Különleges technológiák
|
|
|
- Anna Pintér
- 9 évvel ezelőtt
- Látták:
Átírás
1 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1
 szak Különleges technológiák Előadás")
2 SZÉCHENYI ISTVÁN EGYETEM GYŐR Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás 3. Ultrapreciziós megmunkálás 4. Nagysebességű forgácsolás 5. Minimálkenés, szárazforgácsolás 6. Keménymegmunkálás 2

3 Különleges technológiák Mikor alkalmaznak különleges technológiákat? Ha a megmunkált anyag keménysége, szilárdsága túlzottan nagy, Ha a munkadarab túlságosan rugalmas, vagy karcsú ahhoz, hogy elviselje a forgácsolás közben fellépő erőket, Ha összetett, bonyolult alakzatot kell megmunkálni (külső, belső felület), Ha nem megengedett jelentősebb hő keletkezése, illetve a felületi hőmérséklet megnövekedése, Ha nem keletkezhet maradó feszültség, Ha a felületi minőség nem biztosítható, Ha a pontosság nem kielégítő 3

4 Különleges technológiák: Különleges technológiák Azok az anyagleválasztási eljárások, amelyek fizikai elvükben, vagy lényeges folyamatjellemzőkben eltérnek a hagyományos anyagleválasztási eljárásoktól 4

5 Különleges technológiák Különleges anyagleválasztási eljárások: Az anyagrészecskéket nem mechanikus úton választják le. Az anyagleválasztási elv szerint lehetnek: termikus kémiai elektrokémiai eljárások 5

6 Dr. Pintér József főiskolai docens Széchenyi István Egyetem Anyagismereti és Járműgyártási Tanszékcím: 9026 Győr, Egyetem tér 1.tel: Különleges technológiák Termikus anyagleválasztási eljárások Két nagy csoportba oszthatók: Elektromos áram termikus hatását kihasználó eljárások szikraforgácsolás Sugaras megmunkálások: jól koncentrálható nagy energiasűrűségű sugár végzi a megmunkálást lézersugaras, elektronsugaras, ionsugaras megmunkálások 6

7 Dr. Pintér József főiskolai docens Széchenyi István Egyetem Anyagismereti és Járműgyártási Tanszékcím: 9026 Győr, Egyetem tér 1.tel: Különleges technológiák Kémiai megmunkálások A marandó munkadarab és a marószer között lejátszódó vegyi reakciókon alapulnak. Az anyagleválasztás közvetlenül a marószer és a munkadarab kölcsönhatásában történik, nincs szükség semmilyen áramforrásra. Eljárások: Maratás Kémiai polírozás 7

8 Dr. Pintér József főiskolai docens Széchenyi István Egyetem Anyagismereti és Járműgyártási Tanszékcím: 9026 Győr, Egyetem tér 1.tel: Különleges technológiák Elektrokémiai megmunkálások ECM (Electrochemical Machining) Az eljárás az elektromos áram vegyi hatásán alapul. Csoportosításuk: Elektrokémiai süllyesztés Elektrokémiai köszörülés Elektrokémiai polírozás Elektrokémiai sorjátlanítás 8

9 Szikraforgácsolás EDM Szikraforgácsolás EDM (Electro-Discharge Machining) Az elektromos áram roncsoló hatásán alapszik Az egyenfeszültségre kapcsolt villamos vezető elektródokat (szerszám és munkadarab) dilektrikumba (munkafolyadék) merítenek Az elektródák között kisülés sorozatokat hoznak létre 9
 merítenek Az elektródák között kisülés sorozatokat hoznak")
10 Szikraforgácsolás EDM Történelmi áttekintés 1. az elektromos kisülés eróziós hatását 1770-ben fedezték fel primitív EDM gépek ( , vibráló elektródok, relaxáló áramkörök, szervokontroller) a II. világháború idején terjedt el a fegyvergyártásnál alkalmazva szükséges különleges keménységű anyagok megmunkáló módszere (impulzus generátor, X-Y-Z irányú mozgatás) EDM szabadalom: 1943., Lazarenko-testvérek WEDM szabadalom: 1945., Perfilev és Bauer 10

11 Szikraforgácsolás EDM Történelmi áttekintés 2. az első szerszám és gépgyártásban alkalmazható berendezést az Erosimat C gépet Magyarországon fejlesztették ki, ami 1958-ban elnyerte a Brüsszeli Világkiállítás Nagydíját as évek: független impulzus-generátorok körül javítják a mechanikát, az öblítést, a vezérlést (CNC), az elektronikát használható WEDM megmunkáló gép 11

12 Szikraforgácsolás EDM Elvi vázlat Jellegzetes szikra-forgácsolt alkatrészek Előtolómű 12

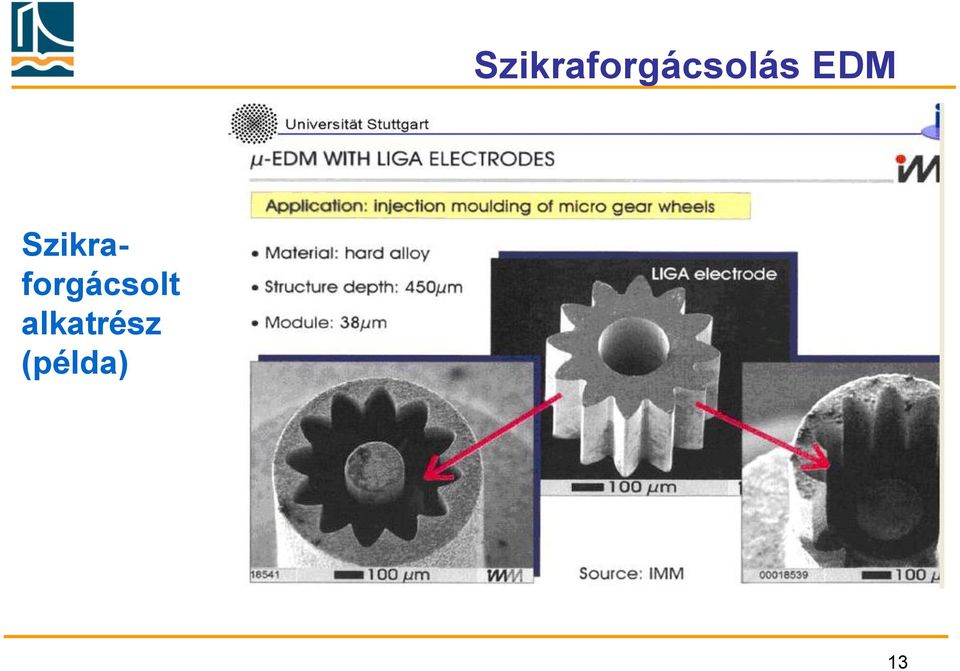
13 Szikraforgácsolás EDM Szikraforgácsolt alkatrész (példa) 13
14 Szikraforgácsolás EDM Szikraforgácsolás (EDM) elrendezése 14

15 Szikraforgácsolás EDM Huzalos szikraforgácsológép (WEDM) 15

16 Szikraforgácsolás EDM Huzalos szikraforgácsológép (WEDM) Mitsubishi RA90 Wire EDM machine
 Mitsubishi RA90")
17 Szikraforgácsolás EDM Az egyik elektródon (a munkadarabon) kialakul a másik elektród (a szerszám) másolata Dielektrikum: petróleum bázisú hűteni és szűrni kell a kisülés következtében leváló anyag térfogata annál nagyobb a kisülés energiatartalma a munkadarab és az elektród homlokfelülete között rés alakul ki (S F ), és ugyancsak rés alakul ki az elektród oldalfelülete és a munkadarab között (S h ) lásd az ábrán! 17
, és ugyancsak rés alakul ki az elektród oldalfelülete és a munkadarab között (S h )")
18 Szikraforgácsolás EDM S F homlokköz (nem egyenletes, mérete a folyadék áramlásának irányába növekszik) S h oldalköz (az áramlás irányába mérete növekszik) A szikraforgácsolt furat hossz-szelvényének alakja Különleges technológiák 18

19 A szerszám elektróda anyaga Követelmények: magas olvadáspont Jó elektromos vezetőképesség Jó megmunkálhatóság Szerszám elektróda anyagok: vörösréz króm-réz wolfram-réz wolfram-ezüst sárgaréz wolfram acél, grafit Szikraforgácsolás EDM 19

