JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
|
|
|
- Mihály Gyula Horváth
- 9 évvel ezelőtt
- Látták:
Átírás
1 JÁRMŰVEK JAVÍTÁSA Javítási technológiák
2 Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után elvégzik azok ellenőrzését és hibafelvételét. A meghibásodott alkatrészeket javítják, felújítják vagy kicserélik. Az összeszerelést követő beállításokat, beszabályozásokat, ellenőrzéseket - az ún. funkciópróbákat - gyakran próbapadokon, futáspróbákon végzik. 2
3 Javítási fajták váratlanul bekövetkező meghibásodás miatti javítás, az ún. szükségszerinti javítás, amelyet meghibásodáskor azonnal elvégeznek és csak a meghibásodott rész helyreállítására vonatkozik. az általános javítás, mint tervszerű javítás a gép, jármű üzemképességének, ill. megbízhatóságának az eredetihez hasonló szintű visszaállítását jelenti. a felújításkor teljes rekonstrukciót végeznek, amely eredményeként az új gép, jármű műszaki színvonalát igyekeznek elérni. A felújítás keretében gyakran korszerűsítést is végeznek. 3
4 A MEGHIBÁSODÁSOK CSOPORTOSÍTÁSA Szerkezet szerint szerelt egységek meghibásodása alkatrészek, szerkezeti elemek meghibásodása Megjelenési forma szerint üzemeltetési jellemzők változása méretváltozás, illesztési hiba alakhiba felületi hiba alakváltozás (görbeség, elcsavarodás) repedés törés felületi réteg tulajdonságának változása anyagösszetétel vagy szövetszerkezet megváltozása A hiba oka szerint konstrukciós hiba gyártási hiba anyaghiba A hatás jellege szerint üzemi alkalmasság részleges csökkenése (hibás működés) működésképtelenség Az elhasználódás mechanizmusa szerint súrlódás, kopás abrázió, erózió kavitáció anyagfáradás korrózió öregedés hő okozta változás helytelen üzemeltetés fenntartási hiányosság természetes elhasználódás 4
 motor és erőátvitel villamos ill.")
5 Járművek általános szerkezeti felépítése Jármű Fődarabok, főegységek futómű fékszerkezet járműváz (alváz és felépítmény, ill. önhordó vázszerkezet) motor és erőátvitel villamos ill. elektromos, elektronikus rendszer utaskényelmi és biztonsági berendezések Alkatrészek 5
6 A járműjavítás technológiai folyamata 6
 Tárcsák Hüvelyek, perselyek Többtengelyű alkatrészek (excenterek, excentrikus tengelyek - forgattyús tengelyek) Keresztdarabok (pl.: dugattyú) Karok, rudak (pl.")
7 Alkatrészek csoportosítása alakjuk szerint Tengelyek (sima, lépcsős, alakos, stb.) Csapszegek, csapok (sima. Fejes, furatos) Tárcsák Hüvelyek, perselyek Többtengelyű alkatrészek (excenterek, excentrikus tengelyek - forgattyús tengelyek) Keresztdarabok (pl.: dugattyú) Karok, rudak (pl.: hajtókar) Összetett nagy alkatrészek (gépágyak, gépállványok, hengertömbök, sebességváltó házak Alakos, nem forgásfelületek 7
8 Hibamegállapítás sokrétű, összetett feladat: különböző szintű ellenőrzések előírása, minőségi jellemzők meghatározása, az ellenőrzés műszaki előírásainak meghatározása, információképzés, -áramlás és - feldolgozás megtervezése és megszervezése, a szolgáltatott információk elemzése. 8
9 Hibamegállapítás módjai Ellenőrzés üzemeltetés közben: szemrevételezéssel, diagnosztikai eljárásokkal Hibafelvétel Szemrevételezés Mérés Repedésvizsgálat Geometriai mérések 9

