Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
|
|
|
- Zoltán Gál
- 8 évvel ezelőtt
- Látták:
Átírás
1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés technológiája, szerszámai, gépei Összeállította: Biró Szabolcs

2 1. A gyalulás és vésés közös ismérvei A gyalulás és vésés egyélő szerszámmal, egyenes vonalú, váltakozó irányú fımozgással és szakaszos mellékmozgással (elıtolással) végzett forgácsolás. szerszám szerszám munkadarab
 végzett forgácsolás.")
3 2. A gyalulás technológiája A gyalulás síkfelületek megmunkálására való forgácsoló eljárás. Az alkalmazott forgácsolószerszám olcsó, a gyalugép pedig egyszerő. A gyalulás pontossága nagyoláskor IT12, simításkor IT9-10, az érdesség nagyoláskor Ra = 12,5-100 µm, simításkor: Ra = 3,2-12,5 µm. A munkadarab relatív elmozdulása szerint megkülönbözetünk hossz- és harántgyalulást. Hosszgyaluláskor a forgácsolómozgást a munkadarab végzi, elıtoló és a fogásvétel irányú mozgást a szerszám. A szerszám csak a munkalöket alatt forgácsol. Visszafutás után, a munkalöket elıtt a szerszám a beállított elıtolással elmozdul. Harántgyaluláskor a forgácsolómozgást a szerszám végzi, az elıtoló mozgást a munkadarab. A fogásvételt a szerszámmal állítjuk. Visszafutás után, a munkalöket elıtt a munkadarab a beállított elıtolással elmozdul. Hosszgyalulás Harántgyalulás

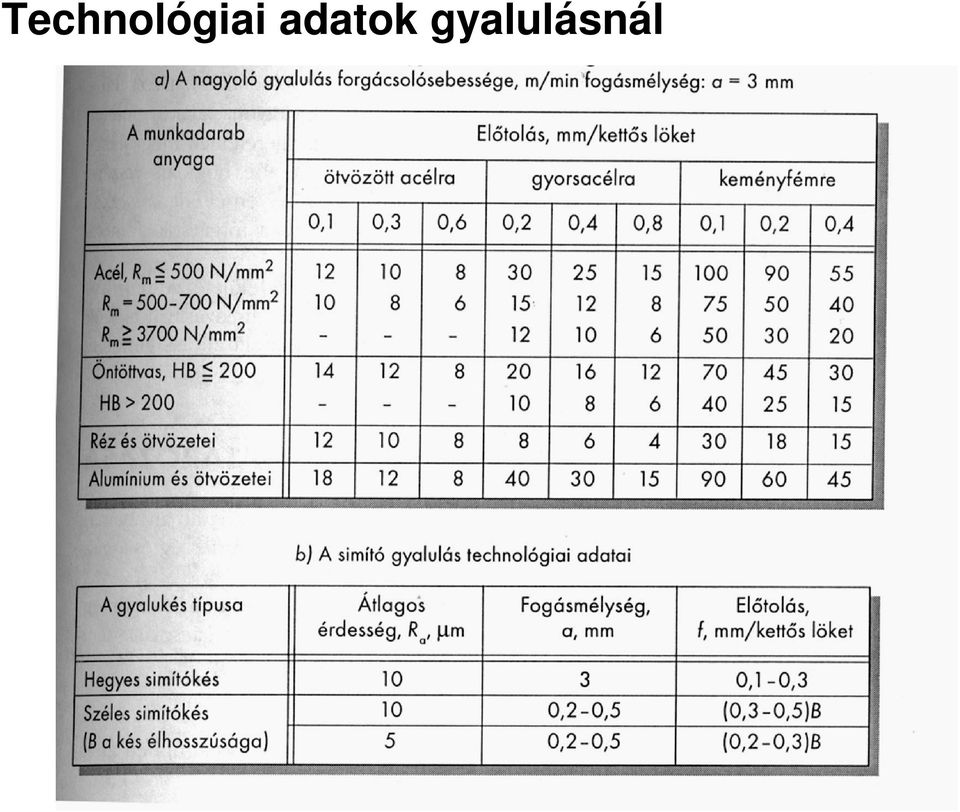
4 Technológiai adatok gyalulásnál
5 Harántgyalugépek A harántgyalugépek kis és közepes mérető (1000 mm-nél rövidebb) munkadarabok függıleges vagy ferde helyzető, sík, lépcsıs, esetleg alakos felületeinek megmunkálására alkalmasak, egyedi vagy kissorozatgyártás-ban. Jellemzıjük, hogy az egyenes vonalú, váltakozó irányú vízszintes forgácsoló mozgást (fımozgást) a szerszám végzi. A fımozgásra merıleges, kettıslöketenkénti elıtolómozgást (mellékmozgást) vízszintes síkfelületek gyalulásakor a munkadarab végzi. A fogást a szerszámmal lehet venni.
 vízszintes síkfelületek gyalulásakor a munkadarab")
6 A géptest (üreges öntvény) felsı, vízszintes vezetékén mozog jobbra-balra a kos a ráerısített kosfejjel, oldalsó függıleges vezetékén pedig fel-le a keresztszán. A keresztszán magassági irányban csavarorsó és anya segítségével kézzel állítható, és tetszés szerinti helyzetben rögzíthetı. A keresztszán homloklapján kialakított vezetéken csúszik az asztal, amelyet a mellékhajtómő szakaszosan mozgat a holtlöket alatt. Az asztal üreges öntvény, felsı részén és oldallapjain T-hornyok vannak a munkadarab, illetve a készülék felfogására. Az asztal forgácsolás közbeni lehajlása támasszal akadályozható meg, amely magassági irányban állítható és rögzíthetı.

7 A fıhajtás a motorról szíjhajtáson és tengelykapcsolón keresztül jut el a tengelyre, amelyen az áttétel kapcsolható. A tengelyre ékelt kis fogaskerék hajtja a forgattyútárcsa fogaskoszorúját. A forgattyútárcsa homloklapján kialakított vezetékben csúszik a sugárirányban állítható forgattyúcsapszán a rajta lévı forgattyúcsappal.