20 Szikraforgácsolás EDM 20

21 Szikraforgácsolás EDM Szikraforgácsolás változatai a. A szerszám alakja belegravírozódik munkadarab felületébe b. Szikraforgácsoló furás c. Huzalelektród 3,4,5,6 tengelyes EDM d. Szikraforgácsoló vágás (pl. keményfém darabolására) Szikraforgácsolás változatai (A szerszám és a munkadarab relatív mozgása alapján) Különleges technológiák 21
22 Lézersugaras megmunkálás Lézersugaras megmunkálás Jól koncentrálható nagy energiasűrűségű sugár végzi a megmunkálást Elméletét 1917-ben Einstein dolgozta ki az első ipari lézereket (rubin és He-Ne lézerek) 1960-ban alkalmazták Alkalmazások: haditechnikai, orvostechnikai, hírközlési, méréstechnikai Ipari megmunkálások: vágás, fúrás, hegesztés, lemezhajlítás, feliratozás, hőkezelés, átolvasztás, sztereolitográfia, felületi mikroötvözés 22
23 Lézersugaras megmunkálás A leggyakrabban alkalmazott ipari lézerek Különleges technológiák 23
24 Lézersugaras megmunkálás legelterjedtebbek a CO 2 lézerek a lézersugár jól, kis területre (átmérő: 0,1 0,5 mm) fókuszálható a fókuszban nagy energiasűrűség a sugár fókuszálására tükröket és lencséket használnak (ezek gyártására UP esztergálás, lásd később!) a lézersugaras megmunkálásra használják az LBM( Lazer Beam Machining) megnevezést. Különleges technológiák 24
25 Lézersugaras megmunkálás A lézersugaras technológia a vágás példáján A lézersugaras vágás folyamata Különleges technológiák 25
26 Lézersugaras megmunkálás A fókuszált sugarat a munkadarab felületére irányítják A munkadarab anyaga a sugár keresztmetszetében (a nagy energiasűrűség miatt!) részben megolvad, részben elég, részben elpárolog Az olvadékot, az égéstermékekeket a gáz segítségével a vágási résből kifújják Réz, rozsdaálló acélok vágásakor a megolvadt fázis dominál Munkagázként többnyire argont használnak Egyéb acélanyagok vágásánál oxigént használnak Műanyagok vágásakor (argon a védőgáz), a műanyag elgőzölög és gáz formájában távozik, Az ipraban alkalmazott lézerek teljesítménye: kw Különleges technológiák 26
27 Lézersugaras megmunkálás A lézeres megmunkálás lépései Lézersugár előállítása Sugárvezetés Sugárformálás Kezelés Lézervágó fej Különleges technológiák 27
28 Elektrokémiai megmunkálások Elektrokémiai megmunkálások ECM Electrochemical Machining Az elektromos áram vegyi hatásán alapul A fémlapokra egyenáramot kapcsolunk Elektrolízis folyamata 28
29 Ultrapreciziós megmunkálás Ultrapreciziós megmunkálás a 17. században: rézből tükröt üveg és porcelán megolvasztására. ill. csillagászati tükörteleszkópok késítésére E. Maignan 1648-ban: eszterga hiperbolikus (aszférikus) fémtükrök esztergálására 1945: szerszámélként természetes gyémánt egykristály 29
30 Ultrapreciziós megmunkálás UP fejlődését a teljesítménylézerek kifejlesztése, valamint az infravörös optika elterjedése ösztönözte szokásos elnevezések: szubmikronos-, ultrapreciziós megmunkálások, nanontechnológia, mikroforgácsolás, stb 30
31 Ultrapreciziós megmunkálás Megmunkálási eljárás/változat Megkövetelt pontosság Alakhiba/Érdesség (R a ) Osztálybasorolás Esztergálás, marás 50 m / 1,6 m Finommegmunkálás Finomesztergálás. köszörülés Leppelés, finomköszörülés Mikroforgácsolás, mikroköszörülés Polírozás, elektrokémiai polírozás 25 m / 0,24 m Precíziós megmunkálás 10 m / 0,13 m Nagypontosságú megmunkálás 1 m / 0,1 m Ultrpreciziós megmunkálás 0,1 m / 0,01 m Nanotechnológia 31
32 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Fényvisszaverő optikai elemek (tükrök) Scanner a megmunkáló lézerekhez Sík- és parabolatükrök a megmunkáló lézerekhez Fénymásoló és lézernyomtató dobok Alumínium Réz Arany Nikkel Ezüst Platina Molibdén Reflexió: 98% Alakpontosság: 0,2...0,01 m Érdesség: R a 0,005 m 32
33 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Áteresztő optikai elemek (lencsék) Freznellencse Germánium lencse napelemek lencséi A lézersugarak fókuszáló és kiléptető lencséi Optikai műanyagok Germánium Szilícium Ga As, Zn Se, Zn S Alakpontosság: 0,2...0,01 m Érdesség: R a 0,002 m 33
34 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Mechanikai elemek, alkatrészek Mágn. merev adattárolók (harddiszk) Videorekorderekhez szalagvezető görgők Légcsapágyazás alkatrészei Vákuumtömítések Részecskegyorsítók elektródái Alumínium Nikkel Réz Sárgaréz Alakpontosság: 0,5...0,1 m Érdesség: R a 0,01 m 34
35 Ultrapreciziós megmunkálás Vastartalmú anyagok gyémánt éllel nem forgácsolhatók, Köbös bórnitrid (CBN) ultrapreciziós keménymegmunkálás Technológiai adatok: Méretpontosság: IT5 Forgácsolási sebesség: v = m/min Forgács keresztmetszet: A c = m 2 Éllekerekedés a szerszámon: r a = 0, m Forgácsolóerő: F v = 0,1 N N 35
36 Szerszámgép: Ultrapreciziós megmunkálás Főorsó: aerosztatikus; n = f/min tehermentesített, rezgéscsillapított szíjhajtás futáspontossága: 0,05 m merevsége: 500 N/ m (orsóközépen) anyagminőség: kerámia (deform. 7x kisebb), szánszálerősítésű műanyag (deform. 15x kisebb) elektrom. (érintk. nélküli) nyomatékátvitel 36
37 Ultrapreciziós megmunkálás Szerszámgép: Vezetékek: aerosztatikus (CBN hidrosztatikus) Környezet: klímatizált, 20 0,5C o, relatív nedvesség tartalom: 50%, hőegyensúly, emberi jelenlét nem kívánatos Rezgésszigetelt alap, gépágy: gránit, gömbgrafitos. öv., kerámia Munkadarab befogás: vakuumtokmány, műanyag, üveg ragasztással 37
38 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás 2. Nagysebességű forgácsolás (HSC) A forgácsoló megmunkálás termelékenysége növelésének egyik útja a forgácsoló főmozgás és az előtolás sebességének növelése. Az évi chicagói nemzetközi szerszámgép világkiállításon az első olyan szerszámgépek, amelyek a nagysebességű megmunkálás gyakorlati megvalósítását jelentették. Az angol nyelvű szakirodalomban: High Speed Cutting (rövidítése HSC) terjedt el a szakirodalomban, (ritkábban a High Speed Milling, nagy sebességű marás, rövidítése HSM) 38
39 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás A nagysebességű forgácsolás elméleti alapjai és feltételei Carl Salamon (1920) acél, színes és könnyű fémeket forgácsolt v = 440 m/min (acél), v = 2850 m/min (réz) és v = m/min (alumínium) forgácsolási sebességgel. Korábban mértékadó álláspont klasszikus a forgácsolási sebesség (v) és az éltartam (T) között fennálló Taylor összefüggés: C T v m v c 39
40 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás Taylor összefüggés csak egy meghatározott határsebességig érvényes ezen határon túl fellép a halál völgye a drasztikusan megnövekedett forgácsolási hőmérséklet és szerszámkopás miatt. Salomon kísérleteinek eredménye ezzel ellentétes eredményt hozott a forgácsolási sebesség egy bizonyos határon túli növelése a forgácsolási hőmérséklet esetenként jelentős mértékű csökkenéséhez vezet (6. ábra). 40
41 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás A 6. ábrából valamennyi megmunkálandó anyagnál létezik egy olyan forgácsolási sebességtartomány (ábrán b-vel jelölve), amely sebességtartományban nem lehetséges a gazdaságos forgácsoló megmunkálás. Megjegyzés: az alumínium forgácsolásakor azonos szerszáméltartam mellett az alkalmazható forgácsolási sebesség lényegesen nagyobb, mint acél forgácsolása esetén. Fontos az alumínium az élrátétképződési hajlam miatt v c < 90 m/min alatt nem forgácsolható. 41
42 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás 6. ábra. A forgácsolási hőmérséklet és a forgácsolási sebesség összefüggése. Jelölések: a megmunkálható; b megmunkálás nem javasolt; c megmunkálható; d lágy alumínium; e vörösréz, sárgaréz; f bronz; g öntöttvas; h acél 42
43 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás Az 1950-es években több országban, köztük az USAban is, ballisztikus kísérletekkel ellenőrizték Salomon hipotézisét. Alumínium ötvözésű anyagból készített lövedékeket lőttek ki keményfém és gyorsacél szerszámélek mentén v = m/min és v = m/min közötti forgácsolási sebességgel. A nagysebességű filmfelvételek ténylegesen forgácsolási folyamat valósult meg igen jó felületi minőség keletkezett, és szerszámkopás nem volt érzékelhető. 43
44 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás Ebben az időben még nem álltak rendelkezésre olyan szerszámok és szerszámgépek, amelyek ebben a sebességtartományban képesek lettek volna forgácsoló megmunkálásra. Bizonyítást nyert a halál völgyére vonatkozó korábbi elmélet nem igaz. Ellenkezőleg: igen nagy forgácsolási sebességek esetén az időegység alatt leválasztott forgácsmennyiség, illetve a forgácsoló szerszám éltartama jelentősen megnő. 44
45 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás A forgácsolási sebesség 500%-os növelésekor az időegység alatt leválasztott forgácsmennyiség 300%- al megnőtt, a fellépő forgácsoló erő pedig mintegy 70 %-al csökkent. A megmunkált felület felületi minősége igen kedvezően alakult, a munkadarab és a szerszám hőmérséklete alig változott, a forgácsolási folyamat során keletkezett hő túlnyomó részét a forgács vezette el. 45
46 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás Az évi chicagói nemzetközi szerszámgépkiállításon az Ex-Cell-O olyan megmunkálóközpontot főorsója n = min-1 fordulatszámmal forgácsolt. A nagysebességű megmunkálás fogalma jó közelítéssel ha a forgácsolási sebesség meghaladja a v = 500 m/min értéket, nagysebességű forgácsolásról beszélünk. A sebességhatár erősen függ a megmunkálás módjától is. Az ábrából marásnál számottevően alacsonyabb a sebességhatár, mint esztergálásnál. 46
47 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás 47
48 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás 48
49 SZÉCHENYI ISTVÁN EGYETEM GYŐR A HSC forgácsolási folyamat jellemzői: a forgácsoló él előtt az anyag rideggé válik, a forgács a forgácstőnél képlékeny alakváltozás nélkül letörik, egyenirányú marás alkalmazása Nagysebességű forgácsolás 49