10 Hibafelvétel Feladata a szétszerelt gépegységek alkatrészeinek vizsgálata és minősítése Döntési változatok: javítás nélkül visszaépíthető előírt javítási technológia szerint felújítható selejtezendő 10
 az alkatrész vázlatos rajzát, megjelölve rajta az ellenőrizendő felületeket a meghibásodás lehetséges leírását a használandó műszert méreteket - névleges, jav.")
11 tartalmaznia kell: Hibafelvételi utasítás az alkatrész azonosítási adatait, főbb jellemzőit (megnevezés, típus, anyag, stb.) az alkatrész vázlatos rajzát, megjelölve rajta az ellenőrizendő felületeket a meghibásodás lehetséges leírását a használandó műszert méreteket - névleges, jav. előtt és után a javítás módját - hivatkozva a techn. utasításra 11
12 Alkatrészek javítása és felújítása A hibafelvétel eredményétől függően az alkatrészeket megmunkálás nélkül, vagy javítás, felújítás után építik be, a selejtezett alkatrészek helyett újakat szerelnek be. A javítási, felújítási technológia kiválasztásakor figyelembe kell venni: az elhasználódás mértékét, az új alkatrész technológiai jellemzőit (anyag, hőkezelés, tűrések), funkcionális szerepét. A javított, felújított alkatrész élettartama lehetőleg közelítse meg az új alkatrész élettartamát, Egyes javítási, felújítási technológiákkal az új alkatrészhez képest hosszabb élettartam is biztosítható. 12
13 Technológiai eljárások Javítás anyagleválasztással Felületszilárdítás Felújítás képlékeny alakváltoztatással Felújítás anyaghozzáadással Perselyezés, hüvelyezés Termikus szórás Galvanikus fémbevonás Krómozás Vasazás Helyi galvanizálás Műanyagbevonás Felrakóhegesztés Alakváltozás javítása Egyengetés, lemezfeszítés Anyagfolytonossági hibák javítása Kötőhegesztés Acélalkatrészek hegesztése Öntöttvasak hegesztése Alumínium, alumínium ötvözetek hegesztése Ragasztás Javítás foltozással, toldással 13
14 Alkatrészek javítása anyagleválasztással
15 Alkatrészek javítása anyagleválasztással Anyagleválasztással való javítás feladata: az előírt alakhelyesség és felületi minőség helyreállítása Anyagleválasztással való javítás jellemzője: A megmunkált alkatrész mérete megváltozik Párosításkor az ellendarab túlméretes -re készül Párosításkor az illesztés lehet: egyedi illesztés, vagy méretlépcső szerinti illesztés. 15