8 Lökethossz beállítása harántgyalugépen A lökethossz állítása kívülrıl történik kúpkerékpár és csavarorsó segítségével. A forgattyúcsapon levı csúszka (kulissza) forgás közben a himba vezetékében csúszik, miközben lengımozgást végez a géptestben rögzített csap körül, és elırehátra mozgatja a kost a csatlakozó rúdon keresztül. A lengıhimbás hajtómő elınye az egyszerő szerkezeti felépítés, nem kell hozzá külön irányváltó szerkezet.

9 A munkalöket alatt a forgattyúcsap távolabb van a himbakar csuklópontjától, mint a holt löketben, ezért a holtlöket sebessége nagyobb, mint a munkalöket sebessége. A kulisszás hajtómő lényege, hogy mind a munkalöket, mind a holt löket sebessége egy cikluson belül változó. A kos hátsó holtpontjában a munkalöket kezdetén a sebesség nulla. Innen indulva (A) a kos kezdetben gyorsul, elér egy maximumot (vm,max) majd lassulva a löket végén megáll. Ezután gyorsulva megindul visszafelé (holtlöket), eléri a maximumot (vh,max), majd lassulva megáll. A forgácsolósebességet a közepes sebesség (vköz) alapján számítjuk. lökethossz v A forgattyúcsap helyzetével a kos lökethossza változtatható. Vköz Vm, max Forgattyústengely elfordulása B Vh, max A
, eléri a maximumot (vh,max), majd lassulva megáll. A forgácsolósebességet a közepes sebesség (vköz) alapján számítjuk.")
10 A mellékhajtómő kilincsmőves megoldású, amely a lengıhimbás hajtómőrıl levezetett forgómozgást az asztal szakaszos mellékmozgásává alakítja át. A forgattyútárcsa csıtengelyére ékelt fogaskerék homloklapján levı vezetékkel a forgattyúcsap sugárirányban állítható. Ezt a tolórúd köti össze az asztalmozgató orsó végén csapágyazott kilincsmőház alsó részével, amely lengımozgást végez. A kilincsmőház felsı részében van a kilincs, amelyet rugó nyom az asztalmozgató orsó végére ékelt kilincskerék fogárkába, és a lengımozgás közben egy bizonyos szöggel elfordítja azt. Ennek nagyságától függ az elıtolás mértéke, amit a forgattyúcsap sugárirányú állításával lehet szabályozni. A kilincs vége főrészfog alakú és csak egyik irányban forgatja a kilincskereket, illetve az orsót, a másik irányban átugrik a fogakon. Az asztal ellenkezı irányú mozgatásához a kilincset ki kell emelni és 180 -kal el kell fordítani. A 90 -os elfordítás semleges helyzetet jelent, ilyenkor az asztalmozgató orsó kézzel forgatható. A keresztszánban csapágyazott orsó az asztalban rögzített anyával kapcsolódik, és elforduláskor a beállított elıtolásnak megfelelıen elmozdítja az anyát, és vele együtt az asztalt is a ráerısített munkadarabbal.

11 Munkadarabok megfogása harántgyalugépen A kismérető munkadarabokat a gép asztalára erısített gépsatuba, edzett pofák közé fogják. A még nyers, durva felülető darabokhoz recézett, a már megmunkált felületekhez sima betétpofákat kell használni, de szükség szerint lágy pofákat is lehet alkalmazni, vagy kis keménységő (alumínium, vörösréz) lemezalátéteket kell az edzett szorítópofák és a munkadarab közé helyezni. A gépsatuba már nem fogható nagyobb mérető darabokat közvetlenül a gép asztalára lehet felfogni. Ilyenkor a munkadarabot szorítóvasakkal, támasztó és szorítótuskókkal vagy szorítóékekkel lehet rögzíteni az asztal T-hornyaihoz.

12 Gyalulás szerszámai A gyaluláshoz alkalmazott szerszámok szabályos élgeometriájú, egyélő forgácsolókések, legtöbbször gyorsacél, ritkábban keményfémlapkával. Gyaluláshoz általában az esztergakések is felhasználhatók. A speciálisan gyaluláshoz készített szerszámok fıleg hosszúságukban térnek el az esztergakésektıl. A gyalukések készülhetnek tömör gyorsacélból, tompán hegesztett gyorsacél fejjel, gyorsacéllapkás és keményfémlapkás kivitelben.

13 A hosszan kinyúló gyalukés a forgácsoló erı hatására kisebb-nagyobb mértékben hátrahajlik. Egyenesszárú kés esetén a szerszámcsúcs elıbbre áll, mint az A forgáspont, ezért a kés R sugarú elhajláskor a kör mentén belemetsz a már megmunkált felületbe. Ilyenkor a fogásmélység az eredetileg beállított értéknél nagyobb lesz, ez a kés nagyobb terhelését jelenti, ami tovább növeli a kés elhajlását. Ezt a nem kívánt jelenséget a könyökös szárú kés alkalmazásával elkerülhetjük. Az ilyen kések csúcsa pontosan az A támasztási pont alá esik, tehát hátrahajláskor az R körív mentén nem metsz bele a megmunkált felületbe, ezért csökken a késre ható erı. Nagyobb forgácsolóerı és egyenlıtlen anyagminıség esetén célszerő könyökös szerszámokat használni, annak ellenére, hogy az ilyen gyalukések drágábbak.

14 Hosszgyalugépek A hosszgyalugépek közepes hosszúságú és hosszú ( mm) munkadarabokon vízszintes-, függıleges- és ferde helyzető sík-, lépcsıs-, esetleg alakos felületek megmunkálására alkalmasak. Jellemzıjük, hogy az egyenes vonalú, váltakozó irányú, vízszintes forgácsoló fımozgást a gépasztalra fogott munkadarab, a vízszintes-, függıleges- vagy ferde irányú szakaszos elıtolómozgást a szerszám végzi. A fogást is a szerszámmal kell venni. A termelékenység növelésére több, 2-4 késszánjuk van, így egyidejőleg több szerszám is forgácsolhat. Vannak olyan hosszgyaluk is, amelyekkel elıre- és hátramenetben egyaránt lehet forgácsot leválasztani.

