Különleges technológiák
|
|
|
- Júlia Pásztor
- 9 évvel ezelőtt
- Látták:
Átírás
1 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József
2 Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás 3. Ultrapreciziós megmunkálás 4. Nagysebességű forgácsolás 5. Minimálkenés, szárazforgácsolás 6. Keménymegmunkálások

3 Különleges technológiák Mikor alkalmaznak különleges technológiákat?
4 Különleges technológiák
5 Különleges technológiák
6 Szikraforgácsolás EDM Előtolómű Elvi vázlat
7 Szikraforgácsolás EDM Jellegzetes szikraforgácsolt alkatrészek
8 Szikraforgácsolás EDM Szikraforgácsolt alkatrész
9 Szikraforgácsolás EDM Szikraforgácsolás EDM
10 Szikraforgácsolás EDM Huzalos szikraforgácsológép
11 Szikraforgácsolás EDM
12 Szikraforgácsolás EDM S f homlokköz (nem egyenletes mérete a folyadék áramlásának irányába növekszik) S h oldalköz (az áramlás irányába növekvő méretű) Különleges technológiák 12
13 Szikraforgácsolás EDM
14 Szikraforgácsolás EDM
15 Szikraforgácsolás EDM Szikraforgácsolás változatai a. A szerszám alakja belegravírozódik munkadarab felületébe b. Szikraforgácsoló furás c. Huzalelektród 3,4,5,6 tengelyes EDM d. Szikraforgácsoló vágás (pl. keményfém darabolására) Különleges technológiák 15
16 Lézersugaras megmunkálás Lézersugaras megmunkálás Különleges technológiák 16
17 Lézersugaras megmunkálás Különleges technológiák 17
18 Lézersugaras megmunkálás Különleges technológiák 18
19 Lézersugaras megmunkálás A lézersugaras technológia a vágás példáján Különleges technológiák 19
20 Lézersugaras megmunkálás Különleges technológiák 20
21 Elektrokémiai megmunkálások Elektrokémiai megmunkálások ECM Electrochemical Machining Az elektromos áram vegyi hatásán alapul A fémlapokra egyenáramot kapcsolunk Elektrolízis folyamata Különleges technológiák 21
22 Ultrapreciziós megmunkálás Ultrapreciziós megmunkálás a 17. században: rézből tükröt üveg és porcelán megolvasztására. ill. csillagászati tükörteleszkópok késítésére E. Maignan 1648-ban: eszterga hiperbolikus (aszférikus) fémtükrök esztergálására 1945: szerszámélként természetes gyémánt egykristály Különleges technológiák 22
23 Ultrapreciziós megmunkálás UP fejlődését a teljesítménylézerek kifejlesztése, valamint az infravörös optika elterjedése ösztönözte szokásos elnevezések: szubmikronos-, ultrapreciziós megmunkálások, nanontechnológia, mikroforgácsolás, stb Különleges technológiák 23
24 Ultrapreciziós megmunkálás Megmunkálási eljárás/változat Megkövetelt pontosság Alakhiba/Érdesség (R a ) Osztálybasorolás Esztergálás, marás 50 m / 1,6 m Finommegmunkálás Finomesztergálás. köszörülés Leppelés, finomköszörülés Mikroforgácsolás, mikroköszörülés Polírozás, elektrokémiai polírozás 25 m / 0,24 m Precíziós megmunkálás 10 m / 0,13 m Nagypontosságú megmunkálás 1 m / 0,1 m Ultrpreciziós megmunkálás 0,1 m / 0,01 m Nanotechnológia Különleges technológiák 24
25 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Fényvisszaver ő optikai elemek (tükrök) Scanner a megmunkáló lézerekhez Sík- és parabolatükrö k a megmunkáló lézerekhez Fénymásoló és lézernyomtató dobok Alumíniu m Réz Arany Nikkel Ezüst Platina Molibdén Reflexió: 98% Alakpontossá g: 0,2...0,01 m Érdesség: R a 0,005 m Különleges technológiák 25
26 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Áteresztő optikai elemek (lencsék) Freznellencse Germánium lencse napelemek lencséi A lézersugarak fókuszáló és kiléptető lencséi Optikai műanyagok Germánium Szilícium Ga As, Zn Se, Zn S Alakpontosság: 0,2...0,01 m Érdesség: R a 0,002 m Különleges technológiák 26
27 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Mechanikai elemek, alkatrészek Mágn. merev adattárolók (harddiszk) Videorekorderekhez szalagvezető görgők Légcsapágyazás alkatrészei Vákuumtömítések Részecskegyorsítók elektródái Alumínium Nikkel Réz Sárgaréz Alakpontosság: 0,5...0,1 m Érdesség: R a 0,01 m Különleges technológiák 27
28 Ultrapreciziós megmunkálás Vastartalmú anyagok gyémánt éllel nem forgácsolhatók, Köbös bórnitrid (CBN) ultrapreciziós keménymegmunkálás Technológiai adatok: Méretpontosság: IT5 Forgácsolási sebesség: v = m/min Forgács keresztmetszet: A c = 0, m 2 Éllekerekedés a szerszámon: r a = 0, m Forgácsolóerő: F v = 0,1 N N Különleges technológiák 28
29 Szerszámgép: Ultrapreciziós megmunkálás Főorsó: aerosztatikus; n = f/min tehermentesített, rezgéscsillapított szíjhajtás futáspontossága: 0,05 m merevsége: 500 N/ m (orsóközépen) anyagminőség: kerámia (deform. 7x kisebb), szánszálerősítésű műanyag (deform. 15x kisebb) elektrom. (érintk. nélküli) nyomatékátvitel Különleges technológiák 29
30 Ultrapreciziós megmunkálás Szerszámgép: Vezetékek: aerosztatikus (CBN hidrosztatikus) Környezet: klímatizált, 20 0,5C o, relatív nedvesség tartalom: 50%, hőegyensúly, emberi jelenlét nem kívánatos Rezgésszigetelt alap, gépágy: gránit, gömbgrafitos. öv., kerámia Munkadarab befogás: vakuumtokmány, műanyag, üveg ragasztással Különleges technológiák 30
31 Nagysebességű forgácsolás 2. Nagysebességű forgácsolás (HSC) A forgácsoló megmunkálás termelékenysége növelésének egyik útja a forgácsoló főmozgás és az előtolás sebességének növelése. Az évi chicagói nemzetközi szerszámgép világkiállításon az első olyan szerszámgépek, amelyek a nagysebességű megmunkálás gyakorlati megvalósítását jelentették. Az angol nyelvű szakirodalomban: High Speed Cutting (rövidítése HSC) terjedt el a szakirodalomban, (ritkábban a High Speed Milling, nagy sebességű marás, rövidítése HSM)
32 Nagysebességű forgácsolás A nagysebességű forgácsolás elméleti alapjai és feltételei Carl Salamon (1920) acél, színes és könnyű fémeket forgácsolt v = 440 m/min (acél), v = 2850 m/min (réz) és v = m/min (alumínium) forgácsolási sebességgel. Korábban mértékadó álláspont klasszikus a forgácsolási sebesség (v) és az éltartam (T) között fennálló Taylor összefüggés: C T v m v c
33 Nagysebességű forgácsolás Taylor összefüggés csak egy meghatározott határsebességig érvényes ezen határon túl fellép a halál völgye a drasztikusan megnövekedett forgácsolási hőmérséklet és szerszámkopás miatt. Salomon kísérleteinek eredménye ezzel ellentétes eredményt hozott a forgácsolási sebesség egy bizonyos határon túli növelése a forgácsolási hőmérséklet esetenként jelentős mértékű csökkenéséhez vezet (6. ábra).
34 Nagysebességű forgácsolás A 6. ábrából valamennyi megmunkálandó anyagnál létezik egy olyan forgácsolási sebességtartomány (ábrán b-vel jelölve), amely sebességtartományban nem lehetséges a gazdaságos forgácsoló megmunkálás. Megjegyzés: az alumínium forgácsolásakor azonos szerszáméltartam mellett az alkalmazható forgácsolási sebesség lényegesen nagyobb, mint acél forgácsolása esetén. Fontos az alumínium az élrátétképződési hajlam miatt vc < 90 m/min alatt nem forgácsolható.
