csoportosítása esztergálás fúrás, süllyesztés, dörzsölés marás gyalulás, vésés üregelés köszörülés fogazás

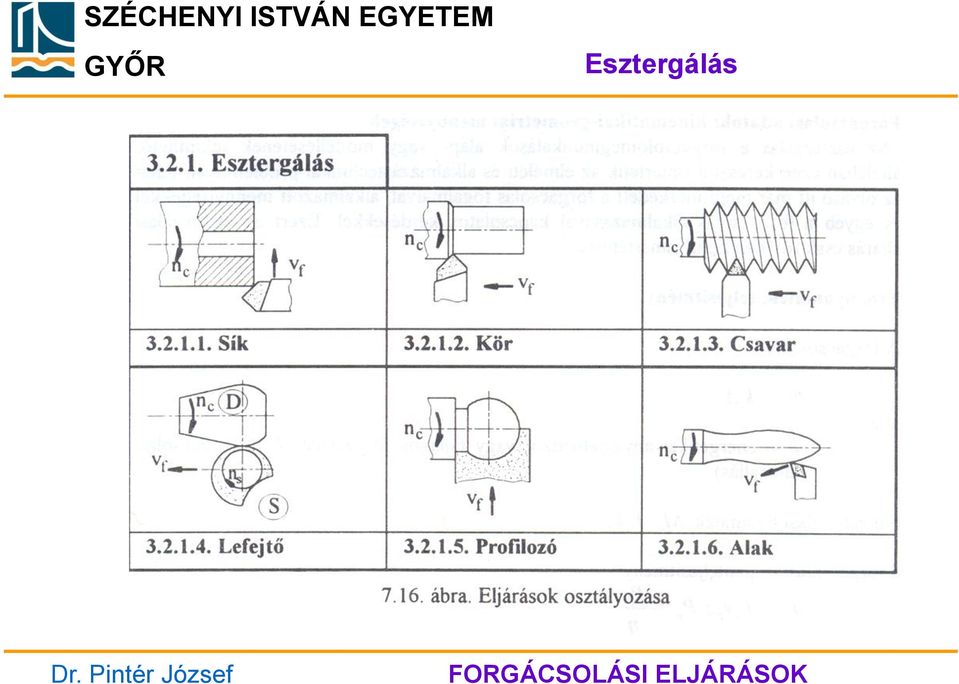
7 Esztergálás 1. Esztergálás Mozgások: Főmozgás forgómozgás végzi a munkadarab Előtoló mozgás mm/főorsófordulat Beállító mozgás(ok)

8 Esztergálás

9 Esztergálás Esztergálás változatai: Hosszesztergálás Beszúró esztergálás Keresztesztergálás, síkesztergálás Menetesztergálás Furatesztergálás


10 Esztergálás Hagyományos esztergagép kinematikai felépítése és fényképe

11 Esztergálás Univerzális esztergagép (SZE laborban)

12 Esztergálás Univerzális esztergagép szánszerkezete és kijelzője (SZE)

13 Esztergálás Esztergáló megmunkáló központ munkatere

14 Esztergálás
15 Esztergálás Esztergálás fokozatai és pontossága Nagyolás pontossága: IT 12-14, érdessége: Ra = 12,5 Félsimítás: pontossága: IT10-11, érdessége: Ra = 3,2-12,5. Simítás: pontossága: IT7-9, az érdesség: Ra = 1,6-6,3

