CAD-CAM-CAE Példatár
|
|
|
- Adrián Takács
- 9 évvel ezelőtt
- Látták:
Átírás
1 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: NC marási feladat ÓE-B02 alap közepes haladó NCT NC vezérlés CAM Szögletes alkatrész mővelettervének és a hozzá tartozó NC program elkészítse. 1 A feladat megfogalmazása: Készítse el a mellékelt alkatrész CNC alkatrészprogramját a szükséges dokumentációkkal együtt. A megmunkálandó geometriai elemek: sziget nagyolás és simítás, kontúr nagyolás és simítás, központfúrás, fúrás, zseb nagyolás, elısimítás és simítás. A felületelemek megmunkálása alprogramokkal NCT2000M vezérlés figyelembevételével történjen. 1

2 2

3 2 A megoldás lépései 2.1 Mőveletterv elkészítése OE BGK Gépgyártástechnológiai Szakcsoport Gyártási jel: 0505 Anyag: Vázlat: GGG40 Rajzszám: T5-05 Nyersméret: MŐVELETI UTASÍTÁS Munkadarab megnevezése: Maras_5_Munkadarab Anyagállapot: Mővelet megnevezése: Marás, fúrás Mőv. ut. szám: 0505/2011 Munkadarab jele: M-5-05 Mővelet jele: Lapszám: 1/1 Mőveletterv sz.: M-5-05 Sorszám Mőveletelem Felület Szerszám, mérıeszköz, készülék v m/perc n 1/perc 1. Síkmarás 1. Szerelt homlokmaró Ø ,17 45/ Sziget - nagyolás ø24 2. Szerelt kúposszárú ujjmaró Ø ,147 8/ Sziget - simítás ø24 2. Szerelt kúposszárú ujjmaró Ø ,15 2/ Kontúrmarás - nagyolás 3. Szerelt kúposszárú ujjmaró Ø ,13 12/ Kontúrmarás - simítás 3. Szerelt kúposszárú ujjmaró Ø ,15 3/ Központfúrás 4. Különlegesen rövid csigafúró Ø , Fúrás ø8 15 (3 darab) ø8 25 (1 darab) f mm 5. Hengeresszárú csigafúró Ø ,24-8. Felfúrás ø9, Hengeresszárú csigafúró Ø9, ,28-9. Dörzsárazás ø10h Gépi dörzsár Ø10H ,25 0, Zseb nagyolása Kétélő hosszlyukmaró Ø ,069 10/ Zseb elısimítása Kétélő hosszlyukmaró Ø ,084 5/ Zseb simítása Kétélő hosszlyukmaró Ø ,071 1/5 1 Név: Elıkészületi idı Darabidı Érvényes darabszám a mm i Dátum: Norma idı Pótidı Normaidı Pótidı Géptípus Mőhely Gépcsoport a MSN 500 szükség b Fehlmann P100 F1 M02 szerinti változat c d 3

4 2.2 Szerszámterv OE BDGFK Gépgyártástechnológiai Szakcsoport Program száma: O3005 Szerszámterv Tervezte: Hervay Péter Dátum: Szerszámgép, vezérlés: MSN 500, NCT2000M Alkatrész neve: Maras_5_Munkadarab T 01 Alaptartó: (FORCON) Szerelt homlokmarófej 80 (SANDVIK) Marótest: (SANDIK) Lapka: BPKX 1504 PD R HM (SANDVIK) Alkatrész rajzszáma: M-5-05/2 Szerszám 02 Alaptartó: (FORCON) Szerelt kúposszárú ujjmaró (ISCAR) Szerszámtest: E90AD-D25-CM3 Lapka: APKT 1003PDR-HM IC928 4