15 A hosszgyaluk lehetnek: egy- és kétállványos, mozgóállványos kivitelőek és veremgyaluk.

16 3. A vésés technológiája A vésés a munkadarab belsı üregeiben levı hornyok és egyéb alakzatok megmunkálására. való. Sok tekintetben a gyaluláshoz hasonló. Kis termelékenységő, kevésbé pontos forgácsolási módszer. A vésés jellegzetessége, hogy a forgácsoló fımozgás párhuzamos a szerszám szárával. A fımozgást a szerszám, az elıtolást a gép asztalára fogott munkadarab végzi. A vésıkéseken a kés élszögei a gyalukés élszögeihez viszonyítva szerepet cserélnek.

17 A vésés szerszámai A vésıszerszámoknál a kés alsó felülete a homlokfelület, ezen mérhetı a homlokszög. A fıforgácsoló erı kihajlásra veszi igénybe a kés szárát. Korlátozó tényezı, hogy a vésıkésnek forgácsolás közben el kell férnie a munkadarab furatában. A szerszámfej kialakítását általában a megmunkált felület alakja határozza meg. A késszár merevségének növelésére készítenek betétkéses vésıket is.

18 Vésıgépek A vésıgép elvileg egy függıleges elrendezéső harántgyalugép. A váltakozó irányú függıleges forgácsolómozgást (fımozgást) a szerszám, az erre merıleges, kettıslöketenkénti elıtolómozgást (mellékmozgást) a munkadarab végzi a vízszintes síkban. A mellékmozgás lehet: hossz- vagy keresztirányú, és körmozgás is.

19 A fıhajtómő legtöbbször fogaskerekes fokozathajtómő, amely a motortól kapott forgómozgást lelassítja, megsokszorozza, és a kosmozgató mechanizmusnak továbbítja. A kosmozgatás lehet mechanikus (forgattyús, lengıhimbás, kulisszás stb.) vagy hidraulikus. A kismérető vésıgépeken (maximális lökethossz 250 mm) forgattyús kosmozgatást alkalmaznak, a közepes nagyságú vésıgépek (maximális lökethossz mm) kosmozgatását lengıhimbás szerkezettel biztosítják. A legnagyobb vésıgépek kosmozgatását hidraulikus szerkezettel végzik.
 kosmozgatását lengıhimbás szerkezettel biztosítják.")
20 A vésıgépeken úgy kell befogni a munkadarabot, hogy a szerszámnak szabad kifutása legyen, ezért a munkadarabot alátétre helyezik, és ezután végzik el a leszorítást. A kör keresztmetszető darabokat tokmányba fogva helyezik alátétre. Ha íves felületet, vagy több, egymáshoz képest adott szögben elhelyezkedı alakzatot (pl. hornyot) kell vésni, akkor körasztalra fogják fel a munkadarabot, így elvégezhetı a pontos osztás. A mellékhajtómő a kosmozgató mechanizmusról ágazik le. A mellékhajtómő mőködtetése rendszerint vezérlıtárcsával vagy vezérlıdobbal történik. A forgattyútárcsa tengelyén van az 1 vezérlıdob. Ennek önmagába visszatérı hornyába nyúló 2 görgıs csap lengeti a forgattyút, amelynek lengımozgása a 3 függıleges tengelyen és a 4 kúpkerékpáron jut el az 5 kilincsmőhöz. A kilincsmő a lengımozgást szakaszos mellékmozgássá alakítja át, amely a 6 elıtéttengelyen keresztül fogaskerékáttételeken át jut el a szánokhoz. A szánok a gépi mozgatáson kívül kézzel is mozgathatók.