16 Esztergálás Eszterga szerszámok
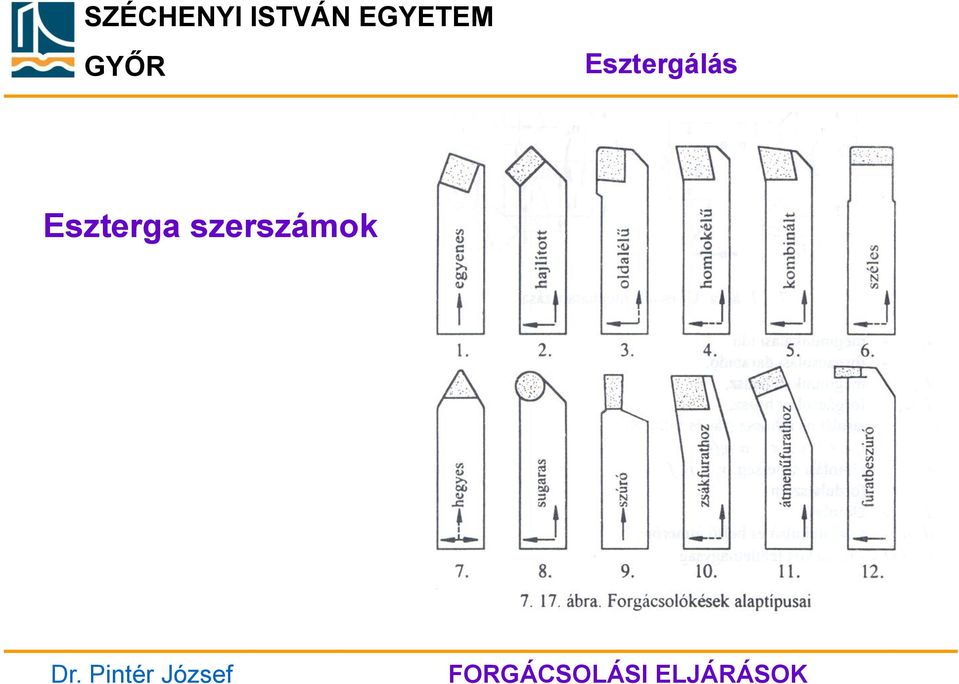


17 Esztergálás Eszterga szerszámok 1 egyenes esztergakés, 2 hajlított, 3 homlokélű, 4 oldalélű, 5 sarok, 6 széles, 7 beszúró, 8 furatkés átmenő furathoz, 9 furatkés zsákfurathoz, 10 hegyes esztergakés

18 Jellemzők: Esztergálás Viszonylag magas arányú a keményfém és a kerámia alkalmazása magas a váltólapkás kivitel aránya csavarfelület forgácsolásához, lefejtő esztergáláshoz, profilesztergáláshoz speciális, egyedi szerszámok Specialitások: keresztirányú síkesztergálás n c = const. v c = const.

19 Esztergálás Leszúrás, beszúrás Beszúró-, leszúrókés helyes, illetve helytelen beállítása Kedvezőtlen forgácsolási viszonyok

20 Esztergálás Esztergálás 4 tengelyes esztergáló megmunkáló központon

21 Esztergáló megmunkáló központ
22 Fúrás, süllyesztés, dörzsölés FÚRÁS, SÜLLYESZTÉS, DÖRZSÖLÉS Eljárások csoportosítása
23 Fúrás, süllyesztés, dörzsölés Fúrás, süllyesztés, dörzsölés Forgó főmozgás szerszám végzi Előtoló mozgás tengelyirányban szerszám mm/ford. Jellemző szerszám kétélű (csigafúró)
24 Fúrás, süllyesztés, dörzsölés Fúrás, süllyesztés, dörzsölés Telibefúrás Furatbővítés Furatmegmunkáló eljárások Furatok bővítése Süllyesztés Dörzsölés