 Lapka: BPKX 1504 PD R HM (SANDVIK) Alkatrész rajzszáma: M-5-05/2 Szerszám 02 Alaptartó: 505001-21303 (FORCON)")
5 03 Alaptartó: DIN RE25X 50 (ISCAR) NC központfúró 16 (Titex) Élgeometria: ALPHA2 (140 ) Anyaga: P40 (TiN) 04 Alaptartó: DIN RE25X 50 (ISCAR) Rövid hengeresszárú csigafúró 8 (Titex) Élgeometria: UFL Anyaga: HSS-E (TiN bevonatos) 05 Alaptartó: DIN RE25X 50 (ISCAR) Rövid hengeresszárú csigafúró 9,8 (Titex) Élgeometria: UFL Anyaga: HSS-E (TiN bevonatos) 5
 Rövid hengeresszárú csigafúró 9,8 (Titex) Élgeometria: UFL Anyaga: HSS-E (TiN")
6 06 Alaptartó: DIN RE25X 50 (ISCAR) Gépi dörzsár 10H7 (Dormer) Élgeometria: DIN 212 szerint Anyaga: HSS-E 07 Alaptartó: DIN RE25X 50 (ISCAR) Kétélő hosszlyukmaró 10 (Prototype) Élgeometria: V30 Anyag: HSSE-PM (natúr) 6
 Élgeometria: V30 Anyag:")
7 2.3 Felfogási terv OE BDGFK Gépgyártástechnológiai Szakcsoport Felfogási terv Tervezte: Hervay Péter Dátum: Program száma: O3005 Alkatrész neve: Maras_5_Munkadarab Szerszámgép, vezérlés: MSN 500, NCT2000M Alkatrész rajzszáma: M-5-05/2 A befogás eszköze: Gépsatu 7

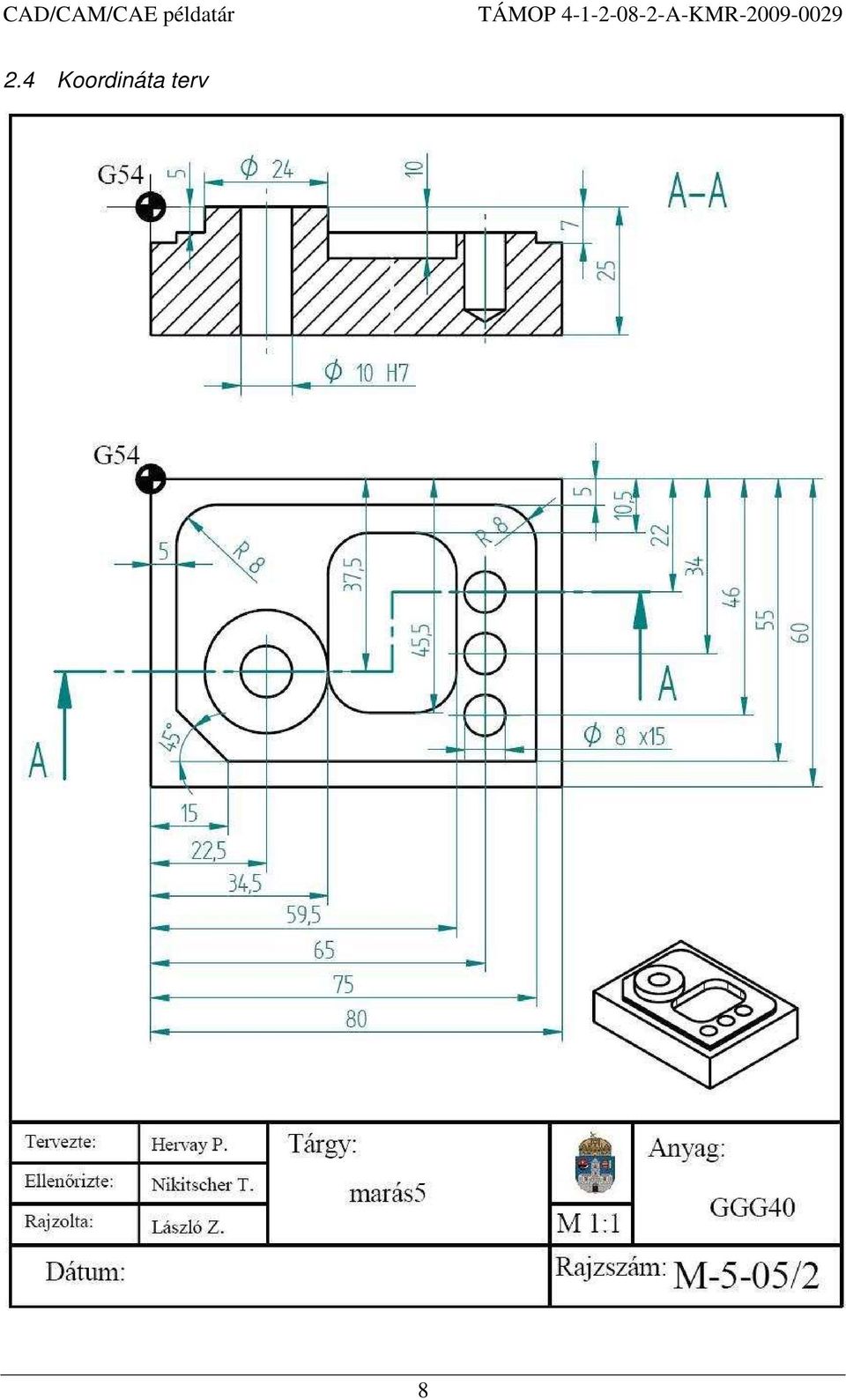
8 2.4 Koordináta terv 8
9 2.5 NC program %O3005(OCTO5) N0005 M11 N0010 G17 G90 G54 T1 S394 F334 M3 (ø 80 MARO) N0015 G0 X77 Y-103 N0020 G0 G43 H1 Z2 N0025 G0 Z-2.5 N0030 G1 Y17 N0035 G1 X-3 N0040 G0 Z2 N0045 G0 X77 Y-103 N0050 G0 Z-5 N0055 G1 Y17 N0060 G1 X-3 N0065 G0 Z2 N0070 G0 X-100 Y-50 Z100 N0075 T2 F898 S2037 M3 (ø 25 MARO) N0080 G0 G43 Z50 H2 N0085 G0 X-15 Y-75 Z2 N0090 G0 Z-2.5 N0095 M98 P3015 N0100G0 Z-5 N0105 M98 P3015 N0110 G0 Z-5 N0115 M98 P3025 N0120 G0 Z2 N0125 G0 X95 Y-75 N0130 G0 Z-7 N0135 M98 P3035 N0140 G0 Z-7 N0145 M98 P3045 N0150 G0 Z2 N0155 G0 X-100 Y-50 Z100 N0160 T3 F393 S1313 M3 (ø NC KP FURO ) programszám, programnév (A program címe mindig %O, karakterrel kezdıdik és pontosan négy számjegynek kell követnie. A programnév nyitó és zárójelek közötti tetszıleges karaktersorozat, mely maximum 16 karaktert tartalmazhat.) fordulatszám tartomány választás 1. mőveletelem - nagyolás síkválasztás, abszolút métermegadás, technológiai paraméterek beállítása, fıorsó bekapcsolása 1. fogás N0165 G0 X65 Y-46 N0170 G0 G43 H3 