21 4. Üregelés technológiája Az üregelés olyan forgácsolási módszer, amelyben az egyenes vonalú fımozgást a szerszám végzi, az elıtolást pedig az egymás után következı fogak lépcsızetes növekedése biztosítja. Üregeléskor tehát nincs mellékmozgás ( ábra). Az üregelés alkalmas mind belsı (átmenı), mind külsı felületek megmunkálására. Az üregelés elınye a nagy termelékenység, pontosság és jó felületi minıség. Ha belsı üreget kell megmunkálni, akkor IT9 pontosságú furatból kell kiindulni, az elérhetı pontosság IT6, a felületi érdesség Ra = 0,4...1,6 mm.
22 Az üregelés hátránya a nagy szerszámköltség, ezért egyedi gyártásban nem alkalmazzák, az üregelés a sorozatgyártás jellegzetes forgácsolási módszere. Néhány nyomatékátvivı, üregelt belsı és külsı felületet mutat Üregeléskor a szerszámot vagy átnyomják, vagy áthúzzák az elıkészített furaton. Az üregelési módszerek elvét az alsó ábra szemlélteti.
23 Az üregelés szerszáma Az üregelés szerszáma a húzótüske. A befogó részt az alakítás elıtt átfőzik az elıre elkészített furaton. A vezetırész pontosan illeszkedik a furatba, tehát biztosítja a húzótüske központos helyzetét. A húzótüske egymás után növekvı fogai mind különkülön választanak le forgácsot a furat falából. A fogak osztását úgy kell megválasztani, hogy egy idıben 3-4 fog forgácsoljon. Ennél kevesebb alakító fog ugyanis nem biztosítja a tüske megfelelı vezetését, ennél több forgácsoló fog pedig nagyon megnövelné a húzóerıt.
24 Üregelıgépek A megmunkált felület elhelyezkedésétıl függıen az üregelıgépek lehetnek: belsı, külsı és különleges rendeltetéső üregelıgépek. A belsı a legelterjedtebb típusú, kizárólag belsı üregek megmunkálására alkalmasak. Kialakításukat tekintve vízszintes és függıleges elrendezésőek lehetnek.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
σhúzó,n/mm 2 εny A FA HAJLÍTÁSA
 A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Orion SkyQuest XT6, XT8, XT10, XT12 IntelliScope változat. Összeszerelési útmutató
 Orion SkyQuest XT6, XT8, XT10, XT12 IntelliScope változat Összeszerelési útmutató 1 2 2. ábra Összeszerelés Miután kibontotta a távcsı dobozait helyezze üzembe a távcsövet. A tubus gyárilag már össze van
Orion SkyQuest XT6, XT8, XT10, XT12 IntelliScope változat Összeszerelési útmutató 1 2 2. ábra Összeszerelés Miután kibontotta a távcsı dobozait helyezze üzembe a távcsövet. A tubus gyárilag már össze van
A jármővek méreteire vonatkozó üzemeltetési mőszaki feltételek
 A jármővek méreteire vonatkozó üzemeltetési mőszaki feltételek A mezıgazdasági vontatóból vagy lassú jármőbıl és egy pótkocsiból álló jármőszerelvény hosszúsága a 18,00, a mezıgazdasági vontatóból és két
A jármővek méreteire vonatkozó üzemeltetési mőszaki feltételek A mezıgazdasági vontatóból vagy lassú jármőbıl és egy pótkocsiból álló jármőszerelvény hosszúsága a 18,00, a mezıgazdasági vontatóból és két
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
MUNKAANYAG. Fekete Éva. Marási műveletek végzése fogazó. marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel
 Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
5.1. GERENDÁS FÖDÉMEK KIALAKÍTÁSA, TERVEZÉSI ELVEI
 5. FÖDÉMEK TERVEZÉSE 5.1. GERENDÁS FÖDÉMEK KIALAKÍTÁSA, TERVEZÉSI ELVEI Az alábbiakban az Épületszerkezettan 2. c. tárgy tanmenetének megfelelıen a teljes keresztmetszetben, ill. félig elıregyártott vb.
5. FÖDÉMEK TERVEZÉSE 5.1. GERENDÁS FÖDÉMEK KIALAKÍTÁSA, TERVEZÉSI ELVEI Az alábbiakban az Épületszerkezettan 2. c. tárgy tanmenetének megfelelıen a teljes keresztmetszetben, ill. félig elıregyártott vb.
Biztonsági rendszerekek 2 Vezérlı berendezés
 Biztonsági rendszerekek 2 Vezérlı berendezés Villamosmérnök BSc szak Az irányítási feladatot megoldó berendezés Alapjeladó Összehasonlító Kezelı felület Érzékelı Szabályozó Központi vezérlı Vasúti folyamat
Biztonsági rendszerekek 2 Vezérlı berendezés Villamosmérnök BSc szak Az irányítási feladatot megoldó berendezés Alapjeladó Összehasonlító Kezelı felület Érzékelı Szabályozó Központi vezérlı Vasúti folyamat
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
3/2001. (I. 31.) KöViM rendelet. a közutakon végzett munkák elkorlátozási és forgalombiztonsági követelményeirıl
 KöViM rendelet. a közutakon végzett munkák elkorlátozási és forgalombiztonsági követelményeirıl") A jogszabály 2010. április 2. napon hatályos állapota 3/2001. (I. 31.) KöViM rendelet a közutakon végzett munkák elkorlátozási és forgalombiztonsági követelményeirıl A közúti közlekedésrıl szóló 1988.
A jogszabály 2010. április 2. napon hatályos állapota 3/2001. (I. 31.) KöViM rendelet a közutakon végzett munkák elkorlátozási és forgalombiztonsági követelményeirıl A közúti közlekedésrıl szóló 1988.
CNC technika. segédlet a CNC tantárgy oktatásához. Készítette: Paróczai János 2005.12.08
 CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
Gépipari minıségellenırzés
 Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
AZ ASZTALOS MARÓGÉP ÜZEMELTETÉSI
 AZ ASZTALOS MARÓGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása:... 1 2. Marószerszámok és azok felszerelésének munkabiztonsági előírásai... 1 3. A marószerszámok felszerelésének általános munkabiztonsági