50 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás 50
51 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás A HSC forgácsolási folyamat jellemzői: csökken a forgács lev.hoz szükséges energia jó felületi érdesség ( Ra=0,2 m), kedvező szerszám éltartam, hűtés nagy nyomású levegővel, illetve szerszámon keresztül 51
52 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás A nagysebességű forgácsolás alkalmazási területei: elsősorban a szerszám- és süllyeszték gyártásban, de egyre inkább teret kap a normál alkatrészgyártásban is, különösen a könnyű fémek és a műanyagok megmunkálása terén. Ezen belül is elsősorban nagyobb sorozatoknál és nagy bonyolultságú alkatrészek gyártásában várható jelentős térhódítása. A könnyűfémek és a műanyagok - anyagjellemzőik folytán - igen alkalmasak a nagysebességű forgácsolásra. 52

53 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás 53
54 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás A nagysebességű forgácsolás alkalmazási területei: Szerszámgyártás (edzett szerszámacélok, réz, öntöttvas, alumínium, grafit ), Kisméretű alkatrészek gyártása, Repülőgép alkatrészek gyártása (alumínium, rozsdamentes acél ), Járműipari alkatrészek gyártása (alumínium, öntöttvas, acél), Elektronikai ipar alkatrészeinek gyártása (alumínium, réz ), Orvosi műszergyártás (rozsdamentes acélok, titán), Edzett, kemény anyagok (akár 62 HRC keménységű anyagok) megmunkálása, Prototípus gyártás (alumínium, műanyagok ) 54
55 SZÉCHENYI ISTVÁN EGYETEM GYŐR Nagysebességű forgácsolás HSC szerszámgép 55
56 Minimálkenés, száraz forgácsolás Minimálkenés, száraz forgácsolás Jelenleg a fémmegmunkáláshoz (forgácsolás, képlékeny alakítás) Magyarországon évente 4000 t hűtő-kenő anyagot használnak fel. Ebből 300 t nyomonkövethetően regenerálásra ill. megsemmisítésre, a többi a környezetet szennyező módon a levegőbe, csatornába, talajba kerül. 56
57 Minimálkenés, száraz forgácsolás A száraz, kenő anyag nélküli megmunkálás ill. a A minimális kenési technológia (2-50 ml/óra) alkalmazásával a felhasznált kenő anyag igen jelentősen csökken a hagyományos, elárasztásos kenéshez (2-10 l/óra) viszonyítva, csökken a környezet terhelése is. minimálkenés kutatása az elmúlt években jelentősen felgyorsult, és EU-projektekbenfolyik. 57
58 Minimálkenés, száraz forgácsolás A minimálkenéses forgácsolást befolyásoló tényezők 58
59 Minimálkenés, száraz forgácsolás Nemzeti, államilag támogatott programok (pl. Németországban Produktion Trockenbearbeitung) folynak nagy vállalatok (pl. BMW, BOSCH stb.) részvételével. Németországban az elmúlt években 10 ezer berendezést állítottak üzembe, a 2003-ban a minimálkenés aránya elérte a 20 %-ot. 59
60 Minimálkenés, száraz forgácsolás Ismert a hűtő-kenő anyagok pozitív hatása a forgácsolási folyamatokban: A hűtő-kenő anyagok csökkentik szerszám és a munkadarab közötti súrlódást, illetve a forgácsolás során keletkezett hő jelentős részét elvezetik. Egyes esetekben fontos az öblítő hatásuk is, ennek révén a forgács eltávolítható a keletkezése helyéről. A hűtő-kenő anyagok használata a szerszámok élettartamát (éltartamát) megnöveli, és pozitívan befolyásolja a munkadarab méret- és alakpontosságát. 60
61 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás A minimálkenésről 2-50 ml/óra kenőanyag felhasználás esetén lehet beszélni. Minimális mennyiségű kenőanyaggal történő kenéssel (minimálkenéssel, MMS) acél- és alumínium anyagok megmunkálása esetén a hagyományos emulziós megmunkáláshoz hasonló forgácsolási paraméterek és eredmények érhetők el (1. ábra). 61
62 SZÉCHENYI ISTVÁN EGYETEM GYŐR Egy komplett MMS-rendszer Minimálkenés, száraz forgácsolás Minimálkenő berendezés Forgácselveze tés Szerszám Minimálkenés 2-50m l/óra Szerszámgép Kenőanyag Gyártástechnológia 62
63 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás Az MMS adagolása két módon történhet: kívülről fúvókákon, a szerszámgép főorsó, illetve a szerszám csatornáin keresztül belső hűtőközeg hozzávezetéssel (2. ábra) 63
64 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás 2. ábra Külső és belső minimálkenés fúráskor (Forrás :Titex) 64
65 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás A munkatér és a minimálkenő berendezés 65
66 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás Kedvezőbb a belső hűtőközeg hozzávezetés, mert a forgácsolóél folyamatos és biztonságos kenését csak így lehet biztosítani. A levegőnek és a kenőanyagnak a szerszámgép főorsón, illetve a szerszámon keresztül történő adagolásánál két változatot használnak. (1. táblázat) 66
67 Minimálkenés, száraz forgácsolás Fő jellemzők Egycsatornás elv Keverékképzés a forgórészbe történő bevezetés előtt Kétcsatornás elv Keverékképzés a főorsó és a szerszám közötti részen Előnyök egyszerűbb csatlakozás utólagosan kialakítható Hátrányok magas reakcióidő, az olaj kicentrifugálódása, kicsapódása, relatíve magas felhasználás rövid reakcióidő, alacsonyabb olaj és levegő felhasználás, jobban beállítható, magas folyamatbiztonság nagyobb tervezési ráfordítás, költségesebb utólagos felszerelés nehézkes 67
68 Minimálkenés, száraz forgácsolás Az egycsatornás elv hátránya, hogy a kenőanyag részlegesen kicentrifugálódik, továbbá nemkívánatos lerakódások keletkeznek a vezető csatornák azon éleinél, amelyek az áramlási útvonalak mentén helyezkednek el. Törekvés, a felhasználás helyéhez közel kell a levegőt és az olajat összekeverni, ez a kétcsatornás elv megvalósítását jelenti. 68
69 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás A kétcsatornás elv szerint tervezett MMS hozzávezetésű főorsókkal megbízható, rövid reakcióidővel bíró kenőanyag ellátás valósítható meg közvetlenül a szerszámcsere után, akár n = f/min fordulatszámig. 69
70 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás Az MMS hatást gyakorol a szerszámgépek munkaterére is. Fontosabb követelmények: biztosítani kell a forgács szabad leesését a munkatérből, folyamatos forgácselvezetésről kell gondoskodni, el kell kerülni forgácsfészkek kialakulását, a forgáccsal érintkező szerszámgép részeket hőszigeteléssel kell ellátni, gondoskodni kell az elszívásról (por). 70
71 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás Alulról történő ferde megmunkálás 71
72 SZÉCHENYI ISTVÁN EGYETEM GYŐR Minimálkenés, száraz forgácsolás Száraz megmunkálásra alkalmas szerszámgép felépítése (Forrás: Excello) 72
73 SZÉCHENYI ISTVÁN EGYETEM GYŐR Szerszámtartóba integrált kenőberendezés Minimálkenés, száraz forgácsolás 14. ábra. Ökotokmány felépítése 73