16 A technológia kiválasztáskor figyelembe kell venni: Az alkatrész szerkezeti kialakítását Az alkatrész anyagát (ha nincs dokumentáció, akkor anyagvizsgálat szükséges) A meghibásodás jellegét (mechanizmusát), okát, mértékét Az eredeti gyártási technológiát, hőkezelést Az előírt pontossági jellemzőket (méretpontosság, alakhelyesség, felületi minőség) A szükséges felületi hordképességet (hőállóság, kopásállóság, korrózióállóság, stb.) 16
17 Különféle felületkezelésű alkatrész keménység-változása 17
18 Megmunkálási eljárások Nagyoló, simító forgácsolás: esztergálás, gyalulás, marás, Köszörülés Finomfelületi megmunkálások Felületszilárdítás 18
 áll.")
19 Köszörülés A köszörülés sokélű szerszámmal végzett megmunkálás. A szerszám a köszörűkorong kötőanyagba ágyazott természetes vagy mesterséges kemény szemcsékből (gyémánt, korund, kvarc, illetve elektrokorund, szilíciumkarbid, köbös bórkarbid) áll. Simítóköszörüléssel IT5 IT7, félsimító köszörüléssel IT7 IT9 méretpontosság érhető el. Finom köszörüléssel IT3 IT4 pontosság és R a =0,05 0,4 m felületi érdesség érhető el. 19
, Technológiai jellemzők (előtolás, forgácsolási sebesség), A köszörüléskor keletkező")
20 Köszörüléskor a felületi minőséget (felületi érdesség, felületréteg tulajdonság) meghatározza: Köszörűkorong jellemzői (szemcseméret, kötéskeménység), Technológiai jellemzők (előtolás, forgácsolási sebesség), A köszörüléskor keletkező hőmérséklet. 20
21 Köszörüléskor keletkező hő hatása a munkadarabra Felületen fellépő pillanatnyi hőmérséklet. A felület igen gyors felmelegedése, majd lehűlése a szövetszerkezeti változásokon kívül repedés okozója is lehet 21
22 A köszörüléskor keletkező hőmérséklet hatása Köszörülés utáni maradó feszültség eloszlása edződő acél felületi rétegében Köszörülés utáni maradó feszültség eloszlása nem edződő acél felületi rétegében 22
23 Forgattyús tengely köszörülése Csaphibák Kimérés 23
24 Főtengely befogása forgattyúcsapok köszörülésekor 24
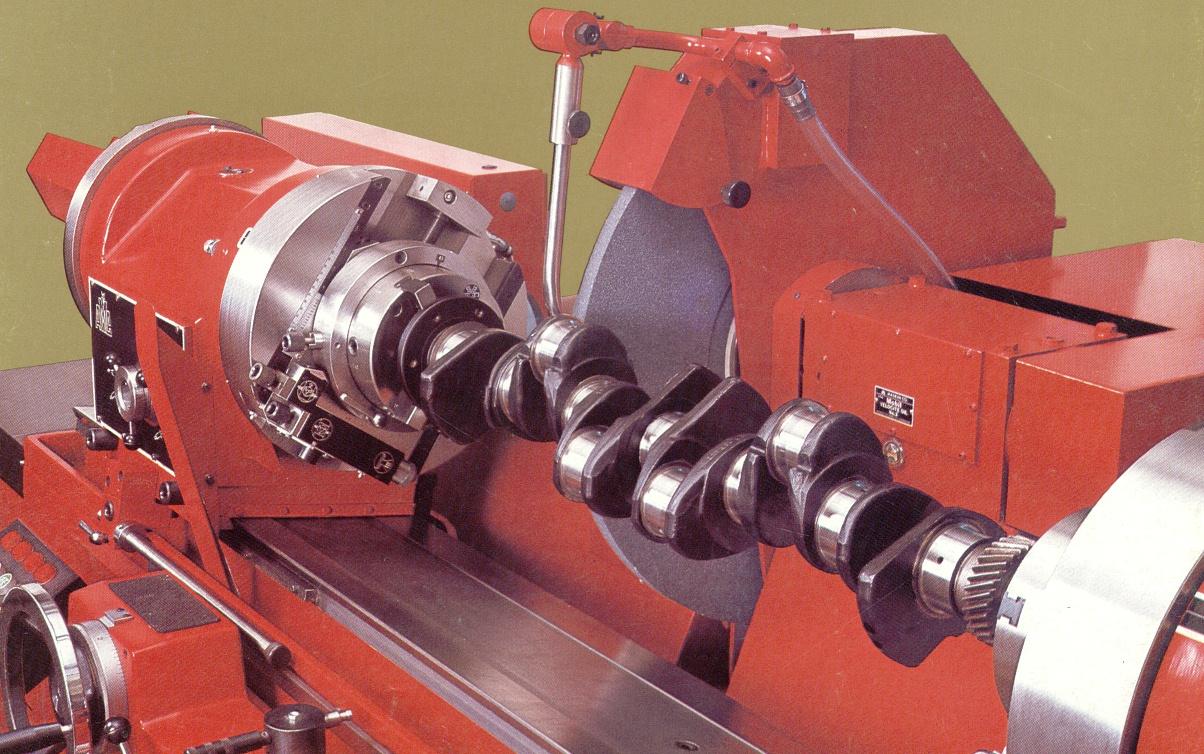
25 Forgattyútengely-köszörű 25
26 Forgattyús tengely felfogása 26
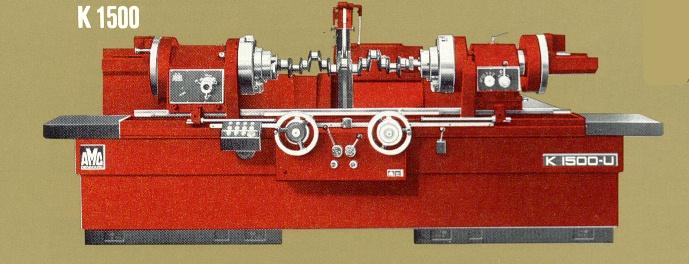