AZ ASZTALOS MARÓGÉP ÜZEMELTETÉSI UTASÍTÁSA 1. A berendezés leírása:... 1 2. Marószerszámok és azok felszerelésének munkabiztonsági előírásai... 1 3. A marószerszámok felszerelésének általános munkabiztonsági
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
Elektrosztatika tesztek
 Elektrosztatika tesztek 1. A megdörzsölt ebonitrúd az asztalon külön-külön heverı kis papírdarabkákat messzirıl magához vonzza. A jelenségnek mi az oka? a) A papírdarabok nem voltak semlegesek. b) A semleges
Elektrosztatika tesztek 1. A megdörzsölt ebonitrúd az asztalon külön-külön heverı kis papírdarabkákat messzirıl magához vonzza. A jelenségnek mi az oka? a) A papírdarabok nem voltak semlegesek. b) A semleges
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM térbeli hajlított rúd ÓE-A03 alap közepes haladó VEM
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM térbeli hajlított rúd ÓE-A03 alap közepes haladó VEM
MUNKAANYAG. Földi László. Szögmérések, külső- és belső kúpos felületek mérése. A követelménymodul megnevezése:
 Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
1. A ki- és belégzett levegı összetétele és a levegı felhasználás mértéke
 Diriczi Miklós LÉGZÉSVÉDİ ESZKÖZÖK A szőrı típusú és az izolációs légzıkészülékek általános bemutatása mellett a karbantartás és az idıszakos ellenırzés, valamint az izolációs légzıkészülékek használata
Diriczi Miklós LÉGZÉSVÉDİ ESZKÖZÖK A szőrı típusú és az izolációs légzıkészülékek általános bemutatása mellett a karbantartás és az idıszakos ellenırzés, valamint az izolációs légzıkészülékek használata
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Kivágás és lyukasztás
 Metallkraft_01-71.qxp 2007.08.13. 13:06 Page 20 Kivágás és lyukasztás Kivágógép fix szöggel AKM 200-40 AKM 250-60 Sarokkicsípő gép változtatható szöggel AKM 200-40 V AKM 200-60 V Hidraulikus profilacélollók
Metallkraft_01-71.qxp 2007.08.13. 13:06 Page 20 Kivágás és lyukasztás Kivágógép fix szöggel AKM 200-40 AKM 250-60 Sarokkicsípő gép változtatható szöggel AKM 200-40 V AKM 200-60 V Hidraulikus profilacélollók
SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK
 05. előadás 1. fólia SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK 05. előadás 2. fólia 1.1. Vízszint-mérő A vízszint-mérővel (6. ábra) a munkadarab, gép vízszintes vagy függőleges helyzete állítható be. A vízszint-mérőben
05. előadás 1. fólia SZÖG- ÉS MENET- ELLENŐRZŐ ESZKÖZÖK 05. előadás 2. fólia 1.1. Vízszint-mérő A vízszint-mérővel (6. ábra) a munkadarab, gép vízszintes vagy függőleges helyzete állítható be. A vízszint-mérőben
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
KOELNER HUNGÁRIA KFT.
 1. Behajtási mélység állító 2. Állítható orr-rész 3. Övakasztó 4. Irányváltó kar 5. Mőködtetı billentyő zár 6. Mőködtetı billentyő 7. Csavarmegvezetı 8. 3 m-es vezeték Mőszaki adatok: Feszültség 230 V
1. Behajtási mélység állító 2. Állítható orr-rész 3. Övakasztó 4. Irányváltó kar 5. Mőködtetı billentyő zár 6. Mőködtetı billentyő 7. Csavarmegvezetı 8. 3 m-es vezeték Mőszaki adatok: Feszültség 230 V
Felületi érdesség, jelzıszámok közötti kapcsolatok
 Felületi érdesség, jelzıszámok közötti kapcsolatok Eredmények összefoglalva: 1. táblázat. Felületi érdesség jelzıszámok átváltása Ismeretlen Ismert jelzıszám jelzıszám Átváltás a z z a = a = 0, 13 z 7,5
Felületi érdesség, jelzıszámok közötti kapcsolatok Eredmények összefoglalva: 1. táblázat. Felületi érdesség jelzıszámok átváltása Ismeretlen Ismert jelzıszám jelzıszám Átváltás a z z a = a = 0, 13 z 7,5
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
(11) Lajstromszám: E 006 840 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 006 840 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000006840T2! (19) HU (11) Lajstromszám: E 006 840 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 828881 (22) A bejelentés napja:
!HU000006840T2! (19) HU (11) Lajstromszám: E 006 840 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 828881 (22) A bejelentés napja:
MAGYAR TCE 4530 TCE 4530. Gumiabroncsszerelı-készülék Használati útmutató. Bosch diagnosztika 1 695 104 911 2008-02-26 1
 hu Gumiabroncsszerelı-készülék Használati útmutató Bosch diagnosztika 1 695 104 911 2008-02-26 1 FIGYELMEZTETÉS Jelen használati útmutató az adott termék részét képezi. Olvassa el figyelmesen a benne található
hu Gumiabroncsszerelı-készülék Használati útmutató Bosch diagnosztika 1 695 104 911 2008-02-26 1 FIGYELMEZTETÉS Jelen használati útmutató az adott termék részét képezi. Olvassa el figyelmesen a benne található
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Terra Kombi Kombinátor. Gépkönyv
 Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
Terra Kombi Kombinátor Gépkönyv l./ ÁLTALÁNOS ISMERTETÉS 1.1 Munkagépek-felhasználási-területe Tavaszi és őszi vetésű növények magágykészítése Kelőfélben lévő gyomok szántóföldi irtása Mütrágyák, vegyszerek
Forgácsolás technológia számítógépes tervezése I.
 Forgácsolás technológia számítógépes tervezése I. BAG-FS-15-NLK Fogazást követı és befejezı megmunkálások Dr. Mikó Balázs miko.balazs@bgk.bmf.hu 1 Foggömbölyítés, fogsarkítás Célja: csúszókerekeknél a
Forgácsolás technológia számítógépes tervezése I. BAG-FS-15-NLK Fogazást követı és befejezı megmunkálások Dr. Mikó Balázs miko.balazs@bgk.bmf.hu 1 Foggömbölyítés, fogsarkítás Célja: csúszókerekeknél a
