Tengelyjellegő alkatrész mővelet tervezése
|
|
|
- Sándor Fazekas
- 9 évvel ezelőtt
- Látták:
Átírás
1 1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Tengelyjellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak házi feladatához. ÓE 2010.

2 2 A feladat kiírás pontjai: 1. Határozza meg a kijelölt alkatrész megmunkálásának lépéseit. 2. Határozza meg az egyes ráhagyások értékét. 3. Készítsen leválasztási tervet. 4. Válasszon szerszámokat az egyes mőveletelemekhez, mutassa be a szerszámválasztás folyamatát.(szárkeresztmetszet: 20x20). 5. Határozza meg a szükséges forgácsolási paramétereket. 6. Tervezze meg az egyes mővelet elemek mozgáspályáját, készítsen vázlatot az egyes mőveletelemekhez tartozó mozgáspályákról! 7. Számolja ki a mővelet normaidejét. 8. Készítse el a megmunkálás Mőveleti utasítását. 9. Készítse el a Szerszámterv lapot! Vázlat az alkatrészrıl: Anyaga: St50 Szerszámgép: E400/1000 egyetemes eszterga

3 Elsı lépésként készítsük el az alkatrész mőhelyrajzát, adjunk meg minden ismert adatot. A feladat kiírásból nem ismert adatokat (pl. rajzszám) adjuk meg magunktól. A rajz készülhet kézzel vagy CAD rendszerrel. 3 Ellenırzés: Megnevezés: Anyag: MB Menetes csap St 50 Dátum: Tömeg: Általános élletörés 1x45º Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar ,2 kg Neptun kód: Név: Méretarány: Rajzszám: JK5U2Y Dr. Mikó Balázs M 1:

4 4 1. Határozza meg a kijelölt alkatrész megmunkálásának lépéseit. Az alkatrész a legnagyobb átmérıvel egyezı rúdanyagból készül, a kész alkatrészt leszúrjuk. Elıfordulhat, hogy a valóságban kereskedelmi forgalomban az adott anyagminıségbıl nem létezik rúdanyag, de jelen feladatban ezt elhanyagoljuk. A megmunkálási lépéseknél nagyolást és simítást alkalmazunk. A rúdanyagot tokmányba fogjuk úgy, hogy megfelelı hosszúságban kilógjon a tokmányból. A megfelelı hossz a darab rajz szerinti hossza, plusz mm. A mőveletelemek sorrendjének meghatározásának fıbb szabályai: Oldalazással kezdjük a megmunkálást. Az utolsó mőveletelem a leszúrás. Elıször minden felületet nagyoljunk le, utána simítsunk. A beszúrás a hordozó felület simítása után történik. Menetesztergálás a külsı átmérı simítása után történik. Menetkifutást a menetesztergálás elıtt végezzük el. Ez alapján a következı mőveletelemek szükségesek: 1. Nagyoló oldalazás 2. Nagyoló hosszesztergálás 3. Kontúrsimítás 4. Beszúrás 5. Élletörés 6. Menetesztergálás 7. Leszúrás

5 5 2. Határozza meg az egyes ráhagyások értékét. A ráhagyás az az anyagtöbblet, amit a megmunkálás hibáinak kijavítására hagyunk a következı megmunkálás lépés számára. A ráhagyások meghatározásának több módszere ismert (ld. elıadás), a feladat megoldása során az IT minıségekre épülı tapasztalati módszert alkalmazzuk. Ráhagyások felépítése külsı méret esetén N Névleges méret FN Felsı határméter A s, A n, A e simítási, nagyolási, elıgyártmány alapméter R k, R s, R n köszörülési, simítási, nagyolási ráhagyás T k, Ts, T n - köszörülési, simítási, nagyolási tőrés T e elıgyártmány tőrés Az elıgyártmány alapmérete: A e = FH + R k + R s + R n Egyéb elıírás hiányában a tőrés megmunkálás közben az anyagba mutat A ráhagyások ajánlott értékei oldalanként értendıek, azaz egy oldalról végzett forgácsolásnál egyszeres, két oldalról végzett megmunkálásnál kétszeres értékkel kell számolni. A ráhagyás értékét a megadott IT minıség tőrésmezı szélessége adja. R k köszörülési ráhagyás IT11 R s simítási ráhagyás IT14 R n nagyolási ráhagyás IT16 A fenti ráhagyások akkor elegendıek, ha a megelızı megmunkálás pontossága (tőrése) az alábbi: T s simítási tőrés IT9 T n nagyolási tőrés IT12 A nagyolási ráhagyásnál megadott érték akkor használható, ha az elızetes megmunkálás hengerlés volt. A számított mőveletközi métereket és tőréseket kerekíteni kell az alábbiak szerint: Méret Tőrés Elıgyártás 1 0,5 Nagyolás 0,5 0,05 Simítás 0,1 0,02 Köszörülés Kész méret Kész méret tőrése 0 0 S=A s -Ts, N=A n -Tn, E=A e ±T e Adott méretek IT minıséghez tartozó tőrésmezı szélessége µm-ben (1 mm= 1000 µm) IT 9 IT 10 IT 11 IT 12 IT 13 IT 14 IT 15 IT mm mm mm mm mm mm

6 6 Nem tőrésezett méretek tőrése mm-ben MSz ISO 2768 alapján: Tőrésosztály 6-30 mm mm mm mm f (finom) ±0,1 ±0,15 ±0,2 ±0,3 m (közepes) ±0,2 ±0,3 ±0,5 ±0,8 c (durva) ±0,5 ±0,8 ±01,2 ±2 v (nagyon durva) ±1 ±1,5 ±2,5 ±4 Menetek külsı átmérıjének tőrése 6g pontossági osztály esetén: Menetemelkedés Felsı érték Alsó érték 1,5-0,032-0, ,038-0,318 2,5-0,042-0, ,048-0,418 Köszörülést és így köszörülési ráhagyást akkor alkalmazunk, ha a méret IT7-nél pontosabb. A számítást a teljes hosszra és a simítandó átmérıkre végezzük el, a beszúrásokra nem kell. Tőrésezetlen méretek tőréseinél a finom tőrésosztályt válasszuk. Méret M24x1,5 Ø40 70 N ø24 ø40 70 T - 0,032 / -0,268 ±0,15 ±0,15 FH ø23,968 ø40,15 70,15 S=A 0 sker / -Tsker 24-0,032 / -0,268 ø40 +0,15 / -0,15 70±0,15 R s (2xIT14) 2x0,52=1,04 2x0,62=1,24 1x0,74=0,74 A n =A sker +R s ø25,008 ø41,39 70,89 A nker ø25,5 ø41,5 71,00 T n (IT12) 0,210 0,25 0,300 T nker 0,25 0,25 0,3 N=A 0 nker / -Tnker ø25,5 0 / -0,25 ø41,5 0 / -0, / -0,3 R n (2xIT16) 2x1,3=2,6 2x1,6=3,2 1x1,9=1,9 A e =A nker +R n ø28,1 ø44,7 72,9 A eker 73 Tehát a nagyoló oldalazás során a darab hosszát 72 mm-re oldalazzuk, a két átmérı értéke nagyolás után ø25,5 mm és ø41,5 mm. Mivel az elıgyártmány átmérıje (ø60) nagyobb. mint a két átmérı esetében szükséges érték, így a darab elkészíthetı.

7 7 3. Készítsen leválasztási tervet. A leválasztási terv rajzos formában mutatja meg az egyes mőveletelemek végrehajtása során eltávolítandó anyagtérfogatok metszetét. Az egyes leválasztási alakzatokat számozzuk, a számok sorrendje nem feltétlenül tükrözi a végrehajtás sorrendjét, azonban ilyen egyszerő alkatrész esetén sorba tudjuk állítani a mőveletelemeket. A mőveletelemek sorrendjében követjük az 1. pontban leírtakat. Egy adott alkatrész esetén több leválasztási terv is készíthetı. Esetünkben a hossznagyolás 2. és 3. leválasztási alakzata másként is felbontható lenne. A két verzió között érdemi különbség nincs. A 3. jelő nagyolás során tengely irányban a beszúrás feléig megyünk, így nem alakulnak ki kis lépcsık a homlokfelületen, mivel a homlokfelületet a beszúrókés alakítja majd ki. A leválasztási terv a következı: 1. Nagyoló oldalazás 72-re 2. Nagyoló hosszesztergálás 1 ø41,5x50 3. Nagyoló hosszesztergálás 2 ø25,5x24,5 4. Kontúrsimítás 5. Beszúrás 6. Élletörés 1x45º 7. Menetesztergálás M24x1,5 8. Leszúrás