35 Nagysebességű forgácsolás 6. ábra. A forgácsolási hőmérséklet és a forgácsolási sebesség összefüggése. Jelölések: a megmunkálható; b megmunkálás nem javasolt; c megmunkálható; d lágy alumínium; e vörösréz, sárgaréz; f bronz; g öntöttvas; h acél
36 Nagysebességű forgácsolás Az 1950-es években több országban, köztük az USAban is, ballisztikus kísérletekkel ellenőrizték Salomon hipotézisét. Alumínium ötvözésű anyagból készített lövedékeket lőttek ki keményfém és gyorsacél szerszámélek mentén v = m/min és v = m/min közötti forgácsolási sebességgel. A nagysebességű filmfelvételek ténylegesen forgácsolási folyamat valósult meg igen jó felületi minőség keletkezett, és szerszámkopás nem volt érzékelhető.
37 Nagysebességű forgácsolás Ebben az időben még nem álltak rendelkezésre olyan szerszámok és szerszámgépek, amelyek ebben a sebességtartományban képesek lettek volna forgácsoló megmunkálásra. Bizonyítást nyert a halál völgyére vonatkozó korábbi elmélet nem igaz. Ellenkezőleg: igen nagy forgácsolási sebességek esetén az időegység alatt leválasztott forgácsmennyiség, illetve a forgácsoló szerszám éltartama jelentősen megnő.
38 Nagysebességű forgácsolás A forgácsolási sebesség 500%-os növelésekor az időegység alatt leválasztott forgácsmennyiség 300%- al megnőtt, a fellépő forgácsoló erő pedig mintegy 70 %-al csökkent. A megmunkált felület felületi minősége igen kedvezően alakult, a munkadarab és a szerszám hőmérséklete alig változott, a forgácsolási folyamat során keletkezett hő túlnyomó részét a forgács vezette el.
39 Nagysebességű forgácsolás Az évi chicagói nemzetközi szerszámgépkiállításon az Ex-Cell-O olyan megmunkálóközpontot főorsója n = min-1 fordulatszámmal forgácsolt. A nagysebességű megmunkálás fogalma Jó közelítéssel amennyiben a forgácsolási sebesség meghaladja a v = 500 m/min értéket, nagysebességű forgácsolásról beszélünk. A sebességhatár erősen függ a megmunkálás módjától is. A 9. ábrából marásnál számottevően alacsonyabb a sebességhatár, mint esztergálásnál.
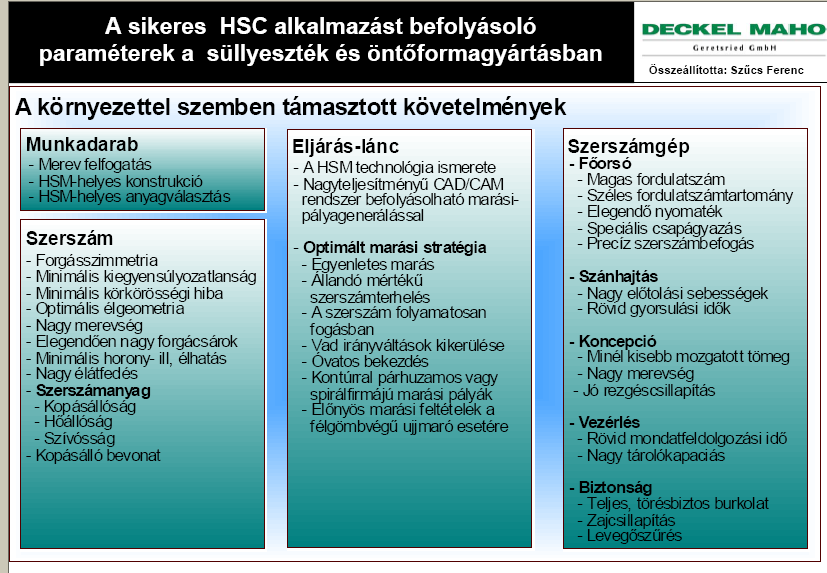
40 Nagysebességű forgácsolás
41 Nagysebességű forgácsolás
42 Nagysebességű forgácsolás
43 Nagysebességű forgácsolás
44 A HSC forgácsolási folyamat jellemzői: a forgácsoló él előtt az anyag rideggé válik, a forgács a forgácstőnél képlékeny alakváltozás nélkül letörik, egyenirányú marás alkalmazása Nagysebességű forgácsolás
45 Nagysebességű forgácsolás
46 Nagysebességű forgácsolás A HSC forgácsolási folyamat jellemzői: csökken a forgács leválasztáshoz szükséges energia jó felületi érdesség ( R a =0,2 m), kedvező szerszám éltartam, hűtés nagy nyomású levegővel, illetve szerszámon keresztül
47 Nagysebességű forgácsolás A nagysebességű forgácsolás alkalmazási területei: elsősorban a szerszám- és süllyeszték gyártásban, de egyre inkább teret kap a normál alkatrészgyártásban is, különösen a könnyű fémek és a műanyagok megmunkálása terén. Ezen belül is elsősorban nagyobb sorozatoknál és nagy bonyolultságú alkatrészek gyártásában várható jelentős térhódítása. A könnyűfémek és a műanyagok - anyagjellemzőik folytán - igen alkalmasak a nagysebességű forgácsolásra.
48 Nagysebességű forgácsolás
49 Nagysebességű forgácsolás A nagysebességű forgácsolás alkalmazási területei: Szerszámgyártás (edzett szerszámacélok, réz, öntöttvas, alumínium, grafit ), Kisméretű alkatrészek gyártása, Repülőgép alkatrészek gyártása (alumínium, rozsdamentes acél ), Járműipari alkatrészek gyártása (alumínium, öntöttvas, acél), Elektronikai ipar alkatrészeinek gyártása (alumínium, réz ), Orvosi műszergyártás (rozsdamentes acélok, titán), Edzett, kemény anyagok (akár 62 HRC keménységű anyagok) megmunkálása, Prototípus gyártás (alumínium, műanyagok )
50 Minimálkenés, száraz forgácsolás Minimálkenés, száraz forgácsolás Jelenleg a fémmegmunkáláshoz (forgácsolás, képlékeny alakítás) Magyarországon évente 4000 t hűtő-kenő anyagot használnak fel. Ebből 300 t nyomonkövethetően regenerálásra ill. megsemmisítésre, a többi a környezetet szennyező módon a levegőbe, csatornába, talajba kerül. Különleges technológiák 50
51 Minimálkenés, száraz forgácsolás A minimális kenési technológia (2-50 ml/óra) alkalmazásával a felhasznált kenő anyag igen jelentősen csökken a hagyományos, elárasztásos kenéshez (2-10 l/óra) viszonyítva, csökken a környezet terhelése is. A száraz, kenő anyag nélküli megmunkálás ill. a minimálkenés kutatása az elmúlt években jelentősen felgyorsult, és EU-projektekbenfolyik. Különleges technológiák 51
52 Minimálkenés, száraz forgácsolás A minimálkenéses forgácsolást befolyásoló tényezők Különleges technológiák 52
53 Minimálkenés, száraz forgácsolás Nemzeti, államilag támogatott programok (pl. Németországban Produktion Trockenbearbeitung) folynak nagy vállalatok (pl. BMW, BOSCH stb.) részvételével. Németországban az elmúlt években 10 ezer berendezést állítottak üzembe, a 2003-ban a minimálkenés aránya elérte a 20 %-ot. Különleges technológiák 53
54 Minimálkenés, száraz forgácsolás Ismert a hűtő-kenő anyagok pozitív hatása a forgácsolási folyamatokban: A hűtő-kenő anyagok csökkentik szerszám és a munkadarab közötti súrlódást, illetve a forgácsolás során keletkezett hő jelentős részét elvezetik. Egyes esetekben fontos az öblítő hatásuk is, ennek révén a forgács eltávolítható a keletkezése helyéről. A hűtő-kenő anyagok használata a szerszámok élettartamát (éltartamát) megnöveli, és pozitívan befolyásolja a munkadarab méret- és alakpontosságát. Különleges technológiák 54
55 Minimálkenés, száraz forgácsolás A minimálkenésről 2-50 ml/óra kenőanyag felhasználás esetén lehet beszélni. Minimális mennyiségű kenőanyaggal történő kenéssel (minimálkenéssel, MMS) acél- és alumínium anyagok megmunkálása esetén a hagyományos emulziós megmunkáláshoz hasonló forgácsolási paraméterek és eredmények érhetők el (1. ábra).