27 Forgattyútengely-köszörű 27
28 Csapköszörülési sorrend 28
29 A tükörsimítás kisamplitúdójú rezgőmozgást végző köszörűrudakkal végrehajtott forgácsolás, miközben a munkadarab forgómozgást, hosszabb munkadarabnál a szerszám tengelyirányú mozgást végez. Tükörsimítás 29

30 A tükrösítés olyan finomfelületi megmunkálás, amelyet a tükrösítendő tárgy felületéhez illeszkedő szerszámmal végeznek a közéjük vitt csiszolópor segítségével. Tükrösítés 30

31 A hántolás kéziszerszámmal végzett megmunkálás, az alakhűség helyreállítására. A hántolást megelőzően láthatóvá kell tenni azokat a felületrészeket, ahol a hántolandó tárgy eltér a geometriailag kívánt felülettől. Hántolás 31
32 Az eltérések megállapítására és meghatározására egyengetőlapot, jelzővonalzót, jelzőhengert, jelzőcsapot stb. használnak. A jelölésre olajat vagy festéket használnak, A festék vagy olaj az érintkezési pontokon vékony rétegen nyomot hagy. A hántolószerszámmal ezeket a kiemelkedő, vékony festékréteggel jelzett részeket kell lemunkálni. 32

33 Furatok javítása Furatbővítés csigafúróval Dörzsárazás Furatesztergálás furatkéssel Furatesztergálás fúrórúddal Mélyfuratok megmunkálása Furatköszörülés Honolás 33
 Keresztmetszetében kissé asszimetrikusan ovális (hajtórúd mozgási síkjában nagyobb, max. azon az old.")
34 Motorhengerek, hengerhüvelyek javítása Hosszmetszetben megközelítőleg hordóalak (hűtés, por, olajhiány..) Keresztmetszetében kissé asszimetrikusan ovális (hajtórúd mozgási síkjában nagyobb, max. azon az old.-n amely égési ütemben támasztja a dugattyút) 34

35 Hengerfúrógép 35
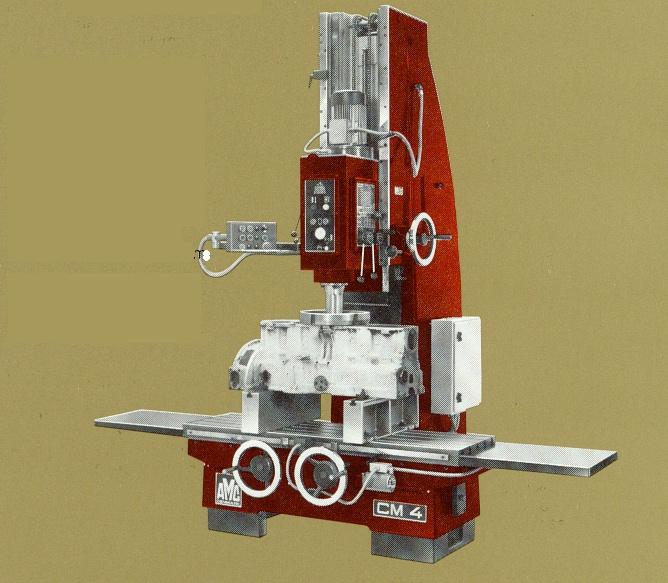
36 Hengerfúró -maró 36
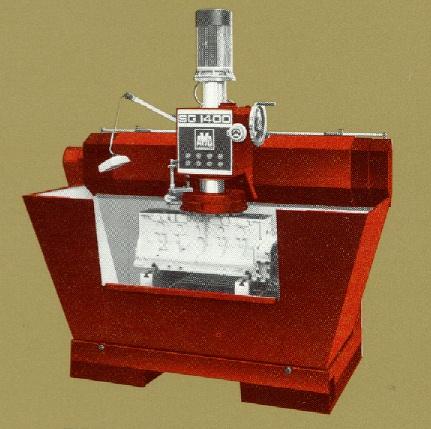
37 Síkköszörű 37
38 Belső hengeres felületek javítása 1 38

