II. BAGAG22NNC FORGÁCSOLÁS
|
|
|
- Marika Gulyásné
- 10 évvel ezelőtt
- Látták:
Átírás
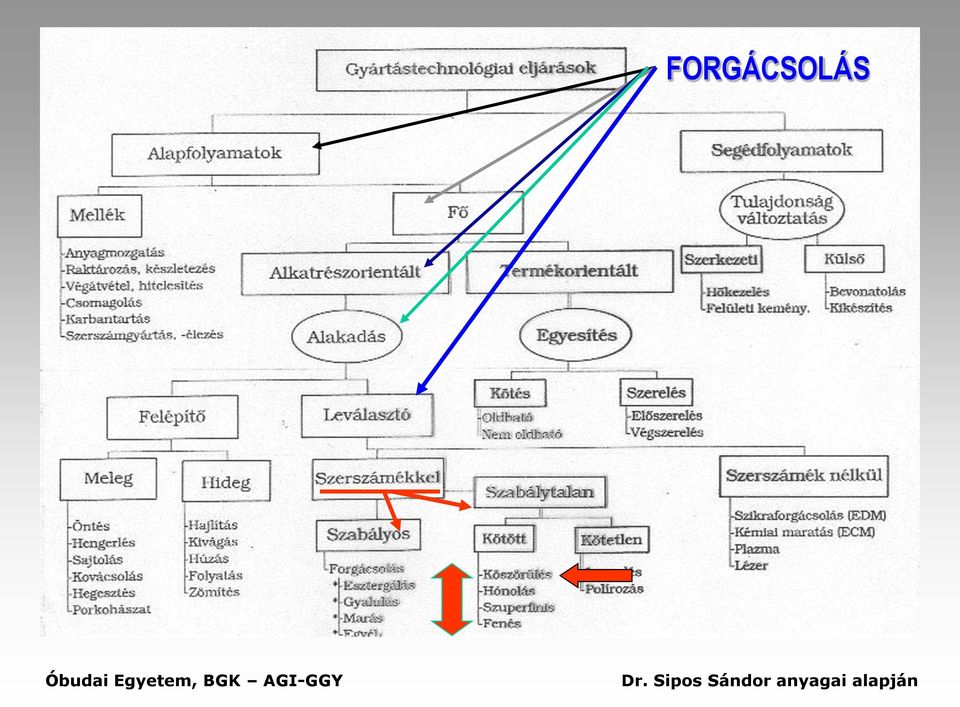
1 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I.

2 Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: Horváth Richárd t. mérnök, gyakorlatvezető 127. szoba Konzultációs idő: H:

3 Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai I. jegyzet BDMF, Budapest, p Segédlet: Ellenőrző kérdések, példák 2.) Elektronikus anyagok: (letölthető a tanszéki honlapról)

4 Tudnivalók: 3.) Miért nehéz tárgy a FORGÁCSOLÁS? képi ábrázolás: géprajz képletek, összefüggések: mint a matek ok okozati összefüggések: jelenségek magyarázata mechanika, fizika, anyagtudomány: előtanulmányok! forgácsolási eljárások: lexikális tudás

5

6 ELŐNYEI: 1. Egyedi gyártásban gyors és olcsó 2. Pontos, kiváló felületi érdesség 3. Nem igényel különleges ismereteket 4. Minden ismert anyag megmunkálható 5. Nagyon bonyolult alakú darabokhoz is 6. Nincsenek méretproblémák 7. Homogén anyagszerkezetet ad 8. Kis változás a darab felületi rétegében 9. Könnyen automatizálható HÁTRÁNYAI: 1. Nagy fajlagos energiaigény 2. Nagy az anyagveszteség (forgács) 3. Sokféle szerszámgépet igényel 4. A gépek és tartozékaik nagy helyigényűek 5. CNC vezérlés és bonyolult program kell 6. Nagy a balesetveszély 7. Szennyező (forgács, hűtő-kenő folyadék) 8. Nagy a veszteségidő 9. Költséges eljárás (még sorozatgyártásban is)
 8.")
7 alapfogalmai alapfolyamat fő tevékenység alkatrészgyártás (alkatrész orientált) leválasztó eljárás A munkadarabról (M) a felesleges anyagot megfelelő mozgások révén az alkalmas szerszám (S) által kis darabok (forgács, CH) formájában választja le. Munkadarab anyagminőség (összetétel, előgyártás, állapot) szilárdsági jellemzők (R m, HB, stb.) geometriai méretek a megmunkált felület: ~ pontossága (IT egységekben) és ~ érdessége (R a, R z, stb.) Mozgások főmozgás - forgácsolósebesség, v c, m/min forgács hosszmérete S / M végzi egyenes / forgó / folyamatos / szakaszos mellékmozgások: S / M végzi a forgács keresztmetszete előtolás - f, mm (többélű S: f z, mm) fogásvétel - a, mm (jele a p, a e is lehet!)
 Mozgások főmozgás - forgácsolósebesség, v c, m/min forgács hosszmérete S / M végzi egyenes / forgó / folyamatos / szakaszos mellékmozgások: S / M végzi a forgács")