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
MUNKAANYAG. Macher Zoltán. 3500 kilogramm alatti összgördülő súlyú. járművek kormányberendezéseinek. diagnosztikája, javítása, beállítása
 Macher Zoltán 3500 kilogramm alatti összgördülő súlyú járművek kormányberendezéseinek diagnosztikája, javítása, beállítása A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06
Macher Zoltán 3500 kilogramm alatti összgördülő súlyú járművek kormányberendezéseinek diagnosztikája, javítása, beállítása A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás
 Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
(Fordította: Dr Való Magdolna)
") Nemesíthetı acélok alkalmazása és önkeményedésének kihasználása zománcozásra. Dr. Joachim Schöttler, Salzgitter Mannesmann Forschung GmbH (Email Mitteilungen, 2009/6) (Fordította: Dr Való Magdolna) Bevezetés
Nemesíthetı acélok alkalmazása és önkeményedésének kihasználása zománcozásra. Dr. Joachim Schöttler, Salzgitter Mannesmann Forschung GmbH (Email Mitteilungen, 2009/6) (Fordította: Dr Való Magdolna) Bevezetés
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
31/2006. (VI. 1.) GKM rendelet. A rendelet alkalmazási köre. Értelmezı rendelkezések
 GKM rendelet. A rendelet alkalmazási köre. Értelmezı rendelkezések") 31/2006. (VI. 1.) GKM rendelet a fegyverek, lövıkészülékek, valamint ezek lıszereinek vizsgálatáról A fogyasztóvédelemrıl szóló 1997. évi CLV. törvény 56. -ának a) pontjában, továbbá a lıfegyverekrıl és
31/2006. (VI. 1.) GKM rendelet a fegyverek, lövıkészülékek, valamint ezek lıszereinek vizsgálatáról A fogyasztóvédelemrıl szóló 1997. évi CLV. törvény 56. -ának a) pontjában, továbbá a lıfegyverekrıl és
Összefoglaló jelentés a Mercedes Capacity 19,54 csuklós autóbuszról
 Összefoglaló jelentés a Mercedes Capacity 19,54 csuklós autóbuszról Az autóbusz Mannheimbıl érkezett egynapos bemutatóval egybekötött tesztelésre, Budapestre. A jármővet 2010. április 27-én az EvoBus értékesítési
Összefoglaló jelentés a Mercedes Capacity 19,54 csuklós autóbuszról Az autóbusz Mannheimbıl érkezett egynapos bemutatóval egybekötött tesztelésre, Budapestre. A jármővet 2010. április 27-én az EvoBus értékesítési
Kiegészítı készlet haszongépjármő common rail injektorok vizsgálatához
 1 687 001 623 hu Kiegészítı készlet haszongépjármő common rail injektorok vizsgálatához 1 687 001 623 hu 2 TARTALOMJEGYZÉK 1. Alkalmazott szimbólumok 3 1.1 Dokumentáció 3 1.2 1 687 001 623 3 2. Használati
1 687 001 623 hu Kiegészítı készlet haszongépjármő common rail injektorok vizsgálatához 1 687 001 623 hu 2 TARTALOMJEGYZÉK 1. Alkalmazott szimbólumok 3 1.1 Dokumentáció 3 1.2 1 687 001 623 3 2. Használati
DU-PLAN MÉRNÖKI IRODA KFT.
 DU-PLAN MÉRNÖKI IRODA KFT. 8000 Székesfehérvár Gyümölcs u.4-6. Telefon: 06 22/512-620; Telefax: 06 22/512-622 E-mail: du-plan@du-plan.hu Statikai szakvélemény Balatonföldvár, Kemping utca végén lévı lépcsısor
DU-PLAN MÉRNÖKI IRODA KFT. 8000 Székesfehérvár Gyümölcs u.4-6. Telefon: 06 22/512-620; Telefax: 06 22/512-622 E-mail: du-plan@du-plan.hu Statikai szakvélemény Balatonföldvár, Kemping utca végén lévı lépcsısor
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
TERMOELEM-HİMÉRİK (Elméleti összefoglaló)
") Alapfogalmak, meghatározások TERMOELEM-HİMÉRİK (Elméleti összefoglaló) A termoelektromos átalakítók hımérsékletkülönbség hatására villamos feszültséget szolgáltatnak. Ezért a termoelektromos jelátalakítók
Alapfogalmak, meghatározások TERMOELEM-HİMÉRİK (Elméleti összefoglaló) A termoelektromos átalakítók hımérsékletkülönbség hatására villamos feszültséget szolgáltatnak. Ezért a termoelektromos jelátalakítók
Ipari robotok megfogó szerkezetei
 ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
d) Az a pont, ahova a homorú tükör az optikai tengely adott pontjából kiinduló sugarakat összegyőjti.
 Az a pont, ahova a homorú tükör az optikai tengely adott pontjából kiinduló sugarakat összegyőjti.") Optika tesztek 1. Melyik állítás nem helyes? a) A Hold másodlagos fényforrás. b) A foszforeszkáló jel másodlagos fényforrás. c) A gyertya lángja elsıdleges fényforrás. d) A szentjánosbogár megfelelı potrohszelvénye
Optika tesztek 1. Melyik állítás nem helyes? a) A Hold másodlagos fényforrás. b) A foszforeszkáló jel másodlagos fényforrás. c) A gyertya lángja elsıdleges fényforrás. d) A szentjánosbogár megfelelı potrohszelvénye
www.perfor.hu Használati utasítás
 Használati utasítás Tartalomjegyzék Fontos munkavédelmi tudnivalók Fontos munkavédelmi tudnivalók...3 Ismerkedés a Drill Doctorral...5 Tudnivalók a fúrókról...6 A fúró anatómiája...6 Fúróélezés Drill Doctorral...7
Használati utasítás Tartalomjegyzék Fontos munkavédelmi tudnivalók Fontos munkavédelmi tudnivalók...3 Ismerkedés a Drill Doctorral...5 Tudnivalók a fúrókról...6 A fúró anatómiája...6 Fúróélezés Drill Doctorral...7
3. MECHANIKUS HAJTÁSOK
 PTE, PMMK Stampfer M.: Gépelemek II / Mechanikus hajtások I/ 1 1/6 3. MECHANIKUS HAJTÁSOK Különböző munkagépek (járművek, daruk, szállítószalagok, keverők stb.) meghajtásához meghajtógépeket használnak,
PTE, PMMK Stampfer M.: Gépelemek II / Mechanikus hajtások I/ 1 1/6 3. MECHANIKUS HAJTÁSOK Különböző munkagépek (járművek, daruk, szállítószalagok, keverők stb.) meghajtásához meghajtógépeket használnak,
