Témavázlat. 3.Csapágygyártás lépései, gépek, beállításiparaméterek, rajzok, tech. utasítások
|
|
|
- Bence Hegedűs
- 9 évvel ezelőtt
- Látták:
Átírás
1 Témavázlat 1.Bevezetés 2.Cégbemutató 3.Csapágygyártás lépései, gépek, beállításiparaméterek, rajzok, tech. utasítások 4.FMEA, Ishikawa ok-okozati elemzés, hibák: gyártási, szerelési, üzemeltetési 5.FAG csapágyellenőrzési protokoll (alapanyag átvétel, hőkamera, Eddy repedésteszt, mérőszoba, köralak, hullámosság, érdesség, zajteszt: BPFI, BPFO, BSF, FTF) 6.Zajteszt és rezgésmérés: A csapágy károsodási folyamata. időtartomány (kurtosis, skewness), frekv tartomány (Fourier és hiányossága), STFT és ennek hiányossága, Wavelet: cwt, dwt, wpt:wavelet packet 7.Alternatív mérés, experimental setup: A FAG zajmérés hiányosságai. Próbapad és tervezése. Mechanikus zajok csökkentése: gépalapozás, 2 különálló gépalap, hosszbordás szíj, A és B csapágyak, 30205, anechoic chamber, bump test. Mérőeszközök: NI 9234, Crio, Labview VI: jelfelvétel és jelfeldolgozás, szgép, mikroszkóp, Matlab. Villamos eredetű zajok csökkentése: ground loop, hálózati zavarszűrés..nyugalmi zajszint ellenőrzése: -100 db és nincs kiugró 50 v 100 Hz brumm. Bump test SPMel. 8.Feature extraction: TSA (Time Synchrous Averaging), Tacho signal, AR model, 5th Butterworth IIR filter, STFT, Cepstrum, MED (Minimal Entropy Deconvolution), SK (spectral kurtosis), wavelet denoising, Parseval theorem jel energiája ez max., entrópia legyen min., wavelet választás (pl. Symlet5) és feltételek: admissibility condition stb., a wavelet scalogram képfeldolgozása kontrasztelemzése, adaptive wavelet design, jelmodell felvétele envelope regressziós függvénye, a vizsgálatom folyamatábrája és a paraméterek optimalizálása. 9.A fenti feature extraction alkalmazása és paraméterek optimalizálása a spall/ defect width measurementhez. Spall dynamic modell. Entry/ exit point. Gerjesztett csillapított rezgőmozgás másodfajú Lagrange egyenlete és megoldása.tranziens impulzus paraméterei (felfutás, lecsengés, logaritmikus dekrementum stb) Pontszerű hiba, lézerhiba, valós gyártási hibák, amelyek tranzienst okozhatnak, vagyis localized defects (beköszörülés, deformáció), szerelési hiba. Hiba nagyság számítása a wavelet impulzus időhosszából és az FTF frekvenciából. Validálás mikroszkóp alatti méréssel, ehhez image processing (pl. éldetektálás) alkalmazása. 10. Új eredmények 11. További kutatási lehetőségek: distributed manufacturing defects: waviness. Gépi tanulás alkalmazási lehetőségei: SVM, ANN, Fuzzy. 12. Összefoglalás Irodalomjegyzék Mellékeletek
, frekv tartomány (Fourier és hiányossága), STFT és ennek hiányossága, Wavelet: cwt, dwt, wpt:wavelet packet 7.")
2 1.1 A Schaeffler csoport bemutatása A Schaeffler csoportról 2002 óta beszélhetünk: ekkor olvadt egymásba három nagy konszern: az INA, FAG és LuK, INA vezetőséggel és többségi tulajdonnal. A csoport így a világ egyik legnagyobb csapágygyártóvá lépett elő. Az autógyártás, az ipar, a repülőgépgyártás és az űrkutatás területek számára fejleszt és állít elő precíziós termékeket. A vállalatcsoport összesen 180 telephelyen, világszerte munkatárssal a 2010-es évben 9,5 milliárd euró bevételt ért el ben 65%-os többséggel felvásárolta a Continentalt is. Mottója: "Közösen tartjuk mozgásban a Világot. A csoport néhány jellemző adatát az 1. kép mutatja be. 1. kép: A Schaeffler csoport néhány jellemzője (Forrás: Belső anyag)

3 2007-ben hivatalosan is megnyit. A debreceni gyár a 3. képen látható. 3. kép: FAG Magyarország Ipari Kft. (Forrás: Belső anyag) A több mint 40 millió euró (10 milliárd Ft) értékű fejlesztés során új XXI. századi üzem épült fel a debreceni Ipari Parkban. A jelenleg körülbelül 1300 főt foglalkoztató Kft., melynek éves forgalma megközelítőleg 70 millió euró, a 120 milliméter alatti kúpgörgős csapágyak gyártásának európai központja. Az évi több mint 10 millió darab csapágy előállítására képes gyár fejlődése ma is töretlen: a debreceni telephely növekedése látványos: építkezések, géptelepítések, létszámbővítés, új munkahelyek teremtése. (Éles, Medgyessy, 2011)

4 1.1 A kúpgörgős csapágy részei és funkciói 1.1 ábra: Csapágy részeinek bemutatása Forrás: *1+ Az optimalizálás szempontjából alapvetően fontos, hogy ismerjük a vizsgált gépek és gépelemek felépítését, műszaki tulajdonságait és gyártástechnológiáját, mivel mind a gyártási, mind a szerelési és mérési optimalizáláshoz szorosan kapcsolódik. Jelenleg a kúpgörgős csapágyakra fókuszálunk, mivel a debreceni székhelyű FAG Magyarország Ipari Kft. kiemelkedik a csapágygyártás területén és igényli a megfelelő szakképzettséggel rendelkező mérnököket. Mint, ahogy a 1.1 ábrán látható, a kúpgörgős csapágyak erős, kúpos futópályájú belső és külső gyűrűből, kosárból és kúpgörgőkből állnak. A kúpgörgős csapágyak külső, illetve belső gyűrűjének futópályája, és a közöttük elhelyezkedő görgők kúposak. A belső gyűrűt, a görgőket és a kosarat együttesen belső egységnek is nevezik. A csapágy szétpárosítható, tehát a belső gyűrű a görgőkkel és kosárral (belső egység) együtt, a külső gyűrűtől függetlenül szerelhető. A görgők és a futópálya logaritmikus profilúak. A belső kialakítás, a görgővég és a támasztóváll érintkezési felületének optimalizálásával az elődeihez képest kisebb súrlódás és nagyobb terhelhetőség tapasztalható, mely a csapágy élettartamát is meghosszabbítja. A kúpgörgős csapágyak sugár, radiális irányú és egyoldalas axiális terheléseket tudnak felvenni. Az axiális ellenvezetéshez általában egy második csapágy kell, amelyet tükrözve kell elhelyezni. A csapágynak vannak fontos, vevői paraméterei, melyeknek az előírt értékektől nagyon minimális eltérés engedett meg. Ilyen fontos jellemzők a következők: szerelési magasság, furatátmérő, palástátmérő. Természetesen vannak még fontos paraméterek, melyektől nem szabad eltérni (például: kosárkiállás), de ezekre kevesebb hangsúlyt elegendő fektetni.


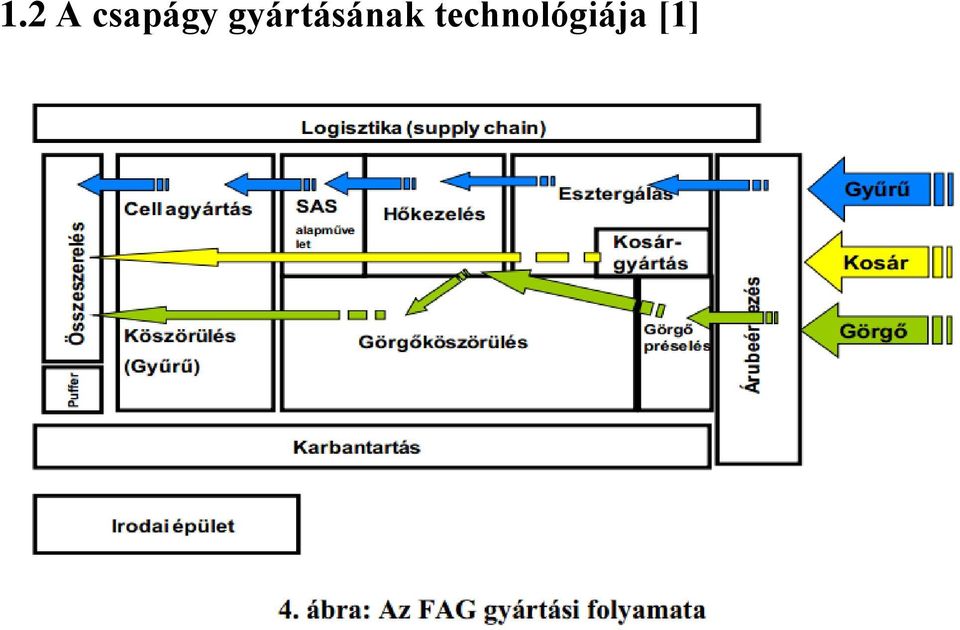
5 1.2 A csapágy gyártásának technológiája [1]
6
7

8 A külső és belső gyűrűk gyártása A következőkben ismerjük meg a gyártástechnológiát a későbbi folyamatoptimalizálás helyes értelmezéséhez. 1. Idegenáru átvétel: Kovácsolt gyűrűként érkezik be a nyersanyag, amelyeknek itt még nincsennek szétválasztva, tehát a külső és belső gyűrű egybe van. Ezt toronygyűrűnek nevezzük 1.2 ábra: Beérkezett alapanyag 1.3 ábra: Toronygyűrűk 2. Az ezt követő lépés a toronygyűrű megmunkálása, forgácsolása. A forgácsoló megmunkálás során, lágy állapotú anyagok megmunkálása történik. A forgácsolás egyik fajtája az esztergálás, amikor az alkatrész megmunkálásakor a munkadarabról egyélű, szabályos élgeometriájú szerszámmal választjuk le az anyagot. Az első művelet lépései: 1. Megfogás a furaton 2. Furatesztergálás 3. Oldalazás

9 4. Élletörések. A második művelet lépései: 1. Megfogás a furaton 2. Palástesztergálás 3. Oldalazás 4. Élletörések 5. Toronygyűrű szétválasztása külső- és belső gyűrűvé. 1.4 ábra: Palástköszörült toronygyűrű 1.5 ábra: Kettéválasztott toronygyűrű 3. A következő folyamat a hőkezelés. Itt hőntartással megváltoztatjuk a fémes anyagok anyagszerkezetét. Három fázisból áll: 1. Felmelegítés 2. Hőntartás 3. Hűtés. Hőkezelés után a gyűrűk keménysége nagymértékben megnövekedik, de a csapágy megfelelő működéséhez szükséges méret, alak és felületi követelményeknek még nem felel meg. Ezt a folyamatot követően a gyűrűk ismét fekete, matt színűek lesznek.

10 1.10 ábra: Gördülőpálya finiselt külső gyűrűk ábra: Gördülőpálya finiselt külső gyűrűk ábra: Hőkezelő kemence 1.7 ábra: Hőkezelt gyűrűk 4. A negyedik lépés a kemény megmunkálási folyamat. Ebben a szakaszban már a belső- és a külső gyűrű megmunkálási folyamata eltér egymástól. Először mindig a homlokfelületek kerülnek megmunkálásra. Az így kialakított sík homlokfelület lesz a későbbi megmunkáló eljárások megmunkálási- és mérési bázisfelülete. Második lépésként a külső gyűrű palástfelülete lesz köszörülve. Az így kialakított hengeres felület lesz a későbbi gördülőpálya köszörülési megmunkáló bázisfelülete. 1.8 ábra: Alapműveleten megmunkált gyűrűk ábra: Alapműveleten megmunkált gyűrűk Palástköszörülés után a külső gyűrűk gördülőpályája kerül megmunkálásra. Ennek a műveletnek általában kettő megmunkáló és egy termék megjelölési fázisa van: 1. Gördülőpálya köszörülés 2. Gördülőpálya finiselés 3. Bélyegzés. A bélyegzés a belső- és a külső gyűrűk esetén is a homlokfelületre történik. A bélyegzés a következőket tartalmazza: 1. Csapágy típusát 2. Márkajelzést 3. Gyártási dátumot 4. A csapágy származási helyét

11 következő szakaszban a belső gyűrűnél mindig a következő fázisokban történik a megmunkálás: 1. Gördülőpálya köszörülés 2. Furatköszörülés 3. Támfelület köszörülés 4. Gördülőpálya finiselés 5. Támfelület finiselés 6. Bélyegzés 1.12 ábra: Kiindulási állapot 1.13 ábra: Megmunkálás utáni végállapot A kosár gyártása A lemezalkatrészek a sajtoló üzemben készülnek. A saját és cégcsoporton belüli felhasználásra készített kosarakon kívül más, szintén lemezből készült gördülőcsapágy alkatrészek gyártása is folyik a gyárban. Ilyenek például: golyóscsapágy kosarak, porvédők. A gyárban műanyag kosarak is felhasználásra kerülnek, de ezeket készen vásárolják. A kosár biztosítja a gördülőelemek távolságtartását és mozgását a csapágyban.az első lépés az idegenáru átvétel. Az alapanyag lemez egy tekercs vagy táblás lemez. Táblás lemezzel egy nagyméretű kosárkivágó gép dolgozik. Megy egy nagy lemeztáblát folyamatosan mozgatva, vágja ki belőle a kosarakat. Ebben a részben a kosárgyártás folyamatát szeretném bemutatni.

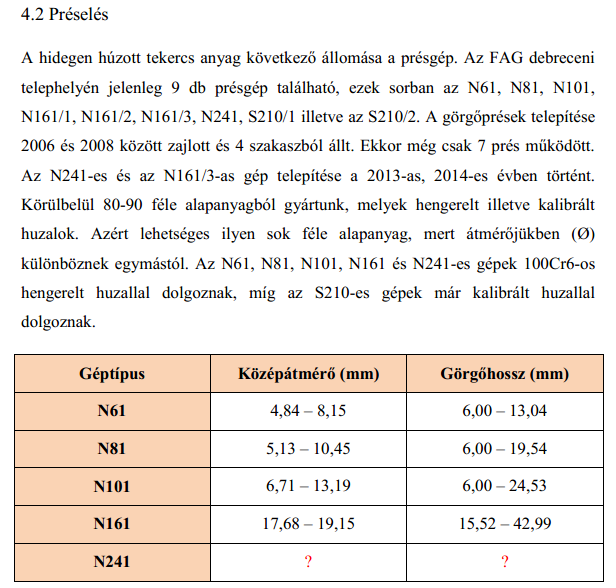
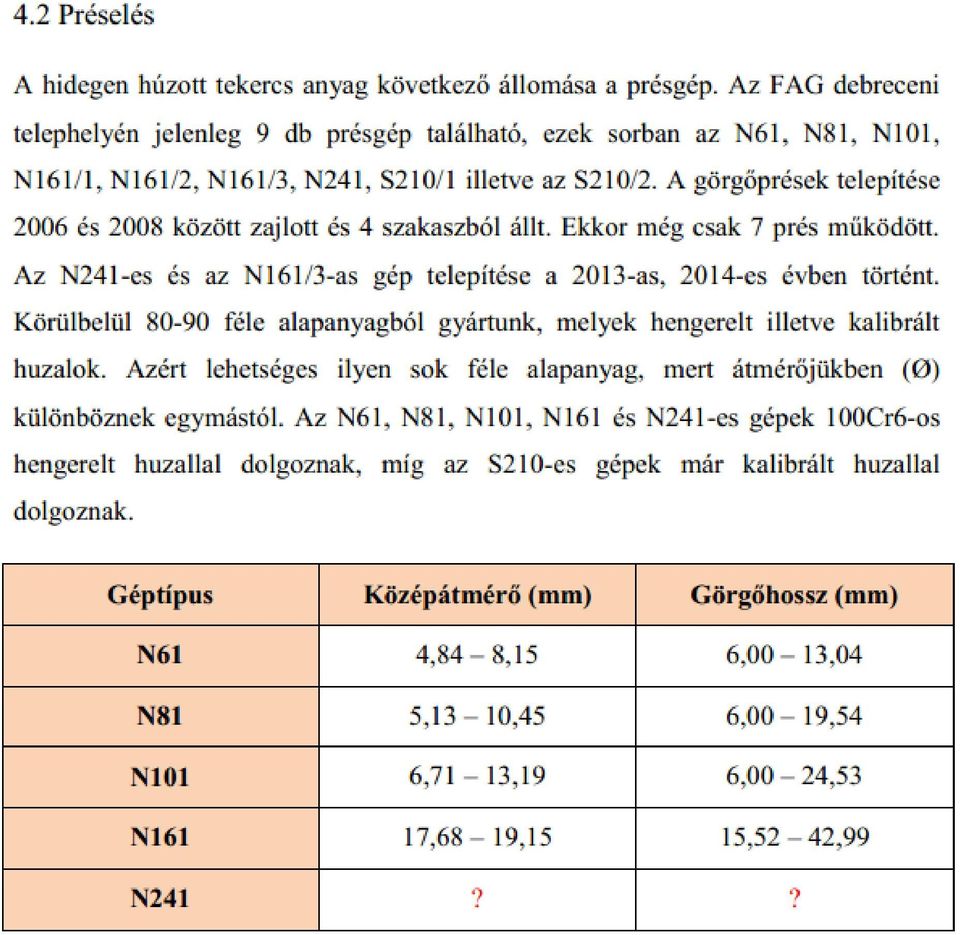
12 1.14 ábra: Félkész kosár A nagyméretű kosárgyártás egyedi gépeken történik. A gépek között a félkész termék ládákban kerül továbbításra. A tényleges gyártás első lépése az előhúzás. Tárcsa kivágása a lemeztekercsből és a sík tárcsa dombornyomása. Második lépésben a nagyhomlok felőli homlokfelületet esztergálják. Ezután a kosár ablakainak kivágása történik, majd ezt követi a bordakalibrálás. A már majdnem kész kosarakat először mossák, majd szárítják és alávetik egy úgynevezett sorjátlanító koptatásnak. Majd ezután konzerválják és csomagolják. A kúpgörgő gyártása Az első lépés az idegenáru átvétel: skip-rot rendszer. Alapanyaga a hidegen húzott tekercs anyag (huzal). Tekercsben vásárolható meg, melyből a minimális vásárolható mennyiség 5 tonna. Ezt a huzalt először feldarabolja egy gép, majd belepréseli a kalottát.
.")
13 1.15 ábra: Préselt kúpgörgők A következő szakasz a hőkezelés: ez hasonlóan történik, mint a gyűrűknél. Ennek célja, hogy hőntartással megváltoztatjuk a fémes anyagok anyagszerkezetét. Három fázisból áll: 1. Felmelegítés 2. Hőntartás 3. Hűtés 1.16 ábra: Préselt kúpgörgők 1.17 ábra: Finiselt, kész kúpgörgők Ezután következik a görgőpalást nagyoló előköszörülése, majd a görgő homlokfelületének köszörülése. A következő folyamat a görgőpalást simító készre köszörülése. Majd ezt követően a görgő palástjának a szuperfiniselése majd ez után a görgők átesnek egy repedésvizsgálaton. A sorok végén történik a 100%-os vizuális ellenőrzés, ahol a szemmel látható eltérések kiszűrésre kerülnek. A vizuális ellenőrzés után a görgők szortírozásra kerülnek szortírozó géppel vagy kézzel történő szortírozással. A szortírozás lényege, hogy

14 egy csomagolási egységbe azonos átmérőjű görgők kerüljenek, hogy a csapágyba történő beszereléskor sikerüljön az elhelyezés és működő képes legyen a csapágy. A szortírozás pontossága általában 0,003 mm. Az utolsó lépés a csomagolás. A görgők nem kerülnek azonnal felhasználásra, beépítésre, ezért el kell szállítani, vagy a csapágy összeszerelő részlegbe, vagy a raktárba, vagy a kiszállítási részlegre. 1.3 Összeszerelés Az utolsó fázis az összeszerelés, amelynek szakirodalmi áttekintés szerint általánosan két típusa létezik. 1. Minden alkatrészt egy szereldéhez szállítanak, és ott történik a szerelés. Ennek a módszernek a fő előnye, hogy a szerelés gyorsasága nem függ a gyártás gyorsaságától, mivel köztes raktárból történik az anyagellátás. Nagy hátránya, hogy magas az átfutási idő, köztes raktárakat kell létrehozni és felléphet az anyagkeveredés veszélye is. 2. A szereldék általában a gyártósorok végén vannak kialakítva, úgynevezett cellát képezve. Ennek fő előnyei, hogy nem kell köztes raktárakat létrehozni, az anyagkeveredés veszélye minimálisra csökkenthet. Van viszont egy nagy hátránya, hogy ha leáll valamelyik művelet, akkor a többi nem tud haladni. Az összeszerelés a következő műveletekből áll: 1. Görgőbetöltés a kosárba, a belső gyűrűbe 2. Kosárösszehúzás (műanyag kosár esetén nincs összehúzás, rugalmasabb anyag, mint a fém és csak be kell pattintani) 3. Párosítás a külső gyűrűvel 4. Mosás 5. Szerelési magasság mérés 6. Zajmérés 7. Konzerválás 8. Csomagolás 32. kép: Bélyegzés és kosárösszehúzás (Forrás: Belső anyag) 33. kép: Szerelde (Forrás: Belső anyag)

15 Köszörülés A köszörülés forgácsoló szerszáma a köszörű korong, mely határozatlan él geometriájú forgácsolószerszám. A köszörűkövet 3 fő alkotó határoz meg. Az első és legfontosabb a köszörűszemcse, melyet anyag, méret és mennyiség jellemez. A másik felépítője a kötőanyag, melyet a mennyisége jellemezi. Ezentúl szükséges még hozzá valamilyen pórus. A kő tulajdonságait mindig a megmunkálás jellegéhez kell igazítani. Az FAG debreceni telephelyén 3 részre van osztva a görgő köszörülés. Az egyik nagyobb egység a Berndorf (BDF). Ide tartozik a Linien 1, 4, 7, 11, 12, 18 és 20-as gép. Ezeken 8,5 mm és 21 mm közé eső átmérőjű görgőket köszörülnek. Egy másik egység a Wuppertal (WUPP). A Linien 9, 14, 15, 16, 21-es gépeken a 14 mm és 29 mm közötti görgők fordulnak meg. A debreceni (DEB) egységnél 4,8 mm és 14 mm közé eső görgőket köszörülnek saját felhasználásra. 3 terület számára gyártanak: Synchron Linien 2, 3; IB Linien 5, 17, valamint AT Linien 6, 8 és 10. A görgők köszörülése 3 lépcsőben zajlik. Először is palást nagyoló-köszörülés történik, utána következik a homlok köszörülés, majd végezetül a palást simítóköszörülést alkalmazzuk Palást nagyoló köszörülés A palást nagyoló köszörülés egy centerless köszörülés, azaz vízszintes tengelyű átfutó korongpalásttal történő külső köszörülés. Mivel a művelet jellege nagyoló, ezért még itt nem lehet precíz pontosságot, illetve felületi minőséget elvárni Homlok köszörülés Ezen folyamat célja a homlok domborítása Palás simító köszörülés Simító megmunkáláskor a munkadarab felületminőségével, pontosságával szemben
.")
16 támasztott követelmények miatt körültekintőbben kell eljárni Finiselés A finiselés finomfelületi megmunkálásra szolgál. A palástfelületre simuló csiszolóhasáb rezgőmozgást és előtoló mozgást végez, miközben a munkadarab folyamatosan forog Szemrevételezés és szortírozás A keménymegmunkálás utolsó lépcsőfoka a 100%-os vizuális ellenőrzés, valamint a szortírozás. Minden sor végén az adott személy kiszűri a szemmel látható eltéréseket. Ilyen eltérés lehet például a felverődés, a művelethiány vagy akár a felületi érdesség karcolódása is. A vizuális ellenőrzés után a kész görgőket kézzel vagy géppel szortírozzák. A folyamat lényege, hogy egy csomagolási egységbe azonos átmérőjű görgők kerüljenek ezáltal biztosítva azt, hogy a csapágyba történő beszereléskor is azonos méretűek legyenek a görgők a csapágyban. A szortírozás pontossága átlagosan 2 mikron nagyságú.

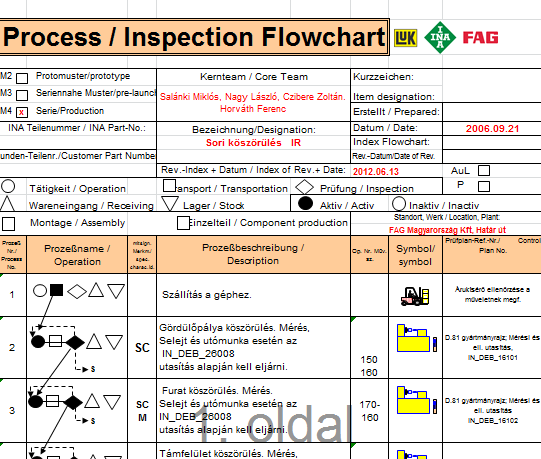
17 1.4 A csapágy külső gyűrűjének köszörülési folyamata A csapágy gyártási folyamatának bemutatása után, a csapágy külső gyűrű palást köszörülését szeretném ismertetni. 1. Első lépésben a megmunkálandó anyagot szállítják a munkagépekhez. 2. A következő lépés a homlokköszörülés, majd ezután gyártás közbeni mintavételes ellenőrzés, illetve az ellenőrzés. 3. A megmunkálás után a következő folyamat a szállítás a következő művelethez (palástköszörülés). Ennél a lépésnél is van ellenőrzés, még pedig a szállítandó anyag mennyiségét és a termékek azonosítását vizsgálják. A megmunkált anyagoknak ki kell töltenie a tároló egységet. 4. A következő folyamat egy újabb megmunkálási művelet, ahol a külsőgyűrű külső átmérőjének megmunkálása történik, ez az úgynevezett palástköszörülés. A folyamat két lépcsőből áll. Először nagyolás történik utána pedig a kész méretre való köszörülés, a

18 simítás. A minőség biztosítása érdekében ellenőrzési terv alapján vizsgálják a darabokat. A selejt és utómunka esetén a gyári előírásoknak megfelelően kell eljárni. 5. A 2. köszörülést kővetően újra elszállítják a megmunkált terméket. Amikor elkészítettem a folyamat ábrát, akkor még épp a szállításnál járt a folyamat, de ezek után is folyamatos megmunkálások vártak a termékre ábra: Folyamatábra Forrás: * Csapágyak köszörülésére vonatkozó méréses ellenőrzési terv [1] A különböző köszörüléseknél lévő gyártási utasítások egy bizonyos minőség ellenőrzést szolgálnak, olyan szinten, hogy a munkagépből kijövő terméknek, illetve a munkafolyamatnak is meg kell felelnie az előírt elvárásoknak, jelen esetben a gyártmányrajznak. Az ellenőrzési terv arra szolgál, hogy a gyártmányrajzon előírt paramétereket milyen időközben, milyen darabszámban, kinek, milyen eszközzel, és milyen eljárás alapján kell elvégezni. Az általános irányadó előírások szerint, a következő módon kell eljárni a külsőgyűrű köszörülésekor [1]: A tűrésmező közepére kell gyártani

19 Amennyiben a széria gyártás időtartama nem éri el az egy órát, szériagyártás közben minimum egyszer ellenőrizni kell az érdességet Szériaindítás előtt a beérkező alapanyagot fel kell mérni és a megadott űrlapon regisztrálni kell. Ha az átmérő mérőautomata nem működik, a darabokat kézzel kell mérni. A gyűrű köszörülésénél a következő paramétereket kell általában ellenőrizni: -külső középátmérő -palást merőlegesség -érdesség -köszörülési beégés Felszabadításkor mért jellemzők a gépbeállító által a mérőszobában: -Külső középátmérő -Palást hullámosság -Körkörösség -Érdesség Optimalizálás céljából gyártásközben javasolt 5-10 percenként, 3-5 db terméken ellenőrzést végrehajtani: -Külső középátmérő (automata mérőműszerrel 100%-osan, illetve dolgozóval) -Palást merőlegesség -Alkotók párhuzamossága -Kétpontos körkörösség -Hárompontos körkörösség -Ötpontos körkörösség -Érdesség -Köszörülési beégés

20 2.1 ábra: Köszörülési utasítás Forrás: *1+ A csapágy külső gyűrűjének köszörülési folyamata A csapágy gyártási folyamatának bemutatása után, a csapágy külső gyűrű palást köszörülését szeretném ismertetni. A következőkben bemutatott folyamatábrát, épp egy aktuális, folyamatban lévő gyártás során sikerült elmentenem. (34. kép) 1. Első lépésben a megmunkálandó anyagot szállítják a munkagépekhez. 2. A következő lépés a homlokköszörülés, majd ezután gyártás közbeni mintavételes ellenőrzés D81-es gyártmányrajz alapján, illetve az ellenőrzési IN DEB utasítás alapján.

21 3. A megmunkálás után a következő folyamat a szállítás a következő művelethez (palástköszörülés). Ennél a lépésnél is van ellenőrzés, még pedig a szállítandó anyag mennyiségét és a termékek azonosítását vizsgálják. A meg munkált anyagoknak ki kell töltenie a tároló egységet. 4. A következő folyamat egy újabb megmunkálási művelet, ahol a külsőgyűrű külső átmérőjének megmunkálása történik, ez az úgynevezett palástköszörülés. A folyamat két lépcsőből áll. Először nagyolás történik utána pedig a kész méretre való köszörülés, a simítás. A minőség biztosítása érdekében ellenőrzési terv alapján vizsgálják a darabokat. A selejt és utómunka esetén a gyári előírásoknak megfelelően kell eljárni. 5. A 2. köszörülést kővetően újra elszállítják a megmunkált terméket. Amikor elkészítettem a folyamat ábrát, akkor még épp a szállításnál járt a folyamat, de ezek után is folyamatos megmunkálások vártak a termékre.
22 34. kép: Folyamatábra (Forrás: Belső anyag) Csapágyak külső gyűrű átmérő köszörülésére vonatkozó ellenőrzési terv bemutatása A különböző köszörüléseknél lévő gyártási utasítások egy bizonyos minőség ellenőrzést szolgálnak, olyan szinten, hogy a munkagépből kijövő terméknek, illetve a munkafolyamatnak is meg kell felelnie az előírt elvárásoknak, jelen esetben a gyártmányrajznak. (35. kép)
23 Az ellenőrzési terv arra szolgál, hogy a gyártmányrajzon előírt paramétereket milyen időközben, milyen darabszámban, kinek, milyen eszközzel, és milyen eljárás alapján kell elvégezni. A dolgozatom témája a selejtcsökkentés a csapágy külső gyűrű palást átmérő köszörülésénél, ezért számomra a csapágy külső gyűrű palást jellemzői fontosak. Jelenleg az előírás szerint, a következő módon kell eljárni a külsőgyűrű köszörülésekor: A tűrésmező közepére kell gyártani Amennyiben a széria gyártás időtartama nem éri el az egy órát, szériagyártás közben minimum egyszer ellenőrizni kell az érdességet Szériaindítás előtt a beérkező alapanyagot fel kell mérni és a megadott űrlapon regisztrálni kell. Ha az átmérő mérőautomata nem működik, a darabokat kézzel 100%-ban át kell mérni. A külsőgyűrű köszörülésénél a következő paramétereket kell ellenőrizni: külső középátmérő palást merőlegesség érdesség köszörülési beégés szemrevételezés

24 35. kép: IN DEB es gyártmányrajz (Forrás: Belső anyag)
25 Felszabadításkor mért jellemzők a gépbeállító által a mérőszobában: Külső középátmérő Palást hullámosság Körkörösség Érdesség Gyártásközben mért jellemzők dolgozó által, 10 percenként, 5 db terméken: Külső középátmérő (automata mérőműszerrel 100%-osan, illetve dolgozóval) Palást merőlegesség Alkotók párhuzamossága Kétpontos körkörösség Hárompontos körkörösség Ötpontos körkörösség Érdesség Köszörülési beégés Szemrevételezés 4. Felületi sérülés: Vizsgálataim során észrevettem, hogy amíg a kisméretű külső gyűrűknél nem túl gyakori a felületi, ütésből származó sérülés, addig a nagytermetűeknél gyakorta előfordul. Főként a nagyméretű külsőgyűrűknél keletkezik, amikor egymásra esnek a nagy tömegű darabok a tároló ládába eséskor.
26 54. kép: Felületi sérülés külső gyűrűn 1. (Forrás: Belső anyag) 55. kép: Felületi sérülés külső gyűrűn 2. (Forrás: Belső anyag) A jelenlegi megoldás egy gumi-műanyag alapanyagú tálca (56. kép), amire ráesnek a futószalagról a külső gyűrűk, majd egyik része tovább csúszik a ládába, másik része pedig megáll a tálcán, függően attól, hogy milyen szögbe van elhelyezve a tálca. Személyes véleményem szerint, ez egy rossz megoldás, mivel ebben a tálcában nincs semmi puhaság, rugalmasság, ami felfogná vagy lelassítaná a külső gyűrű esését. Ha pedig megállnak a termékek a tálcán, akkor egy munkás leborítja őket a ládába. Ekkor az alul lévő gyűrűkön nagy ütésből származó sérülések keletkezhetnek.
27

28 Az örvényáramos vizsgálat elve Egy árammal átjárt tekercset helyezünk az (elektromosan vezető) vizsgálandó tárgy közelébe. A tekercsben futó váltakozó áram változó mágneses mezőt generál, amely kapcsolatba lép a a vizsgálandó tárggyal és abban örvényáramot indukál. Ezeknek az örvényáramoknak a fázis- és amplitúdó-változásai egy második, kereső tekercs segítségével, vagy az elsődleges, gerjesztő tekercsben folyó áram változásainak mérésével figyelhetők meg. Az örvényáramos vizsgálattal fémes anyagok anyagfolytonossági hiányait, anyagösszetétel változást (anyagválogatás), rétegvastagság mérést és hőkezeltségi állapotot észlelünk.

29
30
31
32
33
34
35 Ok-okozati elemzés
36
37
38

39 A hibás görgőket, melyeket vizsgálok a már korábban zárolt típusok közül válogatom ki. A zárolás vagy azért történhetett, mert valamelyik gyártási folyamat során szemmel láthatóan jelentkezett a repedés és ezért a kollégák kiválogatták a hibás gyártási mennyiséget, majd zárolták azt. A másik gyakoribb esetben, a gyárban alkalmazott repedésvizsgáló dobálta ki a görgőket, mert nem megfelelősséget érzékelt. Tehát a hiba a gyártási folyamat különböző szakaszaiban is feltűnhetnek. Természetesen számunkra az a legideálisabb este, amikor minél hamarabb sikerül a nem megfelelőséget kiszúrni és azonosítani, például már a préselés folyamatában. Ilyen stádiumban elkapott görgőket is volt szerencsém vizsgálni, többek között a Kero as típust. Viszont sokkal gyakoribb jelenség, hogy már a köszörülés folyamata után bukkan fel a hiba, ezért dolgozatomban is ezt szeretném részletezni.
40 A mikroszkópos vizsgálat után pár kevésbé szembetűnő darabot sósavba merítettünk, hogy megbizonyosodjunk a repedésről. Ehhez először az ultrahangos mosóban megtisztítottuk az anyagot, majd a felmelegített sósavba mártottuk 5-10 percre. Mivel ez roncsolásos vizsgálat a kisebb repedés megnyílt, viszont hátránya, hogy kezelés után rövid időn belül berozsdásodik a görgő. Ezek után másik pár, már szabad szemmel is jobban láthatóbb, repedt görgőt a repedés vonalában elvágtam. Próbáltam minél közelebb elvágni a kishomlokhoz, hiszen ez az átmérő hasonlít leginkább az eredetihez, és itt torzul legkevésbé a huzal. Az elvágott darabokat kicsit megcsiszoltam, majd beágyaztam őket egy pogácsába. A beágyazás folyamata úgy néz ki, hogy a mintákat beleteszem a beágyazóba. Legalulra kerül a mintának az az oldala, amelyiket később vizsgálni szeretnénk. Először egy keményebb szürke DuroFast anyagot teszünk bele, majd rákanalazzuk a por állagú bakelitet. Ha ezzel készen vagyunk, felcímkézzük a
41 pogácsát. Erre azért van szükség, hogy később a beágyazás után is azonosítani tudjuk a mintában szereplő darabokat. Illetve nagyon fontos a sorrend is. Végül ezt a kis cetlit rögzítjük egy fehér anyaggal melyet pedig ClaroFastnak hívnak. Ezután a gép először felmelegíti és megolvasztja a segédanyagokat, majd mikor kialakult a pogácsa lehűti azt. Ezzel ennek a folyamatnak vége is. Ezután következik a csiszolás. Ez a folyamat 3 lépcsőben történik, egyre finomabb kristályszemcséjű árcsákkal. Általában először 80-ason (esetleg 120-as), aztán 500-as, majd 1200-as árcsán csiszolom meg. Egy kör általában 5 percig tart és 50N erőhatással történik. Ezután következik a polírozás. Ez is 2 körös folyamat: 3 percig pörgetem a menetiránnyal ellenkezőleg, majd megegyezően N terheléssel. A mintám készen áll a további vizsgálatra. Erre egy professzionálisabb Leica mikroszkópot használok, melyen egy Leica Application Suite nevű program fut. Ezzel (mekkora?) nagyításokban tudom megvizsgálni az anyag szövetszerkezetét és a benne található eltéréseket. A programmal fényképet készíthetek a hibáról, majd elemezhetem azt. Például meghatározhatom a hiba mélységét. Jelen esetben is ezt tettem. A 3 elvágott és beágyazott, majd analizált görgőkön a repedés mélysége 138,788µm, 340,684µm, valamint 352,096µm. A tűrésben megengedett eltérés (?)µm. A görgő vizsgálattal hasonló céljaim voltak, mint a Kero as típussal. Mikroszkóppal szemrevételeztem azokat és célom a repedések felkutatása volt. Ahhoz, hogy megkönnyítsem a dolgomat a szemrevételezés során először megsavaztam a görgőket. A savazás egy hosszabb, roncsolás mentes sorozatfolyamat. Az első lépés, hogy a vizsgálandó görgőket egy ultrahangos mosókádba helyeztem. Ez a kád P3 UPON %-os oldatot tartalmaz. Egy szerkezet forrón tartja ezt az oldatot, illetve mozgatja a belehelyezett görgőket. Erre azért van szükség, hogy minden szennyeződés, olaj, mely a gyártás során a görgő felületén megtapadt lemosódjon,
42 és a későbbiekben ne zavarjon minket a vizsgálat során. Miután eltelt 5-10 perc a csapvizes kádban leöblítjük őket. A következő tennivaló, hogy pár másodpercre 1-2%-os salétromsav oldatba helyezem a vizsgálandó mennyiséget. Akkor lesz megfelelő, ha a sav egérszürkére marta a görgő felületét. Ezután ismét leöblítjük őket egy csapvizes kádban. Ezt követően 6-10%-os nátrium-karbonátos semlegesítő kádba mártottam a görgőket. Csapvizes öblítés és nagy nyomású levegő fújás (ez azért szükséges, hogy a felület száraz legyen) után végezetül Castrol DW30X konzerváló anyagba mártottam őket. Ezen folyamat után már nyugodtan elkezdhettem a mikroszkópos vizsgálatot Vizsgálat eredménye 240 darab görgőt emeltem ki a zároltak közül és ezeket szemrevételeztem. A vizsgálat után megállapíthattam, hogy nagyjából 87%-a repedt. Azaz az elemzett mennyiségből 208 darab görgőn található repedés. A repedés jellegét tekintve volt, amelyik az egész palást felületen végig futott, viszont olyanokat is találtam, melyek csak a rádiuszban maradtak vissza.
43
44 Beköszörülési hiba
45
46
47
48
49
50
51
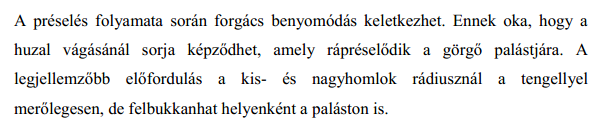
52 1. Zajvizsgálatra vonatkozó alapfogalmak Gördülőcsapágy-zaj: Csapágy járatása közben keletkezett rezgések (hangok), melyet az erre alkalmas vizsgáló berendezéssel mérünk. Törzsadatok: A zajgépbe bevitt meghatározott adatok, mint például frekvenciasávok (magas, közepes, mély), jó- és rossz darabhatárértékek (HKD spektrum). Frekvenciaanalízis: A belső- és külsőgyűrű illetve gördülőtest (IR/AR/KR) csapágyalkatrészek átgördülési frekvenciá oszlopsávok formájában vihetők be, melyek révén a csapágyalkatrészek rendellenességei jeleníthetők meg. Széles sávos kiértékelés: Frekvenciasávok: mély ( Hz), közepes ( Hz magas ( Hz). Rendszeres előfordulású (folyamatból, technológiából adódó sérülés) szűrhető hiba. HKD: Burkológörbe modul, a mindenkori csapágyalkatrészek pontszerű hibáinak kijelzésére. Véletlen (szabálytalan időközönként keletkező mechanikai sérülés) előfordulású szűrhető hiba. Originálspektrum: A nem pontszerű hibák, mint például a hullámosság megjelenítése. Valós (effektív) értékek: Mért értékek a mély/közép/magas (németül: Tief/Mittel/Hoch) frekvenciasávokban. 2. Zajt okozó paraméterek A csapágyban a zajt szennyeződés, alakhibák, felületi érdesség hibák, és mechanikai sérülések okozhatják Hibakategóriák meghatározása A hibakategóriák lehetnek pontszerűek (felületi) illetve nem pontszerűek (geometriai). A leesés miatti ellapulások, a görgők felverődései valamint a gördülőtest (WK), belső gyűrű (IR) és külső gyűrű (AR) csapágyalkatrészeken előforuló pontszerű hibákra a HKD spektrumból lehet következtetni. A pontszerű hibák a széles
53 sávú kiértékelésnél nem vagy csak kismértékben ismerhetők fel, mert a mély/közép/magas (T/M/H) sávokban nem áll rendelkezésre információ. A nem pontszerű hibák, mint például finiselés nélküli, helytelen finiselés, hullámosság a gyűrűgördülőpályákon vagy a gördülőtesten, ezek a széles sávos kiértékelésnél, a mély/közép/magas (T/M/H) sávokban kerülnek felismerésre Gördülőpálya-, támfelület -, gördülő elem hibák A sorjás (peremes) futófelületek vizsgálatánál, nem egy tetszőleges pontot kell kiválasztani, mert a hiba nem körköresen fut, hanem csak egy kis szakaszon a felületen. A megkeresése tűvel, vagy nagyobb méret esetén vizuálisan lehet. Amennyiben nem található ilyen a felületen, viszont a zaj vizsgálatnál erre az okra lehet gyanakodni, akkor a méréseket 90 -al elforgatva is megkell ismételni. Görgők hibái esetén, ha nem felverődés okozza a zaj, akkor minden darabot megkell mérni. Egy darab alakhibás görgő is rossz zajértékeket tud generálni Referencia és ellenőrző csapágyak A referencia és ellenőrző csapágyak feladata a mérőgép (eszköz) megfelelő működésének ellenőrzésére. Hibás csapágyakkal történő ellenőrzés Hibás csapágyakkal történő ellenőrzés célja, a hibahatár megfelelő beállítása. 5 db csapágynak kell lennie a zajvizsgáló berendezénél. IR: megmunkálási hibás IR: mechanikai hibás AR: megmunkálási hibás
54 AR: mechanikai hibás Kero: mechanikai hibás A hibás csapágyakkal műszakonta két alkalommal (műszak elején és közepén) ellenőrizni kell a zajvizsgáló berendezést. Ennek eredményét rögzíteni kell a mérőeszköz kalibráló lapon (B_501_Nyilvantarto_lap_ meroberendezesek_kalibralasahoz). Amennyiben a zajgép valamelyik hibás csapágyat jónak ítéli azonnal le kell állni a termeléssel, értesíteni kell a csoportvezetőt. Az utolsó jó kalibrálás óta gyártott darabokat a zajgép műszerész általi megfelelő beállítása után a megfelelő beállítással 100% -ban újból át kell ellenőrizni. A zárolandó, átellenőrzendő mennyiség megállapításához Dock-Auditor / QS mérnök bevonása szükséges. Jó csapágyakkal történő ellenőrzés Jó csapágyakkal (referencia csapágyakkal) történő ellenőrzés célja a vizsgáló berendezés helyes működésének ellenőrzése. A felszabadítás alkalmával a széria első darabjaiból 3 db jó referencia csapágyat kell készíteni, melyet a széria végéig meg kell őrizni, ezek meglétét a felszabadítási lapon jelölni kell B_4402_Gyartasi_engedely_szerelo_cella.doc ( vagy B_4401_Gyartasi_engedely_szerelo_sor_L_es_R_egysegek). A széria végén a megfelelő mosás, mérés és ellenőrzések után csomagolható. Referencia csapágynak csak az a csapágy vehető ki, amelynek három zajmérési eredménye megfelelő Munkatárs feladatai Amennyiben a zajra kieső csapágyak mennyisége eléri a 4%-ot a vizsgálatot el kell kezdeni. 10 db kiesett csapágyat ellenőrizni kell a zajmérőgéppel, értesíteni a csoportvezetőt.
55 Űrlapon rögzíteni a 10 db csapágy eredményeit (B_4115_Zajra_kieső_csapágy_adatok_rögzítése.xls űrlap segítségével) Referencia csapágyakkal ellenőrzni a zajvizsgáló rendszert (B_524_Napi_zajgép_felülvizsgálat űrlapon naponta egyszer kell rögíteni a fennt említett időpontban). Napi termelésjelentő kitöltése (nem elegendő a zajos hibaok megállapítás, pontos hiba okot kell beírni) Csoportvezető feladatai Zajra kieső csapágyak mennyiségének nyomonkövetése (B_4116_napi_adatgyűjtő_zajra_kieső_csapágyakhoz.xls űrlap segítség ebben). Adatok rögzítése (az előző műszakban szerelt csapágyak mennyisége, ebből zajra kiső mennyiségek és jelentők küldése). A legrosszabb HKD mérési értékkel rendelkező komponenset kell tovább vizsgálni szemrevételezéssel és mérőszobai méréseket elvégeztetni. A frekvencia probléma esetén tovább vizsgálni mérőszobai méréseket elvégeztetni. Komponens csere beiktatása jó csapágy komponens kibontása segítségével. Minden komponens meg kell vizsgálni. Azonnali intézkedés végrehajtása (a zajra kieső csapágyak esetén): zárolás, belső reklamáció indítása utómunka, új gyártás igénylése. Zaj csapat összehívása, amennyiben a nincs eredménye az általa végzett vizsgálat(ok)nak Zaj csapat Csapat célja a rizikók meghatározása, megakadályozni a további rossz komponensek keletkezését futó gyártás
56 esetén, vagy ha nem futó tipus akkor a hibamegelőzés a következő széria gyártásánál. (CSAK A CSAPAT HOZHAT EGYÜTT DÖNTÉST) QS (Mérnök) Szerszám (Csoportvezető) Műszerész (Műszerész) Technológia (Mérnök) Termelés (Csoportvezető) 3.4. Mérőszoba feladatai A hiba helyének a megállapításában a darabot bevitt kolléga segítségét is kérni kell, mert a szereldében jobb a világítás és a zajgép segítségével a hibát okozó komponenst is betudják határolni. A hibát roncsolásmentesen meg kell jelölni, amennyiben van rá lehetőség. A mechanikai sérülések vizsgálatánál, nem elegendő az általános mérési pontokon elvégezni a mérést, ilyenkor a vizsgálandó felületet szemrevételezni kell és a látható hibán kell a tapintót keresztül vontatni Műszeres vizsgálatok A szemrevételezés, szükség esetén sztereomikroszkóppal történő szemrevételezéses vizsgálatok után a hibás komponensnél részletes műszeres méréseket kell elvégezni, szinte minden jellemzőjét megvizsgáltatni a táblázat szerint (x-szel jelölve a mérendő tulajdonságok).
57 A jelek elemzésének módszerei A műszaki folyamatok jellemzőinek időbeli változását leíró függvények elemzésekor sok esetben természetes módon vetődik fel a gondolat, hogy egy függvény valamely függvényosztálybeli függvények lineáris kombinációja. Vagy maradva a gépek rezgésdiagnosztikájánál ha alkatrészek felületei ütésszerűen érintkeznek, akkor a géptestben impulzusszerű (gyorsan csillapodó) lökéshullám indul, ami tranziens hatásként jelenik meg a rezgésképben. Ilyen esetben időben lokalizált mintázatot (waveletet) kell keresnünk a függvényben ahhoz, hogy az ütésimpulzus jelenlétét érzékeljük. Vannak olyan esetek, amikor a gyors változások ( élek ) jelenlétének van információtartalma, ebben az esetben azt célszerű megvizsgálni, hogy periodikus négyszögjelek, vagy négyszögjel szakaszok (Haar waveletek) vannak-e a jelben. A függvények felbontásával (dekompozíciójával) a matematika egyik fontos területe, az ortogonális függvénysorok elmélete foglalkozik, melynek alapja a klasszikus Fourier elmélet, aminek fókuszában a periodikus függvények trigonometrikus függvényekre való felbontása áll. (Fourier eredetileg a rezgő húr tetszőleges állapotának trigonometrikus komponensekkel való felírhatóságát állította, hozzátéve, hogy a komponensek száma általában nem véges.) Az a kérdés, hogy egyes függvények milyen függvényrendszer elemeinek segítségével és hogyan állíthatók elő, annak általánosítása, hogy a lineáris térben mik a bázisok, és mik az egyes elemek koordinátái egy adott bázisban. A válasz összefügg a belső (skaláris) szorzással, illetve a merőlegesség (ortogonalitás) fogalmával. Egyszerű példaként tekintsük a geometriai vektorok terét. Egy vektor felbontása egy egységvektorok vannak): ortonormált bázisban (a bázisban egymásra páronként merőleges ahol a belső szorzást jelöli. Jól látható, hogy a felbontás együtthatói a vizsgált elemnek az ortonormált rendszer elemeivel képzett belső szorzatai. Ehhez hasonló konstrukcióval találkozunk a függvényterekben végzett vizsgálatokban is. 2 2 Klasszikus Fourier sorok A klasszikus Fourier elmélet alapja a trigonometrikus rendszer a periódusú függvények elemzésében. T 3.3 ábra: függvények, k=1,2,3.
58 T 3.4 ábra: függvények, k=1,2,3. Az exponenciális és a trigonometrikus függvények közt kapcsolatot teremtő Euler formula alapján a trigonometrikus felbontással egyenértékű az exponenciális függvényeken alapuló felbontás. Az exponenciális függvények használata kényelmesebb, továbbá az általánosítások is az exponenciális alakból vezethetők le. Ezért a periódusú függvények felbontását az exponenciális rendszerrel írjuk le. A négyzetesen integrálható, periódusú függvények terében az függvények teljes ortogonális rendszert alkotnak. Itt egy függvény Fourier együtthatói: Fourier sora: A jelöléssel élve ( az alap körfrekvencia, a felharmonikusok körfrekvenciái), az exponenciális rendszer, a Fourier sor alakú. A rezgésdiagnosztikában inkább használatos dimenziójú frekvencia, de a formulák kényelmesebben írhatók a dimenziójú körfrekvenciával, ami a frekvencia -szerese. Megjegyzések 1. Az együtthatók és az függvények értékei is komplex számok, de a Fourier sor részletösszegei és összegfüggvénye valós értékű függvény. 2. A index -től -ig fut, így a felbontásban negatív frekvenciák is jelen vannak. Valójában csak a pozitív frekvenciáknak van fizikai jelentése, de ezek duplán jelennek meg a komplex spektrumban. 3., amiből azonnal adódik az is, hogy, vagyis a spektrum szimmetrikus. 4. A függvényt amplitúdó spektrumnak, a függvényt fázis spektrumnak, a függvényt energia spektrumnak nevezzük.
59 f fˆ T 2 T T ábra: Periodikus jel frekvenciaspektruma. Egy mechanikai rezgés, vagy elektromos jel esetén az amplitúdók négyzetének integrálja (vagy összege) arányos az energiatartalommal úgy az idő, mint a frekvenciatartományban. A kétfajta kifejezést, és ezek egyenlőségét a Parseval formula mutatja: 3 Fourier transzformáció A matematikában gyakran alkalmazott módszer, hogy transzformáljuk egy halmaz (rendszer) elemeit annak érdekében, hogy a képhalmazban könnyebben elvégezhessünk bizonyos vizsgálatokat. Legegyszerűbb példa erre az, amikor geometriai vektorok helyett azok koordinátáival, tehát szám n- esekkel dolgozunk. Ide sorolhatjuk azt is, amikor egy periodikus függvényt a Fourier együtthatóinak sorozatával azonosítunk. Egyes folyamatok vizsgálatakor ilyen jellegű transzformáció, amikor az időtartományból a frekvenciatartományba térünk át. Az ilyen célú transzformációk között igen fontosak az ún. integráltraszformációk. Integráltranszformáción egy valós függvény esetén azt értjük, hogy a függvényhez egy összefüggéssel definiált valós vagy komplex függvényt rendelünk hozzá. A transzformációt a magfüggvény határozza meg. A műszaki alkalmazásokban kitüntetett szerepük van a típusú magfüggvénnyel definiált Fourier, ill. Laplace transzformációknak. Egy integrálható függvény Fourier transzformáltja Fourier integrálja
60 A Fourier együtthatók és a Fourier sor definíciójával összevetve ezeket a formulákat az analógia könnyen felfedezhető. Míg a periodikus függvények esetén egy periódusra számított integrálokkal diszkrét körfrekvenciákhoz kapjuk a Fourier együtthatókat, addig a Fourier transzformáció esetén a teljes számegyenesen számított integrálokkal tetszőleges valós körfrekvenciákhoz kapunk értékeket. A Fourier sorok gondolatvilágából kiindulva a Fourier integrált szokás úgy interpretálni, mint végtelen hosszú periódusú határesetet, amikor,, ahol a spektrumban megjelenő frekvenciák diszkrétsége megszűnik. A komplex értékű függvényből számított komplex spektrum szimmetrikus függvény, ahogyan az Fourier együtthatók is szimmetriát mutatnak. A Fourier soroknál látott módon itt is szétbontható a transzformált koszinusz és szinusz függvényekkel származtatott részekre. Az Euler formula alapján: ahol, ill. az koszinusz és a szinusz Fourier transzformáltjai: az f Fourier integrálja pedig Páratlan függvény koszinusz Fourier transzformáltja, ill. páros függvény szinusz Fourier transzformáltja nulla. Ezt összevetve a fentiekkel világos, hogy páros függvény Fourier transzformáltja tisztán valós értékű, páratlan függvény Fourier transzformáltja tisztán képzetes értékű függvény. Parseval egyenlőség, energiatartalom Egy nemperiodikus folytonos jel energiatartalma az idő-, illetve a frekvenciatartományban:
61 Diszkrét Fourier transzformáció A Fourier sor és a Fourier integrál fogalmak képezik az elmélet és az absztrakt számolások alapját. A gyakorlatban az ezekhez kapcsolódó formulák nem alkalmazhatók közvetlenül, mert nem áll rendelkezésre a függvények értéke a teljes számegyenesen. A digitális mérés és adattárolás miatt csak meghatározott időtartam alatt mért véges sok függvényérték ismert. A digitális jelfeldolgozásban az időtartománybeli minta alapján vagyis a jelre vonatkozó korlátozott információ mellett kell a spektrumot a lehető legpontosabban meghatározni. A diszkrét Fourier transzformáció (DFT) fogalma és az ehhez kapcsolódó elmélet választ ad arra, hogy miként lehet a rendelkezésre álló véges sok függvényértékből kiindulva a lehető legpontosabban előállítani a spektrumot, miként lehet a torzító hatásokat csökkenteni. A diszkrét jelek elemzésekor a gyakorlatban azzal is szembe kell nézni, hogy a számítógépek adatátviteli és számítási sebessége, valamint a tároló kapacitása véges. Ez határt szab az eredmény pontosságának, mert minél pontosabb elemzést szeretnénk, annál több erőforrásra és időre van szükség. A számítási igény csökkentésére több algoritmust dolgoztak ki, ezeket gyors Fourier transzformáció (FFT) néven emlegetjük. A diszkrét Fourier transzformáció formálisan a következő számolást jelenti. Adott az egyenlő időközönkénti mintavétellel nyert (véges) jelsorozat. Az ehhez tartozó frekvencia spektrum: Látható, hogy a transzformáció bemenete db szám:, kimenete ugyancsak db szám:. Egy elemű jelsorozat elemzésének alapját a komplex egységkörön elhelyezkedő számok képezik,. Például az kiszámításához az számokat használjuk, melyek komplex egységkörön egy szabályos szög csúcspontjai, a szummázás során lépésben (egyenlő lépésközökkel ) egyszer jutunk körbe. Az számokat használjuk, a szummázás során kiszámításához az lépésben (egyenlő lépésközökkel ) kétszer jutunk körbe az egységkörön. A DFT egyszerű számolási lépéseket jelent, de azokból nagyon sokat. Főleg a nagyszámú szorzás elvégzése időigényes.
62 A transzformáció, vagyis az és az vektorok közti kapcsolat megadható mátrix szorzás segítségével is. Bevezetve az jelölést ( -edik komplex egységgyök) illetve A diszkrét transzformáció képlete nem tartalmaz közvetlen utalást az időre és a frekvenciára. Így az értelmezéshez tekintetbe kell venni a mintavételezés módját: az egyes mintaelemek rögzítése között mennyi idő telt el ( ), illetve milyen hosszú volt a teljes mintavételezési időtartam ( ). Ebből adódik a spektrumvonalak távolsága (felbontás, ), és a frekvenciatartomány felső határa ( ). Az bevezetésével szokásos a transzformációt az alakban is írni, mely utal arra, hogy az spektrumértékek milyen körfrekvenciákhoz, illetve az függvényértékek milyen időponthoz tartoznak., illetve a spektrumban megjelenő minimális körfrekvencia, illetve frekvencia. jel t T N t t 3.14 ábra: Mintavételezés a DFT-hez. A DFT bemenete a gyakorlati alkalmazásokban egy jelből vett minta. Ennek a mintának, ahogyan azt már korábban említettük, korlátozott az információtartalma, ami abban mutatkozik meg, hogy a DFT-ből adódó spektrum eltér a valóditól. A számos hatás közül kettővel mindenképpen foglalkozni kell a
63 jelfeldolgozó rendszerekben, ezek az aliasing jelenség (a jelben nem létező frekvenciák megjelenése a spektrumban), a másik a szétfolyás (a spetrumvonalak sokszorozódása). Az aliasing jelenséget a ábra szemlélteti. Ennek lényege az, hogy a mintavételezési frekvencia korlátozza a jelben kimutatható frekvenciák értékét. A Shannon tétel ezzel kapcsolatban azt mondja ki, hogy a mintavételezési frekvenciának legalább kétszer akkorának kell lennie, mint a vizsgált jelből kimutatni kívánt legnagyobb frekvencia ábra: Aliasing, téves frekvenciák megjelenése a spektrumban. Ez a hiba aluláteresztő ( anti-aliasing ) szűrő alkalmazásával kerülhető el, ami a DFT előtt kiszűri a túl magas frekvenciájú komponenseket. A gyakorlatban a szűrő vágási frekvenciáját a mintavételi frekvencia kb. 40%-ára állítják be ( ). A szétfolyás jelenség oka az, hogy a mintavételezési időtartam nincs összhangban a jelben lévő periodikus komponensek periódusával, így a minta töredékperiódust tartalmaz. A DFT természete az, hogy a bevitt adatsort a jel egy periódusának tekinti, így a minta első és utolsó értékének eltérése olyan, mintha szakadás (ugrásszerű változás) lenne a jelben. Ez a spektrumban szétfolyásként jelentkezik. A 3.17 ábra c részében egy olyan jelből vett minta alapján készült spektrum látható, mely három harmonikus jel összege. A pontos spektrum így három vonalból áll, míg az ábrán a három tényleges frekvencia közelében számos más frekvenciaérték is megjelenik. A látszólagos ugrás hatását úgy lehet csökkenteni, hogy egy alkalmas függvénnyel (ablakfüggvénnyel) szorozzuk meg a jelet, mely a függvény értékét a végpontokban nullává teszi, ezáltal a DFT számára a bemenet olyan, mintha egy ugrás nélküli periodikus függvényből származna a minta. A gyakorlatban többféle ablakfüggvény használatos, ezek előnyeivel és hátrányaival. Leggyakrabban Hanning féle ablak függvényt alkalmazzák. A 3.17 ábra a részében egy mintavételezett jelet látunk, a b részében pedig ennek megváltozott formáját a Hanning féle ablakfüggvény alkalmazása után. Az ábra c része az eredeti jel DFT eredményét, a d része az ablakfüggvénnyel módosított jel DFT eredményét mutatja. Jól látható, hogy az ablakfüggvény alkalmazása után a spektrum kevésbé folyik szét, miközben a jelben meglévő tényleges frekvenciák ugyanúgy megjelennek.
64 (a) (b) (c) (d) 3.17 ábra: Az ablakfüggvény hatása. A digitális mérőrendszerek alkalmazásához nem feltétlenül szükséges a háttérben futó transzformációk ismerete, bizonyos beállításokra szükség van, ha az elemzésben spektrumot is akarunk számoltatni. Az előállított spektrum legfontosabb jellemzői az ábrázolt frekvenciatartomány, a spektrumvonalak száma ( ), az alkalmazott ablakfüggvény típusa, az átlagolások módja. Ezek összefüggnek a mintavételezési frekvenciával ( ), a felbontással ( ), a mintavételezési idővel ( ), a minta elemszámmal ( ), melyeket a mérőrendszer szoftvere meghatározza a beállítások alapján. Néhány fontos összefüggés az említett mennyiségek közt:
65 Például egy vonalas spektrumhoz elemű minta kell. Ha a mérni kívánt legnagyobb frekvencia és vonalas spektrumot szeretnénk, akkor a mintavételezési frekvencia, a szükséges minta elemszám a fentiek szerint, így a mintavételezési idő. Két mintavétel közt eltelt idő:, avagy:. Ha a mérni kívánt legnagyobb frekvencia és vonalas spektrumot szeretnénk, akkor a mintavételezési frekvencia, a szükséges minta elemszám a fentiek szerint, így a mintavételezési idő. Két mintavétel közt eltelt idő:, avagy:. (*4+ alapján) A mérési időtartam és a felbontás közti összefüggés megérthető, ha arra gondolunk, hogy azonos fázisban induló, közel azonos frekvenciájú rezgések megkülönböztetéséhez idő kell: meg kell várni, míg a két rezgés eléggé különválik. Átlagolás szerepe (mint általában a méréseknél) a véletlenszerű zavaró hatásokból adódó csúcsok mérséklése. A mérés során időeltolódással több mintát veszünk, és a spektrumokat átlagoljuk Gyors Fourier transzformáció (FFT) A DFT fent említett jelentős számolási igényét több ötlet (pl. részekre bontás, szimmetriák felismerése) alapján csökkentették. Ezeket a számolási módszereket gyors Fourier Transzformációknak hívjuk. Az egyik klasszikus módszer lényege az, hogy az értékeket két halmazra bontjuk, a részhalmazokon elvégezzük az előírt számolást, majd a kapott értékeket összekombináljuk. A felezés egyenletessége érdekében páros, (illetve további felbontást felétezve kettő hatvány) elemszámú mintát veszünk. Az értékeket csoportosítsuk páros és páratlan sorszámúakra:
66 Igazolható, hogy,, továbbá, így Ez pedig azt jelenti, hogy az elemű DFT kiszámolható két elemű DFT-vel Rövid idejű Fourier transzformáció A gyakorlatban általában olyan jeleket vizsgálunk, melyek frekvencia-összetétele (spektruma változik). Sőt bizonyos esetekben (pl. a rezgésdiagnosztikában) éppen a spektrum megváltozásának van információtartalma. A korszerű rezgésdiagnosztikai rendszerek ezért valamilyen formában megjelenítik a változást. A 3.18 ábrán például az SPM állapotfelügyeletei rendszer ún. Color Spectrum szolgáltatása látható. Itt a vízszintes tengely az idő értékek (mérési időpontok) találhatók, a függőleges tengelyen pedig az alapfrekvencia többszöröseként, ún. orderekkel kifejezett frekvencia értékek vannak. Adott időpontban adott frekvenciához tartozó intenzitási szint színekkel van érzékeltetve ábra: Az SPM rendszer Color Spectrum szolgáltatása. forrás: *5+ A változó spektrumú, különösen a gyorsan váltózó jelek elemzésében az időtartománybeli és a frekvenciatartománybeli leírás külön-külön nem hatékony, mert az előbbi teljes képet ad időben (elvileg végtelen az időtartomány), de nem azonosíthatók a frekvenciakomponensek, míg az utóbbi teljes képet ad a jelben lévő frekvenciák tekintetében (elvileg végtelen a frekvenciatartomány), de az nem látható, hogy egyes időintervallumokban ténylegesen milyen frekvenciák voltak jelen. A problémákra egyfajta választ ad az ún. rövid idejű Fourier transzformáció (Short-time Fourier transform, STFT), melynek során a jelet olyan keskeny idősávokra osztjuk (szegmentáljuk), ahol stacionáriusnak tekinthető, és ezeken végezzük el a Fourier transzformációt. A lokalizálást ún.
67 ablakfüggvények alkalmazásával végezzük, melyek lényegében csak rövid időintervallumon különböznek nullától ábra: Lokalizáció a rövid idejű Fourier transzformáció esetén. idő Folytonos idejű STFT során egy ablakfüggvénnyel való megszorzás után Fourier transzformáljuk a függvényt, ezzel időben lokalizálva a számolást. ahol a ablakfüggvény leggyakrabban a Hann vagy a Gauss ablakfüggvény. A 3.20 ábra mutatja Hann és a Gauss ablakfüggvényeket és ezek Fourier transzformáltját ábra. A Hann és a Gauss ablakfüggvények és ezek Fourier transzformáltja. forrás: *6+ Az ablakfüggvényt eltolva az időtengely mentén kétdimenziós reprezentáció formájában tekinthetjük át az időbeli változást. tehát az függvény Fourier transzformáltja. Komplex függvény, amely reprezentálja az amplitúdót és a fázist az idő- és a frekvenciatartományban. A diszkrét idejű STFT formulája

68 ahol a diszkrét idejű jel, az ablakfüggvény. Az amplitúdó négyzete adja a spektogramot példa Négy koszinusz jel összekapcsolása 400 Hz-es mintavételezéssel az alábbi 0,125 s-os ablakkal a 3.21 ábrán látható spektrogram adódik. A STFT invertálható, az eredeti jel visszakapható az STFT-ből: A STFT korlátja, hogy fix felbontást eredményez. Választani kell a jó idő-, vagy a jó frekvenciafelbontás között. A széles ablak (széles sávú felbontás) jobb frekvenciafelbontást eredményez, de az időfelbontás gyenge, és fordítva keskeny ablak (keskeny sávú felbontás) esetén az időfelbontás részletes, a frekvenciafelbontás nem ábra: Spektrogram. forrás: *7+
69 Ezt a problémát orvosolja a wavelet transzformáció, ami jó időfelbontást produkál nagyfrekvenciás jelenségek elemzésekor, és jó frekvenciafelbontást az alacsony frekvenciásak esetén Wavelet transzformáció Az idő és frekvencia szerinti együttes vizsgálat hatékony lehetőségét a waveletek alkalmazása teremti meg. A wavelet analízis lényegében a Fourier transzformáció időben és frekvenciában lokalizált változata, ami rögzített idő és frekvenciatartományban szolgáltat információt a jelről. Egy időintervallumhoz és szerint. frekvenciatartományhoz tartozó eredmény az ún. fázistérben jeleníthető meg az 3.22 ábra frekvencia f 2 f 1 t1 t 2 idő 3.22 ábra: Fázistér. A diszkrét wavelet transzformációk esetén a bázisfüggvények a fázistér egy-egy tartományához tartoznak, így a 3.23 ábrán látható felosztással érzékeltethető a bázisfüggvények választása. frekvencia f 2 f 1 t1 t 2 idő 3.23 ábra: A bázisfüggvényeknek megfelelő tartomány a fázistérben. A wavelet transzformáció az idő- és a frekvenciatartománybeli leírás közt van abban az értelemben, hogy frekvenciát azonosít úgy, hogy az időbeliség is látszik. Az idő-, illetve a frekvenciatartománybeli leírás a waveletekkel való leírás két szélsőséges esetének tekinthető végtelen idő-, illetve végtelen frekvenciatartománnyal.
70 A műszaki diagnosztikában a wavelet transzformáció célja az, hogy a jelben lokalizált hullámszerű formákat, ún. waveleteket azonosítsunk, melyek összefüggésbe hozhatók rövid idejű, impulzusszerű kiváltó hatásokkal. 1 (t) 0,0 (t) 1 1 t (t) 1,0 (2t) (t) 1,1 (2t 1) t 1 1 t (t) 2,0 (4t) (t) 2,1 (4t 1) t 1 1 t (t) 2,2 (4t 2) (t) 2,3 (4t 3) t 1 t 3.24 ábra: Haar wavelet rendszer néhány függvénye. Számos waveletet definiáltak. Az, hogy adott problémára melyiket célszerű alkalmazni a jeltől és az elemzés céljától is függ. Az eredeti és egyben a legegyszerűbb wavelet a Haar wavelet, mely a Haar-
71 rendszeren alapszik. Ez a ún. skála függvénnyel a formulával származtatható: A felbontás alapja az eltolásokkal és átskálázásokkal ( nyújtásokkal ) előálló ortonormált rendszer. Ennek néhány elemét mutatja a 3.24 ábra. A leggyakrabban használt wavelet a Mexikói kalap elnevezésű, melynek alapfüggvényét (anyafüggvényét) a következő formula definiálja Ez a függvény az Gauss függvény második deriváltjának -1-szerese (az normáló szorzó nélkül). A Gauss függvény bármelyik deriváltja alkalmazható waveletként, de általában csak az első és a második derivált használatos (3.25. ábra). Haar wavelet Mexikói kalap wavelet (a Gauss függvény második deriváltja) Guass wavelet (a Gauss függvény első deriváltja) Morlet wavelet (valós rész)
72 Daubechies waveletek (db2-6) Daubechies waveletek (db7-10) 3.25 ábra: Néhány gyakran alkalmazott wavelet. forrás: *8+ Az elemzés során az ún. anya (elemző) wavelet két paraméterét változtatjuk. Az paraméter a függvény szélességét határozza meg, a paraméter a wavelet pozícióját rögzíti az idő tengelyen. b, eltolódás t a (skála) 3.26 ábra: Az a és a b paraméter jelentése a Mexikói kalap wavelet esetén ábra: Az a és a b paraméter változtatásának hatása a Mexikói kalap wavelet esetén.
73 Az paraméterpárhoz tartozó Mexikói kalap wavelet formulája Egy waveletnek megfelelő jelrészlet azonosítása a jel és a wavelet konvolúciójának kiszámításával történik. A konvolúciós integrál értéke mutatja az egyezés mértékét. Folytonos wavelet transzformálthoz jutunk, ha elvégezzük a számítást minden -ra és -re egy tartományban. Mivel a gyakorlatban mintavételezett jelekkel dolgozunk és diszkrét transzformációt alkalmazunk, a felbontásban diszkrét és értékek jelennek meg, továbbá a párban a tartományok hossza nem csökkenthető tetszőlegesen. a, skála wavelet transzformáció b,eltolódás 3.28 ábra: Wavelet transzformáció. Egy folytonos jel wavelet transzformáltja: ahol a súlyfüggvény. Általában.

74 Így a folytonos wavelet transzformáció formulája Jelölés:, ezzel, illetve. Szélesebb wavelet szűkebb energiaspektrumot jelent, mert az idő növekedése a frekvencia csökkenésével jár, fordítottan arányos a waveletet jellemző frekvencia értékekkel. A wavelet transzformáció matematikai mikroszkópnak is tekinthető, a vizsgálódunk, az paraméter pedig azt, hogy mekkora a nagyítás. paraméter azt jelzi, hogy hol A 3.29 ábra a szinusz függvény transzformáltját mutatja. Az érték a periódus negyede. A 3.30 ábrán két szinusz függvény összegének transzformáltja látható. Az ábrán jól érzékelhető a transzformáció szétválasztó képessége ábra: A szinusz függvény és két szinusz függvény összegének transzformáltja. forrás: *1+ Az 3.30 ábra a összetevők esetén. függvény transzformáltját mutatja. Jellegzetes kép rajzolódik ki az egyes
75 A wavelet transzformáció jól használható a jelvéletlenszerű hatások felismerésére, mert az ezekhez tartozó hatása jelben megjelenő mintázat elkülönül. A wavelet transzformáció alkalmas a folytonossági szakadások (élet) detektálására is. Az 3.31 ábra mutatja a szakadás miatt előálló képet ábra: A függvény transzformáltja. forrás: *1+ Felvetődik a kérdés, hogy egy teljesülnie: függvény mikor lehet wavelet. Ehhez három kritériumnak kell 1. Az energia értéke legyen véges, azaz 2. A függvény Fourier transzformáltjára teljesülnie kell, hogy
76 (Ebből következik, hogy, azaz nincs 0 frekvenciás komponens, más szóval a átlaga 0. Ez a megengedési feltétel. Például a Mexikói kalap alapfüggvény esetén.) 3. Komplex wavelet függvény esetén követelmény még, hogy a Fourier transzformált valós és negatív frekvenciáktól mentes legyen. A megengedési feltételnek eleget tevő waveletek valójában sávszűrők, mivel csak bizonyos frekvenciákat engednek át ábra: Él detektálása. Az inverz wavelet transzformációval visszaállítható az eredeti jel: forrás: *1+
77 Valamely -tól integrálva szűrést lehet alkalmazni: a nagyfrekvenciás tagok kikerülnek. A wavelet transzformáció és a Fourier transzformáció kapcsolata ami az inverz Fourier transzformáció képletével egyezik. Ez fontos abból a szempontból, hogy az FFT számolási technika alkalmazható a wavelet transzformáció végrehajtására. Ráadásul általában ismert analitikus alakban. Csak az eredeti jel Fourier transzformáltja szükséges. Komplex waveletek Komplex wavelet alkalmazásával külön vizsgálható a jel amplitúdója és fázisa. A leggyakrabban használt transzformáció a Morlet waveleten alapul, melynek alapfüggvénye ahol a wavelet középfrekvenciája. Ez a függvény úgy áll elő, hogy a Mexikói kalap függvényt Fourier transzformáljuk, eltüntetjük a negatív frekvenciákhoz tartozó tagokat, majd visszatranszformáljuk. A tag esetén elhanyagolható, így a Morlet wavelet alapfüggvényét a gyakorlatban az egyszerűbb általánosan pedig alakban használjuk. A három tényező szerepe: normálás, komplex szinusz függvény, Gauss féle haranggörbe. A függvény egy komplex hullám Gauss burkolóval. Morlet wavelet transzformáltja
78 A Morlet wavelet transzformáció hasonló a rövid idejű Fourier transzformációhoz azzal a lényeges különbséggel, hogy itt az ablak és a függvény egyaránt skálázható. A wavelet transzformáció időben lokalizálni tudja a nagyfrekvenciás ingadozásokat Diszkrét Wavelet transzformáció A gyakorlatban diszkrét véges idejű jelekkel találkozunk. A diszkretizálás egyik lehetősége: ahol,,. Itt a lépésköz arányos az wavelet skálával. Egy folytonos jelnek a wavelettel képzett transzformáltja avagy. A számokat wavelet együtthatóknak nevezzük. ahol, esetben kapjuk a diadikus skálát Ezek a függvények ortonormált rendszert alkotnak: Ez a rendszer alkalmas gyors számolásra. Ezzel a diszkrét wavelet transzformáció Inverze: avagy. A együtthatókat a belső szorzatokon keresztül származtatjuk, az inverz végtelen összeg formájú.
79 Az energia Felhasznált szakirodalom [1] ADDISON, P.S., The Illustrated Wavelet Transform Handbook, Institute of Physics Publishing, Bristol and Philadelphia, [2] CSATÁR Györgyné, MÁTÉ László: Sorok, függvénysorok, Műegyetemi Kiadó, [3] Condmaster Nova 2010 állapotfelügyeleti rendszer [4] SHREVE, D.H.: Signal processing for effective vibration analysis, IRD Mechanalysis, Inc, Colombus, Ohio, [5] (letöltés: ) [6] (letöltés: ) [7] (letöltés: ) [8] (letöltés: ) 9 4 Mérési módszerek és a változó felbontású elemzés (MRA) A csapágyak mesterséges hiba okozta hibajelek diagnosztizálására, mérési céllal, kísérleti jelleggel a Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszékén csapágy vizsgáló tesztpad épült, az 4.4 ábra szerinti kivitelben. A tesztpad 5 különböző típusú csapágy vizsgálatát teszi lehetővé változtatható fordulatszám mellett. A jelenlegi mérések során használt mérőeszközök és szoftverek listája az alábbi. 4.4 ábra: Csapágyvizsgáló tesztpad
80 Jelen vizsgálat során 6206 típusú csapágy belső gyűrűjén lézeres megmunkáló géppel kis mértékű mesterséges hiba került kialakításra. A hiba geometriai mérései szerint 658 µm átlagos átmérővel és 257 µm átlagos mélységgel rendelkezik, amelyen a gördülőelemek forgás közben áthaladnak és a rezgésspektrumban fellépő belső gyűrű hibát generálnak. A geometriai méréseket segítette a rendelkezésre álló Olympus BX61 típusú optikai mikroszkóp. A belső gyűrű hibafrekvencia (BPFI) / min névleges motorfordulatszám mellett került kiszámításra, amely 260,16 Hz-re adódott, ismerve a csapágy típusát, kapcsolódószöget, fordulatszámot, gördülőelemek számát és a vonatkozó csapágygyűrű átmérőt. A külső gyűrű hibafrekvencia (BPFO, ball passing frequency outer race), a kosár hibafrekvencia (FTF fundamental train frequency), a gördülőelem hibafrekvencia (BSF ball spin frequency) hasonló módon kiszámításra került a kapcsolószög, fordulatszám, és a gyűrűátmérők, gördülő elemek számának ismeretében. BPFO=171,84 Hz, FTF=19,2 Hz, BSF=112,32 Hz. A Matlab programcsomag hatékony eszköze a wavelet transzformációnak, amelyben számos jelfeldolgozási módszer meegtalálható. A mérés-adatgyűjtési célra a National Instruments Labview szoftver *8+ került alkalmazásra. A NI a mérésadatgyűjtő kártyáit szoftveresen támogató programcsomagokat fejleszt, melyekkel a mérésadatgyűjtés és jelfeldolgozás egy rendszeren belül elvégezhető. Ez a szoftver inkább alkalmazott kutatási feladatok céljára megfelelő. A hangsúly ebben az esetben a mérési adatokgyűjtésén, különböző eszközök kommunikációján, adatok feldolgozásán és megjelenítésén van. A LabWindows/CVI és LabVIEW szoftverekhez megvásárolható a Signal Processing Toolkit nevű kiegészítés. Ez tartalmaz többek között Wavelet transzformációs eljárásokat is. A National Instruments LabVIEW grafikus programozói környezete széles körben alkalmazható az egyedi célmérések esetében. A rendszer nagy előnye, hogy a programozás alapszintű elsajátítása kevés időráfordítást igényel. Jól használható olyan esetekben, amikor valamilyen egyedi dolgot kell lemérnünk, vagy speciális érzékelők jelét kell feldolgoznunk. A LabVIEWban a grafikus programozás mellett lehetőség van szöveges alapú programozási nyelven megírt kódok futtatására a Code Interface Node (CIN) felhasználásával. A LabWindows/CVI integrált fejlesztői környezete segítségével gyorsan fejleszthetünk mérési, tesztelési, vezérlési vagy szabályozási feladatokat ellátó alkalmazást. A programot ebben az esetben ANSI C nyelven kell megírni. *8+ Egy jel DWT szerinti felbontása többlépcsős folyamat. A jelet (S) átvezetve egy megfelelően kiválasztott, frekvencia-sávban szeparált szűrő csoporton, az felbontható alacsony frekvenciás közelítés- és nagyfrekvenciás részlet jelkomponensekre, a 4.5 ábra szerint. A mérési jel wavelet transzformációt követő képe, belső gyűrű hibás csapágy esetén a 4.6 ábrán látható.
81 4.5 ábra: A változó felbontású elemzés frekvencia szerinti felbontása 4.6 ábra: A belső gyűrű hibával rendelkező csapágy wavelet transzformáció után nyert spektruma A csapágyak nagy jelentőséggel rendelkeznek, mint a gépek alapvető gépeleme, amely meghibásodása súlyos következményekkel járhat, ezért a megfelelő módszerekkel történő diagnosztizálásuk elengedhetetlen. A wavelet transzformáció kifejezetten alkalmas arra, hogy zajjal terhelt környezetben is hatékonyan diagnosztizálja a csapágyak esetleges meghibásodásait. A Daubechies 4 és a Morlet waveletek hasznosak diagnosztikai vizsgálatokra. Összehasonlítva a Fourier transzformációval, a wavelet transzformáció egyidejűleg alkalmas az idő és a frekvenciatartományok megjelenítésére. A mérésekhez tesztpad készült, amely alkalmas a csapágyak belső gyűrű, külső gyűrű és gördülőelem hibáinak vizsgálatára. A hibák előzetesen, mesterséges úton kerültek kialakításra jelen vizsgálat során a csapágy belső gyűrűn. A mérések változó felbontású elemzés módszerrel történtek, ahol a vizsgált frekvenciatartományt módszeresen kisebb intervallumokra bontottuk fel. A méréseknél zajjal terhelt környezetet modelleztünk, amely során módosításra került a tengelykapcsoló egytengelyűsége, amely a csapágyhibák spektrumát az egytengelyűségre jellemző hibaspektrummal, mint zajjal terhelte.
 100 mv/g 10.")
82 Experimental setup For the measurement written in this paper, PCB603C01 accelaration sensor (Figure 5.) was used. It was attached strongly ont he top of the bearing house with magnet providing enough force to keep the sensor and produce ideal circumstiences for further operations. Sensitivity (±10 %) 100 mv/g 10.2 mv/(m/s²) Measurement Range ±50 g ±490 m/s², 0.5 to Hz Frequency Range (±3 db) 30 to cpm Resonant Frequency 25 khz Broadband Resolution 350 µg 3434 µm/sec2 Non-Linearity ±1 % ±1 % Transverse Sensitivity 7 % 7 % Overload Limit (Shock) 5000 g pk m/s² pk Figure 5. PCB603c01 vibration sensor and its inner curcuit [10] All sensors have a frequency range over which they are designed to operate. PCB603c01 operates in 0.5 to Hz frequency range. As it was written earlier in this paper due to calculations engine speed is 48 Hz, BPFO 171,84 Hz, BPFI 260,16 Hz, FTF 19,2 Hz, BSF 112,32 Hz by using FAG 6206 roller bearing in the validation test. 0.5 to Hz frequency range is appropriate to analyse data in this application. To prevent aliasing, antialiasing filters should be used, which cut the maximum frequency range of the device to a little less than one-half the maximum sampling rate. Antialiasing filters are built in the devices used in this measurements. Basically, sound and vibration applications require various numbers of analog inputs and outputs however now is one output was used because only one bearing was under test. There is the chance operators can expand the system to the number of channels of your choice by simply adding more devices. Now, National Instrument (NI) devices was used for the measurement, like NI DAQ 9234 and NI CompactRIO [9]. NI DAQ 9234 has a 4-Channel, ±5 V, 51.2 ks/s per Channel, 24-Bit IEPE device with 51.2 ks/s per-channel maximum sampling rate; ±5 V input, 24-bit resolution; 102 db dynamic range; antialiasing filters. Software-selectable AC/DC coupling; AC-coupled (0.5 Hz), software-
![selectable IEPE signal conditioning (0 or 2 ma), smart TEDS sensor compatibility, NISTtraceable calibration are the typical features of this device used in the bearing vibration measurements [9].](/docs-images/39/18110737/images/83-0.png "The NI 9234 (Figure 6.")
83 selectable IEPE signal conditioning (0 or 2 ma), smart TEDS sensor compatibility, NISTtraceable calibration are the typical features of this device used in the bearing vibration measurements [9]. The NI 9234 (Figure 6.) is a C Series dynamic signal acquisition module for making highaccuracy audio frequency measurements from integrated electronic piezoelectric (IEPE) and non- IEPE sensors with NI CompactDAQ or CompactRIO systems. The NI 9234 provides 102 db of dynamic range and incorporates software-selectable AC/DC coupling and IEPE signal conditioning for accelerometers and microphones. The four input channels simultaneously digitize signals at rates up to 51.2 khz per channel with built-in antialiasing filters that automatically adjust the sampling rate. Figure 6. NI 9234 C Series dynamic signal acquisition module [9] Recommended software for this device is NI sound and vibration analysis software, including the NI Sound and Vibration Measurement Suite and the NI Sound and Vibration Toolkit. NI analysis software features NI Sound and Vibration Assistant interactive software for quickly acquiring, analyzing, and logging acoustic, noise, and vibration data. For more complex measurements (Figure 7.) with higher inputs cdaq is used. An NI CompactDAQ system consists of a chassis, NI C Series I/O modules, and software. Chassis can connect to a host computer over USB, Ethernet, or WiFi or operate stand-alone with a built-in controller. With over 50 measurement-specific modules and 1-, 4-, and 8-slot chassis so it is a flexible, expandable platform.
84 Figure 7 Devices dependancy from measurement complexity [9] CompactRIO (Figure 8.) is a reconfigurable embedded control and acquisition system. The CompactRIO system s rugged hardware architecture includes I/O modules, a reconfigurable FPGA chassis, and an embedded controller. Additionally, CompactRIO is programmed with NI LabVIEW graphical programming tools and can be used in a variety of embedded control and monitoring applications. The CompactRIO system includes an embedded controller and reconfigurable chassis. The embedded chassis is at the center of the CompactRIO system because it contains the reconfigurable I/O FPGA core [9]. Figure 8. NI CompactRIO embedded machine control and monitoring system [9] NI Value Series CompactRIO, as rugged, embedded machine control and monitoring system, was used for the bearing monitoring. It has integrated real-time controller and FPGA chassis, real-time processor for deterministic control, data logging, and analysis up to 667 MHz dual core processor, up to 85,000 logic cells up to 220 multipliers, real-time OS, -40 to 70º C temperature range it can be used in normal industrion measurement applications in the industry [9]. Reconfigurable FPGA for custom I/O timing, control, and processing, 4- or 8-slot chassis for any C Series I/O module are the most important features of this device.
85 Labview application and devices in vibration measurement The Sound and Vibration Toolkit provides good tool for audio, acoustics, or vibration applications. Virtual instruments (VIs) (Figure 4.) can be created for many typical and nontypical measurements, scaling a signal to engineering units (EU), calibrating a measurement channel, applying weighting filters, time-domain signals analysis, level measurements, sweptsine measurements, single-tone measurements, fractional-octave analysis, frequency analysis, transient analysis, THD, SNR, SINAD [9]. Figure 4 Labview VIs for vibration measurements
86 SPM bump test, alapspektrum -100dB, zajcsökkentés, gépalapozás, ground loop, FAG mikroszkóp, Mahr Perthometer, hálózati zavarszűrés, anechoic chamber, 50 Hz brumm, erőátvitel, bordászíj, modálteszt, frekiváltó, run-up, coast down, pcb603+ MIC Feature Extraction: 8.Feature extraction: TSA (Time Synchrous Averaging), Tacho signal, AR model, 5th Butterworth IIR filter, STFT, Cepstrum, MED (Minimal Entropy Deconvolution), SK (spectral kurtosis), wavelet denoising, Parseval theorem jel energiája ez max., entrópia legyen min., wavelet választás (pl. Symlet5) és feltételek: admissibility condition stb., a wavelet scalogram képfeldolgozása kontrasztelemzése, adaptive wavelet design, jelmodell felvétele envelope regressziós függvénye, a vizsgálatom folyamatábrája és a paraméterek optimalizálása. 9.A fenti feature extraction alkalmazása és paraméterek optimalizálása a spall/ defect width measurementhez. Spall dynamic modell. Entry/ exit point. Gerjesztett csillapított rezgőmozgás másodfajú Lagrange egyenlete és megoldása.tranziens impulzus paraméterei (felfutás, lecsengés, logaritmikus dekrementum stb) Pontszerű hiba, lézerhiba, valós gyártási hibák, amelyek tranzienst okozhatnak, vagyis localized defects (beköszörülés, deformáció), szerelési hiba. Hiba nagyság számítása a wavelet impulzus időhosszából és az FTF frekvenciából. Validálás mikroszkóp alatti méréssel, ehhez image processing (pl. éldetektálás) alkalmazása. Képek a vizsgált hibás csapágyakról. 10. Új eredmények

87 GÉPI TANULÁSI MÓDSZEREK A MŰSZAKI DIAGNOSZTIKÁBAN Mesterséges neurális hálók alkalmazása a diagnosztikában A diagnosztikai rendszerek között fokozott jelentősége van a gépi tanuláson alapuló rendszereknek, mint a mesterséges neurális hálók (Artificial Neural Networks ANNs) és az SVM rendszerek, amelyek betaníthatók a hibajelenségek automatikus felismerésére. Az emberi gondolkodáshoz közel állóak a Fuzzy logikán alapuló hálózatok. A neuronokból álló hálózatokat nevezzük neurális hálózatoknak. Megvalósításuk szerint lehetnek hardver, szoftver, vagy a kettő kombinációja. Bemeneti réteg: azok a neuronok (5.1 ábra) találhatók itt, amelyek a bemeneti jel továbbítását végzik a hálózat felé. Rejtett réteg: a feldolgozást végző neuronok tartoznak ide. Egy hálózaton belül több rejtett réteg is lehet. Kimeneti réteg: az itt található neuronok a külvilág felé továbbítják az információt. A feladatuk ugyanaz, mint a rejtett rétegbeli neuronoké. 5.1 ábra: Az elemi neuron súlyokkal, aktivációs- és átviteli függvénnyel Forrás: [2] Az átviteli függvény leggyakrabban sigmoid függvény (5.2 ábra) generálja az aktivációs potenciálból a kimenő jelet. Az átviteli függvény leggyakrabban szigmoid alakú. A függvénynek köszönhetően a neuron bizonyos aktivációs potenciált elérve ad outputot.
88 5.2 ábra: Sigmoid függvény Forrás: [2] A mesterséges neurális hálózatok az alábbi tulajdonságokkal rendelkeznek. - Tanulási képesség jellemzi - Általánosítóképesség és önszervezés jellemzi működésüket - Zajos és hiányos adatok elfogadására is alkalmas - Gyors működést tesznek lehetővé - Komplikált viszonylatok kezelése - Nagy mennyiségű adatok elemzésére is képesek - Nagyfokú rugalmasságot valósítanak meg Neuális hálók egy lehetséges csoportosítását a 5.3 ábra mutatja be. 5.3 ábra: A mesterséges neurális hálózatok lehetséges csoportosítása Forrás: [1] A neurális hálók (ANN) lehetnek ellenőrzött tanítású hálózatok, mint az RBF (Radial Basis Function) hálózatok, PNN (Probabilistic Neural Network) hálózatok, GRNN (Generalized Regression Neural Network) hálózatok, Előrecsatolt hálózati struktúrák FIR szűrőkkel, vagy késleltetett bemenetekkel. Nem ellenőrzött tanítású hálózatok például a Kohonen hálózat (SOM), Adaptív rezonancia elmélet (ART, Adaptive Resonancia Theory). Az analitikus tanítású hálózatok a Boltzmann gépek, Mean-field hálózatok, Hopfield hálózatok, CNN hálózat.
89 Felügyelt tanulást valósítanak meg a Perceptron, Back-propagation, Adaline, Madaline, Boltzmann-gép. Felügyelet nélküli tanulást produkálnak: a kétirányú asszociatív memória BAM (Bidirectional Associative Memory, Kosko, 1987), az említett Hopfield hálózatok, szembe terjesztés (counter propagation) modellek. A felügyelt tanulás lehet hiba-javító tanulás (error correction): az output réteg egyes neuronjainál vizsgált - az elvárt és a valós értékek különbözeteként adódó értékek alapján a súlymátrix kapcsolatait módosítja, sztochasztikus tanulás (stochastic learning): a súlymátrix random változtatása után meghatározza a hálózat ún. energiaértékét. Ha a változás hatására az energia csökkent, akkor a változást elfogadja, egyébként pedig csak akkor, ha a változás megfelel egy előre választott valószínűségi eloszlásnak, megerősítő tanulás (reinforcement learning), ahol a megfelelően végrehajtott akcióknál a súlyok megerősödnek, egyébként gyengülnek, az akció jóságát az outputvektorból képzett skalár jelzi. A neurális hálózatok topológiája (5.4 ábra) szerint a Back-propagation, visszafelé terjesztés tanulási elv, amely az ún. delta szabály variációja. A többrétegû elõrecsatolt háló súlyait olyan módon állítja be, hogy a számított kimenet és az elvárt kimenet eltérését felhasználva a kapcsolati súlyokat olyan irányba módosítja kismértékben, hogy az input következõ bemutatásakor az eltérés csökkenjen. 5.4 ábra: A mesterséges neurális hálózatok topológiája Forrás: [1] Az előrecsatolt hálók működése időfüggetlen, a jelek áthaladnak a hálón a bemeneti réteg irányából a kimeneti réteg felé. A hálóban több rejtett réteg is lehet. A kimenet a bemenet, a neuronok átviteli jellemzőinek és a súlymátrixnak a függvénye. A hátracsatolt, vagy visszacsatolt hálók működése eltérő, a bemenet egy vélhetően konvergens folyamatot indít el, amelyben a jelek előrefelé és visszafelé is haladnak. A adott időpillanatban számított jelek megjelenhetnek a korábbi rétegek bemenetén egy későbbi idõpillanatban. A mesterséges neurális hálózatok tevezésénél és betanításánál az alábbi szempontokra kell figyelemmel lenni, amelyet a jelen fejezethezhez tartozó neurális hálózat felépítésénél is figyelembe vettünk. A hálózat méretének megválasztása: nemdefiniált egyértelmű összefüggés arra vonatkozóan, hogy egyes rétegeken belül milyen számú neuron használata szükséges az adott feladat végrahajtásához. Az egyik
90 alapelv szerint nagyobb neuronszámú hálózatból kiindulva csökkentik annak méretét, a másik szerint egy kisebb hálózat növelésével próbál eljutni az alkalmas és szükséges méretű hálózat felépítéséig. A kezdeti súlyok megállapítása: kiindulási súlyokat a neurális hálózatra vonatkozóan a probléma előzetes ismerete alapján érdemes meghatározni. Gyakran viszont az erre vonatkozó információk hiányosak, ezért véletlenszerű kezdeti súlyok kerülnek alkalmazásra, a tanítás sikertelensége esetén más súlyok alkalmazása válik szükségessé. A tanító lépések száma: a tanító lépések száma előzetesen nem definiálható, szem előtt kell tartani, hogy a hálózat túltanulhatja magát, ami az általánosítóképességet nagymértékben csökkentheti. A betanított hálózat értékelése: a betanított hálózat értékelése a hálózat ismeretlen adatokra adott válaszfüggvénye és hibája alapján lehetséges. Amennyiben a hiba elfogadható, a tanítási folyamat eredményesnek tekinthető. A tanító mintahalmaz: a neurális háló betanításához szükséges minták száma függ a feladattól, de legtöbbször azonban kevés számú minta áll rendelkezésre. A tanító mintakészletet több részre szokták osztani, a tanító készletet használjuk a tanításra, míg a kiértékelő mintakészletet a tanítás kiértékelésére. A hálózat általánosítóképessége általában lehetővé teszi, hogy a tanító és kiértékelő mintákra is helyes választ ad. A kiértékelő mintakészlet felhasználása is lehetséges a tanítás során. Kevés adat esetén a csoportok elemeit cseréljük (cross validation), és minden mintát felhasználunk tanításra és kiértékelésre egyaránt. A tanulási aránytényező definiálása: a tanulás konvergenciája gyorsabb, ha az aránytényező nagyobb, viszont egyes esetekben divergenciát is eredményezhet. Kisebb aránytényező választása esetén a konvergencia lassabb, de a minimumhely megtalálása pontosabban lehetséges. Javasolt a lépésenként változó aránytényező adaptív alkalmazása. A Levenberg-Marquardt eljárás egy hibrid eljárás. A módszer átmenetet biztosít a legmeredekebb lejtő és a Newton/LMS algoritmus között, így próbálva egy optimális eljárást biztosítani. Ugyanis mind a két eredeti eljárásnak megvan az optimális felhasználási feladata, és a kettő keverésével új feladatokat is le tudunk fedni. A kettő keverését egy lépésfüggő Lambda együttható határozza meg. Ez a súlytényező, hogy melyik eljárás eredményét vegyük inkább figyelembe. Ha 1-hez közeli az értéke, akkor a legmeredekebb lejtő módszerét, ha 0-hoz akkor pedig a Newton módszert. A neurális hálóstruktúrák két fő csoportja: a hurokmentes vagy előrecsatolt hálók (feed-forward network) és a visszacsatolt vagy rekurrens hálók (recurrent network). Az előrecsatolt háló a pillanatnyi bemenet függvényét reprezentálja, azaz nincs semmilyen más belső állapota, csak maguk a súlyok. A rekurrens háló viszont a kimeneteit visszacsatolja a bemeneteire. Ez azt jelenti, hogy a háló aktivációs szintjei dinamikus rendszert alkotnak, elérhetnek stabil állapotot, de mutathatnak oszcillációt, sőt kaotikus viselkedést is. Ezenfelül a háló egy adott bemenetre adott válasza a kezdeti állapotától függ, amely a korábbi bemenetektől függhet. Ennélfogva a rekurrens hálók (ellentétben az előrecsatolt hálókkal) rövid távú memóriát is biztosíthatnak. Ezáltal érdekesebbé válnak mint agymodellek, de egyben nehezebben is érthetők. Ez a rész az előrecsatolt hálókra koncentrál, a fejezet végén néhány hivatkozást adunk, segítve a rekurrens hálók további tanulmányozását.
, akkor logikai osztályozás esetén hagyományosan egy kimeneti egységet használunk, és ha ennek aktivációs értéke 0,5 feletti, azt az egyik, ha 0,5 alatti, akkor a másik osztályba")

91 A neurális hálót osztályozásra vagy regresszióra használhatjuk. Ha folytonos kimenete van a hálónak (pl. szigmoid egységekkel), akkor logikai osztályozás esetén hagyományosan egy kimeneti egységet használunk, és ha ennek aktivációs értéke 0,5 feletti, azt az egyik, ha 0,5 alatti, akkor a másik osztályba tartozásként interpretáljuk. Egy k osztályos osztályozási feladatnál feloszthatjuk az egyetlen kimeneti egység értéktartományát k részre, de megszokottabb, hogy ehelyett k elkülönült kimeneti egységet használjunk, ahol mindegyiknek az aktivációs értéke a bemenet adott osztályba tartozásának valószínűségét reprezentálja. Az előrecsatolt hálókat rendszerint rétegekbe (layer) szervezzük oly módon, hogy minden egyes egység csak a közvetlenül megelőző réteg egységeitől kap bemeneti jelet. A következő két alfejezetben egyrészt az egyrétegű hálózatokkal foglalkozunk, amelyeknek nincsenek rejtett egységei, másrészt a többrétegű hálókkal, amelyek egy vagy több rejtett réteggel rendelkeznek. A csapágyak mesterséges hiba okozta hibajelek diagnosztizálására, mérési céllal, kísérleti jelleggel a Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszékén csapágy vizsgáló tesztpad lett használva. A tesztpad 5 különböző típusú csapágy vizsgálatát teszi lehetővé változtatható fordulatszám mellett. A belső gyűrű hibafrekvencia (BPFI) / min névleges motorfordulatszám mellett került kiszámításra, amely 260,16 Hz-re adódott, ismerve a csapágy típusát, kapcsolódószöget, fordulatszámot, gördülőelemek számát és a vonatkozó csapágygyűrű átmérőt. A 5.5 ábra mutatja az időtartománybeli mérések rezgésképét és ennek gyors Fourier transzformáltja látható, ahol 260, 16 Hz környékén jól kivehető rezgéscsúcs tapasztalható, amely a belső gyűrű hibára utal. A külső gyűrű hibafrekvencia (BPFO, ball passing frequency outer race), a kosár hibafrekvencia (FTF fundamental train frequency), a gördülőelem hibafrekvencia (BSF ball spin frequency) hasonló módon kiszámításra került a kapcsolószög, fordulatszám, és a gyűrűátmérők, gördülő elemek számának ismeretében. BPFO= 171,84 Hz, FTF= 19,2 Hz, BSF=112,32 Hz. 5.5 ábra: Az időtartománybeli rezgéskép (balra), frekvenciaspektrum FFT transzformációt követően a 6206 típusú csapágynál A neurális háló (ANN) 6 bemeneti paraméterrel és 3 kimenetivel rendelkezik, amelyek a lehetséges hibaállapot (lazaság, gyűrűhiba, gördülőelem hiba) indikátorai, ennek megfelelően a jó csapágy +1, a rossz csapágy -1 minősítést kap. Egy előre definiált topológiával és architektúrával rendelkező neurális hálózat került betanításra MATLAB Neural Network Toolbox segítségével. Felügyelt, ellenőrzött tanulást alkalmaztam, ahol ismertek a kimeneti targetek. Szakirodalmi kutatásaim szerint javasolt a Levenberg-
Új termékkel bővült a Turbo-Tec kínálata
 Új termékkel bővült a Turbo-Tec kínálata Klímakompresszorok felújítása Alig pár hónapja számoltunk be a Turbo-Tec kormánymű-felújító tevékenységéről, most egy újabb termékcsoporttal bővült a szolgáltatásuk,
Új termékkel bővült a Turbo-Tec kínálata Klímakompresszorok felújítása Alig pár hónapja számoltunk be a Turbo-Tec kormánymű-felújító tevékenységéről, most egy újabb termékcsoporttal bővült a szolgáltatásuk,
Tűgörgős csapágy szöghiba érzékenységének vizsgálata I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
I. A légfékrendszer időszakos vizsgálatához alkalmazható mérő-adatgyűjtő berendezés műszaki
 A Közlekedési Főfelügyelet közleménye a nemzetközi forgalomban használt autóbuszok (M2 és M3 jármű-kategóriába tartozó gépkocsik) vizsgálatát (is) végző vizsgálóállomásokon alkalmazandó mérő-adatgyűjtő
A Közlekedési Főfelügyelet közleménye a nemzetközi forgalomban használt autóbuszok (M2 és M3 jármű-kategóriába tartozó gépkocsik) vizsgálatát (is) végző vizsgálóállomásokon alkalmazandó mérő-adatgyűjtő
LÓNYAY MENYHÉRT BAPTISTA SZAKKÖZÉPISKOLA ÉS SZAKISKOLA 4800 Vásárosnamény, Kossuth út 19. 34 521 06 HEGESZTŐ Szakmai program
 LÓNYAY MENYHÉRT BAPTISTA SZAKKÖZÉPISKOLA ÉS SZAKISKOLA 4800 Vásárosnamény, Kossuth út 19. 34 521 06 HEGESZTŐ Szakmai program 2015 1 I. A szakképzés jogi háttere A szakképzési kerettanterv a nemzeti köznevelésről
LÓNYAY MENYHÉRT BAPTISTA SZAKKÖZÉPISKOLA ÉS SZAKISKOLA 4800 Vásárosnamény, Kossuth út 19. 34 521 06 HEGESZTŐ Szakmai program 2015 1 I. A szakképzés jogi háttere A szakképzési kerettanterv a nemzeti köznevelésről
HITELESÍTÉSI ELŐÍRÁS MÉRŐTRANSZFORMÁTOROK HE 39-2000
 HITELESÍTÉSI ELŐÍRÁS HE 39-2000 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA...4 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK...4
HITELESÍTÉSI ELŐÍRÁS HE 39-2000 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA...4 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK...4
20/1996. (III. 28.) IKM rendelet
 IKM rendelet") 20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
Váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés
 1 Váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés A találmány tárgya váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés, különösen lakásszellőzés
1 Váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés A találmány tárgya váltakozó áramlási irányú, decentralizált, hővisszanyerős szellőztető berendezés, különösen lakásszellőzés
Termék: HYPRO 6 HIDRAULIKUS KÉZI LYUKASZTÓ TPA8 HASZNÁLATI ÚTMUTATÓ AZ EREDETI HASZNÁLATI ÚTMUTATÓ FORDÍTÁSA GARANCIALEVÉL
 GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
5. ÉPÍTÉSI TEVÉKENYSÉG KÖRNYEZETVÉDELMI KÉRDÉSEI
 - 0 -. ÉPÍTÉSI TEVÉKENYSÉG KÖRNYEZETVÉDELMI KÉRDÉSEI Az építő- és építőanyag-ipari folyamatok gépesítésének tárgyalásakor foglalkozni kell az egyes technológiák környezetvédelmi kérdéseivel is, mivel a
- 0 -. ÉPÍTÉSI TEVÉKENYSÉG KÖRNYEZETVÉDELMI KÉRDÉSEI Az építő- és építőanyag-ipari folyamatok gépesítésének tárgyalásakor foglalkozni kell az egyes technológiák környezetvédelmi kérdéseivel is, mivel a
FELNŐTTOKTATÁS HELYI TANTERVE a 34 521 06 HEGESZTŐ SZAKKÉPESÍTÉSHEZ
 FELNŐTTOKTATÁS HELYI TANTERVE a 34 521 06 HEGESZTŐ SZAKKÉPESÍTÉSHEZ I. A szakképzés jogi háttere A szakképzési kerettanterv a nemzeti köznevelésről szóló 2011. évi CC. törvény, a szakképzésről szóló 2011.
FELNŐTTOKTATÁS HELYI TANTERVE a 34 521 06 HEGESZTŐ SZAKKÉPESÍTÉSHEZ I. A szakképzés jogi háttere A szakképzési kerettanterv a nemzeti köznevelésről szóló 2011. évi CC. törvény, a szakképzésről szóló 2011.
BME Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Nagyfeszültségű Laboratórium. Mérési útmutató
 BME Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Nagyfeszültségű Laboratórium Mérési útmutató Az Elektronikai alkalmazások tárgy méréséhez Nagyfeszültség előállítása 1 1.
BME Villamos Energetika Tanszék Nagyfeszültségű Technika és Berendezések Csoport Nagyfeszültségű Laboratórium Mérési útmutató Az Elektronikai alkalmazások tárgy méréséhez Nagyfeszültség előállítása 1 1.
BIZTONSÁG TARTALOMJEGYZÉK. BIZTONSÁG 64 Alapvető biztonsági figyelmeztetések... 64. Alapvető biztonsági figyelmeztetések
 TARTALOMJEGYZÉK BIZTONSÁG 64 Alapvető biztonsági figyelmeztetések... 64 RENDELTETÉSSZERŰ HASZNÁLAT 65 A KÉSZÜLÉK LEÍRÁSA 65 Kezelőlap... 65 Professzionális vasaló... 65 Háztartási vasaló... 65 ELŐKÉSZÍTÉS
TARTALOMJEGYZÉK BIZTONSÁG 64 Alapvető biztonsági figyelmeztetések... 64 RENDELTETÉSSZERŰ HASZNÁLAT 65 A KÉSZÜLÉK LEÍRÁSA 65 Kezelőlap... 65 Professzionális vasaló... 65 Háztartási vasaló... 65 ELŐKÉSZÍTÉS
DIAGNOSZTIKA SZÉLES ÉS KESKENYSÁVÚ ELEMZÉS
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 SZTE Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) A rezgésdiagnosztika gyakorlati alkalmazása DIAGNOSZTIKA SZÉLES ÉS KESKENYSÁVÚ ELEMZÉS
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 SZTE Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) A rezgésdiagnosztika gyakorlati alkalmazása DIAGNOSZTIKA SZÉLES ÉS KESKENYSÁVÚ ELEMZÉS
FOTÓKATALIZÁTOROS LEVEGİTISZTÍTÓ MODELL AP-3
 FOTÓKATALIZÁTOROS LEVEGİTISZTÍTÓ MODELL AP-3 HASZNÁLATI UTASÍTÁS Gratulálunk a levegıtisztító megvásárlásához. Kérjük, olvassa el figyelmesen ezt a használati utasítást, hogy megismerje a készülék megfelelı
FOTÓKATALIZÁTOROS LEVEGİTISZTÍTÓ MODELL AP-3 HASZNÁLATI UTASÍTÁS Gratulálunk a levegıtisztító megvásárlásához. Kérjük, olvassa el figyelmesen ezt a használati utasítást, hogy megismerje a készülék megfelelı
3/3.5. Műanyag-feldolgozás munkavédelmi kérdései
 3/3.5. A műanyag termékek alkalmazása, felhasználása az elmúlt évtizedekben rohamosan fejlődött. Kedvező tulajdonságaik alapján az élet szinte minden területén alkalmazhatók, az iparban pl. maró anyagok
3/3.5. A műanyag termékek alkalmazása, felhasználása az elmúlt évtizedekben rohamosan fejlődött. Kedvező tulajdonságaik alapján az élet szinte minden területén alkalmazhatók, az iparban pl. maró anyagok
GÉNIUSZ DÍJ - 2006. EcoDryer. Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére
 GÉNIUSZ DÍJ - 2006 EcoDryer Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére Működési ismertető Mezőgazdasági Technológia Fejlesztő és Kereskedelmi
GÉNIUSZ DÍJ - 2006 EcoDryer Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére Működési ismertető Mezőgazdasági Technológia Fejlesztő és Kereskedelmi
Tartalomjegyzék. I./ A munkavédelmi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 3
 Hírlevél 2011/7. Tartalomjegyzék I./ A munkavédelmi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 3 II./ A munkaügyi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 36 III./ A Munkavédelmi
Hírlevél 2011/7. Tartalomjegyzék I./ A munkavédelmi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 3 II./ A munkaügyi ellenőrzések 2011. év I. félévében szerzett tapasztalatai 36 III./ A Munkavédelmi
ÁLLATTARTÁS MŰSZAKI ISMERETEI. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 A fejés gépesítésének műszaki kérdései 1. Gépi fejés technológiája, 2. A fejőberendezések működési
ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 A fejés gépesítésének műszaki kérdései 1. Gépi fejés technológiája, 2. A fejőberendezések működési
Gépbiztonság. Biztonságtechnikai és szabványok áttekintése.
 Gépbiztonság. Biztonságtechnikai és szabványok áttekintése. 1. Bevezetés. A gépek biztonsága tekintetében az EU.ban több szintű szabványrendszer van kialakítva, amely a gépek lehető legszélesebb körét
Gépbiztonság. Biztonságtechnikai és szabványok áttekintése. 1. Bevezetés. A gépek biztonsága tekintetében az EU.ban több szintű szabványrendszer van kialakítva, amely a gépek lehető legszélesebb körét
DREHMO Standard hajtások gépkönyve
 DREHMO Standard hajtások gépkönyve Az üzemeltetési leírás vezérlő és szabályozó hajtóművekre érvényes Többfordulatú és lineáris hajtóművek szerelési utasítása, üzemeltetési leírása, szerviz leírása MEGJEGYZÉS
DREHMO Standard hajtások gépkönyve Az üzemeltetési leírás vezérlő és szabályozó hajtóművekre érvényes Többfordulatú és lineáris hajtóművek szerelési utasítása, üzemeltetési leírása, szerviz leírása MEGJEGYZÉS
5/1993. (XII. 26.) MüM rendelet AZ EGÉSZSÉGET NEM VESZÉLYEZTETİ ÉS BIZTONSÁGOS MUNKAVÉGZÉS KÖVETELMÉNYEI. [Az Mvt. 21.
 MüM rendelet AZ EGÉSZSÉGET NEM VESZÉLYEZTETİ ÉS BIZTONSÁGOS MUNKAVÉGZÉS KÖVETELMÉNYEI. [Az Mvt. 21.") a munkavédelemrıl szóló 1993. évi XCIII. törvény egyes rendelkezéseinek végrehajtásáról A munkavédelemrıl szóló 1993. évi XCIII. törvényben (a továbbiakban: Mvt.) kapott felhatalmazás alapján - az érintett
a munkavédelemrıl szóló 1993. évi XCIII. törvény egyes rendelkezéseinek végrehajtásáról A munkavédelemrıl szóló 1993. évi XCIII. törvényben (a továbbiakban: Mvt.) kapott felhatalmazás alapján - az érintett
MRR Útmutató a Kockázat értékeléshez és az ellenőrzési tevékenységekhez
 EUROPEAN COMMISSION DIRECTORATE-GENERAL CLIMATE ACTION Directorate A International and Climate Strategy CLIMA.A.3 Monitoring, Reporting, Verification NEM LEKTORÁLT FORDÍTÁS! (A lektorálatlan fordítást
EUROPEAN COMMISSION DIRECTORATE-GENERAL CLIMATE ACTION Directorate A International and Climate Strategy CLIMA.A.3 Monitoring, Reporting, Verification NEM LEKTORÁLT FORDÍTÁS! (A lektorálatlan fordítást
SOLARTUBE TL 23 36 45
 SOLARTUBE SÖTÉTEN SUGÁRZÓ FŰTŐKÉSZÜLÉK TL 23 36 45 MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2013.10.14. - 2 - TARTALOMJEGYZÉK ÁLTALÁNOS TUDNIVALÓK 3. oldal MŰSZAKI ELŐÍRÁSOK 4. oldal - FŰTÉSI
SOLARTUBE SÖTÉTEN SUGÁRZÓ FŰTŐKÉSZÜLÉK TL 23 36 45 MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2013.10.14. - 2 - TARTALOMJEGYZÉK ÁLTALÁNOS TUDNIVALÓK 3. oldal MŰSZAKI ELŐÍRÁSOK 4. oldal - FŰTÉSI
Strangszabályozó- és elzárószelep. BOA-Control/BOA-Control IMS. Üzemeltetési útmutató
 Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Tartalomjegyzék. 2./Húsipari- húseldolgozó vállalkozások akcióellenőrzése 10
 Hírlevél 2011/4. Tartalomjegyzék 1./Összefoglaló a bankok, illetve a bankok személy- és vagyonvédelmét biztosító vállalkozások foglalkoztatási gyakorlatának akcióellenőrzéséről 3 2./Húsipari- húseldolgozó
Hírlevél 2011/4. Tartalomjegyzék 1./Összefoglaló a bankok, illetve a bankok személy- és vagyonvédelmét biztosító vállalkozások foglalkoztatási gyakorlatának akcióellenőrzéséről 3 2./Húsipari- húseldolgozó
5. Biztonságtechnikai ismeretek. 5.1. A villamos áram hatása az emberi szervezetre
 5. Biztonságtechnikai ismeretek 5.1. A villamos áram hatása az emberi szervezetre Az emberi test maga is vezető, ezért ha a test különböző pontjai között potenciálkülönbség lép fel, a testen áram indul
5. Biztonságtechnikai ismeretek 5.1. A villamos áram hatása az emberi szervezetre Az emberi test maga is vezető, ezért ha a test különböző pontjai között potenciálkülönbség lép fel, a testen áram indul
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül)
") Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
2016 ÉVI MAGYAR DRIFT ORSZÁGOS BAJNOKSÁG TECHNIKAI, SZABÁLYZATA PRO/SEMIPRO KATEGÓRIA
 FIGYELMEZTETÉS! A versenyzés veszélyes sport! Olyan, hogy biztonságos verseny nem létezik. A versenyzés mindig magában hordozza a súlyos vagy halálos sérüléssel járó baleset kockázatát. Ez a veszély mindig
FIGYELMEZTETÉS! A versenyzés veszélyes sport! Olyan, hogy biztonságos verseny nem létezik. A versenyzés mindig magában hordozza a súlyos vagy halálos sérüléssel járó baleset kockázatát. Ez a veszély mindig
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Útmutató CRX101F, CRX151F, CRX251F, CRX401F, CRX0628F, CRX1026F csőmotorokhoz Hajtóművel működtetett redőnyökhöz
 MASCO KFT. CHAMBERLAIN CRXxxxF csőmotorok 1 Útmutató CRX101F, CRX151F, CRX251F, CRX401F, CRX0628F, CRX1026F csőmotorokhoz Hajtóművel működtetett redőnyökhöz Chamberlain GmbH Alfred-Nobel-Str. 4 D-66793
MASCO KFT. CHAMBERLAIN CRXxxxF csőmotorok 1 Útmutató CRX101F, CRX151F, CRX251F, CRX401F, CRX0628F, CRX1026F csőmotorokhoz Hajtóművel működtetett redőnyökhöz Chamberlain GmbH Alfred-Nobel-Str. 4 D-66793
Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban
 Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
DT7001. Gyújtószikramentes nyomáskülönbség távadó. Kezelési útmutató
 Gyújtószikramentes nyomáskülönbség távadó Kezelési útmutató - Tartalomjegyzék 1. Kezelési útmutató...4 1.1. Rendeltetése... 4 1.2. Célcsoport... 4 1.3. Az alkalmazott szimbólumok... 4 2. Az Ön biztonsága
Gyújtószikramentes nyomáskülönbség távadó Kezelési útmutató - Tartalomjegyzék 1. Kezelési útmutató...4 1.1. Rendeltetése... 4 1.2. Célcsoport... 4 1.3. Az alkalmazott szimbólumok... 4 2. Az Ön biztonsága
Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar. Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás.
 JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK
 HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
XXX Szakközépiskola. OM azonosító: Logo, címer. HELYI TANTERV (tervezet 2007) Elektrotechnika-elektronika SZAKMACSOPORT. Elektronikai technikus..
 Elektrotechnika-elektronika SZAKMACSOPORT. Elektronikai technikus..") XXX Szakközépiskola OM azonosító: Logo, címer HELYI TANTERV (tervezet 2007) Elektrotechnika-elektronika SZAKMACSOPORT Elektronikai technikus.. SZAKMA OKJ száma: Érvényesség: 2008.szeptember 01-től 1 Feladatok,
XXX Szakközépiskola OM azonosító: Logo, címer HELYI TANTERV (tervezet 2007) Elektrotechnika-elektronika SZAKMACSOPORT Elektronikai technikus.. SZAKMA OKJ száma: Érvényesség: 2008.szeptember 01-től 1 Feladatok,
2013. augusztus Gépjármű villamosságtan Autóelektronikai műszerész pótvizsga feladatok. (14.A.) (teljes egészében kiadható a pótvizsgázónak)
 (teljes egészében kiadható a pótvizsgázónak)") 2013. augusztus Gépjármű villamosságtan Autóelektronikai műszerész pótvizsga feladatok. (14.A.) (teljes egészében kiadható a pótvizsgázónak) A pótvizsgán, a felelő a 20. szóbeli feladatból húz egyszerre
2013. augusztus Gépjármű villamosságtan Autóelektronikai műszerész pótvizsga feladatok. (14.A.) (teljes egészében kiadható a pótvizsgázónak) A pótvizsgán, a felelő a 20. szóbeli feladatból húz egyszerre
atmomag Szerelési és karbantartási útmutató Szerelési és karbantartási útmutató Szakemberek számára MAG 14-0/1 GX/XI, MAG mini 11-0/1 GX/XI
 Szerelési és karbantartási útmutató Szakemberek számára Szerelési és karbantartási útmutató atmomag MAG 4-0/ GX/XI, MAG mini -0/ GX/XI HU Kiadó/gyártó Vaillant GmbH Berghauser Str. 40 D-42859 Remscheid
Szerelési és karbantartási útmutató Szakemberek számára Szerelési és karbantartási útmutató atmomag MAG 4-0/ GX/XI, MAG mini -0/ GX/XI HU Kiadó/gyártó Vaillant GmbH Berghauser Str. 40 D-42859 Remscheid
GBS 80 #94066 Magyar HU 38 Güde GmbH & Co. KG - Birkichstrasse 6 - D-74549 Wolpertshausen - Deutschland
 GBS 80 #94066 Magyar HU 38 Eredeti használati utasítás FÚRÓÉLEZŐ KÖSZÖRŰ Güde GmbH & Co. KG - Birkichstrasse 6 - D-74549 Wolpertshausen - Deutschland 1 3 2 6 1 8 2 9 3 7 5 4 4 5 6 7 Bevezetés Annak érdekében,
GBS 80 #94066 Magyar HU 38 Eredeti használati utasítás FÚRÓÉLEZŐ KÖSZÖRŰ Güde GmbH & Co. KG - Birkichstrasse 6 - D-74549 Wolpertshausen - Deutschland 1 3 2 6 1 8 2 9 3 7 5 4 4 5 6 7 Bevezetés Annak érdekében,
Új módszer a lakásszellőzésben
 1 Csiha András okl. gépészmérnök, főiskolai docens Debreceni Egyetem AMTC Műszaki Kar Épületgépészeti Tanszék etud.debrecen@chello.hu Új módszer a lakásszellőzésben FluctuVent váltakozó áramlási irányú,
1 Csiha András okl. gépészmérnök, főiskolai docens Debreceni Egyetem AMTC Műszaki Kar Épületgépészeti Tanszék etud.debrecen@chello.hu Új módszer a lakásszellőzésben FluctuVent váltakozó áramlási irányú,
AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE. Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához
 Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
Szerelési és karbantartási
 Mindig az Ön oldalán Szerelési és karbantartási útmutató Opalia C 11 E-B Opalia C 14 E-B HU Tartalom Tartalom 1 Biztonság... 3 1.1 Kezelésre vonatkozó figyelmeztetések... 3 1.2 A személyek szükséges képesítése...
Mindig az Ön oldalán Szerelési és karbantartási útmutató Opalia C 11 E-B Opalia C 14 E-B HU Tartalom Tartalom 1 Biztonság... 3 1.1 Kezelésre vonatkozó figyelmeztetések... 3 1.2 A személyek szükséges képesítése...
1. A VILLAMOSENERGIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉGE
 Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
Asztali mixer Használati útmutató
 Asztali mixer Használati útmutató HU SBL 3271SS SBL 3272RD A készülék első használatba vétele előtt olvassa el a használati útmutatót, akkor is, ha hasonló készülékek használatát már ismeri. A készüléket
Asztali mixer Használati útmutató HU SBL 3271SS SBL 3272RD A készülék első használatba vétele előtt olvassa el a használati útmutatót, akkor is, ha hasonló készülékek használatát már ismeri. A készüléket
Integrált melegvíztároló csatlakozós kombi fűtőberendezések és gázfűtő berendezések
 Szerelési és karbantartási útmutató Integrált melegvíztároló csatlakozós kombi fűtőberendezések és gázfűtő berendezések CGU-2-18/24 CGG-2-18/24 CGU-2K-18/24 CGG-2K-18/24 Wolf GmbH Postfach 1380 D-84048
Szerelési és karbantartási útmutató Integrált melegvíztároló csatlakozós kombi fűtőberendezések és gázfűtő berendezések CGU-2-18/24 CGG-2-18/24 CGU-2K-18/24 CGG-2K-18/24 Wolf GmbH Postfach 1380 D-84048
A MISKOLCI EGYETEM LELTÁROZÁSI ÉS LELTÁRKÉSZÍTÉSI SZABÁLYZATA
 A MISKOLCI EGYETEM LELTÁROZÁSI ÉS LELTÁRKÉSZÍTÉSI SZABÁLYZATA Miskolc, 2010. 6.3.5. sz. Egyetemi szabályzat MISKOLCI EGYETEM LELTÁROZÁSI ÉS LELTÁRKÉSZÍTÉSI SZABÁLYZATA Szenátusának 339/2010.. sz. határozata.
A MISKOLCI EGYETEM LELTÁROZÁSI ÉS LELTÁRKÉSZÍTÉSI SZABÁLYZATA Miskolc, 2010. 6.3.5. sz. Egyetemi szabályzat MISKOLCI EGYETEM LELTÁROZÁSI ÉS LELTÁRKÉSZÍTÉSI SZABÁLYZATA Szenátusának 339/2010.. sz. határozata.
Hővisszanyerés a sütödékben
 BME OMIKK ENERGIAELLÁTÁS, ENERGIATAKARÉKOSSÁG VILÁGSZERTE 45. k. 9. sz. 2006. p. 61 67. Racionális energiafelhasználás, energiatakarékosság Hővisszanyerés a sütödékben A kenyérsütés az egyik legenergiaigényesebb
BME OMIKK ENERGIAELLÁTÁS, ENERGIATAKARÉKOSSÁG VILÁGSZERTE 45. k. 9. sz. 2006. p. 61 67. Racionális energiafelhasználás, energiatakarékosság Hővisszanyerés a sütödékben A kenyérsütés az egyik legenergiaigényesebb
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK
 SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
Érintésvédelemmel kapcsolatos jogszabályok
 2006-ra végre egy új rendelettel szabályozták az érintésvédelmi szerelői ellenőrzések és szabványossági felülvizsgálatok rendszeres elvégzését. Az alábbiakban az érintésvédelmi felülvizsgálatok elvégzésének
2006-ra végre egy új rendelettel szabályozták az érintésvédelmi szerelői ellenőrzések és szabványossági felülvizsgálatok rendszeres elvégzését. Az alábbiakban az érintésvédelmi felülvizsgálatok elvégzésének
SZEGEDI TUDOMÁNYEGYETEM BIZONYLATI SZABÁLYZAT
 SZEGEDI TUDOMÁNYEGYETEM BIZONYLATI SZABÁLYZAT Szeged, 2015. november 30. Jogszabályi háttér A számvitelről szóló többször módosított 2000. évi C. törvényben foglaltak valamint az államháztartás számviteléről
SZEGEDI TUDOMÁNYEGYETEM BIZONYLATI SZABÁLYZAT Szeged, 2015. november 30. Jogszabályi háttér A számvitelről szóló többször módosított 2000. évi C. törvényben foglaltak valamint az államháztartás számviteléről
3/2002. (II. 8.) SzCsM-EüM együttes rendelet. a munkahelyek munkavédelmi követelményeinek minimális szintjéről. A munkáltató általános kötelezettségei
 SzCsM-EüM együttes rendelet. a munkahelyek munkavédelmi követelményeinek minimális szintjéről. A munkáltató általános kötelezettségei") 1 / 11 2011.03.31. 21:09 A jogszabály mai napon hatályos állapota 3/2002. (II. 8.) SzCsM-EüM együttes rendelet a munkahelyek munkavédelmi követelményeinek minimális szintjéről A munkavédelemről szóló 1993.
1 / 11 2011.03.31. 21:09 A jogszabály mai napon hatályos állapota 3/2002. (II. 8.) SzCsM-EüM együttes rendelet a munkahelyek munkavédelmi követelményeinek minimális szintjéről A munkavédelemről szóló 1993.
14/1998. (XI. 27.) GM rendelet a Gázpalack Biztonsági Szabályzatról
 GM rendelet a Gázpalack Biztonsági Szabályzatról") 14/1998. (XI. 7.) GM rendelet a Gázpalack Biztonsági Szabályzatról 011.08.06-tól hatályos szöveg! A műszaki-biztonsági felügyeletet ellátó szervezetről szóló 166/199. (XII. 7.) Korm. rendelet 3. - ának
14/1998. (XI. 7.) GM rendelet a Gázpalack Biztonsági Szabályzatról 011.08.06-tól hatályos szöveg! A műszaki-biztonsági felügyeletet ellátó szervezetről szóló 166/199. (XII. 7.) Korm. rendelet 3. - ának
BUDAPESTI GAZDASÁGI FŐISKOLA KÜLKERESKEDELMI FŐISKOLAI KAR NEMZETKÖZI GAZDÁLKODÁS SZAK
 BUDAPESTI GAZDASÁGI FŐISKOLA KÜLKERESKEDELMI FŐISKOLAI KAR NEMZETKÖZI GAZDÁLKODÁS SZAK Nappali tagozat Külgazdasági vállalkozás szakirány SZÁRMAZÁSI SZABÁLYOK ALKALMAZÁSA A KUMULÁCIÓ JELENTŐSÉGE NEMZETKÖZI
BUDAPESTI GAZDASÁGI FŐISKOLA KÜLKERESKEDELMI FŐISKOLAI KAR NEMZETKÖZI GAZDÁLKODÁS SZAK Nappali tagozat Külgazdasági vállalkozás szakirány SZÁRMAZÁSI SZABÁLYOK ALKALMAZÁSA A KUMULÁCIÓ JELENTŐSÉGE NEMZETKÖZI
KEZELÉSI ÚTMUTATÓ. FC sorozat. a SAER elektromos szivattyúkhoz
 SÜDDEUTSCHLAND COMPTEUR Kereskedelmi és Szolgáltató Kft Telefon: (36 1) 250 5060 Telephely: Óbudai Telefax: (36 1) 368 8412 Hajógyári Sziget E-mail: compteur@axelero.hu Postacím: 1306 http://www.compteur.hu
SÜDDEUTSCHLAND COMPTEUR Kereskedelmi és Szolgáltató Kft Telefon: (36 1) 250 5060 Telephely: Óbudai Telefax: (36 1) 368 8412 Hajógyári Sziget E-mail: compteur@axelero.hu Postacím: 1306 http://www.compteur.hu
ÖSSZEFOGLALÓ JELENTÉS
 ÖSSZEFOGLALÓ JELENTÉS a villamossági termékek energiahatékonysági címkézésének piacfelügyeleti ellenırzésérıl Budapest, 2015. május Témafelelős: Vincze Tibor Szűcs Csaba NEMZETI FOGYASZTÓVÉDELMI HATÓSÁG
ÖSSZEFOGLALÓ JELENTÉS a villamossági termékek energiahatékonysági címkézésének piacfelügyeleti ellenırzésérıl Budapest, 2015. május Témafelelős: Vincze Tibor Szűcs Csaba NEMZETI FOGYASZTÓVÉDELMI HATÓSÁG
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
KOMPOSZTÁLÁS, KÜLÖNÖS TEKINTETTEL A SZENNYVÍZISZAPRA
 KOMPOSZTÁLÁS, KÜLÖNÖS TEKINTETTEL A SZENNYVÍZISZAPRA 2.1.1. Szennyvíziszap mezőgazdaságban való hasznosítása A szennyvíziszapok mezőgazdaságban felhasználhatók a talaj szerves anyag, és tápanyag utánpótlás
KOMPOSZTÁLÁS, KÜLÖNÖS TEKINTETTEL A SZENNYVÍZISZAPRA 2.1.1. Szennyvíziszap mezőgazdaságban való hasznosítása A szennyvíziszapok mezőgazdaságban felhasználhatók a talaj szerves anyag, és tápanyag utánpótlás
Szent László SZKI Szekszárd HELYI TANTERV
 Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK
 HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK GEOMETRIAI TARTÁLYHITELESÍTÉS HE 31/4-2000 TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK 3. ALAPFOGALMAK 3.1 Tartályhitelesítés 3.2 Folyadékos (volumetrikus)
HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK GEOMETRIAI TARTÁLYHITELESÍTÉS HE 31/4-2000 TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA 2. MÉRTÉKEGYSÉGEK, JELÖLÉSEK 3. ALAPFOGALMAK 3.1 Tartályhitelesítés 3.2 Folyadékos (volumetrikus)
VHR-23 Regisztráló műszer Felhasználói leírás
 VHR-23 Regisztráló műszer Felhasználói leírás TARTALOMJEGYZÉK 1. ÁLTALÁNOS LEÍRÁS... 3 1.1. FELHASZNÁLÁSI TERÜLET... 3 1.2. MÉRT JELLEMZŐK... 3 1.3. BEMENETEK... 4 1.4. TÁPELLÁTÁS... 4 1.5. PROGRAMOZÁS,
VHR-23 Regisztráló műszer Felhasználói leírás TARTALOMJEGYZÉK 1. ÁLTALÁNOS LEÍRÁS... 3 1.1. FELHASZNÁLÁSI TERÜLET... 3 1.2. MÉRT JELLEMZŐK... 3 1.3. BEMENETEK... 4 1.4. TÁPELLÁTÁS... 4 1.5. PROGRAMOZÁS,
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés)
") 4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés) ). A gyártás-előkészítés-irányítás funkcióit, alrendszereit egységbe foglaló (általános gyártási) modellt a 4.1. ábra szemlélteti.
4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés) ). A gyártás-előkészítés-irányítás funkcióit, alrendszereit egységbe foglaló (általános gyártási) modellt a 4.1. ábra szemlélteti.
2.9.18. INHALÁCIÓS KÉSZÍTMÉNYEK VIZSGÁLATA: A FINOMRÉSZECSKÉK AERODINAMIKAI VIZSGÁLATA
 2.9.18. Inhalációs készítmények vizsgálata. Ph.Hg.VIII. Ph.Eur.5.2-1 2.9.18. INHALÁCIÓS KÉSZÍTMÉNYEK VIZSGÁLATA: A FINOMRÉSZECSKÉK AERODINAMIKAI VIZSGÁLATA 04/2005:20918 javított A vizsgálatot inhalációs
2.9.18. Inhalációs készítmények vizsgálata. Ph.Hg.VIII. Ph.Eur.5.2-1 2.9.18. INHALÁCIÓS KÉSZÍTMÉNYEK VIZSGÁLATA: A FINOMRÉSZECSKÉK AERODINAMIKAI VIZSGÁLATA 04/2005:20918 javított A vizsgálatot inhalációs
MAGYAR KERESKEDELMI ÉS IPARKAMARA KŐFARAGÓ, MŰKÖVES ÉS ÉPÜLETSZOBRÁSZ MESTERKÉPZÉSI PROGRAM
 MAGYAR KERESKEDELMI ÉS IPARKAMARA KŐFARAGÓ, MŰKÖVES ÉS ÉPÜLETSZOBRÁSZ MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről
MAGYAR KERESKEDELMI ÉS IPARKAMARA KŐFARAGÓ, MŰKÖVES ÉS ÉPÜLETSZOBRÁSZ MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről
POW302 HU 1 BERENDEZÉS... 3 2 LEÍRÁS (A. ÁBRA)... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK...
... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK...") 1 BERENDEZÉS... 3 2 LEÍRÁS (A. ÁBRA)... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK... 4 5.1 Munkakörnyezet... 4 5.2 Elektromos biztonság... 4 5.3 Személyi biztonság...
1 BERENDEZÉS... 3 2 LEÍRÁS (A. ÁBRA)... 3 3 CSOMAGOLÁS TARTALMA... 3 4 JELZÉSEK... 4 5 ÁLTALÁNOS BIZTONSÁGI SZABÁLYOK... 4 5.1 Munkakörnyezet... 4 5.2 Elektromos biztonság... 4 5.3 Személyi biztonság...
SZESZMÉRŐ KÉSZÜLÉKEK
 HITELESÍTÉSI ELŐ ÍRÁS SZESZMÉRŐ KÉSZÜLÉKEK HE 58-2001 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus adatbázisában
HITELESÍTÉSI ELŐ ÍRÁS SZESZMÉRŐ KÉSZÜLÉKEK HE 58-2001 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus adatbázisában
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
melléklet a 124/2011. sz. BM OKF Főig. Int.-hez MŰSZAKI MENTÉSI MŰVELETI SZAKUTASÍTÁS
 melléklet a 124/2011. sz. BM OKF Főig. Int.-hez MŰSZAKI MENTÉSI MŰVELETI SZAKUTASÍTÁS 1 I. fejezet 1. Általános előírások 1.1. E szakutasítás fejezeteinek előírásait a tűzoltóság tűzoltási és műszaki mentési
melléklet a 124/2011. sz. BM OKF Főig. Int.-hez MŰSZAKI MENTÉSI MŰVELETI SZAKUTASÍTÁS 1 I. fejezet 1. Általános előírások 1.1. E szakutasítás fejezeteinek előírásait a tűzoltóság tűzoltási és műszaki mentési
Írta: Kovács Csaba 2008. december 11. csütörtök, 20:51 - Módosítás: 2010. február 14. vasárnap, 15:44
 A 21. század legfontosabb kulcskérdése az energiaellátás. A legfontosabb környezeti probléma a fosszilis energiahordozók elégetéséből származó széndioxid csak növekszik, aminek következmény a Föld éghajlatának
A 21. század legfontosabb kulcskérdése az energiaellátás. A legfontosabb környezeti probléma a fosszilis energiahordozók elégetéséből származó széndioxid csak növekszik, aminek következmény a Föld éghajlatának
Korrózió elleni védelem: TŰZIHORGANYZÁS
 Korrózió elleni védelem: TŰZIHORGANYZÁS A technológia és tervezési követelmények 2015 Ajánlás: Nagy örömmel ajánljuk a dokumentációt az egyetemek és főiskolák gépészmérnök, építész és építőmérnök, anyagmérnök,
Korrózió elleni védelem: TŰZIHORGANYZÁS A technológia és tervezési követelmények 2015 Ajánlás: Nagy örömmel ajánljuk a dokumentációt az egyetemek és főiskolák gépészmérnök, építész és építőmérnök, anyagmérnök,
Everlink Parkoló rendszer Felhasználói és Üzemeltetési útmutató
 Everlink Parkoló rendszer Felhasználói és Üzemeltetési útmutató Kiemelt magyarországi disztribútor: LDSZ Vagyonvédelmi Kft. I. fejezet Általános ismertető Az EverLink a mai követelményeket maximálisan
Everlink Parkoló rendszer Felhasználói és Üzemeltetési útmutató Kiemelt magyarországi disztribútor: LDSZ Vagyonvédelmi Kft. I. fejezet Általános ismertető Az EverLink a mai követelményeket maximálisan
HD 150 HD 200 HD 300 HD 400 HD 500 HD 800 HD 1000 ÁLLÓ ELHELYEZÉSŰ, ZÁRTRENDSZERŰ, TÖBBCÉLÜ FELHASZNÁLÁSRA MELEGVÍZTÁROLÓK
 KEZELÉSI UTASÍTÁS HD 150 HD 200 HD 300 HD 400 HD 500 HD 800 HD 1000 ÁLLÓ ELHELYEZÉSŰ, ZÁRTRENDSZERŰ, TÖBBCÉLÜ FELHASZNÁLÁSRA MELEGVÍZTÁROLÓK A készülék használatba vétele előtt gondosan olvassa el ezt
KEZELÉSI UTASÍTÁS HD 150 HD 200 HD 300 HD 400 HD 500 HD 800 HD 1000 ÁLLÓ ELHELYEZÉSŰ, ZÁRTRENDSZERŰ, TÖBBCÉLÜ FELHASZNÁLÁSRA MELEGVÍZTÁROLÓK A készülék használatba vétele előtt gondosan olvassa el ezt
IX. Az emberi szem és a látás biofizikája
 IX. Az emberi szem és a látás biofizikája IX.1. Az emberi szem felépítése A szem az emberi szervezet legfontosabb érzékelő szerve, mivel a szem és a központi idegrendszer közreműködésével az elektromágneses
IX. Az emberi szem és a látás biofizikája IX.1. Az emberi szem felépítése A szem az emberi szervezet legfontosabb érzékelő szerve, mivel a szem és a központi idegrendszer közreműködésével az elektromágneses
Eredeti üzemeltetési útmutató G-BH7 2BH7 2 2BH7 3 2BH7 4 2BH7 5 2BH7 6. G-Serie G-Series. Seitenkanal Side Channel
 Kiadás: 12.2009 610.44436.77.000 Üzemeltetési útmutató Magyar Eredeti üzemeltetési útmutató G-BH7 2BH7 2 2BH7 3 2BH7 4 2BH7 5 2BH7 6 G-Serie G-Series Seitenkanal Side Channel Tartalomjegyzék Tartalomjegyzék
Kiadás: 12.2009 610.44436.77.000 Üzemeltetési útmutató Magyar Eredeti üzemeltetési útmutató G-BH7 2BH7 2 2BH7 3 2BH7 4 2BH7 5 2BH7 6 G-Serie G-Series Seitenkanal Side Channel Tartalomjegyzék Tartalomjegyzék
M Ű S Z A K I K Ö V E T E L M É N Y
 Hatálybalépés időpontja: 2013. május 28. Módosítás száma: 0. 1 / 12 oldal M Ű S Z A K I K Ö V E T E L M É N Y FG-III-B31-MK003-2013 Membrános gázmérők v1 Zajkövetelmények 2013. május 28. v0 Eredeti utasítás
Hatálybalépés időpontja: 2013. május 28. Módosítás száma: 0. 1 / 12 oldal M Ű S Z A K I K Ö V E T E L M É N Y FG-III-B31-MK003-2013 Membrános gázmérők v1 Zajkövetelmények 2013. május 28. v0 Eredeti utasítás
NYUGAT-MAGYARORSZÁGI EGYETEM Faipari Mérnöki Kar. Mőszaki Mechanika és Tartószerkezetek Intézet. Dr. Hajdu Endre egyetemi docens MECHANIKA I.
 NYUGAT-MAGYARORSZÁGI EGYETEM aipari Mérnöki Kar Mőszaki Mechanika és Tartószerkezetek Intézet Dr Hajdu Endre egyetemi docens MECHANIKA I Sopron 9 javított kiadás TARTALOMJEGYZÉK I Bevezetés a mőszaki mechanika
NYUGAT-MAGYARORSZÁGI EGYETEM aipari Mérnöki Kar Mőszaki Mechanika és Tartószerkezetek Intézet Dr Hajdu Endre egyetemi docens MECHANIKA I Sopron 9 javított kiadás TARTALOMJEGYZÉK I Bevezetés a mőszaki mechanika
FELCSÚTI KÖZÖS ÖNKORMÁNYZATI HIVATAL
 FELCSÚTI KÖZÖS ÖNKORMÁNYZATI HIVATAL BIZONYLATI RENDJE Hatályos: 2013. március 1-jétől. BIZONYLATI REND A Felcsúti Közös Önkormányzati Hivatal (továbbiakban: Hivatal) Bizonylati rendjét a számvitelről
FELCSÚTI KÖZÖS ÖNKORMÁNYZATI HIVATAL BIZONYLATI RENDJE Hatályos: 2013. március 1-jétől. BIZONYLATI REND A Felcsúti Közös Önkormányzati Hivatal (továbbiakban: Hivatal) Bizonylati rendjét a számvitelről
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Karbantartási jegyzőkönyv
 Karbantartási jegyzőkönyv Lajstromjel: HA- Tulajdonos: Jelölje meg a megfelelő típust! Üzembentartó: Repülőgép típ.: SF-25 B/C/D/E Gyári szám: Gyártási év: Motor: Gyári szám: Gyártási év: Légcsavar: Gyári
Karbantartási jegyzőkönyv Lajstromjel: HA- Tulajdonos: Jelölje meg a megfelelő típust! Üzembentartó: Repülőgép típ.: SF-25 B/C/D/E Gyári szám: Gyártási év: Motor: Gyári szám: Gyártási év: Légcsavar: Gyári
Kisberzseny környezetvédelmi programja - TARTALOMJEGYZÉK
 Kisberzseny környezetvédelmi programja - TARTALOMJEGYZÉK Tartalomjegyzék 1. BEVEZETÉS... 5 1.1. A MUNKA HÁTTERE... 6 1.2. IRODALOMJEGYZÉK... 8 2. HELYZETFELTÁRÁS... 9 2.1. TERVI KÖRNYEZET... 10 2.1.1.
Kisberzseny környezetvédelmi programja - TARTALOMJEGYZÉK Tartalomjegyzék 1. BEVEZETÉS... 5 1.1. A MUNKA HÁTTERE... 6 1.2. IRODALOMJEGYZÉK... 8 2. HELYZETFELTÁRÁS... 9 2.1. TERVI KÖRNYEZET... 10 2.1.1.
Általános statisztika II. Kriszt, Éva Varga, Edit Kenyeres, Erika Korpás, Attiláné Csernyák, László
 Általános statisztika II Kriszt, Éva Varga, Edit Kenyeres, Erika Korpás, Attiláné Csernyák, László Általános statisztika II Kriszt, Éva Varga, Edit Kenyeres, Erika Korpás, Attiláné Csernyák, László Publication
Általános statisztika II Kriszt, Éva Varga, Edit Kenyeres, Erika Korpás, Attiláné Csernyák, László Általános statisztika II Kriszt, Éva Varga, Edit Kenyeres, Erika Korpás, Attiláné Csernyák, László Publication
Pattantyús-Á. Géza Ipari Szakközépiskola és ÁMK. OM azonosító: 030717 HELYI TANTERV 2008. Elektrotechnika-elektronika SZAKMACSOPORT
 Pattantyús-Á. Géza Ipari Szakközépiskola és ÁMK OM azonosító: 030717 HELYI TANTERV 2008 Elektrotechnika-elektronika SZAKMACSOPORT Automatikai mőszerész SZAKMA OKJ száma: 52 523 01 0000 00 00 Érvényesség:
Pattantyús-Á. Géza Ipari Szakközépiskola és ÁMK OM azonosító: 030717 HELYI TANTERV 2008 Elektrotechnika-elektronika SZAKMACSOPORT Automatikai mőszerész SZAKMA OKJ száma: 52 523 01 0000 00 00 Érvényesség:
398-30/2014. Tárgy: DAREH Társulás Társulási Megállapodás módosítása Mell.: egységes szerkezetbe foglalt Társulási megállapodás
 Csanádpalota Város Polgármesterétől 6913 Csanádpalota, Kelemen László tér 10. Tel.: 62/263-001 Fax: 62/263-105 398-30/2014. Tárgy: DAREH Társulás Társulási Megállapodás módosítása Mell.: egységes szerkezetbe
Csanádpalota Város Polgármesterétől 6913 Csanádpalota, Kelemen László tér 10. Tel.: 62/263-001 Fax: 62/263-105 398-30/2014. Tárgy: DAREH Társulás Társulási Megállapodás módosítása Mell.: egységes szerkezetbe
Apácatorna környezetvédelmi programja - TARTALOMJEGYZÉK
 Apácatorna környezetvédelmi programja - TARTALOMJEGYZÉK Tartalomjegyzék 1. BEVEZETÉS... 5 1.1. A MUNKA HÁTTERE... 6 1.2. IRODALOMJEGYZÉK... 8 2. HELYZETFELTÁRÁS... 10 2.1. TERVI KÖRNYEZET... 11 2.1.1.
Apácatorna környezetvédelmi programja - TARTALOMJEGYZÉK Tartalomjegyzék 1. BEVEZETÉS... 5 1.1. A MUNKA HÁTTERE... 6 1.2. IRODALOMJEGYZÉK... 8 2. HELYZETFELTÁRÁS... 10 2.1. TERVI KÖRNYEZET... 11 2.1.1.
Hegesztő szakképesítés
 Don Bosco Általános Iskola, Szakiskola, Középiskola és Kollégium 3700 Kazincbarcika, Május 1 út 11 SZAKMAI PROGRAM Hegesztő szakképesítés OKJ azonosító szám 31 521 11 0000 00 00 11. 12. szakképző évfolyam
Don Bosco Általános Iskola, Szakiskola, Középiskola és Kollégium 3700 Kazincbarcika, Május 1 út 11 SZAKMAI PROGRAM Hegesztő szakképesítés OKJ azonosító szám 31 521 11 0000 00 00 11. 12. szakképző évfolyam
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
Dévaványa Város Önkormányzata
 Dévaványa Város Önkormányzata Esélyegyenlőségi és Fenntarthatósági Terv Készítette: Educatio Bene Kft. 21. március 11. I. BEVEZETŐ...4 II. III. 1. AZ ESÉLYEGYENLŐSÉG...4 2. A FENNTARTHATÓ FEJLŐDÉS...4
Dévaványa Város Önkormányzata Esélyegyenlőségi és Fenntarthatósági Terv Készítette: Educatio Bene Kft. 21. március 11. I. BEVEZETŐ...4 II. III. 1. AZ ESÉLYEGYENLŐSÉG...4 2. A FENNTARTHATÓ FEJLŐDÉS...4
VESZÉLYES! 2.1. A biztonság mindig elsődleges szempont legyen a tengelykapcsoló beszerelése, működtetése és karbantartása során.
 (Oldal: 1 / 6) Az ATEX (Atmosphere Explosibles) megjelölés az új útmutatóhoz készült. Az ATEX ellenőriz valamennyi, a robbanásbiztos eszközök állapotára vonatkozó előírást. Modell száma Kategória Referencia
(Oldal: 1 / 6) Az ATEX (Atmosphere Explosibles) megjelölés az új útmutatóhoz készült. Az ATEX ellenőriz valamennyi, a robbanásbiztos eszközök állapotára vonatkozó előírást. Modell száma Kategória Referencia
1 modul 2. lecke: Nikkel alapú szuperötvözetek
 1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
1993. évi XCIII. törvény. a munkavédelemről, egységes szerkezetben a végrehajtásáról szóló 5/1993. (XII. 26.) MüM rendelettel. I.
 MüM rendelettel. I.") 1993. évi XCIII. törvény a munkavédelemről, egységes szerkezetben a végrehajtásáról szóló 5/1993. (XII. 26.) MüM rendelettel [Vastag betűvel az 1993. évi XCIII. törvény (a továbbiakban: Mvt.), vékony betűvel
1993. évi XCIII. törvény a munkavédelemről, egységes szerkezetben a végrehajtásáról szóló 5/1993. (XII. 26.) MüM rendelettel [Vastag betűvel az 1993. évi XCIII. törvény (a továbbiakban: Mvt.), vékony betűvel
Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja; új PA-típusok.
 MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK
 SolarHP R 12 23 36 MEGNÖVELT HATÁSFOKÚ, HŐSZIGETELT, KÉTFOKOZATÚ SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók...
SolarHP R 12 23 36 MEGNÖVELT HATÁSFOKÚ, HŐSZIGETELT, KÉTFOKOZATÚ SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók...
Magyar Nőorvos Társaság 1082 Budapest Üllői út 78/a. LELTÁROZÁSI SZABÁLYZAT. Érvényes: 2007. szeptember 8-tól (előterjesztés)
") Magyar Nőorvos Társaság 1082 Budapest Üllői út 78/a. LELTÁROZÁSI SZABÁLYZAT Érvényes: 2007. szeptember 8-tól (előterjesztés) Hatályba léptető határozat A Magyar Nőorvos Társaság leltárában lévő materiális
Magyar Nőorvos Társaság 1082 Budapest Üllői út 78/a. LELTÁROZÁSI SZABÁLYZAT Érvényes: 2007. szeptember 8-tól (előterjesztés) Hatályba léptető határozat A Magyar Nőorvos Társaság leltárában lévő materiális
beolvadási hibájának ultrahang-frekvenciás kimutatása
 A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
5. Mérés Transzformátorok
 5. Mérés Transzformátorok A transzformátor a váltakozó áramú villamos energia, feszültség, ill. áram értékeinek megváltoztatására (transzformálására) alkalmas villamos gép... Működési elv A villamos energia
5. Mérés Transzformátorok A transzformátor a váltakozó áramú villamos energia, feszültség, ill. áram értékeinek megváltoztatására (transzformálására) alkalmas villamos gép... Működési elv A villamos energia
17/2001. (VIII. 3.) KöM rendelet
 KöM rendelet") 17/2001. (VIII. 3.) KöM rendelet a légszennyezettség és a helyhez kötött légszennyező források kibocsátásának vizsgálatával, ellenőrzésével, értékelésével kapcsolatos szabályokról A környezet védelmének
17/2001. (VIII. 3.) KöM rendelet a légszennyezettség és a helyhez kötött légszennyező források kibocsátásának vizsgálatával, ellenőrzésével, értékelésével kapcsolatos szabályokról A környezet védelmének
376. számú ügyrend. Nagyfogyasztói mérések kialakítása.
 376. számú ügyrend Nagyfogyasztói mérések kialakítása. Készítette: EDF DÉMÁSZ Hálózati Elosztó Kft. Mérés Szolgáltatási Központ Méréstechnikai Csoport 2012. Nyomtatásban csak tájékoztató jellegű! TARTALOMJEGYZÉK
376. számú ügyrend Nagyfogyasztói mérések kialakítása. Készítette: EDF DÉMÁSZ Hálózati Elosztó Kft. Mérés Szolgáltatási Központ Méréstechnikai Csoport 2012. Nyomtatásban csak tájékoztató jellegű! TARTALOMJEGYZÉK
GHS 510 P #94001. Güde GmbH & Co. KG - Birkichstrasse 6 - D-74549 Wolpertshausen - Deutschland
 GHS 510 P #94001 8 Magyar HU Eredeti használati utasítás SÖVÉNYNYÍRÓ English GB Original Operating Instructions ELECTRIC VERTICUTTER Français FR 13 Mode d'emploi original SCARIFICATEUR ÉLECTRIQUE Ceština
GHS 510 P #94001 8 Magyar HU Eredeti használati utasítás SÖVÉNYNYÍRÓ English GB Original Operating Instructions ELECTRIC VERTICUTTER Français FR 13 Mode d'emploi original SCARIFICATEUR ÉLECTRIQUE Ceština