25 Furatmegmunkáló szerszámok Csigafúrók (bevonatos keményfém) Fúrás, süllyesztés, dörzsölés Csigafúró Süllyesztő Dörzsár Csúcssüllyesztő Menetfúró Profilos dörzsár
26 Fúrás, süllyesztés, dörzsölés Furás, felfúrás Csigafúró felépítése és munkája
27 Marás Marás Palástmarás A marás változatai, mozgások Homlokmarás
28 Marás Marás A marás változatai, mozgások Homlokmarás
29 Marás Marás A marás általános vázlata, mozgások, a leváló forgács alakja Főmozgás Főmozgás forgó végzi a szerszám (ω c ) Előtoló mozgás Mellékmozgások általában egyenesvonalúak, végezheti a munkadarab, vagy a szerszám v f mm/min
30 Marás A marás változatai
31 Marás Főmozgás forgó végzi a szerszám Marószerszám szabályosan többélű Mellékmozgások általában egyenesvonalúak, végezheti a munkadarab, vagy a szerszám v mm/min Sajátosságok: Szerszám élei fordulatonként egyszer kerülnek fogásba változó vastagságú forgács
32 Marás Marás szerszámai
33 Marás Egyenirányú és ellenirányú marás Szerszám n n Ø D s φ s φ s a h k h k a B f z v f v f f z Ellenirányú marás Egyenirányú marás Munkadarab
34 Marás Marás Függőleges marógép (SZE)
35 Marás A Mastercam Hill a tervezőrendszer maró modulja, amely 2D-5D-s marásra nyújtja megmunkáló-pályák széles választékát. 2,5 D esetén fúrást, kontúrmarást különböző stratégiákkal. 3 D esetén nagyoló- ( pl. nagyolás Z-irányú beszúrásokkal,) illetve simítópályatípus /pl.: maradékanyag eltávolítás/. Többtengelyes alkalmazásoknál a szerszám-tengely és a felület egymáshoz viszonyított helyzetétől függően lehet különböző stratégiát választani fúrásra és marásra is.
36 GYALULÁS, VÉSÉS Főmozgás és mellékmozgások is egyenesvonalú mozgások Változatok: GYALULÁS, VÉSÉS Hosszgyalulás főmozgást a munkadarab végzi Harántgyalulás főmozgást a szerszám végzi
37 GYALULÁS, VÉSÉS Vésés főmozgás iránya függőleges, végzi a szerszám
38 GYALULÁS, VÉSÉS
39 Abrazív eljárások Abrazív eljárások Osztályozás: Energiaátvitel jellege szerint: 8.1. ábra Pályához kötött köszörűkorong és a munkadarab relatív pályája palástköszörülés, síkköszörülés, csúcsnélküli köszörülés Erőhöz kötött abrazív megmunkálás anyagleválasztás sebessége a csiszoló testekre ható merőleges nyomóerő függvénye dörzsköszörülés, hónolás
40 Abrazív eljárások Abrazív eljárások Alakhoz kötött abrazív megmunkálás anyag leválasztásban a szemcse alakja döntő szerepet játszik leppelés, polírozás Energiához kötött abrazív megmunkálás anyagleválasztás intenzitását abrazív sugár, ill. szemcsék mozgási energiája határozza meg abrazív sugaras vágás, ultrahangos megmunkálás
41 Abrazív eljárások Abrazív eljárások Abrazív szerszámok szerkezete Tényezők: Szemcse anyaga és mérete Kötőanyag minősége és mennyisége (kötéskeménység) Abrazív szemcsék és a kötőanyag térbeli elhelyezkedése, porozitás
42 Abrazív eljárások Abrazív eljárások Abrazív szerszámanyagok Természetes csiszolóanyagok Elektrokorund Al2O3 jelölése: "A" Sziliciumkarbid SiC jelölése: "C" Bórkarbid Köbös bórkarbid jelölése: "B" CBN Gyémánt jelölése: "D" Kötőanyagok: Kerámia Műgyanta, gumi, sellak Galvanikus kötés
43 Abrazív eljárások Köszörűkorongok minőségi jelölésrendszere
44 Abrazív eljárások Szuperkemény köszörűkorongok jelölésrendszere (König)
45 Abrazív eljárások Köszörűkorongok kopási folyamata
46 Abrazív eljárások Köszörülési eljárások Palástköszörülés változatai
47 Abrazív eljárások Köszörülési eljárások Síkköszörűgép (SZE laborban)
48 Abrazív eljárások Köszörülési eljárások
49 Köszönöm megtisztelő figyelmüket!
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Gépgyártástechnológia alapjai 2013/14 I. félév
 Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Összefüggő szakmai gyakorlat
 Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