39 Belső hengeres felületek javítása 2. Finomfúrás 39

40 Belső hengeres felületek felület-kikészítő megmunkálása Honolás 40


41 Henger honoló 41
42 SUNNEN honlószerszámok 42
43 Honoló szerszám 43
44 Függőleges honoló 44
45 Felületszilárdítás Cél: Felületi minőség (felületi érdesség) javítása Felületi réteg tulajdonságának javítása, felületszilárdítás (keménység és kifáradási szilárdság növelés) 45
46 Felületszilárdítási eljárások Statikus felületszilárdítás Külső hengeres felületek felületszilárdítása Görgőzés, felülethengerlés Gyémántvasalás Belső hengeres felületek felületszilárdítása Furathengerlés, görgőzés Belső hengeres felületek vasalása Dinamikus felületszilárdítás Sörétezés Ütőtestes felületszilárdítás 46
 és a technológiai jellemzők (görgők alakja, az előtolás és a")
47 Görgőzés, felülethengerlés Szerszáma: Különféle kialakítású görgő Acélgolyó A görgők mérete: D g = mm r g =0, mm A görgők anyaga: szerszám vagy golyóscsapágy acél. A felületi érdességet és a felületi réteg tulajdonságát a munkadarab anyagának tulajdonsága (széntartalom, övözők, hőkezelési állapot) és a technológiai jellemzők (görgők alakja, az előtolás és a görgőző erő nagysága) határozzák meg. 47
48 Jellegzetes felülethengerlési eljárások 48
49 Gyémántvasalás Cél a viszonylag kis termelékenységű és költséges megmunkálások esetenkénti helyettesítése. A gyémántvasaló szerszám lehet: természetes- vagy mesterséges gyémánt A gyémánt vasalófejben kis olvadáspontú fémmel rögzítik a vasalógyémántot, amelyet szférikusra, vagy hengeresre csiszolnak. Vasalás céljából 1-2 karát nagyságú gyémántot alkalmaznak (21. ábra). A gyémánt befogásakor figyelembe kell venni, hogy kopásállósága különböző irányban eltérő. 49
50 A gyémántvasalás vázlata Külső hengeres felületek vasalását esztergákon végzik. A gyémánt vasalófejet hordozó szerszámbefogót a késtartóba fogják be A gyémántszerszám alkalmazásának előnyei: súrlódási tényezője fémfelületekkel való súrlódáskor igen csekély kemény, így a felület kis érdességűvé csiszolható 50
51 Furathengerlés, görgőzés A görgők száma célszerűen páratlan Átmérőjük: mm. A görgők hossza: l = (2...3)D A túlfedés: mm (túlgörgőzés veszélye!) A görgőzési sebesség : v = f (D 1,n munkadarab,n k ), ahol D 1 : a munkadarab furatátmérője n k : a görgőtartó kosár fordulatszám ( m/min) 51
52 Belső hengeres felületek vasalása Cél: a pontosság növelése az érdesség csökkentése a kopásállóság növelése a kifáradási határ növelése A belső hengeres felületek vasalásakor végbemenő alakváltozás szerint megkülönböztetünk:simító és alakító vasalást. 52
53 Sörétezés Pneumatikus Lapátkerekes Gravitációs 53
54 Ütőtestes felületszilárdítás 54

55 Furatok szabályozása kombinált szerszámmal 55
56 Jellegzetes megmunkáló gépek Függőleges marógép homlokmaróval Függőleges tengelyű síkköszörű 56
57 Jellegzetes megmunkáló gépek 57
58 Jellegzetes megmunkáló gépek 58