56 Minimálkenés, száraz forgácsolás MMS mennyiségét befolyásoló tényezők Forgácsolási sebesség Előtolási sebesség Fordulatszám Lépcsők száma Forgácsoló élek szma Vezetőélek száma Munkadarab anyaga paraméterek Egylépcsős NC dörzsár, öntvénymegmunkálás v=180 m/min f=0,15 mm/u MMS olaj = 20 ml/h Levegő = 80 l normalevegő/min Többlépcsős finomfúró szerszám, Al-megmunkálás v=1800 m/min f=0,1 mm/u MMS olaj = 200 ml/h Levegő = 400 l normalevegő/min 1. ábra Minimálkenés (MMS) és jellemzői
57 Minimálkenés, száraz forgácsolás Az MMS adagolása két módon történhet: Kívülről fúvókákon keresztül A szerszámgép főorsó, illetve a szerszám csatornáin keresztül Minimálkenés változatai fúrásnál
58 Minimálkenés, száraz forgácsolás. 2. ábra A minimálkenés (MMS) lehetséges módozatai
59 Minimálkenés, száraz forgácsolás Példák külső minimálkenésre
60 Minimálkenés, száraz forgácsolás Kedvezőbb a belső hűtőközeg hozzávezetés, mert a forgácsolóél folyamatos és biztonságos kenését csak így lehet biztosítani. A levegőnek és a kenőanyagnak a szerszámgép főorsón, illetve a szerszámon keresztül történő adagolásánál két változatot használnak. (lásd. táblázatot)
61 Minimálkenés, száraz forgácsolás A belső MMS hozzávezetés konstrukciós kialakítása Forrás: HTCM LTD. Finomfúrás és dörzsárazás minimális mennyiségű kenéssel. Járművek
62 Minimálkenés, száraz forgácsolás Fő jellemzők Előnyök Hátrányok Egycsatornás elv Keverékképzés a forgórészbe történő bevezetés előtt egyszerűbb csatlakozás utólagosan kialakítható magas reakcióidő, az olaj kicentrifugálódása, kicsapódása, relatíve magas felhasználás Kétcsatornás elv Keverékképzés a főorsó és a szerszám közötti részen rövid reakcióidő, alacsonyabb olaj és levegő felhasználás, jobban beállítható, magas folyamatbiztonság nagyobb tervezési ráfordítás, költségesebb utólagos felszerelés nehézkes Különleges technológiák 62
63 Minimálkenés, száraz forgácsolás Az egycsatornás elv hátránya, hogy a kenőanyag részlegesen kicentrifugálódik, továbbá nemkívánatos lerakódások keletkeznek a vezető csatornák azon éleinél, amelyek az áramlási útvonalak mentén helyezkednek el. Törekvés, a felhasználás helyéhez közel kell a levegőt és az olajat összekeverni, ez a kétcsatornás elv megvalósítását jelenti. Különleges technológiák 63
64 Minimálkenés, száraz forgácsolás 3. ábra Az egycsatornás belső MMS adagolás
65 Minimálkenés, száraz forgácsolás Belső hozzávezetésű, egycsatornás minimálkenénő berendezés (Bielomatik)
66 Minimálkenés, száraz forgácsolás A kétcsatornás elv (ábra) szerint tervezett MMS hozzávezetésű főorsókkal megbízható, rövid reakcióidővel bíró kenőanyag ellátás valósítható meg közvetlenül a szerszámcsere után, akár n = f/min fordulatszámig.
67 Minimálkenés, száraz forgácsolá A kétcsatornás belső MMS adagolás
68 Minimálkenés, száraz forgácsolás A belső MMS hozzávezetés konstrukciós kialakítása
69 Minimálkenés, száraz forgácsolás. A minimálkenés (MMS) szerszámai
70 Minimálkenés, száraz forgácsolás Áramlástechnikailag optimalizált szerszámvég (Forrás: Gühring)
71 Az emulziós és a minimálkenéses megmunkálás áramlási képe Minimálkenés, száraz forgácsolás Emulziós megmunkálás áramlási képe Száraz megmunkálás áramlási képe
72 Minimálkenés, száraz forgácsolás Az MMS hatást gyakorol a szerszámgépek munkaterére is. Fontosabb követelmények: biztosítani kell a forgács szabad leesését a munkatérből, folyamatos forgácselvezetésről kell gondoskodni, el kell kerülni forgácsfészkek kialakulását, a forgáccsal érintkező szerszámgép részeket hőszigeteléssel kell ellátni, gondoskodni kell az elszívásról (por).
73 Minimálkenés, száraz forgácsolás Száraz megmunkálásra alkalmas szerszámgép felépítése (Forrás: Excello)
74 Minimálkenés, száraz forgácsolás Alulról történő ferde megmunkálás
75 Szerszámtartóba integrált kenőberendezés Minimálkenés, száraz forgácsolás 14. ábra. Ökotokmány felépítése
76 Keménymegmunkálás Keménymegmunkálások Az edzett acélok preciziós, nagypontosságú megmunkálása ma még többnyire köszörüléssel, azaz geometriailag határozatlan élű szemcsékkel történik. A kemény megmunkálás általában HRC-nél keményebb anyagok forgácsoló megmunkálását jelenti.
77 Keménymegmunkálás Keménymegmunkálások A CBN egykristály és polikristály szerszámanyagok továbbfejlesztésével, valamint a forgácsolási folyamat alapvető törvényszerűségeinek feltárásával lehetőség nyílt szabályos élgeometriával rendelkező szerszámokkal edzett acélok nagypontosságú megmunkálása a köszörülés alternatívájaként. Edzett alkatrészek "klasszikus" gyártási sorrendje: kovácsolás, forgácsolás, edzés, köszörülés.
78 Keménymegmunkálás Keménymegmunkálások A megmunkálandó anyagok forgácsolási tulajdonságainak javítása érdekében a kovácsolást követően még további hőkezelési műveleteket szoktak beiktatni a technológiai sorba. A gyártás költsége jelentős mértékben csökkenthető, ha az előgyártmányt a kovácsolást követően megedzik, és a munkadarabot egy műveletben készre forgácsolják. A művelethez szükséges magas anyagleválasztási sebesség és a szükséges felületi minőség szabályos élű CBN szerszámmal elérhető.
79 Keménymegmunkálás A megmunkálandó anyagok keménységüket két egymástól eltérő módon érik el: A tiszta martenzites keménységet kizárólag az anyag szövetszerkezetének megváltoztatásával érik el. Mivel a forgácsolás során a forgácstőben a leválasztandó anyag kilágyul, ezért a szerszámanyagnak a nagy keménység mellett magas melegszilárdsággal is rendelkeznie kell. A karbidkiválásos edzéskor az anyag keménységét a kemény karbidoknak köszönheti. Ebben az esetben a forgácsolás során relatíve lágy anyagszerkezetet forgácsolnak, miközben a karbidszemcsék jelentős abrazív, koptató hatást fejtenek ki. A szerszámnak tehát jó kopásállósággal kell rendelkeznie. Az élrátétképződéssel, is számolni kell.