511 EGYOLDALT SÜLLYESZTETT KORONGOK
 511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
EGYENES KORONGOK átmérő D < 50,8 mm
 361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Információtartalom vázlata
 2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
Tengelyjellegő alkatrész mővelet tervezése
 1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Tengelyjellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak házi feladatához.
1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Tengelyjellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak házi feladatához.
31 521 09 0001 31 03 Marós Gépi forgácsoló
 vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: vizsgarészhez rendelt vizsgafeladat megnevezése: 2. vizsgafeladat: marás technológiája, gépei, szerszámai z Országos Képzési Jegyzékről
vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: vizsgarészhez rendelt vizsgafeladat megnevezése: 2. vizsgafeladat: marás technológiája, gépei, szerszámai z Országos Képzési Jegyzékről
Forgácsoló megmunkálások áttekintése 1.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
31 521 09 0100 31 02 Fogazó Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
2010.08.29. Termék HOGYAN GYÁRTANI HOGYAN TERVEZNI. Megtervezni a termék gyártási folyamatát, valamint a szükséges dokumentációk elıállítása.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
Különleges technológiák
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
31 521 09 0100 31 05 Marós Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Faipari és építőipari fúrók, gépi vésők
 Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
1. Üzemeltetés és karbantartás gyakorlata tantárgy 256 óra
 1. Üzemeltetés és karbantartás gyakorlata tantárgy 256 óra 1.1. A tantárgy tanításának célja Az elkészült szerszámok, készülékek próbájának, üzembe helyezésének elvégzése. Szerszámok és készülékek karbantartása,
1. Üzemeltetés és karbantartás gyakorlata tantárgy 256 óra 1.1. A tantárgy tanításának célja Az elkészült szerszámok, készülékek próbájának, üzembe helyezésének elvégzése. Szerszámok és készülékek karbantartása,
PERFOR SZERSZÁM AKCIÓ 2016. március-május
 PERFOR SZERSZÁM AKCIÓ 2016. március-május Az árak az ÁFÁ-t nem tartalmazzák. Teljes választék és további információ: www.perfor.hu/akcio Keményfém NC befúró Keményfém NC bekezdőfúró hő- és kopásálló HardX
PERFOR SZERSZÁM AKCIÓ 2016. március-május Az árak az ÁFÁ-t nem tartalmazzák. Teljes választék és további információ: www.perfor.hu/akcio Keményfém NC befúró Keményfém NC bekezdőfúró hő- és kopásálló HardX
Kombinált eljárással megmunkált furatok érdességének vizsgálata
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
Akció AKCIÓS KIADVÁNY 2016 TAVASZ. Érvényes : visszavonásig. Gyorsállítású kengyeles mikrométer. Kétélű nagyoló kiesztergáló fej, lapkatartóval
 Akció AKCIÓS KIADVÁNY 2016 TAVASZ Érvényes : visszavonásig Gyorsállítású kengyeles mikrométer Kétélű nagyoló kiesztergáló fej, lapkatartóval Mágnestalpas fúrógép Piezós forrasztófej Powergas palackkal
Akció AKCIÓS KIADVÁNY 2016 TAVASZ Érvényes : visszavonásig Gyorsállítású kengyeles mikrométer Kétélű nagyoló kiesztergáló fej, lapkatartóval Mágnestalpas fúrógép Piezós forrasztófej Powergas palackkal
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
MACH-TECH 2015 Ipar Napjai kiállításon Elismerő oklevéllel díjazott szoftver. CNCEDU Kft - Tari Attila
 MACH-TECH 2015 Ipar Napjai kiállításon Elismerő oklevéllel díjazott szoftver CNCEDU Kft - Tari Attila 1 CNCEDU Kft - Tari Attila 2 1) Bemutatkozás TST Machine Kft CNCEDU Kft 2) Mi is a CNC technika 3)