03 Bázisok és készülékek
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Szécsény. Gimnázium. Primer energia ellátó rendszer gépészeti és villamos terve. Budapest, 2009. november. Gimnázium Budapest, 1012 Várfok u. 7.
 Szécsény Gimnázium Primer energia ellátó rendszer gépészeti és villamos terve Készítette: S + N Management KFT 1012 Budapest, Várfok u. 7. Ügyvezetı: Tallér Ferenc Telefonszám: 06/1-224-0690 Telefax szám:
Szécsény Gimnázium Primer energia ellátó rendszer gépészeti és villamos terve Készítette: S + N Management KFT 1012 Budapest, Várfok u. 7. Ügyvezetı: Tallér Ferenc Telefonszám: 06/1-224-0690 Telefax szám:
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA II. Laboratóriumi gyakorlat a mérés leírása
 SZÉCHENYI ISTVÁN EGYETEM MŐSZAKI TUDOMÁNYI KAR ALKALMAZOTT MECHANIKA TANSZÉK FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA II. Laboratóriumi gyakorlat a mérés leírása A FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA I. Laboratóriumi
SZÉCHENYI ISTVÁN EGYETEM MŐSZAKI TUDOMÁNYI KAR ALKALMAZOTT MECHANIKA TANSZÉK FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA II. Laboratóriumi gyakorlat a mérés leírása A FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA I. Laboratóriumi
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
A kerekes mezıgazdasági vagy erdészeti traktorok kezelıszervei ***I
 P7_TA-PROV(2011)0212 A kerekes mezıgazdasági vagy erdészeti traktorok kezelıszervei ***I Az Európai Parlament 2011. május 11-i jogalkotási állásfoglalása a kerekes mezıgazdasági vagy erdészeti traktorok
P7_TA-PROV(2011)0212 A kerekes mezıgazdasági vagy erdészeti traktorok kezelıszervei ***I Az Európai Parlament 2011. május 11-i jogalkotási állásfoglalása a kerekes mezıgazdasági vagy erdészeti traktorok
Mélyfúrás megmunkáló központon
 MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
MÉLYFÚRÓRENDSZEREK KEMÉNYFÉM SZERSZÁMOK Mélyfúrás megmunkáló központon Toolex Mélyfúrás megmunkáló központon Az egyélû mélyfúró eljárás és alkalmazási feltételei A korábbi években mélyfúró szerszámokat
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
2.9.25. GYÓGYSZERES RÁGÓGUMIK HATÓANYAGÁNAK KIOLDÓDÁSI VIZSGÁLATA
 2.9.25. Gyógyszeres rágógumik hatóanyagának kioldódási vizsgálata Ph.Hg.VIII. Ph.Eur.7.4-1 2.9.25. GYÓGYSZERES RÁGÓGUMIK HATÓANYAGÁNAK KIOLDÓDÁSI VIZSGÁLATA 04/2012:20925 ALAPELV A vizsgálattal a gyógyszeres
2.9.25. Gyógyszeres rágógumik hatóanyagának kioldódási vizsgálata Ph.Hg.VIII. Ph.Eur.7.4-1 2.9.25. GYÓGYSZERES RÁGÓGUMIK HATÓANYAGÁNAK KIOLDÓDÁSI VIZSGÁLATA 04/2012:20925 ALAPELV A vizsgálattal a gyógyszeres
Alakos alkatrészek mérése
 BUDAPESTI MŐSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki Kar Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőelemek és Hajtások Tanszék Jármőelemek és Hajtások Tanszék
BUDAPESTI MŐSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki Kar Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőelemek és Hajtások Tanszék Jármőelemek és Hajtások Tanszék
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
423.1R 100 423.2R 100 423.3R 100 423.3B 100 423.2B 100 423.1B 100 423.3J 100 423.2J 100 423.1J 100 423.4R 100 423.4B 100 423.5R 100 423.
 423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
423.1R 100 gyűrűs kábelsaru - 20 darabos készlet 423.2R 100 villás kábelsaru - 20 darabos készlet 423.3R 100 villás kábelsaru - 20 darabos készlet 1R 1B 1J 2R 2B 2J 3R 3B 3J 609193 3 1 609194 4 1 609195
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
HASZNÁLATI ÚTMUTATÓ. Összecsukható Dobson-távcsövek
 HASZNÁLATI ÚTMUTATÓ Összecsukható Dobson-távcsövek TARTALOMJEGYZÉK A távcsõ összeállítása............................................. 3 Alkatrészjegyzék (8 és 10 ).....................................
HASZNÁLATI ÚTMUTATÓ Összecsukható Dobson-távcsövek TARTALOMJEGYZÉK A távcsõ összeállítása............................................. 3 Alkatrészjegyzék (8 és 10 ).....................................
83/2004. (VI. 4.) GKM rendelet. a közúti jelzőtáblák megtervezésének, alkalmazásának és elhelyezésének követelményeiről
 GKM rendelet. a közúti jelzőtáblák megtervezésének, alkalmazásának és elhelyezésének követelményeiről") 83/2004. (VI. 4.) GKM rendelet a közúti jelzőtáblák megtervezésének, alkalmazásának és elhelyezésének követelményeiről A közúti közlekedésrıl szóló 1988. évi I. törvény 48. -a (3) bekezdése b) pontjának
83/2004. (VI. 4.) GKM rendelet a közúti jelzőtáblák megtervezésének, alkalmazásának és elhelyezésének követelményeiről A közúti közlekedésrıl szóló 1988. évi I. törvény 48. -a (3) bekezdése b) pontjának
A JÓTÁLLÁSÉRT ÉS A SZERVIZÉRT FELEL:
 Használati utasítás A JÓTÁLLÁSÉRT ÉS A SZERVIZÉRT FELEL: Insportlike kft, Kossuth Lajos utca 65, Esztergom www.insportline.hu tel/fax: +36 3331 3242 1 A gép kizárólag otthoni használatra alkalmas. Abban
Használati utasítás A JÓTÁLLÁSÉRT ÉS A SZERVIZÉRT FELEL: Insportlike kft, Kossuth Lajos utca 65, Esztergom www.insportline.hu tel/fax: +36 3331 3242 1 A gép kizárólag otthoni használatra alkalmas. Abban
MŐSZAKI LEÍRÁS BK01427
 MŐSZAKI LEÍRÁS BK01427 Lábonálló 2 személyes ivókút idızített nyomógombos fejjel BK01427 9/1 11.07.21 BEFOGLALÓ MÉRETEI: Típus BK01427 Medence belsı méret: 210x74 mm Magasság (A): 1060 mm Kút átmérı: 365
MŐSZAKI LEÍRÁS BK01427 Lábonálló 2 személyes ivókút idızített nyomógombos fejjel BK01427 9/1 11.07.21 BEFOGLALÓ MÉRETEI: Típus BK01427 Medence belsı méret: 210x74 mm Magasság (A): 1060 mm Kút átmérı: 365
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
(11) Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 022 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
!HU000007022T2! (19) HU (11) Lajstromszám: E 007 022 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 733575 (22) A bejelentés napja:
254. fejezet Meghatározások a széria autók (Gr. N) számára
 számára") 254. fejezet Meghatározások a széria autók (Gr. N) számára Utolsó frissítés: 2010.01.28 1. MEGHATÁROZÁS Nagy sorozatban gyártott szériaautók. 2. HOMOLOGIZÁCIÓ Legalább 2500 azonos egységet kell gyártani
254. fejezet Meghatározások a széria autók (Gr. N) számára Utolsó frissítés: 2010.01.28 1. MEGHATÁROZÁS Nagy sorozatban gyártott szériaautók. 2. HOMOLOGIZÁCIÓ Legalább 2500 azonos egységet kell gyártani
1.9. A forgácsoló szerszámok éltartama
 1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
Csúcsok, menesztők. Géptartozékok. ostrana. ostrana. Állócsúcs 60 E505 005. Állócsúcs 60 E505 010. Állócsúcs 60 E505 015
 ok, menesztők Állócsúcs 0 E 00 9 00... 0 0 0 2 ( d,0 Fej,2,0 2, 3,, 3, Fej ( l 2, 3,0,0,,,0-0 -os csúcsszög - DIN szabvány szerint Állócsúcs 0 E 0 3 MK0 0 0 0 2 ( d 9,0,0 Fej ( d 0 Fej ( l,0 2, 3,0,0,,
ok, menesztők Állócsúcs 0 E 00 9 00... 0 0 0 2 ( d,0 Fej,2,0 2, 3,, 3, Fej ( l 2, 3,0,0,,,0-0 -os csúcsszög - DIN szabvány szerint Állócsúcs 0 E 0 3 MK0 0 0 0 2 ( d 9,0,0 Fej ( d 0 Fej ( l,0 2, 3,0,0,,
13. ábra SPIROMATIC 316 típusú légzésvédı készülék
 Diriczi Miklós A tőzoltóságnál 1984-tıl egy teljesen új védelmi filozófiájú légzésvédı készülék váltotta fel az elızıeket, az akkor AGA SPIROMATIC 316, majd INTERSPIRO SPIROMATIC 316 típusjelő sőrített
Diriczi Miklós A tőzoltóságnál 1984-tıl egy teljesen új védelmi filozófiájú légzésvédı készülék váltotta fel az elızıeket, az akkor AGA SPIROMATIC 316, majd INTERSPIRO SPIROMATIC 316 típusjelő sőrített
Benyújtás: 2009. május 28-tól 2009. december 31-ig folyamatos elbírálás mellett! Keret kimerülés esetén felfüggesztés!!!
 Társadalmi Megújulás Operatív Program KIVONAT Munkahelymegırzı támogatás munkaidı-csökkentéssel és képzéssel kombinálva c. pályázati felhívás a konvergencia régiók mikro-, kis- és középvállalkozásai részére
Társadalmi Megújulás Operatív Program KIVONAT Munkahelymegırzı támogatás munkaidı-csökkentéssel és képzéssel kombinálva c. pályázati felhívás a konvergencia régiók mikro-, kis- és középvállalkozásai részére
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
ÁLLATTARTÁS MŰSZAKI ISMERETEI. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
2 - ELEKTROMOS BEKÖTÉSEK
 4. oldal 2A A VEZETÉKEK KERESZTMETSZETE 2 - ELEKTROMOS BEKÖTÉSEK - A vezérlıegység áramellátását (a külsı biztosítódobozának csatlakozókapcsán) egy legalább 3x1,5 mm 2 - es vezetékkel kell megoldani. Amennyiben
4. oldal 2A A VEZETÉKEK KERESZTMETSZETE 2 - ELEKTROMOS BEKÖTÉSEK - A vezérlıegység áramellátását (a külsı biztosítódobozának csatlakozókapcsán) egy legalább 3x1,5 mm 2 - es vezetékkel kell megoldani. Amennyiben
A hegesztési eljárások áttekintése. A hegesztési eljárások osztályozása
 A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
 502333-95 H DW716 2 3 4 5 I2 7 52 51 J1 14 54 53 55 48 14 20 J2 54 55 J3 57 56 58 48 57 59 56 J4 58 J5 61 1 12 1 60 2 3 5 4 53 J6 K 6 45 30 38 L M 7 3 N O1 O2 P1 A P2 Q1 7 Q2 Q3 8 GÉRFŰRÉSZ Szívből gratulálunk
502333-95 H DW716 2 3 4 5 I2 7 52 51 J1 14 54 53 55 48 14 20 J2 54 55 J3 57 56 58 48 57 59 56 J4 58 J5 61 1 12 1 60 2 3 5 4 53 J6 K 6 45 30 38 L M 7 3 N O1 O2 P1 A P2 Q1 7 Q2 Q3 8 GÉRFŰRÉSZ Szívből gratulálunk
(11) Lajstromszám: E 007 752 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 752 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU00000772T2! (19) HU (11) Lajstromszám: E 007 72 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 07 819726 (22) A bejelentés napja:
!HU00000772T2! (19) HU (11) Lajstromszám: E 007 72 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 07 819726 (22) A bejelentés napja:
Statisztikai módszerek
 Statisztikai módszerek A hibaelemzı módszereknél azt néztük, vannak-e kiugró, kritikus hibák, amelyek a szabályozás kivételei. Ezekkel foglalkozni kell; minıségavító szabályozásra van szükség. A statisztikai
Statisztikai módszerek A hibaelemzı módszereknél azt néztük, vannak-e kiugró, kritikus hibák, amelyek a szabályozás kivételei. Ezekkel foglalkozni kell; minıségavító szabályozásra van szükség. A statisztikai
Épületek rekonstrukciós tervezése MSc BMEEOMEMAT3
 Magastetık energia-hatékony, fenntartható felújítása Szerkesztı: dr.tóth Elek DLA, egyetemi docens, BME. Magasépítési Tanszék Tartalom A magastetık ácsszerkezetének felújítása [1]... 1 A tetıfelület síkjának
Magastetık energia-hatékony, fenntartható felújítása Szerkesztı: dr.tóth Elek DLA, egyetemi docens, BME. Magasépítési Tanszék Tartalom A magastetık ácsszerkezetének felújítása [1]... 1 A tetıfelület síkjának