80 Keménymegmunkálás Keménymegmunkálások A szuperkemény élanyagokat gyártó cégek (General Electric, De Beers, ASEA,stb.) keményforgácsolásra BZU 8000, DBC 50,, illetve BU 200 márkajelű köbös bórnitrid anyagokat ajánlják. A köbös bórnitrid (CBN) a gyémánt után a második legkeményebb ismert anyag. Rendkívüli nagy keménysége mellett a szívóssága is elfogadható, a keményfém és a kerámia között helyezkedik el. A hőmérséklet változásra nem érzékeny, 1000 C o -ig jó kémiai és fizikai ellenálló képességgel rendelkezik. Gyártása során hexagonális bórnitridből kiindulva, nagy nyomáson és magas hőmérsékleten állítják elő katalizátor segítségével.
81 Keménymegmunkálás Keménymegmunkálások A szerszámgyártók simításra γ=6 o -os homlokszöget és α=6 o - 8 o -os hátszöget ajánlanak. Az él csorbulás elleni védelme miatt 0,1x-20 o -os élfazettával is ellátják. A szokásos forgácsolási paraméterek tartománya: Fogásmélység: a p = [μm], Előtolás: f = [μm], Forgácsolási sebesség: v c = [m/min].
82 Keménymegmunkálás Kb C o Hőmérséklet-eloszlás a szerszámél környékén Hőmérséklet-eloszlás a forgácsban
83 Keménymegmunkálás Hőtérképek keménymegmunkálás kísérleti vizsgálatánál Forrás:
84 Keménymegmunkálás Az edzett acélok szabályos élgeometriával rendelkező szerszámmal történő kemény megmunkálása a következő előnyökkel bír: A megmunkálás pontossága közel azonos a köszörüléssel (köszörülési művelet már nem szükséges) A megmunkálandó felület alakja gyakorlatilag független a szerszámgeometriától, A megmunkálás nem igényel hűtőanyagot, (környezetvédelmi, gazdasági szempontból pozitívum) A felületi réteg károsodása lényegesen kisebb, mint köszörüléskor, Sokkal nagyobb anyagleválasztási sebesség érhető el, mint köszörüléskor.
85 Keménymegmunkálás Hátrányos tulajdonságok: Kisérletek bizonyítják, hogy a beállítható fogásmélység nem lehet tetszés szerinti kicsi értékű, mert kb m- nél kisebb értékek alkalmazása esetén a felületi érdesség nem javul, hanem romlik. A megmunkálás eredménye rendkívül bizonytalan, ugyanis a forgácsolás körülményeinek esetleges változásaira igen érzékenyen reagál. (Ilyen bizonytalansági tényező például: a megmunkálandó anyag szerkezetének esetleges inhomogenitása. Speciális, drága szerszámot, és merev, drága gépet igényel. A legnagyobb problémát az éllekerekedés miatti relatíve nagy minimális fogásmélység okozza.
86 Keménymegmunkálás Keménymegmunkálások Amíg nagy sebességgel (HSC) általában elektróda anyagot, grafitot és könnyűfémeket forgácsolnak, addig a szerszámgyártásban felmerült annak szükségessége, hogy marógépeken 62 HRC keménységig edzett acél formaadó elemeket, nagy szilárdságú öntvényeket és más, igen kemény alapanyagokat lehessen 1 mikrométer pontossággal megmunkálni. A különböző HSC precíziós maróközpontokon mindenekelőtt a szerszám és formakészítésben lehet maximum 60 %-os időmegtakarítást elérni, mert ez a megmunkálás megközelítően köszörülési minőséget eredményez.
87 Köszönöm megtisztelő figyelmüket! Különleges technológiák 87
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére
 Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
Hőhidak meghatározásának bizonytalansága. Sólyomi Péter ÉMI Nonprofit Kft.
 Hőhidak meghatározásának bizonytalansága Sólyomi Péter ÉMI Nonprofit Kft. 7./2006. (V. 24.) TNM r e n d e l e t Épülethatároló szerkezet A hőátbocsátási tényező követelményértéke U W/m 2 K Külső fal 0,45
Hőhidak meghatározásának bizonytalansága Sólyomi Péter ÉMI Nonprofit Kft. 7./2006. (V. 24.) TNM r e n d e l e t Épülethatároló szerkezet A hőátbocsátási tényező követelményértéke U W/m 2 K Külső fal 0,45
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Forgácsoló megmunkálások áttekintése 1.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
FENNTARTHATÓ FEJLŐDÉS
 FENNTARTHATÓ FEJLŐDÉS Kump Edina ÖKO-Pack Nonprofit Kft. E-mail: [email protected] Web: www.okopack.hu Dunaújváros, 2014. november 07. A FENNTARTHATÓ FEJLŐDÉS FOGALMA A fenntartható fejlődés a fejlődés
FENNTARTHATÓ FEJLŐDÉS Kump Edina ÖKO-Pack Nonprofit Kft. E-mail: [email protected] Web: www.okopack.hu Dunaújváros, 2014. november 07. A FENNTARTHATÓ FEJLŐDÉS FOGALMA A fenntartható fejlődés a fejlődés
Gazdálkodási modul. Gazdaságtudományi ismeretek II.
 Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
Hőszivattyúk 2010. Makk Árpád Viessmann Akadémia. Viessmann Werke 23.04.2010. Hőszivattyúk. Chart 1
 Hőszivattyúk Chart 1 Hőszivattyúk 2010 Makk Árpád Viessmann Akadémia Vorlage 2 560 3 550 2 440 1 500 1 000 700 550 420 850 1 000 1 300 1 400 1 900 2 300 3 578 6 100 5 240 4 600 4 719 5 736 8 330 8 300
Hőszivattyúk Chart 1 Hőszivattyúk 2010 Makk Árpád Viessmann Akadémia Vorlage 2 560 3 550 2 440 1 500 1 000 700 550 420 850 1 000 1 300 1 400 1 900 2 300 3 578 6 100 5 240 4 600 4 719 5 736 8 330 8 300
Leágazó idomok. Leágazó idomok
 Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Mágneses szuszceptibilitás vizsgálata
 Mágneses szuszceptibilitás vizsgálata Mérést végezte: Gál Veronika I. A mérés elmélete Az anyagok külső mágnesen tér hatására polarizálódnak. Általában az anyagok mágnesezhetőségét az M mágnesezettség
Mágneses szuszceptibilitás vizsgálata Mérést végezte: Gál Veronika I. A mérés elmélete Az anyagok külső mágnesen tér hatására polarizálódnak. Általában az anyagok mágnesezhetőségét az M mágnesezettség
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Gépgyártástechnológia alapjai 2013/14 I. félév
 Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
Csomagolási segédlet
 Csomagolási segédlet Tartalom 1. Csomagolási alapelvek... 3 2. Gumiabroncs... 4 3. Kerékpár... 5 4. Elektronikai cikkek... 6 5. Fehéráru (csak külön szerződéssel, egyedi díjszabással adható fel)... 7 6.
Csomagolási segédlet Tartalom 1. Csomagolási alapelvek... 3 2. Gumiabroncs... 4 3. Kerékpár... 5 4. Elektronikai cikkek... 6 5. Fehéráru (csak külön szerződéssel, egyedi díjszabással adható fel)... 7 6.
Repceolaj-alapú félig szintetikus olajok kenési tulajdonságai
 ÜZEMFENNTARTÁSI TEVÉKENYSÉGEK 3.3 Repceolaj-alapú félig szintetikus olajok kenési tulajdonságai Tárgyszavak: észterezett repceolaj; kenési jellemzők; kopási tulajdonság; adalékanyagok hatása. A félig szintetikus
ÜZEMFENNTARTÁSI TEVÉKENYSÉGEK 3.3 Repceolaj-alapú félig szintetikus olajok kenési tulajdonságai Tárgyszavak: észterezett repceolaj; kenési jellemzők; kopási tulajdonság; adalékanyagok hatása. A félig szintetikus
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével.