MACH-TECH 2015 Ipar Napjai kiállításon Elismerő oklevéllel díjazott szoftver CNCEDU Kft - Tari Attila 1 CNCEDU Kft - Tari Attila 2 1) Bemutatkozás TST Machine Kft CNCEDU Kft 2) Mi is a CNC technika 3)
A TŰZVÉDELMI TERVEZÉS FOLYAMATA. Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék
 A TŰZVÉDELMI TERVEZÉS FOLYAMATA Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék BME Épít Épületsze TŰZVÉDELMI TERVEZÉSI FELADATOK A tűzvédelmi tervezési tevékenység
A TŰZVÉDELMI TERVEZÉS FOLYAMATA Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék BME Épít Épületsze TŰZVÉDELMI TERVEZÉSI FELADATOK A tűzvédelmi tervezési tevékenység
Bevezetés. Készítette: Dr. Boza Pál Ph.D. Computer omputer Numerical Control. NC Sz. Számjegyvezérlés 2003-12-08 1
 Bevezetés Computer omputer Numerical Control NC Sz Számjegyvezérlés 2003-12-08 1 Alapfogalmak A CNC szerszámgépek alkalmazási területe: A CNC szerszámgép különösen gazdaságos: Közepes sorozatnagyságnál
Bevezetés Computer omputer Numerical Control NC Sz Számjegyvezérlés 2003-12-08 1 Alapfogalmak A CNC szerszámgépek alkalmazási területe: A CNC szerszámgép különösen gazdaságos: Közepes sorozatnagyságnál
Összefüggő szakmai gyakorlat témakörei. 9-11. évfolyam. 9. évfolyam
 3700 Kazincbarcika, Lini István -. E-mail: titkar@irinyi-ref.hu Tel: (06-48) 3-4; Fax: (06-48) 3-763 Összefüggő szakmai gyakorlat témakörei 9-. évfolyam XI. Villamosipar és elektronika 9. évfolyam Műszaki
3700 Kazincbarcika, Lini István -. E-mail: titkar@irinyi-ref.hu Tel: (06-48) 3-4; Fax: (06-48) 3-763 Összefüggő szakmai gyakorlat témakörei 9-. évfolyam XI. Villamosipar és elektronika 9. évfolyam Műszaki
HIGH POWER HAI-TECH. Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa.
 INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Gépgyártástechnológia alapjai 3. gyakorlat
 Gépgyártástechnológia alapjai. gyakorlat Művelettervezés feladat Szaó Gergely (szerkesztő) Miskolc 28 2:1 R1.5 Első lépés: Ř5 Megvizsgáljuk az alkatrészrajzot 6..1 1 x 45 Megnevezés; nyagminőség, daraszám;
Gépgyártástechnológia alapjai. gyakorlat Művelettervezés feladat Szaó Gergely (szerkesztő) Miskolc 28 2:1 R1.5 Első lépés: Ř5 Megvizsgáljuk az alkatrészrajzot 6..1 1 x 45 Megnevezés; nyagminőség, daraszám;
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
Taktilis útburkolati jelzések
 Taktilis útburkolati jelzések Taktilis útburkolati jelzések A vakok és gyengénlátók közlekedésének biztonságosabbá tétele érdekében az épített környezetben egységes, tapintható közlekedési jelzéseket -
Taktilis útburkolati jelzések Taktilis útburkolati jelzések A vakok és gyengénlátók közlekedésének biztonságosabbá tétele érdekében az épített környezetben egységes, tapintható közlekedési jelzéseket -
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET. 10103-12 Mázolási munkák fa-, fal-, fém
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10103-12 Mázolási munkák fa-, fal-, fém és speciális felületeken tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen,
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10103-12 Mázolási munkák fa-, fal-, fém és speciális felületeken tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen,
Technológiai előtervezés: technológia-helyességi vizsgálata, előgyártmány megválasztása és tervezése, ráhagyás számítás.
 2. A GYÁRTÁSI FOLYAMAT TERVEZÉSÉNEK ALAPJAI Gyártástervezés alatt a gyártás fő- és segédfolyamatainak tervezését értjük, mégpedig olyan mélységben, amilyen a gyártórendszer tervezéséhez és a gyártás szervezéséhez
2. A GYÁRTÁSI FOLYAMAT TERVEZÉSÉNEK ALAPJAI Gyártástervezés alatt a gyártás fő- és segédfolyamatainak tervezését értjük, mégpedig olyan mélységben, amilyen a gyártórendszer tervezéséhez és a gyártás szervezéséhez