Z2 N0175 G98 N0180 G81 X65 Y-46 Z-6.5 R-2 fúróciklus központfúrás 1 N0185 Y-34 központfúrás 2 N0190Y-22 központfúrás 3 N0195 G81 X22.5 Y-37.5 Z-1.5 R2 fúróciklus központfúrás 4 N0200 G0 X-100 Y-50 Z mőveletelem - ø24 sziget nagyolás 3. mőveletelem - ø24 sziget simítás 4. mőveletelem - kontúr nagyolás 5. mőveletelem - kontúr simítás technológiai paraméterek beállítása, fıorsó bekapcsolása, szerszám váltás 6. mőveletelem - központfúrás technológiai paraméterek beállítása, fıorsó bekapcsolása, szerszám váltás 7. mőveletelem - fúrás ø8-ra 9

10 N0205 T4 F372 S1552 M3 (ø 8 FURO) technológiai paraméterek beállítása, fıorsó bekapcsolása, szerszám váltás N0210 G0 X65 Y-46 N0215 G0 G43 H4 Z2 N0220 G98 N0225 G81 X65 Y-46 Z-15 R-2 fúróciklus fúrás 1 N0230 Y-34 fúrás 2 N0235 Y-22 fúrás 3 N0240 G81 X22.5 Y-37.5 Z-15 R2 fúróciklus fúrás 4 N0245 G0 X-100 Y-50 Z mőveletelem - fúrás ø9,7-re N0250 T7 F327 S1169 M3 (ø 9.8 CSF.) technológiai paraméterek beállítása, fıorsó bekapcsolása, szerszám váltás N0255 G0 X22.5 Y-37.5 N0260 G0 G43 H7 Z2 N0265 G1 Z-28 mozgás z-28-ra N0270 G0 Z2 N0275 G0 X-100 Y-50 Z mőveletelem - dörzsárazás ø10h7-re N0280 T8 F621 S414 M3 (ø 10 DORZS) technológiai paraméterek beállítása, fıorsó bekapcsolása, szerszám váltás N0285 G0 X22.5 Y-37.5 N0290 G0 G43 H8 Z2 N0295 G1 Z-27 mozgás z-27-ra N0300 G0 Z2 N0305 G0 X-100 Y-50 Z mőveletelem zseb nagyolása 11. mőveletelem zseb elısimítása 12. mőveletelem zseb simítása N0310 T5 F87 S631 M3 (ø 10 HLY. MARO) technológiai paraméterek beállítása, fıorsó bekapcsolása, szerszám váltás N0315 G0 X47 Y N0320 G0 G43 H5 Z-3 N0325 G1 Z-7.5 F200 N0330 M98 P3055 N0335 G1 Z-10 F200 N0340 M98 P3055 N0345 G1 G41 X59.5 D55 S657 F110 kontúrkövetés be D55=ø11 N0350 G1 Y-10.5,R8 zseb elısimítás N0355 G1 X34.5,R8 N0360 G1 Y-46,R8 N0365 G1 X59.5,R8 N0370 G1 Y N0375 G1 G40 X47 kontúrkövetés ki N0380 G1 G41 X59.5 D5 S703 F99 kontúrkövetés be D5=ø10 N0385 G1 Y-10.5,R8 zseb simítása N0390 G1 X34.5,R8 N0395 G1 Y-46,R8 N0400 G1 X59.5,R8 N0405 G1 Y N0410G1 G40 X47 kontúrkövetés ki N0415 G0 Z2 N0420 G0 X-100 Y-50 Z150 N0425 M2 fıorsó leállítás, program vége % záró karakter %O3015(OCTO15 OCTO5/1ALP) Alprogram 1 sziget nagyolása 10
 technológiai paraméterek beállítása, fıorsó bekapcsolása, szerszám váltás N0285 G0 X22.5 Y-37.")