8 alapfogalmai A munkadarabról (M) a felesleges anyagot megfelelő mozgások révén az alkalmas szerszám (S) által kis darabok (forgács, CH) formájában választja le. befogórész szárrész dolgozórész homloklap előtolás iránya Szerszám rendeltetés (esztergakés, fúró, maró stb.) élgeometria (szabályos, statisztikai) élek száma (1, 2, sok, végtelen sok) élalak (egyszerű, speciális) kivitel (tömör / forrasztott / szerelt) élanyag (acélalapú/ kemény/ szuperkemény) mellékél szerszámcsúcs főél (fő)hátlap
 élgeometria (szabályos, statisztikai) élek száma (1, 2, sok, végtelen sok) élalak (egyszerű, speciális) kivitel (tömör /")
9 alapfogalmai Forgácsolási adatok: vc főél mellékél a v c v f d max d min 2 d max n 1000 nf mm m min mm min a Főél elhelyezési szög Csúcsszög f Mellékél elhelyezési szög Szerszám élszögek: kr - főél elhelyezési szög, er - csúcsszög, kŕ, - mellékél elhelyezési szög, r e - csúcssugár kr + er + kr, = 180



10 alapfogalmai hátlap homloklap v c hátszög homlokszög Munkadarab ékszög Szerszámszögek: (metszetben) g o - homlokszög, (- is) Szerszám f b o - ékszög, a o - hátszög, ( >0!!) a o + b o + g o 90

 típusa: elemi, lemezes, folyó (acélok) elemi, töredezett (öntöttvas, rideg anyag) alakja: a mozgások és a szerszám kialakítása (élszögek, csúcssugár) határozzák meg feladatok:")
11 A munkadarabról (M) a felesleges anyagot megfelelő mozgások révén az alkalmas szerszám (S) kis darabok (forgács, CH) formájában választja le. FORGÁCS (chip) típusa: elemi, lemezes, folyó (acélok) elemi, töredezett (öntöttvas, rideg anyag) alakja: a mozgások és a szerszám kialakítása (élszögek, csúcssugár) határozzák meg feladatok: forgács manipuláció: ~ osztás, ~ terelés, ~ törés
 alakja: a mozgások és a szerszám kialakítása (élszögek, csúcssugár) határozzák meg")

12 A forgácsképződés feltételei: 1. alkalmas szerszámék 2. mozgások: v c és f v c - forgácshossz f - előtolás, mm Előtolás irányú erő Előtolás 3. erőhatások: v c irányában: F c - forgácsolóerő f irányú: F f - előtolás irányú erő Forgács Szerszám Elméleti forgácsvastagság, h, mm Munkadarab Forgácsolósebesség Forgácsolóerő

 a forgácselemek összehegedése 6.")
13 A forgácsképződés fázisai: 1.) a h vastagságú réteg v c sebességgel mozog 2.) rugalmas alakváltozás 3.) képlékeny alakváltozás 4.) nyírási folyamat: 1 forgácselem 5.) a forgácselemek összehegedése 6.) a forgács v ch sebességgel távozik Nyírási sík Forgácsvastagság, h ch, mm v ch Forgács Szerszám Elméleti forgácsvastagság, h, mm vc Munkadarab Kontinuitási egyenlet: v c h = v ch h ch
 a forgács v ch sebességgel távozik Nyírási sík Forgácsvastagság, h ch, mm v ch Forgács")
 Forgács g S h Fc")
14 Alakváltozási zónák Elsődleges (nyírási) Forgács g S h Fc Munkadarab

15 Elsődleges (nyírási) és másodlagos alakváltozási zóna FORGÁCSOLÁS Forgács Másodlagos alakváltozási zóna Szerszám Elsődleges alakváltozási zóna MUNKADARAB

16 Szabadforgácsolás a szerszámcsúcs nem forgácsol, síkbeli erőrendszer működik. Főbb változatai: Kötött forgácsolás a szerszámcsúcs forgácsol, térbeli erőrendszer alakul ki, fogásvétel irányú erő: passzív erő - Fp. Főbb változatai: Beszúrás Cső esztergálás Hosszesztergálás Keresztesztergálás Megjegyzés: az eddigiekben erről volt szó! Megjegyzés: a továbbiakban kizárólag már csak erről lesz szó.