Multicut XA az új simító maró alumíniumhoz
 passion for passion precision for precision Multicut XA az új simító maró alumíniumhoz Multicut XA termelékenység és minőség alumínium simító megmunkálásához [ 2 ] A Multicut XA az új tervezésű simítómaró
passion for passion precision for precision Multicut XA az új simító maró alumíniumhoz Multicut XA termelékenység és minőség alumínium simító megmunkálásához [ 2 ] A Multicut XA az új tervezésű simítómaró
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
SZAKDOLGOZAT. Az ENSHU JE-80 típusú megmunkáló központ függőleges teleszkópos burkolatának felújítása
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet SZAKDOLGOZAT Az ENSHU JE-80 típusú megmunkáló központ függőleges teleszkópos burkolatának felújítása Kisbenedek Krisztián GMHZSF
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet SZAKDOLGOZAT Az ENSHU JE-80 típusú megmunkáló központ függőleges teleszkópos burkolatának felújítása Kisbenedek Krisztián GMHZSF
Ezen katalógusban azok a meneteszterga termékek
 F Ó K U S Z B A N A T E J E S Í T M É N Y M E N E T E S Z T E R G Á Á S 2 M E N E T E S Z T E R G Á Á S A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak.
F Ó K U S Z B A N A T E J E S Í T M É N Y M E N E T E S Z T E R G Á Á S 2 M E N E T E S Z T E R G Á Á S A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak.
0290/11.05 AMTEC. Precíziós menetbetétek műanyag alkatrészekhez
 0290/11.05 AMTEC Precíziós menetbetétek műanyag alkatrészekhez AMTEC nagy teherbírású menetbetétek műanyagokhoz A menetbetétek előnyei: A menetbetéteink fröccsöntés utáni beépítésre készültek, ezáltal
0290/11.05 AMTEC Precíziós menetbetétek műanyag alkatrészekhez AMTEC nagy teherbírású menetbetétek műanyagokhoz A menetbetétek előnyei: A menetbetéteink fröccsöntés utáni beépítésre készültek, ezáltal
E[M]CONOMY. jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D. Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz
![E[M]CONOMY. jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D. Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz](/thumbs/39/20076706.jpg "E[M]CONOMY. jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D. Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz") [ E[M]CONOMY ] jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz EMCOMAT 14D [ Digitális kijelző ] - 3-tengelyes digitális
[ E[M]CONOMY ] jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz EMCOMAT 14D [ Digitális kijelző ] - 3-tengelyes digitális
Forgómozgás alapjai. Forgómozgás alapjai
 Forgómozgás alapjai Kiterjedt test általános mozgása Kísérlet a forgómozgásra Forgómozgás és haladó mozgás analógiája Merev test általános mozgása Gondolkodtató kérdés Összetett mozgások Egy test általános
Forgómozgás alapjai Kiterjedt test általános mozgása Kísérlet a forgómozgásra Forgómozgás és haladó mozgás analógiája Merev test általános mozgása Gondolkodtató kérdés Összetett mozgások Egy test általános
Gépgyártástechnológiai technikus. 54 521 01 0000 00 00 Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Tolna Megyei Földmérők Napja 2016. Tolna megyei földmérők helyzete a szakmagyakorlási rendelet szerint Németh András TMMK GGT Szakcsoport elnök
 Tolna Megyei Földmérők Napja 2016 Tolna megyei földmérők helyzete a szakmagyakorlási rendelet szerint Németh András TMMK GGT Szakcsoport elnök Földmérők Európai Tanácsa (CLGE) Megyei Földmérő Napok Geodézia
Tolna Megyei Földmérők Napja 2016 Tolna megyei földmérők helyzete a szakmagyakorlási rendelet szerint Németh András TMMK GGT Szakcsoport elnök Földmérők Európai Tanácsa (CLGE) Megyei Földmérő Napok Geodézia
Acél marása GC1130 minőség