11 N0005 G1 G41 X10.5 D22 kontúrkövetés be D22=ø26 N0010 G1 Y-37.5 sziget kontúr N0015 G2 X10.5 Y-37.5 I22.5 J-37.5 N0020 G1 Y-35 N0025 G1 G40 X-15 kontúrkövetés ki N0030 G0 Y-75 N0035 G0 Z2 N0040 M99 vissza fıprogramba % záró karakter Alprogram 2 sziget simítása %O3025(OCTO15 OCTO5/1ALP) N0005 G1 G41 X10.5 D2 S2800 F1260 kontúrkövetés be D2=ø26 N0010 G1 Y-37.5 sziget kontúr N0015 G2 X10.5 Y-37.5 I22.5 J-37.5 N0020 G1 Y-35 N0025 G1 G40 X-15 kontúrkövetés ki N0030 G0 Y-75 N0035 G0 Z2 N0040 M99 vissza fıprogramba % záró karakter Alprogram 3 kontúr nagyolás %O3035(OCTO35 OCTO5/3ALP) N0005 G1 G41 Y-55 D22 S2037 F794 kontúrkövetés be D22=ø26 N0010 G1 X15 kontúr megadása N0015 G1 X5,A135 N0020 G1 Y-5,R8 N0025 G1 X75,R8 N0030 G1 Y-75 N0035 G1 G40 X95 kontúrkövetés ki N0040 G0 Z2 N0045 M99 vissza fıprogramba % záró karakter Alprogram 4 - kontúr simítás %O3045(OCTO45 OCTO5/4ALP) N0005G1 G41 Y-55 D2 S2800 F1260 kontúrkövetés be D2=ø25 N0010 G1 X15 kontúr megadása N0015 G1 X5,A135 N0020 G1 Y-5,R8 N0025 G1 X75,R8 N0030 G1 Y-75 N0035 G1 G40 X95 kontúrkövetés ki N0040 G0 Z2 N0045 M99 vissza fıprogramba % záró karakter %O3055(OCTO55 OCTO5/5ALP) N0005 G1 X51.5 N0010 G1 X51.5 Y-18.5 N0015 G1 X42.5 Y-18.5 N0020 G1 X42.5 Y-38 N0025 G1 X51.5 Y-38 N0030 G1 X51.5 Y N0035 G1 X47 N0040 M99 Alprogram 5 zseb nagyolása pálya megadása vissza fıprogramba 11
 N0005 G1 G41 Y-55 D22")
12 % záró karakter Futtatási kép 12

Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 BUDAPESTI MŐSZAKI FİISKOLA BÁNKI DONÁT GÉPÉSZMÉRNÖKI FİISKOLAI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2006. BMF BDGFK AGI GTT FTSZT I. 2 1. A
BUDAPESTI MŐSZAKI FİISKOLA BÁNKI DONÁT GÉPÉSZMÉRNÖKI FİISKOLAI KAR GÉPGYÁRTÁSTECHNOLÓGIAI TANSZÉK Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2006. BMF BDGFK AGI GTT FTSZT I. 2 1. A
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Technológiai tervezés NC eszterga gépre ÓE B01 alap közepes haladó
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány
 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. [email protected]
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC esztergára Esettanulmány 2012. [email protected]
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
TITEX szerszámújdonságok a Fairtool kínálatában!
 TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
TITEX szerszámújdonságok a Fairtool kínálatában! 1.Nagy teljesítményű gyorsacél csigafúrók VA INOX. - Különleges szerszámgeometria és bevonat kombináció - A szokványos bevonatos gyorsacél csigafúrókhoz
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 ő á ö é é í í ó ű á ő é é ő á á á é á é á é é é é ő é á á é é é é ö ö ú é íí ü é é ú ő ő é ó í é é é é ó í é é é ü ö ö á é ó é ő ó é á í ó é í ü é é á é é í é é ü é é á í ó í é ü ö ö é é ó ó é ó ó é á
ő á ö é é í í ó ű á ő é é ő á á á é á é á é é é é ő é á á é é é é ö ö ú é íí ü é é ú ő ő é ó í é é é é ó í é é é ü ö ö á é ó é ő ó é á í ó é í ü é é á é é í é é ü é é á í ó í é ü ö ö é é ó ó é ó ó é á
 Í Á ÓÉ Ú Á ö ú ö ó ö ü ö ó ö ü ö ó ö ú ú ö ú ó ó ö ó ó ó ö ó ó ű ó ö ó ö ö ú ó ó ú ö Ö ó ö Ö ö ó ó ó ö ö ú ó ö ú ó ó ó ü ó ú ó ö ö ú ó ó Á Á ú ó ü ö Ö ó ö ö ó ö ú Á ö ú ö ö ö ö ö ú ö ú ü ö ú ű ö ö ó ó
Í Á ÓÉ Ú Á ö ú ö ó ö ü ö ó ö ü ö ó ö ú ú ö ú ó ó ö ó ó ó ö ó ó ű ó ö ó ö ö ú ó ó ú ö Ö ó ö Ö ö ó ó ó ö ö ú ó ö ú ó ó ó ü ó ú ó ö ö ú ó ó Á Á ú ó ü ö Ö ó ö ö ó ö ú Á ö ú ö ö ö ö ö ú ö ú ü ö ú ű ö ö ó ó
 Í Í Á Í Á Ü Ö ü Á ü ó Í ó ű ó ü ó ó ó ú ű ó ó ü ű ó ó ű ó ü ü ü ű Í ű ü ü ű ó ű ü ó ű ü ű ű ü ű óé ű ü ó ű ű ü ü ó ú ü ű ó ü ü É ü ó ó ű ó ó ó ú ó ü ó ü ű ü ó ü ú ó Í ó ó ó ó ó ü ü ó ó ú ó ű ü ú ú ó ü
Í Í Á Í Á Ü Ö ü Á ü ó Í ó ű ó ü ó ó ó ú ű ó ó ü ű ó ó ű ó ü ü ü ű Í ű ü ü ű ó ű ü ó ű ü ű ű ü ű óé ű ü ó ű ű ü ü ó ú ü ű ó ü ü É ü ó ó ű ó ó ó ú ó ü ó ü ű ü ó ü ú ó Í ó ó ó ó ó ü ü ó ó ú ó ű ü ú ú ó ü
 Ü Á É É í Ő É Ő Á Ü Ó í Á É Ü Á É É í ŐÉ Ő Á Ü ü Ó Ó ö ő ö ö ö ő ó Ó ö ű ö ő ó Ó Ó ö ö Ó í ő ü ü ü Ü Á É í ő ő ü ú í ú Ü ű ö ü ö ü ü ú Ü í í ó ó É Ö ü ő ü ö ú Ü ö ö ü ő ő í ő Á Ó Ó í Ó ú ő ó í Ö Ó ö ö
Ü Á É É í Ő É Ő Á Ü Ó í Á É Ü Á É É í ŐÉ Ő Á Ü ü Ó Ó ö ő ö ö ö ő ó Ó ö ű ö ő ó Ó Ó ö ö Ó í ő ü ü ü Ü Á É í ő ő ü ú í ú Ü ű ö ü ö ü ü ú Ü í í ó ó É Ö ü ő ü ö ú Ü ö ö ü ő ő í ő Á Ó Ó í Ó ú ő ó í Ö Ó ö ö
 ö ö É Ú Á í ö í ö ö öé ö í ö ö Ö Ö Ö ó ó ó ö Ö í í í ó ó Ö í Ö ű í ö ő í ő ü Ö ű í í Ö ó í ű Ö ó í í ó ó ö í Ö Ö Ö ű ó ó ő ő ő ő í ó ó í ó ű ó Ö Ö ű í ő ú ó ő Ö Ö ö Ö ü Ő ö ü ó ó í í ö ü ő Ö ü í ú ó ó
ö ö É Ú Á í ö í ö ö öé ö í ö ö Ö Ö Ö ó ó ó ö Ö í í í ó ó Ö í Ö ű í ö ő í ő ü Ö ű í í Ö ó í ű Ö ó í í ó ó ö í Ö Ö Ö ű ó ó ő ő ő ő í ó ó í ó ű ó Ö Ö ű í ő ú ó ő Ö Ö ö Ö ü Ő ö ü ó ó í í ö ü ő Ö ü í ú ó ó
Szerszám ajánló CNC forgácsoláshoz
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected]
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected] 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected] 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT


MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK
 B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
Rm<800MPa. Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók
 Nagy teljesítményű gépi menetfúrók, menetformázók") Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
Aktuális raktárkészletünk felöl érdeklődjön elérhetőségeinken. (UNC) Nagy teljesítményű gépi menetfúrók, menetformázók Rm
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
2011. NCT-104T ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 213 Mőszaki információ

A projekt keretében elkészült tananyagok:
 CAM TANKÖNYV A projekt keretében elkészült tananyagok: Anyagtechnológiák Materials technology Anyagtudomány Áramlástechnikai gépek CAD tankönyv CAD Book CAD/CAM/CAE elektronikus példatár CAM tankönyv Méréstechnika
CAM TANKÖNYV A projekt keretében elkészült tananyagok: Anyagtechnológiák Materials technology Anyagtudomány Áramlástechnikai gépek CAD tankönyv CAD Book CAD/CAM/CAE elektronikus példatár CAM tankönyv Méréstechnika
Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: A21/C CAD elemtárak használata ÓE- A21/C alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: A21/C CAD elemtárak használata ÓE- A21/C alap közepes haladó
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs [email protected] Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Technológiai dokumentáció Dr. Mikó Balázs [email protected] Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected]
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
Gyártandó alkatrész műhelyrajza és 3D test modellje
 Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
Gyártandó alkatrész műhelyrajza és 3D test modellje 7.3. ábra. Példa egy tengelyvég külső és belső felületének megmunkálására Az egyes műveletek részletezése MŰVELETI UTASÍTÁS (1) Rajzszám: FA-06-352-40
 Í Í É Ó Ö Í Ó Ó ű Í Í Ó ű Ó Ó Ö Ö Ó Ö ű Ó Ó Ö ű ű ű Ö Ö Ó Ó Ó Ö Í Ö Ö Ö É Ó Ó Ö Ó Ő Ö Ó Ő Ö Í Ö ű ű Í Í ű ű É Í ű Í Ö Ö Í Í É Ö Ö Í Ö Ö Ö ű Ö Ö Ö Í ű ű Í Í ű Ő Í Ö Í Í Í Ö É Ö Ö Ű Í Ö Ó Í Í Í Í Í Ö ű Ö
Í Í É Ó Ö Í Ó Ó ű Í Í Ó ű Ó Ó Ö Ö Ó Ö ű Ó Ó Ö ű ű ű Ö Ö Ó Ó Ó Ö Í Ö Ö Ö É Ó Ó Ö Ó Ő Ö Ó Ő Ö Í Ö ű ű Í Í ű ű É Í ű Í Ö Ö Í Í É Ö Ö Í Ö Ö Ö ű Ö Ö Ö Í ű ű Í Í ű Ő Í Ö Í Í Í Ö É Ö Ö Ű Í Ö Ó Í Í Í Í Í Ö ű Ö
Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.)
") Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: Szerelési folyamat tervezése A példa száma: ÓE-B0 A példa szintje: alap közepes haladó CAx rendszer: - Kapcsolódó TÁMOP tananyag: CAD, CAM A feladat rövid leírása:
CAD-CAM-CAE Példatár A példa megnevezése: Szerelési folyamat tervezése A példa száma: ÓE-B0 A példa szintje: alap közepes haladó CAx rendszer: - Kapcsolódó TÁMOP tananyag: CAD, CAM A feladat rövid leírása:
A gyártástervezés feladata. CAM tankönyv. Technológiai terv elemei. Alapfogalmak, definíciók. A gyártástervezés területei. Alapfogalmak, definíciók
 Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
Budapesti Műszaki és Gazdaságtudományi Egyetem Szent István Egyetem Typotex Kiadó TÁMOP-4.1.2-08/A/KMR-0029 Óbudai Egyetem CAM tankönyv A gyártástervezés feladata A gyártástervezés feladata: Megtervezni
 Í Á ó É ö ó ö ű ő ú ő ő ő Ö Í ü ő ö ó őí ő ő Á ú ö ő ő ú ú ő Á ű ő ö ő ó ó ö ö ó ö ö ő ó ó ö ú ö ö ö ü ú ó ö ö ő ő ő ő ő ö ő ő ő ö ü ú ő ö ö ő ü ű ö ő ö ó ő ő ó ő ó ő ő ö ő ő ö ő ö ó ő ő ó ü ő ü ő ő ö
Í Á ó É ö ó ö ű ő ú ő ő ő Ö Í ü ő ö ó őí ő ő Á ú ö ő ő ú ú ő Á ű ő ö ő ó ó ö ö ó ö ö ő ó ó ö ú ö ö ö ü ú ó ö ö ő ő ő ő ő ö ő ő ő ö ü ú ő ö ö ő ü ű ö ő ö ó ő ő ó ő ó ő ő ö ő ő ö ő ö ó ő ő ó ü ő ü ő ő ö
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Bevezetés, Alapfogalmak Dr. Mikó Balázs [email protected] Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
Gyártástechnológia II. BAGGT23NNB Bevezetés, Alapfogalmak Dr. Mikó Balázs [email protected] Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
5.136 Ütközéselnyelők
 .136 Ütközéselnyelők SMOVE ütközéselnyelő D00SNB Gázteleszkóp szín: beige A bútorajtók és fi ókelők záródását tompítja. A korpusz élébe befúrható. méret: ø10 x 63 mm furat: ø10 x 0 mm 0001370001 D060SNBN
.136 Ütközéselnyelők SMOVE ütközéselnyelő D00SNB Gázteleszkóp szín: beige A bútorajtók és fi ókelők záródását tompítja. A korpusz élébe befúrható. méret: ø10 x 63 mm furat: ø10 x 0 mm 0001370001 D060SNBN
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés
 passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
passion for precision Nagyteljesítményű maró NVDS Akár 15-ször gyorsabb bemerülés Megújult forgácsolási adatkalkulátor ToolExpert Az NVDS-technológia 7 dimenziója eddig elérhetetlen teljesítmények előtt
Kifutó termékek. Kifutó termékek 5/1. oldal
 Univerzális vezetékrögzítő patent AP szám csap Ø szalag méret kiszerelés Nettó listaár Nettó akciós ár (mm) (mm) 164 171B 7,5 9x150 25 75,46 Ft 50 Ft Univerzális kárpitrögzítő patent AP szám szín fej Ø
Univerzális vezetékrögzítő patent AP szám csap Ø szalag méret kiszerelés Nettó listaár Nettó akciós ár (mm) (mm) 164 171B 7,5 9x150 25 75,46 Ft 50 Ft Univerzális kárpitrögzítő patent AP szám szín fej Ø
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
E FEJEZET GÉPTARTOZÉKOK
 E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected]
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Oldal Rögzítőlemez 550 406 Rögzítőlemez 350 408 Rögzítőlemez US norma 410. siegmund 405
 KARIMÁK 404 siegmund Oldal Rögzítőlemez 550 406 Rögzítőlemez 350 408 Rögzítőlemez US norma 410 siegmund 405 KARIMÁK Rögzítőlemez 550 for DIN peremmel Leírás: Rögzítőlemez 550, DIN karimához szorítócsavarokkal
KARIMÁK 404 siegmund Oldal Rögzítőlemez 550 406 Rögzítőlemez 350 408 Rögzítőlemez US norma 410 siegmund 405 KARIMÁK Rögzítőlemez 550 for DIN peremmel Leírás: Rögzítőlemez 550, DIN karimához szorítócsavarokkal
31 521 09 0001 31 01 Esztergályos Gépi forgácsoló
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
Félig szigetelt kábelvég méret Ø vezeték méret kiszerelés AP szám (mm) (mm 2 ) db/csomag 1,9 0,25-1 100 161 001
 (mm 2 ) db/csomag 1,9 0,25-1 100 161 001") ek Félig szigetelt kábelvég 1,9 0,25-1 100 161 001 Félig szigetelt kábelvég 1,9 1-2,5 100 161 002 Félig szigetelt kábelvég 2,8 2,5-6 100 161 003 2,8 0,25-1 100 161 020 4,7 0,25-1 100 161 021 4,7 1-2,5