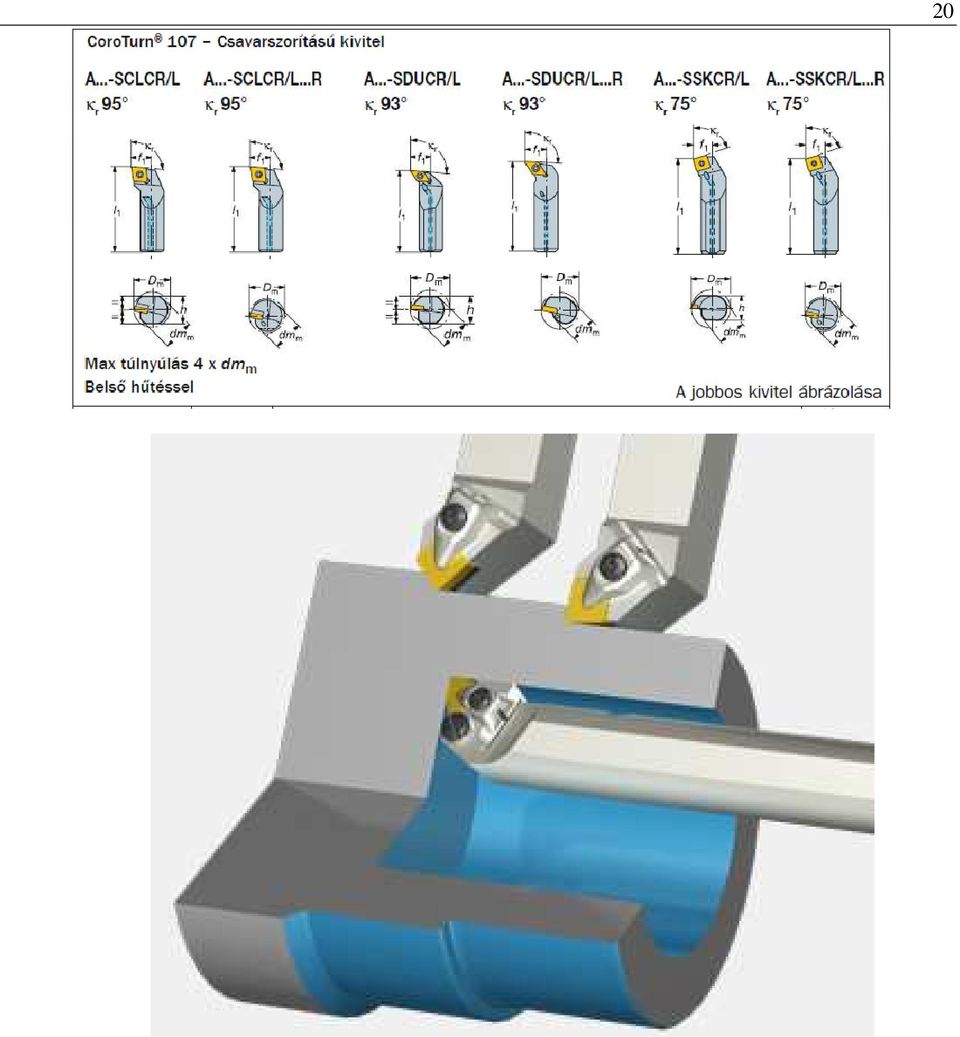
8 4. Válasszon szerszámokat az egyes mőveletelemekhez, mutassa be a szerszámválasztás folyamatát. (szárkeresztmetszet: 20x20). Az egyes mőveletelemekhez szerszámokat a Sandvik Coromat CoroKey katalógusából válasszunk! (Letölthetı a cég honlapjáról: A szerszámválasztás során különbözı feltételekkel szőkítjük az alkalmazható szerszámok körét. A Coromant CoroKey katalógus logikáját követve ezek a következık (más katalógusok eltérı logikára is épülhetnek, azonban ezen kérdésekre mindig válaszolnunk kell.): 1. Milyen a lapka rögzítése a szerszámtestben? a. csavarral rögzített (CoroTurn 107) b. szorító kengyellel rögzített (CoroTurn RC) 8 1. ábra CoroTurn 107 és RC rendszer 2. Mi a megmunkálás típusa? a. keresztesztergálás b. hosszesztergálás c. beszúrás d. leszúrás e. menetesztergálás 3. A megmunkált felület iránya? a. külsı felület b. belsı felület 4. Milyen anyagot munkálunk meg? a. P acél b. M rozsdamentes acél c. K öntöttvas d. N nem vas fémek e. S hıálló acél f. H edzett acél 5. Mi a megmunkálás jellege? a. nagyolás b. közepes megmunkálás c. simítás 6. Milyen alakú lapkával, milyen élgeometria mellett férünk hozzá a megmunkálandó felülethez? 7. Milyen szárkeresztmetszető lehet a szerszámtest? Az alkatrész anyaga St50, ötvözetlen acél, ami a P anyagkategóriába tartozik a katalógus elején található összesítı táblázat lapján. Olyan szerszámokat választunk, melyek csavarral vannak rögzítve (CoroTurn 107 rendszer). A szerszámszár keresztmetszete 20x20 mm, mivel ez fogható be az elıírt szerszámgép szerszámtartójába. A lapka és a késszár kiválasztása párhuzamosan folyik.
: 1.")
9 9 2. ábra Részlet a Sandvik Coromant CoroKey katalógusából 1. Nagyoló oldalazás 72-re A nagyoló oldalazáshoz olyan szerszámot választunk, melynek fıélelhelyezési szöge 90º-nál nagyobb, alkalmas kereszt és hosszesztergálásra is, így a nagyoló hosszesztergáláshoz nem kell szerszámot váltani. A lehetséges elıtolás irányokat kis nyilak mutatják az összefoglaló táblázatban. Olyan szerszámot választunk nagyoláshoz, melynek csúcsszöge minél nagyobb, hogy a nagyolással járó terhelést jól viselje. Nagyoláshoz lehetıleg C vagy D alakkódú lapkát válasszunk. C-s lapkát választva keressük meg a lehetséges késszárakat. Válasszunk csavarszorítású jobbos (R) szárat C-s lapkához, 20x20 mm-es szárkeresztmetszettel. Ebben az esetben a katalógus alapján a lapka mérete 9-es lehet. Tehát szükségünk van egy C-s alakkódú, 09-es mérető, P-s anyagok megmunkálásához való, közepes megmunkálásokhoz kifejlesztett lapkára. (Azért nem nagyoló lapkát választunk, mert azokat nagyobb teljesítményő megmunkálásokhoz fejlesztették, például öntött vagy kovácsolt darabok nagyolásához.) A lapka csúcssugarát válasszuk 0,8 mm-re, átlagos forgácsolási feltételeket feltételezve a lapka anyaga GC 4225 keményfém. Ezen megfontolások alapján eljutottunk a katalógusban szereplı egyetlen lakához és késszárhoz: A választott lapka: CCMT 09T308-WM 4215 A választott késszár: SCLCR 2020K09 A lapkát és készszárak szabványos jelölésének értelmezését a katalógusok tartalmazzák.

10 10 2. Nagyoló hosszesztergálás 1 ø41,5x50 A megmunkálás az elızı szerszámmal végrehajtható, így a szerszámváltás idejét megtakarítjuk. A választott lapka: CCMT 09T308-WM 4215 A választott késszár: SCLCR 2020K09 3. Nagyoló hosszesztergálás 2 ø25,5x24,5 Mivel a megmunkálás körülményei megegyeznek az elızıvel, a szerszám változatlan. A választott lapka: CCMT 09T308-WM 4215 A választott késszár: SCLCR 2020K09 4. Kontúrsimítás A kontúrsimításhoz olyan szerszámra van szükségünk, amely alkalmas a kontúr mentén végighaladni, tehát mind homlok, mind palástfelület esztergálására alkalmas. Ezen feltételnek a D alakkódú lapka felel meg, a késszárak alapján a 20x20 mm-es szárkeresztmetszethez 07-es és 11-es mérető lapka választható. Válasszuk a 11-est. Tehát kell egy D alakú P-s simító lapka, csavaros rögzítéssel, 0,8 mm-es csúcssugárral, a megmunkálás feltételei átlagosak. A választott lapka: DCMT 11T308-PF GC4215 A választott késszár: SDJCR 2020K11

11 Beszúrás Beszúráshoz beszúró szerszámot választunk. A legfontosabb paraméter a beszúrás szélessége. Ha nem találunk olyan széle beszúró kést, mint a beszúrás, kisebbet választunk és több fogásban hajtjuk végre a mőveletelemet. Átlagos feltételek mellett kis elıtolást választva két lapka adódik, melyek közül a kisebb lekerekítéső sugarút választjuk. A késszárat a G lapkaméret, a 20x20-as szárkeresztmetszet és a beszúró kés szükséges kinyúlása (a r max = 20 mm) határozza meg. Természetesen jobbos kivitelő szerszámot választunk. A választott lapka: N123G GF GC1125 A választott késszár: RF123G B
 határozza meg.")
12 12 6. Élletörés 1x45º Hagyományos esztergagépen az élletörést hossz- vagy keresztesztergálással tudjuk elkészíteni 45º-os fıélelhelyezéső szerszámmal. Ehhez egy S lapkát választhatunk. Az eddigi megfontolásokat figyelembe véve: A választott lapka: SCMT 09T308-PF GC4215 A választott késszár: SSDCR 2020K9

13 13 7. Menetesztergálás M24x1,5 Menetesztergáló szerszámok választásánál a menet típusa, esetünkben külsı metrikus, és a menetemelkedés határozza meg a lapkát. A szárat a szárkeresztmetszet. A választott lapka: R166.0G-16MM GC1020 A választott késszár: R166.4FG

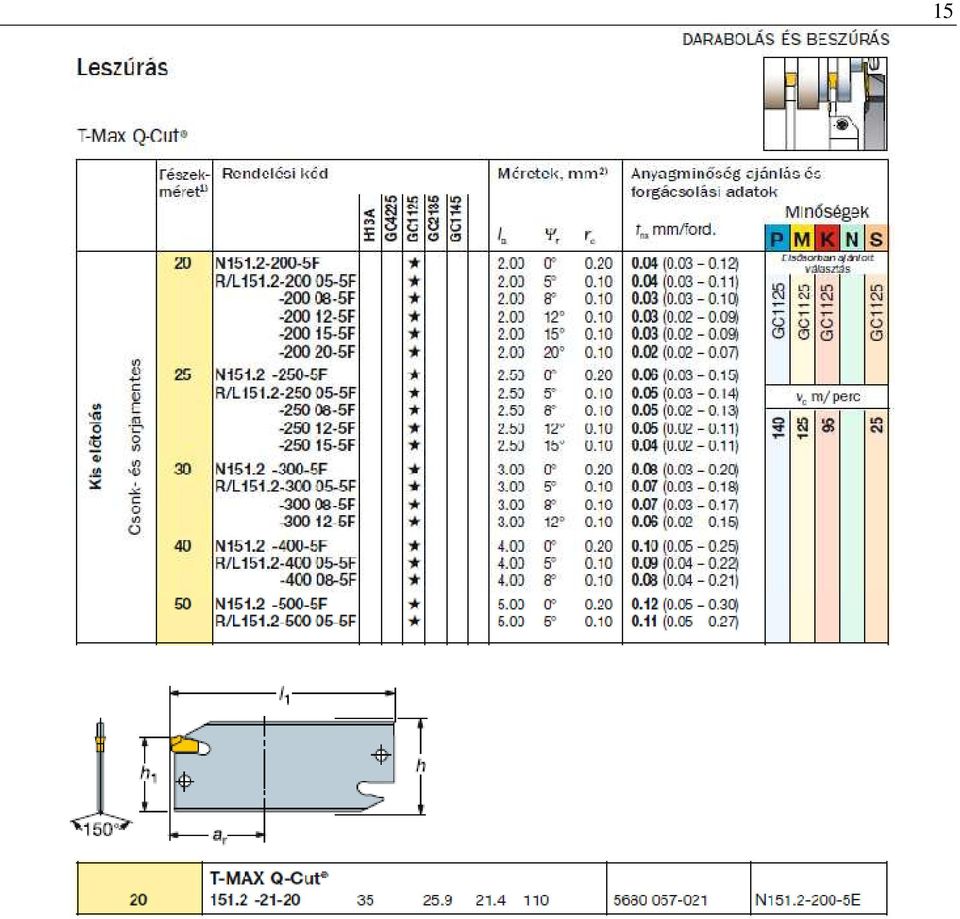
14 14 8. Leszúrás Leszúrás esetén elsısorban az átmérıhöz kell szerszámot választani. Mivel az átmérı 6a mm, ezért a nagy mélységő ( mm) leszúró szerszámok közül választunk. A késszárak közül olyat kell választani aminek a r paramétere nagyobb, mint a munkadarab sugara, vagyis 30 mm, és ezek mellett a késszám magassága (h) sem túl nagy. Ez alapján a T- Max Q-Cut típusból a legkisebbet választom. Ebbe egy 20-as mérető lapka szükséges. Három féle lapkát tudunk választani: egyenes élőt (N), jobbos (R) és balos (L) dılésőt. A leszúráshoz jobbos dılésőt választva a leválasztott munkadarabon csak minimális csonk marad. A választott lapka: R F GC1125 A választott késszár:
, jobbos (R) és balos (L) dılésőt.")
15 15
16 16 5. Határozza meg a szükséges forgácsolási paramétereket. A beállítandó forgácsolási paramétereket a szerszámkatalógus ajánlásai alapján a legnagyobb termelékenységre törekedve határozzuk meg figyelembe véve a szerszámgépen beállítható értékeket. Az E-400/1000 egyetemes esztergán a következı fordulatszám és elıtolás értékek állíthatók be (a táblázat a gép információs táblájának elrendezésével azonos): Fordulatszám [1/min] n Elıtolás [mm] f A következı forgácsolási paramétereket kell meghatározni: v c forgácsolási sebesség [m/min] n fordulatszám [1/min] f elıtolás [mm] a fogásmélység [mm] i fogásszám [-] 1000 v n = d Π c 1. Nagyoló oldalazás 72-re A katalógus által ajánlott forgácsolási sebesség: 415 m/min Az oldalazás során a megmunkálás átmérıje ø60-ról ø0-ra csökken, vagyis állandó fordulatszám mellett elfogy a forgácsolási sebesség. Mivel végig azonos fordulatszámmal tudunk csak esztergálni, a fordulatszámot a legnagyobb átmérıre határozzuk meg. A számított fordulatszám: /min. A számítás során a tizedes jegyeknek nincs jelentıségük. Összehasonlítva a gépen beállítható fordulatszámokkal, ez túl nagy tehát hozzáigazítva a gép képességeihez: A beállítandó fordulatszám: n 1 = /min. A katalógus által ajánlott elıtolás tartomány: 0,15 0,5 mm, Az ajánlott középérték 0,3 mm. Mivel ez utóbbi beállítható a gépen ezért elfogadjuk, tehát A beállítandó elıtolás: f 1 = 0,3 mm. A katalógus által ajánlott fogásmélység: 0,7 4 mm A ráhagyásszámítás alapján a ráhagyás 2 mm, melyet egy fogással szeretnénk eltávolítani. A beállítandó fogásmélység: a 1 = 2 mm.
![Az E-400/1000 egyetemes esztergán a következı fordulatszám és elıtolás értékek állíthatók be (a táblázat a gép információs táblájának elrendezésével azonos): Fordulatszám [1/min] n 95 132 190 750](/docs-images/49/21630774/images/page_16.jpg "1060 1500 33.5 47.5 67 265 375 530 Elıtolás [mm] f 0.0125 0.014 0.0148 0.016 0.017 0.019 0.02 0.0218 0.0234 0.1 0.112 0.1188 0.125 0.137 0.15 0.162 0.175 0.187 0.8 0.9 0.95 1 1.1 1.2 1.3 1.4 1.5 0.025 0.")
17 A fogásszám: i 1 = Nagyoló hosszesztergálás 1 ø41,5x50 A katalógus által ajánlott forgácsolási sebesség: 415 m/min Nagyolás során az elsı fogás 57 mm-es átmérın történik, az utolsó 41.5 mm-en. Ezekhez tartozó két fordulatszám /min illetve /min. Mindkettı nagyobb, mint a gépen beállítható maximum, ezért: A beállítandó fordulatszám: n 2 = /min. A katalógus által ajánlott elıtolás tartomány: 0,15 0,5 mm, Az ajánlott középérték 0,3 mm. Mivel ez utóbbi beállítható a gépen ezért elfogadjuk, tehát A beállítandó elıtolás: f 2 = 0,3 mm. A katalógus által ajánlott fogásmélység: 0,7 4 mm, az ajánlott közepes érték 1,5 mm. A beállítandó fogásmélység: a 2 = 1,5 mm. Az eltávolítandó ráhagyás (60-41,5)/2=9,25 mm. A fogásszám: i 2 = 6. (az elsı fogás 0,25 mm-rel nagyobb) 3. Nagyoló hosszesztergálás 2 ø25,5x24,5 A katalógus által ajánlott forgácsolási sebesség: 415 m/min Nagyolás során az elsı fogás 38,5 mm-es átmérın történik, az utolsó 25,5 mm-en. Ezekhez tartozó két fordulatszám /min illetve /min. Mindkettı nagyobb, mint a gépen beállítható maximum, ezért: A beállítandó fordulatszám: n 3 = /min. A katalógus által ajánlott elıtolás tartomány: 0,15 0,5 mm, Az ajánlott középérték 0,3 mm. Mivel ez utóbbi beállítható a gépen ezért elfogadjuk, tehát A beállítandó elıtolás: f 3 = 0,3 mm. A katalógus által ajánlott fogásmélység: 0,7 4 mm, az ajánlott közepes érték 1,5 mm. A beállítandó fogásmélység: a 3 = 1,5 mm. Az eltávolítandó ráhagyás (41,5-25,5)/2=8 mm. A fogásszám: i 3 = 6. (az utolsó fogás 0,5 mm-rel kisebb) 4. Kontúrsimítás A katalógus által ajánlott forgácsolási sebesség: 515 m/min Simítás során d=0 és d=60 mm között forgácsolunk. A fordulatszám meghatározásához a 24 mm-es és a 40 mm-es átmérıt választva a fordulatszám ajánlott értékei /min és /min, tehát továbbra is a gép maximális fordulatszámán kell dolgoznunk. A beállítandó fordulatszám: n 4 = /min. A katalógus által ajánlott elıtolás tartomány: 0,08 0,3 mm, az ajánlott középérték 0,15 mm. Simítás esetén azonban a szükséges elıtolás értékét a felületi érdesség elıírás alapján határozzuk meg. 1,6 µm-es R a érdesség elıírást feltételezve: 4 Ra 4 1,6 f = 8 rε = 8 0,8 = 0,202 mm A gépen beállítható elıtolás: f 4 = 0,2 mm A beállítandó fogásmélység a ráhagyásszámítás alapján: a 4 = 0,75 mm. A fogásszám: i 4 = Beszúrás A katalógus által ajánlott forgácsolási sebesség: 140 m/min. A beszúrás d=40 mm és d=20 mm között történik, az ajánlott forgácsolási sebességhez tartozó határfordulatszámok /min és /min. Az eddig használt maximális fordulatszám a kettı közé esik, ezt továbbra is alkalmazhatjuk. A beállítandó fordulatszám: n 5 = /min.
/2=9,25 mm. A fogásszám: i 2 = 6.")
18 18 Az elıtolás ajánlott értéke 0,05 és 0,2 mm/fordulat, az ajánlott középérték 0,09 mm/ford. A beszúrás során csak kis elıtolással haladhatunk a rezgésveszély miatt, ezért az ajánlott középértékhez közel álló gépen beállítható elıtolás értéket választom: A gépen beállítható elıtolás: f 5 = 0,0875 mm. Fogásmélység a kés szélességével egyezik meg, a beszúrás egy fogásban végezzük. A beállítandó fogásmélység: a 5 = 3 mm. A fogásszám: i 5 = Élletörés 1x45º A katalógus által ajánlott forgácsolási sebesség: 515 m/min. Az élletöréseket ø24, ø40 és ø60 mm-es átmérıkön kell elkészíteni, a szükséges fordulatszámok: /min, /min és /min. A gépadatokat figyelembe véve: A beállítandó fordulatszám: n 6 = /min. Az élletörés során az elıtolás kézzel történik a röfid mozgások miatt, így elıtolás értéket nem tudunk megadni. A késıbbi számolások miatt azonban válasszuk az ajánlott középértéket, ha azt be tudjuk állítani. A fogásmélység ez esetben nem értelmezhetı, a fogásszámnak megadhatjuk az élletörések számát: A gépen beállítható elıtolás: f 6 = 0,15 mm. A beállítandó fogásmélység: a 6 = -. A fogásszám: i 6 = Menetesztergálás M24x1,5 A katalógus által ajánlott forgácsolási sebesség: 155 m/min A fordulatszámot a menet névleges átmérıje alapján ø24 mm-re számoljuk, amely /min. Ez a fordulatszám azonban hagyományos esztergagépen történı menetesztergálás esetén túl nagy, mivel a nagy elıtolás miatt csak kevés (kb 0,1 s) ideje lenne a gépkezelınek a kés megállítására a menet végénél. Hagyományos esztergagép esetén 5-15 m/min forgácsolási sebességet alkalmazunk, melyhez 66 1/min és 199 1/min fordulatszám tartozik. 95 1/min fordulatszámot választva a gépen beállíthatók közül, kb 1,5 s ideje lesz a gépkezelınek a megállásra és a visszafutás elindítására. A beállítandó fordulatszám: n 7 = 95 1/min. Menetesztergálás esetén az elıtolás mindig megegyezik a menetemelkedéssel! A gépen beállítható elıtolás: f 7 = 1,5 mm. Fogásmélység a katalógusban adott fogásszámból (nap) határozható meg. Esetünkben ez 6/7 fogás de választhatunk nagyobb értéket is. A menet mélysége h3 = 0,6134 * P = 0,6134 * 1,5 = 0,9201. Ezt kell úgy felosztanunk, hogy a fogások száma 6-15 közé essen, a fogásmélység 0,04-0,12 mm közé. 10 fogás esetén a feltételeket kielégítettük. A beállítandó fogásmélység: a 7 = 0,092 mm. A fogásszám: i 7 = Leszúrás A katalógus által ajánlott forgácsolási sebesség: 140 m/min A beszúrás d=60 mm és d=0 mm között történik, az ajánlott forgácsolási sebességhez tartozó határfordulatszámok 743 1/min és 1/min. Az átmérı csökkenésével a forgácsolási sebesség csökkeni fog. A beállítandó fordulatszám: n 8 = 750 1/min. Az elıtolás ajánlott értéke 0,03 és 0,11 mm/fordulat, az ajánlott középérték 0,04 mm/ford. A leszúrás során csak kis elıtolással haladhatunk a rezgésveszély miatt, ezért az ajánlott középértéket elfogadjuk, a gépen beállítható. A gépen beállítandó elıtolás: f 8 = 0,04 mm. Fogásmélység a kés szélességével egyezik meg, a beszúrás egy fogásban végezzük. A beállítandó fogásmélység: a 8 = 5 mm. A fogásszám: i 8 = 1.

19 19 Furatos alkatrész esetén csigafúróval történı fúrással kezdjük a megmunkálást. ø20 mm-ig illik telibe fúrni, a felett az átmérı 60%-nak megfelelı átmérıjő fúróval elı kell fúrni. A CoroKey katalógus tömör keményfém és váltólapkás fúrókat tartalmaz. Az adott szerszámgépen gyorsacél (HSS) fúrók is jól alkalmazhatók. A szerszámválasztást a munkadarab anyaga, a furat átmérıje és hossza határozza meg. Amennyiben a példánkban adott alkatrészbe egy ø12-es átmenı furatot szeretnénk készíteni, a hozzá tartozó szerszám a következı: R x0-AyA. Ez azonban még nem a helyes rendelési kód, az x és y karakterek helyére be kell írni a megfelelı kódot. Mivel L/D = 70 / 12 = 5,8, ezért egy 7xD c hosszú szerszámra van szükségünk, vagyis x=7. A fúrás során belsı hőtés alkalmazására nincs lehetıségünk, így y=0. Tehát a fúró rendelési kódja: R A0A. Furat esztergálással történı megmunkálásához, ugyan úgy választhatunk szerszámot, mint külsı felületek megmunkálásához, azonban egy további szempontot kell figyelembe venni. Ellenıriznünk kell, hogy a választott szerszámszár mekkora átmérıjő furatban képes dolgozni. Furatkések kialakítása eltér a külsı felületek esztergálásához használt szerszámokétól. Ügyelni kell a szerszám maximális kinyúlására is, a legnagyobb merevség érdekében a szerszámrögzítı rendszer által megengedett legnagyobb keresztmetszető szerszámot kell választani, ami alkalmas a tervezet belsı átmérı elkészítésére.

20 20
21 6. Tervezze meg az egyes mővelet elemek mozgáspályáját, készítsen vázlatot az egyes mőveletelemekhez tartozó mozgáspályákról! Készítsen jellegre helyes rajzot a szerszámok mozgásáról, határozza meg a fımozgás (L i ) és a mellékmozgások (L mi ) úthosszát. (Fımozgás során fográcsot választunk le, mellékmozgások során pozícionáljuk a szerszámot. A szerszámváltáshoz szükséges mozgásokat és két mőveletelem közti mozgásokat nem itt vesszük figyelembe.) Nagyoló oldalazás 72-re L 1 = = 32 mm L m1 = ,5 = 30,5 mm (Az oldalazás után a szerszámot kiemeljük 1 mm-t és a következı mőveletelem kezdı pozíciójába állunk.) 2. Nagyoló hosszesztergálás 1 ø41,5x50 L 2 = 6 * ( ) = 300 mm L m2 = 6 * ( ,5) = 321 mm (Visszafutás során kiemeljük a szerszámot, visszajövünk a darab elejére és fogásmélységre állunk.) 3. Nagyoló hosszesztergálás 2 ø25,5x24,5 L 3 = 6 * (26-1,5 + 1) = 153 mm L m3 = 6 * ( ,5) = 177 mm (Visszafutás során kiemeljük a szerszámot, visszajövünk a darab elejére és fogásmélységre állunk.)
22 4. Kontúrsimítás L 4 = = 82 mm L m4 = 0 mm 22 (A darab megmunkált hosszát számoljuk tengely és sugár irányban, ráfutási és túlfutási távolságokat figyelembe véve.) 5. Beszúrás L 5 = = 22 mm L m5 = 0 mm (Elıtolással érjük el a horonymélységet, majd elıtolással jövünk ki.) 6. Élletörés 1x45º L 6 = 15 mm L m6 = 60 mm (Az élletörés készítésekor pozícionáljuk a szerszámot az él közelébe, majd kézi elıtolással elkészítjük a letörést és visszahúzzuk a szerszámot. A szerszám utak pontos meghatározására nincs szükség ebben az esetben, a megadott értékek becslések, ami a késıbbi számításokhoz elegendı.) 7. Menetesztergálás M24x1,5 L 7 = 10 * (2 * (2 + (26-3) + 3))= 560 mm L m7 = 0 mm (Menetesztergálás visszafutása történhet ugyan azzal az elıtolással és úton, mint a menetesztergálás, de 1 mm-es kiemeléssel is számolhatunk.)
23 23 8. Leszúrás L 8 = = 32 mm L m8 = = 32 mm (A leszúrás kezdetén 1 mm ráfutási utat, a leszúrás után 1 mm túlfutási utat biztosítunk. A leszúrás után visszaállunk a szerszámmal a kezdı pozícióba.)
24 24 7. Számolja ki a mővelet normaidejét A mővelet normaideje a munkadarab befogásától a kész munkadarab kifogásáig tartó idı. A normaidı meghatározásának célja a termelésütemezés adatokkal való ellátása. Nem törekszünk abszolút pontosságra, mivel számos bizonytalanság van a folyamatban, mivel az alkatrész elkészítése a gépkezelın múlik. Amennyiben nagy szériát kell készíteni, a normaidı teszt sorozat mérésével pontosítható. Ez több részre különíthetı el, melyek idıigényének meghatározása különbözı módszerekkel történik. Li Li A mővelet fıideje számolható a munka utak alapján: tg _ i = = v n f A mellékmozgások ideje szintén számolható a gyorsjárati sebesség ismeretében: t f _ i i i m _ i = A gyorsjárati sebesség kézi elıtolást jelent, hagyományos esztergagépek esetén mm/min értékkel számolhatunk. A következı elem a szerszámváltások ideje, melyet tapasztalati úton becsülhetünk. Az ideje függ a szerszámváltó típusától, az E400/1000 esztergagép esetén ez 0,5 perc körüli érték, a szerszám jellegétıl (beállítási igény), a gépkezelı gyakorlatától és igyekezetétıl függıen több és kevesebb is lehet. A negyedik elem a gépkiszolgálás ideje, ami a munkadarab cseréjét jelenti, és általános esetben a következı tevékenységeket foglalja magában: elıgyártmány ellenırzése (szemrevételezés és mérés), készülék tisztítása, elıgyártmány befogása, befogás pontosságának ellenırzése, alkatrész ellenırzése (szemrevételezés és mérés), alkatrész kifogása. Ha rúdanyagból dolgozunk a tokmány lazítása után a rudat elırébb kell húzni a megfelelı kinyúlásig, illetve a leszúrt darabot el kell helyezni a megfelelı győjtıhelyen. Fontos, hogy a leszúrás elıtt ellenırizzük a darabot, mert a leszúrás után a visszafogása és javítása nehézkes. A gépkiszolgálás idıigénye függ a készülék típusától és a munkadarab méretétıl. Példánkban a gépkiszolgálás ideje 2 perc, ami kényelmes, de ütemes munkavégzést tesz lehetıvé. A számítások jobb áttekinthetısége érdekében készítsünk táblázatot, melyben összefoglaljuk az eddigi eredményeket és kiszámoljuk a fımozgások idejét és a mellékmozgások idejét! Gyorsjárati sebességnek 300 mm/min értéket vettünk. L m _ i v gy
25 25 No Mővelet elem Szerszám v c * D max D min n* max n* min n v c f v f a R a i L t f L m t m 1 Oldalazás 2 3 Nagyoló hosszesztergálás 1. Nagyoló hosszesztergálás 2. 4 Kontúr simítás SCLCR 2020K09 CCMT 09T308-WM GC SCLCR 2020K09 CCMT 09T308-WM GC SCLCR 2020K09 CCMT 09T308-WM GC SDJCR 2020K11 DCMT 11T308-PF GC Beszúrás RF123G B N123G GF GC Élletörés SSDCR 2020K9 SCMT 09T308-PF GC Menetesztergálás R166.4FG R166.0G-16MM GC Leszúrás R F GC
26 26 Összegezve: t + t + t + t n = g m sz. v tgk Fımozgások ideje (t g ): 6,15 min Mellékmozgások ideje (t m ): 2,11 min Szerszámváltás (t sz.v ): 6 x 0,5 = 3,00 min Gépkiszolgálás (t gk ): 2,00 min Normaidı összesen (t n ): 13,26 min Az adat célját tekintve egész percre kerekítve adjuk meg, egyedi vagy kis sorozatú gyártás esetén akár negyed órás kerekítést is alkalmazhatunk. A gyártás megkezdése elıtt szükséges felkészülni a gyártási feladatra, ami a rajz és a technológiai terv tanulmányozását jelenti, illetve a gép felszerszámozását a szerszámtervnek megfelelıen. Ezen tevékenységek ideje az elıkészületi idı. Egy adott alkatrész széria gyártásánál ez az idı csak egyszer jelentkezik, tehát egy n darabos sorozat esetén a szükséges idı: t = te + n tn. Az elıkészületi idı perc a feladat bonyolultságától függıen (természetesen több idıt is adhatunk tapasztalataink alapján). Egy n=25 db-os szériát feltételezve tehát: t = t + n t = = 365min = 6. h e n 1
27 27 8. Készítse el a megmunkálás Mőveleti utasítását A mőveleti utasítás tartalmaz minden olyan információt, mely alapján a mővelet végrehajtható. A Mőveleti utasítás lapon minden rovatot ki kell tölteni! A nem ismert adatokat adjuk meg magunktól. A lapszámnál az aktuális oldalszámot és az összes oldalszámot is meg kell adni. A Vázlat mezıben jellegre helyesen ábrázolni kell az alkatrész mővelet végrehajtása utáni állapotát (esetünkben ez a kész állapot), fel kell tüntetni a megmunkáláshoz szükséges méreteket. A darabot a gépkezelı szempontjából kell ábrázolni. Esztergálás esetén a darab tengelye vízszintes, a befogás a bal oldalon van. Az utasításon valamennyi mőveletelemet fel kell tüntetni, a munkadarab befogásától az ellenırzésig és a munkadarab kifogásáig. A mőveletelemeknél meg kel adni a mőveletelem nevét, az alkalmazott szerszámot, a meghatározott forgácsolási paramétereket. A forgácsolási sebességnél számoljuk vissza a sebességet a beállítható fordulatszámból. Bonyolultabb megmunkálás esetén a darab megmunkálandó felületei jelölhetık és a mőveletelemekhez rendelhetı, illetve a megmunkált felületek kiemelhetık színezéssel vagy pontvonallal. A dokumentumon meg kell adni a technológus nevét és a kiadás dátumát, valamint a nyomtatott példányt célszerő aláírni. A dátum biztosítja az esetleges késıbbi verziók közötti különbségtevést, az aláírással igazoljuk, hogy a nyomtatványt gyártásba adtuk. E két intézkedés sok kellemetlenségtıl kímélhet meg bennünket. Ha a kinyomtatott nyomtatványon kézzel javítunk (a házi feladat keretében természetesen ez nem megengedett), a javítás legyen egyértelmő, az eredeti adat is legyen olvasható, a javítás mellé mindig írjunk dátumot és aláírást. Adjuk meg az elıkészületi idıt és a kiszámolt normaidıt. Meg kell adnunk azt a darabszám korlátot, amíg a technológiai terv érvényes. Mást technológiai tervet használunk 1 darab gyártása esetén, 1000 darab gyártása esetén vagy darab gyártása esetén, A házi feladatban egyedi gyártást feltételezünk (egyedi gyártás nem csak 1 darab legyártását jelentheti). Adjuk meg a szerszámgépet, melyen a gyártást végre kell hajtani. Megadható helyettesítı gép is.
28 28 ÓE BGK Anyagtudományi és Gyártástechnológiai Intézet Gyártási jel: 1287/2010 Anyag: Vázlat: St 50 Rajzszám: Nyersméret: ø60x80 MŐVELETI UTASÍTÁS Munkadarab megnevezése: Menetes csap Anyagállapot: - Mővelet megnevezése: Esztergálás 1. Mőv. ut. szám: 098/10 Lapszám: 1/1 Munkadarab jele: Mővelet jele: 01/098 Mőveletterv sz.: 062/10 Sorszám Mőveletelem Felület Szerszám, mérıeszköz, készülék 1. Munkadarab Tokmány, rúdanyagból dolgozva befogása 2. SCLCR 2020K09 Oldalazás CCMT 09T308-WM GC4215 A menet külsı mérete: ø24-0,032 / -0,268 v m/perc n 1/perc f mm a mm , Nagyoló hosszesztergálás 1. SCLCR 2020K09 CCMT 09T308-WM GC ,3 1, Nagyoló hosszesztergálás 2. SCLCR 2020K09 CCMT 09T308-WM GC ,3 1, SDJCR 2020K11 Kontúr simítás DCMT 11T308-PF GC ,2 0, RF123G B Beszúrás N123G GF GC , SSDCR 2020K9 Élletörés SCMT 09T308-PF GC , R166.4FG Menetesztergálás R166.0G-16MM GC ,5 0, Ellenırzés Tolómérı Leszúrás R F GC , Név: Elıkészületi idı Darabidı Dr. Mikó Balázs Érvényes darabszám Dátum: min 14 min 1 25 Géptípus Mőhely Gépcsoport a E400/1000 szükség b E400/1500 EE szerinti c változat d AGI N i -
29 29 9. Készítse el a Szerszámterv lapot ÓE BGK Anyagtudományi és Gyártástechnológiai Intézet Szerszámterv Tervezte: Dátum: Dr. Mikó Balázs Program száma: - Szerszámgép, Vezérlés: E400/1000, - Alkatrész neve: Menetes csap Alkatrész rajzszáma: T Szerszám Ábra - Lapka: CCMT 09T308-WM 4215 ic = l = s = r ε = 0,8 Késszár: SCLCR 2020K09 h = b = h 1 = f 1 = l 1 = l 3 = - Lapka: DCMT 11T308-PF GC4215 ic = l = s = r ε = 0,8 Késszár: SDJCR 2020K11 h = b = h 1 = f 1 = l 1 = l 3 =
30 - Lapka: N123G GF GC1125 l a = r ε = a r = 30 Késszár: RF123G B h = b = h 1 = f 1 = l 1 = l 3 = a r = - Lapka: SCMT 09T308-PF GC4215 ic = l = s = r ε = 0,8 Késszár: SSDCR 2020K9 h = b = h 1 = f 1 = f 1s = l 1 = l 1s = l 3 = - Lapka: R166.0G-16MM GC1020 ic = 9,525 H c = 0,9 s = 3,97 d 1 = 4,4 Késszár: R166.4FG h = 20 b = 20 h 1 = 20 f 1 = 25 l 1 = 125 l 3 = 21,6
31 - Lapka: R F GC1125 l a = r ε = 31 Késszár: h = h 1 = l 1 = a r = A Szerszámterv a kiválasztott szerszámokat tartalmazza, szerepel rajta a szerszám megnevezése, rajza és adatai. Célszerő feltüntetni a szerszám beszállítóját is. Az egyes lapkák és szerszámok rajzai az internetes online katalógusból letölthetık. Szerszámtervet alapvetıen NC gépeken történı megmunkáláshoz készítünk, hagyományos gépek esetén kevéssé elterjedt az iparban. Célja a felszerszámozás segítése.
32 Formai követelmények A házi feladatot papíron, lehetıleg számítógéppel készítve és lehetıleg kétoldalasan nyomtatva (papírfelhasználás csökkentése), összetőzve kell beadni. A beadott feladat a következıket tartalmazza a megadott sorrendben: 1. Eredeti feladatlap 2. Eredeti alkatrész rajz 3. Az alkatrész mőhelyrajza 4. Mőveleti utasítás 5. Szerszámterv 6. Leválasztási terv, mőveletelemek felsorolása 7. Ráhagyásszámítás az átmérıkre és a hosszméretre 8. Szerszámválasztás folyamatának leírása mőveletelemenként 9. A szerszámmozgások ábrázolása mőveletelemenként, szerszámmozgások hosszának meghatározása 10. Forgácsolási paraméterek és normaidı számítás összefoglaló táblázata Eredeti feladatlap nélküli, illetve hiányos házi feladat nem adható be. A feladat értékelése során a maximális pontszámból indulva az egyes hibák és hiányosságok függvényében kerülnek pontok levonásra. 40% alatt a feladat nem felel meg, javítás egy alkalommal lehetséges. Határidın túli feladatbeadás napi 5% pontlevonással jár.
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs [email protected] Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs [email protected] Külsı hengeres felületek megmunkálása Gépipari
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Műszaki ábrázolás II. 3. Házi feladat. Hegesztett szerkezet
 Hegesztett szerkezet Feladat: Hegesztett szerkezet rajzának elkészítése. Szükséges eszközök: A3-as fehér rajzlap az összeállítási és alkatrészrajzokhoz szerkesztési táblázat az anyagminőségek és a szabványos
Hegesztett szerkezet Feladat: Hegesztett szerkezet rajzának elkészítése. Szükséges eszközök: A3-as fehér rajzlap az összeállítási és alkatrészrajzokhoz szerkesztési táblázat az anyagminőségek és a szabványos
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
2010.08.29. Termék HOGYAN GYÁRTANI HOGYAN TERVEZNI. Megtervezni a termék gyártási folyamatát, valamint a szükséges dokumentációk elıállítása.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése I. BAGFS15NNC/NLC 01a - A tervezés elvei
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 BUDAPESTI MŐSZAKI FİISKOLA BÁNKI DONÁT GÉPÉSZMÉRNÖKI FİISKOLAI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2006. BMF BDGFK AGI GTT FTSZT I. 2 1. A
BUDAPESTI MŐSZAKI FİISKOLA BÁNKI DONÁT GÉPÉSZMÉRNÖKI FİISKOLAI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2006. BMF BDGFK AGI GTT FTSZT I. 2 1. A
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs [email protected] Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs [email protected] Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép és készülékszerelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép és készülékszerelő
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi
 kicsi") 1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
1 Mélyhúzott edény teríték méretének meghatározása 1. Mintapélda, amikor a fenék lekerekítési sugár (Rb) kicsi A mélyhúzott edény kiindulási teríték átmérőjének meghatározása a térfogat-állandóság alapján
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Fúvókás sugárbefúvó cső DSA-RR
 Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 [email protected] www.schako.de Tartalom Leírás... 3 Kialakítás...
Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 [email protected] www.schako.de Tartalom Leírás... 3 Kialakítás...
MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények
 MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények A szürkített hátterű feladatrészek nem tartoznak az érintett témakörhöz, azonban szolgálhatnak fontos információval az érintett feladatrészek megoldásához!
MATEMATIKA ÉRETTSÉGI TÍPUSFELADATOK KÖZÉPSZINT Függvények A szürkített hátterű feladatrészek nem tartoznak az érintett témakörhöz, azonban szolgálhatnak fontos információval az érintett feladatrészek megoldásához!
54 481 01 1000 00 00 CAD-CAM informatikus CAD-CAM informatikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Útmutató a vízumkérő lap kitöltéséhez
 Útmutató a vízumkérő lap kitöltéséhez A vízumkérő lap ( Visa application form of the People s Republic of China, Form V. 2013 ) az egyik legfontosabb dokumentum, amit a kínai vízumra való jelentkezésnél
Útmutató a vízumkérő lap kitöltéséhez A vízumkérő lap ( Visa application form of the People s Republic of China, Form V. 2013 ) az egyik legfontosabb dokumentum, amit a kínai vízumra való jelentkezésnél
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ. Ápolási asszisztens szakképesítés. 2370-06 Higiéné, munkavédelem modul. 1. vizsgafeladat. 2010. augusztus 09.
 Egészségügyi Minisztérium Szolgálati titok! Titkos! Érvényességi idı: az írásbeli vizsgatevékenység befejezésének idıpontjáig A minısítı neve: Vízvári László A minısítı beosztása: fıigazgató JAVÍTÁSI-ÉRTÉKELÉSI
Egészségügyi Minisztérium Szolgálati titok! Titkos! Érvényességi idı: az írásbeli vizsgatevékenység befejezésének idıpontjáig A minısítı neve: Vízvári László A minısítı beosztása: fıigazgató JAVÍTÁSI-ÉRTÉKELÉSI
54 481 01 1000 00 00 CAD-CAM
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
54 862 01 0000 00 00 Munkavédelmi technikus Munkavédelmi technikus
 161-06 A munkaeszközök, munkafolyamatok és az egyéni védőeszközök egészséget nem veszélyeztető és biztonságos alkalmazásával kapcsolatos A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM
161-06 A munkaeszközök, munkafolyamatok és az egyéni védőeszközök egészséget nem veszélyeztető és biztonságos alkalmazásával kapcsolatos A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Kilökı rendszer funkciója. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Kilökı rendszerek
 Dr. Mikó Balázs [email protected] Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Dr. Mikó Balázs [email protected] Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
A Hozzárendelési feladat megoldása Magyar-módszerrel
 A Hozzárendelési feladat megoldása Magyar-módszerrel Virtuális vállalat 2013-2014/1. félév 3. gyakorlat Dr. Kulcsár Gyula A Hozzárendelési feladat Adott meghatározott számú gép és ugyanannyi független
A Hozzárendelési feladat megoldása Magyar-módszerrel Virtuális vállalat 2013-2014/1. félév 3. gyakorlat Dr. Kulcsár Gyula A Hozzárendelési feladat Adott meghatározott számú gép és ugyanannyi független
GRUNDFOS ALPHA2 Az A-energiaosztályú kis keringető szivattyúk következő generációja
 Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 25-4 N 18 Külön kérésre Cikkszám: 954752 Megjegyzés! A berendezés fényképe különböző. GRUNDFOS ALPHA2 Az A-energiaosztályú kis keringető szivattyúk következő
Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 25-4 N 18 Külön kérésre Cikkszám: 954752 Megjegyzés! A berendezés fényképe különböző. GRUNDFOS ALPHA2 Az A-energiaosztályú kis keringető szivattyúk következő
MAGYAR KERESKEDELMI ÉS IPARKAMARA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakképesítés azonosító száma, megnevezése: 33 5216 03 VILLANYSZERELŐ SZINTVIZSGA GYAKORLATI FELADAT B A szintvizsga időtartama: Elérhető pontszám: 300 perc 100 pont B/I.
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakképesítés azonosító száma, megnevezése: 33 5216 03 VILLANYSZERELŐ SZINTVIZSGA GYAKORLATI FELADAT B A szintvizsga időtartama: Elérhető pontszám: 300 perc 100 pont B/I.
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 08 Kőműves és hidegburkoló Tájékoztató A vizsgázó az első lapra írja fel a
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 08 Kőműves és hidegburkoló Tájékoztató A vizsgázó az első lapra írja fel a
1. Metrótörténet. A feladat folytatása a következő oldalon található. Informatika emelt szint. m2_blaha.jpg, m3_nagyvaradter.jpg és m4_furopajzs.jpg.
 1. Metrótörténet A fővárosi metróhálózat a tömegközlekedés gerincét adja. A vonalak építésének története egészen a XIX. század végéig nyúlik vissza. Feladata, hogy készítse el a négy metróvonal történetét
1. Metrótörténet A fővárosi metróhálózat a tömegközlekedés gerincét adja. A vonalak építésének története egészen a XIX. század végéig nyúlik vissza. Feladata, hogy készítse el a négy metróvonal történetét
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Shared IMAP beállítása magyar nyelvű webmailes felületen
 Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
Shared IMAP beállítása magyar nyelvű webmailes felületen A következő ismertető segítséget nyújt a szervezeti cím küldőként való beállításában a caesar Webmailes felületén. Ahhoz, hogy a Shared Imaphoz
1. Nyomásmérővel mérjük egy gőzvezeték nyomását. A hőmérő méréstartománya 0,00 250,00 kpa,
 1. Nyomásmérővel mérjük egy gőzvezeték nyomását. A hőmérő méréstartománya 0,0 250,0 kpa, pontossága 3% 2 osztás. Mekkora a relatív hibája a 50,0 kpa, illetve a 210,0 kpa értékek mérésének? rel. hiba_tt
1. Nyomásmérővel mérjük egy gőzvezeték nyomását. A hőmérő méréstartománya 0,0 250,0 kpa, pontossága 3% 2 osztás. Mekkora a relatív hibája a 50,0 kpa, illetve a 210,0 kpa értékek mérésének? rel. hiba_tt
Épületvillamosság laboratórium. Villámvédelemi felfogó-rendszer hatásosságának vizsgálata
 Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
Budapesti Műszaki és Gazdaságtudományi Egyetem Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Épületvillamosság laboratórium Villámvédelemi felfogó-rendszer hatásosságának
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Statisztika 2016. március 11. A csoport Neptun kód
 Statisztika 2016. március 11. A csoport Név Neptun kód 1. Egy közösségben az élelmiszerre fordított kiadások az alábbiak szerint alakultak: osszeg (ezer Ft) csalad(db) 20 7 20:1 30 12 30:1 40 20 40:1 50
Statisztika 2016. március 11. A csoport Név Neptun kód 1. Egy közösségben az élelmiszerre fordított kiadások az alábbiak szerint alakultak: osszeg (ezer Ft) csalad(db) 20 7 20:1 30 12 30:1 40 20 40:1 50
Korszerű geodéziai adatfeldolgozás Kulcsár Attila
 Korszerű geodéziai adatfeldolgozás Kulcsár Attila Nyugat-Magyarországi Egyetem Geoinformatikai Főiskolai Kar Térinformatika Tanszék 8000 Székesfehérvár, Pirosalma -3 Tel/fax: (22) 348 27 E-mail: [email protected].
Korszerű geodéziai adatfeldolgozás Kulcsár Attila Nyugat-Magyarországi Egyetem Geoinformatikai Főiskolai Kar Térinformatika Tanszék 8000 Székesfehérvár, Pirosalma -3 Tel/fax: (22) 348 27 E-mail: [email protected].
A közbeszerzési eljárások egyszerősítése - a lengyel tapasztalatok
 - a lengyel tapasztalatok Dariusz Piasta Nemzetközi Konferencia a Közbeszerzések Tanácsa szervezésében Budapest, 2011. november 17. Az elıadás vázlata: 1. Egyszerősítés - jelentése és korlátai 2. A kiindulási
- a lengyel tapasztalatok Dariusz Piasta Nemzetközi Konferencia a Közbeszerzések Tanácsa szervezésében Budapest, 2011. november 17. Az elıadás vázlata: 1. Egyszerősítés - jelentése és korlátai 2. A kiindulási
[MECHANIKA- HAJLÍTÁS]
![[MECHANIKA- HAJLÍTÁS]](/thumbs/39/20428431.jpg "[MECHANIKA- HAJLÍTÁS]") 2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
2010. Eötvös Loránd Szakközép és Szakiskola Molnár István [MECHANIKA- HAJLÍTÁS] 1 A hajlításra való méretezést sok helyen lehet használni, sok mechanikai probléma modelljét vissza lehet vezetni a hajlítás
AZ ALPHA2 a legutolsó és a leginnovatívabb tagja a Grunfos magas minőségű keringető szivattyú családjának.
 Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 32-4 18 Külön kérésre Cikkszám: 9547512 GRUNDFOS ALPHA2 Az A-energiaosztályú szivattyúk következő generációja Megjegyzés! A berendezés fényképe különböző. AZ
Pozíció Darab Leírás Egyszeri ár -1 ALPHA2 32-4 18 Külön kérésre Cikkszám: 9547512 GRUNDFOS ALPHA2 Az A-energiaosztályú szivattyúk következő generációja Megjegyzés! A berendezés fényképe különböző. AZ
Azonosító jel: Matematika emelt szint
 I. 1. Hatjegyű pozitív egész számokat képezünk úgy, hogy a képzett számban szereplő számjegy annyiszor fordul elő, amekkora a számjegy. Hány ilyen hatjegyű szám képezhető? 11 pont írásbeli vizsga 1012
I. 1. Hatjegyű pozitív egész számokat képezünk úgy, hogy a képzett számban szereplő számjegy annyiszor fordul elő, amekkora a számjegy. Hány ilyen hatjegyű szám képezhető? 11 pont írásbeli vizsga 1012
Leágazó idomok. Leágazó idomok
 Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ. Csecsemő- és gyermekápoló szakképesítés. 2402-06 Csecsemő és gyermek diagnosztika és terápia modul. 1.
 Emberi Erőforrások Minisztériuma Érvényességi idő: az írásbeli vizsgatevékenység befejezésének időpontjáig A minősítő neve: Rauh Edit A minősítő beosztása: mb. főigazgató-helyettes JAVÍTÁSI-ÉRTÉKELÉSI
Emberi Erőforrások Minisztériuma Érvényességi idő: az írásbeli vizsgatevékenység befejezésének időpontjáig A minősítő neve: Rauh Edit A minősítő beosztása: mb. főigazgató-helyettes JAVÍTÁSI-ÉRTÉKELÉSI
4. feladat. Gépszerkesztés alapjai c. tárgyból nappali tagozatú mechatronikai mérnök-hallgatóknak
 4. feladat Gépszerkesztés alapjai c. tárgyból nappali tagozatú mechatronikai mérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két
4. feladat Gépszerkesztés alapjai c. tárgyból nappali tagozatú mechatronikai mérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két
Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.)
") Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Automatikus elıtolású fúrógépek
 Automatikus elıtolású fúrógépek Az AFD vadonatúj j holnapja már m r elérhet rhetı, ami elıseg segíti az egyszerőbb tájékozt kozósástst Available! Az összes szükséges információ megtalálható egy helyen
Automatikus elıtolású fúrógépek Az AFD vadonatúj j holnapja már m r elérhet rhetı, ami elıseg segíti az egyszerőbb tájékozt kozósástst Available! Az összes szükséges információ megtalálható egy helyen
S Z I N T V I Z S G A F E L A D A T
 S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 013. szeptember 1-től, a 41/013. (V. 8.) VM rendelettel
S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 013. szeptember 1-től, a 41/013. (V. 8.) VM rendelettel
KOMPLEX TERVEZÉS TERVEZÉSI SZAKIRÁNY TARTÓSZERKEZETI FELADATRÉSZ 1. félév
 KOMPLEX TERVEZÉS TERVEZÉSI SZAKIRÁNY 1. félév engedélyezési terv szintű dokumentáció tartószerkezeti munkarészének elkészítése folyamatos konzultáció, az első konzultációnak a vázlatterv beadás előtt meg
KOMPLEX TERVEZÉS TERVEZÉSI SZAKIRÁNY 1. félév engedélyezési terv szintű dokumentáció tartószerkezeti munkarészének elkészítése folyamatos konzultáció, az első konzultációnak a vázlatterv beadás előtt meg
Bevezetés a lágy számítás módszereibe
 BLSZM-07 p. 1/10 Bevezetés a lágy számítás módszereibe Nem fuzzy halmaz kimenetű fuzzy irányítási rendszerek Egy víztisztító berendezés szabályozását megvalósító modell Viselkedésijósló tervezési példa
BLSZM-07 p. 1/10 Bevezetés a lágy számítás módszereibe Nem fuzzy halmaz kimenetű fuzzy irányítási rendszerek Egy víztisztító berendezés szabályozását megvalósító modell Viselkedésijósló tervezési példa
Vízzel-oltó rendszer kialakulása
 Vízzel-oltó rendszer kialakulása 1812 Sir Williams Congreve(angol) -első szabadalmaztatott manuális sprinklerrendszer 1874 Henry S. Parmelee(amerikai) első automatikus sprinklerrendszer csőben lévő forraszanyag
Vízzel-oltó rendszer kialakulása 1812 Sir Williams Congreve(angol) -első szabadalmaztatott manuális sprinklerrendszer 1874 Henry S. Parmelee(amerikai) első automatikus sprinklerrendszer csőben lévő forraszanyag
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Gépgyártástechnológiai technikus. 54 521 01 0000 00 00 Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépgyártástechnológia alapjai 3. gyakorlat
 Gépgyártástechnológia alapjai. gyakorlat Művelettervezés feladat Szaó Gergely (szerkesztő) Miskolc 28 2:1 R1.5 Első lépés: Ř5 Megvizsgáljuk az alkatrészrajzot 6..1 1 x 45 Megnevezés; nyagminőség, daraszám;
Gépgyártástechnológia alapjai. gyakorlat Művelettervezés feladat Szaó Gergely (szerkesztő) Miskolc 28 2:1 R1.5 Első lépés: Ř5 Megvizsgáljuk az alkatrészrajzot 6..1 1 x 45 Megnevezés; nyagminőség, daraszám;
Szellőzőrács IB-R Tartalom Leírás... 3 Kivitel és méretek... 4 Műszaki adatok... 5 Jelmagyarázat...12 Kiírási szöveg...12 01/09-2
 Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 [email protected] www.schako.de Tartalom Leírás... 3 Kialakítás... 3
Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 [email protected] www.schako.de Tartalom Leírás... 3 Kialakítás... 3
M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ:
 Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
Tartalomjegyzék: M4.1. Kisfeszültségű áramváltó műszaki specifikáció:...1 M4.2. MAK típusú kisfeszültségű áramváltó típusok:...2 M4.1. KISFESZÜLTSÉGŰ ÁRAMVÁLTÓ MŰSZAKI SPECIFIKÁCIÓ: Az elszámolási mérési
A kézbesítés rajtunk is múlik
 A kézbesítés rajtunk is múlik 2014-01-07 15:03:50 Módosítva: 2014-01-07 20:50:26 Az utóbbi időben az elektronikus levelezés, a közösségi oldalak és a mobiltelefonok adta kommunikációs lehetőségek bővülésével
A kézbesítés rajtunk is múlik 2014-01-07 15:03:50 Módosítva: 2014-01-07 20:50:26 Az utóbbi időben az elektronikus levelezés, a közösségi oldalak és a mobiltelefonok adta kommunikációs lehetőségek bővülésével
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE
 BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
BETONACÉLOK HAJLÍTÁSÁHOZ SZÜKSÉGES l\4"yomaték MEGHATÁROZÁSÁNAK EGYSZERŰ MÓDSZERE BACZY"SKI Gábor Budape?ti 1Iűszaki Egyetem, Közlekedésmérnöki Kar Epítő- és Anyagmozgató Gépek Tanszék Körkeresztmetszet{Í
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 582 03 Hűtő-, klíma- és hőszivattyú
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 582 03 Hűtő-, klíma- és hőszivattyú
SJ5000+ MENÜBEÁLLÍTÁSOK. E l e c t r o p o i n t K f t., 1 0 4 4 B u d a p e s t, M e g y e r i ú t 1 1 6. F s z. 1. Oldal 1
 SJ5000+ MENÜBEÁLLÍTÁSOK E l e c t r o p o i n t K f t., 1 0 4 4 B u d a p e s t, M e g y e r i ú t 1 1 6. F s z. 1. Oldal 1 FIGYELMEZTETÉS! A vízálló tok gombjai nagyon erős rugóval vannak ellátva, ezért
SJ5000+ MENÜBEÁLLÍTÁSOK E l e c t r o p o i n t K f t., 1 0 4 4 B u d a p e s t, M e g y e r i ú t 1 1 6. F s z. 1. Oldal 1 FIGYELMEZTETÉS! A vízálló tok gombjai nagyon erős rugóval vannak ellátva, ezért
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: NC marási feladat ÓE-B02 alap közepes haladó NCT NC vezérlés
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: NC marási feladat ÓE-B02 alap közepes haladó NCT NC vezérlés
EPER E-KATA integráció
 EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
EPER E-KATA integráció 1. Összhang a Hivatalban A hivatalban használt szoftverek összekapcsolása, integrálása révén az egyes osztályok, nyilvántartások között egyezőség jön létre. Mit is jelent az integráció?
KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉS - ÜZEMVITEL, KÖZLEKEDÉS-TECHNIKA) KÖZLEKEDÉSI ALAPISMERETEK ÉRETTSÉGI VIZSGA II.
 KÖZLEKEDÉSI ALAPISMERETEK ÉRETTSÉGI VIZSGA II.") A vizsga részei KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉS - ÜZEMVITEL, KÖZLEKEDÉS-TECHNIKA) KÖZLEKEDÉSI ALAPISMERETEK ÉRETTSÉGI VIZSGA II. A VIZSGA LEÍRÁSA Emelt szint Írásbeli vizsga Szóbeli vizsga Írásbeli
A vizsga részei KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉS - ÜZEMVITEL, KÖZLEKEDÉS-TECHNIKA) KÖZLEKEDÉSI ALAPISMERETEK ÉRETTSÉGI VIZSGA II. A VIZSGA LEÍRÁSA Emelt szint Írásbeli vizsga Szóbeli vizsga Írásbeli
xdsl Optika Kábelnet Mért érték (2012. II. félév): SL24: 79,12% SL72: 98,78%
: SL24: 79,12% SL72: 98,78%") Minőségi mutatók Kiskereskedelmi mutatók (Internet) Megnevezés: Új hozzáférés létesítési idő Meghatározás: A szolgáltatáshoz létesített új hozzáféréseknek, az esetek 80%ban teljesített határideje. Mérési
Minőségi mutatók Kiskereskedelmi mutatók (Internet) Megnevezés: Új hozzáférés létesítési idő Meghatározás: A szolgáltatáshoz létesített új hozzáféréseknek, az esetek 80%ban teljesített határideje. Mérési
Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (13. fejezet)
") Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (3. fejezet). Egy H I = 70 m - 50000 s /m 5 Q jelleggörbéjű szivattyú a H c = 0 m + 0000 s /m 5 Q jelleggörbéjű
Áramlástechnikai gépek soros és párhuzamos üzeme, grafikus és numerikus megoldási módszerek (3. fejezet). Egy H I = 70 m - 50000 s /m 5 Q jelleggörbéjű szivattyú a H c = 0 m + 0000 s /m 5 Q jelleggörbéjű
Párhuzamos programozás
 Párhuzamos programozás Rendezések Készítette: Györkő Péter EHA: GYPMABT.ELTE Nappali tagozat Programtervező matematikus szak Budapest, 2009 május 9. Bevezetés A számítástechnikában felmerülő problémák
Párhuzamos programozás Rendezések Készítette: Györkő Péter EHA: GYPMABT.ELTE Nappali tagozat Programtervező matematikus szak Budapest, 2009 május 9. Bevezetés A számítástechnikában felmerülő problémák
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 522 02 Elektromos gép- és készülékszerelő
MEZŐGAZDASÁGI ALAPISMERETEK ÉRETTSÉGI VIZSGA II. A VIZSGA LEÍRÁSA
 A vizsga részei MEZŐGAZDASÁGI ALAPISMERETEK ÉRETTSÉGI VIZSGA II. A VIZSGA LEÍRÁSA Középszint Emelt szint 180 perc 15 perc 240 perc 20 perc 100 pont 50 pont 100 pont 50 pont A vizsgán használható segédeszközök
A vizsga részei MEZŐGAZDASÁGI ALAPISMERETEK ÉRETTSÉGI VIZSGA II. A VIZSGA LEÍRÁSA Középszint Emelt szint 180 perc 15 perc 240 perc 20 perc 100 pont 50 pont 100 pont 50 pont A vizsgán használható segédeszközök
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. [email protected]
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. [email protected]
A táblázatkezelő felépítése
 A táblázatkezelés A táblázatkezelő felépítése A táblázatkezelő felépítése Címsor: A munkafüzet címét mutatja, és a program nevét, amivel megnyitottam. Menüszalag: A menüsor segítségével használhatjuk az
A táblázatkezelés A táblázatkezelő felépítése A táblázatkezelő felépítése Címsor: A munkafüzet címét mutatja, és a program nevét, amivel megnyitottam. Menüszalag: A menüsor segítségével használhatjuk az
HEGESZTÉSI SZAKISMERET
 HEGESZTÉSI SZAKISMERET 1.) Ismertesse a nyomás, a hőmérséklet, a mechanikai feszültség, a szilárdság és az idő SI mértékrendszer szerinti mértékegységét! 2.) Melyek azon fizikai, kémiai és termikus jellemzők,
HEGESZTÉSI SZAKISMERET 1.) Ismertesse a nyomás, a hőmérséklet, a mechanikai feszültség, a szilárdság és az idő SI mértékrendszer szerinti mértékegységét! 2.) Melyek azon fizikai, kémiai és termikus jellemzők,
Felhasználói Kézikönyv Kisbanki NetBOSS - IVR
 Felhasználói Kézikönyv Kisbanki NetBOSS - IVR 2004. 10. 07. Változás-nyilvántartó lap Kiadások Sorszáma Dátuma Állomány neve Leírása 1.00 2003.12.04 tknb_felhkk_ivr.doc IVR felhasználói kézikönyv, alap
Felhasználói Kézikönyv Kisbanki NetBOSS - IVR 2004. 10. 07. Változás-nyilvántartó lap Kiadások Sorszáma Dátuma Állomány neve Leírása 1.00 2003.12.04 tknb_felhkk_ivr.doc IVR felhasználói kézikönyv, alap
Fordítóprogramok Készítette: Nagy Krisztián
 Fordítóprogramok Készítette: Nagy Krisztián Reguláris kifejezések (FLEX) Alapelemek kiválasztása az x karakter. tetszőleges karakter (kivéve újsor) [xyz] karakterhalmaz; vagy egy x, vagy egy y vagy egy
Fordítóprogramok Készítette: Nagy Krisztián Reguláris kifejezések (FLEX) Alapelemek kiválasztása az x karakter. tetszőleges karakter (kivéve újsor) [xyz] karakterhalmaz; vagy egy x, vagy egy y vagy egy
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Az éves statisztikai összegezés STATISZTIKAI ÖSSZEGEZÉS AZ ÉVES KÖZBESZERZÉSEKRŐL A KLASSZIKUS AJÁNLATKÉRŐK VONATKOZÁSÁBAN
 11. melléklet a 92/2011. (XII.30.) NFM rendelethez Az éves statisztikai összegezés STATISZTIKAI ÖSSZEGEZÉS AZ ÉVES KÖZBESZERZÉSEKRŐL A KLASSZIKUS AJÁNLATKÉRŐK VONATKOZÁSÁBAN I. SZAKASZ: AJÁNLATKÉRŐ I.1)
11. melléklet a 92/2011. (XII.30.) NFM rendelethez Az éves statisztikai összegezés STATISZTIKAI ÖSSZEGEZÉS AZ ÉVES KÖZBESZERZÉSEKRŐL A KLASSZIKUS AJÁNLATKÉRŐK VONATKOZÁSÁBAN I. SZAKASZ: AJÁNLATKÉRŐ I.1)
Bevezetés. Készítette: Dr. Boza Pál Ph.D. Computer omputer Numerical Control. NC Sz. Számjegyvezérlés 2003-12-08 1
 Bevezetés Computer omputer Numerical Control NC Sz Számjegyvezérlés 2003-12-08 1 Alapfogalmak A CNC szerszámgépek alkalmazási területe: A CNC szerszámgép különösen gazdaságos: Közepes sorozatnagyságnál
Bevezetés Computer omputer Numerical Control NC Sz Számjegyvezérlés 2003-12-08 1 Alapfogalmak A CNC szerszámgépek alkalmazási területe: A CNC szerszámgép különösen gazdaságos: Közepes sorozatnagyságnál
Szellőző rács. Méretek. Leírás
 Szellőző rács B Méretek B+/A+ B-/A- Leírás A B négyszögletes alumínium rács, fix vízszintes lamellákkal. A B befúvásra és elszívásra egyaránt használható. Standard rugós kivitelben szállítjuk a VBA és
Szellőző rács B Méretek B+/A+ B-/A- Leírás A B négyszögletes alumínium rács, fix vízszintes lamellákkal. A B befúvásra és elszívásra egyaránt használható. Standard rugós kivitelben szállítjuk a VBA és
54 211 01 0000 00 00 Alkalmazott fotográfus Alkalmazott fotográfus
 1646-06 fényképezés utómunkálatainak elvégzése gyakorlati feladat megoldásának ismertetése, megvédése 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről
1646-06 fényképezés utómunkálatainak elvégzése gyakorlati feladat megoldásának ismertetése, megvédése 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről
Az aktiválódásoknak azonban itt még nincs vége, ugyanis az aktiválódások 30 évenként ismétlődnek!
 1 Mindannyiunk életében előfordulnak jelentős évek, amikor is egy-egy esemény hatására a sorsunk új irányt vesz. Bár ezen események többségének ott és akkor kevésbé tulajdonítunk jelentőséget, csak idővel,
1 Mindannyiunk életében előfordulnak jelentős évek, amikor is egy-egy esemény hatására a sorsunk új irányt vesz. Bár ezen események többségének ott és akkor kevésbé tulajdonítunk jelentőséget, csak idővel,
2011. március 9. Dr. Vincze Szilvia
 . márius 9. Dr. Vinze Szilvia Tartalomjegyzék.) Elemi bázistranszformáió.) Elemi bázistranszformáió alkalmazásai.) Lineáris függőség/függetlenség meghatározása.) Kompatibilitás vizsgálata.) Mátri/vektorrendszer
. márius 9. Dr. Vinze Szilvia Tartalomjegyzék.) Elemi bázistranszformáió.) Elemi bázistranszformáió alkalmazásai.) Lineáris függőség/függetlenség meghatározása.) Kompatibilitás vizsgálata.) Mátri/vektorrendszer
BOLYAI MATEMATIKA CSAPATVERSENY FŐVÁROSI DÖNTŐ SZÓBELI (2005. NOVEMBER 26.) 5. osztály
 5. osztály") 5. osztály Írd be az ábrán látható hat üres körbe a 10, 30, 40, 60, 70 és 90 számokat úgy, hogy a háromszög mindhárom oldala mentén a számok összege 200 legyen! 50 20 80 Egy dobozban háromféle színű: piros,
5. osztály Írd be az ábrán látható hat üres körbe a 10, 30, 40, 60, 70 és 90 számokat úgy, hogy a háromszög mindhárom oldala mentén a számok összege 200 legyen! 50 20 80 Egy dobozban háromféle színű: piros,
Bár a digitális technológia nagyon sokat fejlődött, van még olyan dolog, amit a digitális fényképezőgépek nem tudnak: minden körülmények között
 Dr. Nyári Tibor Bár a digitális technológia nagyon sokat fejlődött, van még olyan dolog, amit a digitális fényképezőgépek nem tudnak: minden körülmények között tökéletes színeket visszaadni. A digitális
Dr. Nyári Tibor Bár a digitális technológia nagyon sokat fejlődött, van még olyan dolog, amit a digitális fényképezőgépek nem tudnak: minden körülmények között tökéletes színeket visszaadni. A digitális
Conjoint-analízis példa (egyszerűsített)
") Conjoint-analízis példa (egyszerűsített) Az eljárás meghatározza, hogy a fogyasztók a vásárlás szempontjából lényeges terméktulajdonságoknak mekkora relatív fontosságot tulajdonítanak és megadja a tulajdonságok
Conjoint-analízis példa (egyszerűsített) Az eljárás meghatározza, hogy a fogyasztók a vásárlás szempontjából lényeges terméktulajdonságoknak mekkora relatív fontosságot tulajdonítanak és megadja a tulajdonságok
Programozható irányítóberendezések és szenzorrendszerek ZH. Távadók. Érdemjegy
 Név Neptun-kód Hallgató aláírása 0-15 pont: elégtelen (1) 16-21 pont: elégséges (2) 22-27 pont: közepes (3) 28-33 pont: jó (4) 34-40 pont: jeles (5) Érzékelők jellemzése Hőmérsékletérzékelés Erő- és nyomásmérés
Név Neptun-kód Hallgató aláírása 0-15 pont: elégtelen (1) 16-21 pont: elégséges (2) 22-27 pont: közepes (3) 28-33 pont: jó (4) 34-40 pont: jeles (5) Érzékelők jellemzése Hőmérsékletérzékelés Erő- és nyomásmérés
Segítünk online ügyféllé válni Kisokos
 Segítünk online ügyféllé válni Kisokos Kedves Ügyfelünk! Szeretnénk, ha Ön is megismerkedne Online ügyfélszolgálatunkkal, melyen keresztül kényelmesen, könnyedén, sorban állás nélkül intézheti energiaszolgáltatással
Segítünk online ügyféllé válni Kisokos Kedves Ügyfelünk! Szeretnénk, ha Ön is megismerkedne Online ügyfélszolgálatunkkal, melyen keresztül kényelmesen, könnyedén, sorban állás nélkül intézheti energiaszolgáltatással
Készítsen négy oldalas prezentációt egy vállalat bemutatására!
 1. feladat Készítsen négy oldalas prezentációt egy vállalat bemutatására! 1. A prezentáció háttere világoskék színű legyen, átlósan le árnyékolással. 2. Az első dia bal oldalán, felül a cég neve olvasható:
1. feladat Készítsen négy oldalas prezentációt egy vállalat bemutatására! 1. A prezentáció háttere világoskék színű legyen, átlósan le árnyékolással. 2. Az első dia bal oldalán, felül a cég neve olvasható:
Az MPM hálótechnika (I. előadás)
") z MPM hálótechnika (I. előadás) z előadás célja MPM technika ismertetése Modell alkotó elemek (tevékenységek és kapcsolatok) MPM ábrázolás Logikai modellezési kérdések Lassítási paradoxon z MPM hálótechnika
z MPM hálótechnika (I. előadás) z előadás célja MPM technika ismertetése Modell alkotó elemek (tevékenységek és kapcsolatok) MPM ábrázolás Logikai modellezési kérdések Lassítási paradoxon z MPM hálótechnika
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT
 HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
HÁLÓZATSEMLEGESSÉG - EGYSÉGES INTERNET SZOLGÁLTATÁS-LEÍRÓ TÁBLÁZAT - 2016.04.01 után kötött szerződésekre Díjcsomag neve Go Go+ Go EU Go EU+ Kínált letöltési sebesség - 3G 42 Mbit/s 42 Mbit/s 42 Mbit/s
A mérések eredményeit az 1. számú táblázatban tüntettük fel.
 Oktatási Hivatal A Mérések függőleges, vastag falú alumínium csőben eső mágnesekkel 2011/2012. tanévi Fizika Országos Középiskolai Tanulmányi Verseny döntő feladatának M E G O L D Á S A I. kategória. A
Oktatási Hivatal A Mérések függőleges, vastag falú alumínium csőben eső mágnesekkel 2011/2012. tanévi Fizika Országos Középiskolai Tanulmányi Verseny döntő feladatának M E G O L D Á S A I. kategória. A
0 1 0 2 Z Á G A N U D
 Házi gáznyomásszabályozók aktuális kérdései DUNAGÁZ szakmai napok 2010 Készítette: Kiss Tibor 1 Témák Zárt térbe telepíthetı nyomásszabályozók Elıírások Megoldások Javaslat mőszaki megoldás típusok Lefúvató
Házi gáznyomásszabályozók aktuális kérdései DUNAGÁZ szakmai napok 2010 Készítette: Kiss Tibor 1 Témák Zárt térbe telepíthetı nyomásszabályozók Elıírások Megoldások Javaslat mőszaki megoldás típusok Lefúvató
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
Ö S S Z E G E Z É S A Z A J Á N L A T O K E L B Í R Á L Á S Á R Ó L
 Ö S S Z E G E Z É S A Z A J Á N L A T O K E L B Í R Á L Á S Á R Ó L 1. Az ajánlatkérő neve és címe: Szociális és Gyermekvédelmi Főigazgatóság (székhely: 1132 Budapest, Visegrádi utca 49.) 2. A közbeszerzés
Ö S S Z E G E Z É S A Z A J Á N L A T O K E L B Í R Á L Á S Á R Ó L 1. Az ajánlatkérő neve és címe: Szociális és Gyermekvédelmi Főigazgatóság (székhely: 1132 Budapest, Visegrádi utca 49.) 2. A közbeszerzés