 A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével. Eszközszükséglet: kaloriméter fűtőszállal digitális mérleg tanulói tápegység vezetékek
A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével. Eszközszükséglet: kaloriméter fűtőszállal digitális mérleg tanulói tápegység vezetékek
2010.05.12. 1300 Infó Rádió. Hírek
 2010.05.12. 1300 Infó Rádió Hírek 100512 1303 [1127h GAZ MKIK - pozitív index MTI km 100512] Jelentősen javultak a magyar vállalatok várakozásai a következő félévre a Magyar Kereskedelmi és Iparkamara
2010.05.12. 1300 Infó Rádió Hírek 100512 1303 [1127h GAZ MKIK - pozitív index MTI km 100512] Jelentősen javultak a magyar vállalatok várakozásai a következő félévre a Magyar Kereskedelmi és Iparkamara
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Elhelyezési és kezelési tanácsok
 A szigetelőlemezeket síkfelületen, időjárási hatásoktól különösen esőtől és nedvességtől védetten kell tárolni. A lemezek legyenek szárazok a felhelyezéskor is. Kezelés és munka közben a széleket óvja
A szigetelőlemezeket síkfelületen, időjárási hatásoktól különösen esőtől és nedvességtől védetten kell tárolni. A lemezek legyenek szárazok a felhelyezéskor is. Kezelés és munka közben a széleket óvja
ORSZÁGOS KÖRNYEZETEGÉSZSÉGÜGYI INTÉZET
 ORSZÁGOS KÖRNYEZETEGÉSZSÉGÜGYI INTÉZET 197 Budapest, Gyáli út 2-6. Levélcím: 1437 Budapest Pf.: 839 Telefon: (6-1) 476-11 Fax: (6-1) 21-148 http://efrirk.antsz.hu/oki/ A PARLAGFŰ POLLENSZÓRÁSÁNAK ALAKULÁSA
ORSZÁGOS KÖRNYEZETEGÉSZSÉGÜGYI INTÉZET 197 Budapest, Gyáli út 2-6. Levélcím: 1437 Budapest Pf.: 839 Telefon: (6-1) 476-11 Fax: (6-1) 21-148 http://efrirk.antsz.hu/oki/ A PARLAGFŰ POLLENSZÓRÁSÁNAK ALAKULÁSA
Homlokzati tűzterjedés vizsgálati módszere
 Homlokzati tűzterjedés vizsgálati módszere Siófok 2008. április 17. Dr. Bánky Tamás Nyílásos homlokzatok esetén a tűzterjedési gát kritériumait nem kielégítő homlokzati megoldásoknál továbbá nyílásos homlokzatokon
Homlokzati tűzterjedés vizsgálati módszere Siófok 2008. április 17. Dr. Bánky Tamás Nyílásos homlokzatok esetén a tűzterjedési gát kritériumait nem kielégítő homlokzati megoldásoknál továbbá nyílásos homlokzatokon
Esti 11. A területi fejlettség különbség jellemzői, az eltérő gazdasági fejlettség okainak feltárása; a regionális politika lényegének megértése.
 Esti 11. Óra Tananyag Fejlesztési cél, kompetenciák Tanulói tevékenységek /Munkaformák Felhasznált eszközök 1. Év eleji ismétlés Az Európai Unió (Tk.:32-40.) Az együttműködés kialakulását és elmélyítését
Esti 11. Óra Tananyag Fejlesztési cél, kompetenciák Tanulói tevékenységek /Munkaformák Felhasznált eszközök 1. Év eleji ismétlés Az Európai Unió (Tk.:32-40.) Az együttműködés kialakulását és elmélyítését
Bár a digitális technológia nagyon sokat fejlődött, van még olyan dolog, amit a digitális fényképezőgépek nem tudnak: minden körülmények között
 Dr. Nyári Tibor Bár a digitális technológia nagyon sokat fejlődött, van még olyan dolog, amit a digitális fényképezőgépek nem tudnak: minden körülmények között tökéletes színeket visszaadni. A digitális
Dr. Nyári Tibor Bár a digitális technológia nagyon sokat fejlődött, van még olyan dolog, amit a digitális fényképezőgépek nem tudnak: minden körülmények között tökéletes színeket visszaadni. A digitális
Kombinált eljárással megmunkált furatok érdességének vizsgálata
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Összefüggő szakmai gyakorlat
 Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Faipari és építőipari fúrók, gépi vésők
 Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
A NAPENERGIA ALKALMAZÁSI LEHETŐSÉGEI MAGYARORSZÁGON. Készítette: Pap Mónika Környezettan BSc Témavezető: Pieczka Ildikó
 A NAPENERGIA ALKALMAZÁSI LEHETŐSÉGEI MAGYARORSZÁGON Készítette: Pap Mónika Környezettan BSc Témavezető: Pieczka Ildikó 1. Bevezetés Tartalom 2. Magyarország éghajlata 3. A napenergia keletkezése 4. A napenergia
A NAPENERGIA ALKALMAZÁSI LEHETŐSÉGEI MAGYARORSZÁGON Készítette: Pap Mónika Környezettan BSc Témavezető: Pieczka Ildikó 1. Bevezetés Tartalom 2. Magyarország éghajlata 3. A napenergia keletkezése 4. A napenergia
Útszelepek Elektromos működtetés Sorozat SV09. Katalógus füzetek
 Útszelepek Elektromos működtetés Sorozat SV09 Katalógus füzetek Útszelepek Elektromos működtetés Sorozat SV09 elektromos visszaállító egységgel Qn = 3000 l/min Menetes csatlakozással Sűrített levegő csatlakozás
Útszelepek Elektromos működtetés Sorozat SV09 Katalógus füzetek Útszelepek Elektromos működtetés Sorozat SV09 elektromos visszaállító egységgel Qn = 3000 l/min Menetes csatlakozással Sűrített levegő csatlakozás
, mint ÉS A VARTA AZT JELENTI: ÁLLANDÓ ENERGIA LEÁLLÁS NÉLKÜL. AKKUMULÁTOROK TEHERAUTÓK, MUNKAGÉPEK, TÁVOLSÁGI BUSZOK, MEZŐGAZDASÁGI GÉPEK SZÁMÁRA
 , mint ÉS A VARTA AZT JELENTI: ÁLLANDÓ ENERGIA LEÁLLÁS NÉLKÜL. AKKUMULÁTOROK TEHERAUTÓK, MUNKAGÉPEK, TÁVOLSÁGI BUSZOK, MEZŐGAZDASÁGI GÉPEK SZÁMÁRA www.varta-automotive.com VARTA AKKUMULÁTOROK. ENERGIA
, mint ÉS A VARTA AZT JELENTI: ÁLLANDÓ ENERGIA LEÁLLÁS NÉLKÜL. AKKUMULÁTOROK TEHERAUTÓK, MUNKAGÉPEK, TÁVOLSÁGI BUSZOK, MEZŐGAZDASÁGI GÉPEK SZÁMÁRA www.varta-automotive.com VARTA AKKUMULÁTOROK. ENERGIA
Ipari és vasúti szénkefék
 www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
6. SZÁMÚ FÜGGELÉK: AZ E.ON ENERGIASZOLGÁLTATÓ KFT. ÁLTAL E.ON KLUB KATEGÓRIÁBA SOROLT ÜGYFELEKNEK NYÚJTOTT ÁRAK, SZOLGÁLTATÁSOK
 6. SZÁMÚ FÜGGELÉK: AZ E.ON ENERGIASZOLGÁLTATÓ KFT. ÁLTAL E.ON KLUB KATEGÓRIÁBA SOROLT ÜGYFELEKNEK NYÚJTOTT ÁRAK, SZOLGÁLTATÁSOK 1. A függelék hatálya A jelen függelékben foglaltak azon Felhasználókra terjednek
6. SZÁMÚ FÜGGELÉK: AZ E.ON ENERGIASZOLGÁLTATÓ KFT. ÁLTAL E.ON KLUB KATEGÓRIÁBA SOROLT ÜGYFELEKNEK NYÚJTOTT ÁRAK, SZOLGÁLTATÁSOK 1. A függelék hatálya A jelen függelékben foglaltak azon Felhasználókra terjednek
Ultraprecíziós megmunkálások. Bevezetés a korszerű UP gépek felépítésébe
 Ultraprecíziós megmunkálások Bevezetés a korszerű UP gépek felépítésébe Hidrosztatikus ágyazás A hidrosztatikus ágyazás előnyei: Nagy méret- és alakpontosság Nagyon jó csillapítóképesség Nagy merevség,
Ultraprecíziós megmunkálások Bevezetés a korszerű UP gépek felépítésébe Hidrosztatikus ágyazás A hidrosztatikus ágyazás előnyei: Nagy méret- és alakpontosság Nagyon jó csillapítóképesség Nagy merevség,
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE
 BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
Leier árokburkoló elem
 Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
0 1 0 2 Z Á G A N U D