74 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Keménymegmunkálások Az edzett acélok preciziós, nagypontosságú megmunkálása ma még többnyire köszörüléssel, azaz geometriailag határozatlan élű szemcsékkel történik. A kemény megmunkálás általában HRC-nél keményebb anyagok forgácsoló megmunkálását jelenti. 74
75 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Keménymegmunkálások A CBN egykristály és polikristály szerszámanyagok továbbfejlesztésével, valamint a forgácsolási folyamat alapvető törvényszerűségeinek feltárásával lehetőség nyílt szabályos élgeometriával rendelkező szerszámokkal edzett acélok nagypontosságú megmunkálása a köszörülés alternatívájaként. Edzett alkatrészek "klasszikus" gyártási sorrendje: kovácsolás, forgácsolás, edzés, köszörülés. 75
76 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Keménymegmunkálások A megmunkálandó anyagok forgácsolási tulajdonságainak javítása érdekében a kovácsolást követően még további hőkezelési műveleteket szoktak beiktatni a technológiai sorba. A gyártás költsége jelentős mértékben csökkenthető, ha az előgyártmányt a kovácsolást követően megedzik, és a munkadarabot egy műveletben készre forgácsolják. A művelethez szükséges magas anyagleválasztási sebesség és a szükséges felületi minőség szabályos élű CBN szerszámmal elérhető. 76
77 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Keménymegmunkálások A szerszámgyártók simításra γ=6 o -os homlokszöget és α=6 o - 8 o -os hátszöget ajánlanak. Az él csorbulás elleni védelme miatt 0,1x-20 o -os élfazettával is ellátják. A szokásos forgácsolási paraméterek tartománya: Fogásmélység: a p = [μm], Előtolás: f = [μm], Forgácsolási sebesség: v c = [m/min]. 77
78 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Kb C o Hőmérséklet-eloszlás a szerszámél környékén Hőmérséklet-eloszlás a forgácsban 78
79 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Hőtérképek keménymegmunkálás kísérleti vizsgálatánál Forrás: 79
80 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Az edzett acélok szabályos élgeometriával rendelkező szerszámmal történő kemény megmunkálása a következő előnyökkel bír: A megmunkálás pontossága közel azonos a köszörüléssel (köszörülési művelet már nem szükséges) A megmunkálandó felület alakja gyakorlatilag független a szerszámgeometriától, A megmunkálás nem igényel hűtőanyagot, (környezetvédelmi, gazdasági szempontból pozitívum) A felületi réteg károsodása lényegesen kisebb, mint köszörüléskor, Sokkal nagyobb anyagleválasztási sebesség érhető el, mint köszörüléskor. 80
81 SZÉCHENYI ISTVÁN EGYETEM GYŐR Keménymegmunkálás Hátrányos tulajdonságok: Kisérletek bizonyítják, hogy a beállítható fogásmélység nem lehet tetszés szerinti kicsi értékű, mert kb m- nél kisebb értékek alkalmazása esetén a felületi érdesség nem javul, hanem romlik. A megmunkálás eredménye rendkívül bizonytalan, ugyanis a forgácsolás körülményeinek esetleges változásaira igen érzékenyen reagál. (Ilyen bizonytalansági tényező például: a megmunkálandó anyag szerkezetének esetleges inhomogenitása. Speciális, drága szerszámot, és merev, drága gépet igényel. A legnagyobb problémát az éllekerekedés miatti relatíve nagy minimális fogásmélység okozza. 81
82 Köszönöm megtisztelő figyelmüket! 82
Különleges technológiák
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
3. Térvezérlésű tranzisztorok
 1 3. Térvezérlésű tranzisztorok A térvezérlésű tranzisztorok (Field Effect Transistor = FET) működési elve alapjaiban eltér a bipoláris tranzisztoroktól. Az áramvezetés mértéke statikus feszültséggel befolyásolható.
1 3. Térvezérlésű tranzisztorok A térvezérlésű tranzisztorok (Field Effect Transistor = FET) működési elve alapjaiban eltér a bipoláris tranzisztoroktól. Az áramvezetés mértéke statikus feszültséggel befolyásolható.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Amit a Hőátbocsátási tényezőről tudni kell
 Amit a Hőátbocsátási tényezőről tudni kell Úton-útfélen mindenki róla beszél, már amikor épületekről van szó. A tervezéskor találkozunk vele először, majd az építkezéstől az épület lakhatási engedélyének
Amit a Hőátbocsátási tényezőről tudni kell Úton-útfélen mindenki róla beszél, már amikor épületekről van szó. A tervezéskor találkozunk vele először, majd az építkezéstől az épület lakhatási engedélyének
Ipari és vasúti szénkefék
 www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
www.schunk-group.com Ipari és vasúti szénkefék A legjelentősebb anyagminőségek fizikai tulajdonságai A legjelentősebb anyagminőségek fizikai tulajdonságai A szénkefetestként használt szén és grafit anyagminőségek
GRUNDFOS ALPHA2 Az A-energiaosztályú kis keringető szivattyúk következő generációja
 Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 25-4 N 18 Külön kérésre Cikkszám: 954752 Megjegyzés! A berendezés fényképe különböző. GRUNDFOS ALPHA2 Az A-energiaosztályú kis keringető szivattyúk következő
Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 25-4 N 18 Külön kérésre Cikkszám: 954752 Megjegyzés! A berendezés fényképe különböző. GRUNDFOS ALPHA2 Az A-energiaosztályú kis keringető szivattyúk következő
Magyar Elektrotechnikai Egyesület. Különleges villámvédelmi problémák. környezetben. Kusnyár Tibor
 Magyar Elektrotechnikai Egyesület Különleges villámvédelmi problémák robbanásveszélyes környezetben Kusnyár Tibor BEMUTATKOZÁS Kusnyár Tibor ROBEX Irányítástechnikai Kft. Villám- és túlfeszültség-védelem
Magyar Elektrotechnikai Egyesület Különleges villámvédelmi problémák robbanásveszélyes környezetben Kusnyár Tibor BEMUTATKOZÁS Kusnyár Tibor ROBEX Irányítástechnikai Kft. Villám- és túlfeszültség-védelem
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
Napenergia hasznosítási lehetőségek összehasonlító elemzése. Mayer Martin János Dr. Dán András
 Napenergia hasznosítási lehetőségek összehasonlító elemzése Mayer Martin János Dr. Dán András Napenergia hasznosítása Villamosenergiatermelés Hő hasznosítás: fűtés és használati melegvíz Közvetlen (napelemek)
Napenergia hasznosítási lehetőségek összehasonlító elemzése Mayer Martin János Dr. Dán András Napenergia hasznosítása Villamosenergiatermelés Hő hasznosítás: fűtés és használati melegvíz Közvetlen (napelemek)
Támogatási lehetőségek a borágazatban Magyarország Nemzeti Borítékja. Bor és Piac Szőlészet Borászat Konferencia 2011
 Támogatási lehetőségek a borágazatban Magyarország Nemzeti Borítékja Bor és Piac Szőlészet Borászat Konferencia 2011 Miben lehet a minisztérium a borászati vállalkozások segítségére A minisztérium elsősorban
Támogatási lehetőségek a borágazatban Magyarország Nemzeti Borítékja Bor és Piac Szőlészet Borászat Konferencia 2011 Miben lehet a minisztérium a borászati vállalkozások segítségére A minisztérium elsősorban
AZ ALPHA2 a legutolsó és a leginnovatívabb tagja a Grunfos magas minőségű keringető szivattyú családjának.
 Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 32-4 18 Külön kérésre Cikkszám: 9547512 GRUNDFOS ALPHA2 Az A-energiaosztályú szivattyúk következő generációja Megjegyzés! A berendezés fényképe különböző. AZ
Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 32-4 18 Külön kérésre Cikkszám: 9547512 GRUNDFOS ALPHA2 Az A-energiaosztályú szivattyúk következő generációja Megjegyzés! A berendezés fényképe különböző. AZ
H A T Á S V I Z S G Á L A T I
 H A T Á S V I Z S G Á L A T I L A P Iktatószám: A hatásvizsgálat elkészítésére fordított id : Hatásvizsgálatba bevont személyek, szervezetek: Dátum: Kapcsolódó hatásvizsgálati lapok: Vizsgált id táv: El
H A T Á S V I Z S G Á L A T I L A P Iktatószám: A hatásvizsgálat elkészítésére fordított id : Hatásvizsgálatba bevont személyek, szervezetek: Dátum: Kapcsolódó hatásvizsgálati lapok: Vizsgált id táv: El
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Ismertesse a nyomás, a hőmérséklet, a mechanikai feszültség, a szilárdság és az idő SI mértékrendszer szerinti mértékegységét! 2.) Melyek azon fizikai, kémiai és termikus jellemzők,
HEGESZTÉSI SZAKISMERET 1.) Ismertesse a nyomás, a hőmérséklet, a mechanikai feszültség, a szilárdság és az idő SI mértékrendszer szerinti mértékegységét! 2.) Melyek azon fizikai, kémiai és termikus jellemzők,
FENNTARTHATÓ FEJLŐDÉS
 FENNTARTHATÓ FEJLŐDÉS Kump Edina ÖKO-Pack Nonprofit Kft. E-mail: edina@okopack.hu Web: www.okopack.hu Dunaújváros, 2014. november 07. A FENNTARTHATÓ FEJLŐDÉS FOGALMA A fenntartható fejlődés a fejlődés
FENNTARTHATÓ FEJLŐDÉS Kump Edina ÖKO-Pack Nonprofit Kft. E-mail: edina@okopack.hu Web: www.okopack.hu Dunaújváros, 2014. november 07. A FENNTARTHATÓ FEJLŐDÉS FOGALMA A fenntartható fejlődés a fejlődés
Mőszaki menedzserek részére 1. témakör
 Mőszaki menedzserek részére 1. témakör "Az energia anyagi rendszerek munkavégzı képességének mértéke. SI-mértékegysége a joule (J)" Teljesítmény: az energiaátvitel sebessége, pillanatnyi érték idıbeli
Mőszaki menedzserek részére 1. témakör "Az energia anyagi rendszerek munkavégzı képességének mértéke. SI-mértékegysége a joule (J)" Teljesítmény: az energiaátvitel sebessége, pillanatnyi érték idıbeli
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Autóipari beágyazott rendszerek. Fedélzeti elektromos rendszer
 Autóipari beágyazott rendszerek Fedélzeti elektromos rendszer 1 Személygépjármű fedélzeti elektromos rendszerek 12V (néha 24V) névleges feszültség Energia előállítás Generátor Energia tárolás Akkumulátor
Autóipari beágyazott rendszerek Fedélzeti elektromos rendszer 1 Személygépjármű fedélzeti elektromos rendszerek 12V (néha 24V) névleges feszültség Energia előállítás Generátor Energia tárolás Akkumulátor
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére
 Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
Leier árokburkoló elem
 Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
Leier ár A szélsőséges időjárás miatt megnövekedett csapadékvíz elvezetése Magyarországon is egyre fontosabbá válik. A meglévő elavult földmedrű rendszerek felújítását, új rendszerek kiépítését csak a
Mágneses szuszceptibilitás vizsgálata
 Mágneses szuszceptibilitás vizsgálata Mérést végezte: Gál Veronika I. A mérés elmélete Az anyagok külső mágnesen tér hatására polarizálódnak. Általában az anyagok mágnesezhetőségét az M mágnesezettség
Mágneses szuszceptibilitás vizsgálata Mérést végezte: Gál Veronika I. A mérés elmélete Az anyagok külső mágnesen tér hatására polarizálódnak. Általában az anyagok mágnesezhetőségét az M mágnesezettség
A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével.
 A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével. Eszközszükséglet: kaloriméter fűtőszállal digitális mérleg tanulói tápegység vezetékek
A mérés célkitűzései: Kaloriméter segítségével az étolaj fajhőjének kísérleti meghatározása a Joule-féle hő segítségével. Eszközszükséglet: kaloriméter fűtőszállal digitális mérleg tanulói tápegység vezetékek
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hőszivattyú. Zöldparázs Kft
 Hőszivattyú Ez az előadás 2010.szeptember 20-án hangzott el. Mivel az internetes keresők hosszú időre megőrzik a dokumentumokat, vegye figyelembe, hogy az idő múlásával egyes technikai megoldások elavulttá
Hőszivattyú Ez az előadás 2010.szeptember 20-án hangzott el. Mivel az internetes keresők hosszú időre megőrzik a dokumentumokat, vegye figyelembe, hogy az idő múlásával egyes technikai megoldások elavulttá
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Nano&Solution. Lineármotoros. Tömbös Szikraforgácsoló Gép AQ45L. Dieletric Cooling Unit. Control Head Unit 1247. Dieletric Cooling Unit
 729 215 729 215 Dieletric Cooling Unit Dieletric Cooling Unit 525 3304 Control Head Unit 1247 3304 1317 1317 Control Head Unit 1247 430 960 550 525 430 960 550 50 349 1123 469 780.5 187 350 349 3258 1123
729 215 729 215 Dieletric Cooling Unit Dieletric Cooling Unit 525 3304 Control Head Unit 1247 3304 1317 1317 Control Head Unit 1247 430 960 550 525 430 960 550 50 349 1123 469 780.5 187 350 349 3258 1123
A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban.
 E II. 6. mérés Műveleti erősítők alkalmazása A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban. A mérésre való felkészülés
E II. 6. mérés Műveleti erősítők alkalmazása A mérés célja: Példák a műveleti erősítők lineáris üzemben történő felhasználására, az előadásokon elhangzottak alkalmazása a gyakorlatban. A mérésre való felkészülés
Gazdálkodási modul. Gazdaságtudományi ismeretek II.
 Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
Gazdálkodási modul Gazdaságtudományi ismeretek II. Vezetés és kommunikációs ismeretek KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Az innováció fogalma 73. lecke Az innováció fogalma
Gépgyártástechnológia alapjai 2013/14 I. félév
 Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MSZ EN 60947-2 MSZ EN 60898-1
 ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,
ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,
Borpiaci információk. V. évfolyam / 11. szám 2007. június 20. 22-23. hét. Borpiaci jelentés. Hazai borpiaci tendenciák
 A K I Borpiaci információk V. évfolyam / 11. szám 2007. június 20. 22-23. hét Borpiaci jelentés Hazai borpiaci tendenciák 2. old. 1-2. táblázat, 1-8. ábra: Belföldön termelt fehérborok értékesített mennyisége
A K I Borpiaci információk V. évfolyam / 11. szám 2007. június 20. 22-23. hét Borpiaci jelentés Hazai borpiaci tendenciák 2. old. 1-2. táblázat, 1-8. ábra: Belföldön termelt fehérborok értékesített mennyisége
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen vegyi
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen vegyi
DGP. Hátrahúzott vortex járókerék. Általános jellemzők
 Hátrahúzott vortex járókerék Általános jellemzők Kivitel Elektromechanikus szerelvény EN-GJL-250 öntöttvasból, bemerítéssel történő működtetésre, 2 (kettő) szilícium-karbid mechanikus tömítés (2SiC) és
Hátrahúzott vortex járókerék Általános jellemzők Kivitel Elektromechanikus szerelvény EN-GJL-250 öntöttvasból, bemerítéssel történő működtetésre, 2 (kettő) szilícium-karbid mechanikus tömítés (2SiC) és
0 1 0 2 Z Á G A N U D
 Házi gáznyomásszabályozók aktuális kérdései DUNAGÁZ szakmai napok 2010 Készítette: Kiss Tibor 1 Témák Zárt térbe telepíthetı nyomásszabályozók Elıírások Megoldások Javaslat mőszaki megoldás típusok Lefúvató
Házi gáznyomásszabályozók aktuális kérdései DUNAGÁZ szakmai napok 2010 Készítette: Kiss Tibor 1 Témák Zárt térbe telepíthetı nyomásszabályozók Elıírások Megoldások Javaslat mőszaki megoldás típusok Lefúvató
Baumann Mihály adjunktus PTE PMMK
 Atmoszférikus égőjű kazánok kéményméretezése Baumann Mihály adjunktus PTE PMMK 1 MSZ EN 13384-1 Égéstermék-elvezető elvezető berendezések. Hő- és áramlástechnikai méretezési eljárás. Égéstermék-elvezető
Atmoszférikus égőjű kazánok kéményméretezése Baumann Mihály adjunktus PTE PMMK 1 MSZ EN 13384-1 Égéstermék-elvezető elvezető berendezések. Hő- és áramlástechnikai méretezési eljárás. Égéstermék-elvezető
Lasselsberger-Knauf Kft. 44/2000. (XII.27.) EüM rendelet alapján A kiállítás kelte:2005. 03. 01. 5/1.
 EüM rendelet alapján A kiállítás kelte:2005. 03. 01. 5/1.") A kiállítás kelte:2005. 03. 01. 5/1. 1. ANYAG-/ELŐKÉSZÍTÉSI ÉS CÉGMEGNEVEZÉS 1.1 A termék neve: YTONG Vékonyágyazatú falazóhabarcs 1.2 A gyártóra, forgalmazóra vonatkozó adatok Szállító: 1.2.1 Postacím:
A kiállítás kelte:2005. 03. 01. 5/1. 1. ANYAG-/ELŐKÉSZÍTÉSI ÉS CÉGMEGNEVEZÉS 1.1 A termék neve: YTONG Vékonyágyazatú falazóhabarcs 1.2 A gyártóra, forgalmazóra vonatkozó adatok Szállító: 1.2.1 Postacím:
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Vízzel-oltó rendszer kialakulása
 Vízzel-oltó rendszer kialakulása 1812 Sir Williams Congreve(angol) -első szabadalmaztatott manuális sprinklerrendszer 1874 Henry S. Parmelee(amerikai) első automatikus sprinklerrendszer csőben lévő forraszanyag
Vízzel-oltó rendszer kialakulása 1812 Sir Williams Congreve(angol) -első szabadalmaztatott manuális sprinklerrendszer 1874 Henry S. Parmelee(amerikai) első automatikus sprinklerrendszer csőben lévő forraszanyag
OPAL P25 CO 2 OPAL L30/L50 CO 2. lézer. lézer. engineering laser technology
 OPAL P25 CO 2 OPAL L30/L50 CO 2 OPAL P25 CO 2 OPAL L30/L50 CO 2 Számtalan előny a klinikai és ambuláns gyakorlatban: steril és precíz vágás keskeny nekrotikus zóna minimális oedema kisebb vérzés, jól látható
OPAL P25 CO 2 OPAL L30/L50 CO 2 OPAL P25 CO 2 OPAL L30/L50 CO 2 Számtalan előny a klinikai és ambuláns gyakorlatban: steril és precíz vágás keskeny nekrotikus zóna minimális oedema kisebb vérzés, jól látható
A Közbeszerzések Tanácsa (Szerkesztőbizottsága) tölti ki A hirdetmény kézhezvételének dátuma KÉ nyilvántartási szám
 tölti ki A hirdetmény kézhezvételének dátuma KÉ nyilvántartási szám") KÖZBESZERZÉSI ÉRTESÍTŐ A Közbeszerzések Tanácsának Hivatalos Lapja 1024 Budapest, Margit krt. 85. Fax: 06 1 336 7751, 06 1 336 7757 E-mail: hirdetmeny@kozbeszerzesek-tanacsa.hu On-line értesítés: http://www.kozbeszerzes.hu
KÖZBESZERZÉSI ÉRTESÍTŐ A Közbeszerzések Tanácsának Hivatalos Lapja 1024 Budapest, Margit krt. 85. Fax: 06 1 336 7751, 06 1 336 7757 E-mail: hirdetmeny@kozbeszerzesek-tanacsa.hu On-line értesítés: http://www.kozbeszerzes.hu
20 év tapasztalatai és az új Kbt. (eddig és ezután)
") Dr. Patay Géza ügyvéd 20 év tapasztalatai és az új Kbt. (eddig és ezután) 1026 Budapest, Pasaréti út 72. telefon: +36-1/ 200-5977 telefax: +36-1/ 200-5977 www.patay.hu Nagykorú! Nagy növésű! Átgondolt,
Dr. Patay Géza ügyvéd 20 év tapasztalatai és az új Kbt. (eddig és ezután) 1026 Budapest, Pasaréti út 72. telefon: +36-1/ 200-5977 telefax: +36-1/ 200-5977 www.patay.hu Nagykorú! Nagy növésű! Átgondolt,
Házi dolgozat. Minta a házi dolgozat formai és tartalmi követelményeihez. Készítette: (név+osztály) Iskola: (az iskola teljes neve)
 Iskola: (az iskola teljes neve)") Házi dolgozat Minta a házi dolgozat formai és tartalmi követelményeihez Készítette: (név+osztály) Iskola: (az iskola teljes neve) Dátum: (aktuális dátum) Tartalom Itt kezdődik a címbeli anyag érdemi kifejtése...
Házi dolgozat Minta a házi dolgozat formai és tartalmi követelményeihez Készítette: (név+osztály) Iskola: (az iskola teljes neve) Dátum: (aktuális dátum) Tartalom Itt kezdődik a címbeli anyag érdemi kifejtése...
Egységes jelátalakítók
 6. Laboratóriumi gyakorlat Egységes jelátalakítók 1. A gyakorlat célja Egységes feszültség és egységes áram jelformáló áramkörök tanulmányozása, átviteli karakterisztikák felvétele, terhelésfüggőségük
6. Laboratóriumi gyakorlat Egységes jelátalakítók 1. A gyakorlat célja Egységes feszültség és egységes áram jelformáló áramkörök tanulmányozása, átviteli karakterisztikák felvétele, terhelésfüggőségük
Elhelyezési és kezelési tanácsok
 A szigetelőlemezeket síkfelületen, időjárási hatásoktól különösen esőtől és nedvességtől védetten kell tárolni. A lemezek legyenek szárazok a felhelyezéskor is. Kezelés és munka közben a széleket óvja
A szigetelőlemezeket síkfelületen, időjárási hatásoktól különösen esőtől és nedvességtől védetten kell tárolni. A lemezek legyenek szárazok a felhelyezéskor is. Kezelés és munka közben a széleket óvja
Az ömlesztő hegesztési eljárások típusai, jellemzése A volfrámelektródás védőgázas ívhegesztés elve, szabványos jelölése, a hegesztés alapfogalmai
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a volfrámelektródás semleges védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét!
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a volfrámelektródás semleges védőgázas ívhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét!
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS
 A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
A Rendelet módosításának másik eleme a Tiszta udvar, rendes ház és a Tiszta, rendezett
 Budapest Főváros X. kerület Kőbányai Önkormányzat Jegyző je t 9 ' l '1-. számú előterjesztés Előterjesztés a Képviselő-testület részére a Kőbánya környezetének szépítéséről szóló 4/2014. (II. 24.) önkormányzati
Budapest Főváros X. kerület Kőbányai Önkormányzat Jegyző je t 9 ' l '1-. számú előterjesztés Előterjesztés a Képviselő-testület részére a Kőbánya környezetének szépítéséről szóló 4/2014. (II. 24.) önkormányzati
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
Watt Drive Antriebstechnik GmbH - AUSTRIA
 Watt Drive Antriebstechnik GmbH - AUSTRIA Keverıhajtás FR... Keverı és extruder hajtás Ahol megbízhatóság a legnagyobb követelmény. A keverıhajtómővek a Watt Drive cég moduláris MAS 2000 hajtómő koncepció
Watt Drive Antriebstechnik GmbH - AUSTRIA Keverıhajtás FR... Keverı és extruder hajtás Ahol megbízhatóság a legnagyobb követelmény. A keverıhajtómővek a Watt Drive cég moduláris MAS 2000 hajtómő koncepció
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ:
 Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
PÁPA VÁROS POLGÁRMESTERE 159. 8500 PÁPA, Fő u. 12. Tel: 89/515-000 Fax: 89/515-083 E-mail: polgarmester@papa.hu
 PÁPA VÁROS POLGÁRMESTERE 159. 8500 PÁPA, Fő u. 12. Tel: 89/515-000 Fax: 89/515-083 E-mail: polgarmester@papa.hu E L Ő T E R J E S Z T É S a Képviselőtestület 2012. november 27-i ülésére Tárgy: Pápa Város
PÁPA VÁROS POLGÁRMESTERE 159. 8500 PÁPA, Fő u. 12. Tel: 89/515-000 Fax: 89/515-083 E-mail: polgarmester@papa.hu E L Ő T E R J E S Z T É S a Képviselőtestület 2012. november 27-i ülésére Tárgy: Pápa Város
A közraktározási piac 2015. évi adatai
 A közraktározási piac 2015. évi adatai Az alább közölt adatok forrása a közraktározás-felügyeleti tevékenység során végzett adatgyűjtés és adatfeldolgozás. A közraktározási piac szereplőinek csekély száma
A közraktározási piac 2015. évi adatai Az alább közölt adatok forrása a közraktározás-felügyeleti tevékenység során végzett adatgyűjtés és adatfeldolgozás. A közraktározási piac szereplőinek csekély száma
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Programozás alapjai Bevezetés
 Programozás alapjai Bevezetés Miskolci Egyetem Általános Informatikai Tanszék Programozás alapjai Bevezetés SWF1 / 1 Tartalom A gépi kódú programozás és hátrányai Amagasszintÿ programozási nyelv fogalma
Programozás alapjai Bevezetés Miskolci Egyetem Általános Informatikai Tanszék Programozás alapjai Bevezetés SWF1 / 1 Tartalom A gépi kódú programozás és hátrányai Amagasszintÿ programozási nyelv fogalma
Egyszerű áramkörök vizsgálata
 A kísérlet célkitűzései: Egyszerű áramkörök összeállításának gyakorlása, a mérőműszerek helyes használatának elsajátítása. Eszközszükséglet: Elektromos áramkör készlet (kapcsolótábla, áramköri elemek)
A kísérlet célkitűzései: Egyszerű áramkörök összeállításának gyakorlása, a mérőműszerek helyes használatának elsajátítása. Eszközszükséglet: Elektromos áramkör készlet (kapcsolótábla, áramköri elemek)
MÁRKAPOZÍCIONÁLÁS TARTALOMMAL. DUDÁS KRISZTINA Marketingigazgató
 MÁRKAPOZÍCIONÁLÁS TARTALOMMAL DUDÁS KRISZTINA Marketingigazgató MI A PROVIDENT? A PROVIDENT MÁRKA FEJLŐDÉSE (2001-2012) Ál-testimonial filmek 2001-2009 Rajzfilmek 2009 májusától Gyors kölcsön készpénzben
MÁRKAPOZÍCIONÁLÁS TARTALOMMAL DUDÁS KRISZTINA Marketingigazgató MI A PROVIDENT? A PROVIDENT MÁRKA FEJLŐDÉSE (2001-2012) Ál-testimonial filmek 2001-2009 Rajzfilmek 2009 májusától Gyors kölcsön készpénzben
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE
 BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
higanytartalom kadmium ólom
 Termék Alkáli elem, 1,5 V oldal 1. az 5-ből 1. Típusmegjelölés: IEC: LR14 JIS: AM-2 ANSI: C 2. Kémiai rendszer: elektrolit-cink-mangándioxid (higany- és kadmiummentes) 3. Méretek: Ø 24.9-26.2mm, magasság:
Termék Alkáli elem, 1,5 V oldal 1. az 5-ből 1. Típusmegjelölés: IEC: LR14 JIS: AM-2 ANSI: C 2. Kémiai rendszer: elektrolit-cink-mangándioxid (higany- és kadmiummentes) 3. Méretek: Ø 24.9-26.2mm, magasság:
Fúvókás sugárbefúvó cső DSA-RR
 Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
GENERÁTOR FORGÓRÉSZ ELLENŐRZÉS A FLUXUS SZONDA FELÉPÍTÉSE, MŰKÖDÉSE
 GENERÁTOR FORGÓRÉSZ ELLENŐRZÉS A FLUXUS SZONDA FELÉPÍTÉSE, MŰKÖDÉSE Készítette: Ács György RTO FORRÁS: FLUXUS SZONDA ÉS ALKALMAZÁSA KTT MÉRNÖKI IRODA 11SP mérési eredményei A forgórész menetzárlat okozta
GENERÁTOR FORGÓRÉSZ ELLENŐRZÉS A FLUXUS SZONDA FELÉPÍTÉSE, MŰKÖDÉSE Készítette: Ács György RTO FORRÁS: FLUXUS SZONDA ÉS ALKALMAZÁSA KTT MÉRNÖKI IRODA 11SP mérési eredményei A forgórész menetzárlat okozta
Épületgépészeti csőhálózat- és berendezés-szerelő 4. 31 582 09 0010 31 04 Vízvezeték- és vízkészülékszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A TŰZVÉDELMI TERVEZÉS FOLYAMATA. Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék
 A TŰZVÉDELMI TERVEZÉS FOLYAMATA Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék BME Épít Épületsze TŰZVÉDELMI TERVEZÉSI FELADATOK A tűzvédelmi tervezési tevékenység
A TŰZVÉDELMI TERVEZÉS FOLYAMATA Dr. Takács Lajos Gábor okl. építészmérnök BME Építészmérnöki Kar Épületszerkezettani Tanszék BME Épít Épületsze TŰZVÉDELMI TERVEZÉSI FELADATOK A tűzvédelmi tervezési tevékenység
Hőhidak meghatározásának bizonytalansága. Sólyomi Péter ÉMI Nonprofit Kft.
 Hőhidak meghatározásának bizonytalansága Sólyomi Péter ÉMI Nonprofit Kft. 7./2006. (V. 24.) TNM r e n d e l e t Épülethatároló szerkezet A hőátbocsátási tényező követelményértéke U W/m 2 K Külső fal 0,45
Hőhidak meghatározásának bizonytalansága Sólyomi Péter ÉMI Nonprofit Kft. 7./2006. (V. 24.) TNM r e n d e l e t Épülethatároló szerkezet A hőátbocsátási tényező követelményértéke U W/m 2 K Külső fal 0,45
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
KAPACITÁS FELAJÁNLÁS & REFERENCIA KAPCSOLATOK. Tisztelt Partnerünk!
 Tisztelt Partnerünk! Vevői partnerkapcsolatokat kínálunk Önöknek Nyugateurópai cégek felé,amennyiben szabad gyártó és szolgáltató kapacitásaikat szeretnék lekötni az alábbi területeken. acél és alumínium
Tisztelt Partnerünk! Vevői partnerkapcsolatokat kínálunk Önöknek Nyugateurópai cégek felé,amennyiben szabad gyártó és szolgáltató kapacitásaikat szeretnék lekötni az alábbi területeken. acél és alumínium
Tetőfelújítások energiatudatos megoldásokkal
 Tetőfelújítások energiatudatos megoldásokkal Hives L. Zsolt okl.építészmérnök 2015. április 14. Tartalomjegyzék: Hőterhelés magastetőkben Alátéthéjazatok megoldásai Tetőrétegek szellőztetése Beszellőzés
Tetőfelújítások energiatudatos megoldásokkal Hives L. Zsolt okl.építészmérnök 2015. április 14. Tartalomjegyzék: Hőterhelés magastetőkben Alátéthéjazatok megoldásai Tetőrétegek szellőztetése Beszellőzés
INFORMÁCIÓS MEMORANDUM
 INFORMÁCIÓS MEMORANDUM Kőkút út 7., Hrsz.: 2939/1 3200 GYÖNGYÖS MAGYARORSZÁG INGATLAN SZ.: 008 2011. július Rev.01 Page 1 of 6 Megye Régió Heves Mátra / Gyöngyös Lakosság száma Kb. 35.000 Autópálya csatlakozás
INFORMÁCIÓS MEMORANDUM Kőkút út 7., Hrsz.: 2939/1 3200 GYÖNGYÖS MAGYARORSZÁG INGATLAN SZ.: 008 2011. július Rev.01 Page 1 of 6 Megye Régió Heves Mátra / Gyöngyös Lakosság száma Kb. 35.000 Autópálya csatlakozás
Irányítástechnika 1. 5. Elıadás. Félvezetıs logikai áramkörök. Irodalom
 Irányítástechnika 1 5. Elıadás Félvezetıs logikai áramkörök Irodalom - Kovács Csongor: Digitális elektronika, 2003 - Helmich József: Irányítástechnika I, 2005 Félvezetıs logikai elemek Logikai szintek
Irányítástechnika 1 5. Elıadás Félvezetıs logikai áramkörök Irodalom - Kovács Csongor: Digitális elektronika, 2003 - Helmich József: Irányítástechnika I, 2005 Félvezetıs logikai elemek Logikai szintek
Ultraprecíziós megmunkálások. Bevezetés a korszerű UP gépek felépítésébe
 Ultraprecíziós megmunkálások Bevezetés a korszerű UP gépek felépítésébe Hidrosztatikus ágyazás A hidrosztatikus ágyazás előnyei: Nagy méret- és alakpontosság Nagyon jó csillapítóképesség Nagy merevség,
Ultraprecíziós megmunkálások Bevezetés a korszerű UP gépek felépítésébe Hidrosztatikus ágyazás A hidrosztatikus ágyazás előnyei: Nagy méret- és alakpontosság Nagyon jó csillapítóképesség Nagy merevség,
I. Országgyűlés Nemzeti Választási Iroda
 I. Országgyűlés Nemzeti Választási Iroda I. A célok meghatározása, felsorolása A választási eljárásról szóló 2013. évi XXXVI. törvény (a továbbiakban: Ve.) 76. -a alapján a Nemzeti Választási Iroda folyamatosan
I. Országgyűlés Nemzeti Választási Iroda I. A célok meghatározása, felsorolása A választási eljárásról szóló 2013. évi XXXVI. törvény (a továbbiakban: Ve.) 76. -a alapján a Nemzeti Választási Iroda folyamatosan
11 kw/715 1/min. 160 kw/10000 1/min. Dr. Emőd István. Zöllner B-220 tip. örvényáramú fékpad 3-fázisú indítómotorral 2006.02.06.
 11 kw/715 1/min 160 kw/10000 1/min Zöllner B-220 tip. örvényáramú fékpad 3-fázisú indítómotorral 1_2/1 hajtás fékezés U R g R t Φ Külső gerjesztésű egyenáramú mérlegdinamó (mellékáramkörű motor) Ward-Leonard
11 kw/715 1/min 160 kw/10000 1/min Zöllner B-220 tip. örvényáramú fékpad 3-fázisú indítómotorral 1_2/1 hajtás fékezés U R g R t Φ Külső gerjesztésű egyenáramú mérlegdinamó (mellékáramkörű motor) Ward-Leonard
Beszállítói kooperációs börze fémipari megmunkálás, gépipar. Cégprofilok
 Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
EPER E-KATA integráció
 EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
Metanol szintézis. Tungler Antal Emeritus professzor MTA Energiatudományi Kutatóközpont 2014
 Metanol szintézis Tungler Antal Emeritus professzor MTA Energiatudományi Kutatóközpont 2014 Bevezetés. Metanol- további elnevezések metilalkohol, metilkarbinol, faszeszegy régóta ismert szerves vegyület,
Metanol szintézis Tungler Antal Emeritus professzor MTA Energiatudományi Kutatóközpont 2014 Bevezetés. Metanol- további elnevezések metilalkohol, metilkarbinol, faszeszegy régóta ismert szerves vegyület,
Kilökı rendszer funkciója. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Kilökı rendszerek
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 582 03 Hűtő-, klíma- és hőszivattyú
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 582 03 Hűtő-, klíma- és hőszivattyú
Áramlás- és zárószelepek Logikai szelep Logikai szelepek (ÉS / VAGY) Katalógus füzetek
 Katalógus füzetek") Áramlás- és zárószelepek Logikai szelep Katalógus füzetek 2 Áramlás- és zárószelepek Logikai szelep Váltószelep (VAGY) Qn = 80 l/min Alaplapos szelep csőcsatlakozással Sűrített levegő csatlakozás bemenet:
Áramlás- és zárószelepek Logikai szelep Katalógus füzetek 2 Áramlás- és zárószelepek Logikai szelep Váltószelep (VAGY) Qn = 80 l/min Alaplapos szelep csőcsatlakozással Sűrített levegő csatlakozás bemenet:
Termékinformáció a 811/2013 és a 813/2013 EU rendelet szerint előírva
 Termékinformáció a 811/2013 és a 813/2013 EU rendelet szerint előírva Termék adattábla (a 811/2013 EU rendeletnek megfelelően) (a) A forgalmazó megnevezése, vagy logója Remeha B.V. (b) A forgalmazó típusazonosítója
Termékinformáció a 811/2013 és a 813/2013 EU rendelet szerint előírva Termék adattábla (a 811/2013 EU rendeletnek megfelelően) (a) A forgalmazó megnevezése, vagy logója Remeha B.V. (b) A forgalmazó típusazonosítója
KONDÍCIÓS LISTA. Devizabelföldi magánszemélyek. Devizanem éves Kamat 22,13 % THM 1. 500.000 Ft, 3 év futamidő THM 1. 3 millió Ft, 5 év futamidő
 KONDÍCIÓS LISTA Devizabelföldi magánszemélyek eire vonatkozóan Hatályos: 2016.július 1-től 2016. július 1-jén vagy azt követően igényelt kölcsönökre vonatkozó feltételek: éves Kamat 22,13 % 24,89 % 24,89
KONDÍCIÓS LISTA Devizabelföldi magánszemélyek eire vonatkozóan Hatályos: 2016.július 1-től 2016. július 1-jén vagy azt követően igényelt kölcsönökre vonatkozó feltételek: éves Kamat 22,13 % 24,89 % 24,89
Analízis elo adások. Vajda István. 2012. október 3. Neumann János Informatika Kar Óbudai Egyetem. Vajda István (Óbudai Egyetem)
") Vajda István Neumann János Informatika Kar Óbudai Egyetem / 40 Fogalmak A függvények értelmezése Definíció: Az (A, B ; R ) bináris relációt függvénynek nevezzük, ha bármely a A -hoz pontosan egy olyan
Vajda István Neumann János Informatika Kar Óbudai Egyetem / 40 Fogalmak A függvények értelmezése Definíció: Az (A, B ; R ) bináris relációt függvénynek nevezzük, ha bármely a A -hoz pontosan egy olyan
Oláh Attila. ESRI FlexAPI alapú bevetés irányítási rendszer
 Oláh Attila ESRI FlexAPI alapú bevetés irányítási rendszer A bonyolult helyzetek megkövetelik a modern bevetés irányítást! Ez, pedig ma már szinte elképzelhetetlen az együttműködő szervezetek és azok egységeinek
Oláh Attila ESRI FlexAPI alapú bevetés irányítási rendszer A bonyolult helyzetek megkövetelik a modern bevetés irányítást! Ez, pedig ma már szinte elképzelhetetlen az együttműködő szervezetek és azok egységeinek
31 525 03 1000 00 00 Karosszérialakatos Karosszérialakatos
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,