17 erőigény Forgácsoló erő: a legnagyobb összetevő teljesítmény (P c, kw), szerszámterhelés, lehajlás. Előtolás irányú erő: a legkisebb összetevő, mivel az F c %-a. Fc - forgácsoló erő Ff - előtolás irányú erő Fa - aktív erő Aktív erő: a fentiek miatt: F a F c! Passzív erő: általában kisebb az F c - nél (annak %-a), a szerszám kopásától jelentősen függ, a munkadarab pontosságát döntően befolyásolja. Fa - aktív erő Fp - passzív erő F - eredő erő Összefoglalva: F c : F p : F f = 1 : (0,4 0,8) : (0,1 0,3)
, a szerszám kopásától jelentősen függ, a munkadarab pontosságát")
18 erőigény Befolyásoló tényezők Munkadarab (HB, Rm, stb.) Szerszám (k, g, re, stb.) Forgácsolási adatok (a, f, vc) Forgácsoló erő, F c, N Egyéb (kopás, HKF) Erőmodellek 1. ) Közelítő képlet (a fajlagos forgácsolóerő alapján) Fc N k Fc k A N 2 A mm? ahol: k - 1 mm 2 forgács leválasztásának erőigénye A - forgácskeresztmetszet (A = af = bh), mm 2 2.) Kelet-európai képlet F c C F f x a y F? ahol: C F - anyagállandó, N F v z c F K Fci x F, y F, z F - kísérleti úton kapott kitevők a, f, v c - forgácsolási adatok K fci - helyesbítő tényezők N
, mm 2 2.")
19 erőmodellek 3.) Kienzle és Victor képlete F c k c bh k h 1.1 K c Fcj bh q ahol: k c - fajlagos forgácsolóerő, N/mm 2 b - forgácsszélesség, (a / sin k r ), mm h - forgácsvastagság, (f sin k r ), mm K Fcj - helyesbítő tényezők c K Fcj N Teljesítményigény Főmozgáshoz: P c F c N vc m/s Fc Nvc m/min kw 1000 Előtolás irányú mozgáshoz: Példa: k c1.1 - a fajlagos forgácsoló erő ún. főértéke, N/mm 2 q c - kísérleti úton kapott kitevő Munkadarab Anyagcsoport Szerszám kc1.1 qc anyagjel anyaga N/mm 2 C60 szerk. acél keményfém ,18 Öv250 öntöttvas keményfém ,26 öalsi10mg alu. ötvözet keményfém 400 0,27 TiAl6V4 titánötvözet keményfém ,22 P f F f Fontos szabályok: 1.) P c P f N v f mm/s Ff N v f mm/min kw ) A fogásvétel irányú elmozdulás sebessége zérus, teljesítményigénye: P p 0 7


20 energiamérlege Hőenergia Elszíneződés, balesetveszély Keménységcsökkenés, gyorsabb kopás, hődilatáció, pontatlanság Szerszám Súrlódás a homloklapon Hődilatáció, pontatlanság, rétegtulajdonságok! Munkadarab

 Szerszám: bevonatos keményfém, k r =90 1200 1000 Fontos szabályok: y x z < 1 C = C (M-S párosítás, hűtés, kopás) Hűtés - kenés - öblítés 800 600")
21 Hőmérséklet, O, C FORGÁCSOLÁS hőmérséklete Empirikus számítóképlet: C f x a y v z c C ahol: C - a hőmérséklet képlet állandója, C, y, x, z - a képlet kitevői, a, f, v c - forgácsolási adatok. Forgácsolási kísérlet Munkadarab: CMo1 (HB ) Szerszám: bevonatos keményfém, k r = Fontos szabályok: y x z < 1 C = C (M-S párosítás, hűtés, kopás) Hűtés - kenés - öblítés HSS Kem. fém Bev. kem. fém Hűtés: hőmérséklet csökkentés Kenés: súrlódás csökkentés, javuló felület Öblítés: forgács eltávolításának segítése Forgácsolósebesség, vc, m/min

