A forgácsolás alapjai
|
|
|
- Zalán Biró
- 9 évvel ezelőtt
- Látták:
Átírás
1 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015.

2 FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT KIEGÉSZITI A TANKÖNYVBEN LEÍRTAKAT! FONTOS ÉS ELENGEDHETETLEN A TANKÖNYVEK HASZNÁLATA!

3 Felhasznált irodalom: Pápai Gábor.ppt prezentációja Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag ) BME Járműgyártás és Javítás Tanszék, Bp. Dr Igaz Jenő: Forgácsoló megmunkálás II.1 SZE, Győr oldalak és oldalak

4 A forgácsolás fogalma, folyamata és jellemzői Definíció: Éllel vagy élekkel mechanikai úton végzett forgács leválasztásával a nyers munkadarab előírt méretűre, alakúra, felületi érdességűre készítése. Anyag Energia A FORG. FOLYAMAT Információ Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

5 A forgácsolás folyamata és jellemzői Bemenő jellemzők A FORG. FOLYAMAT Kimenő jellemzők Rendszer jellemzők -gép -szerszám -készülék -nyersdarab -anyag -geom. Beállítási értékek -sebesség -előtolás -fogásmélység -hűtés útinformációk Folyamat jellemzők -erő, teljesítmény -hőmérséklet -rezgések -akusztikus emisszió Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( ) Folyamat eredménye -mdb. méret, alak -érdesség -felületi réteg -szerszám Kopás -szerszám -gép, készülék

6
7 Forgácsolási technológiák Ismert az élek száma és geometriája. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

8 Forgácsolási technológiák Az élek száma és geometriája nem ismert. Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

9 Forgácsolási alapfogalmak

10 A technológiai folyamat modellje Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

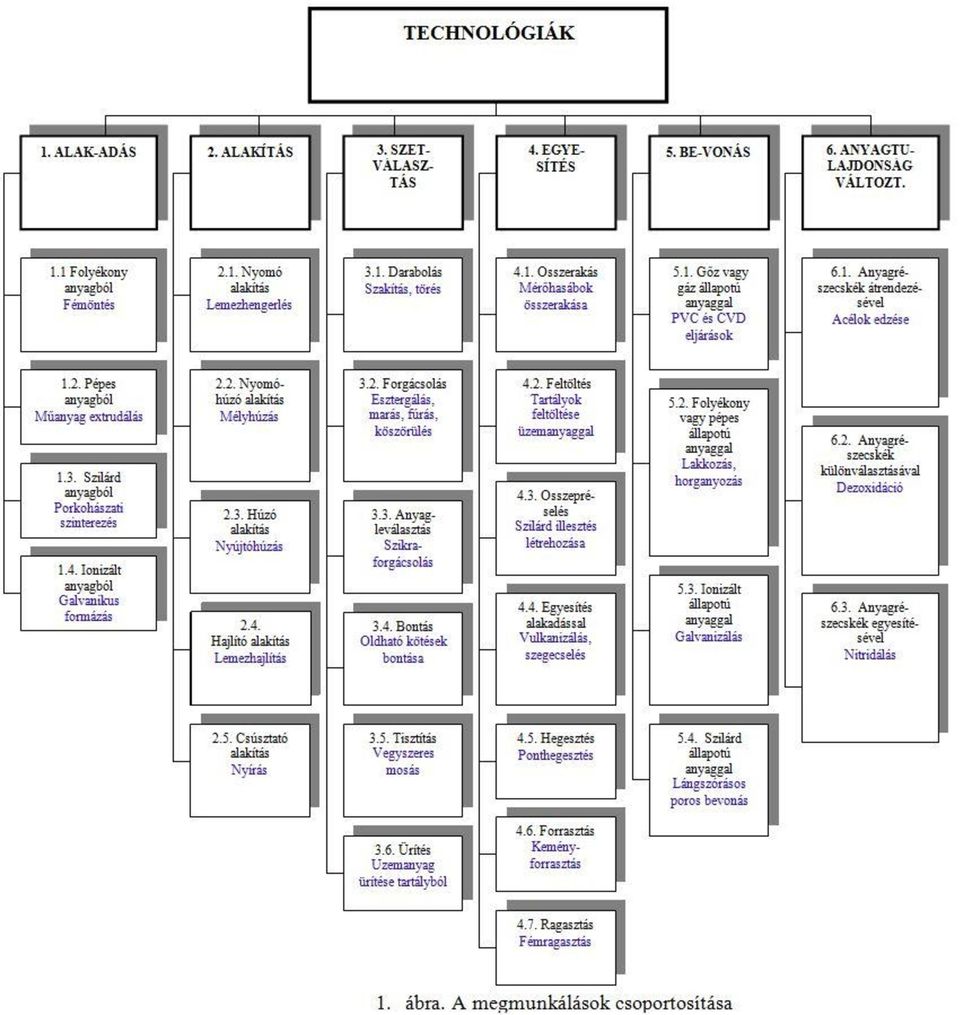
11 Alakadó technológiák Elsődleges: (melegalakítás) - nyersvas gyártás - öntöttvas gyártás - acél gyártás Másodlagos: (melegalakítás) - öntés - kovácsolás - meleg hengerlés - melegen húzás Harmadlagos: (hidegalakítás) - hideg hengerlés - folyatás - redukálás - zömítés Negyedleges: - forgácsolás Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