 Acél marása GC1130 minőség Az acélmarás fejlődése A Zertivo GC1130 minőség alkalmazásakor megnyugodhat A csorbulás és sorjásodás instabil gyártási folyamatot és rövidebb szerszáméltartamot okoz, ezek általános
Acél marása GC1130 minőség Az acélmarás fejlődése A Zertivo GC1130 minőség alkalmazásakor megnyugodhat A csorbulás és sorjásodás instabil gyártási folyamatot és rövidebb szerszáméltartamot okoz, ezek általános
Információtartalom vázlata
 2 1. Feladata, hogy felmérje egy gépszerkezet általános állapotát, melynek felépítő elemei: csapágyak, laposszíjhajtás és forgattyús hajtómű. Munkájához elméleti ismeret szükséges. Készítsen szabadkézi
2 1. Feladata, hogy felmérje egy gépszerkezet általános állapotát, melynek felépítő elemei: csapágyak, laposszíjhajtás és forgattyús hajtómű. Munkájához elméleti ismeret szükséges. Készítsen szabadkézi
Beszállítói kooperációs börze fémipari megmunkálás, gépipar. Cégprofilok
 Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk.
 Síkidomok Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk. A határoló vonalak által bezárt síkrész a síkidom területe. A síkidomok határoló vonalak szerint lehetnek szabályos
Síkidomok Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk. A határoló vonalak által bezárt síkrész a síkidom területe. A síkidomok határoló vonalak szerint lehetnek szabályos
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
55 810 01 0010 55 04 Faipari termelésszervező Mérnökasszisztens. Idegen nyelvi kompetencia felmérése
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Debreceni Szakképzési Centrum Baross Gábor Középiskolája, Szakiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája, Szakiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a 35 521 01 CNC GÉPKEZELŐ SZAKKÉPESÍTÉS-RÁÉPÜLÉSHEZ (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája, Szakiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a 35 521 01 CNC GÉPKEZELŐ SZAKKÉPESÍTÉS-RÁÉPÜLÉSHEZ (DUÁLIS KÉPZÉSI
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. A gyártástechnológia alapfogalmai
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2014. 1 A gyártástechnológia
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A gyártástechnológia alapfogalmai 1. előadás Összeállította: Dr. Pintér József 2014. 1 A gyártástechnológia
SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI
 SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI 12 KRISTÁLYkÉMIA XII. KÖTÉsTÍPUsOK A KRIsTÁLYOKBAN 1. KÉMIAI KÖTÉsEK Valamennyi kötéstípus az atommag és az elektronok, illetve az elektronok egymás közötti
SZAKÁLL SÁNDOR, ÁsVÁNY- És kőzettan ALAPJAI 12 KRISTÁLYkÉMIA XII. KÖTÉsTÍPUsOK A KRIsTÁLYOKBAN 1. KÉMIAI KÖTÉsEK Valamennyi kötéstípus az atommag és az elektronok, illetve az elektronok egymás közötti
TANMENET. Tantárgy: Informatika Osztály: 9B. Heti óraszám: 2
 KAPOSVÁRI SZAKKÉPZÉSI CENTRUM EÖTVÖS LORÁND MŰSZAKI SZAKKÖZÉPISKOLÁJA, SZAKISKOLÁJA ÉS KOLLÉGIUMA 7400 Kaposvár, Pázmány Péter u. 17. OM 203027 TANMENET Tantárgy: Informatika Osztály: 9B. Heti óraszám:
KAPOSVÁRI SZAKKÉPZÉSI CENTRUM EÖTVÖS LORÁND MŰSZAKI SZAKKÖZÉPISKOLÁJA, SZAKISKOLÁJA ÉS KOLLÉGIUMA 7400 Kaposvár, Pázmány Péter u. 17. OM 203027 TANMENET Tantárgy: Informatika Osztály: 9B. Heti óraszám:
Vállalkozói, munka- és környezetvédelmi ismeretek
 2 Vállalkozói, munka- és környezetvédelmi ismeretek 1. A) Ismertesse a vállalkozás indításának személyi, tárgyi, pénzügyi és hatósági feltételeit! Vállalkozási formák; rt., kft., bt., egyéni vállalkozás,
2 Vállalkozói, munka- és környezetvédelmi ismeretek 1. A) Ismertesse a vállalkozás indításának személyi, tárgyi, pénzügyi és hatósági feltételeit! Vállalkozási formák; rt., kft., bt., egyéni vállalkozás,
