EPA 320 CNC eszterga Oktatási segédlet
|
|
|
- Alajos Orbán
- 9 évvel ezelőtt
- Látták:
Átírás
1 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001

2 1. Általános ismerteto A bemutatandó gép az EPA Sinumerik 810T CNC eszterga, melynek általános felépítési vázlata az 1. ábrán látható. 1. ábra Az eszterga ún. "ferde-ágyas" felépítésu, tengely és tárcsaszeru alkatrészek megmunkálására egyaránt alkalmas, a felépítési struktúrája lehetové teszi az automatikus munkadarab ellátást, s ezzel a gyártórendszerben vagy gyártócellában való üzemeltetést. A gép fo szerkezeti részei: 1. Gépágy. 2. Orsóház a foorsóval. 3. A fohajtás lábazati hajtómuve. 4, 5. Szánrendszer (alap- és keresztszán, pozicionáló rendszerek). 6. Szegnyereg. 7. Gépi muködtetésu tokmány. 8. Forgácskihordó. 9. Szerszámváltó és tároló revolverfej. 10. Foorsó elfordulás érzékelo a menetvágáshoz. Az ábrán nem ábrázolt egységek: Burkolat. Hidraulikus tápegység. Huto- keno rendszer. Villamos hajtások és vezérlések.
. 6. Szegnyereg. 7. Gépi muködtetésu tokmány. 8. Forgácskihordó. 9. Szerszámváltó és tároló revolverfej. 10.")
3 2. Fobb muszaki paraméterek: Munkatér és mozgástartomány: (2. ábra) 2. ábra Elforduló átméro Csúcsmagasság Hosszirányú (Z) mozgás Keresztirányú (X) mozgás Szegnyereg löket 450 mm 250 mm. 600 mm. 175 mm 150 mm. Technológiai paraméterek: Foorsó fordulatszám tartomány f/min. Befogható szerszámok száma 12. Fomotor névleges teljesítménye 15 kw. Foorsót terhelo nyomaték max. 320 Nm. Gyorsmeneti sebesség 5 m/min. Vezérlés és alkalmazási terület: A vezérlés SINUMERIK 810T típusú. A megmunkálható felülettípusok: Kúpos és kör meridiángörbéju külso és belso hengeres felületek. Hengeres, sík és kúpos, külso és belso, egy és több bekezdésu menetek.

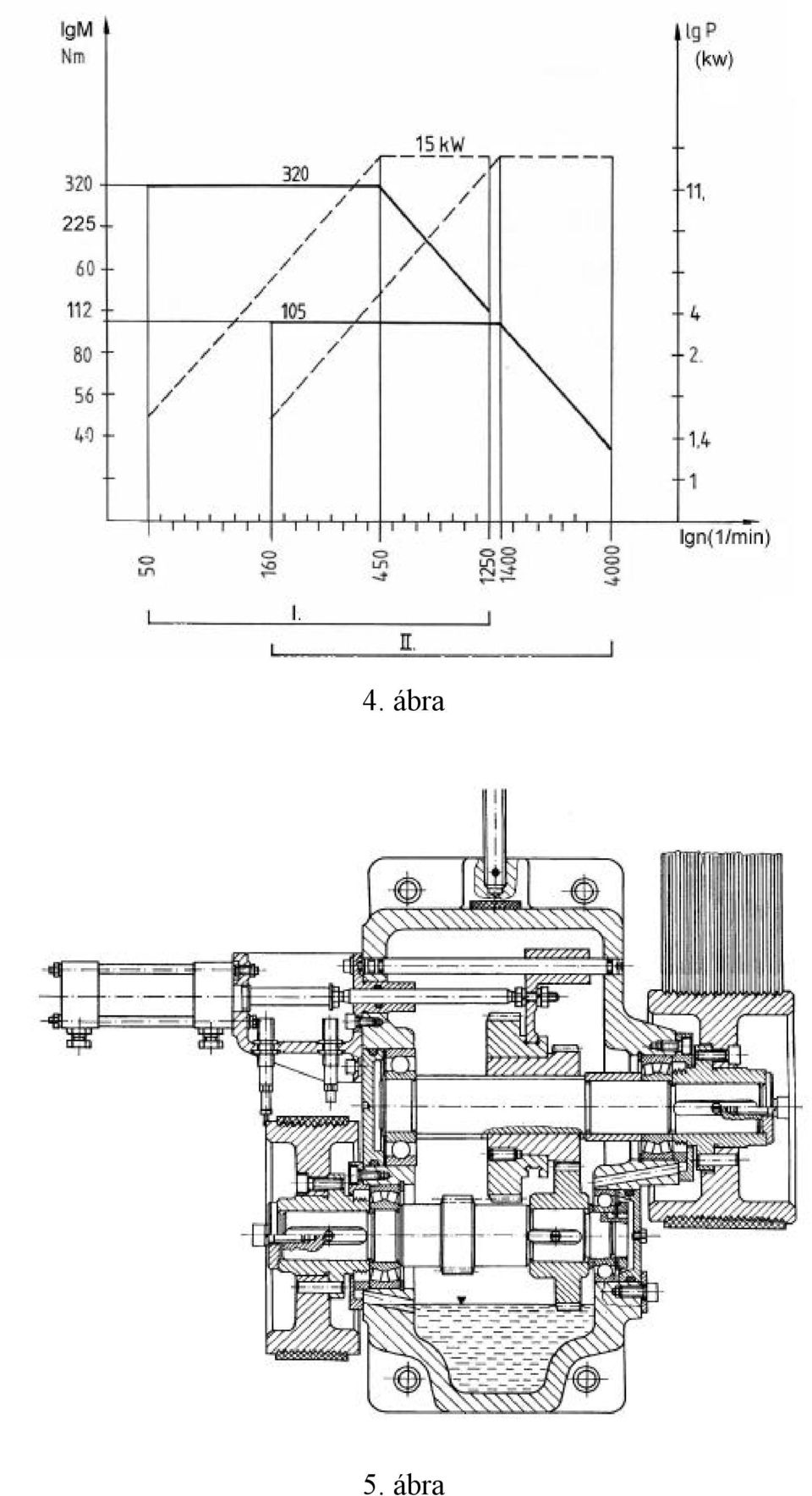
4 3. A fohajtás ismertetése A gép fohajtásának kinematikai vázlatát és jellegzetes fordulatszám ábráját a 3. ábra mutatja. 3. ábra A foorsót egy szabályozható egyenáramú fomotor hajtja, a szabályozhatóság növelésére egy kétfokozatú mechanikus hajtómu szolgál, amelyet lábazati hajtómuként alakítottak ki. Ezzel a foorsó fordulatszámát fokozatmentesen a fordulatszám ábrán ábrázoltak szerint két tartományban automatikusan lehet beállítani. Látható, hogy az I-es és a II-es tartomány fordulatszámai a f/min tartományban átfedik egymást, a fohajtómu tehát ún. túlfedett típusú, ami az automatizálás szempontjából kedvezo megoldás. A két helyen is alkalmazott Poly-V szíjhajtás biztosítja a foorsó rezgésszegény hajtását. A fohajtás teljesítmény-nyomaték diagramját a 4. ábra mutatja. Az ábrán jól látható a forgácsoló szerszámgépekre jellemzo azon megoldás, hogy az alacsonyabb fordulatszámoknál ( és f/min) a foorsóról leveheto nyomaték állandó (320 illetve 105 Nm), s a magasabb fordulatszámokon pedig a fordulatszám növekedésével arányosan csökkeno, itt a leveheto forgácsolási teljesítmény állandó (15 kw). Az ilyen megoldáshoz úgy jutnak, hogy az egyenáramú fomotor aktuális fordulatszámát ún. vegyes szabályozással biztosítják, vagyis a nyomatékállandó szakaszon a kapocsfeszültséget változtatják, míg a teljesítményállandó szakaszon mezogyengítést alkalmaznak.