12 Egy termék kialakulási folyamata Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

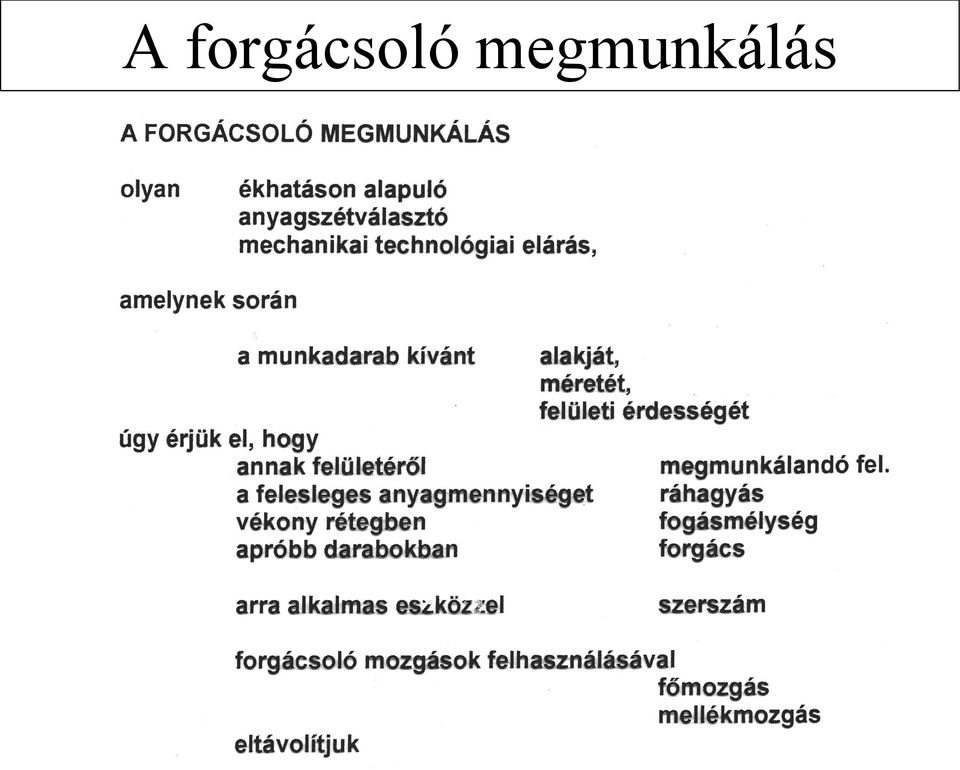
13 A forgácsoló megmunkálás
14 A forgácsolás alapvető tényezői Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

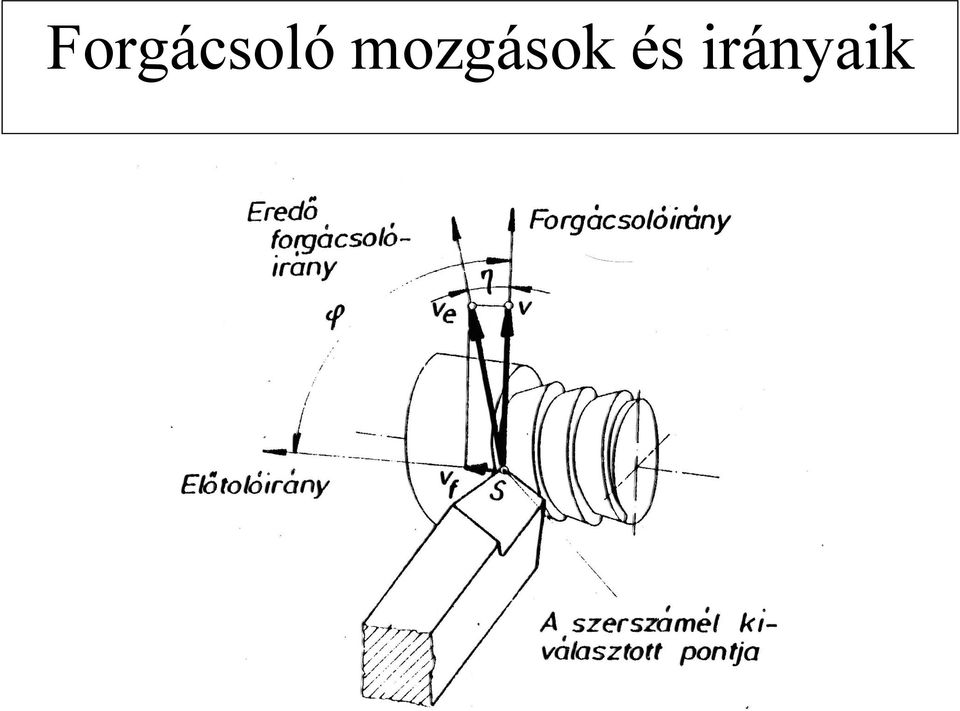
15 Forgácsoló mozgások és irányaik
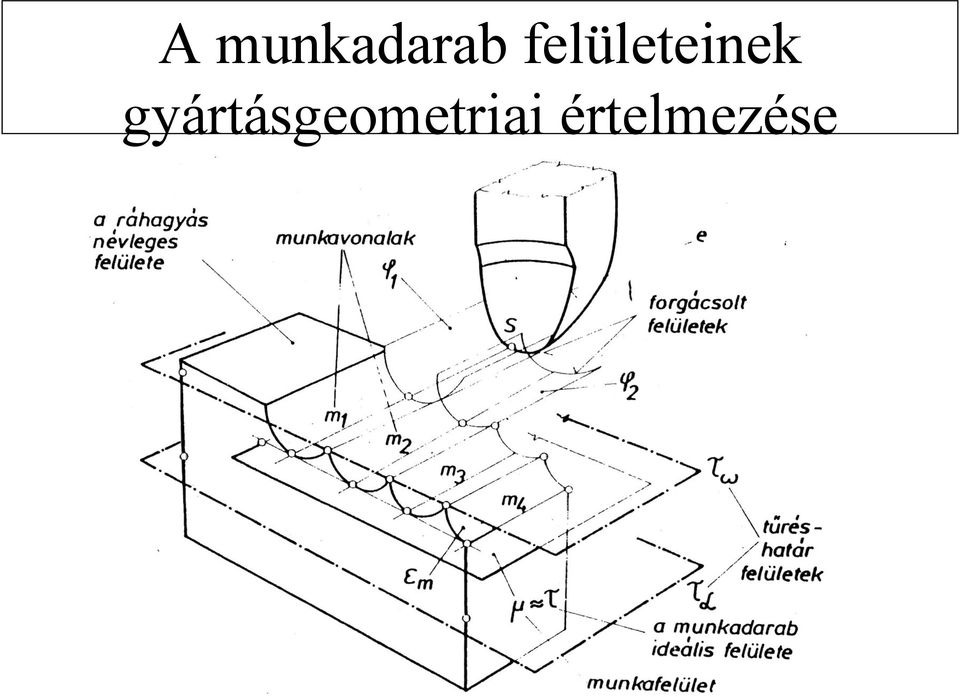
16 A munkadarab felületeinek gyártásgeometriai értelmezése
17 A súrolt és burkolt forgácsolt felület fogalma Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

18 Hosszesztergálás Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )

19 Elméleti forgácskeresztmetszet Jelölések: Ac elméleti forgácskeresztemetszet Elméleti forgácsméretek: forgácsszélesség (b) közepes fogácsvastagság (h) s előtolás a fogásmélység
 s előtolás a")
20 Forgácsoló megmunkálások Esztergálás változatai:

21 Fúrás Forgácsoló megmunkálások
22 Forgácsoló megmunkálások Gyalulás, Vésés
23 Üregelés Forgácsoló megmunkálások
24 Forgácsoló megmunkálások Marás változatai:
25 Forgácsoló megmunkálások Síkköszörülés változatai
26 Forgácsoló megmunkálások Palástköszörülés változatai
27 Forgácsoló megmunkálások Furatköszörülés változatai
28 A FORGÁCSKÉPZŐDÉS FOLYAMATA
29 A FORGÁCSKÉPZŐDÉS EGY KÉPLÉKENY- ALAKÍTÁSI FOLYAMAT, AMELY ANYAGSZAKADÁSSAL ZÁRUL. AZ ANYAGRÉSZECSKÉK EGY MEGHATÁROZOTT SÍKBAN EGYMÁSON ELCSÚSZNAK, AZ ANYAG NYÍRÓDIK.
30 Szabadforgácsolási modellek