 Házi gáznyomásszabályozók aktuális kérdései DUNAGÁZ szakmai napok 2010 Készítette: Kiss Tibor 1 Témák Zárt térbe telepíthetı nyomásszabályozók Elıírások Megoldások Javaslat mőszaki megoldás típusok Lefúvató
Házi gáznyomásszabályozók aktuális kérdései DUNAGÁZ szakmai napok 2010 Készítette: Kiss Tibor 1 Témák Zárt térbe telepíthetı nyomásszabályozók Elıírások Megoldások Javaslat mőszaki megoldás típusok Lefúvató
Hézagoló fóliák, szalagok és lemezek
 ézagoló fóliák, szalagok és lemezek 2014 Szélességben 6-600 között, egyediben pedig akár 1.000 -ig rendelhetők hézagoló fóliáink, lemezeink és szalagjaink. Precíziós fóliáink és lemezeink kizárólag a legkiválóbb
ézagoló fóliák, szalagok és lemezek 2014 Szélességben 6-600 között, egyediben pedig akár 1.000 -ig rendelhetők hézagoló fóliáink, lemezeink és szalagjaink. Precíziós fóliáink és lemezeink kizárólag a legkiválóbb
Autóipari beágyazott rendszerek. Fedélzeti elektromos rendszer
 Autóipari beágyazott rendszerek Fedélzeti elektromos rendszer 1 Személygépjármű fedélzeti elektromos rendszerek 12V (néha 24V) névleges feszültség Energia előállítás Generátor Energia tárolás Akkumulátor
Autóipari beágyazott rendszerek Fedélzeti elektromos rendszer 1 Személygépjármű fedélzeti elektromos rendszerek 12V (néha 24V) névleges feszültség Energia előállítás Generátor Energia tárolás Akkumulátor
Közvetett szervo működtetésű 2/2-utú mágnesszelepek Típus: EV220W 10 - EV220W 50
 datlap Közvetett szervo működtetésű /-utú mágnesszelepek Típus: V0W 0 - V0W 0 z V0W kompakt, közvetett szervo működtetésű /-utú mágnesszelep termékcsalád, amelynek csatlakozómérete /8 és közötti, és kifejezetten
datlap Közvetett szervo működtetésű /-utú mágnesszelepek Típus: V0W 0 - V0W 0 z V0W kompakt, közvetett szervo működtetésű /-utú mágnesszelep termékcsalád, amelynek csatlakozómérete /8 és közötti, és kifejezetten
Programozás alapjai Bevezetés
 Programozás alapjai Bevezetés Miskolci Egyetem Általános Informatikai Tanszék Programozás alapjai Bevezetés SWF1 / 1 Tartalom A gépi kódú programozás és hátrányai Amagasszintÿ programozási nyelv fogalma
Programozás alapjai Bevezetés Miskolci Egyetem Általános Informatikai Tanszék Programozás alapjai Bevezetés SWF1 / 1 Tartalom A gépi kódú programozás és hátrányai Amagasszintÿ programozási nyelv fogalma
Oldal. ACO Liputherm Szabadon álló Tartozékok. Hőcserélő. scdcdcdc
 scdcdcdc Oldal ACO Szabadon álló Tartozékok Termékismertető Költséghatékonyság az ACO berendezéssel A zsírleválasztó berendezések tisztítása és karbantartása jellemzően költséges és gyakori feladata a
scdcdcdc Oldal ACO Szabadon álló Tartozékok Termékismertető Költséghatékonyság az ACO berendezéssel A zsírleválasztó berendezések tisztítása és karbantartása jellemzően költséges és gyakori feladata a
A motortól a kész járműig A haladás technikája (2015. február) Motorgyártás, mechanikus megmunkálás
 Motorgyártás, mechanikus megmunkálás") (2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
(2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
A passzív alkatrészek megvalósítása az integrált áramkörökben Mikroelektronika, integrált áramkörök
 A passzív alkatrészek megvalósítása az integrált áramkörökben Mikroelektronika, integrált áramkörök Mikroelektronika félvezetőkön létrehozott integrált áramkörökkel (IC-kel) megvalósított elektronika.
A passzív alkatrészek megvalósítása az integrált áramkörökben Mikroelektronika, integrált áramkörök Mikroelektronika félvezetőkön létrehozott integrált áramkörökkel (IC-kel) megvalósított elektronika.
#instagramads Az első tapasztalatok. Contact: Eva Drienyovszki Senior Search Specialist [email protected]
 #instagramads Az első tapasztalatok Contact: Eva Drienyovszki Senior Search Specialist [email protected] 2010. július 16. Az első fotó az Instagramon 2011. január 27. Az első hashtaggel ellátott
#instagramads Az első tapasztalatok Contact: Eva Drienyovszki Senior Search Specialist [email protected] 2010. július 16. Az első fotó az Instagramon 2011. január 27. Az első hashtaggel ellátott
A KÖZOP-3.5.0-09-11-2012-0018 projekt rövid bemutatása
 A KÖZOP-3.5.0-09-11-2012-0018 projekt rövid bemutatása Rétháti András Célkitűzés: az utóbbi évtizedben számos országban alkalmazott 2+1 / 1+2 sávos keresztmetszetű utak hazai bevezetési lehetőségeinek,
A KÖZOP-3.5.0-09-11-2012-0018 projekt rövid bemutatása Rétháti András Célkitűzés: az utóbbi évtizedben számos országban alkalmazott 2+1 / 1+2 sávos keresztmetszetű utak hazai bevezetési lehetőségeinek,
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
Vállalkozásfinanszírozás
 Vállalkozásfinanszírozás Területei Pénzügyi tervezés Beruházás finanszírozás Hitelintézeti eljárás Pénzügyi tervezés a vállalkozásnál tervezés célja: bizonytalanság kockázat csökkentése jövőbeli események,
Vállalkozásfinanszírozás Területei Pénzügyi tervezés Beruházás finanszírozás Hitelintézeti eljárás Pénzügyi tervezés a vállalkozásnál tervezés célja: bizonytalanság kockázat csökkentése jövőbeli események,
A mérések eredményeit az 1. számú táblázatban tüntettük fel.
 Oktatási Hivatal A Mérések függőleges, vastag falú alumínium csőben eső mágnesekkel 2011/2012. tanévi Fizika Országos Középiskolai Tanulmányi Verseny döntő feladatának M E G O L D Á S A I. kategória. A
Oktatási Hivatal A Mérések függőleges, vastag falú alumínium csőben eső mágnesekkel 2011/2012. tanévi Fizika Országos Középiskolai Tanulmányi Verseny döntő feladatának M E G O L D Á S A I. kategória. A
Amit a Hőátbocsátási tényezőről tudni kell
 Amit a Hőátbocsátási tényezőről tudni kell Úton-útfélen mindenki róla beszél, már amikor épületekről van szó. A tervezéskor találkozunk vele először, majd az építkezéstől az épület lakhatási engedélyének
Amit a Hőátbocsátási tényezőről tudni kell Úton-útfélen mindenki róla beszél, már amikor épületekről van szó. A tervezéskor találkozunk vele először, majd az építkezéstől az épület lakhatási engedélyének
áramlásirányító szelep beépített helyzetszabályozóval DN15...DN150 sorozat SG07
 áramlásirányító szelep beépített helyzetszabályozóval DN15...DN150 sorozat SG07 kialakítás csatlakozás névleges nyomás anyagok Rögzítés módja beépítési helyzet alkalmazás közeghőmérséklet környezeti hőmérséklet
áramlásirányító szelep beépített helyzetszabályozóval DN15...DN150 sorozat SG07 kialakítás csatlakozás névleges nyomás anyagok Rögzítés módja beépítési helyzet alkalmazás közeghőmérséklet környezeti hőmérséklet
Hőhidak meghatározásának bizonytalansága. Sólyomi Péter ÉMI Nonprofit Kft.