A mechanika alapjai. A pontszerű testek dinamikája. Horváth András SZE, Fizika és Kémia Tsz. 2006. szeptember 29.
 A mechanika alapjai A pontszerű testek dinamikája Horváth András SZE, Fizika és Kémia Tsz. 2006. szeptember 29. Bevezetés Newton I. Newton II. Newton III. Newton IV. 2 / 27 Bevezetés Bevezetés Newton I.
A mechanika alapjai A pontszerű testek dinamikája Horváth András SZE, Fizika és Kémia Tsz. 2006. szeptember 29. Bevezetés Newton I. Newton II. Newton III. Newton IV. 2 / 27 Bevezetés Bevezetés Newton I.
ágás és leválasztás 60-2 60-6 60-8 INFORMÁCIÓ HM (keményfém) csapmarók 60-10 60-11 60-15 60-34 60-36 60-19 60-20 60-37
 csapmarók 60-10 60-11 60-15 60-34 60-36 60-19 60-20 60-37") ágás és leválasztás Műhelyreszelők, precíziós reszelők -2 Gyémánt polírozó paszták -22 Kulcsreszelők -4 Polírpaszta tömbökben -22 Menetreszelők -5 Polírozó tárcsák -23 Reszelőnyelek -5 Polírozó legyezőlapos
ágás és leválasztás Műhelyreszelők, precíziós reszelők -2 Gyémánt polírozó paszták -22 Kulcsreszelők -4 Polírpaszta tömbökben -22 Menetreszelők -5 Polírozó tárcsák -23 Reszelőnyelek -5 Polírozó legyezőlapos
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
A hulladékgazdálkodás átalakulásának jogi kérdései. Dr. D. Tóth Éva Jogi Igazgató
 A hulladékgazdálkodás átalakulásának jogi kérdései Dr. D. Tóth Éva Jogi Igazgató Adatszolgáltatás Az adatszolgáltatási kötelezettséget előírja:, Ht. 32/A. (4), 69/2016. (III. 31.) Korm. rendelet Adatszolgáltatásra
A hulladékgazdálkodás átalakulásának jogi kérdései Dr. D. Tóth Éva Jogi Igazgató Adatszolgáltatás Az adatszolgáltatási kötelezettséget előírja:, Ht. 32/A. (4), 69/2016. (III. 31.) Korm. rendelet Adatszolgáltatásra
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h)
") ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
A motortól a kész járműig A haladás technikája (2015. február) Motorgyártás, mechanikus megmunkálás
 Motorgyártás, mechanikus megmunkálás") (2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
(2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Péliné Németh Csilla 1 Bartholy Judit 2 Pongrácz Rita 2 Radics Kornélia 3
 Péliné Németh Csilla 1 Bartholy Judit 2 Pongrácz Rita 2 Radics Kornélia 3 1 MH Geoinformációs Szolgálat 2 Eötvös Loránd Tudományegyetem, Meteorológiai Tanszék 3 Országos Meteorológiai Szolgálat 41. Meteorológiai
Péliné Németh Csilla 1 Bartholy Judit 2 Pongrácz Rita 2 Radics Kornélia 3 1 MH Geoinformációs Szolgálat 2 Eötvös Loránd Tudományegyetem, Meteorológiai Tanszék 3 Országos Meteorológiai Szolgálat 41. Meteorológiai
MVSZ által szakmailag elismert Vitorlás sulik III. szintű tematikája
 MVSZ által szakmailag elismert Vitorlás sulik III. szintű tematikája Cél: az utánpótlás versenyzők és tehetségek felkutatása a vitorlássport széleskörű megismertetése, megkedveltetése a fiatalokkal az
MVSZ által szakmailag elismert Vitorlás sulik III. szintű tematikája Cél: az utánpótlás versenyzők és tehetségek felkutatása a vitorlássport széleskörű megismertetése, megkedveltetése a fiatalokkal az
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
csiszolókorongok tépõzáras/öntapadós Oldal... 163 Oldal... 172,173 csapos polírozófilcek Oldal... 182,183 LevegõsrenDszer 259 tartozékok
 csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
Szellőzőrács IB-R Tartalom Leírás... 3 Kivitel és méretek... 4 Műszaki adatok... 5 Jelmagyarázat...12 Kiírási szöveg...12 01/09-2
 Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás... 3
Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás... 3
Forgácsoló gyártócellák, gyártórendszerek 2.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
Abrazív megmunkálások
 Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az