Mechanikai Megmunkálás
|
|
|
- Zsolt Lakatos
- 9 évvel ezelőtt
- Látták:
Átírás
1 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai Intézet Papp Tibor egyetemi tanársegéd Sopron, 2008

2 A mechanikai megmunkálás s mőveletei m Marás A marás szabályosan többélő forgácsoló szerszámmal végzett megmunkáló eljárás. A forgó fımozgást mindig a marószerszám, az elıtoló mellékmozgást vagy a munkadarab, vagy a szerszám végzi. A marógépeken elvégezhetı mőveletek és mőveletcsoportok száma nagy és sokrétő. A marógépek szerszámai rendkívül változatosak, ez a legnépesebb faipari szerszámcsalád. Készülhetnek: Monoblokk, Lapkás, Cserélhetı élő, Összetett kivitelben.

3 Összetett marók faipari szerkezetekhez A faiparban használatos tárcsás marók közül több csoportot is fejlesztettek ki faipari toldásokhoz, keret- és kávaszerkezetek sarok-, T - és + kötéseihez. Összetett tárcsás marók Toldások, csapozások: Fésős élmarás (cinkelés, bigézés) Ékcsap marás Ollóscsap marás Sarkalt sarokkötések marása Lamello-marás
")
4 Fésős élmarás (cinkelés, bigézés) A profilmarás egy speciális esete. Illeszkedı élek (szélesítı toldás - táblásítás) Illeszkedı lapok (vastagító toldás ablaktömb gyártás) ragasztás elıtti megmunkálása A fésős élmarás célja: Összeillesztendı alkatrészek pontos illeszkedésének biztosítása Ragasztási felület megnövelése Kötés szilárdságának növelése

5 Fésős élmarás (cinkelés, bigézés) A szerszámfej B (= vastagsági) mérete 50, 60 és 80 mm lehet, melyhez 45, 55 és 75 mm-es anyagvastagság és 15,4 23 és 38,4 mm-es profilmagasság párosul.

6 Fésős élmarás (cinkelés, bigézés)
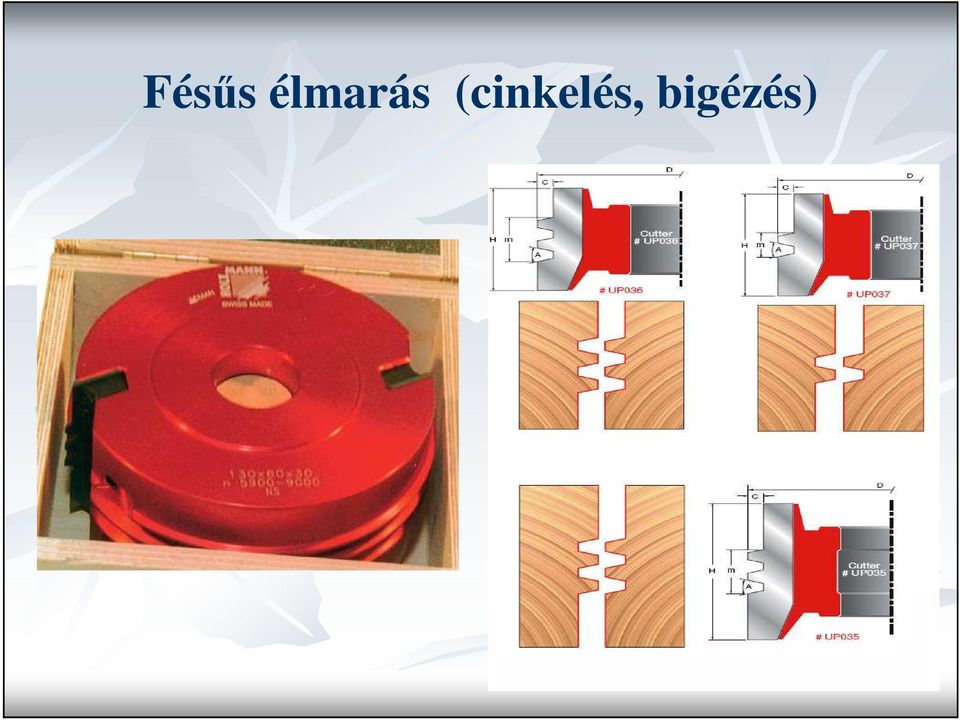
7 Fésős élmarás (cinkelés, bigézés) Ebben az esetben a ferde megmunkálás miatt a fa zsugorodásakor és dagadásakor a ragasztás rés fúgaérzékenysége minimálisra csökkent.

8 Ékcsap-marás A faanyagok hossztoldásánál alkalmazzák. A gyakorlatban nagyon sok és különbözı típusú ékcsap fogprofilokat alkalmaznak a felhasználási terület, fafaj és szilárdsági követelménytıl függıen. Az épületasztalos-iparban a normál ékcsapozást a bútoriparban a mini ékcsapokat alkalmazzák. Eltérés a kettı között fogmagasság (és geometria) méretében. Ékcsap-marószerszám L foghossz, t fogosztás a fogcsúcs távolság, d fogalap-távolság Normál ékcsap általános foghosszúsági (L) méretei: 25, 30, 35, 40, 50 és 60 mm A típus I. szilárdsági osztály B típus II. szilárdsági osztály követelményeinek megfelelı tartószerkezetekhez.
 méretei: 25, 30, 35, 40, 50 és")
9 Ékcsap-marás A mini-ékcsapok marása kétféle módon történhet: Tompa fogú: ez a típus olyan marógépekhez alkalmazható, ahol a marótengely elıtt közvetlenül egy véglevágó körfőrész van beépítve. A marókés 11 és 22 mm hosszú fogak kialakítására alkalmas. A véglevágó berendezés szabályozásával ezek 10 és 20 mm-re csökkenthetık. E típusok foghossz-jelzése a 10/11-es és 20/22-es. Hegyes fogú: ez a típus fix hosszúságú foghosszakat munkál meg a fogtıtıl a fogcsúcsig. Jelzése a 10/10 és 20/10 mm.


10 Ékcsap-marás, különbözı tárcsatípusok

11 Görbe alkatrészek marása asztalos marógépen Nyílt síkgörbe marásnál az alkatrészeket sablon segítségével, vezetıgyőrő mellett munkálják meg. A vezetıgyőrő általában a szerszám alatt helyezkedik el. A vezetıgyőrő és a szerszám élkör átmérıjének különbsége adja az alkatrész és a sablon méreteltérését. A sablont a munkadarab alakjának megfelelıen készítik el. Síkgörbe alkatrész marása: 1. Alkatrész 2. Sablon alaplap 3. Vezetıél 4. Vezetıgyőrő 5. Szerszám 6. Sablon vonalzó 7. Leszorító 8. Támasz

12 Görbe alkatrészek marása asztalos marógépen Nyílt síkgörbe alkatrész marása alsó és felsı sablon megvezetéssel 1 sablon, 2 alkatrész, 3 szerszám, 4 vezetıgyőrő, A a vezetıél távolsága a sablonvonalzótól, B az alkatrész szélessége, D szerszám élkörátmérıje, d vezetıgyőrő élkörátmérıje

13 Görbe alkatrészek marása asztalos marógépen Zárt síkgörbe marásra alkalmasak a vezetılánccal ellátott marógépek. A vezetılánc és a fıorsóra szerelt meghajtott lánckerék a sablon mechanikus elıtolását biztosítja. Síkgörbe alkatrészek marása vezetılánccal ellátott asztali marógépen 1- marószerszám; 2- vezetıgyőrő; 3- vezetılánc; 4- lánckerék; 5- szorító berendezés; 6- munkadarab; 7- rögzítı tüske; 8- sablon; 9- szorítógörgı.

14 Csapozó-marók A legegyszerőbb asztalos kötések egyike a keretsarokkötés egyszeres ollós csappal kialakítható marógép segítségével. A rés kialakítása történhet (lengı körfőrészlappal, vagy réselıtárcsával); A csap kialakítása pedig két csapozó tárcsa segítségével alakítható ki ( két tárcsa közé a csap vastagságának megfelelı győrőt kell helyezni). a- lengı körfőrész; b- réselı-csapozó tárcsa; c- csap kialakítása réselı-csapozó tárcsákkal.

15 Csap és csaprés készítése marótárcsákkal 1- marógép; 2- csapozó asztal; 3- munkadarab; 4- szorító henger; 5- marótárcsák; 6- orsókitámasztó Csapozó-marók

16 Csapozó-marók

17 Egyoldalas csapmarógép mőködési elve és az elvégezhetı mőveletek 1- gépasztal; 2- munkadarab; 3- vízszintes tengelyő csaphosszvágó körfőrész; 4- vízszintes tengelyő marófejek; 5-6- függıleges tengelyő maró-tárcsák. (A gépek 2; 3; 5 és 7 szerszámtengellyel készülnek).

18 Egyoldalas csapmarógép mőködési elve és az elvégezhetı mőveletek a- egyenes csapok és rések; b- alávállazott csapok, c- ferde végő egyenes csapok; d- különleges csapok és rések

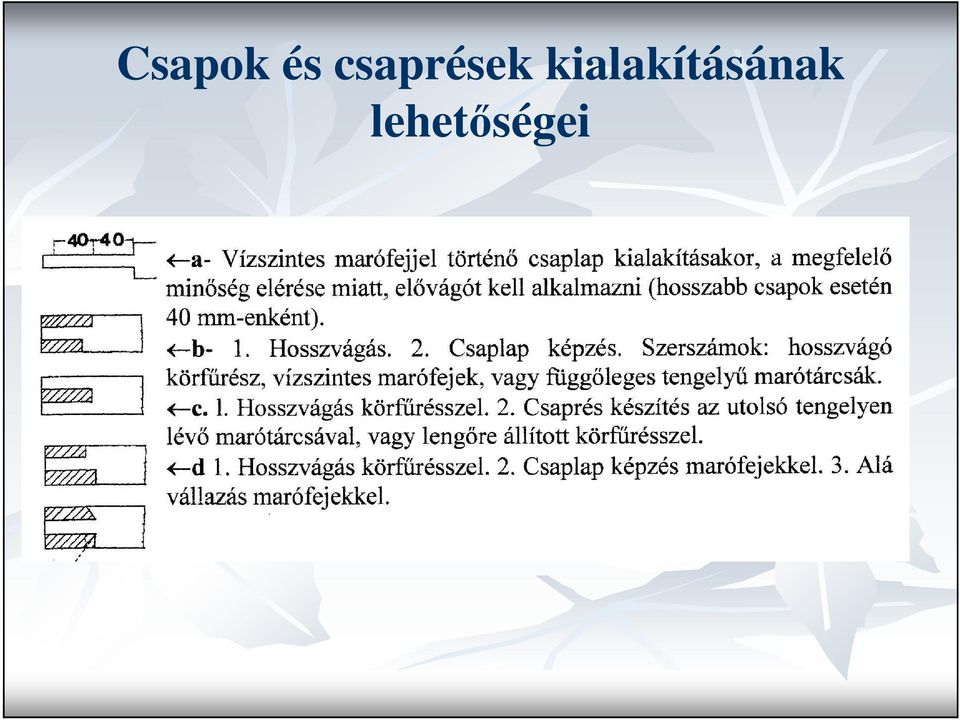
19 Csapok és csaprések kialakításának lehetıségei
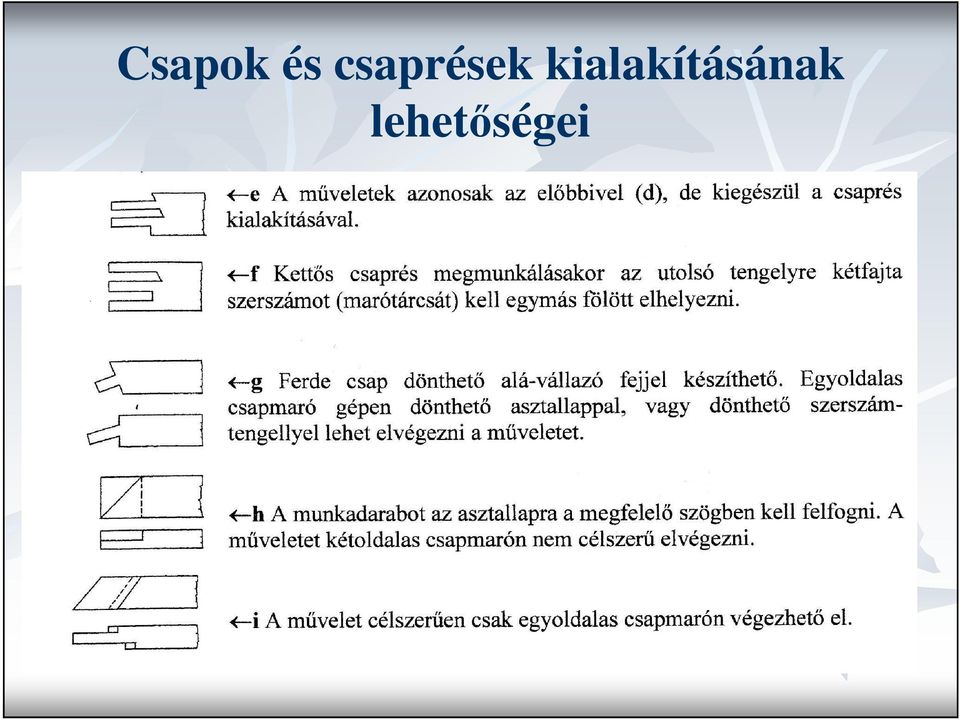
20 Csapok és csaprések kialakításának lehetıségei
21 Összetett csapozó-marógépek Kétoldalas összetett lapmegmunkáló gép
22 Kétoldalas csap- és résmarások a- réselés réselıtárcsákkal; b- csapozás csapmaró egységekkel; c-d- különleges csapmarás marógarnitúrával; e- idommarás csiszolással idommaró garnitúrával és csiszolóegységekkel; f- ékcsapos fogazás, fogazó garnitúrával
23 Ablakkeret gyártás végmegmunkáló tárcsákkal Csaprések (a) és csapok (b) kialakítására szolgáló szerszámgarnitúrák
24 Ablaktok gyártás végmegmunkáló tárcsákkal Ablaktok csapréseinek (a) és függıleges alkatrészeinek felsı-, (b) illetve alsó (c) csapjainak kialakítására szolgáló szerszámgarnitúrák
25 Bútoripari lap-alkatrészeken végezhetı megmunkálások a- elıvágás körfőrészlappal; b- kétoldali elıvágás párhuzamos tengelyő, felsı és alsó körfőrészlappal; c- szélezés körfőrészlappal; d- szélanyag felaprítása aprító tárcsával; e- él-marás él-maróval; f- él marás szögben döntött maróval;
26 Bútoripari lap-alkatrészeken végezhetı megmunkálások g- idom-élmarás idommaróval; h- árkolás aljazás árok-, illetve aljmaróval; i- réselés résmaróval, vagy körfőrész-lappal; j- idommarás idom-maróval; k- sarok legömbölyítés programvezérléső (pr. v.) maróval; l- alakos marás (pr. v. maróval);
27 Bútoripari lap-alkatrészeken végezhetı megmunkálások m- szakaszos marás (pr. v. maróval); n- szakaszos aljazás (pr. v. maróval); o- Folding marások (pr. v. maróval); p- fúrás vezérelt fúróval
28 Élek lekerekítése kéttengelyes megmunkáló fejekkel
29 Fogazó-marók Egyenes fogazás készítéséhez (keret- és káva sarokkötések) A- elıvágó nélküli marótárcsák: a- Z2; b- Z4; c- Z4 - Z10; B- elıvágóval: d- Z2+V2; e- Z2+V4-:-Z4+8
30 Fogazó-marók Kávasarokkötés sarkalva saját csappal szerkezethez: A- marószerszám Z3+3; B- az alkatrész vízszintes helyzete; C- az alkatrész függıleges helyzete
31 Fogazó-marók Sarkalt sarokkötés betétdarab közbeiktatásával A- sarkalt sarokkötés betétdarabbal; B- a betétdarab megmunkálása; C- a sarokelemek megmunkálása
32 A FOLDING - rendszer alkalmazása Különbözı szerkezeti lehetıségek kialakítása FOLDING - rendszer alkalmazásával
33 A FOLDING - rendszer alkalmazása FOLDING - rendszerő él-kialakítási lehetıségek
34 Ajtólapok megmunkálásának fıbb mőveletei
35 A körcsapozó gépek mőködési elve, és az elvégezhetı mőveletek A- félautomata; B, C- automata berendezés; a marófej helyzete
36 Lambéria, hajópalló készítéséhez Fogazó-marók
37 Fogazó-marók
38 Lamello - eljárás LAMELLO maró szerszámok A- Z2+V4; B- Z12; C- cserélhetı lapkás Z4+V4
39 Lamello eljárás, felhasználás
40 Másoló marógépen elvégezhetı mőveletek
41 Kétorsós, rugalmas tengely megtámasztású másoló marógépen elvégezhetı mőveletek Egy vagy két munkadarab oldalainak egyenes, vagy íves marása sablon és vezetıgyőrő segítségével. Alkalmazási lehetıség: Egy munkadarab két párhuzamos oldala Két egymásmelletti munkadarab két külsı oldala munkálható meg. Megmunkálható a munkadarab egész kerülete
42 Kétorsós, rugalmas tengely megtámasztású másoló marógépen elvégezhetı mőveletek A kétorsós másoló marógép 1- sablon; 2- munkadarabok; 3- elıtoló hengerek; 4- marószerszámok; 5- vezetıgyőrők;
43 Alternáló mozgású asztallappal bíró másoló marógépeken elvégezhetı mőveletek Másoló marógép mőködési elve 1- gépasztal; 2- szerszám; 3- vezetıgyőrő; 4- alkatrész; 5- sablon Egy, vagy egy idıben két munkadarab egymással szemben fekvı egyenes, vagy íves oldalainak profilozott, hosszanti marása. A gépet fıként ülı- és stílbútor gyártásánál alkalmazzák lábak, háttámlák, karfák marására. Sítalp-, sporteszköz gyártásnál is elınyös használata. Lehet kombinálni fúró és csiszoló egységekkel is.
44 Forgóasztalos marógépen elvégezhetı mőveletek 1- marószerszám; 2- vezetıgyőrő; 3- asztal; 4- szorítótárcsa; 5- munka-darab; 6- sablon; 7- lengı-kar útja Sík munkadarabok, pl.: székülıkék, vagy székkávák külsı kerületeinek megmunkálása. Összetett térgörbe alkatrészek megmunkálása is elképzelhetı jól meghatározott mőveleti síkokra bontás után.
45 Karusszel marógépen elvégezhetı mőveletek 1- marószerszám; 2- sablon; 3- leszorító korong; 4- ütközı; 5- asztal; 6- munkadarab Több munkadarabnak az asztalra történı egyidejő leerısítésével, munkadarabok kerületének egy része, vagy a teljes kerület megmunkálható. A gép alkalmas erısen ívelt tömörfa alkatrészek (székkarfa, székláb) megmunkálására is.
46 Másoló marógépen elvégezhetı mőveletek Térgörbe alkatrésze marására. Két fajtája van: Közös minta-alkatrész munkatengelyes gép kisebb fatárgyakhoz (kaptafa, szerszámnyél, játékok). Külön minta-munkadarab tengelyes másolómarógép. Ez hosszabb alkatrészek megmunkálására (stíl-, ülıbútorok és asztalok lábai, gitárnyak, stb.) 1- marószerszám; 2- befogókar; 3- szupport; 4- szupport-vezetı; 5- munkadarabok; 6- másolótárcsa; 7- minta
47 Másoló marógépen elvégezhetı mőveletek Többtengelyes faipari másolómarógép
48 2. Felsımaró szerszámok A felsımarók gépre erısítése a szerszám forgástengelyében kialakított hengeres szár segítségével történik. Jellemzıik: Élszám z =1-12 db Élkörátmérı d = mm Fordulatszám n = f/min Építési mód: monoblokk, lapkás, gyémánt A formatizálás minden területén használható. Alkalmazott gépek: felsımaró, CNC, végmegmunkáló egységek, stb.
49 A felsımarógép
50 A felsımarógép
51 A felsımarógépen elvégezhetı mőveletek 2 dimenziós, és összetett lépcsıs marásra alkalmas gép. Furatok aljak, árkok és csaplyukak készítése. Fontos kérdés a sablonok kialakítása, megvezetése, elıtolása. A felsımarógép maróorsója az asztal felett helyezkedik el. Fımozgást a maróorsó, az elıtoló mellékmozgást a munkadarab végzi. A marószerszám: száras ujjmaró (marószár). A marószerszámnak is van mellékmozgása: süllyeszthetı, emelhetı. Fontos a marási mélység beállítása mely revolverrel történik. A sablon megvezetése történhet: 1- marógép; 2- marószer-szám; 3- munkadarab; 4- sablon; 5- gépasztal; 6- vezetıtüske. Vezetıtüskével Vezetıgörgıvel (másolócsap)
52 Másolócsap és furatátmérı összefüggése felsımarónál Sablon szerkesztésénél figyelembe kell venni a vezetıtüske, valamint a szerszám élkörátmérınek a viszonyát. Különbözı átmérıjő szerszámoknál és másolócsapoknál ugyanazon sablonnal más és más marás is megvalósítható (ez elıny is és hátrány is) a: D = d; b: D>d; c: D<d. D = szerszám él-körének átmérıje; D1 - furat átmérıje; D2 - a sablon furatának átmérıje; d- a másolócsap átmérıje; 1- másolócsap; 2- marószerszám; 3- munkadarab; 4- gépasztal; 5- asztalbetét; 6- sablon; 7- alátétlap
53 Másolócsap alkalmazása lépcsıs maráskor A felsımarógép az alkatrész különbözı síkjainak megmunkálására, azaz többlépcsıs marásra is alkalmas. Erre mód van a vezetıtüske magassági állításával, valamint a sablon speciális kiképzésével is. 1- másolócsap; 2- marószerszám; 3- munkadarab; 4- gépasztal; 5- asztal-betét; 6- sablon; 7- alátétlap; 8- másolócsaprögzítı; 9- a másolócsap magassági állítója; 10 - a csapmagasságot jelzı skála; 11- emelıfogantyú
54 Felsımarógépen elvégezhetı mőveletek Felsımarógépen nagyszámú mővelet végezhetı el, minden a kialakított sablontól és az alkalmazott szerszámtól függ. Furatok: Egyedi furatok készítése: ütközıvel ellátott vezetısablon, Egy vonalban elhelyezkedı furatok: rugós ütközıvel ellátott vezetıvonalzó, Szórtan elhelyezkedı furatok: másolótüskés sablonnal, furatmélység állításához revolver, Süllyesztı fúráshoz (zenkoláshoz): süllyesztıfúró és marótüskés furatpozicionálás. Másolótüske alkalmazás: a sablont másolótüske vezeti meg kézi elıtolás mellett, a forgácsolási iránnyal szemben. (max. fogásmélység 10 mm többlépcsıs marás) Árkolás, él megmunkálás, profilozás: kívánt profilnak megfelelı szerszámot fognak a marótokmányba, és a megfelelı vezetıvonalzó, vagy marótüske alkalmazásával végzik a mőveletet.
55 Felsımarók (ujjmarók) fajtái A száras ujjmarókkal elvégezhetı az összes mővelet, amit feltőzhetı maróknál láttunk. Ezen felül a fúrás összes fajtája kivitelezhetı felsımarógépeken. Alapmőveletek ujjmarókkal: 1. Élmarás 2. Horony- (árok) marás 3. Profilmarás

56 Hengeres szárú felsımarók- élmaráshoz Hengeres egyélő kanalas felsımarók Spirális több élő felsımarók nagyoláshoz és simításhoz Hengeres kétélő forrasztott lapkás felsımarók

57 Hengeres szárú felsımarók- élmaráshoz Hengeres kétélő forrasztott osztott lapkás felsımaró Hengeres cserélhetı lapkás nagy átmérıjő felsımaró Hengeres cserélhetı lapkás felsımaró Hengeres cserélhetı ferde lapkás felsımaró
58 Hengeres szárú felsımarók élmaráshoz Hengeres forrasztott ferde lapkás felsımaró Hengeres spirálisan fogazott felsımaró

59 Hengeres szárú felsımarók ferde élmaráshoz Ferde élő, kúpos felsımaró Ferde élő, kúpos felsımaró Ferde élő, kúpos cserélhetı lapkás felsımaró Ferde élő, kúpos cserélhetı lapkás felsımaró csapággyal

60 Hengeres szárú felsımarók aljmaráshoz Magassági állítás függvénye: falcmélység

61 Hengeres szárú felsımarók horony- (árok) maráshoz

62 Hengeres szárú felsımarók profilmaráshoz
63 Hengeres szárú felsımarók profilmaráshoz A mélységi állíthatóság és a csapágyátmérı összefüggései
64 Hengeres szárú felsımarók profilmaráshoz Különleges célszerszámok
65 Hengeres szárú felsımarók fakötésekhez
66 Hengeres szárú felsımarók fakötésekhez
67 Hengeres szárú felsımarók fakötésekhez
68 Hengeres szárú felsımarók fakötésekhez
69 Hengeres szárú felsımarók fakötésekhez Kávasarokkötésekhez
70 Hengeres szárú felsımarók fakötésekhez
71 Hengeres szárú felsımarók fakötésekhez
72 Hengeres szárú felsımarók fakötésekhez
73 Hengeres szárú felsımarók ékcsapozáshoz
74 Hengeres szárú felsımarók ékcsapozáshoz
75 Hengeres szárú felsımarók csapozáshoz
76 Felsımaró szerszámok (összefoglalás) a- hengeres, egyélő felsımaró; b- hosszlyuk maró, centrikus befogással; c- hengeres, egyélő nagy átmérıjő felsımaró; d- két élő, maró; e és f- egy-, illetve kétoldalas él-letörı és oldalazó maró; g és h- él-letörı falcoló maró; i- legömbölyítı oldalazó maró, egyélő; j- T-horony maró; k- egyélő fogazó maró; l- grót-maró ; m- feles gömbölyítı maró. egyélő; n- egy élő legömbölyítı maró; o- kettıs legömbölyítı maró; p- negyedes legömbölyítı maró; r- negyedes, legömbölyítı vállas maró; s- legömbölyítı maró; t- kétélő profilszerszám; u- negyedes homorító oldalazó maró; v- egyélő menetfúró
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel
 Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
Pagonyné Mezősi Marietta Keresztmetszeti megmunkálás egyengető-, vastagoló-, és kombinált gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma:
MUNKAANYAG. Fekete Éva. Marási műveletek végzése fogazó. marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel
 Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Faipari gépek és technológiák
 1. 2. 3. Faipari gépek és technológiák pont Technológia: az iparág gyártási eljárásai pont Anyagismeret: az anyagok, és alkalmazási eljárásai vagy géptan: - a gép helye a technológiában - a gép felépítése,
1. 2. 3. Faipari gépek és technológiák pont Technológia: az iparág gyártási eljárásai pont Anyagismeret: az anyagok, és alkalmazási eljárásai vagy géptan: - a gép helye a technológiában - a gép felépítése,
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
FAIPARI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2016. május 18. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2016. május 18. 8:00 I. Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Faipari
ÉRETTSÉGI VIZSGA 2016. május 18. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2016. május 18. 8:00 I. Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Faipari
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. Szakképesítés azonosító száma, megnevezése: 33 5262 01 ASZTALOS
 MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Szakképesítés azonosító száma, megnevezése: 33 262 01 ASZTALOS A-F feladat A szintvizsga időtartama: 240 perc A szintvizsgán elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Szakképesítés azonosító száma, megnevezése: 33 262 01 ASZTALOS A-F feladat A szintvizsga időtartama: 240 perc A szintvizsgán elérhető
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK
 GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
GÉPÉSZETI ALAPISMERETEK ÉRETTSÉGI VIZSGA I. RÉSZLETES KÖVETELMÉNYEK A Gépészeti alapismeretek szakmai előkészítő tantárgy érettségi vizsga részletes vizsgakövetelményeinek kidolgozása a műszaki szakterület
Vásárlói tájékoztató 804, 806-OS KONYHABÚTOR FÜGGESZTŐKHÖZ
 804, 806-OS KONYHABÚTOR FÜGGESZTŐKHÖZ A termék konyhabútorok felső elemeinek falra szerelésére használható. A termék szakszerűtlen szerelése súlyos sérüléseket okozhat, ezért a szerelési rajzokon szereplő
804, 806-OS KONYHABÚTOR FÜGGESZTŐKHÖZ A termék konyhabútorok felső elemeinek falra szerelésére használható. A termék szakszerűtlen szerelése súlyos sérüléseket okozhat, ezért a szerelési rajzokon szereplő
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Ipari hajtóművek Szervizkönyv. For further technical details refer to selection chart on page XX.
 Ipari hajtóművek Szervizkönyv For further technical details refer to selection chart on page XX. 1 Bevezetés Ezt a szervizkönyvet azért készítettük, hogy könnyű és gyors segítséget nyújtsunk azoknak a
Ipari hajtóművek Szervizkönyv For further technical details refer to selection chart on page XX. 1 Bevezetés Ezt a szervizkönyvet azért készítettük, hogy könnyű és gyors segítséget nyújtsunk azoknak a
Kozma Lajos Faipari Szakközépiskola
 Kozma Lajos Faipari Szakközépiskola Om 035371 HELYI TANTERV Faipar..SZAKMACSOPORT Fa és bútoripari technikus..szakma OKJ SZÁMA: 54 543 02 0010 54 01 1 / 2 / ÉRVÉNYES: 2008. szeptember 1 től Feladatok,
Kozma Lajos Faipari Szakközépiskola Om 035371 HELYI TANTERV Faipar..SZAKMACSOPORT Fa és bútoripari technikus..szakma OKJ SZÁMA: 54 543 02 0010 54 01 1 / 2 / ÉRVÉNYES: 2008. szeptember 1 től Feladatok,
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
MUNKAANYAG. Sydorkó György. Fűrészgépek biztonságtechnikai eszközeinek beállítása. A követelménymodul megnevezése:
 Sydorkó György Fűrészgépek biztonságtechnikai eszközeinek beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma
Sydorkó György Fűrészgépek biztonságtechnikai eszközeinek beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás
 Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
GÉPELEMEK. k /V - Tóth Laboncz József. #tl' TANKÖNYVKIADÓ, BUDAPEST 1970 FELSŐFOKÚ ÉPÍTŐGÉPÉSZETI TECHNIKUM, DEBRECEN. '' 1 U x/i\ í.
 k /V - '' 1 U x/i\ í.-a/\ FELSŐFOKÚ ÉPÍTŐGÉPÉSZETI TECHNIKUM, DEBRECEN f ÉPÍTŐGÉPÉSZ SZAK " i av.v "4 - GÉPELEMEK I. összeállította: Tóth Laboncz József docens * #tl' QE r debseceh KÉZIRAT 16^8 56ÜÜ TANKÖNYVKIADÓ,
k /V - '' 1 U x/i\ í.-a/\ FELSŐFOKÚ ÉPÍTŐGÉPÉSZETI TECHNIKUM, DEBRECEN f ÉPÍTŐGÉPÉSZ SZAK " i av.v "4 - GÉPELEMEK I. összeállította: Tóth Laboncz József docens * #tl' QE r debseceh KÉZIRAT 16^8 56ÜÜ TANKÖNYVKIADÓ,
Powermat 600 Compact Handwerk - Kiváló ár-érték arány
 Powermat 600 Compact Handwerk - Kiváló ár-érték arány P 600 Compact Handwerk Powermat 600 Compact Handwerk - Munkamagasság: 120 mm - Munkaszélesség: 230 mm - Frekvenciaszabályzott előtolás 3 KW (5-30 m/perc)
Powermat 600 Compact Handwerk - Kiváló ár-érték arány P 600 Compact Handwerk Powermat 600 Compact Handwerk - Munkamagasság: 120 mm - Munkaszélesség: 230 mm - Frekvenciaszabályzott előtolás 3 KW (5-30 m/perc)
Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek. letörése, sarkok csiszolása
 Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket!
 Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Termékkompetencia. Marás _SZAKÉRTELEM A FORGÁCSOLÁSBAN. ConeFit TM szintű flexibilitás. a legmagasabb
 Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
A menetmegmunkálás módszerei
 MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
MENETKÉSZÍTÉS A menetmegmunkálás módszerei Belső menetek esetén: esztergálás menetfúrás menetformázás menetmarás Külső menetek esetén: esztergálás menetmetszés menetformázás menetmarás Szerszámok alapanyagai
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Előadás áttekintése Sorvetőgépek mechanikus pneumatikus Szemenként vető gépek mechanikus pneumatikus Ültető gépek
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Előadás áttekintése Sorvetőgépek mechanikus pneumatikus Szemenként vető gépek mechanikus pneumatikus Ültető gépek
Szent László SZKI Szekszárd HELYI TANTERV
 Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Tökéletes famegmunkálás. Gyalugépek. www.felder.hu
 Tökéletes famegmunkálás Gyalugépek 2011 www.felder.hu A FELDER családban a gépgyártás és a fémmegmunkálás már generációk óta hagyomány. A mai vállalkozást Johann Felder 1956 ban alapította. Az első faipari
Tökéletes famegmunkálás Gyalugépek 2011 www.felder.hu A FELDER családban a gépgyártás és a fémmegmunkálás már generációk óta hagyomány. A mai vállalkozást Johann Felder 1956 ban alapította. Az első faipari
Doka Frami 270 keretes falzsalu
 07/04 NK lkalmazási utasítás 999754019 H Doka Frami 270 keretes falzsalu a zsaluzás szakértői evezetés lkalmazási utasítás Doka Frami 270 keretes falzsalu Fontos figyelmeztetés: Termékeink biztonságtechnikai
07/04 NK lkalmazási utasítás 999754019 H Doka Frami 270 keretes falzsalu a zsaluzás szakértői evezetés lkalmazási utasítás Doka Frami 270 keretes falzsalu Fontos figyelmeztetés: Termékeink biztonságtechnikai
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
FAIPARI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2006. február 20. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2006. február 20. 14:00 I. Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI MINISZTÉRIUM
ÉRETTSÉGI VIZSGA 2006. február 20. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2006. február 20. 14:00 I. Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI MINISZTÉRIUM
MAMS/SMF Közös Nemzetközi Nyílt Utánpótlás Junior és Rövidpályás Bajnokság és Kupa Technikai szabályzat
 1 MAMS/SMF Közös Nemzetközi Nyílt Utánpótlás Junior és Rövidpályás Bajnokság és Kupa Technikai szabályzat 2016 2 MAMS/SMF KÖZÖS Nemzetközi Nyílt Utánpótlás, Junior és Rövidpályás Bajnokság és Kupa Technikai
1 MAMS/SMF Közös Nemzetközi Nyílt Utánpótlás Junior és Rövidpályás Bajnokság és Kupa Technikai szabályzat 2016 2 MAMS/SMF KÖZÖS Nemzetközi Nyílt Utánpótlás, Junior és Rövidpályás Bajnokság és Kupa Technikai
16016161616000016161616162015.02.18.2015.02.18.16160 ÍVELT PROFILOK & HOMORÚ ÉS DOMBORÚ CONCAVE AND CONVEX ÍVELT SZÁLAK 60 X 27 MM
 16016161616000016161616162015.02.18.2015.02.18.16160 ÍVELT PROFILOK & HOMORÚ ÉS DOMBORÚ CONCAVE AND CONVEX ÍVELT SZÁLAK 60 X 27 MM 0 16116161616111116161616162015.02.18.2015.02.18.16161 CÉGRŐL Az i Profili
16016161616000016161616162015.02.18.2015.02.18.16160 ÍVELT PROFILOK & HOMORÚ ÉS DOMBORÚ CONCAVE AND CONVEX ÍVELT SZÁLAK 60 X 27 MM 0 16116161616111116161616162015.02.18.2015.02.18.16161 CÉGRŐL Az i Profili
HITELESÍTÉSI ELŐ ÍRÁS HIDEGVÍZMÉRŐ K KOMBINÁLT VÍZMÉRŐ K HE 6/3-2004
 HITELESÍTÉSI ELŐ ÍRÁS HIDEGVÍZMÉRŐ K KOMBINÁLT VÍZMÉRŐ K HE 6/3-2004 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus
HITELESÍTÉSI ELŐ ÍRÁS HIDEGVÍZMÉRŐ K KOMBINÁLT VÍZMÉRŐ K HE 6/3-2004 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre szakma gyakorlati oktatásához (OKJ száma: ) A napló vezetéséért felelős: A foglalkoztató vállalkozó, vállalkozás neve:.. Címe:. Ügyintéző neve,telefonszáma:... A tanuló
Foglalkozási napló a 20 /20. tanévre szakma gyakorlati oktatásához (OKJ száma: ) A napló vezetéséért felelős: A foglalkoztató vállalkozó, vállalkozás neve:.. Címe:. Ügyintéző neve,telefonszáma:... A tanuló
Felkészülést segítő kérdések Gépszerkesztés alapjai tárgyból
 Felkészülést segítő kérdések Gépszerkesztés alapjai tárgyból - Ismertesse a kézi rajzkészítési technikát (mikor használjuk, előny-hátrány stb.)! Kézi technikák közül a gondolatrögzítés leggyorsabb, praktikus
Felkészülést segítő kérdések Gépszerkesztés alapjai tárgyból - Ismertesse a kézi rajzkészítési technikát (mikor használjuk, előny-hátrány stb.)! Kézi technikák közül a gondolatrögzítés leggyorsabb, praktikus
Ládaderbi-járgány kis autóversenyzőknek Fúrás, csavarozás és padlógáz!
 Ládaderbi-járgány kis autóversenyzőknek Fúrás, csavarozás és padlógáz! Lóerő ugyan nincs benne, de szenvedély annál több: a ládaderbi-járgány megdobogtatja a kis autóversenyzők szívét. 1. Bevezetés Ugyan
Ládaderbi-járgány kis autóversenyzőknek Fúrás, csavarozás és padlógáz! Lóerő ugyan nincs benne, de szenvedély annál több: a ládaderbi-járgány megdobogtatja a kis autóversenyzők szívét. 1. Bevezetés Ugyan
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Asztalos szakma gyakorlati oktatásához OKJ száma: 34 543 02 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
Foglalkozási napló a 20 /20. tanévre Asztalos szakma gyakorlati oktatásához OKJ száma: 34 543 02 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és
σhúzó,n/mm 2 εny A FA HAJLÍTÁSA
 A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
FAIPARI CÉLVIZSGÁLAT. Példatár. Általános munkavédelmi követelmények. Munkahelyek kialakításának általános követelményei
 FAIPARI CÉLVIZSGÁLAT Példatár Általános munkavédelmi követelmények Munkahelyek kialakításának általános követelményei Pozitív példák: Védőital biztosítása a munkavállalók számára Pozitív példa a megfelelő
FAIPARI CÉLVIZSGÁLAT Példatár Általános munkavédelmi követelmények Munkahelyek kialakításának általános követelményei Pozitív példák: Védőital biztosítása a munkavállalók számára Pozitív példa a megfelelő
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
Tökéletes famegmunkálás. Marógépek. www.felder.hu
 Tökéletes famegmunkálás Marógépek 2011 www.felder.hu A FELDER családban a gépgyártás és a fémmegmunkálás már generációk óta hagyomány. A mai vállalkozást Johann Felder 1956-ban alapította. Az első faipari
Tökéletes famegmunkálás Marógépek 2011 www.felder.hu A FELDER családban a gépgyártás és a fémmegmunkálás már generációk óta hagyomány. A mai vállalkozást Johann Felder 1956-ban alapította. Az első faipari
MUNKAANYAG. Gombos József. Marógépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
TÁBLA- ÉS ELIGAZÍTÓ RENDSZEREK
 TÁBLA- ÉS ELIGAZÍTÓ RENDSZEREK Termékkatalógus 2016 Tartók Üvegek Táblák Pilonok Totemoszlopok Digital Signage LED Magyarországi Vezérképviselet Előszó Üdvözöljük a Consystec-nél! Szeretnénk Önnek bemutatni
TÁBLA- ÉS ELIGAZÍTÓ RENDSZEREK Termékkatalógus 2016 Tartók Üvegek Táblák Pilonok Totemoszlopok Digital Signage LED Magyarországi Vezérképviselet Előszó Üdvözöljük a Consystec-nél! Szeretnénk Önnek bemutatni
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
85. SZÁM 2015. DECEMBER
 Keményfém- és acélszerszámok 85. SZÁM 2015. DECEMBER 1152 Budapest, Kiss Ernô u. 32-34. Telefon: 307-9160, 307-9161 Fax:307-3456 E-mail:info@weha.hu Internet: www.weha.hu NYITVATARTÁS: hétfõ-csütörtök:
Keményfém- és acélszerszámok 85. SZÁM 2015. DECEMBER 1152 Budapest, Kiss Ernô u. 32-34. Telefon: 307-9160, 307-9161 Fax:307-3456 E-mail:info@weha.hu Internet: www.weha.hu NYITVATARTÁS: hétfõ-csütörtök:
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
FAIPARI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2006. május 18. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2006. május 18. 14:00 I. Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI MINISZTÉRIUM Faipari alapismeretek
ÉRETTSÉGI VIZSGA 2006. május 18. FAIPARI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2006. május 18. 14:00 I. Időtartam: 180 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI MINISZTÉRIUM Faipari alapismeretek
Spacial katalógus. Spacial SF elemekből álló szekrények és Spacial SM kompakt szekrények. Sokoldalúság Hatékonyság Műszaki támogatás
 Spacial katalógus Spacial SF elemekből álló szekrények és Spacial SM kompakt szekrények Sokoldalúság Hatékonyság Műszaki támogatás Tartalomjegyzék Elemekből álló fémszekrények 2 Áttekintés 2 Összeszerelt
Spacial katalógus Spacial SF elemekből álló szekrények és Spacial SM kompakt szekrények Sokoldalúság Hatékonyság Műszaki támogatás Tartalomjegyzék Elemekből álló fémszekrények 2 Áttekintés 2 Összeszerelt
Tűgörgős csapágy szöghiba érzékenységének vizsgálata I.
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Tudományos Diákköri Konferencia Tűgörgős csapágy szöghiba érzékenységének vizsgálata I. Szöghézag és a beépítésből adódó szöghiba vizsgálata
Műszaki katalógus Aquilo padlókonvektorok
 Műszaki katalógus Aquilo padlókonvektorok tartalom padlókonvektorok Típusok áttekintése...3 Aquilo FMK... 4 Aquilo F1T (ventilátorral)...10 Aquilo F1P (fokozott teljesítményű, ventilátorral)...16 Aquilo
Műszaki katalógus Aquilo padlókonvektorok tartalom padlókonvektorok Típusok áttekintése...3 Aquilo FMK... 4 Aquilo F1T (ventilátorral)...10 Aquilo F1P (fokozott teljesítményű, ventilátorral)...16 Aquilo
1./ Mi a különbség a talaj tönkremenel előtti és közbeni teherbíró képessége között?
 1./ Mi a különbség a talaj tönkremenel előtti és közbeni teherbíró képessége között? 2./ Ismertesse az ideiglenes támszerkezetek szerkezeti elemeit. Palló: 48 mm vastag palló (Union, Pátria, Cs hullámlemez).
1./ Mi a különbség a talaj tönkremenel előtti és közbeni teherbíró képessége között? 2./ Ismertesse az ideiglenes támszerkezetek szerkezeti elemeit. Palló: 48 mm vastag palló (Union, Pátria, Cs hullámlemez).
Dr. Szepesi László Erdészeti Gépész Országos Emlékverseny Gyakorlati versenyszabályzata
 A piliscsabai FM KASZK Dr. Szepesi László Mezőgazdasági, Erdészeti Szakképző Iskola és Kollégium szakmai munkaközössége, a fakitermelés motorfűrészes technológiájából versenyt hirdet erdészeti iskolák
A piliscsabai FM KASZK Dr. Szepesi László Mezőgazdasági, Erdészeti Szakképző Iskola és Kollégium szakmai munkaközössége, a fakitermelés motorfűrészes technológiájából versenyt hirdet erdészeti iskolák
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
Robert Bosch GmbH. Tálalószekrény
 Tálalószekrény Ennyi dizájnra szüksége van. Tálalószekrény Különleges stílusjegyek és praktikus rakodófelületek egyben: rafinált anyag-összeállítású tálalószekrény. 1 Bevezetés Az anyagok összeválogatása
Tálalószekrény Ennyi dizájnra szüksége van. Tálalószekrény Különleges stílusjegyek és praktikus rakodófelületek egyben: rafinált anyag-összeállítású tálalószekrény. 1 Bevezetés Az anyagok összeválogatása
 502333-95 H DW716 2 3 4 5 I2 7 52 51 J1 14 54 53 55 48 14 20 J2 54 55 J3 57 56 58 48 57 59 56 J4 58 J5 61 1 12 1 60 2 3 5 4 53 J6 K 6 45 30 38 L M 7 3 N O1 O2 P1 A P2 Q1 7 Q2 Q3 8 GÉRFŰRÉSZ Szívből gratulálunk
502333-95 H DW716 2 3 4 5 I2 7 52 51 J1 14 54 53 55 48 14 20 J2 54 55 J3 57 56 58 48 57 59 56 J4 58 J5 61 1 12 1 60 2 3 5 4 53 J6 K 6 45 30 38 L M 7 3 N O1 O2 P1 A P2 Q1 7 Q2 Q3 8 GÉRFŰRÉSZ Szívből gratulálunk
Vetés, ültetés gépesítése III. Előadás anyag
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Növénytermesztés gépei I. Vetés, ültetés gépesítése III. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet A VETŐGÉPEK FELADATA A vetőgépek
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Növénytermesztés gépei I. Vetés, ültetés gépesítése III. Előadás anyag Dr. Molnár Tamás Géza Ph.D főiskolai docens SZTE MK Műszaki Intézet A VETŐGÉPEK FELADATA A vetőgépek
Amaprop - Biogáz állvány. Üzemeltetési/összeszerelési útmutató. Merülőmotor-keverőműállvány
 Merülőmotor-keverőműállvány Amaprop - Biogáz állvány Merülőmotoros keverőmű állvány az Amaprop merülőmotoros keverőművekhez biogázos berendezésekben Telepítési készlet/tartozékok Üzemeltetési/összeszerelési
Merülőmotor-keverőműállvány Amaprop - Biogáz állvány Merülőmotoros keverőmű állvány az Amaprop merülőmotoros keverőművekhez biogázos berendezésekben Telepítési készlet/tartozékok Üzemeltetési/összeszerelési
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
MUNKAANYAG. Dr. Sydorkó György. Fakötések: toldások, keretkötések ábrázolása. A követelménymodul megnevezése:
 Dr. Sydorkó György Fakötések: toldások, keretkötések ábrázolása A követelménymodul megnevezése: Gyártáselőkészítési és minőségellenőrzési feladatok A követelménymodul száma: 2274-06 A tartalomelem azonosító
Dr. Sydorkó György Fakötések: toldások, keretkötések ábrázolása A követelménymodul megnevezése: Gyártáselőkészítési és minőségellenőrzési feladatok A követelménymodul száma: 2274-06 A tartalomelem azonosító
Gépsatuk, osztófejek, körasztalok
 Fúrógép satu E5 005 Typ 43 085 1 1 ( h ) 38 pofanyitás ( a ) 85 1 1 ( L ) ( H ) 2 5 3 442 0 152 6 8 64 64 64 66 ( k ) 11,0,5,5,5 152 1 2 262 0 0 6 0 3,4 4,0 6,0 8,4 Fúrógép satu E5 Méret 1-3: Könnyű kivitelű
Fúrógép satu E5 005 Typ 43 085 1 1 ( h ) 38 pofanyitás ( a ) 85 1 1 ( L ) ( H ) 2 5 3 442 0 152 6 8 64 64 64 66 ( k ) 11,0,5,5,5 152 1 2 262 0 0 6 0 3,4 4,0 6,0 8,4 Fúrógép satu E5 Méret 1-3: Könnyű kivitelű
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
Bevezetés... 9. 1. A talajok fizikai-mechanikai és technológiai tulajdonságai... 10
 Tartalomjegyzék Bevezetés... 9 1. A talajok fizikai-mechanikai és technológiai tulajdonságai... 10 1.1. A talajok összetétele... 10 1.1.1. A talajok fázisos összetétele... 10 1.1.2. Szemszerkezeti összetétel...
Tartalomjegyzék Bevezetés... 9 1. A talajok fizikai-mechanikai és technológiai tulajdonságai... 10 1.1. A talajok összetétele... 10 1.1.1. A talajok fázisos összetétele... 10 1.1.2. Szemszerkezeti összetétel...
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK
 SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK
 HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül)
") Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Motor összeállítási CAD modellje ÓE-B04 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Motor összeállítási CAD modellje ÓE-B04 alap közepes haladó
03 Bázisok és készülékek
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
(az állvány tartozék)
") Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Tartalom. Bosch ITEM Összekötő alternatív alternatív elemek. 2. - 4. old. 4. - 6. old. 7. - 8 old. Horonytakaró Tömítő profil Végzárókupak
 Tartalom Bosch ITEM Összekötő alternatív alternatív elemek profilok profilok 2. - 4. old. 4. - 6. old. 7. - 8 old. Horonytakaró Tömítő profil Végzárókupak Plexi befogó Görgő Fogantyú Csappantyú 9. old.
Tartalom Bosch ITEM Összekötő alternatív alternatív elemek profilok profilok 2. - 4. old. 4. - 6. old. 7. - 8 old. Horonytakaró Tömítő profil Végzárókupak Plexi befogó Görgő Fogantyú Csappantyú 9. old.
TARTÁLYKOCSIRA SZERELT AUTOMATIKUS ÜZEMŰ SZINTMÉRŐ- RENDSZEREK
 H I T E L E S Í T É S I E LŐÍRÁS TARTÁLYKOCSIRA SZERELT AUTOMATIKUS ÜZEMŰ SZINTMÉRŐ- RENDSZEREK HE 88-2014 MAGYAR KERESKEDELMI ENGEDÉLYEZÉSI HIVATAL Az adatbázisban lévő elektronikus változat az érvényes!
H I T E L E S Í T É S I E LŐÍRÁS TARTÁLYKOCSIRA SZERELT AUTOMATIKUS ÜZEMŰ SZINTMÉRŐ- RENDSZEREK HE 88-2014 MAGYAR KERESKEDELMI ENGEDÉLYEZÉSI HIVATAL Az adatbázisban lévő elektronikus változat az érvényes!
Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban
 Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Roto Patio 6080. A harmónika vasalatrendszer TERET NYITUNK. Beépítési útmutató minden Patio 6080-as rendszerhez
 TERET NYITUNK Roto Patio 6080 A harmónika vasalatrendszer Beépítési útmutató minden Patio 6080-as rendszerhez Stand: März 2006. Änderungen vorbehalten. Seite / AB 528-2 2. oldal / AB 528-2_HU Készült:
TERET NYITUNK Roto Patio 6080 A harmónika vasalatrendszer Beépítési útmutató minden Patio 6080-as rendszerhez Stand: März 2006. Änderungen vorbehalten. Seite / AB 528-2 2. oldal / AB 528-2_HU Készült:
Tartalomjegyzék. Általános felhívások. A HELLA el zetes megjegyzései Raffstore-ok/ küls zsaluziák - peremezett U- csatorna
 Jelen útmutatót a használati és összeszerelési munkálatok megkezdése el tt el kell olvasnia! Tartalomjegyzék ELL el zetes megjegyzései Raffstore-ok/ küls zsaluziák - peremezett U-csatorna... Általános
Jelen útmutatót a használati és összeszerelési munkálatok megkezdése el tt el kell olvasnia! Tartalomjegyzék ELL el zetes megjegyzései Raffstore-ok/ küls zsaluziák - peremezett U-csatorna... Általános
V. 1 CSAPADÉKVÍZ-ELVEZETÉS együttható értékei. tető 3 (5%) 1 zöldtető 0,3. 1. táblázat: A vízelvezetési együttható értékei.
 1 zöldtető 0,3. 1. táblázat: A vízelvezetési együttható értékei.") csatlakozó tetőfelület vízelvezetési együttható értékei tető 3 (5%) 1 zöldtető 0,3 1. táblázat: A vízelvezetési együttható értékei. V. 1.1 Függő ereszcsatornák és lefolyócsövek A tető felületéről lefolyó
csatlakozó tetőfelület vízelvezetési együttható értékei tető 3 (5%) 1 zöldtető 0,3 1. táblázat: A vízelvezetési együttható értékei. V. 1.1 Függő ereszcsatornák és lefolyócsövek A tető felületéről lefolyó
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
PB tartályok Biztonsági Szabályzata
 PB tartályok Biztonsági Szabályzata I. FEJEZET ALKALMAZÁSI TERÜLET A Szabályzatban foglaltakat alkalmazni kell valamennyi, a fogyasztóknál elhelyezett cseppfolyósított propán-butángázos tartályos gázellátó
PB tartályok Biztonsági Szabályzata I. FEJEZET ALKALMAZÁSI TERÜLET A Szabályzatban foglaltakat alkalmazni kell valamennyi, a fogyasztóknál elhelyezett cseppfolyósított propán-butángázos tartályos gázellátó
MAGYAR törzsfájl. g60 TEN, TEL K085109A
 HU MAGYAR törzsfájl g60 TEN, TEL K085109A 0814 Ezennel kijelentjük, hogy az alább megnevezett termék klalakitésa és épitési módja alapján, valamint az általunk forgalmezott kivitelben megfelel az idevágó,
HU MAGYAR törzsfájl g60 TEN, TEL K085109A 0814 Ezennel kijelentjük, hogy az alább megnevezett termék klalakitésa és épitési módja alapján, valamint az általunk forgalmezott kivitelben megfelel az idevágó,
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
Szakemberek számára. Szerelési útmutató. aurotherm. Szerpentines síkkollektor az aurostep rendszerhez VFK 900 S
 Szakemberek számára Szerelési útmutató aurotherm Szerpentines síkkollektor az aurostep rendszerhez HU VFK 900 S Tartalomjegyzék 1 Megjegyzések a dokumentációhoz 2 Biztonsági tudnivalók Tartalomjegyzék
Szakemberek számára Szerelési útmutató aurotherm Szerpentines síkkollektor az aurostep rendszerhez HU VFK 900 S Tartalomjegyzék 1 Megjegyzések a dokumentációhoz 2 Biztonsági tudnivalók Tartalomjegyzék
Divatos alak. HÜPPE Manufaktur Az új üveg zuhanykabin sorozat Duplo Vista Kalea.
 Divatos alak. HÜPPE Manufaktur Az új üveg zuhanykabin sorozat Duplo Vista Kalea. Kalea Vista Duplo HÜPPE Manufaktur Duplo Vista Kalea Elérkezett az egyediség ideje: HÜPPE Manufaktur Kalea, nyílóajtó sorozat
Divatos alak. HÜPPE Manufaktur Az új üveg zuhanykabin sorozat Duplo Vista Kalea. Kalea Vista Duplo HÜPPE Manufaktur Duplo Vista Kalea Elérkezett az egyediség ideje: HÜPPE Manufaktur Kalea, nyílóajtó sorozat
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
279. fejezet A Rallycross és Autocross Versenyautókra vonatkozó Technikai előírások Megjegyzés! Lásd a dokumentum végén!
 279. fejezet A Rallycross és Autocross Versenyautókra vonatkozó Technikai előírások Megjegyzés! Lásd a dokumentum végén! 1. ÁLTALÁNOS ELŐÍRÁSOK 1.1 Fogalom meghatározások Az autóknak mereven zárt, nem
279. fejezet A Rallycross és Autocross Versenyautókra vonatkozó Technikai előírások Megjegyzés! Lásd a dokumentum végén! 1. ÁLTALÁNOS ELŐÍRÁSOK 1.1 Fogalom meghatározások Az autóknak mereven zárt, nem