5 4. ábra 5. ábra
6 6. ábra Az 5. és 6. ábrák az eszterga fohajtásának konstrukciós megoldását mutatják be. A lábazati hajtómunél (5. ábra) a be- és kihajtás is szíjhajtással történik, a fordulatszám tartomány váltásához a fogaskeréktömböt egy hidraulikus munkahenger mozgatja, a kapcsolási helyzetet induktív helyzetérzékelok jelzik. A foorsó (6. ábra) csapágyazását ferde hatásvonalú speciális golyóscsapágyakkal oldották meg, a ráhajtás a lábazati hajtómurol a foorsóra konzolosan rögzített szíjtárcsán keresztül történik. A foorsó ún. rövidkúpos végére szerelheto fel a munkadarab befogó tokmány, melynek automatikus mozgatása a furaton átvezetett rudazattal, és a megfelelo, az orsó végére szerelheto szorító szerkezettel oldható meg. A menetvágáshoz szükséges elfordulás érzékelést az 1/1-es fogazottszíj hajtáson keresztül egy forgó impulzusadó végzi. 4. Az elotoló/pozicionáló rendszerek ismertetése Az eszterga a munkasíkjában egy kétkoordinátás X-Z pozicionáló/elotoló rendszerrel rendelkezik, melyek kinematikai vázlatát a 7. ábra mutatja. A szánokat a G x, G z golyósorsókkal fogazottszíj hajtásokon keresztül az M x és M z

7 speciális egyenáramú szervomotorok mozgatják. A szánok elmozdulását a golyósorsók végére szerelt forgó impulzusadók közvetett módon mérik. Természetesen a pozicionáló rendszerek szerves részét képezik azok a villamos (analóg és digitális) szabályozóköri elemek is, amelyek itt nem kerültek bemutatásra. 7. ábra A pozicionáló rendszerek konstrukciós kialakítását a 8. ábra (Z irány), és a 9. ábra (X irány) mutatja. 8. ábra

8 9. ábra 5. A szerszámváltó revolverfej A szerszámok tárolására és váltására szolgáló revolverfej egyszerusített vázlatát a 10. ábra mutatja. A 4 tárcsára szerelheto fel megfelelo tartók segítségével összesen 12 db. szerszám, és a váltó mechanizmus ezen tárcsát forgatja a kívánt pozícióba a váltás során. A váltás folyamata az ábra jelöléseivel az alábbi: A 2 motor tengelyén lévo mágneses rögzíto fék old, a motor az 5 csigán keresztül elforgatja a 6 csigakereket, melynek furatában egy nagyemelkedésu vezérpálya van, amely balra (-Z irányba) elmozdítja 7-et, s a rászerelt 3 és 4 elemeket. Az axiális elmozdulás következtében a 9 Hirth fogazatú tájoló elempár szétkapcsolódik, a 10 körmös tárcsa a 4, 3, 7, 11 elemeket együttesen elfordítja. Az egyes pozíciók elérését a 11 tárcsára szerelt érintkezok jelzik a vezérlés számára. A kívánt pozíció elérésekor a vezérlés megfordítja a motor forgásirányát, s ez által a váltófej jobbra (+Z irány) mozdul. A Hirth fogazat pontos záródását a 12 elotájoló segíti, mely a 12 pozíciónak megfelelo számú diszkrét osztással rendelkezik. Ez a 12 elotájoló akadályozza meg a fej rögzítésekor annak visszaforgását is. A rögzítés megtörténtét a 13 érzékelo jelzi a vezérlésnek, amely a forgatómotort leállítja és a rögzíto féket muködésbe hozza.
 elmozdítja 7-et, s a rászerelt 3 és 4 elemeket.")
9 10. ábra 6. Vezérlés, programozás Az eszterga egy SINUMERIK 810T típusú CNC vezérléssel van szerelve, melynek részletes bemutatására itt nincs lehetoség. A 11. ábra a kezelopultot mutatja a jellegzetes kezeloelemek megjelölésével. 1. Monochrom képernyo. 2. Semleges nyomógombok, ún. "soft key". 3. RS232 soros kommunikációs csatlakozó. 4. Üzemmód választó kapcsoló. 5. Bekapcsoló nyomógomb. 6. Reset gomb. 7. Programfutás start-stop nyomógombok. 8. Foorsó forgás start-stop nyomógombok

10 9. Elotolás felfüggesztés start-stop nyomógombok 10. Foorsó és elotolás korrekciós kapcsolók ("override"). 11. Szánmozgató "JOG" nyomógombok. 12. Programszerkeszto nyomógombok. 13. Címválasztó nyomógombok. 14. Hibakijejzés. 11. ábra A programozás részleteit itt nincs mód bemutatni. A gép DIN szabvány szerinti UTASÍTÁSRENDSZERét az alábbi táblázatok tartalmazzák.

11 SINUMERIK 810T CNC VEZÉRLÉS UTASÍTÁSRENDSZERE CÍM KÓD FUNKCIÓ CÍM KÓD FUNKCIÓ Programtechnikai utasítások G 94 Elotolás egység mm/min G 95 * Elotolás egység mm/ford. % Program kezdet G 96 Állandó vágósebesség progr. MPF Foprogram file azonosító G 97 * Állandó fordulatszám progr. SPF Alprogram file azonosító L Alprogram hívás Geometriai utasítások P 1-99 Alprogram ismétlési szám : Szegmens kezdete X +/-5.3 X-irányú méretek mm-ben N Mondatszám X +/-4.4 X-irányú méretek inch-ben /: Szegmens kihagyás Z +/-5.3 Z-irányú méretek mm-ben /N Mondat kihagyás Z +/-4.4 Z-irányú méretek inch-ben M 00 * Programozott stop A +/-3.5 Szögkoordináta fok-ban M 01 Feltételes stop B +5.3 Lekerekítési sugár mm-ben M 02 Program vége B +4.4 Lekerekítési sugár inch-ben M 17 Alprogram vége B -5.3 Élletörési hossz mm-ben M 30 Adatfile vége B -4.4 Élletörési hossz inch-ben B +5.3 Körív sugara mm-ben Elokészíto utasítások B +4.4 Körív sugara inch-ben I +/-5.3 X-irányú interpolációs paraméter G 00 Gyorsmeneti pozícionálás mm-ben G 01 * Lineáris interpoláció I +/-4.4 X-irányú interpolációs paraméter G 02 Körinterpoláció CW inch-ben G 03 Körinterpoláció CCW K +/-5.3 Z-irányú interpolációs paraméter G 33 Menetvágás állandó emelkedéssel mm-ben G 34 Menetvágás növekvo emelkedéssel K +/-4.4 Z-irányú interpolációs paraméter G 35 Menetvágás csökkeno emelkedéssel inch-ben G 04 #$ Várakozás I +/-5.3 X-irányú menetemelkedés mm-ben G 09 # Pontos pozícionálás sebességcsökken- I +/-4.4 X-irányú menetemelkedés inch-ben téssel (öntörlo) K +/-5.3 K-irányú menetemelkedés mm-ben G 25 #$ Munkatér korlátozás, minimumok K +/-4.4 K-irányú menetemelkedés inch-ben G 26 #$ Munkatér korlátozás, maximumok G 40 * Geometriai korrekció törlése Paraméter regiszterek G 41 Geometriai korrekció jobbra G 42 Geometriai korrekció balra R 0-49 Input paraméterek G 53 # Nullponteltolás törlése R Változó paraméterek G 54 Nullponteltolás I. R Csatornához rendelheto paraméterek G 55 Nullponteltolás II. R Független paraméterek G 56 Nullponteltolás III. R Központi paraméterek G 57 Nullponteltolás IV. G 58 #$ Koordináta transzformáció I. Technológiai utasítások G 59 #$ Koordináta transzformáció II. G 60 Pontos pozícionálás sebességcsökken- F Elotolás mm/min-ben téssel (öröklodo) F Elotolás inch/min-ben G 62 Pályavezérlés, szakaszváltás F Elotolás mm/ford-ban sebességcsökkentéssel F Elotolás mm/ford-ben G 63 Menetfúrás, override tiltva F Menetemelkedés növekmény mm-ben G 64 * Pályavezérlés, szakaszváltás F Menetemelkedés növekmény inch-ben sebességcsökkentés nélkül X 5.3 Várakozási ido sec-ban G 70 Dimenzióváltás, Input Inch-ben S Foorsó fordulatszám 1/min-ban G 71 * Dimenzióváltás, Input metrikus S Vágósebesség m/min-ban G 90 * Abszolút méretmegadás S Maximális megengedett foo. ford. G 91 Növekményes méretmegadás S Késleltetés fordulatban G 92 #$ Foorsó fordulatszám korlátozás T Szerszám helycím (értéke gépfüggo)

12 CÍM KÓD FUNKCIÓ Megjegyzések az utasításrendszerhez: D 1-99 Szerszámadat-tár címe * Bekapcsoláskor lép életbe D 00 Szerszámadat törlés # Egy mondatra érvényes utasítás H Kiegészíto adat $ Mondat elején hatásos utasítás Segédfunkciók M 03 Foorsó indul CW M 04 Foorsó indul CCW M 05 Foorsó állj M 06 Szerszámváltás M 08 Hutovíz bekapcsolás M 09 Hutovíz kikapcsolás Könyvtári alprogramok L 95 Esztergáló alprogram L 93 Beszúró alprogram L 97 Menetesztergáló alprogram L 98 Mélyfúró alprogram Egyéb Utasításkészlet bovíto parancsok címkaraktere (CL 800 nyelv) = Értékadás + Hozzáadás - Kivonás * Szorzás / Osztás ( Megjegyzés kezdete ) Megjegyzés vége Kiegészíto utasítások az EPA-320 esztergához M 11 I. fordulatszám tartomány M 12 II. fordulatszám tartomány M 70 Szegnyereg inaktív M 71 Szegnyereg aktív M 72 Tokmány inaktív M 73 Tokmány aktív, külso szorítás M 74 Tokmány aktív, belso szorítás M 75 Forgácskihordó idozített muködés 7. Összefoglalás Ezen ismerteto természetesen nem mutathatott be minden részletet, a cél az volt, hogy az érdeklodo szakember átfogó képet kapjon a berendezés legfontosabb jellemzoirol.
 Megjegyzés vége Kiegészíto utasítások az EPA-320 esztergához M 11 I. fordulatszám tartomány M 12 II.")
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NC technológia és programozás I.
 NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
2011. NCT-104T ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
(az állvány tartozék)
") Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: CNC szerszámgépek fő részei Számjegyvezérlési módok CNC gépeken
 CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Rapidturn: Két kézikerekes eszterga
 Rapidturn: Két kézikerekes eszterga A CNC esztergák nagyobb pontosságuk, tudásuk ellenére napjainkig még nem tudták kiszorítani az üzemekből a hagyományos esztergapadokat, ez utóbbiak egyszerű kezelhetősége
Rapidturn: Két kézikerekes eszterga A CNC esztergák nagyobb pontosságuk, tudásuk ellenére napjainkig még nem tudták kiszorítani az üzemekből a hagyományos esztergapadokat, ez utóbbiak egyszerű kezelhetősége
- Fanuc 0i TF - Színes TFT monitor - USB Interface és Ethernet - ManualGuide i 3Ds-szimulációval. [Vezérlés]
![- Fanuc 0i TF - Színes TFT monitor - USB Interface és Ethernet - ManualGuide i 3Ds-szimulációval. [Vezérlés]](/thumbs/39/19037363.jpg "- Fanuc 0i TF - Színes TFT monitor - USB Interface és Ethernet - ManualGuide i 3Ds-szimulációval. [Vezérlés]") [ E[M]CONOMY ] jelentése: Több érték a pénzéért. EMCOTURN E65 Univerzális megmunkáló központ rúd- és tárcsa anyagok komplett esztergálási megmunkálásához EMCOTURN E65 [ÚJ] - Fanuc 0i TF - Színes TFT monitor
[ E[M]CONOMY ] jelentése: Több érték a pénzéért. EMCOTURN E65 Univerzális megmunkáló központ rúd- és tárcsa anyagok komplett esztergálási megmunkálásához EMCOTURN E65 [ÚJ] - Fanuc 0i TF - Színes TFT monitor
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
JCL-52/60TSM CNC ESZTERGAGÉP
 NCT Ipari Elektronikai Kft. 1148 Budapest, Fogarasi út 7. JCL-52/60TSM CNC ESZTERGAGÉP KEZELŐI KÉZIKÖNYV Kiadás dátuma: 2009-03-24 1 / 44 NCT Kft. TÁRGYMUTATÓ I. FEJEZET: BEVEZETÉS ÉS BIZTONSÁGI TÁJÉKOZTATÓ
NCT Ipari Elektronikai Kft. 1148 Budapest, Fogarasi út 7. JCL-52/60TSM CNC ESZTERGAGÉP KEZELŐI KÉZIKÖNYV Kiadás dátuma: 2009-03-24 1 / 44 NCT Kft. TÁRGYMUTATÓ I. FEJEZET: BEVEZETÉS ÉS BIZTONSÁGI TÁJÉKOZTATÓ
CNC marás. Optimum Szerviz. mert a jó szerviz nem csak nekünk fontos!
 TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
Forgácsoló szerszámgépek
 Forgácsoló szerszámgépek Szerzık: Dr. Takács György Szilágyi Attila Demeter Péter Barak Antal Lektor: Dr. Molnár László Tartalomjegyzék 1 BEVEZETÉS...5 1.1 SZERSZÁMGÉP FOGALMA... 5 1.2 SZERSZÁMGÉPEK OSZTÁLYOZÁSA...
Forgácsoló szerszámgépek Szerzık: Dr. Takács György Szilágyi Attila Demeter Péter Barak Antal Lektor: Dr. Molnár László Tartalomjegyzék 1 BEVEZETÉS...5 1.1 SZERSZÁMGÉP FOGALMA... 5 1.2 SZERSZÁMGÉPEK OSZTÁLYOZÁSA...
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések
 Záróvizsga orientáló kérdések") Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések 2015-2016. tanév 1. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja
Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések 2015-2016. tanév 1. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja
31 521 09 0001 31 01 Esztergályos Gépi forgácsoló
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
 A DIN 66025 PROGRAMPARANCSAI KÓD KÓD JELENTÉSE GÉP TIPUS MONDAT FORMÁTUM, MEGJEGYZÉSEK MARÓ ESZTERGA MONDAT G00 Elmozdulás gyorsmenetben Verfahren G00 [X...] [Y...] [Z...] [S...] [T...] [M...] im Eilgang
A DIN 66025 PROGRAMPARANCSAI KÓD KÓD JELENTÉSE GÉP TIPUS MONDAT FORMÁTUM, MEGJEGYZÉSEK MARÓ ESZTERGA MONDAT G00 Elmozdulás gyorsmenetben Verfahren G00 [X...] [Y...] [Z...] [S...] [T...] [M...] im Eilgang
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
CNC technika. segédlet a CNC tantárgy oktatásához. Készítette: Paróczai János 2005.12.08
 CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
Erőátvitel tervezése. Tengelykapcsoló. Magdics G. (LuK Savaria) Trencséni B. (BME)
 Trencséni B. (BME)") Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
Gyártórendszerek fejlődésének fázisai
 Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Palotainé Békési Katalin. Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és
 Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
Palotainé Békési Katalin Műszaki rajzok, műszaki jelképek ismerete, használata. Gépész, hidraulikus, pneumatikus és villamos (korlátozottan) területen. A követelménymodul megnevezése: Gépelemek szerelése
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Terra Kombi Kombinátor. Gépkönyv
 Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:
![[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:](/thumbs/38/17850036.jpg "[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:") [ ] E[M]CONOMY jelentése: Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45 Nagyteljesítményű forgácsoló központ komplett esztergálási megmunkálásokhoz HYPERTURN 45 [Y-tengely] [Felső szerszám rendszer]
[ ] E[M]CONOMY jelentése: Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45 Nagyteljesítményű forgácsoló központ komplett esztergálási megmunkálásokhoz HYPERTURN 45 [Y-tengely] [Felső szerszám rendszer]
turn D 180x300 Vario Tulajdonságok D 180 x 300 Vario
 Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
Különleges ajánlat ősz-tél 2012/2013 drill Meggyőző érvek turn D 180x300 Vario Főorsó Edzett és utánállítható, precíz kúpgörgős csapágyazásban Golyós gördülőcsapágy, P5 minőség Hengeres, központos csatlakozás,
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
MUNKAANYAG. Tary Ferenc. 3500 kilogramm alatti öszgördülő súlyú gépjárművek kormányberendezései. A követelménymodul megnevezése: Gépjárműjavítás I.
 Tary Ferenc 3500 kilogramm alatti öszgördülő súlyú gépjárművek kormányberendezései A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Tary Ferenc 3500 kilogramm alatti öszgördülő súlyú gépjárművek kormányberendezései A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT Nr.: Készült: Paritás: Garancia: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76
www.nct.hu Tárgy: NCT Nr.: Készült: Paritás: Garancia: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76
JINN FA JCL 52/52A-60/60A CNC ESZTERGAGÉP KEZELÉSI ÚTMUTATÓ
 JINN FA JCL 52/52A-60/60A CNC ESZTERGAGÉP KEZELÉSI ÚTMUTATÓ Kiadás dátuma: 2009-04-06 1 / 33 NCT Kft. TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETÉS, BIZTONSÁGI ÓVINTÉZKEDÉSEK...3 1.1. ELŐSZÓ A FELHASZNÁLÓHOZ...3
JINN FA JCL 52/52A-60/60A CNC ESZTERGAGÉP KEZELÉSI ÚTMUTATÓ Kiadás dátuma: 2009-04-06 1 / 33 NCT Kft. TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETÉS, BIZTONSÁGI ÓVINTÉZKEDÉSEK...3 1.1. ELŐSZÓ A FELHASZNÁLÓHOZ...3
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EmL és EmR-1020 és -1200 CNC megmunkálóközpont
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EmL és EmR-1020 és -1200 CNC megmunkálóközpont
N20010, N34010. NEM RUGÓER VISSZATÉRÍTÉS LÉGNEDVESÍT BEAVATKOZÓ 20/34 Nm (177/300 lb-in) MODULÁLÓ SZABÁLYOZÁSHOZ
 MODULÁLÓ SZABÁLYOZÁSHOZ") N20010, N34010 NEM RUGÓER VISSZATÉRÍTÉS LÉGNEDVESÍT BEAVATKOZÓ 20/34 Nm (177/300 lb-in) MODULÁLÓ SZABÁLYOZÁSHOZ TERMÉK ADATOK ÁLTALÁNOS Ezen direkt kapcsolású légnedvesít beavatkozók a következ k moduláló
N20010, N34010 NEM RUGÓER VISSZATÉRÍTÉS LÉGNEDVESÍT BEAVATKOZÓ 20/34 Nm (177/300 lb-in) MODULÁLÓ SZABÁLYOZÁSHOZ TERMÉK ADATOK ÁLTALÁNOS Ezen direkt kapcsolású légnedvesít beavatkozók a következ k moduláló
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
890,- 329,- 1.350,- 1.449,- Kegészítők fúrókhoz. BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére
 Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték
Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték
Gépsatuk, osztófejek, körasztalok
 Fúrógép satu E5 005 Typ 43 085 1 1 ( h ) 38 pofanyitás ( a ) 85 1 1 ( L ) ( H ) 2 5 3 442 0 152 6 8 64 64 64 66 ( k ) 11,0,5,5,5 152 1 2 262 0 0 6 0 3,4 4,0 6,0 8,4 Fúrógép satu E5 Méret 1-3: Könnyű kivitelű
Fúrógép satu E5 005 Typ 43 085 1 1 ( h ) 38 pofanyitás ( a ) 85 1 1 ( L ) ( H ) 2 5 3 442 0 152 6 8 64 64 64 66 ( k ) 11,0,5,5,5 152 1 2 262 0 0 6 0 3,4 4,0 6,0 8,4 Fúrógép satu E5 Méret 1-3: Könnyű kivitelű
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
1. Mûszaki adatok (gyári adatok)
") 1. Mûszaki adatok (gyári adatok) Traktor Gyártó New Holland, Anglia Típus TS115 (618345) Építési mód segéd-mellsõkerék hajtású Motor Gyártó New Holland Típus 450T/TJ, 6 hengeres, természetes feltöltésû
1. Mûszaki adatok (gyári adatok) Traktor Gyártó New Holland, Anglia Típus TS115 (618345) Építési mód segéd-mellsõkerék hajtású Motor Gyártó New Holland Típus 450T/TJ, 6 hengeres, természetes feltöltésû
TR-800/2700 D CNC. A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult meg.
 TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
A továbbiakban a szóbeli vizsgára vonatkozóan a 26/2001. (VII. 27.) OM rendelet 27. (2) bekezdése és 28. -a érvényes.
 OM rendelet 27. (2) bekezdése és 28. -a érvényes.") A szakmai vizsgáztatás általános szabályairól és eljárási rendjéről szóló 26/2001. (VII: 27.) OM rendelet 27. (1) bekezdése szerint "A szóbeli vizsgarészen a vizsgázó a szakképesítésért felelős miniszter
A szakmai vizsgáztatás általános szabályairól és eljárási rendjéről szóló 26/2001. (VII: 27.) OM rendelet 27. (1) bekezdése szerint "A szóbeli vizsgarészen a vizsgázó a szakképesítésért felelős miniszter
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 MM-800BS,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 MM-800BS,
Mach3 tananyag. Egyszerű háromtengelyű marógép beállítása. A Mach3 2.5 szoftver alapján
 Mach3 tananyag Egyszerű háromtengelyű marógép beállítása A Mach3 2.5 szoftver alapján Cél A tananyag célja a felhasználó segítése és irányítása lépésről lépésre a Mach3 CNC vezérlő alkalmazás beállításában
Mach3 tananyag Egyszerű háromtengelyű marógép beállítása A Mach3 2.5 szoftver alapján Cél A tananyag célja a felhasználó segítése és irányítása lépésről lépésre a Mach3 CNC vezérlő alkalmazás beállításában
Az új 2000 Le-s Diesel-villamosmozdony*
 Az új 2000 Le-s Diesel-villamosmozdony* VIZELYI GYÖRGY 248 A mozdony rendeltetése és főadatai A gyártás alatt álló, M601 MÁV sorozatszámú 2000 Le-s Diesel-villamosmozdony nehéz tehervonatok és nehéz személy-,
Az új 2000 Le-s Diesel-villamosmozdony* VIZELYI GYÖRGY 248 A mozdony rendeltetése és főadatai A gyártás alatt álló, M601 MÁV sorozatszámú 2000 Le-s Diesel-villamosmozdony nehéz tehervonatok és nehéz személy-,
CDC 2000 Vezérlő 3. Záróegység beállítás Asian Plastic
 3.1 Szerszám zárás és nyitás beállítása Menü 03 A Funkciógombok első nagy csoportja a szerszám- és záróegység beállításokkal foglalkozik. Mozgassa a kurzort a kívánt mezőre, adja meg a kívánt értéket,
3.1 Szerszám zárás és nyitás beállítása Menü 03 A Funkciógombok első nagy csoportja a szerszám- és záróegység beállításokkal foglalkozik. Mozgassa a kurzort a kívánt mezőre, adja meg a kívánt értéket,
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EmB-1100 és -1300 CNC megmunkálóközpont
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EmB-1100 és -1300 CNC megmunkálóközpont
KEOP-2.1.3/11-2013-0001 azonosítószámú projekt megvalósításához szükséges eszközök beszerzése. Közbeszerzési Értesítő száma: 2015/73
 KEOP-2.1.3/11-2013-0001 azonosítószámú projekt megvalósításához szükséges eszközök beszerzése Közbeszerzési Értesítő száma: 2015/73 1 Beszerzés tárgya: Adásvételi szerződés a KEOP-2.1.3/11-2013-0001 azonosítószámú
KEOP-2.1.3/11-2013-0001 azonosítószámú projekt megvalósításához szükséges eszközök beszerzése Közbeszerzési Értesítő száma: 2015/73 1 Beszerzés tárgya: Adásvételi szerződés a KEOP-2.1.3/11-2013-0001 azonosítószámú
JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA SZERZŐK: DR. BALPATAKI ANTAL DR. BÉCSI TAMÁS KÁROLY JÓZSEF RAJZOLÓK: MÁRTON GERGELY SZENTANNAI GÁBOR
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA SZERZŐK: DR. BALPATAKI ANTAL DR. BÉCSI TAMÁS KÁROLY JÓZSEF RAJZOLÓK: MÁRTON GERGELY SZENTANNAI GÁBOR
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2012. május 25. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. május 25. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati NEMZETI ERŐFORRÁS
ÉRETTSÉGI VIZSGA 2012. május 25. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. május 25. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati NEMZETI ERŐFORRÁS
KÉZI MŰKÖDÉSŰ TÖMLŐPRÉSEK
 2012124 - I KÉZI MŰKÖDÉSŰ TÖMLŐPRÉSEK Techmaflex H CRIMP 80 - Gyártható tömlő méret : max. 1 ( 2 soros tömlőig ) - Szorító erő : 80 tonna - Nyitás : pofaméret + 20 mm - Préselési tartomány : 4-43 mm -
2012124 - I KÉZI MŰKÖDÉSŰ TÖMLŐPRÉSEK Techmaflex H CRIMP 80 - Gyártható tömlő méret : max. 1 ( 2 soros tömlőig ) - Szorító erő : 80 tonna - Nyitás : pofaméret + 20 mm - Préselési tartomány : 4-43 mm -
E50 Kotrógép AHHE 11001 AHHE 99999
 1 Copyright 2000-2010 Bobcat Europe Méretek E50 Kotrógép AHHE 11001 AHHE 99999 28/01/10 (A) Tolólap magasság (B) Felső kocsi szabadmagasság a talajig (C) Magasság a talajszinttől a motortér tetejéig (D)
1 Copyright 2000-2010 Bobcat Europe Méretek E50 Kotrógép AHHE 11001 AHHE 99999 28/01/10 (A) Tolólap magasság (B) Felső kocsi szabadmagasság a talajig (C) Magasság a talajszinttől a motortér tetejéig (D)
Beavatkozószervek 2006.05.10.
 Beavatkozószervek 2006.05.10. 1 Beavatkozószervek beavatkozószervek feladatuk: az irányítórendszertől (szabályzó egységtől) érkező parancsok végrehajtása, a beavatkozás megvalósítása a technológiai folyamaton
Beavatkozószervek 2006.05.10. 1 Beavatkozószervek beavatkozószervek feladatuk: az irányítórendszertől (szabályzó egységtől) érkező parancsok végrehajtása, a beavatkozás megvalósítása a technológiai folyamaton
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül)
") Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
Chevrolet Lacetti 5 ajtós Star
 Lacetti 5 ajtós Star Motor és sebességváltó 1,4 16v Max. teljesítmény (kw/le) (ford./perc) 70 / 95 @ 6200 Max. nyomaték (Nm) (ford./perc) 131 @ 4400 Elsőkerék-meghajtás alapfelszereltség Első felfüggesztés
Lacetti 5 ajtós Star Motor és sebességváltó 1,4 16v Max. teljesítmény (kw/le) (ford./perc) 70 / 95 @ 6200 Max. nyomaték (Nm) (ford./perc) 131 @ 4400 Elsőkerék-meghajtás alapfelszereltség Első felfüggesztés
Üzemeltetési utasítás 3D kategória (porrobbanás elleni védelem) Kiadás: 1999.11.
 Kiadás: 1999.11.") Üzemeltetési utasítás 3D kategória (porrobbanás elleni védelem) Kiadás: 1999.11. 0918 7561 Tartalomjegyzék 1 Fontos tudnivalók...4 2 Biztonsági tudnivalók...5 2.1 Tudnivalók a MOVIMOT 3D kategóriában
Üzemeltetési utasítás 3D kategória (porrobbanás elleni védelem) Kiadás: 1999.11. 0918 7561 Tartalomjegyzék 1 Fontos tudnivalók...4 2 Biztonsági tudnivalók...5 2.1 Tudnivalók a MOVIMOT 3D kategóriában
VIZSGABIZTOS KÉPZÉS. 09_2. Kormányzás. Kádár Lehel. Budapest, 2012. - 1 -
 VIZSGABIZTOS KÉPZÉS 09_2. Kormányzás Kádár ehel Budapest, 2012. - 1 - 1.) A közúti járművek kormányzásával szembeni általános követelmények A közúti járművek kormányzásának az alábbi általános követelményeknek
VIZSGABIZTOS KÉPZÉS 09_2. Kormányzás Kádár ehel Budapest, 2012. - 1 - 1.) A közúti járművek kormányzásával szembeni általános követelmények A közúti járművek kormányzásának az alábbi általános követelményeknek
(11) Lajstromszám: E 007 579 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 579 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU00000779T2! (19) HU (11) Lajstromszám: E 007 79 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 790990 (22) A bejelentés napja:
!HU00000779T2! (19) HU (11) Lajstromszám: E 007 79 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 790990 (22) A bejelentés napja:
FAAC / 390 1 FONTOS FIGYELMEZTETÉSEK A TELEPÍTÉSHEZ. Általános biztonsági szabályok
 FAAC / 390 1 FONTOS FIGYELMEZTETÉSEK A TELEPÍTÉSHEZ Általános biztonsági szabályok 1. Figyelem! A FAAC erősen ajánlja az alábbi előírások szó szerinti követését a személyi biztonság érdekében. A termék
FAAC / 390 1 FONTOS FIGYELMEZTETÉSEK A TELEPÍTÉSHEZ Általános biztonsági szabályok 1. Figyelem! A FAAC erősen ajánlja az alábbi előírások szó szerinti követését a személyi biztonság érdekében. A termék
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Öntözés gépesítése V. Előadás anyag
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Növénytermesztés gépei I. Öntözés gépesítése V. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet Agrotechnikai követelmények Az öntözéshez
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Növénytermesztés gépei I. Öntözés gépesítése V. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet Agrotechnikai követelmények Az öntözéshez
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
AUTO RÚDADAGOLÓ GÉPKÖNYV
 AUTO NCT Ipari Elektronikai Kft. 1/144 Dátum: 2014.11.03. TARTALOMJEGYZÉK 1. ÁLTALÁNOS TUDNIVALÓK... 4 2. MŰSZAKI LEÍRÁS... 5 2.1. Műszaki adatok... 5 2.1.1. A rúdadagoló fő méretei... 5 2.1.2. A rúdadagoló
AUTO NCT Ipari Elektronikai Kft. 1/144 Dátum: 2014.11.03. TARTALOMJEGYZÉK 1. ÁLTALÁNOS TUDNIVALÓK... 4 2. MŰSZAKI LEÍRÁS... 5 2.1. Műszaki adatok... 5 2.1.1. A rúdadagoló fő méretei... 5 2.1.2. A rúdadagoló
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben szereplő szakmai követelménymodulok témaköreit tartalmazza A tételekhez
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben szereplő szakmai követelménymodulok témaköreit tartalmazza A tételekhez
T110 Kompakt lánctalpas rakodó
 T110 Kompakt lánctalpas rakodó Copyright 2000-2010 Bobcat Europe 03/04/2010 AE0J 11001 AE0J 99999 Méretek M N O A L K J B I C H D F E G P Q (A) Üzemi magasság... 3474 mm (B) Magasság kezelőfülkével...
T110 Kompakt lánctalpas rakodó Copyright 2000-2010 Bobcat Europe 03/04/2010 AE0J 11001 AE0J 99999 Méretek M N O A L K J B I C H D F E G P Q (A) Üzemi magasság... 3474 mm (B) Magasság kezelőfülkével...
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás
 Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
LA-430 ÉS LA-460 EGYETEMES ESZTERGA GÉPKÖNYV LA-430 ÉS LA-460 EGYETEMES ESZTERGA GÉPKÖNYV
 LA-430 ÉS LA-460 NCT Ipari Elektronikai Kft. 1/34 Dátum: 2015. 07. 10. TARTALOMJEGYZÉK 1. MŰSZAKI ADATOK... 4 2. AZ ESZTERGA TELEPÍTÉSE... 6 2.1. Az esztergát tartalmazó csomagolóláda mozgatása... 6 2.2.
LA-430 ÉS LA-460 NCT Ipari Elektronikai Kft. 1/34 Dátum: 2015. 07. 10. TARTALOMJEGYZÉK 1. MŰSZAKI ADATOK... 4 2. AZ ESZTERGA TELEPÍTÉSE... 6 2.1. Az esztergát tartalmazó csomagolóláda mozgatása... 6 2.2.
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv
 MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
MANFORD MF-B170 MANFORD MF-B180 MANFORD MF-B185 Alaplemezes marógép Gépkönyv NCT Ipari Elektronikai Kft. 1 / 32 Dátum:2013.06.14. 1. FEJEZET: BIZTONSÁGI UTASÍTÁSOK 1. A szerszámgép kizárólag fém munkadarabok
KIT BATTENTE. Felszerelési és használai kézikönyv
 KIT BATTENTE Felszerelési és használai kézikönyv 1 Szárnyas ajtó muködési terve 2. Leírás 3. Meghajtó motor 4. Ellenorzo egység 5. Adó, vevo fotócella 6. Antenna 7. Rádióvevo 8. Villogó fény 9. Automata
KIT BATTENTE Felszerelési és használai kézikönyv 1 Szárnyas ajtó muködési terve 2. Leírás 3. Meghajtó motor 4. Ellenorzo egység 5. Adó, vevo fotócella 6. Antenna 7. Rádióvevo 8. Villogó fény 9. Automata
NCT hosszesztergák mûködése
 NCT hosszesztergák mûködése A gép felépítése Csatornák: 2 csatorna. A két csatornát az S1 és S2 tokmányokhoz rendeljük. Elnevezésük: 1. csatorna: CS1 (Chuck S1) 2. csatorna: CS2 (Chuck S2) Tengelyek: 1.
NCT hosszesztergák mûködése A gép felépítése Csatornák: 2 csatorna. A két csatornát az S1 és S2 tokmányokhoz rendeljük. Elnevezésük: 1. csatorna: CS1 (Chuck S1) 2. csatorna: CS2 (Chuck S2) Tengelyek: 1.
MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel. Vezérlőpanel MT 100 13.
 Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium
 Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
Miskolci Egyetem, Műszaki Földtudományi Kar Nyersanyagelőkészítési és Környezeti. egyetemi tanár, intézetigazgató
 Budapest, 2009. november 6. Rakodógépek a hulladékkezelésben Miskolci Egyetem, Műszaki Földtudományi Kar Nyersanyagelőkészítési és Környezeti Eljárástechnikai á i Intézet Prof. Dr. CSŐKE BARNABÁS egyetemi
Budapest, 2009. november 6. Rakodógépek a hulladékkezelésben Miskolci Egyetem, Műszaki Földtudományi Kar Nyersanyagelőkészítési és Környezeti Eljárástechnikai á i Intézet Prof. Dr. CSŐKE BARNABÁS egyetemi
(11) Lajstromszám: E 008 506 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 008 506 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU00000806T2! (19) HU (11) Lajstromszám: E 008 06 (13) T2 MAGYAR KÖZTÁRSASÁG Szellemi Tulajdon Nemzeti Hivatala EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 82 (22) A bejelentés napja:
!HU00000806T2! (19) HU (11) Lajstromszám: E 008 06 (13) T2 MAGYAR KÖZTÁRSASÁG Szellemi Tulajdon Nemzeti Hivatala EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 82 (22) A bejelentés napja:
That s ] Oktatás a gyártás közben. ConCepT Turn 460. CNC oktatás ipari teljesítménnyel
![That s ] Oktatás a gyártás közben. ConCepT Turn 460. CNC oktatás ipari teljesítménnyel](/thumbs/39/19324625.jpg "That s ] Oktatás a gyártás közben. ConCepT Turn 460. CNC oktatás ipari teljesítménnyel") [ That s ] E[M]CONOMy: Oktatás a gyártás közben. ConCepT Turn 460 CNC oktatás ipari teljesítménnyel Concept TURN 460 Az újratervezésnek köszönhetően a Concept Turn 460 hidraulikus működtetésű, programozható
[ That s ] E[M]CONOMy: Oktatás a gyártás közben. ConCepT Turn 460 CNC oktatás ipari teljesítménnyel Concept TURN 460 Az újratervezésnek köszönhetően a Concept Turn 460 hidraulikus működtetésű, programozható
Ipari robotok megfogó szerkezetei
 ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
VESZÉLYES! 2.1. A biztonság mindig elsődleges szempont legyen a tengelykapcsoló beszerelése, működtetése és karbantartása során.
 (Oldal: 1 / 6) Az ATEX (Atmosphere Explosibles) megjelölés az új útmutatóhoz készült. Az ATEX ellenőriz valamennyi, a robbanásbiztos eszközök állapotára vonatkozó előírást. Modell száma Kategória Referencia
(Oldal: 1 / 6) Az ATEX (Atmosphere Explosibles) megjelölés az új útmutatóhoz készült. Az ATEX ellenőriz valamennyi, a robbanásbiztos eszközök állapotára vonatkozó előírást. Modell száma Kategória Referencia
GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 09 1000 00 00 2. A szakképesítés megnevezése: Gépi
GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 09 1000 00 00 2. A szakképesítés megnevezése: Gépi