22
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
Járműszerkezeti anyagok és megmunkálások II / II. félév ÉLGEOMETRIA. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
2007-2008 / II. félév ÉLGEOMETRIA Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u.
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Forgácsolás és szerszámai
 Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
Tengelyszerő alkatrész gyártása (II. feladat) Feladatkiírás: Kiinduló adatok tengely anyaga, állapota (keménysége) a tengely méretei, a megoldás sorrendje (pontokba foglalva) szakirodalom beadási határidı
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás. 2013/14 2. félév Dr. Kulcsár Gyula
 A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
A termelésinformatika alapjai 2. gyakorlat: Esztergálás, marás 2013/14 2. félév Dr. Kulcsár Gyula Esztergálás 3 Esztergálás Határozott élű szerszámmal végzett forgásszimetrikus forgácsolás. Forgácsoló
Korszerű keményfémfúrók forgácsolóképességének minősítése (Sirius 200 TiN)
") ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET GÉPGYÁRTÁSTECHNOLÓGIAI SZAKCSOPORT Korszerű keményfémfúrók forgácsolóképességének minősítése
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Mozgások. Munkadarab. főmozgás - forgácsolósebesség, vc, m/min. mellékmozgások:
 Anyag és gyártásiseret Forgásolás alapolyaat ő tevékenység alkatrészgyártás (alkatrész orientált) leválasztó eljárás A unkadarabról (M) a elesleges anyagot egelelő ozgások révén az alkalas szerszá (S)
Anyag és gyártásiseret Forgásolás alapolyaat ő tevékenység alkatrészgyártás (alkatrész orientált) leválasztó eljárás A unkadarabról (M) a elesleges anyagot egelelő ozgások révén az alkalas szerszá (S)
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET
 - 1 - ZRÍNYI MIKLÓS NEMZETVÉDELMI EGYETEM BOLYAI JÁNOS KATONAI MŰSZAKI FŐISKOLAI KAR FEGYVERZETTECHNIKAI TANSZÉK CSEH BÉLA főiskolai adjunktus ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET JEGYZET -
- 1 - ZRÍNYI MIKLÓS NEMZETVÉDELMI EGYETEM BOLYAI JÁNOS KATONAI MŰSZAKI FŐISKOLAI KAR FEGYVERZETTECHNIKAI TANSZÉK CSEH BÉLA főiskolai adjunktus ANYAG- ÉS GYÁRTÁSISMERET II. FORGÁCSOLÁSELMÉLET JEGYZET -
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
MUNKAANYAG. Rozovits Zoltán. Esztergálás műveletei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Gépműhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György [email protected]
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György [email protected]
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
A felmérési egység lajstromszáma: 0221 A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: Forgács//30/Ksz/Ált/b Forgácsoló szakképesítés-csoportban, a célzott, 30-as szintű szakképesítéssel
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Esztergálás műveletei
 Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Rozovits Zoltán Esztergálás műveletei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30 ESZTERGÁLÁS
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
ÍRÁSBELI FELADAT MEGOLDÁSA
 31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
1. FORGÁCSOLÁS Általános kérdések. Egy késztermék gyártási folyamata három részfolyamatra bontható:
 1. oldal, összesen: 14 1. FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: elıtermék-gyártás, alkatrészgyártás, szerelés. Az elıterméket sok módszerrel
1. oldal, összesen: 14 1. FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: elıtermék-gyártás, alkatrészgyártás, szerelés. Az elıterméket sok módszerrel
A csúszóvágásról, ill. - forgácsolásról
 A csúszóvágásról, ill. - forgácsolásról A vágás, ill. a forgácsolás célja: anyagi részek egymástól való elválasztása. A vágás, ill. a forgácsolás hagyományos eszköze: a kés. A kés a v haladási irányhoz
A csúszóvágásról, ill. - forgácsolásról A vágás, ill. a forgácsolás célja: anyagi részek egymástól való elválasztása. A vágás, ill. a forgácsolás hagyományos eszköze: a kés. A kés a v haladási irányhoz
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Korszerű esztergaszerszámok on-line vizsgálata
 Óbuda University e Bulletin Vol. 2, No. 1, 2011 Korszerű esztergaszerszámok on-line vizsgálata Biró Szabolcs, dr. Palásti Kovács Béla, dr. Sipos Sándor Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai
Óbuda University e Bulletin Vol. 2, No. 1, 2011 Korszerű esztergaszerszámok on-line vizsgálata Biró Szabolcs, dr. Palásti Kovács Béla, dr. Sipos Sándor Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
2. elıadás: A forgácsolás helye a gyártásban. Biró Szabolcs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai BAGFO12NNF-Gépipari Gépipari
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai BAGFO12NNF-Gépipari Gépipari
Versenyző kódja: 12 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
FAIPARI ALAPISMERETEK
 Faipari alapismeretek emelt szint 8 ÉRETTSÉGI VIZSGA 29. október 9. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Fontos
Faipari alapismeretek emelt szint 8 ÉRETTSÉGI VIZSGA 29. október 9. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM Fontos
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A VIZSGAFELADATOKHOZ
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMTATÓ A VIZSGAFELADATOKHOZ írásbeli vizsga mintatétel 1 / 11 Szakrajz 1. Feladat 20 pont 1. sz. csomópont 12 pont írásbeli vizsga mintatétel
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMTATÓ A VIZSGAFELADATOKHOZ írásbeli vizsga mintatétel 1 / 11 Szakrajz 1. Feladat 20 pont 1. sz. csomópont 12 pont írásbeli vizsga mintatétel
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
FAIPARI ALAPISMERETEK
 052 É RETTSÉGI VIZSGA 2005. október 24. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 052 2 / 5 . Szélesbítő toldás,
052 É RETTSÉGI VIZSGA 2005. október 24. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 052 2 / 5 . Szélesbítő toldás,
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Inveio Uni-directional crystal orientation. GC4325 a hosszabb élettartamért. Tartós acél esztergálás
 Inveio Uni-directional crystal orientation a hosszabb élettartamért Tartós acél esztergálás Megbízható élek Az északi félteke egy kis országában a Sandvik Coromant szakemberekből álló csoportja olyan anyagminőséget
Inveio Uni-directional crystal orientation a hosszabb élettartamért Tartós acél esztergálás Megbízható élek Az északi félteke egy kis országában a Sandvik Coromant szakemberekből álló csoportja olyan anyagminőséget
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs [email protected] r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Forgácsoló szerszámok
 Forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: - a meghatározott anyagrész leválasztására, - a munkadarab elıírt méretpontosságának,
Forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: - a meghatározott anyagrész leválasztására, - a munkadarab elıírt méretpontosságának,
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
SIKLÓCSAPÁGY KISFELADAT
 Dr. Lovas Lászl SIKLÓCSAPÁGY KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2012 SIKLÓCSAPÁGY KISFELADAT 1. Adatválaszték pk [MPa] d [mm] b/d [-] n [1/min] ház anyaga 1 4 50 1 1440
Dr. Lovas Lászl SIKLÓCSAPÁGY KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2012 SIKLÓCSAPÁGY KISFELADAT 1. Adatválaszték pk [MPa] d [mm] b/d [-] n [1/min] ház anyaga 1 4 50 1 1440
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
Tájékoztató. a Gépgyártástechnológia alapjai című tárgy oktatásához
 Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Tájékoztató a Gépgyártástechnológia alapjai című tárgy oktatásához Neptun kód: GEGTT500-B Szak: Műszaki menedzser BSc, Mechatronikai mérnök BSc, Logisztikai mérnök Formatervező BSc. Járműmérnök BSc Évfolyam:
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
FORGÁCSOLÁS. Egy késztermék gyártási folyamata három részfolyamatra bontható:
 FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: előtermék-gyártás, alkatrészgyártás, szerelés. Az előterméket sok módszerrel állítják elő, leggyakrabban
FORGÁCSOLÁS 1.1. Általános kérdések Egy késztermék gyártási folyamata három részfolyamatra bontható: előtermék-gyártás, alkatrészgyártás, szerelés. Az előterméket sok módszerrel állítják elő, leggyakrabban
Szabadformájú felületek. 3D felületek megmunkálása gömbmaróval. Dr. Mikó Balázs FRAISA ToolSchool Október
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyag- és Gyártástudományi Intézet FRAISA ToolSchool 2016. Október 20-21. 3D felületek megmunkálása gömbmaróval Dr. Mikó Balázs Szabadformájú
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Árucikkek és alkalmazások áttekintése:
 SPECIÁLIS FÚRÓK Árucikkek és alkalmazások áttekintése: Anyag Felület DIN Csúcskiképzési módok Csúcsszög Spirálszög Szár Cikkszám. Oldal 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0
SPECIÁLIS FÚRÓK Árucikkek és alkalmazások áttekintése: Anyag Felület DIN Csúcskiképzési módok Csúcsszög Spirálszög Szár Cikkszám. Oldal 9,6 101 101 101 104 M 78 NEXT GENERATION E DIN 1897 180 2530 6,0
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt