Ultraprecíziós megmunkálások. Bevezetés a korszerű UP gépek felépítésébe
|
|
|
- Diána Hegedűs
- 9 évvel ezelőtt
- Látták:
Átírás
1 Ultraprecíziós megmunkálások Bevezetés a korszerű UP gépek felépítésébe

2 Hidrosztatikus ágyazás A hidrosztatikus ágyazás előnyei: Nagy méret- és alakpontosság Nagyon jó csillapítóképesség Nagy merevség, ami a sebességtől független Nincs kopás, tartós pontosság Nincs súrlódás (nincs akadozó csúszás) Jó hőstabilitás Nem szükséges külön olajozás Mindezek a szerszám hosszabb éltartamát, élettartamát eredményezik 2

3 Hidrosztatikus ágyazás A zseb olajpárnája adott (p 1 *A) nagyságú terheléssel tart egyensúlyt. A növekvő terhelő erő csökkenti a vezeték hézagot (h), ami viszont növeli a zseb nyomását, mivel nő a rés fojtása. Megfelelő méretezéssel kellően merev (erő változás / hézag változás) vezeték alakítható ki. Modern lebegő vezetéknél a p tápnyomást szabályozzák (nagyobb terhelő esetén a szabályzó növelő a nyomást), így elvileg végtelen merevségű vezeték alakítható ki. 3
, így")
4 Az ágyazás kialakítása Nagyobb terhelésekhez kettős (egymással szembenéző) kamrákat alakítanak ki. A két szembenéző kamrát egyenlő folyadékmennyiséggel táplálják. A terhelés hatására a résméretek ellentétesen változnak: a terhelt oldalon csökken, a másikon nő. Ahol a rés kisebb lett, ott a kamra nyomása nő (arányosan a terhelés növekedésével), a másik oldalon pedig a rés nő és a kamra nyomása csökken. 4
, a másik oldalon")
5 Közvetlen mérés Ilyen pontosságú megmunkálások esetén már nem szabad a golyósorsó menetemelkedésére hagyatkozni, mint ahogy azt tesszük a közvetlen mérésnél. Közvetlen mérést kell alkalmazni, ami azt jelenti, hogy a tényleges elmozdulást mérjük (közvetlenül) és nem a golyósorsó szögelfordulásának méréséből számítjuk az elmozdulást. A golyósorsó menetemelkedése is hibával terhelt, így nem megbízható a forgásjeladó által mért elmozdulás. 5

6 A gép felépítésének bemutatása egy UP esztergán keresztül Slantbed-Mikroturn 50 CNC 6

7 Slantbed-Mikroturn 50 CNC Technikai jellemzők: Hidrosztatikus csapágyazású főorsó Főorsó ütése < 0,1 µm Főorsó fordulatszám-tartománya ¹ /min Munkadarab mérete Ø 120mm x 100mm Hidrosztatikus szánvezetékek Gyorsmeneti sebesség 10 m/min Z-tengely hossz 100 mm X-tengely hossz 240 mm Felbontás 0,01 µm Ismétlőképesség ± 0,1 µm Pozícionálási pontosság 1 µm/150mm Siemens 840 D CNC vezérlés 7

8 Slantbed-Mikroturn 100 CNC Technikai jellemzők: Hidrosztatikus főorsó Főorsó ütése < 0,1 µm Sebesség tartomány 4.000, of ¹ /min Mdb. méret Ø 130mm x 350mm Hidrosztatikus szánvezetékek Gyorsmeneti sebesség 10 m/min Z-tengely úthossz 350 mm X-tengely úthossz 240 mm Felbontás 0,01 µm Ismétlőképesség ± 0,1 µm Pozícionálási pontosság 1 µm/150mm Siemens 840 D CNC vezérlés 8

9 Eszterga vázszerkezetének felépítése Acéllemezekből hegesztett szerkezet, amit polimerbetonnal feltöltenek. Lényeg a nagy merevség és tömeg. Ferde ágyazás a forgácselvezetés céljából. Ez a hőstabilitás szempontjából fontos 9

10 Gránittömb felfektetése Gránit-tömb gumituskókra helyezése. A nagy tömeg és a gumi a rezgésszigetelést hivatott megvalósítani. Afrikai fekete gránit nagyon jó rezgéscsillapító. 10

11 Burkolat kialakítása A szerkezet burkolatának felhelyezése. A burkolatra és a vázszerkezetre szerelik fel a különböző funkciókat megvalósító részegységeket és azok kisegítő egységeit. 11

12 A főorsó ágyazása Hidrosztatikus csapágyazású főorsó Főorsót is gránittömbbe ágyazzák a rezgéscsillapítás céljából. Mikroturn 50-es szérián mozgó főorsó. 12

13 A szánvezetékek kialakítása A szánok is hidrosztatikus ágyazásúak. A szánok mozgatását precíziós golyósorsóval valósítják meg. A golyósorsó terhelését enyhítendő, pneumatika hengert alkalmaznak, mint ellensúlyt. Fontos a vezetékvédelem. 13

14 Szánvezeték mozgatása A golyósorsó terhelését enyhítendő, pneumatika hengert alkalmaznak, mint ellensúlyt. Fontos a vezetékvédelem. Útmérő rendszer közvetlen abszolút. 14

15 Munkadarab-cserélők Munkadarab cserélő rendszerrel felszerelhető a gép, a munkadarab nullpontjának bemérését a szerszámtárba helyezett (a képen Renishaw) munkadarabbemérővel valósíthatjuk meg. Így a megmunkálás automatizálható. A képen megfigyelhető a minimálkenés alkalmazása is. 15

16 Szerszám- és munkadarab-bemérő eszközök 16

17 Vezérlés A nagy pontosság fokozott követelményeket támaszt a vezérlés gyorsasága iránt. A nagy felbontás miatt sokkal gyorsabban kell számolni a vezérlésnek. A képen a Siemens 840D vezérlése látható, mellyel 0.01µm-es felbontás érhető el. 17

18 Automatizálás Ezek a szerszámgépek robotos kiszolgálással gyártócellává alakíthatók, mellé mérőrendszer telepíthető, amivel statisztikát is lehet készíteni az elkészült darabokról. 18

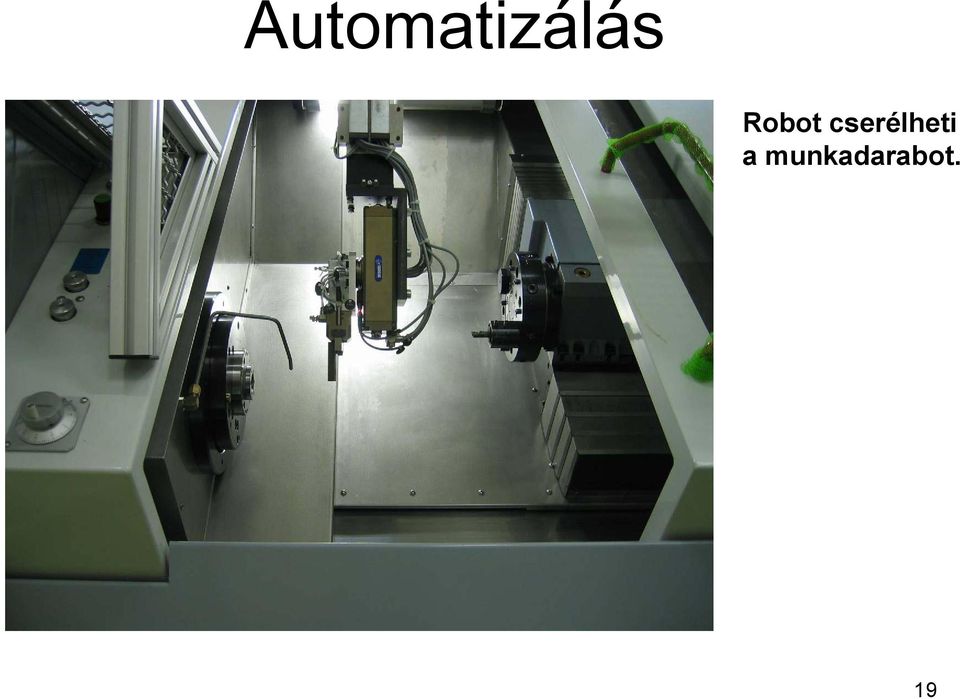
19 Automatizálás Robot cserélheti a munkadarabot. 19
20 Super-Mikroturn CNC Technical specifications: Hydrostatic spindle Spindle run-out < 0,1 µm Spindle speed ¹ /min Work range Ø 160mm x 350mm up to Ø 310mm x 200mm Hydrostatic slides Rapid 10 m/min Resolution 0,01 µm Repeatability ± 0,1 µm Positioning accuracy 1 µm/150mm 20

21 Vertikális kialakítás Technical specifications: Hydrostatic spindle Spindle run-out < 0,2 µm Spindle speed 800 ¹ /min Work range Ø 1000mm x 500mm Hydrostatic ways Rapid 10 m/min Z-axis travel 400 mm X-axis travel 750 mm Resolution 0,01 µm Repeatability ± 0,2 µm Positioning accuracy 1 µm/150mm 21
22 Portál kivitelű szerkezet UP gépek egészen nagy méretben is készülhetnek, mivel léteznek olyan nagyságú darabok is, ahol fontos a pontosság. Pl. nagy lencsék. A képen egy 18 tonnás gránittömbökből összeállított ágy látható. 22
23 Hidrosztatikus főorsó Napjainkban a főorsók egybeépített motorral készülnek. Aszinkron szervómotort építenek a főorsó végére és rugalmas tengelykapcsolóval kapcsolják a főorsó tengelyéhez. A fordulatszámváltoztatást frekvenciaváltós tápegységgel valósítják meg. 23
24 Vertikális CNC felépítése Ezeket a típusokat a nagyobb tömegű darabokhoz alkalmazzák. 24
25 Diamond turning Finish hard turning 25
26 A palástköszörülés és a szabályos éllel történő keménymegmunkálás összehasonlítása Palástköszörülés Keményesztergálás 1. Hosszú átállási idő 1. Rövid átállási idő 2. Többszöri befogás 2. Egy befogás 3. Hosszú ciklusidő 3. Rövid ciklusidő 4. Kis forgácsmennyiség 4. Nagy forgácsmennyiség 5. Profilköszörű szükséges 5. Egy forgácsoló él elegendő 6. Előnytelen a kopás 6. Nagyobb termelékenység 7. Nagy beruházási költségek 7. Kisebb beruházási költség 8. Nem környezetbarát 8. Kenés nélküli forgácsolás 26
27 Core Ø 22 x 264 mm Previous cycle time (grinding): 21 min New cycle time (finish hard turning): 5 min Material: DIN X40CrMoV 51 Hardness: HRC Roundness: 1 µm Cylindricity: 1.5 µm Concentricity: 2 µm Dimensional accuracy: 2 µm Surface finish: Ra <0,4 µm 27
28 Transmission shaft Ø 45 x 318 mm Previous cycle time (grinding): 7 min New cycle time (finish hard turning): 1 min Material: 27MnCr5 Hardness: 58 HRC Shape accuracy: roundness 1 µm Dimensional accuracy: 3 µm Surface finish: Ra 0,3 µm 28
29 Planetary gear Ø 42 x 35 mm Previous cycle time (grinding): min New cycle time (finish hard turning): 18 sec Material: 20MnCr5 Hardness: 60 HRC Roundness: < 1 µm Cylindricity: 2 µm Surface finish: Ra < 0,15 µm Bearing ratio: > 96% 29
30 Oil pump Ø 45 x 160 mm Previous cycle time (grinding): min New cycle time (finish hard turning): 3 min Material: Hardened steel Hardness: 60 HRC Shape accuracy: roundness 0,5 µm Dimensional accuracy: ± 2 µm Surface finish: Ra 0,3 µm 30
31 Ballscrew nut Ø 33 x 120 mm Previous cycle time (grinding): 27 min New cycle time (finish hard turning): 9,5 min Material: 16MnCr5 Hardness: 60 HRC Shape accuracy groove: < 3 µm Roundness accuracy groove: < 3 µm Pitch error: < ± 2 µm Surface finish: Ra < 0,3 µm 31
32 Taper bearing Ø 76 x 30 mm Previous cycle time (grinding): min New cycle time (finish hard turning): 86 sec Material: 100Cr6 Hardness: HRC Shape accuracy cone: 1 µm Roundness: < 1 µm Cylindricity: 1.5 µm Concentricity: 1 µm Surface finish: Ra < 0,1 µm 32
33 Hydraulic valve Ø 32 x 42 mm Previous cycle time (grinding): 4 min New cycle time (finish hard turning): 58 sec Material: 16MnCr5 Hardness: HRC Roundness: 2 µm Cylindricity: 1.5 µm Concentricity: 2 µm Surface finish: Ra 0,4 µm 33
34 Valve guide Ø 10 (inside) x 24 mm Previous cycle time (grinding): min New cycle time (finish hard turning): 86 sec Material: 15NiCrMo16 Hardness: HRC Roundness: < 1.0 µm Cylindricity: 1 µm Concentricity: 1 µm Surface finish: Ra < 0,2 µm 34
35 Steering Valve Ø 18 x 91 mm Previous cycle time (grinding): 30 min New cycle time (finish hard turning): 4.5 min Material: X20CrNi Hardness: HRC Roundness: < 0.7 µm Cylindricity: < 1 µm Surface finish: Ra < 0,2 µm 35
36 ABS tool holder KOMET 36
37 Tungsten carbide tools CERAMETAL. 37
38 Sheet metal die NORMA. 38
39 Turbine wheel 39
40 40
41 Technológia kidolgozása tömeggyártáshoz 41
42 Kidolgozott technológiák alkalmazás közben 42
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
RESORT AGRO-MONITOR Technológia- és távfelügyeleti rendszerek a mezőgazdaságban
 RESORT AGRO-MONITOR Technológia- és távfelügyeleti rendszerek a mezőgazdaságban Az AGRO-MONITOR kimondottan mezőgazdasági termelők számára készült technológia-felügyeleti mérő- és adatgyűjtő rendszer,
RESORT AGRO-MONITOR Technológia- és távfelügyeleti rendszerek a mezőgazdaságban Az AGRO-MONITOR kimondottan mezőgazdasági termelők számára készült technológia-felügyeleti mérő- és adatgyűjtő rendszer,
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ:
 Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
DGP. Hátrahúzott vortex járókerék. Általános jellemzők
 Hátrahúzott vortex járókerék Általános jellemzők Kivitel Elektromechanikus szerelvény EN-GJL-250 öntöttvasból, bemerítéssel történő működtetésre, 2 (kettő) szilícium-karbid mechanikus tömítés (2SiC) és
Hátrahúzott vortex járókerék Általános jellemzők Kivitel Elektromechanikus szerelvény EN-GJL-250 öntöttvasból, bemerítéssel történő működtetésre, 2 (kettő) szilícium-karbid mechanikus tömítés (2SiC) és
Nano&Solution. Lineármotoros. Tömbös Szikraforgácsoló Gép AQ45L. Dieletric Cooling Unit. Control Head Unit 1247. Dieletric Cooling Unit
 729 215 729 215 Dieletric Cooling Unit Dieletric Cooling Unit 525 3304 Control Head Unit 1247 3304 1317 1317 Control Head Unit 1247 430 960 550 525 430 960 550 50 349 1123 469 780.5 187 350 349 3258 1123
729 215 729 215 Dieletric Cooling Unit Dieletric Cooling Unit 525 3304 Control Head Unit 1247 3304 1317 1317 Control Head Unit 1247 430 960 550 525 430 960 550 50 349 1123 469 780.5 187 350 349 3258 1123
Hiab rönkfogók és hulladékrakodó kanalak
 iab rönkfogók és hulladékrakodó kanalak Termékkatalógus Rakodókanalak minden feladatra A iab rönkfogók és hulladékrakodó kanalak széles választáka megoldást nyújt minden feladatra. A iab rönkfogókat ipari
iab rönkfogók és hulladékrakodó kanalak Termékkatalógus Rakodókanalak minden feladatra A iab rönkfogók és hulladékrakodó kanalak széles választáka megoldást nyújt minden feladatra. A iab rönkfogókat ipari
Rész. Egész. Alkatrész. Just. High. Parts. Lineáris megvezetések, elérhetô áron!
 1 Rész. Egész. Alkatrész. Just. High. Parts. Lineáris megvezetések, elérhetô áron! 2 Üdvözlet a BEARING-tôl A HIWIN golyós perselyek kis súrlódású, halk futású, nagy pontosságú lineáris mozgást tesznek
1 Rész. Egész. Alkatrész. Just. High. Parts. Lineáris megvezetések, elérhetô áron! 2 Üdvözlet a BEARING-tôl A HIWIN golyós perselyek kis súrlódású, halk futású, nagy pontosságú lineáris mozgást tesznek
Hidraulika. 5. előadás
 Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Leier árokburkoló elem
 Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
Ultrahangos mérőfej XRS-5. Használati utasítás SITRANS. XRS-5 mérőfej Használati utasítás
 Ultrahangos mérőfej XRS-5 Használati utasítás SITRANS 1 Tartalom Ismertető... 3 Áttekintés... 3 Külső méretek... 4 Telepítés... 5 Elektromos bekötések... 7 Közvetlen csatlakoztatás... 7 Kábel toldás...
Ultrahangos mérőfej XRS-5 Használati utasítás SITRANS 1 Tartalom Ismertető... 3 Áttekintés... 3 Külső méretek... 4 Telepítés... 5 Elektromos bekötések... 7 Közvetlen csatlakoztatás... 7 Kábel toldás...
E[M]CONOMY: jelentése: A stabilitás és dinamika tökéletes összjátéka. LINEARMILL 600. Nagy teljesítményű 5-tengelyes megmunkáló központ
![E[M]CONOMY: jelentése: A stabilitás és dinamika tökéletes összjátéka. LINEARMILL 600. Nagy teljesítményű 5-tengelyes megmunkáló központ](/thumbs/39/19167593.jpg "E[M]CONOMY: jelentése: A stabilitás és dinamika tökéletes összjátéka. LINEARMILL 600. Nagy teljesítményű 5-tengelyes megmunkáló központ") [ E[M]CONOMY: ] jelentése: A stabilitás és dinamika tökéletes összjátéka. LINEARMILL 600 Nagy teljesítményű 5-tengelyes megmunkáló központ Linearmill 600 [Szerszámtár] - 40 szerszámhely - A tár feltöltése
[ E[M]CONOMY: ] jelentése: A stabilitás és dinamika tökéletes összjátéka. LINEARMILL 600 Nagy teljesítményű 5-tengelyes megmunkáló központ Linearmill 600 [Szerszámtár] - 40 szerszámhely - A tár feltöltése
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
Fúvókás sugárbefúvó cső DSA-RR
 Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
[MECHANIKA- HAJLÍTÁS]
![[MECHANIKA- HAJLÍTÁS]](/thumbs/39/20428431.jpg "[MECHANIKA- HAJLÍTÁS]") 2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
CNC marás. Optimum Szerviz. mert a jó szerviz nem csak nekünk fontos!
 TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
mechanika Golyósorsós hajtások
 a Golyósorsós hajtások Felépítés Feszítõház Golyósorsós anya golyó visszafordító golyók Az isel-golyósanyák precíz és kopásálló anyák, melyek az iselgolyósorsóval együtt a forgómozgást rendkívül kis energiaveszteséggel
a Golyósorsós hajtások Felépítés Feszítõház Golyósorsós anya golyó visszafordító golyók Az isel-golyósanyák precíz és kopásálló anyák, melyek az iselgolyósorsóval együtt a forgómozgást rendkívül kis energiaveszteséggel
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Kerámiaipari kisgépek és berendezések
 Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Üzembehelyezıi leírás
 Üzembehelyezıi leírás MADE IN ITALY TECHNIKAI ADATOK Falra szerelve Lefedettség 15 m, 90 Mikrohullámú frekvencia 10.525 GHz Jelfeldolgozás DSP(Digital Signal Processing) Érzékelési távolság 3-15 m Érzékelési
Üzembehelyezıi leírás MADE IN ITALY TECHNIKAI ADATOK Falra szerelve Lefedettség 15 m, 90 Mikrohullámú frekvencia 10.525 GHz Jelfeldolgozás DSP(Digital Signal Processing) Érzékelési távolság 3-15 m Érzékelési
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
SVERKER 21 hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
KEFÉS PORTÁLMOSÓ KERESKEDELMI JÁRMŰVEKHEZ MOSÓ, NAGY JÁRMŰVEKHEZ
 KEFÉS PORTÁLMOSÓ KERESKEDELMI JÁRMŰVEKHEZ MOSÓ, NAGY JÁRMŰVEKHEZ Bemutatjuk a KUBE és a PROGRESS gépünket: két modell a kefés portálmosók világában, mely az ISTOBAL által, kereskedelmi járművek részére
KEFÉS PORTÁLMOSÓ KERESKEDELMI JÁRMŰVEKHEZ MOSÓ, NAGY JÁRMŰVEKHEZ Bemutatjuk a KUBE és a PROGRESS gépünket: két modell a kefés portálmosók világában, mely az ISTOBAL által, kereskedelmi járművek részére
Hidrosztatikus hajtások, bevezetés BMEGEVGAG11
 Hidrosztatikus hajtások, bevezetés BMEGEVGAG11 Dr. Hős Csaba, csaba.hos@hds.bme.hu 2012. október 26. Áttekintés 1 Bevezetés 2 Általános jellemzők 3 Előnyök 4 Hátrányok 5 Tipikus nyomás- és térfogatáram
Hidrosztatikus hajtások, bevezetés BMEGEVGAG11 Dr. Hős Csaba, csaba.hos@hds.bme.hu 2012. október 26. Áttekintés 1 Bevezetés 2 Általános jellemzők 3 Előnyök 4 Hátrányok 5 Tipikus nyomás- és térfogatáram
Műanyagalakító szerszámacélok
 Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
E[M]CONOMY. jelentése: Minden igényt kielégítő tökéletes megoldások marásra. www.emco-world.com
![E[M]CONOMY. jelentése: Minden igényt kielégítő tökéletes megoldások marásra. www.emco-world.com](/thumbs/39/19089525.jpg "E[M]CONOMY. jelentése: Minden igényt kielégítő tökéletes megoldások marásra. www.emco-world.com") [ E[M]CONOMY ] jelentése: Minden igényt kielégítő tökéletes megoldások marásra. www.emco-world.com Együttműködések megteremtése és kihasználása. Emco csoport. Az EMCO-csoport a szerszámgépgyártó szektor
[ E[M]CONOMY ] jelentése: Minden igényt kielégítő tökéletes megoldások marásra. www.emco-world.com Együttműködések megteremtése és kihasználása. Emco csoport. Az EMCO-csoport a szerszámgépgyártó szektor
A hőkezelés célja. Hőkezelési eljárások. Fémek hőkezelése. Tipikus hőkezelési ciklus
 NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:
![[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:](/thumbs/38/17850036.jpg "[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:") [ ] E[M]CONOMY jelentése: Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45 Nagyteljesítményű forgácsoló központ komplett esztergálási megmunkálásokhoz HYPERTURN 45 [Y-tengely] [Felső szerszám rendszer]
[ ] E[M]CONOMY jelentése: Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45 Nagyteljesítményű forgácsoló központ komplett esztergálási megmunkálásokhoz HYPERTURN 45 [Y-tengely] [Felső szerszám rendszer]
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
Dinamikus tömörségmérés SP-LFWD könnyű ejtősúlyos berendezéssel
 Dinamikus tömörségmérés P-LFWD könnyű ejtősúlyos berendezéssel ubert István Andreas Kft. Bevezetés A dinamikus mérési módszerek alkalmazása gyorsan terjed a világon. Ez a módszer nem igényel ellensúlyt
Dinamikus tömörségmérés P-LFWD könnyű ejtősúlyos berendezéssel ubert István Andreas Kft. Bevezetés A dinamikus mérési módszerek alkalmazása gyorsan terjed a világon. Ez a módszer nem igényel ellensúlyt
Az új Flex-Block lábazatrendszer
 Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Profilsínvezetések Profilsínvezetések RG/QR sorozat
 1.7 1.7.1 Profilsínvezetés tulajdonságai RG/QR sorozat A HIWIN RG sorozat profilsínvezetései görgőket használnak golyók helyett vezető elemként. Az RG sorozat különösen nagy merevséget és nagyon magas
1.7 1.7.1 Profilsínvezetés tulajdonságai RG/QR sorozat A HIWIN RG sorozat profilsínvezetései görgőket használnak golyók helyett vezető elemként. Az RG sorozat különösen nagy merevséget és nagyon magas
Elemkatalógus és árjegyzék Érvényes: 2015.01.01 től visszavonásig
 Elemkatalógus és árjegyzék Érvényes: 2015.01.01 től visszavonásig SZÁRMAZÁSI HELY: MAGYARORSZÁG Egy állványmezőre számolt tájékoztató ár! Méret Polcok Polcköz Nettó listaár Nettó listaár (FESTETT) (HORGANYZOTT)
Elemkatalógus és árjegyzék Érvényes: 2015.01.01 től visszavonásig SZÁRMAZÁSI HELY: MAGYARORSZÁG Egy állványmezőre számolt tájékoztató ár! Méret Polcok Polcköz Nettó listaár Nettó listaár (FESTETT) (HORGANYZOTT)
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h)
") ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban.
 E II. 6. mérés Műveleti erősítők alkalmazása A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban. A mérésre való felkészülés
E II. 6. mérés Műveleti erősítők alkalmazása A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban. A mérésre való felkészülés
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
Mélyfúrás megmunkáló központon
 MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
That s E[M]CONOMY: Képzés munka közben. CONCEPT MILL 450. Ipari szintű CNC-oktatás
![That s E[M]CONOMY: Képzés munka közben. CONCEPT MILL 450. Ipari szintű CNC-oktatás](/thumbs/33/16010716.jpg "That s E[M]CONOMY: Képzés munka közben. CONCEPT MILL 450. Ipari szintű CNC-oktatás") [ That s ] E[M]CONOMY: Képzés munka közben. CONCEPT MILL 450 Ipari szintű CNC-oktatás Concept MILL 450 Forgácsolás kompromisszumok nélkül. A Concept MILL 450 egy teljes értékű termelő gép CNC-marás oktatásához:
[ That s ] E[M]CONOMY: Képzés munka közben. CONCEPT MILL 450 Ipari szintű CNC-oktatás Concept MILL 450 Forgácsolás kompromisszumok nélkül. A Concept MILL 450 egy teljes értékű termelő gép CNC-marás oktatásához:
MSZ EN 60947-2 MSZ EN 60898-1
 ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,
ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,
Ipari és vasúti szénkefék
 www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
AUTOMATIZÁLT IZOKINETIKUS AEROSOL - PORMINTAVEVŐ MÉRŐKÖR, HORDOZHATÓ BELSŐTÉRI KIVITEL
 KS-407 AUTOMATIZÁLT IZOKINETIKUS AEROSOL - PORMINTAVEVŐ MÉRŐKÖR, HORDOZHATÓ BELSŐTÉRI KIVITEL ISO 9096 STANDARD KÁLMÁN SYSTEM SINCE 1989 ELŐNYPONTOK Kalibrált venturi térfogatáram-mérő. Nagy portároló
KS-407 AUTOMATIZÁLT IZOKINETIKUS AEROSOL - PORMINTAVEVŐ MÉRŐKÖR, HORDOZHATÓ BELSŐTÉRI KIVITEL ISO 9096 STANDARD KÁLMÁN SYSTEM SINCE 1989 ELŐNYPONTOK Kalibrált venturi térfogatáram-mérő. Nagy portároló
turn D 180x300 Vario Tulajdonságok D 180 x 300 Vario
 Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
EndoLine II KÉZIMŰSZEREK. laparoszkópos alkalmazáshoz. JELLEMZŐK MŰSZEREK ø 5mm MŰSZEREK ø 10mm
 EndoLine II KÉZIMŰSZEREK laparoszkópos alkalmazáshoz JELLEMZŐK MŰSZEREK ø 5mm MŰSZEREK ø 10mm : új EMD-fejlesztésű műszercsalád, precíz mechanika és ergonomikus kialakítás Általános jellemzők: KÉZIMŰSZEREK
EndoLine II KÉZIMŰSZEREK laparoszkópos alkalmazáshoz JELLEMZŐK MŰSZEREK ø 5mm MŰSZEREK ø 10mm : új EMD-fejlesztésű műszercsalád, precíz mechanika és ergonomikus kialakítás Általános jellemzők: KÉZIMŰSZEREK
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
S z a k é r t e l e m a l i n e á r i s t e c h n o l ó g i á b a n A M 3 L
 A M 3 L A M 3 L : B E L É P É S Az új AM3L egység révén a Sodick új fejezetet nyitott a tömbös szikraforgácsológépek gyártása terén. Az AM3L alapfelszereltsége csúcs-dinamikájú lineáris meghajtást, az
A M 3 L A M 3 L : B E L É P É S Az új AM3L egység révén a Sodick új fejezetet nyitott a tömbös szikraforgácsológépek gyártása terén. Az AM3L alapfelszereltsége csúcs-dinamikájú lineáris meghajtást, az
Performancia-optimalizálás SEO perspektívából BUBLIK MÁTÉ
 Performancia-optimalizálás SEO perspektívából BUBLIK MÁTÉ A kereső a felhasználókért 10.000 rangsorolási tényező Panda, Penguin, Pigeon, Hummingbird algoritmusok Gépi tanulás, mesterséges intelligencia
Performancia-optimalizálás SEO perspektívából BUBLIK MÁTÉ A kereső a felhasználókért 10.000 rangsorolási tényező Panda, Penguin, Pigeon, Hummingbird algoritmusok Gépi tanulás, mesterséges intelligencia
85. SZÁM 2015. DECEMBER
 Keményfém- és acélszerszámok 85. SZÁM 2015. DECEMBER 1152 Budapest, Kiss Ernô u. 32-34. Telefon: 307-9160, 307-9161 Fax:307-3456 E-mail:info@weha.hu Internet: www.weha.hu NYITVATARTÁS: hétfõ-csütörtök:
Keményfém- és acélszerszámok 85. SZÁM 2015. DECEMBER 1152 Budapest, Kiss Ernô u. 32-34. Telefon: 307-9160, 307-9161 Fax:307-3456 E-mail:info@weha.hu Internet: www.weha.hu NYITVATARTÁS: hétfõ-csütörtök:
Szervokormány próbapályás vizsgálata Segédlet a Jármrendszerek vizsgálata c. tárgyhoz
 Segédlet a Jármrendszerek vizsgálata c. tárgyhoz Készítette: Wahl István, Bohner Gábor Budapest, 24. Budapesti Mszaki és Gazdaságtudományi Egyetem Gépjármvek tanszék Budapest, XI. Sztoczek u. 6. Telefon:
Segédlet a Jármrendszerek vizsgálata c. tárgyhoz Készítette: Wahl István, Bohner Gábor Budapest, 24. Budapesti Mszaki és Gazdaságtudományi Egyetem Gépjármvek tanszék Budapest, XI. Sztoczek u. 6. Telefon:
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
1. Nyomásmérővel mérjük egy gőzvezeték nyomását. A hőmérő méréstartománya 0,00 250,00 kpa,
 1. Nyomásmérővel mérjük egy gőzvezeték nyomását. A hőmérő méréstartománya 0,0 250,0 kpa, pontossága 3% 2 osztás. Mekkora a relatív hibája a 50,0 kpa, illetve a 210,0 kpa értékek mérésének? rel. hiba_tt
1. Nyomásmérővel mérjük egy gőzvezeték nyomását. A hőmérő méréstartománya 0,0 250,0 kpa, pontossága 3% 2 osztás. Mekkora a relatív hibája a 50,0 kpa, illetve a 210,0 kpa értékek mérésének? rel. hiba_tt
MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1)
") Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1) a NAT-1-1173/2011 nyilvántartási számú akkreditált státuszhoz A BM OKF Katasztrófavédelmi Kutatóintézet 1 (1033 Budapest, Laktanya u. 33.)
Nemzeti Akkreditáló Testület MÓDOSÍTOTT RÉSZLETEZÕ OKIRAT (1) a NAT-1-1173/2011 nyilvántartási számú akkreditált státuszhoz A BM OKF Katasztrófavédelmi Kutatóintézet 1 (1033 Budapest, Laktanya u. 33.)
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
Kilökı rendszer funkciója. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Kilökı rendszerek
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
T110 Kompakt lánctalpas rakodó
 T110 Kompakt lánctalpas rakodó Copyright 2000-2010 Bobcat Europe 03/04/2010 AE0J 11001 AE0J 99999 Méretek M N O A L K J B I C H D F E G P Q (A) Üzemi magasság... 3474 mm (B) Magasság kezelőfülkével...
T110 Kompakt lánctalpas rakodó Copyright 2000-2010 Bobcat Europe 03/04/2010 AE0J 11001 AE0J 99999 Méretek M N O A L K J B I C H D F E G P Q (A) Üzemi magasság... 3474 mm (B) Magasság kezelőfülkével...
DRB. Szivattyúk speciális ötvözetből. Általános jellemzők
 Szivattyúk speciális ötvözetből Általános jellemzők Kivitel Elektromechanikus szerelvény B10 bronzból, bemerítéssel történő működtetésre. Tömítő készlet 2 (kettő) szilícium-karbid ellentétes oldalon elhelyezett
Szivattyúk speciális ötvözetből Általános jellemzők Kivitel Elektromechanikus szerelvény B10 bronzból, bemerítéssel történő működtetésre. Tömítő készlet 2 (kettő) szilícium-karbid ellentétes oldalon elhelyezett
HCR1325 acél leszúró és beszúró megmunkálásához. Új termékek forgácsoló szakemberek számára. 2015. március
 New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
Kompakt technológia a maximális hatékonyság megvalósításához EMCOMILL 1200 és EMCOMILL 750
 [ E[M]CONOMy ] jelentése: Kompakt technológia a maximális hatékonyság megvalósításához EMCOMILL 1200 és EMCOMILL 750 3-tengelyes CNC marógépek kis és közepes sorozatok megmunkálásához EMCOMILL 1200 UNI
[ E[M]CONOMy ] jelentése: Kompakt technológia a maximális hatékonyság megvalósításához EMCOMILL 1200 és EMCOMILL 750 3-tengelyes CNC marógépek kis és közepes sorozatok megmunkálásához EMCOMILL 1200 UNI
S Z I N T V I Z S G A F E L A D A T
 S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 013. szeptember 1-től, a 41/013. (V. 8.) VM rendelettel
S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 013. szeptember 1-től, a 41/013. (V. 8.) VM rendelettel
Közvetett szervo működtetésű 2/2-utú mágnesszelepek Típus: EV220W 10 - EV220W 50
 datlap Közvetett szervo működtetésű /-utú mágnesszelepek Típus: V0W 0 - V0W 0 z V0W kompakt, közvetett szervo működtetésű /-utú mágnesszelep termékcsalád, amelynek csatlakozómérete /8 és közötti, és kifejezetten
datlap Közvetett szervo működtetésű /-utú mágnesszelepek Típus: V0W 0 - V0W 0 z V0W kompakt, közvetett szervo működtetésű /-utú mágnesszelep termékcsalád, amelynek csatlakozómérete /8 és közötti, és kifejezetten
2T Engine / Disk Brake
 2T Engine / Disk Brake E01 HENGER SZETT, CYLINDER SET 1 E0101-MMA-0001 HENGERFEJ CYLINDER HEAD 1 2 E0102-MMA-0000 HENGERFEJ TÖMÍTÉS GASKET CYLINDER HEAD 1 3 E0103-MMA-0000 GYÚJTÓ GYERTYA BPR6HS SPARK PLUG
2T Engine / Disk Brake E01 HENGER SZETT, CYLINDER SET 1 E0101-MMA-0001 HENGERFEJ CYLINDER HEAD 1 2 E0102-MMA-0000 HENGERFEJ TÖMÍTÉS GASKET CYLINDER HEAD 1 3 E0103-MMA-0000 GYÚJTÓ GYERTYA BPR6HS SPARK PLUG
www.dixipolytool.com GYÉMÁNT GYÉMÁNT SZERSZÁMOK ÁTTEKINTÉSE SZÁRMARÓK SÜLLYESZTÔ MARÓK GRAVÍROZÓ SZERSZÁMOK SPECIÁLIS SZERSZÁMOK SÍKMARÓFEJ FÚRÓK
 GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 352 SZÁRMARÓK 358 SÜLLYESZTÔ MARÓK 364 GRAVÍROZÓ SZERSZÁMOK 365 SPECIÁLIS SZERSZÁMOK 366 SÍKMARÓFEJ 368 FÚRÓK 369 FURATMEGMUKÁLÁS 370 ESZTERGAKÉSEK 371 SPECIÁLIS FORMAVÁLASZTÉK
GYÉMÁT GYÉMÁT SZERSZÁMOK ÁTTEKITÉSE 352 SZÁRMARÓK 358 SÜLLYESZTÔ MARÓK 364 GRAVÍROZÓ SZERSZÁMOK 365 SPECIÁLIS SZERSZÁMOK 366 SÍKMARÓFEJ 368 FÚRÓK 369 FURATMEGMUKÁLÁS 370 ESZTERGAKÉSEK 371 SPECIÁLIS FORMAVÁLASZTÉK
A javítási-értékelési útmutatótól eltérő helyes megoldásokat is el kell fogadni.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
V6000 Kombi-F-II, Kombi-F
 V6000 Kombi-F-II, Kombi-F KARIMÁS STRANGSZABÁLYZÓ SZELEPEK TARTALOM ADATLAP Felépítés szelepház Anyagok Öntöttvas szelepház GG25, kék színre festve Rozsdamentes acél szeleptest, PTFE szelepülékkel Feketére
V6000 Kombi-F-II, Kombi-F KARIMÁS STRANGSZABÁLYZÓ SZELEPEK TARTALOM ADATLAP Felépítés szelepház Anyagok Öntöttvas szelepház GG25, kék színre festve Rozsdamentes acél szeleptest, PTFE szelepülékkel Feketére
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás
 Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Leágazó idomok. Leágazó idomok
 Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Hőszivattyú. Zöldparázs Kft
 Hőszivattyú Ez az előadás 2010.szeptember 20-án hangzott el. Mivel az internetes keresők hosszú időre megőrzik a dokumentumokat, vegye figyelembe, hogy az idő múlásával egyes technikai megoldások elavulttá
Hőszivattyú Ez az előadás 2010.szeptember 20-án hangzott el. Mivel az internetes keresők hosszú időre megőrzik a dokumentumokat, vegye figyelembe, hogy az idő múlásával egyes technikai megoldások elavulttá
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés
 passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
Görgőtovábbító kosár gyártástervezése. Tartalom 1. Bevezetés... 3
 Tartalom 1. Bevezetés... 3 2. Előtervezés... 4 2.1 Gyártás technikai feltételeinek körvonalazása... 4 2.2 Funkcionális elemzés... 5 2.3 Technológiai helyesség bírálat... 6 2.4 Gyártás tömegszerűsége és
Tartalom 1. Bevezetés... 3 2. Előtervezés... 4 2.1 Gyártás technikai feltételeinek körvonalazása... 4 2.2 Funkcionális elemzés... 5 2.3 Technológiai helyesség bírálat... 6 2.4 Gyártás tömegszerűsége és
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Zöld hálózatok és az. Dr. Gódor István. Ericsson Magyarország
 Zöld hálózatok és az Dr. Gódor István Ericsson Magyarország Hatékony Eszközök Evolúció Független technológiák Multi-standard rendszerek Távoli rádiós egység Antennába integrált rádió >50% Megtakarítás
Zöld hálózatok és az Dr. Gódor István Ericsson Magyarország Hatékony Eszközök Evolúció Független technológiák Multi-standard rendszerek Távoli rádiós egység Antennába integrált rádió >50% Megtakarítás
Avensis Árak. Listaárak. Felszereltségi szint. Vételár ÁFAval. Tekintse meg ajánlatainkat. fajtája. 1.6 Valvematic (132 LE) 6 sebességes kézi váltó
 6 sebességes kézi váltó") Avensis Á Listaá Motor és sebesség Szedán 4 ajtós Live 6 730 000 Ft Avensis Szedán 4 ajtós Live Plus 6 930 000 Ft Avensis Szedán 4 ajtós Active 8 320 000 Ft Avensis Szedán 4 ajtós Active Trend 8 610 000
Avensis Á Listaá Motor és sebesség Szedán 4 ajtós Live 6 730 000 Ft Avensis Szedán 4 ajtós Live Plus 6 930 000 Ft Avensis Szedán 4 ajtós Active 8 320 000 Ft Avensis Szedán 4 ajtós Active Trend 8 610 000
Szervizszolgáltatás. Komplett berendezésektől a komponensekig. Alkatrészgyártás
 Már több mint 10 éve a legmodernebb CNC technológiákat fejlesztjük és alkalmazzuk, mellyel ügyfeleinknek magas termelési hatékonyságot és csúcsminőséget tudunk biztosítani. Legyen szó komplett berendezésekről,
Már több mint 10 éve a legmodernebb CNC technológiákat fejlesztjük és alkalmazzuk, mellyel ügyfeleinknek magas termelési hatékonyságot és csúcsminőséget tudunk biztosítani. Legyen szó komplett berendezésekről,
AUTOMATA MEDENCE TISZTÍTÓ ESZKÖZÖK
 A víz tiszta forrása AUTOMATA MEDENCE TISZTÍTÓ ESZKÖZÖK NET & CLEAN TISZTÍTÓ RENDSZER A NET N CLEAN egy rendkívül hatásos tisztító rendszer. A külön erre a célra beépített szivattyú az összetett hatutas
A víz tiszta forrása AUTOMATA MEDENCE TISZTÍTÓ ESZKÖZÖK NET & CLEAN TISZTÍTÓ RENDSZER A NET N CLEAN egy rendkívül hatásos tisztító rendszer. A külön erre a célra beépített szivattyú az összetett hatutas
Gyártórendszerek fejlődésének fázisai
 Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
KEZELÉSI ÉS SZERELÉSI UTASÍTÁSOK NEMESACÉL HULLÁMTÖMLŐK
 Kezelési és szerelési utasítások 1/8 KEZELÉSI ÉS SZERELÉSI UTASÍTÁSOK NEMESACÉL HULLÁMTÖMLŐK 1. Általános utasítások A rugalmas csőkötések a nemesacélból készült hullámtömlők a modern csővezetéktechnológia
Kezelési és szerelési utasítások 1/8 KEZELÉSI ÉS SZERELÉSI UTASÍTÁSOK NEMESACÉL HULLÁMTÖMLŐK 1. Általános utasítások A rugalmas csőkötések a nemesacélból készült hullámtömlők a modern csővezetéktechnológia
ÍRÁSBELI FELADAT MEGOLDÁSA
 54 523 04 1000 00 00-2014 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 523 04 1000 00 00 SZVK rendelet száma: Modulok: 6308-11
54 523 04 1000 00 00-2014 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 523 04 1000 00 00 SZVK rendelet száma: Modulok: 6308-11
OPTIMUM. 7 Tartalékalkatrészek - Spare parts S350 G. 7.1 Rajz - Explosion drawing - S350 G. Tartalékalkatrészek - Spare parts S350 G
 R OPTIMUM MASCHINEN - GERMANY Tartalékalkatrészek - Spare parts S350 G 7 Tartalékalkatrészek - Spare parts S350 G 7.1 Rajz - Explosion drawing - S350 G 49 10.4.07 K:\AA Optimum\EREDETI manuals\metal_belt_saws\s350g\h\s350g_parts.fm
R OPTIMUM MASCHINEN - GERMANY Tartalékalkatrészek - Spare parts S350 G 7 Tartalékalkatrészek - Spare parts S350 G 7.1 Rajz - Explosion drawing - S350 G 49 10.4.07 K:\AA Optimum\EREDETI manuals\metal_belt_saws\s350g\h\s350g_parts.fm
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
E FEJEZET GÉPTARTOZÉKOK
 E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
A MARADÓ FESZÜLTSÉGEK VÉGESELEMES VIZSGÁLATA KEMÉNYESZTERGÁLT FELÜLETEKBEN
 Multidiszciplináris tudományok, 2. kötet. (2012) 1 sz. pp. 147-156. A MARADÓ FESZÜLTSÉGEK VÉGESELEMES VIZSGÁLATA KEMÉNYESZTERGÁLT FELÜLETEKBEN Szabó Gergely Adjunktus, Miskolci Egyetem, Gépgyártástechnológiai
Multidiszciplináris tudományok, 2. kötet. (2012) 1 sz. pp. 147-156. A MARADÓ FESZÜLTSÉGEK VÉGESELEMES VIZSGÁLATA KEMÉNYESZTERGÁLT FELÜLETEKBEN Szabó Gergely Adjunktus, Miskolci Egyetem, Gépgyártástechnológiai
890,- 329,- 1.350,- 1.449,- Kegészítők fúrókhoz. BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére
 Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték
Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,