31 A forgácstő vizsgálata A forgácstőnél lezajló folyamatok: 1: elsődleges nyírási zóna 2: szekunder nyírási zóna 3: szakadás 4: súrlódás háton 5: rugalmas alakváltozás
32 forrás: König-Klocke
33 A FORGÁCSKÉPZŐDÉS 1 FORGÁCS- KÉPZŐDÉS FÁZISAI SZÍVÓS MDB ANYAG ESETÉN 2 forrás: Dudás I.: Gépgyártástechnológia I.
34 A FORGÁCSKÉPZŐDÉS (folytatás) forrás: Dudás I.: Gépgyártástechnológia I.
35 A FORGÁCSKÉPZŐDÉS A MUNKADARAB ELEMI RÉSZEINEK EGYMÁSTÓL VALÓ ELCSÚSZÁSA A FORGÁCSBAN
36 A FORGÁCSKÉPZŐDÉS
37 MAGYARÁZAT A videón a forgácsleválasztás folyamata látható szabadforgácsolással. A szerszám bevonatos és bevonat nélküli gyorsacél. A munkadarab anyaga ötvözetlen szerkezeti acél. A bevonat nélküli szerszámra a forgács feltapad, élrátét képződik. A bevonatos szerszám alkalmazásakor ez a jelenség nem tapasztalható. A forgácsleválasztás folyamata Film10- A_forgacslevalasztas_fo lyamata.wmv Forrás: Balzers GmbH
38 Befolyásoló tényezők: Erő nagysága Erőhatás sebessége Terhelés időtartama Hőmérséklet
39 Forgácstő alakváltozásai h1 leváló forgács vastagsága h leválasztandó forg. Vast. Irányvonal hajlásszöge A forgácsképződési zóna legyezőszerű elhelyezkedése Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )
40 A FORGÁCSKÉPZŐDÉS (szabadforgácsolás) V Φ ELCSÚSZÁSI SÍK SZÖGE tg Φ = h h 1 Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( )
41 A FORGÁCSKÉPZŐDÉS (szabadforgácsolás) γ h tg Φ = b-a b = h 1 cosγ a=h tgγ h h h cosγ tg Φ = = = b-a h 1 - h tgγ h 1 - h sinγ cosγ ALAKVÁLTOZÁSI TÉNYEZŐ: ξ = ξ>1 h 1 h ξ=1 BELSŐ ALAKVÁLTOZÁS cosγ tg Φ = h = 1 - sinγ h cosγ ξ - sinγ
42 Forgács rétegeinek sebességei
43 FORGÁCSOLÓERŐ A FORGÁCSKÉPZŐDÉS SZÁMÍTÓGÉPES SZIMULÁCIÓ
44 Élsisak keletkezése A szerszám éle előtt a forgácstő anyagából egy kemény anyagrész képződik.
45 Élsisak/élrátét keletkezése Oka: a szerszám élénél fellépő nagy nyomóerő, jelentős súrlódás és a keletkező hő. Keletkezése megváltoztatja a forgácsolási viszonyokat Elkerülhető : - deformáció - súrlódás - hőmérséklet } csökkentésével
46 ÉLSISAK/ÉLRÁTÉT Az élsisak/élrátét növekszik és a forgácsolt felület felé terjed. Alakja, nagysága folyamatosan változik.
47 Élsisak/álrátét keletkezésének kapcsolata a forgácsolási sebességgel
48 ÉLSISAK/ÉLRÁTÉT Élsisak/élrátét mikroszkópi képe
49 FORGÁCSKÉPZŐDÉS RIDEG ANYAGNÁL REPEDÉS Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( )
50 Forgácsfajták, forgácstörés pl.: öntöttvas pl.: rozsdamentes acél pl.: szerkezeti acél, alumínium Fő forgácsfajták
51 Köszönöm a figyelmet!!!
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Gépgyártástechnológia alapjai 2013/14 I. félév
 Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Forgácsoló megmunkálások áttekintése 1.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Az elektromágneses anyagvizsgálat alapjai
 BME, Anyagtudomány és Technológia Tanszék Az elektromágneses anyagvizsgálat alapjai Dr. Mészáros István Habilitációs előadás BME 216. március 3. 1 B = µ H Mágneses tér anyag kölcsönhatás B = µ µ r H =
BME, Anyagtudomány és Technológia Tanszék Az elektromágneses anyagvizsgálat alapjai Dr. Mészáros István Habilitációs előadás BME 216. március 3. 1 B = µ H Mágneses tér anyag kölcsönhatás B = µ µ r H =
511 EGYOLDALT SÜLLYESZTETT KORONGOK
 511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs [email protected] Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs [email protected] Külsı hengeres felületek megmunkálása Gépipari
GÉPSZERKEZETTAN - TERVEZÉS. Csigahajtások
 GÉPSZERKEZETTAN - TERVEZÉS Csigahajtások Konstrukció (felsőcsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 2 Konstrukció (alsócsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 3 Műszaki jellemzők
GÉPSZERKEZETTAN - TERVEZÉS Csigahajtások Konstrukció (felsőcsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 2 Konstrukció (alsócsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 3 Műszaki jellemzők
EGYENES KORONGOK átmérő D < 50,8 mm
 361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs [email protected] Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs [email protected] Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
HIGH POWER HAI-TECH. Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa.
 INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2010.08.29. Termék HOGYAN GYÁRTANI HOGYAN TERVEZNI. Megtervezni a termék gyártási folyamatát, valamint a szükséges dokumentációk elıállítása.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
Információtartalom vázlata
 2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
A budavári Nagy Labirintus Mamutfogas termének állékonyságvizsgálata. A budavári Nagy Labirintus Mamutfogas
 Készítette: Karay Gyöngyi MSc építőmérnök hallgató.. Konzulensek: Dr. Görög Péter Építőanyagok és Mérnökgeológia Tanszék Dr. Hajnal Géza Vízépítési és Vízgazdálkodási Tanszék 1 Az előadás tartalma A probléma
Készítette: Karay Gyöngyi MSc építőmérnök hallgató.. Konzulensek: Dr. Görög Péter Építőanyagok és Mérnökgeológia Tanszék Dr. Hajnal Géza Vízépítési és Vízgazdálkodási Tanszék 1 Az előadás tartalma A probléma
Anyagszerkezet és vizsgálat. 3. Előadás
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 3. Előadás Dr. Hargitai Hajnalka (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Tematika Színfémek
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 3. Előadás Dr. Hargitai Hajnalka (Csizmazia Ferencné dr. előadásanyagai alapján) 1 Tematika Színfémek
Különleges technológiák
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2009/10. Rácshibák. Dr. Mészáros István Dr. Reé András. Az előadás fő pontjai
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2009/10 Rácshibák Dr. Mészáros István Dr. Reé András 1 Az előadás fő pontjai A rácshibák jelentősége Pontszerű (0 méretű) hibák Vonalszerű hibák (1 méretű),
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2009/10 Rácshibák Dr. Mészáros István Dr. Reé András 1 Az előadás fő pontjai A rácshibák jelentősége Pontszerű (0 méretű) hibák Vonalszerű hibák (1 méretű),
Az ömlesztő hegesztési eljárások típusai, jellemzése A volfrámelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a volfrámelektródás semleges védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a volfrámelektródás semleges védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét!
A Hozzárendelési feladat megoldása Magyar-módszerrel
 A Hozzárendelési feladat megoldása Magyar-módszerrel Virtuális vállalat 2013-2014/1. félév 3. gyakorlat Dr. Kulcsár Gyula A Hozzárendelési feladat Adott meghatározott számú gép és ugyanannyi független
A Hozzárendelési feladat megoldása Magyar-módszerrel Virtuális vállalat 2013-2014/1. félév 3. gyakorlat Dr. Kulcsár Gyula A Hozzárendelési feladat Adott meghatározott számú gép és ugyanannyi független
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Reológia 2. Bányai István DE Kolloid- és Környezetkémiai Tanszék
 Reológia 2 Bányai István DE Kolloid- és Környezetkémiai Tanszék Mérése nyomásesés áramlásra p 1 p 2 v=0 folyás csőben z r p 1 p 2 v max I V 1 p p t 8 l 1 2 r 2 x Höppler-típusú viszkoziméter v 2g 9 2 testgömb
Reológia 2 Bányai István DE Kolloid- és Környezetkémiai Tanszék Mérése nyomásesés áramlásra p 1 p 2 v=0 folyás csőben z r p 1 p 2 v max I V 1 p p t 8 l 1 2 r 2 x Höppler-típusú viszkoziméter v 2g 9 2 testgömb
Kilökı rendszer funkciója. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Kilökı rendszerek
 Dr. Mikó Balázs [email protected] Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Dr. Mikó Balázs [email protected] Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Összefüggő szakmai gyakorlat
 Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Kerámiaipari kisgépek és berendezések
 Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
Szellőző rács. Méretek. Leírás
 Szellőző rács B Méretek B+/A+ B-/A- Leírás A B négyszögletes alumínium rács, fix vízszintes lamellákkal. A B befúvásra és elszívásra egyaránt használható. Standard rugós kivitelben szállítjuk a VBA és
Szellőző rács B Méretek B+/A+ B-/A- Leírás A B négyszögletes alumínium rács, fix vízszintes lamellákkal. A B befúvásra és elszívásra egyaránt használható. Standard rugós kivitelben szállítjuk a VBA és
Öntészeti Technológiák II.
 Öntészeti Technológiák II. BSc levelező képzés Fémelőállítási és Öntészeti Szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI ÉS ÖNTÉSZETI INTÉZET Miskolc,
Öntészeti Technológiák II. BSc levelező képzés Fémelőállítási és Öntészeti Szakirány TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI ÉS ÖNTÉSZETI INTÉZET Miskolc,
Kereskedelmi ismeretek
 Kereskedelmi ismeretek 1.a. A szükségletek fogalma, csoportosítása. A szükségletek és a gazdálkodás kapcsolata. b. Munkakörök a hulladékfelvásárló egységekben, a boltvezető/telepvezető legfontosabb feladatai.
Kereskedelmi ismeretek 1.a. A szükségletek fogalma, csoportosítása. A szükségletek és a gazdálkodás kapcsolata. b. Munkakörök a hulladékfelvásárló egységekben, a boltvezető/telepvezető legfontosabb feladatai.
Akkumulátoros vágószerszám
 Akkumulátoros vágószerszám Használati útmutató Akkumulátoros kábelvágó AS-52ACSR Cikkszám 216436 Video 216436 megoldások, melyek meggyőzik 1. Műszaki adatok: Felhasználási terület: Biztonság: Garancia:
Akkumulátoros vágószerszám Használati útmutató Akkumulátoros kábelvágó AS-52ACSR Cikkszám 216436 Video 216436 megoldások, melyek meggyőzik 1. Műszaki adatok: Felhasználási terület: Biztonság: Garancia:
Anyagismeret és technológia
 Anyagismeret és technológia 1. tétel: a. Ismertesse a színfémek és az ötvözetek jellegzetes tulajdonságait! A színfém fogalma, jellegzetes tulajdonságai Az ötvözet fogalma, az ötvözés célja, módszerei,
Anyagismeret és technológia 1. tétel: a. Ismertesse a színfémek és az ötvözetek jellegzetes tulajdonságait! A színfém fogalma, jellegzetes tulajdonságai Az ötvözet fogalma, az ötvözés célja, módszerei,
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
Az ATT oktatási és kutatási tevékenysége
 Az ATT oktatási és kutatási tevékenysége 2012 Anyagtudomány és Technológia Tanszék Alapítva 1889 MT épület 2 1 Az ATT oktatási tevékenysége BSc képzés Gépészmérnöki Szak Alaptárgyak: Anyagszerkezettan
Az ATT oktatási és kutatási tevékenysége 2012 Anyagtudomány és Technológia Tanszék Alapítva 1889 MT épület 2 1 Az ATT oktatási tevékenysége BSc képzés Gépészmérnöki Szak Alaptárgyak: Anyagszerkezettan
Pozitron-emissziós tomográf (PET) mire való és hogyan működik?
 mire való és hogyan működik?") Pozitron-emissziós tomográf (PET) mire való és hogyan működik? Major Péter Atomoktól csillagokig, 2011. nov. 10. Vázlat Mi az hogy Tomográf? (fajták, képek) Milyen tomográfok vannak, miért van ennyi? Milyen
Pozitron-emissziós tomográf (PET) mire való és hogyan működik? Major Péter Atomoktól csillagokig, 2011. nov. 10. Vázlat Mi az hogy Tomográf? (fajták, képek) Milyen tomográfok vannak, miért van ennyi? Milyen
31 525 03 1000 00 00 Karosszérialakatos Karosszérialakatos
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Leágazó idomok. Leágazó idomok
 Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Vasúti pálya függőleges elmozdulásának vizsgálata
 BUDAPESTI M Ű S Z A K I É S G A Z D A S Á G T U D O M Á N Y I E G Y E T E M É p í t ő m é r n ö k i K a r Á l t a l á n o s - é s F e l s ő g e o d é z i a Ta n s z é k F o t o g r a m m e t r i a é s
BUDAPESTI M Ű S Z A K I É S G A Z D A S Á G T U D O M Á N Y I E G Y E T E M É p í t ő m é r n ö k i K a r Á l t a l á n o s - é s F e l s ő g e o d é z i a Ta n s z é k F o t o g r a m m e t r i a é s
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h)
") ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
A felülvizsgálat menete
 A felülvizsgálat menete Az egyéni védőfelszerelés felülvizsgálata A használat előtti és utáni felülvizsgálaton kívül szükséges az egyéni védőfelszerelés rendszeres alapos felülvizsgálata, melyet kompetens
A felülvizsgálat menete Az egyéni védőfelszerelés felülvizsgálata A használat előtti és utáni felülvizsgálaton kívül szükséges az egyéni védőfelszerelés rendszeres alapos felülvizsgálata, melyet kompetens
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
Faipari és építőipari fúrók, gépi vésők
 Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
Gazdálkodási modul. Gazdaságtudományi ismeretek II.
 Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
MSZ EN 60947-2 MSZ EN 60898-1
 ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,
ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,
Használati utasítás BENCH ADJUST PAD
 Használati utasítás BENCH ADJUST PAD A JÓTÁLLÁSÉRT ÉS A SZERVIZÉRT FELEL: Insportlike kft, Kossuth Lajos utca 65, Esztergom www.insportline.hu tel/fax: +36 3331 3242 1 Köszönjük, hogy termékünk megvásárlása
Használati utasítás BENCH ADJUST PAD A JÓTÁLLÁSÉRT ÉS A SZERVIZÉRT FELEL: Insportlike kft, Kossuth Lajos utca 65, Esztergom www.insportline.hu tel/fax: +36 3331 3242 1 Köszönjük, hogy termékünk megvásárlása
Polimerek esztergálásánál fellép" forgácsoló er" vizsgálata
 M!anyag-feldolgozás Polimerek esztergálásánál fellép" forgácsoló er" vizsgálata Dr. Keresztes Róbert * egyetemi adjunktus, Fledrich Gellért * tudományos munkatárs, Dr. Kalácska Gábor * egyetemi tanár,
M!anyag-feldolgozás Polimerek esztergálásánál fellép" forgácsoló er" vizsgálata Dr. Keresztes Róbert * egyetemi adjunktus, Fledrich Gellért * tudományos munkatárs, Dr. Kalácska Gábor * egyetemi tanár,
12. fejezet. Fel- és lenyíló vasalatok
 12. fejezet Fel- és lenyíló vasalatok 12.2 n Tartalomjegyzék 12.3 Free Flap pánt nélküli felnyíló vasalat 12.4 Free Up ajtó síkjával párhuzamosan felnyíló vasalat 12.5 Free Fold vízszintes harmonika felnyíló
12. fejezet Fel- és lenyíló vasalatok 12.2 n Tartalomjegyzék 12.3 Free Flap pánt nélküli felnyíló vasalat 12.4 Free Up ajtó síkjával párhuzamosan felnyíló vasalat 12.5 Free Fold vízszintes harmonika felnyíló
Beszállítói kooperációs börze fémipari megmunkálás, gépipar. Cégprofilok
 Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Szóbeli vizsgatantárgyak. Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 31 5246 05/V
 Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse a metallurgiai
Szóbeli vizsgatantárgyak Szakmai ismeretek Anyag- és gyártásismeret Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Szakmai ismeretek tantárgy szóbeli vizsgatételei 1. a. Ismertesse a metallurgiai
A motortól a kész járműig A haladás technikája (2015. február) Motorgyártás, mechanikus megmunkálás
 Motorgyártás, mechanikus megmunkálás") (2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
(2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL. Komplex szakmai vizsga Gyakorlati vizsgatevékenység
 NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Szakképesítés száma, megnevezése: 32 525 01 Gumiabroncs-javító és kerékkiegyensúlyozó Gyakorlati vizsgatevékenység
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Szakképesítés száma, megnevezése: 32 525 01 Gumiabroncs-javító és kerékkiegyensúlyozó Gyakorlati vizsgatevékenység
Növelhető-e a hazai szélerőmű kapacitás energiatárolás alkalmazása esetén?
 Növelhető-e a hazai szélerőmű kapacitás energiatárolás alkalmazása esetén? Okos hálózatok, okos mérés konferencia Magyar Regula 2012 2012. március 21. Hartmann Bálint, Dr. Dán András Villamos Energetika
Növelhető-e a hazai szélerőmű kapacitás energiatárolás alkalmazása esetén? Okos hálózatok, okos mérés konferencia Magyar Regula 2012 2012. március 21. Hartmann Bálint, Dr. Dán András Villamos Energetika
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
AKCIÓ 2016. Hűtéstechnika. Electrolux MORE SPEED. A hűtőszekrények nem egyformák
 AKCIÓ 2016 Electrolux Hűtéstechnika MORE SPEED FOR YOUR BUSINESS A hűtőszekrények nem egyformák Ha az alábbi jellemzőket keresi: - NAGYOBB KAPACITÁS - EGYSZERŰ TISZTÍTHATÓSÁG - NAGYOBB HATÉKONYSÁG - NAGYOBB
AKCIÓ 2016 Electrolux Hűtéstechnika MORE SPEED FOR YOUR BUSINESS A hűtőszekrények nem egyformák Ha az alábbi jellemzőket keresi: - NAGYOBB KAPACITÁS - EGYSZERŰ TISZTÍTHATÓSÁG - NAGYOBB HATÉKONYSÁG - NAGYOBB
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS
 A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE
 BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Ismertesse a nyomás, a hőmérséklet, a mechanikai feszültség, a szilárdság és az idő SI mértékrendszer szerinti mértékegységét! 2.) Melyek azon fizikai, kémiai és termikus jellemzők,
HEGESZTÉSI SZAKISMERET 1.) Ismertesse a nyomás, a hőmérséklet, a mechanikai feszültség, a szilárdság és az idő SI mértékrendszer szerinti mértékegységét! 2.) Melyek azon fizikai, kémiai és termikus jellemzők,
31 521 09 0100 31 02 Fogazó Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Témák 2013/14/2. Dr. Ruszinkó Endre, egyetemi docens
 Témák 2013/14/2 Dr. Ruszinkó Endre, egyetemi docens 1. A V6 Otto motorok gyártása során fellépő hibatípusok elemzése 2. Szelepgyűrű megmunkálás optimális folyamatának kidolgozása 3. Szerszámcsere folyamatának
Témák 2013/14/2 Dr. Ruszinkó Endre, egyetemi docens 1. A V6 Otto motorok gyártása során fellépő hibatípusok elemzése 2. Szelepgyűrű megmunkálás optimális folyamatának kidolgozása 3. Szerszámcsere folyamatának
Henger körüli áramlás. Henger körüli áramlás. Henger körüli áramlás 2015.03.02. ρ 2. R z. R z = 2 2. c A. = 4c. c p. = 2c. y/r 1.5.
 5.3.. Henger körüli áramlás y/r.5.5.5 x/r.5 3 3 R w z + z R R iϑ e r R R z ( os ϑ + i sin ϑ ) Henger körüli áramlás ( os ϑ i sin ϑ ) r R + [ ϑ + sin ϑ ] ( ) ( os ) r R r R os ϑ + os ϑ + sin ϑ 444 3 r R
5.3.. Henger körüli áramlás y/r.5.5.5 x/r.5 3 3 R w z + z R R iϑ e r R R z ( os ϑ + i sin ϑ ) Henger körüli áramlás ( os ϑ i sin ϑ ) r R + [ ϑ + sin ϑ ] ( ) ( os ) r R r R os ϑ + os ϑ + sin ϑ 444 3 r R
Gépgyártástechnológiai technikus. 54 521 01 0000 00 00 Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
Energia-megtakarítás és jobb komfortérzet HŐSZIGETELÉSSEL
 Energia-megtakarítás és jobb komfortérzet HŐSZIGETELÉSSEL Szatmári Zoltán alkalmazástechnikai mérnök-tanácsadó λ=0,038 W/mK BACHL Nikecell EPS 80H λ=0,036 W/mK kőzetgyapot min. 90Kg/m 3 λ=0,031 W/mK BACHL
Energia-megtakarítás és jobb komfortérzet HŐSZIGETELÉSSEL Szatmári Zoltán alkalmazástechnikai mérnök-tanácsadó λ=0,038 W/mK BACHL Nikecell EPS 80H λ=0,036 W/mK kőzetgyapot min. 90Kg/m 3 λ=0,031 W/mK BACHL
GENERÁTOR FORGÓRÉSZ ELLENŐRZÉS A FLUXUS SZONDA FELÉPÍTÉSE, MŰKÖDÉSE
 GENERÁTOR FORGÓRÉSZ ELLENŐRZÉS A FLUXUS SZONDA FELÉPÍTÉSE, MŰKÖDÉSE Készítette: Ács György RTO FORRÁS: FLUXUS SZONDA ÉS ALKALMAZÁSA KTT MÉRNÖKI IRODA 11SP mérési eredményei A forgórész menetzárlat okozta
GENERÁTOR FORGÓRÉSZ ELLENŐRZÉS A FLUXUS SZONDA FELÉPÍTÉSE, MŰKÖDÉSE Készítette: Ács György RTO FORRÁS: FLUXUS SZONDA ÉS ALKALMAZÁSA KTT MÉRNÖKI IRODA 11SP mérési eredményei A forgórész menetzárlat okozta
2009.11.12 ECO-LOG-ING. Simon László
 EGY MAGYARORSZÁGI ÉLELMISZERGYÁRTÓ ÜZEM TERMELÉSÉNEK ÉS TERMELÉS- KISZOLGÁLÁSÁNAK SZIMULÁCIÓS VIZSGÁLATA, TAPASZTALATAI 2009.11.12 ECO-LOG-ING Simon László AZ ELŐADÁS VÁZLATA Pár szó a modellezésről Az
EGY MAGYARORSZÁGI ÉLELMISZERGYÁRTÓ ÜZEM TERMELÉSÉNEK ÉS TERMELÉS- KISZOLGÁLÁSÁNAK SZIMULÁCIÓS VIZSGÁLATA, TAPASZTALATAI 2009.11.12 ECO-LOG-ING Simon László AZ ELŐADÁS VÁZLATA Pár szó a modellezésről Az
Professzionális szerszámok és segédeszközök fóliázáshoz és dekorációhoz
 1 Professzionális szerszámok és segédeszközök fóliázáshoz és dekorációhoz A szakszerű épület és járműfóliázás elengedhetetlen feltétele a megfelelő szerszámok használata. Cégünk ezen eszközök és kiegészítők
1 Professzionális szerszámok és segédeszközök fóliázáshoz és dekorációhoz A szakszerű épület és járműfóliázás elengedhetetlen feltétele a megfelelő szerszámok használata. Cégünk ezen eszközök és kiegészítők
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL. Komplex szakmai vizsga Gyakorlati vizsgatevékenység
 NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Gyakorlati vizsgatevékenység időtartama: 60 perc A vizsgafeladat értékelési súlyaránya: 10 % B) Vizsgafeladat
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Gyakorlati vizsgatevékenység időtartama: 60 perc A vizsgafeladat értékelési súlyaránya: 10 % B) Vizsgafeladat
Épületgépészeti csőhálózat- és berendezés-szerelő 4. 31 582 09 0010 31 04 Vízvezeték- és vízkészülékszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
VASÚTI PÁLYA DINAMIKÁJA
 VASÚTI PÁLYA DINAMIKÁJA Dynamics of the railway track Liegner Nándor BME Út és Vasútépítési Tanszék A vasúti felépítmény szerkezeti elemeiben ébredő igénybevételek A Zimmermann Eisenmann elmélet alapján
VASÚTI PÁLYA DINAMIKÁJA Dynamics of the railway track Liegner Nándor BME Út és Vasútépítési Tanszék A vasúti felépítmény szerkezeti elemeiben ébredő igénybevételek A Zimmermann Eisenmann elmélet alapján
Kombinatorika. 9. előadás. Farkas István. DE ATC Gazdaságelemzési és Statisztikai Tanszék. Kombinatorika p. 1/
 Kombinatorika 9. előadás Farkas István DE ATC Gazdaságelemzési és Statisztikai Tanszék Kombinatorika p. 1/ Permutáció Definíció. Adott n különböző elem. Az elemek egy meghatározott sorrendjét az adott
Kombinatorika 9. előadás Farkas István DE ATC Gazdaságelemzési és Statisztikai Tanszék Kombinatorika p. 1/ Permutáció Definíció. Adott n különböző elem. Az elemek egy meghatározott sorrendjét az adott
14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek. 2016.06.02. TSZVSZ - Tűzvédelmi Szakmai Napok Marlovits Gábor
 + 14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek Fogalmak CPR, OTÉK, OTSZ, összes kiadott TvMI, tűzvédelmi törvény (1996. évi XXXI.), társasházi törvény (2003. évi CXXXIII.) 544 sor Fogalmak
+ 14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek Fogalmak CPR, OTÉK, OTSZ, összes kiadott TvMI, tűzvédelmi törvény (1996. évi XXXI.), társasházi törvény (2003. évi CXXXIII.) 544 sor Fogalmak
Homlokzati tűzterjedés vizsgálati módszere
 Homlokzati tűzterjedés vizsgálati módszere Siófok 2008. április 17. Dr. Bánky Tamás Nyílásos homlokzatok esetén a tűzterjedési gát kritériumait nem kielégítő homlokzati megoldásoknál továbbá nyílásos homlokzatokon
Homlokzati tűzterjedés vizsgálati módszere Siófok 2008. április 17. Dr. Bánky Tamás Nyílásos homlokzatok esetén a tűzterjedési gát kritériumait nem kielégítő homlokzati megoldásoknál továbbá nyílásos homlokzatokon
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected]
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected] 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected] 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
Vektoralgebrai feladatok
 Vektoralgebrai feladatok 1. Vektorok összeadása és szorzatai, azok alkalmazása 1.1 a) Írja fel a és vektorokat az és átlóvektorok segítségével! b) Milyen hosszú az + ha =1? 1.2 Fejezze ki az alábbi vektorokat
Vektoralgebrai feladatok 1. Vektorok összeadása és szorzatai, azok alkalmazása 1.1 a) Írja fel a és vektorokat az és átlóvektorok segítségével! b) Milyen hosszú az + ha =1? 1.2 Fejezze ki az alábbi vektorokat
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET. 10103-12 Mázolási munkák fa-, fal-, fém
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10103-12 Mázolási munkák fa-, fal-, fém és speciális felületeken tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen,
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10103-12 Mázolási munkák fa-, fal-, fém és speciális felületeken tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038 Leleményesen,