 Hőhidak meghatározásának bizonytalansága Sólyomi Péter ÉMI Nonprofit Kft. 7./2006. (V. 24.) TNM r e n d e l e t Épülethatároló szerkezet A hőátbocsátási tényező követelményértéke U W/m 2 K Külső fal 0,45
Hőhidak meghatározásának bizonytalansága Sólyomi Péter ÉMI Nonprofit Kft. 7./2006. (V. 24.) TNM r e n d e l e t Épülethatároló szerkezet A hőátbocsátási tényező követelményértéke U W/m 2 K Külső fal 0,45
Vízzel-oltó rendszer kialakulása
 Vízzel-oltó rendszer kialakulása 1812 Sir Williams Congreve(angol) -első szabadalmaztatott manuális sprinklerrendszer 1874 Henry S. Parmelee(amerikai) első automatikus sprinklerrendszer csőben lévő forraszanyag
Vízzel-oltó rendszer kialakulása 1812 Sir Williams Congreve(angol) -első szabadalmaztatott manuális sprinklerrendszer 1874 Henry S. Parmelee(amerikai) első automatikus sprinklerrendszer csőben lévő forraszanyag
3. Térvezérlésű tranzisztorok
 1 3. Térvezérlésű tranzisztorok A térvezérlésű tranzisztorok (Field Effect Transistor = FET) működési elve alapjaiban eltér a bipoláris tranzisztoroktól. Az áramvezetés mértéke statikus feszültséggel befolyásolható.
1 3. Térvezérlésű tranzisztorok A térvezérlésű tranzisztorok (Field Effect Transistor = FET) működési elve alapjaiban eltér a bipoláris tranzisztoroktól. Az áramvezetés mértéke statikus feszültséggel befolyásolható.
Gazdasági biztonság és a kis országok
 Gazdasági biztonság és a kis országok Inotai András XXIII. Nemzeti Minőségügyi Konferencia ISO 9000 FÓRUM, Balatonalmádi, 2016. szeptember 15. Miért értékelődik fel a gazdasági biztonság? korábbi katonai
Gazdasági biztonság és a kis országok Inotai András XXIII. Nemzeti Minőségügyi Konferencia ISO 9000 FÓRUM, Balatonalmádi, 2016. szeptember 15. Miért értékelődik fel a gazdasági biztonság? korábbi katonai
2014. évi kukoricakísérlet
 214. évi kukoricakísérlet A Polgári Agrokémiai Kft több, mint egy évtizede végez közös kutatásokat a Debreceni Egyetem Mezőgazdaság-, Élelmiszertudományi és Környezetgazdálkodási Kar Növénytudományi Intézetével
214. évi kukoricakísérlet A Polgári Agrokémiai Kft több, mint egy évtizede végez közös kutatásokat a Debreceni Egyetem Mezőgazdaság-, Élelmiszertudományi és Környezetgazdálkodási Kar Növénytudományi Intézetével
Az abortusz a magyar közvéleményben
 Az abortusz a magyar közvéleményben Országos felmérés a egyesület számára Módszer: országos reprezentatív felmérés a 18 éves és idősebb lakosság 1200 fős mintájának személyes megkérdezésével a Medián-Omnibusz
Az abortusz a magyar közvéleményben Országos felmérés a egyesület számára Módszer: országos reprezentatív felmérés a 18 éves és idősebb lakosság 1200 fős mintájának személyes megkérdezésével a Medián-Omnibusz
A közraktározási piac 2015. évi adatai
 A közraktározási piac 2015. évi adatai Az alább közölt adatok forrása a közraktározás-felügyeleti tevékenység során végzett adatgyűjtés és adatfeldolgozás. A közraktározási piac szereplőinek csekély száma
A közraktározási piac 2015. évi adatai Az alább közölt adatok forrása a közraktározás-felügyeleti tevékenység során végzett adatgyűjtés és adatfeldolgozás. A közraktározási piac szereplőinek csekély száma
Támogatási lehetőségek a borágazatban Magyarország Nemzeti Borítékja. Bor és Piac Szőlészet Borászat Konferencia 2011
 Támogatási lehetőségek a borágazatban Magyarország Nemzeti Borítékja Bor és Piac Szőlészet Borászat Konferencia 2011 Miben lehet a minisztérium a borászati vállalkozások segítségére A minisztérium elsősorban
Támogatási lehetőségek a borágazatban Magyarország Nemzeti Borítékja Bor és Piac Szőlészet Borászat Konferencia 2011 Miben lehet a minisztérium a borászati vállalkozások segítségére A minisztérium elsősorban
Teherbíró-képesség meghatározásának lehetőségei
 Teherbíró-képesség meghatározásának lehetőségei H-TPA Kft. technológus, BME PhD hallgató 11. Útépítési Akadémia A dinamikus teherbírás adatainak felhasználása az útpályaszerkezetek korszerűsítésében 1
Teherbíró-képesség meghatározásának lehetőségei H-TPA Kft. technológus, BME PhD hallgató 11. Útépítési Akadémia A dinamikus teherbírás adatainak felhasználása az útpályaszerkezetek korszerűsítésében 1
kandallóbetétek Jellemzők:
 kandallóbetétek Jellemzők: Kitűnően szabályozható égés Magas hatások (egyes típusoknál akár 86%) Számos modell esetében külső égési levegő csatlakozási lehetőség, így a készülék nem a lakótérből használja
kandallóbetétek Jellemzők: Kitűnően szabályozható égés Magas hatások (egyes típusoknál akár 86%) Számos modell esetében külső égési levegő csatlakozási lehetőség, így a készülék nem a lakótérből használja
Az Európai Szabadalmi Egyezmény végrehajtási szabályainak 2010. április 1-étől hatályba lépő lényeges változásai
 DANUBIA Szabadalmi és Védjegy Iroda Kft. Az Európai Szabadalmi Egyezmény végrehajtási szabályainak 2010. április 1-étől hatályba lépő lényeges változásai A Magyar Iparjogvédelmi és Szerzői Jogi Egyesület
DANUBIA Szabadalmi és Védjegy Iroda Kft. Az Európai Szabadalmi Egyezmény végrehajtási szabályainak 2010. április 1-étől hatályba lépő lényeges változásai A Magyar Iparjogvédelmi és Szerzői Jogi Egyesület
Kerékpárlabda kvalifikációs szabályzat
 Kerékpárlabda kvalifikációs szabályzat Érvényesség kezdete: Junior kategória 2016 június 1 Felnőtt kategória 2016 január 1 Tartalom I. Célja... 3 II. Szabályozás... 3 1) A versenyek meghatározása... 3
Kerékpárlabda kvalifikációs szabályzat Érvényesség kezdete: Junior kategória 2016 június 1 Felnőtt kategória 2016 január 1 Tartalom I. Célja... 3 II. Szabályozás... 3 1) A versenyek meghatározása... 3
H A T Á S V I Z S G Á L A T I
 H A T Á S V I Z S G Á L A T I L A P Iktatószám: A hatásvizsgálat elkészítésére fordított id : Hatásvizsgálatba bevont személyek, szervezetek: Dátum: Kapcsolódó hatásvizsgálati lapok: Vizsgált id táv: El
H A T Á S V I Z S G Á L A T I L A P Iktatószám: A hatásvizsgálat elkészítésére fordított id : Hatásvizsgálatba bevont személyek, szervezetek: Dátum: Kapcsolódó hatásvizsgálati lapok: Vizsgált id táv: El
Rövid idejű csúcsérték +40 C 24 órás középérték +35 C Legalacsonyabb érték -5 C Normál klíma igénybevétele
 Üzemi és környezeti feltételek Ri4Power kapcsolóberendezés-kombinációkhoz 2-106. fejezet, 1. 7. oldal A Ri4Power rendszerek felállítási követelményei minden mezőtípus esetében ugyanazok. Ettől eltérő feltételek
Üzemi és környezeti feltételek Ri4Power kapcsolóberendezés-kombinációkhoz 2-106. fejezet, 1. 7. oldal A Ri4Power rendszerek felállítási követelményei minden mezőtípus esetében ugyanazok. Ettől eltérő feltételek
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT
 HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
Áramlás- és zárószelepek Logikai szelep Logikai szelepek (ÉS / VAGY) Katalógus füzetek
 Katalógus füzetek") Áramlás- és zárószelepek Logikai szelep Katalógus füzetek 2 Áramlás- és zárószelepek Logikai szelep Váltószelep (VAGY) Qn = 80 l/min Alaplapos szelep csőcsatlakozással Sűrített levegő csatlakozás bemenet:
Áramlás- és zárószelepek Logikai szelep Katalógus füzetek 2 Áramlás- és zárószelepek Logikai szelep Váltószelep (VAGY) Qn = 80 l/min Alaplapos szelep csőcsatlakozással Sűrített levegő csatlakozás bemenet:
Beszállítói kooperációs börze fémipari megmunkálás, gépipar. Cégprofilok
 Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
HASZNÁLATI ÚTMUTATÓ HAUSER
 hasznalatai-utasitas.qxp 2007.02.12. 9:43 Page 1 HASZNÁLATI ÚTMUTATÓ HAUSER e l e c t r o n i c AM/FM ZSEBRÁDIÓ TR-908 Tisztelt Vásárló! Köszönjük bizalmát, hogy HAUSER gyártmányú háztartási készüléket
hasznalatai-utasitas.qxp 2007.02.12. 9:43 Page 1 HASZNÁLATI ÚTMUTATÓ HAUSER e l e c t r o n i c AM/FM ZSEBRÁDIÓ TR-908 Tisztelt Vásárló! Köszönjük bizalmát, hogy HAUSER gyártmányú háztartási készüléket
Kerámiaipari kisgépek és berendezések
 Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Analízis elo adások. Vajda István. 2012. október 3. Neumann János Informatika Kar Óbudai Egyetem. Vajda István (Óbudai Egyetem)
") Vajda István Neumann János Informatika Kar Óbudai Egyetem / 40 Fogalmak A függvények értelmezése Definíció: Az (A, B ; R ) bináris relációt függvénynek nevezzük, ha bármely a A -hoz pontosan egy olyan
Vajda István Neumann János Informatika Kar Óbudai Egyetem / 40 Fogalmak A függvények értelmezése Definíció: Az (A, B ; R ) bináris relációt függvénynek nevezzük, ha bármely a A -hoz pontosan egy olyan
14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek. 2016.06.02. TSZVSZ - Tűzvédelmi Szakmai Napok Marlovits Gábor
 + 14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek Fogalmak CPR, OTÉK, OTSZ, összes kiadott TvMI, tűzvédelmi törvény (1996. évi XXXI.), társasházi törvény (2003. évi CXXXIII.) 544 sor Fogalmak
+ 14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek Fogalmak CPR, OTÉK, OTSZ, összes kiadott TvMI, tűzvédelmi törvény (1996. évi XXXI.), társasházi törvény (2003. évi CXXXIII.) 544 sor Fogalmak
AQUABIT. Egyrétegű vízszigetelő paszta teraszokhoz és beton alapokhoz
 AQUABIT Egyrétegű vízszigetelő paszta teraszokhoz és beton alapokhoz A termék: Az egy innovatív vízszigetelő termék: egykomponensű, felhasználásra kész, vízes bázisú speciális gyanta amely polisztirén
AQUABIT Egyrétegű vízszigetelő paszta teraszokhoz és beton alapokhoz A termék: Az egy innovatív vízszigetelő termék: egykomponensű, felhasználásra kész, vízes bázisú speciális gyanta amely polisztirén
20 év tapasztalatai és az új Kbt. (eddig és ezután)
") Dr. Patay Géza ügyvéd 20 év tapasztalatai és az új Kbt. (eddig és ezután) 1026 Budapest, Pasaréti út 72. telefon: +36-1/ 200-5977 telefax: +36-1/ 200-5977 www.patay.hu Nagykorú! Nagy növésű! Átgondolt,
Dr. Patay Géza ügyvéd 20 év tapasztalatai és az új Kbt. (eddig és ezután) 1026 Budapest, Pasaréti út 72. telefon: +36-1/ 200-5977 telefax: +36-1/ 200-5977 www.patay.hu Nagykorú! Nagy növésű! Átgondolt,
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs [email protected] Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs [email protected] Külsı hengeres felületek megmunkálása Gépipari
Kissné dr. Akli Mária és Ferencz Zsolt
 Új kihívás a televízió hálózatok tervezésében DVB-T2 frekvenciagazdálkodói szemmel Kissné dr. Akli Mária és Ferencz Zsolt Nemzeti Média- és Hírközlési Hatóság Új kihívás a televízió hálózatok tervezésében
Új kihívás a televízió hálózatok tervezésében DVB-T2 frekvenciagazdálkodói szemmel Kissné dr. Akli Mária és Ferencz Zsolt Nemzeti Média- és Hírközlési Hatóság Új kihívás a televízió hálózatok tervezésében
HIGH POWER HAI-TECH. Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa.
 INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
 Felépítettünk egy modellt, amely dinamikus, megfelel a Lucas kritikának képes reprodukálni bizonyos makro aggregátumok alakulásában megfigyelhető szabályszerűségeket (üzleti ciklus, a fogyasztás simítottab
Felépítettünk egy modellt, amely dinamikus, megfelel a Lucas kritikának képes reprodukálni bizonyos makro aggregátumok alakulásában megfigyelhető szabályszerűségeket (üzleti ciklus, a fogyasztás simítottab
Borpiaci információk. V. évfolyam / 11. szám 2007. június 20. 22-23. hét. Borpiaci jelentés. Hazai borpiaci tendenciák
 A K I Borpiaci információk V. évfolyam / 11. szám 2007. június 20. 22-23. hét Borpiaci jelentés Hazai borpiaci tendenciák 2. old. 1-2. táblázat, 1-8. ábra: Belföldön termelt fehérborok értékesített mennyisége
A K I Borpiaci információk V. évfolyam / 11. szám 2007. június 20. 22-23. hét Borpiaci jelentés Hazai borpiaci tendenciák 2. old. 1-2. táblázat, 1-8. ábra: Belföldön termelt fehérborok értékesített mennyisége
1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi
 kicsi") 1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
Egyszerű áramkörök vizsgálata
 A kísérlet célkitűzései: Egyszerű áramkörök összeállításának gyakorlása, a mérőműszerek helyes használatának elsajátítása. Eszközszükséglet: Elektromos áramkör készlet (kapcsolótábla, áramköri elemek)
A kísérlet célkitűzései: Egyszerű áramkörök összeállításának gyakorlása, a mérőműszerek helyes használatának elsajátítása. Eszközszükséglet: Elektromos áramkör készlet (kapcsolótábla, áramköri elemek)
Útszelepek Pneumatikus működtetés 579, 589 sorozat. Katalógus füzetek
 Útszelepek Pneumatikus működtetés 579, 589 sorozat Katalógus füzetek 2 Útszelepek Pneumatikus működtetés 579, 589 sorozat 3/2 szelep, Sorozat 589 Qn = 520-750 l/min Menetes csatlakozással Sűrített levegő
Útszelepek Pneumatikus működtetés 579, 589 sorozat Katalógus füzetek 2 Útszelepek Pneumatikus működtetés 579, 589 sorozat 3/2 szelep, Sorozat 589 Qn = 520-750 l/min Menetes csatlakozással Sűrített levegő