ek Félig szigetelt kábelvég 1,9 0,25-1 100 161 001 Félig szigetelt kábelvég 1,9 1-2,5 100 161 002 Félig szigetelt kábelvég 2,8 2,5-6 100 161 003 2,8 0,25-1 100 161 020 4,7 0,25-1 100 161 021 4,7 1-2,5
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
16 CSAVAROK. siegmund
 16 CSAVAROK 544 siegmund 16 Csavarok 546 Oldal Gyorsrögzítős csavar / Univerzális csavar 548 Gyors szorítócsavar rövid / Süllyesztettfejű csavar 550 Pozícionáló csavar / Süllyesztettfejű csavar 552 Csavar
16 CSAVAROK 544 siegmund 16 Csavarok 546 Oldal Gyorsrögzítős csavar / Univerzális csavar 548 Gyors szorítócsavar rövid / Süllyesztettfejű csavar 550 Pozícionáló csavar / Süllyesztettfejű csavar 552 Csavar
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Felfúrók, süllyesztők, sorjázók, lemezfúrók
 Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
Csigasüllyesztő B0 00 B0 00 Hengeresszárú csigasüllyesztő, élű N típusú kivitel, DIN Szerszám alapanyag: HSS gyorsacél, bevonat nélkül Szár: hengeres, menesztő lappal Javasolt alkalmazás: Általános felhasználásra,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: CAD modellezés (többtengelyő alkatrész) ÓE-A10 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: CAD modellezés (többtengelyő alkatrész) ÓE-A10 alap közepes
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
isw kapcsolók isw vezérlőkapcsolók (20, 32 A) MSZ EN 60947-3 Rendelési számok isw vezérlőkapcsolók (20, 32 A) Névleges áram (In) DB118998 DB118999
 MSZ EN 60947-3 Rendelési számok isw vezérlőkapcsolók (20, 32 A) Névleges áram (In) DB118998 DB118999") isw kapcsolók DB122818 PB105266-40 Kontaktus állásjelzés b Alkalmas ipari leválasztásra az MSZ EN 60947-3 szabvány értelmében b A zöld csík jelenléte garantálja az érintkezők fi zikai elválasztását, így
isw kapcsolók DB122818 PB105266-40 Kontaktus állásjelzés b Alkalmas ipari leválasztásra az MSZ EN 60947-3 szabvány értelmében b A zöld csík jelenléte garantálja az érintkezők fi zikai elválasztását, így
9. A FORGÁCSOLÁSTECHNOLÓGIAI TERVEZŐ-RENDSZER FUNKCIONÁLIS STRUKTÚRÁJA
 9. A FORGÁCSOLÁSTECHNOLÓGIAI TERVEZŐ-RENDSZER FUNKCIONÁLIS STRUKTÚRÁJA Egy-egy konkrét forgácsolástechnológiai tervezőrendszer saját, a fejlesztő által megfogalmazott struktúrát testesít meg. Az itt tárgyalt
9. A FORGÁCSOLÁSTECHNOLÓGIAI TERVEZŐ-RENDSZER FUNKCIONÁLIS STRUKTÚRÁJA Egy-egy konkrét forgácsolástechnológiai tervezőrendszer saját, a fejlesztő által megfogalmazott struktúrát testesít meg. Az itt tárgyalt
Tengely jellegő alkatrész mővelet tervezése
 1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Dr. Mikó Balázs Tengely jellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak
1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Dr. Mikó Balázs Tengely jellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak
GYÁRTÁSTERVEZÉS, CAM ELMÉLET
 DUNAÚJVÁROSI FŐISKOLA Dr.t.n. FIRSTNER STEVAN Főiskolai docens ELMÉLET (ÓRAELŐKÉSZÍTŐ KÉZÍRAT) DUNAÚJVÁROS 2007 BEVEZETÉS Ebben a jegyzetben tartalmazó tananyag, tartalmilag megegyezik a GYÁRTASTERVEZÉS,
DUNAÚJVÁROSI FŐISKOLA Dr.t.n. FIRSTNER STEVAN Főiskolai docens ELMÉLET (ÓRAELŐKÉSZÍTŐ KÉZÍRAT) DUNAÚJVÁROS 2007 BEVEZETÉS Ebben a jegyzetben tartalmazó tananyag, tartalmilag megegyezik a GYÁRTASTERVEZÉS,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
mynct v0.0.1 Maró verzió Kezelési leírás
 1 / 34 2013.04.29. 13:01 mynct v0.0.1 Maró verzió Kezelési leírás Gyártó és fejlesztő:nct IpariElektronikai kft. H1148 Budapest Fogarasi út7. Levélcím: H1631 Bp. pf.: 26. Telefon: (+36 1) 467 63 00 Telefax:
1 / 34 2013.04.29. 13:01 mynct v0.0.1 Maró verzió Kezelési leírás Gyártó és fejlesztő:nct IpariElektronikai kft. H1148 Budapest Fogarasi út7. Levélcím: H1631 Bp. pf.: 26. Telefon: (+36 1) 467 63 00 Telefax:
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
 ó ó ö ö í ö ú ó í Á ö ö ó ó ö í ó ö ú í ö ö ö ú ö ú ű ö ö í ö ú ü ö ö í ö ö ó í ö ú ó ó ó ö ú ü ö ó ö í ü í ó ó í ó ü ö ó í ó ö ö ö í ö ú ó í í ö ó ö ö ö ú ö ü ö ö ü ö ü ó ö ü ö ö ű ó í ö ö ú ö ö ü ö ö
ó ó ö ö í ö ú ó í Á ö ö ó ó ö í ó ö ú í ö ö ö ú ö ú ű ö ö í ö ú ü ö ö í ö ö ó í ö ú ó ó ó ö ú ü ö ó ö í ü í ó ó í ó ü ö ó í ó ö ö ö í ö ú ó í í ö ó ö ö ö ú ö ü ö ö ü ö ü ó ö ü ö ö ű ó í ö ö ú ö ö ü ö ö
FLEXY Szárnyaskapu vezérlés
 FLEXY Szárnyaskapu vezérlés Telepítıi és használati utasítás BIZTONSÁGI ELİÍRÁSOK FIGYELMEZTETÉS: Bármely felszerelést, javítást bízzon szakemberre. Mindíg kövesse a telepítési útmutatóban foglaltakat
FLEXY Szárnyaskapu vezérlés Telepítıi és használati utasítás BIZTONSÁGI ELİÍRÁSOK FIGYELMEZTETÉS: Bármely felszerelést, javítást bízzon szakemberre. Mindíg kövesse a telepítési útmutatóban foglaltakat
14. fejezet. Függesztőelemek
 14 fejezet Függesztőelemek 142 n Tartalomjegyzék 143 Szekrény függesztők 146 Függesztő sín szekrény függesztőkhöz 147 Szekrény függesztő, kiakadást gátló rendszerrel 148 Alsószekrény függesztő 149 Panelfüggesztő
14 fejezet Függesztőelemek 142 n Tartalomjegyzék 143 Szekrény függesztők 146 Függesztő sín szekrény függesztőkhöz 147 Szekrény függesztő, kiakadást gátló rendszerrel 148 Alsószekrény függesztő 149 Panelfüggesztő
Termék leírása. Termék alkalmazása. A szár kialakítása 1.09. Szármaró
 szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
szármaró profiline Termék leírása A legfinomabb szemcséjű nagyteljesítményű keményfémből készült, TiAIN kopásálló bevonattal ellátott RUKO szármarók a vágóélek egyidejű nagy termikus terhelhetősége mellett
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs [email protected] [email protected] 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs [email protected] [email protected] 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected]
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected] 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: [email protected] 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
2010.09.07. Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása. Kézi Gépesített Automatizált
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Szerelési rendszer elemei Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés
Debreceni Egyetem Informatika Kar. Az elearning szerepe, használata CNC-ismeretek oktatásában.
 Debreceni Egyetem Informatika Kar Az elearning szerepe, használata CNC-ismeretek oktatásában. Témavezetı: Papp Gyula Fıiskolai adjunktus Készítette: Tóth Georgina Nóra Levelezı informatika tanár Debrecen
Debreceni Egyetem Informatika Kar Az elearning szerepe, használata CNC-ismeretek oktatásában. Témavezetı: Papp Gyula Fıiskolai adjunktus Készítette: Tóth Georgina Nóra Levelezı informatika tanár Debrecen
CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI
 CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI I. A CNC gépkezelő mestervizsgára jelentkezés feltételei 1. A CNC gépkezelő mestervizsgához szükséges szakképesítési feltételek A CNC gépkezelő mestervizsgára jelentkezéshez
CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI I. A CNC gépkezelő mestervizsgára jelentkezés feltételei 1. A CNC gépkezelő mestervizsgához szükséges szakképesítési feltételek A CNC gépkezelő mestervizsgára jelentkezéshez
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
2010.08.29. 03 Megmunkálás automata esztergán. Dr. Mikó Balázs [email protected]. Mellékmozgás Fımozgás. Megnevezés
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 03 Megmunkálás automata esztergán Egyetemes
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 03 Megmunkálás automata esztergán Egyetemes
CoroMill 390 Szármarók 07 méretű lapkákkal GC1130 acélminőség
 CoroMill 390 Szármarók 07 méretű lapkákkal GC1130 acélminőség A 07 méretű lapkákkal felszerelt, kis átmérőjű, új szármarókkal a CoroMill 390 bizonyítottan jó teljesítménye most már az alkatrészek azon
CoroMill 390 Szármarók 07 méretű lapkákkal GC1130 acélminőség A 07 méretű lapkákkal felszerelt, kis átmérőjű, új szármarókkal a CoroMill 390 bizonyítottan jó teljesítménye most már az alkatrészek azon
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának