GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
|
|
|
- Egon Vincze
- 9 évvel ezelőtt
- Látták:
Átírás
1 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység /Részegység/ Gépegység Gépegység Alkatrész /Gépelem/ Alkatrész /Gépelem/ Alkatrész /Gépelem/ GÉPELEMEK CSOPORTOSÍTÁSA - KÖT GÉPELEMEK - FORGÁST KÖZVETÍT GÉPELEMEK - TENGELYKAPCSOLÓK - FORGÁST ÁTSZÁRMAZTATÓ GÉPELEMEK - MOZGÁST ÁTSZÁRMAZTATÓ GÉPELEMEK - FÉKSZERKEZETEK - EGYÉB GÉPELEMEK KÖT GÉPELEMEK Cél: er hatásokkal szemben szilárd kötés létesítése és fenntartása Két csoport: - oldhatatlan - oldható Oldhatatlan kötések: Jellemz : a kötés csak forgácsolással oldható SZEGECSKÖTÉS Változatai: - Szilárd kötés - Tömít kötés - Tömít szilárd kötés

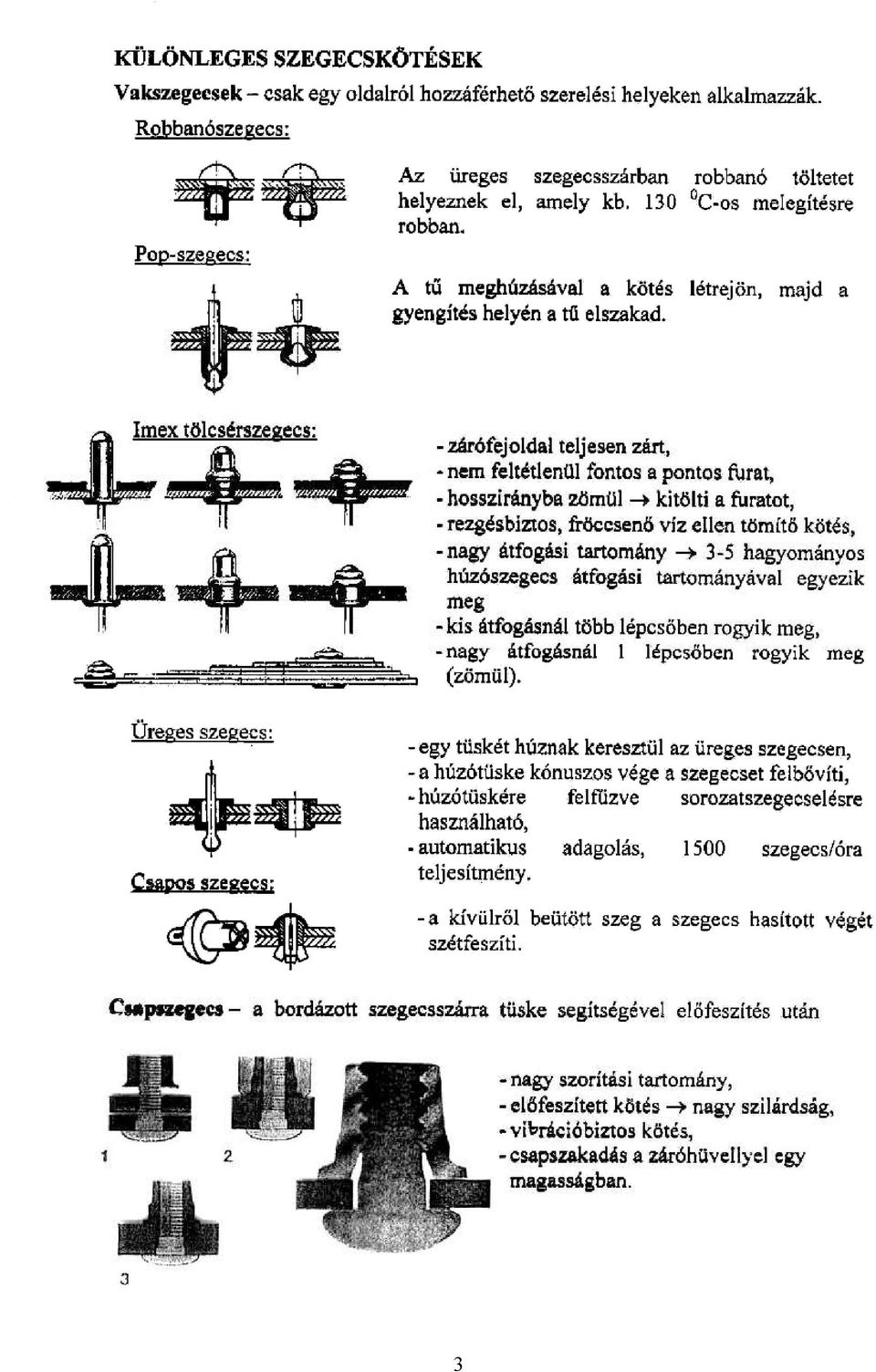
2 Általános szegecskötés: Szegecstípusok: Jellemz méretek: - átmér : d - hossz: l Félgömbfej szegeccsel Cs szegeccsel d d d Félgömbfej Süllyesztett fej Lencsefej Cs szegecs Szegecskötési módok: Átlapolt egysoros Egyhevederes Szegecskötés készítése: Kalapács Fejez l Szegecsszár Zárófej Gyám Kéthevederes l =,5d l = 0,5d félgömb zárófej süllyesztett fejhez 2

3 3
4 HEGESZTETT KÖTÉSEK A kötés helyén az alapanyagot hevítjük majd sajtolással vagy az anyag megömlesztésével egyesítjük. Köt hegesztési eljárások - Ömleszt hegesztés - Sajtolóhegesztés - Ömlesztve sajtoló hegesztés Ömleszt hegesztés Az alapanyagot megolvasztva hozaganyaggal (hegeszt pálca, elektróda) egyesítjük az alkatrészeket. GÁZHEGESZTÉS Acetilén Hegeszt pálca Oxigén Hegeszt pisztoly A láng magas h foka megolvasztja az alapanyagot és a pálcát. A kötés min ségét nagymértékben befolyásolja a hegeszt pálca anyaga. VARRATFAJTÁK Töml k Szimmetrikus peremvarrat, -3 mm vastagságig I - varrat, 3-5 mm vastagságig V - varrat,6-0 mm vastagságig Y - varrat, 0-5 mm vastagságig X - varrat, 5-20 mm vastagságig sarokvarrat Kett s sarokvarrat 4

5 Ívhegesztés: Az olvasztáshoz szükséges h t elektromos ívvel hozzák létre. Az áramforrás: - hegeszt transzformátor, vagy - hegeszt dinamó Az ív létesítéséhez kis feszültség és nagy áramer sség szükséges. Pálca Pálcafogó Állítható vasmag ~ Az ív fenntartása érdekében a pálcák bevonattal készülnek. Transzformátor A bevonat elzárja a leveg t az ívt l, a varrat felületén megszilárdul és megakadályozza a gyors leh lést, a varrat megedz dését. Az ívhegesztésnél alkalmazott varratok megegyeznek az el bbiekkel. A kézi ívhegesztés adatai: - Gyújtófeszültség: V - Üzemi feszültség: 6 26 V - Áramer sség: A A beállítandó hegeszt áram a hegeszt pálca átmér jének függvénye: I = 40 D 30 [A] D: az elektróda átmér je [mm]. Véd gázas hegesztés: ~ az ív környezetében a megolvadt fém oxidációját véd gáz alkalmazásával akadályozza meg. Véd gáz lehet: - argon - széndioxid AFI- hegesztés Argon véd gázas Fogyóelektródás Ívhegesztés - a hegeszt pálca a hozaganyag AWI- hegesztés Argon véd gázas Wolfram elektródás Ívhegesztés - az ív a wolfram elektróda és a tárgy között keletkezik, - a pálcát az ívbe tartva olvasztjuk meg. CO 2 - véd gázas fogyóelektródás hegesztés. 5

6 A véd gázas ívhegesztés vázlata: Hegeszt pisztoly - CO 2 A hegeszt pisztolyon egyidej leg lép ki a véd gáz és a folyamatos el tolású acélhuzal, mint hozaganyag. FORRASZTÁS Az összekötend elemek közé ömlesztett forraszanyagot viszünk. A forrasz alacsony olvadáspontja miatt (T olv. = o C) az alapanyag szilárd marad. A kötést a megszilárduló forraszanyag biztosítja. Két változata: - lágy forrasztás forrasz: forrasztóón - kemény forrasztás forrasz: réz vagy ezüst A forrasztás eszközei: - forrasztólámpa - forrasztópáka - hegeszt készülék Elektromos páka Transzformátor és huzaldob Véd gáz - argon Ellenálláshuzal /f tés/ Forrasztócsúcs /réz, különleges ötvözet/ Csak tiszta felületek forraszthatók. mechanikus és vegyi tisztítás A forrasztáshoz szükséges anyagok: híg sósav, foszforsav, forrasztósó, gyanta. RAGASZTÁS A felületek közé vékony ragasztóréteget viszünk, amely adhéziós kötést biztosít. A fémragasztók általában két komponens m anyagragasztók. Felületel készítés: tisztítás, aktivizálás (mechanikai vagy vegyi) Kötési id : ragasztótól függ en -2 perc 0-20 óra. Ragasztott kötések: 6

7 Oldható kötések Az alkatrészek és a köt elemek jelent sebb sérülése nélkül oldható a kötés. CSAVARKÖTÉS A leggyakrabban alkalmazott kötési mód. - A kötést egy menetes orsó /csavarorsó/ és egy menetes furat /csavaranya/ segítségével hozzuk létre. A csavarvonal származtatása: csavarvonal Menetprofilok: Élesmenet Trapézmenet Zsinórmenet D D : a menetemelkedés szöge h: menetemelkedés h Köt csavarokhoz használják, a nagyobb súrlódás miatt az egyenl szárú háromszög profilt alkalmaznak. Mozgató csavarokhoz használják, lehetnek egy vagy két bekezdés ek. Szennyez désre érzéketlen, vasúti kocsik összekapcsolásához, cs szerelvényekhez használják. Métermenet jelölése Anya 60 0 h Orsó Normál métermenet jelölése: M Pl. M 0 Finommenet jelölése: M x h Pl. M 6 x,5 Normál menet Finom menet D h D x h M 8,25 M 8 x M0,5 M 0 x,25 M6 2 M 6 x,5 M20 2,5 M 20 x 2 M24 3 M 24 x 2 M30 3,5 M 30 x 2 M 36 4 M 36 x 3 Köt csavarok: D Hatlapfej csavar Bels kulcsnyílású csavar Hengeresfej Félgömbfej Ászok- vagy t csavar Süllyesztett fej Lencsefej 7

8 Csavaranyák: Füles (szárnyas) anya LE RÁ RÁ LE Hatlapfej anya Koronás anya Jobbmenet Balmenet Alátétek: A csavaranya egyenletes felfekvését biztosítja, a szorítóer t egyenletesen elosztja, védi a felületet a sérülést l esetenként a csavarbiztosítással együtt. Fajtái: Nyers Fényes Rugós Példák csavarkötésekre: Csavarbiztosítások: Lazulás ellen mozgó, rázkódó gépeken a csavarokat biztosítani kell. Megoldások: - rugós alátét - küls -bels fogas alátét - kétanyás biztosítás - sasszeges biztosítás a) b) - lemezes, huzalos biztosítás a) és b) - csavaranya m anyag gy r betéttel c) c) 8
 b) - lemezes, huzalos biztosítás a) és b) -")
9 CSAPSZEGKÖTÉSEK: Alkatrészek között csuklós kapcsolatot létesít. A terhelés iránya általában mer leges a csapszeg tengelyvonalára, igénybevétele palástnyomás és nyírás. alátétgy r csapszeg sasszeg TENGELYKÖTÉSEK: A tengelyen elhelyezked gépelemek (ékszíj, tárcsa, fogaskerék stb.) rögzítésére alkalmazzák. Reteszkötés: Alakzáró kötés, a tengely körüli elfordulást megakadályozza, de tengelyirányú elmozdulás ellen az alkatrészt egyéb módon biztosítani kell. retesz agy tengely Hornyos retesz és fészek Fészkes retesz és hornya Íves retesz A mély horony a tengelyvéget gyengíti, ezért nagyobb nyomatékok átvitelére nem alkalmas. Ékkötések Különbség az ék és a retesz között: ékkötésnél a köt elem felülete lejt s, így a kötéskor sugárirányú er hatás ébred. Az ékfelület lejtése: -2% Hornyos ék Fészkes ék Orros ék Bordás tengelykötés Nagy nyomatékok átvitelére tengelyirányú elmozdulás lehet sége mellett. Jellemz méretek: D, d, b, z (bordaszám) Bordás tengely profilja: d b 9 D

10 FORGÁST KÖZVETÍT GÉPELEMEK Az egyes alkatrészek (pl. fogaskerekek, lánckerekek stb.) forgó mozgását teszik lehet vé. Ezek: - tengelyek, csapok - csapágyak TENGELYEK, CSAPOK: Forgó alkatrészeket hordoznak általában energiaközl funkciót látnak el Forgó tengelyek: a tengely a (csapágyazással) a szerelt elemekkel együtt forog Álló tengelyek: a tengely áll, a szerelt elemek csapágyazva elfordulnak a tengelyen Kialakítás szerint a tengelyek lehetnek: - egyenes tengely - görbített tengely: - síkban görbített - térben görbített Tengelyterhelések: CSAPÁGYAK Feladatuk: a tengelyek alátámasztása, a forgó mozgás lehet vé tétele, és a tengelyre ható er k felvétele CSAPÁGYAK Siklócsapágyak Gördül csapágyak Szemcsapágy Osztott csapágy Talpcsapágy Persely nélküli Perselyes Motorf csapágy Radiális Axiális Radiax 0

11 Siklócsapágyak: Tengelycsap csúszó súrlódással egy perselyben fut. A csap nagy felületen érintkezik a csapággyal, ezért a lökésszer terhelést jól bírják, a fordulatszám változásra érzékenyek. A tökéletes kenésr l a csap és a persely között gondoskodni kell! Szemcsapágy: Alkalmazása: - kis fordulatszám - kis terhelés Kenés: zsírral Osztott csapágy: Cserélhet persely, felújítása egyszer bb Jobb siklási tulajdonság, persely anyaga: öntöttvas, bronz, ón-, ólom- és rézötvözet bélés acél, m anyag, önken porkohászati eljárással készített csapágyak - A csapágyház és a persely is két darabból készül, ami szerelésüket megkönnyíti. - A csapágy jellemz je a nagy terhelhet ség és a kis önsúly - Bels égés motorok f tengelycsapágyaként használják - Csapágy: acélvázra épített többréteg, bronz és ón-ólom fehérfémb l készül Gördül csapágyak Gördül elemeken fordul el a tengely. El ny: gördülési ellenállás kisebb mint a csúszósurlódás ( f ) Gördül elemek:

12 Gördül csapágy-típusok: - Mélyhornyú golyóscsapágyak nagy sugárirányú terhelés felvételére alkalmasak. Forgási síkjukhoz képest szögeltérést nem engednek meg. - Önbeálló golyóscsapágy küls gy r - jének bels felülete gömb alakú, ami 2-3 fokos szögeltérést tesz lehet vé. A szerelés kisebb pontatlanságai, és a tengely szögelhajlását könnyebben elviseli. - Hengergörg s csapágy csak radiális terhelés felvételére alkalmas. - T görg s csapágy (2-3 mm átmér j ) akkor javasolható, ha kevés a rendelkezésre álló hely. A t görg k kosár nélkül, s r n egymás mellett helyezkednek el. - Tárcsás csapágy nagy tengelyirányú er k felvételénél alkalmazható. - Ferde hatásvonalú csapágy sugár- és tengelyirányú er k felvételére alkalmas. A csapágy tengelyvezetése pontos, ezért a legigényesebb helyekre is beépíthet. - Kúpgörg s csapágy egyidej leg axiális és radiális terhelés elviselésére alkalmas. A küls gy r a görg kr l levehet, csapágyhézag beállítható. Gördül csapágyak kenése: Zsír vagy olaj a felhasználás helyét l függ en Tömít elemek: Szennyez anyagok csapágyba jutását és a ken anyag eltávozását akadályozzák meg. Általában gumiból készült karmantyús tömít gy r ket alkalmaznak. 2

13 TENGELYKAPCSOLÓK Feladatuk: tengelyvégek összekapcsolása és a nyomaték átvitele TENGELYKAPCSOLÓK ÜZEM KÖZBEN NEM OLDHATÓ MEREV ÜZEM KÖZBEN OLDHATÓK KÖRMÖS BIZTONSÁGI KAPCSOLÓK KÖRMÖS RUGALMAS SÚRLÓDÓ TÁRCSÁS SÚRLÓDÓ TÁRCSÁS HAJLÉKONY ÜZEM KÖZBEN OLDHATATLAN KAPCSOLÓK Üzem közben a tengelyek nem bonthatók meg. Merev tengelykapcsolók: A tengelyvégeket elmozdulás lehet sége nélkül, mereven kapcsolják össze. Dinamikus igénybevételekre érzékenyek. Merev tárcsás tengelykapcsoló: - Nagy nyomaték átszármaztatására alkalmas. - A nyomatékot az összeszorító er által ébred súrlódás viszi át. - Hosszú tengelyek esetén a gyártás és a szerelés megkönnyítésére is alkalmazzák. Tokos tengelykapcsolók: - A két tengelyvéget a tok kapcsolja össze az orros ék segítségével. - Az ék miatt excentrikus a tok, ezért csak kisebb fordulatszámok mellett alkalmazható. 3

14 Rugalmas tengelykapcsolók: A lökésszer, dinamikus igénybevétel elkerülésére a nyomatékátviv rugalmas (pl. b r, gumi). Gumidugós: elem - A két tárcsafél közötti kapcsolatot a az összeköt csavarokon lév rugalmas elemen keresztül alakítják ki. - A gyakorlatban a tárcsafelek között nincs fémes érintkezés. - Az elfordulás mértéke, néhány tized fok, a rugalmas elem anyagától és alakjától függ. Hajlékony tengelykapcsoló: Szögeltéréssel kapcsolódó tengelyvégek összekötésére alkalmas. - A háromvillás kapcsolóelemek között vászonbetétes gumitárcsa, vagy vékony rugalmas acéltárcsa, rögzít csavarok segítségével biztosítja az összeköttetést. - A villás elemek egymáshoz viszonyítva fél osztással elfordítva kapcsolódnak a közöttük lév tárcsához. Kardántengely: - Nagyobb szögelhajlás és nagyobb távolság esetén használják. - Egy kardánkeresztnél a meghajtott tengelyrész szögsebessége nem állandó. - Kett s kardánkereszt alkalmazásával lehet a szögsebesség állandóságot biztosítani, de csak akkor ha a középs elemhez a két széls tengely azonos szögben hajlik! 4

15 ÜZEM KÖZBEN OLDHATÓ KAPCSOLÓK Terhelés alatt a tengelyek szétválaszthatók (pl. gépjárm tengelykapcsolók). Körmös kapcsoló: - Üzem közben csak szétkapcsolni lehet. - Összekapcsolás csak álló helyzetben lehetséges. Tárcsás tengelykapcsoló: Tengelyek összekapcsolása súrlódóbetéttel ellátott tárcsa (tárcsák) segítségével. F s D K Az F=F összeszorító er hatására súrlódóer F F F s ébred a súrlódótárcsa felületén: F s = F [N] Az átvihet nyomaték nagysága: M=F s D K [Nm] A keletkez nyomaték hatására a két tengely együtt forog, F er megsz nésekor a tengelyek külön válnak. Az F er t a gyakorlatban rugóer biztosítja. Lendít kerék Kapcsolótárcsa Nyomólap Kiemel kar Nyomórugó Kiemel villa Összeköt Nyomócsapágy rudazat BIZTONSÁGI TENGELYKAPCSOLÓK: Cél: nyomatékhatárolás (szerkezet védelme). - Túl nagy nyomaték hatására a kapcsolódó körmök elcsúsznak egymáson. - Átvihet nyomaték nagyságát a rugó el feszítésével állítjuk. Pedál A tengelykapcsoló pedál benyomásakor a nyomócsapágy a kiemel karok segítségével eltávolítja a nyomólapot a kapcsolótárcsától, ezáltal megsz nik a rugók összeszorításából származó súrlódóer a hajtás megsz nik 5
![F s D K Az F=F összeszorító er hatására súrlódóer F F F s ébred a súrlódótárcsa felületén: F s = F [N] Az átvihet nyomaték nagysága: M=F s D K [Nm] A keletkez nyomaték hatására a két tengely együtt](/docs-images/43/14653049/images/page_15.jpg "forog, F er megsz nésekor a tengelyek külön válnak. Az F er t a gyakorlatban rugóer biztosítja.")
16 FORGÁST ÁTSZÁRMAZTATÓ GÉPELEMEK A forgó mozgás és nyomaték átszármaztatására alkalmas megoldások: - SZÍJHAJTÁS - LÁNCHAJTÁS - FOGASKERÉKHAJTÁS - HIDRAULIKUS TELJESÍTMÉNYÁTVITEL SZÍJHAJTÁS: Egymástól távol es, párhuzamos tengelyek közötti er átvitel Laposszíjhajtás: A tengelyekre szerelt szíjtárcsák felülete és a szíj közötti tapadás a m ködés alapja. Áttételviszonyok: i n D D D 2 n n n 2 2 áttétel( módosítás) D 2 Változatai: Hajtás közben a szíj a hajtótárcsán megcsúszik Szlip: v : hajtó kerék kerületi sebessége v 2 : hajtott kerék kerületi sebessége s v Laposszíj felépítése: v v 2 00[%] s 3 7 % maximum - krómcserzés b r futófelület 2- poliamid v. poliészter vonóréteg 3-PVC bevonatú textilszövet v. b r fed réteg 6

17 Szíjtárcsa kialakítása: - A körív profil a szíjat a tárcsa közepén tartja - Általában elegend, ha a nagyobbik tárcsa köríves - A tárcsa felületét simára kell munkálni, és tisztán kell tartani Ékszíjhajtás: Az egyik legelterjedtebb hajtóelem. El nye: - jó hatásfok ( 95%); - nagy áttételezési lehet ség; - nagy nyomatékétvitel; - kis feszít er esetén is nagy súrlódóer ébred az érintkez felületeken Ékszíj: Trapéz keresztmetszet, kordbetétes gumitöltés, végtelenített szíj Kisebb szíjfeszít er F Nagyobb rászorító er Fn b: jellemz szélesség h 0 : magasság : nyílásszög ( ) Méretmegadás: b x L L: ékszíj hossza Többpályás ékszíjakat nagyobb nyomatékok átvitelére használják A szíjtárcsába párhuzamos hornyokat alakítanak ki. A fogazott ékszíjak jobban követik a kisebb ékszíjtárcsák görbületét, a bels súrlódás csökken a szíj kevésbé melegszik. Ékszíjtárcsák Anyaga: - öntöttvas - alumíniumötvözet 7
 Méretmegadás: b x L L: ékszíj hossza Többpályás ékszíjakat")
18 LÁNCHAJTÁS Párhuzamos tengelyek között csúszásmentes hajtásátvitel Hajtásátviv elem: lánc Lánchajtás el nyei: - nagy tengelytávra is használható - egy lánccal több tengely is hajtható - csúszásmentes hajtás - hatásfok jó ( = 0,9-0,98) - kezelése egyszer, viszonylag olcsó Leggyakoribb a görg s hajtólánc: - A görg k alkalmazásával csökken a veszteség, lánckerék fogaival gördül súrlódás - Kisebb kopás, mindig más görg felület érintkezik a lánckerékkel - A görg és a persely közötti olajfilm csillapító hatású - t = láncosztás Lánckerék: Lánchajtás áttétele: Láncfeszítési megoldások: i z z 2 n n 2 i : gyorsító áttétel i : lassító áttétel x = 0,02 0,03 L 8

19 Fogasszíj: - A fogasszíjhajtás a szíjhajtás és a lánchajtás el nyeit egyesíti. - A hajtás viszonylag kis el feszítéssel csúszásmentesen viszi át a mozgást. - Megfelel csillapítású, csendes, karbantartást nem igényel. - A fogasszíjak rugalmas, hajlékony, nagy szilárdságú m anyagba ágyazott sodrott acélhuzalokból készült húzóelemekb l, pászmákból épülnek fel. - Az alkalmazott m anyagok kopásállóak, ezért a fogasszíj leggyakrabban alumínium ötvözetb l készült fogazott szíjtárcsán kenés nélkül futhat. FOGASKERÉKHAJTÁS Egymáshoz közeles párhuzamos, metsz vagy kitér tengelyek közötti mozgásátvitelre használhatók. Csoportosítás: - hengeres fogaskerekek párhuzamos tengelyeknél - kúpkerekes fogaskereke 90 fokos szögben álló tengelyeknél - csigahajtás kitér tengelyeknél Homlokfogaskerekek jellemz i: d : fejkör d 2 : osztókör /gördül kör/ D : lábkör t : fogosztás v : fogvastagság b : fogszélesség z ; z 2 : fogszámok Fogaskerekeket jelképesen osztóköreikkel jelölhetünk (d ; d 2 ) Fogaskerekek áttétele: i z z 2 n n 2 n z d d 2 9 n 2 z 2

20 A gördül kör kerülete: K = d = z t t átmér je: d z A t arányt modulnak /m/ nevezzük d = z m A modul az osztókör átmér jének egy fogra jutó része. Csak azonos modul érték fogaskerekek kapcsolhatók össze. Modulsorozat (mm): ;,25;,5; 2; 2,5; 3; 4; 5; 6; 8; 0; 2; 6; 20; 25; 32; 40; 50; 60 Fogaskerekek fajtái: Homlokfogaskerekek: m d z Küls fogazású egyenes Bels fogazású egyenes Ferde fogazású Nyíl fogazású - A ferde fogazásúnál egyszerre több fog kapcsolódik. - Egyenletesebb nyomaték átadás. - Csendesebb járás. - Tengelyirányú er hatás! - Nyíl fogazásúnál a tengelyirányú er k kiegyenlít dnek, bonyolultabb, szerszám, költséges gyártás. 20

21 Csavarkerekek Fogaskerék-fogasléc Körmozgás egyenes vonalú mozgás Kúpfogaskerekek: - Egymásra mer leges tengelyek közötti fogaskerék kapcsolat kialakítására. - Pl.: differenciálm veknél Csigahajtás: El ny: - nagy áttétel valósítható meg - önzáró kialakítás z Áttétele: i k k: a csiga bekezdéseinek a száma 2
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket!
 Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész /Gépelem/ Alkatrész /Gépelem/ GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK. k /V - Tóth Laboncz József. #tl' TANKÖNYVKIADÓ, BUDAPEST 1970 FELSŐFOKÚ ÉPÍTŐGÉPÉSZETI TECHNIKUM, DEBRECEN. '' 1 U x/i\ í.
 k /V - '' 1 U x/i\ í.-a/\ FELSŐFOKÚ ÉPÍTŐGÉPÉSZETI TECHNIKUM, DEBRECEN f ÉPÍTŐGÉPÉSZ SZAK " i av.v "4 - GÉPELEMEK I. összeállította: Tóth Laboncz József docens * #tl' QE r debseceh KÉZIRAT 16^8 56ÜÜ TANKÖNYVKIADÓ,
k /V - '' 1 U x/i\ í.-a/\ FELSŐFOKÚ ÉPÍTŐGÉPÉSZETI TECHNIKUM, DEBRECEN f ÉPÍTŐGÉPÉSZ SZAK " i av.v "4 - GÉPELEMEK I. összeállította: Tóth Laboncz József docens * #tl' QE r debseceh KÉZIRAT 16^8 56ÜÜ TANKÖNYVKIADÓ,
Foglalkozási napló. Közlekedésautomatikai műszerész 13. évfolyam
 Foglalkozási napló a 20 /20. tanévre Közlekedésautomatikai műszerész 13. évfolyam (OKJ száma: 54 523 03) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló
Foglalkozási napló a 20 /20. tanévre Közlekedésautomatikai műszerész 13. évfolyam (OKJ száma: 54 523 03) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló
/ CSAK ISKOLAI HASZNÁLATRA / GÉPELEMEK SZERKESZTETTE SZEKERES GYÖRGY
 / CSAK ISKOLAI HASZNÁLATRA / GÉPELEMEK SZERKESZTETTE SZEKERES GYÖRGY GÉPELEMEK ALAPVETİ FOGALMAK: Gépek: Azokat az egyszerőbb vagy bonyolultabb munkaeszközöket, melyekkel megváltoztatjuk az anyagok alakját,
/ CSAK ISKOLAI HASZNÁLATRA / GÉPELEMEK SZERKESZTETTE SZEKERES GYÖRGY GÉPELEMEK ALAPVETİ FOGALMAK: Gépek: Azokat az egyszerőbb vagy bonyolultabb munkaeszközöket, melyekkel megváltoztatjuk az anyagok alakját,
20/1996. (III. 28.) IKM rendelet
 IKM rendelet") 20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
Gépszerkezettan. A gépelemek méretezésének alapjai
 Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
MUNKAANYAG. Dr.Majoros Ferenc. Gépelemek javítása. A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok
 Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK
 GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
MUNKAANYAG. Szabó László. Oldható kötések alkalmazása, szerszámai, technológiája. A követelménymodul megnevezése: Épületgépészeti alapfeladatok
 Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül)
") Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
Ipari hajtóművek Szervizkönyv. For further technical details refer to selection chart on page XX.
 Ipari hajtóművek Szervizkönyv For further technical details refer to selection chart on page XX. 1 Bevezetés Ezt a szervizkönyvet azért készítettük, hogy könnyű és gyors segítséget nyújtsunk azoknak a
Ipari hajtóművek Szervizkönyv For further technical details refer to selection chart on page XX. 1 Bevezetés Ezt a szervizkönyvet azért készítettük, hogy könnyű és gyors segítséget nyújtsunk azoknak a
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre.
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
VONÓELEMES HAJTÁSOK (Vázlat)
") VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Nemcsak más, hanem jobb! MdA. mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET
 Nemcsak más, hanem jobb! MdA mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET Rólunk A Industria-Technik egy épületgépészeti-, energiatechnikai- és környezetvédelmi mérnöki irodából jött létre.
Nemcsak más, hanem jobb! MdA mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET Rólunk A Industria-Technik egy épületgépészeti-, energiatechnikai- és környezetvédelmi mérnöki irodából jött létre.
Foglalkozási napló. Gépjárműépítő, szerelő 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Gépjárműépítő, szerelő 10. évfolyam (OKJ száma: 34 525 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Gépjárműépítő, szerelő 10. évfolyam (OKJ száma: 34 525 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Szóbeli vizsgatantárgyak. 1. Villamos gépek és hajtások 2. Bányavillamossági és bányaipari ismeretek 52 5436 03/V
 Szóbeli vizsgatantárgyak 1. Villamos gépek és hajtások 2. Bányavillamossági és bányaipari ismeretek 2 Villamos gépek és hajtások 1. a/ A villamos tér - Jellemezze a villamos teret! Ismertesse a térerősség
Szóbeli vizsgatantárgyak 1. Villamos gépek és hajtások 2. Bányavillamossági és bányaipari ismeretek 2 Villamos gépek és hajtások 1. a/ A villamos tér - Jellemezze a villamos teret! Ismertesse a térerősség
AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE. Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához
 Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
31 521 11 0100 31 04 Gázhegesztő Hegesztő 31 521 11 0000 00 00 Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Oldható kötések készítése
 Szalayné Kovács Eszter Oldható kötések készítése A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-36
Szalayné Kovács Eszter Oldható kötések készítése A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja: SzT-015-36
Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar. Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás.
 JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
JELLEGZETES ÜZEMFENNTARTÁS-TECHNOLÓGIAI ELJÁRÁSOK 4.06 Javításhelyes szerelés 1 Dr. Göndöcs Balázs, BME Közlekedésmérnöki Kar Tárgyszavak: szerelés; javíthatóság; cserélhetőség; karbantartás. A mai termékek
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja; új PA-típusok.
 MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
MÛANYAGFAJTÁK Újdonságok a poliamidtermékek és a poliamidtípusok gyártásában Tárgyszavak: öntött poliamid; prototípus; kis sorozatok gyártása; NylonMold eljárás; Forma1 modell; K2004; vízmelegítő fűtőblokkja;
9) Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával
 Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával") 9) Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom vázlata:
9) Mutassa be ac élcsővezeték készítését az alábbi vázlat felhasználásával Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére! Az információtartalom vázlata:
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK
 SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
Visszacsapó szelepek és lábszelepek
 Visszacsapó szelepek és lábszelepek Golyós visszacsapó szelep Alkalmazási terület Nyersvizek, csurgalék és csapadék vizek, szennyvizek és más egyéb nagy viszkozitású folyadékoknál Technikai adatok Menetes
Visszacsapó szelepek és lábszelepek Golyós visszacsapó szelep Alkalmazási terület Nyersvizek, csurgalék és csapadék vizek, szennyvizek és más egyéb nagy viszkozitású folyadékoknál Technikai adatok Menetes
Szakképesítés: 32 582 06 Vízszigetelő, melegburkoló Szóbeli vizsgatevékenység A vizsgafeladat megnevezése: Melegburkolatok anyagai, technológiái
 A vizsgafeladat ismertetése: - Melegburkolatok készítéséhez szükséges anyagok, eszközök ismerete. - Melegburkolási technológiák ismertetése központi tételsor alapján. Amennyiben a tétel kidolgozásához
A vizsgafeladat ismertetése: - Melegburkolatok készítéséhez szükséges anyagok, eszközök ismerete. - Melegburkolási technológiák ismertetése központi tételsor alapján. Amennyiben a tétel kidolgozásához
Baross Gábor Középiskola, Szakiskola és Kollégium
 Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Karosszérialakatos..SZAKMA OKJ SZÁMA: 31 525 05 0010 31 04 ÉRVÉNYES:
Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Karosszérialakatos..SZAKMA OKJ SZÁMA: 31 525 05 0010 31 04 ÉRVÉNYES:
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Csapózárak, visszacsapószelepek
 Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
Csapózárak, visszacsapószelepek Csapózár kétszeresen excentrikus csapágyazással Termékleírás EN 593 szerint Nr. 9881 Beépítési méretek EN 558-1 szerint (Series 14) Karimás csatlakozás EN 1092-2 szerint
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK
 HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Pressix CC 41 sínrendszer
 Termékbemutató 2.0 Termékbemutató 2.1 Termékbemutató 2.2 A hagyományos szerelés helyett váltson Pressix CC 41 termékre 2.3 Egyszerű sínek, végdugók és furatábra 2.4 Dupla sínek és síntakaró léc 2.5 Csatlakozási
Termékbemutató 2.0 Termékbemutató 2.1 Termékbemutató 2.2 A hagyományos szerelés helyett váltson Pressix CC 41 termékre 2.3 Egyszerű sínek, végdugók és furatábra 2.4 Dupla sínek és síntakaró léc 2.5 Csatlakozási
VESZÉLYES! 2.1. A biztonság mindig elsődleges szempont legyen a tengelykapcsoló beszerelése, működtetése és karbantartása során.
 (Oldal: 1 / 6) Az ATEX (Atmosphere Explosibles) megjelölés az új útmutatóhoz készült. Az ATEX ellenőriz valamennyi, a robbanásbiztos eszközök állapotára vonatkozó előírást. Modell száma Kategória Referencia
(Oldal: 1 / 6) Az ATEX (Atmosphere Explosibles) megjelölés az új útmutatóhoz készült. Az ATEX ellenőriz valamennyi, a robbanásbiztos eszközök állapotára vonatkozó előírást. Modell száma Kategória Referencia
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
Mesterkurzusok hegeszt szakembereknek
 Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Az Európai Unió Tanácsa Brüsszel, 2016. február 8. (OR. en)
") Az Európai Unió Tanácsa Brüsszel, 2016. február 8. (OR. en) 5895/16 ADD 1 MAR 31 FEDŐLAP Küldi: az Európai Bizottság Az átvétel dátuma: 2016. február 5. Címzett: Biz. dok. sz.: Tárgy: a Tanács Főtitkársága
Az Európai Unió Tanácsa Brüsszel, 2016. február 8. (OR. en) 5895/16 ADD 1 MAR 31 FEDŐLAP Küldi: az Európai Bizottság Az átvétel dátuma: 2016. február 5. Címzett: Biz. dok. sz.: Tárgy: a Tanács Főtitkársága
GEG II. 4. konzultáció. Siklócsapágyak
 GEG II. 4. konzultáció Siklócsapágyak Csapágyak meghatározása A csapágyak olyan gépelemek, melyeket egymáshoz képest elforduló alkatrészek közé építünk be úgy, hogy a forgás minél kisebb ellenállásba ütközzön.
GEG II. 4. konzultáció Siklócsapágyak Csapágyak meghatározása A csapágyak olyan gépelemek, melyeket egymáshoz képest elforduló alkatrészek közé építünk be úgy, hogy a forgás minél kisebb ellenállásba ütközzön.
Strangszabályozó- és elzárószelep. BOA-Control/BOA-Control IMS. Üzemeltetési útmutató
 Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Tengelykapcsolók. III. konzultáció 2014. április12.
 Tengelykapcsolók III. konzultáció 2014. április12. Tengelykapcsolók csoportosítása Feladatuk: 2 tengelyt nyomaték átvitelre alkalmas módon összekapcsolni Méretezése a nyomaték alapján történik (kdin -
Tengelykapcsolók III. konzultáció 2014. április12. Tengelykapcsolók csoportosítása Feladatuk: 2 tengelyt nyomaték átvitelre alkalmas módon összekapcsolni Méretezése a nyomaték alapján történik (kdin -
Szerelési és karbantartási utasítás
 630 8889 00/06 HU Szakemberek számára Szerelési és karbantartási utasítás Logano GE55 speciális olaj-/gáztüzelésű kazán A szerelés és karbantartás előtt kérjük gondosan átolvasni Előszó Ehhez az utasításhoz
630 8889 00/06 HU Szakemberek számára Szerelési és karbantartási utasítás Logano GE55 speciális olaj-/gáztüzelésű kazán A szerelés és karbantartás előtt kérjük gondosan átolvasni Előszó Ehhez az utasításhoz
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2016. május 18. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2016. május 18. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2016. május 18. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2016. május 18. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Használati utasítás Kubota B1-14D, B1-15D, B1-16D, B1-17D Traktorokhoz
 Használati utasítás Kubota B1-14D, B1-15D, B1-16D, B1-17D Traktorokhoz - 1 - I. Bevezetés A Kubota B1-14D, B1-15D, B1-16D és B1-17D olyan négy kerék meghajtású, többcélú kerti traktor, ami a kertészetek,
Használati utasítás Kubota B1-14D, B1-15D, B1-16D, B1-17D Traktorokhoz - 1 - I. Bevezetés A Kubota B1-14D, B1-15D, B1-16D és B1-17D olyan négy kerék meghajtású, többcélú kerti traktor, ami a kertészetek,
1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8
 Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
Tartalomjegyzék 1. KÜLÖNLEGES MECHANIKUS HAJTÓMŰVEK, HULLÁMHAJTÓMŰVEK, CIKLOHAJTÓMŰVEK... 8 1.1. Hullámhajtóművek... 8 1.. Ciklohajtóművek... 11 1.3. Elliptikus fogaskerekes hajtások... 13 1.4. Felhasznált
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag
 A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
Vizsgatételek CE kategória
 I.1. Az üzemi légfékberendezés működésének ellenőrzése Vizsgatételek CE kategória - Mutassa meg a kétvezetékes pótkocsi légfék (gépes és pót) szerelvényeit, ismertesse feladatukat! Gépes kocsi: légsűrítő
I.1. Az üzemi légfékberendezés működésének ellenőrzése Vizsgatételek CE kategória - Mutassa meg a kétvezetékes pótkocsi légfék (gépes és pót) szerelvényeit, ismertesse feladatukat! Gépes kocsi: légsűrítő
Termék: HYPRO 6 HIDRAULIKUS KÉZI LYUKASZTÓ TPA8 HASZNÁLATI ÚTMUTATÓ AZ EREDETI HASZNÁLATI ÚTMUTATÓ FORDÍTÁSA GARANCIALEVÉL
 GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
Amaprop - Biogáz állvány. Üzemeltetési/összeszerelési útmutató. Merülőmotor-keverőműállvány
 Merülőmotor-keverőműállvány Amaprop - Biogáz állvány Merülőmotoros keverőmű állvány az Amaprop merülőmotoros keverőművekhez biogázos berendezésekben Telepítési készlet/tartozékok Üzemeltetési/összeszerelési
Merülőmotor-keverőműállvány Amaprop - Biogáz állvány Merülőmotoros keverőmű állvány az Amaprop merülőmotoros keverőművekhez biogázos berendezésekben Telepítési készlet/tartozékok Üzemeltetési/összeszerelési
A továbbiakban a szóbeli vizsgára vonatkozóan a 26/2001. (VII. 27.) OM rendelet 27. (2) bekezdése és 28. -a érvényes.
 OM rendelet 27. (2) bekezdése és 28. -a érvényes.") A szakmai vizsgáztatás általános szabályairól és eljárási rendjéről szóló 26/2001. (VII: 27.) OM rendelet 27. (1) bekezdése szerint "A szóbeli vizsgarészen a vizsgázó a szakképesítésért felelős miniszter
A szakmai vizsgáztatás általános szabályairól és eljárási rendjéről szóló 26/2001. (VII: 27.) OM rendelet 27. (1) bekezdése szerint "A szóbeli vizsgarészen a vizsgázó a szakképesítésért felelős miniszter
Új termékkel bővült a Turbo-Tec kínálata
 Új termékkel bővült a Turbo-Tec kínálata Klímakompresszorok felújítása Alig pár hónapja számoltunk be a Turbo-Tec kormánymű-felújító tevékenységéről, most egy újabb termékcsoporttal bővült a szolgáltatásuk,
Új termékkel bővült a Turbo-Tec kínálata Klímakompresszorok felújítása Alig pár hónapja számoltunk be a Turbo-Tec kormánymű-felújító tevékenységéről, most egy újabb termékcsoporttal bővült a szolgáltatásuk,
1. Előszó. Dorog, 2016.02.25. old. 1
 1. Előszó A hegesztett sínkötési technológia alkalmazása a Dorogi Szénbányák Homokvasúti üzemrészlegében került bevezetésre. A folyamat alkalmazását Posch Győző Viktor művezető irányította, a gyakorlati
1. Előszó A hegesztett sínkötési technológia alkalmazása a Dorogi Szénbányák Homokvasúti üzemrészlegében került bevezetésre. A folyamat alkalmazását Posch Győző Viktor művezető irányította, a gyakorlati
Tűgörgős csapágy szöghiba érzékenységének vizsgálata I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
TÖRÖK KFT. 2851 Környe, Alkotmány út 3. Ékszíjak
 Ékszíjak Ékszíjakról A szíjhajtás forgó tengelyek közötti energiaátvitel egy módja. A tengelyekre egy-egy megfelelően kialakított tárcsát erősítenek, a szíjtárcsákon végtelenített hajlékony szíjat vetnek
Ékszíjak Ékszíjakról A szíjhajtás forgó tengelyek közötti energiaátvitel egy módja. A tengelyekre egy-egy megfelelően kialakított tárcsát erősítenek, a szíjtárcsákon végtelenített hajlékony szíjat vetnek
Dremel G-T árlista Érv.:2015.01.29-től Készült: 2015.03.12. A részletek mestere. Típus Megnevezés Kép Tulajdonságok
 Érv.:215.1.29-től Készült: 215.3.12 KERESKEDŐI ÁRLISTA 215.1.3-tól F132JC 2 Dremel 2-as sorozat 5 tartozékkal (2-5) Névleges terhelhetőség 125W, Feszültség 23-24V, Tömeg,55 kg, Változtatható fordulat 15.
Érv.:215.1.29-től Készült: 215.3.12 KERESKEDŐI ÁRLISTA 215.1.3-tól F132JC 2 Dremel 2-as sorozat 5 tartozékkal (2-5) Névleges terhelhetőség 125W, Feszültség 23-24V, Tömeg,55 kg, Változtatható fordulat 15.
Használati utasítás Iseki TL2300F, TL 2500F Traktorhoz
 Használati utasítás Iseki TL2300F, TL 2500F Traktorhoz Ez a dokumentum a Kelet-Agro kft szellemi tulajdona. A leírás bármelyik része, vagy egésze csak a Kelet-Agro kft írásos engedélyével másolható vagy
Használati utasítás Iseki TL2300F, TL 2500F Traktorhoz Ez a dokumentum a Kelet-Agro kft szellemi tulajdona. A leírás bármelyik része, vagy egésze csak a Kelet-Agro kft írásos engedélyével másolható vagy
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
Vetés, ültetés gépesítése III. Előadás anyag
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Növénytermesztés gépei I. Vetés, ültetés gépesítése III. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet A VETŐGÉPEK FELADATA A vetőgépek
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Növénytermesztés gépei I. Vetés, ültetés gépesítése III. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet A VETŐGÉPEK FELADATA A vetőgépek
(11) Lajstromszám: E 007 638 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 638 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007638T2! (19) HU (11) Lajstromszám: E 007 638 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 762493 (22) A bejelentés napja:
!HU000007638T2! (19) HU (11) Lajstromszám: E 007 638 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 762493 (22) A bejelentés napja:
Lengőhajtások SQEx 05.2 SQEx 14.2 SQREx 05.2 SQREx 14.2 AUMA NORM (vezérlés nélkül)
") Lengőhajtások SQEx 05.2 SQEx 14.2 SQREx 05.2 SQREx 14.2 AUMA NORM (vezérlés nélkül) Üzemeltetési útmutató Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SQEx 05.2 SQEx 14.2 / SQREx 05.2 SQREx 14.2
Lengőhajtások SQEx 05.2 SQEx 14.2 SQREx 05.2 SQREx 14.2 AUMA NORM (vezérlés nélkül) Üzemeltetési útmutató Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SQEx 05.2 SQEx 14.2 / SQREx 05.2 SQREx 14.2
Áruválaszték. --- --- Besorolás EN 1751 szerint 1 2 1 2 2 --- 2 2 Lamella-tömítés --- --- --- --- Keret és lamella horg. acél --- --- --- ---
 C C C Áruválaszték A szállított összeállítások áttekintése kivitellel szemben támasztott követelmények szerint RK RK RK RK RK RK RK RK A-02 A-02-B I-02 I-02-B I-04-G I-03-L A-07-G I-07-G Lamella-szélesség
C C C Áruválaszték A szállított összeállítások áttekintése kivitellel szemben támasztott követelmények szerint RK RK RK RK RK RK RK RK A-02 A-02-B I-02 I-02-B I-04-G I-03-L A-07-G I-07-G Lamella-szélesség
Mit jelent az igazán biztonságos ajtó?
 Mit jelent az igazán biztonságos ajtó? Sajnos egyre gyakrabban botlunk akciósabbnál akciósabb bejárati ajtókba szórólapokon vagy az interneten. Sokszor a külső alapján meg is hozzuk a döntést, esztétikus
Mit jelent az igazán biztonságos ajtó? Sajnos egyre gyakrabban botlunk akciósabbnál akciósabb bejárati ajtókba szórólapokon vagy az interneten. Sokszor a külső alapján meg is hozzuk a döntést, esztétikus
6. füzet Első osztályú és nemzetközi minősítésű füves labdarúgópályák öntözése 35 db szórófejjel a 115 78 m-es stadionokba
 A Magyar Labdarúgó Szövetség és a Magyar Öntözési Egyesület (MÖE) ajánlása labdarúgópályák öntözésének építéséhez beruházóknak, sportegyesületeknek és önkormányzatoknak 6. füzet Első osztályú és nemzetközi
A Magyar Labdarúgó Szövetség és a Magyar Öntözési Egyesület (MÖE) ajánlása labdarúgópályák öntözésének építéséhez beruházóknak, sportegyesületeknek és önkormányzatoknak 6. füzet Első osztályú és nemzetközi
Levegő sűrűségének meghatározása
 Gázok mechanikája Eszközök és kísérletek a gázok mechanikájának vizsgálatához. Levegő sűrűségének meghatározása P0401700 A sűrűség a szilárd és cseppfolyós testek jellemző anyagtulajdonságaként ismert.
Gázok mechanikája Eszközök és kísérletek a gázok mechanikájának vizsgálatához. Levegő sűrűségének meghatározása P0401700 A sűrűség a szilárd és cseppfolyós testek jellemző anyagtulajdonságaként ismert.
Szakképesítés: 32 521 04 Órás Szóbeli vizsgatevékenység A vizsgafeladat megnevezése: Az óraszerkezetek részegységeinek ismerete
 A vizsgafeladat ismertetése: Az óraszerkezet egy adott részegységének meghatározása az előforduló hibák felsorolása és azok kijavításának módszerei, ár- értékarány meghatározása Amennyiben a tétel kidolgozásához
A vizsgafeladat ismertetése: Az óraszerkezet egy adott részegységének meghatározása az előforduló hibák felsorolása és azok kijavításának módszerei, ár- értékarány meghatározása Amennyiben a tétel kidolgozásához
1. A VILLAMOSENERGIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉGE
 Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
Villamos művek 1. A VILLAMOSENERIA-TERMELÉS ÉS ÁTVITEL JELENTŐSÉE Napjainkban életünk minden területén nélkülözhetetlenné vált a villamos energia felhasználása. Jelentősége mindenki számára akkor válik
BME Épületgépészeti kivitelezési ismeretek 2011. Alle László Geberit Kft.
 BME Épületgépészeti kivitelezési ismeretek 2011 Alle László Geberit Kft. Témakörök, amikrıl beszélni fogunk: Cégismertetés Mepla rendszerek Mapress rendszerek PE-HD Szenny-, és csapadékvíz elvezetı rendszerek
BME Épületgépészeti kivitelezési ismeretek 2011 Alle László Geberit Kft. Témakörök, amikrıl beszélni fogunk: Cégismertetés Mepla rendszerek Mapress rendszerek PE-HD Szenny-, és csapadékvíz elvezetı rendszerek
MŰSZAKI MECHANIKA III. Acélszerkezetek példatár
 PÉCSI TUDOMÁNYEGYETEM Poack Mihály Műszaki Főiskolai Kar Gépszerkezettan tanszék Glöckler László MŰSZAKI MECHANIKA III. Acélszerkezetek példatár Pécs 00. Szerző: Glöckler László főiskolai adjunktus Pécsi
PÉCSI TUDOMÁNYEGYETEM Poack Mihály Műszaki Főiskolai Kar Gépszerkezettan tanszék Glöckler László MŰSZAKI MECHANIKA III. Acélszerkezetek példatár Pécs 00. Szerző: Glöckler László főiskolai adjunktus Pécsi
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
31/1994. (XI. 10.) IKM rendelet. Hegesztési Biztonsági Szabályzat kiadásáról. Hegesztési Biztonsági Szabályzat
 IKM rendelet. Hegesztési Biztonsági Szabályzat kiadásáról. Hegesztési Biztonsági Szabályzat") 1. oldal, összesen: 24 1. oldal, összesen: 24 43/1999. (VIII. 4.) GM rendelet a Hegesztési Biztonsági Szabályzat kiadásáról szóló. (XI. 10.) IKM rendelet módosításáról A munkavédelemr l szóló 1993. évi
1. oldal, összesen: 24 1. oldal, összesen: 24 43/1999. (VIII. 4.) GM rendelet a Hegesztési Biztonsági Szabályzat kiadásáról szóló. (XI. 10.) IKM rendelet módosításáról A munkavédelemr l szóló 1993. évi
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2012. május 25. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. május 25. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati NEMZETI ERŐFORRÁS
ÉRETTSÉGI VIZSGA 2012. május 25. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2012. május 25. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati NEMZETI ERŐFORRÁS
beolvadási hibájának ultrahang-frekvenciás kimutatása
 A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
HITELESÍTÉSI ELŐ ÍRÁS HIDEGVÍZMÉRŐ K KOMBINÁLT VÍZMÉRŐ K HE 6/3-2004
 HITELESÍTÉSI ELŐ ÍRÁS HIDEGVÍZMÉRŐ K KOMBINÁLT VÍZMÉRŐ K HE 6/3-2004 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus
HITELESÍTÉSI ELŐ ÍRÁS HIDEGVÍZMÉRŐ K KOMBINÁLT VÍZMÉRŐ K HE 6/3-2004 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus
Az Európai Unió Tanácsa Brüsszel, 2016. január 26. (OR. en)
") z Európai Unió Tanácsa Brüsszel, 2016. január 26. (OR. en) Intézményközi referenciaszám: 2016/0005 (NLE) 5571/16 DD 13 JVSLT Küldi: z átvétel dátuma: 2016. január 22. Címzett: az Európai Bizottság főtitkára
z Európai Unió Tanácsa Brüsszel, 2016. január 26. (OR. en) Intézményközi referenciaszám: 2016/0005 (NLE) 5571/16 DD 13 JVSLT Küldi: z átvétel dátuma: 2016. január 22. Címzett: az Európai Bizottság főtitkára
Diffizár rugó nyomó (teljes hossz: 50 mm, átmérő: 15mm, rugó vastagág: 1,5 mm)
") Cikkszám Megnevezés Bruttó AKCIÓS ár 54353 Szelep ék 70 Ft 54682 Ék hidraulika elosztókar 3x6.5x16 70 Ft 21018 Kuplung pedál visszanyomó tányér 100 Ft 318189 Anya M20x1,5 / 2 menetű orbitos gömbcsapra
Cikkszám Megnevezés Bruttó AKCIÓS ár 54353 Szelep ék 70 Ft 54682 Ék hidraulika elosztókar 3x6.5x16 70 Ft 21018 Kuplung pedál visszanyomó tányér 100 Ft 318189 Anya M20x1,5 / 2 menetű orbitos gömbcsapra
TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG.
 work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
2016 ÉVI MAGYAR DRIFT ORSZÁGOS BAJNOKSÁG TECHNIKAI, SZABÁLYZATA PRO/SEMIPRO KATEGÓRIA
 FIGYELMEZTETÉS! A versenyzés veszélyes sport! Olyan, hogy biztonságos verseny nem létezik. A versenyzés mindig magában hordozza a súlyos vagy halálos sérüléssel járó baleset kockázatát. Ez a veszély mindig
FIGYELMEZTETÉS! A versenyzés veszélyes sport! Olyan, hogy biztonságos verseny nem létezik. A versenyzés mindig magában hordozza a súlyos vagy halálos sérüléssel járó baleset kockázatát. Ez a veszély mindig
10.6.3. Lemezes súrlódó tengelykapcsolók
 l ebből a kerületi erő és az átvihető nyomaték F F cos ex- p. sin oc k - pf n - P a--:-. c_'---,- sm ex + p cos ex ' (10.59.) F A szögemelő méretezésénél a kapcsolókart terhelő erő Fa 1 = T, mivel három
l ebből a kerületi erő és az átvihető nyomaték F F cos ex- p. sin oc k - pf n - P a--:-. c_'---,- sm ex + p cos ex ' (10.59.) F A szögemelő méretezésénél a kapcsolókart terhelő erő Fa 1 = T, mivel három
MUNKAANYAG. Macher Zoltán. 3500 kilogramm alatti összgördülő súlyú. járművek kormányberendezéseinek. diagnosztikája, javítása, beállítása
 Macher Zoltán 3500 kilogramm alatti összgördülő súlyú járművek kormányberendezéseinek diagnosztikája, javítása, beállítása A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06
Macher Zoltán 3500 kilogramm alatti összgördülő súlyú járművek kormányberendezéseinek diagnosztikája, javítása, beállítása A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06
Karbantartó anyagok Karbantartó anyago
 ó t r a t n a b r a K k o g a y n a VARYBOND Type12-22 Csomagolási egység: 10 x 50ml Csavarrögzitı általános, alacsony szilárdságú, vegyes felhasználásra, csavarkulcscsal oldható, áttetszı-viszkóz. Áttetszı
ó t r a t n a b r a K k o g a y n a VARYBOND Type12-22 Csomagolási egység: 10 x 50ml Csavarrögzitı általános, alacsony szilárdságú, vegyes felhasználásra, csavarkulcscsal oldható, áttetszı-viszkóz. Áttetszı
Első számú Időszakos beszámoló
 A projekt azonosító száma: GOP-111-11-2012-0137 A (fő)kedvezményezett neve: Terményszárító, Gabonafeldolgozó és Villamosipari Berendezéseket Gyártó és Szerelő Kft. Első számú Időszakos beszámoló 1. A BESZÁMOLÓ
A projekt azonosító száma: GOP-111-11-2012-0137 A (fő)kedvezményezett neve: Terményszárító, Gabonafeldolgozó és Villamosipari Berendezéseket Gyártó és Szerelő Kft. Első számú Időszakos beszámoló 1. A BESZÁMOLÓ
31 521 11 0100 31 04 Gázhegesztő Hegesztő 4 2/61
 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
1 modul 2. lecke: Nikkel alapú szuperötvözetek
 1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
5, 7 és 11 vágólapátos Reelmaster
 Dokumentum szám: 3350-289 B felülvizsgálat 5, 7 és 11 vágólapátos Reelmaster Modell szám 01005 - Sorozatszám 240000001 és későbbi Modell szám 01007 - Sorozatszám 240000001 és későbbi Modell szám 01011
Dokumentum szám: 3350-289 B felülvizsgálat 5, 7 és 11 vágólapátos Reelmaster Modell szám 01005 - Sorozatszám 240000001 és későbbi Modell szám 01007 - Sorozatszám 240000001 és későbbi Modell szám 01011
JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA SZERZŐK: DR. BALPATAKI ANTAL DR. BÉCSI TAMÁS KÁROLY JÓZSEF RAJZOLÓK: MÁRTON GERGELY SZENTANNAI GÁBOR
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM KÖZLEKEDÉSMÉRNÖKI KAR JÁRMŰ HIDRAULIKA ÉS PNEUMATIKA SZERZŐK: DR. BALPATAKI ANTAL DR. BÉCSI TAMÁS KÁROLY JÓZSEF RAJZOLÓK: MÁRTON GERGELY SZENTANNAI GÁBOR
Remeha P 320. Olaj/gáz tüzelésű kazánok GÉPKÖNYV. Magyar 19/10/05
 Remeha P 320 Olaj/gáz tüzelésű kazánok Magyar 19/10/05 GÉPKÖNYV - Tartalom Bevezetés...................................................................................3 Leírás......................................................................................4
Remeha P 320 Olaj/gáz tüzelésű kazánok Magyar 19/10/05 GÉPKÖNYV - Tartalom Bevezetés...................................................................................3 Leírás......................................................................................4
MUNKAANYAG. Rozovits Zoltán. Tengelykapcsolók felépítése. Szerelésük, beépítésük,hibalehetőségek, javításuk. A követelménymodul megnevezése:
 Rozovits Zoltán Tengelykapcsolók felépítése. Szerelésük, beépítésük,hibalehetőségek, javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem azonosító
Rozovits Zoltán Tengelykapcsolók felépítése. Szerelésük, beépítésük,hibalehetőségek, javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem azonosító