59 Jellegzetes megmunkáló gépek, hajtókar-fúró 59

60 Jellegzetes megmunkáló gépek, hengerfúró 60

61 Motorblokk vonalfúró 61
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Ipari robotok megfogó szerkezetei
 ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Pneumatikus Tárcsafékek
 Javítási útmutató C16352 - HU - 005 Pneumatikus Tárcsafékek SB6.../SB7... Axiális- & radiális kamraelrendezésû tárcsafékek RA-SB0002- Tartalomjegyzék.......................................................................
Javítási útmutató C16352 - HU - 005 Pneumatikus Tárcsafékek SB6.../SB7... Axiális- & radiális kamraelrendezésû tárcsafékek RA-SB0002- Tartalomjegyzék.......................................................................
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
03 Bázisok és készülékek
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ
 JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI ALAPFOGALMAK 3 2. ISO-TŰRÉSRENDSZER 4. 2.1. Mérettartományok 5. 2.2. Tűrésfokozatok 6. 2.3. Szabványos tűrésnagyságok 7
 Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
FINOMMECHANIKAI GÉPKARBANTARTÓ, GÉPBEÁLLÍTÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 FINOMMEHNIKI GÉPKRNTRTÓ, GÉPEÁLLÍTÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ TOK 1. szakképesítés azonosító száma: 31 521 06 0000 00 00 2. szakképesítés megnevezése:
FINOMMEHNIKI GÉPKRNTRTÓ, GÉPEÁLLÍTÓ SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ TOK 1. szakképesítés azonosító száma: 31 521 06 0000 00 00 2. szakképesítés megnevezése:
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
1. Mûszaki adatok (gyári adatok)
") 1. Mûszaki adatok (gyári adatok) Traktor Gyártó New Holland, Anglia Típus TS115 (618345) Építési mód segéd-mellsõkerék hajtású Motor Gyártó New Holland Típus 450T/TJ, 6 hengeres, természetes feltöltésû
1. Mûszaki adatok (gyári adatok) Traktor Gyártó New Holland, Anglia Típus TS115 (618345) Építési mód segéd-mellsõkerék hajtású Motor Gyártó New Holland Típus 450T/TJ, 6 hengeres, természetes feltöltésû
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
Új főtengelyek beépítési utasítása (javítás esetében) és dokumentációs előírásai
 és dokumentációs előírásai") Új főtengelyek beépítési utasítása (javítás esetében) és dokumentációs előírásai Tisztasági útmutató szennyeződésmentesség Károk esetében, ha az olajrendszerbe fémmaradványok kerülnek ( pl. csapágy- és
Új főtengelyek beépítési utasítása (javítás esetében) és dokumentációs előírásai Tisztasági útmutató szennyeződésmentesség Károk esetében, ha az olajrendszerbe fémmaradványok kerülnek ( pl. csapágy- és
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5
 HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
51 213 02 0000 00 00 Nyomtatványfeldolgozó Nyomtatványfeldolgozó 51 213 02 0100 21 01 Író- és irodaszergyártó, Nyomtatványfeldolgozó
 A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Elektrokémiai fémleválasztás. Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok
 Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Gépjármű Diagnosztika. Szabó József Zoltán Főiskolai adjunktus BMF Mechatronika és Autótechnika Intézet
 Gépjármű Diagnosztika Szabó József Zoltán Főiskolai adjunktus BMF Mechatronika és Autótechnika Intézet 14. Előadás Gépjármű kerekek kiegyensúlyozása Kiegyensúlyozatlannak nevezzük azt a járműkereket, illetve
Gépjármű Diagnosztika Szabó József Zoltán Főiskolai adjunktus BMF Mechatronika és Autótechnika Intézet 14. Előadás Gépjármű kerekek kiegyensúlyozása Kiegyensúlyozatlannak nevezzük azt a járműkereket, illetve
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat)
") TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI. I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai
 KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai 1.1. Szakképesítés azonosító száma: 32 2 7429 02 2 5 07 1.2. Szakképesítés
KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai 1.1. Szakképesítés azonosító száma: 32 2 7429 02 2 5 07 1.2. Szakképesítés
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012.
 Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
Foglalkozási napló. Mechatronikus-karbantartó 15. évfolyam
 Foglalkozási napló a 20 /20. tanévre Mechatronikus-karbantartó 15. évfolyam (OKJ száma: 34 523 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Mechatronikus-karbantartó 15. évfolyam (OKJ száma: 34 523 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Mechanikai anyagvizsgálatok
 1 Szakma: 345 21-06 hegesztő Mechanikai anyagvizsgálatok Modul: 10162-12 Gépészeti alapozó feladatok gyakorlata Tantervi téma: Anyagvizsgálatok: Mechanikai vizsgálatok Az anyagvizsgálatokról Általában
1 Szakma: 345 21-06 hegesztő Mechanikai anyagvizsgálatok Modul: 10162-12 Gépészeti alapozó feladatok gyakorlata Tantervi téma: Anyagvizsgálatok: Mechanikai vizsgálatok Az anyagvizsgálatokról Általában
Szent László SZKI Szekszárd HELYI TANTERV
 Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Szent László SZKI Szekszárd Készítette: Kozár István 2007 HELYI TANTERV Gépészet SZAKMACSOPORT Gépiforgácsoló SZAKMA OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2007-től 1 / Feladatok, ismeretek, készségek
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
csiszolókorongok tépõzáras/öntapadós Oldal... 163 Oldal... 172,173 csapos polírozófilcek Oldal... 182,183 LevegõsrenDszer 259 tartozékok
 csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
31 521 08 0010 31 02 Háztartási gépgyártó Gépgyártósori gépkezelő, gépszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás
 Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek
 Rész. Egész. Alkatrész. Just. High. Parts. Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek Tartalom Beszerelô szerszámok Kiszerelô szerszámok 4-5 Szerelô szerszám FT 33 6 Karbantartó
Rész. Egész. Alkatrész. Just. High. Parts. Beépítô szerszámok Kiszerelô szerszámok Csapágymelegítô készülékek Tartalom Beszerelô szerszámok Kiszerelô szerszámok 4-5 Szerelô szerszám FT 33 6 Karbantartó
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
A tételhez használható segédeszközöket a vizsgaszervező biztosítja.
 A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben megadott szakmai követelménymodulok témaköreit tartalmazzák. A tételhez
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben megadott szakmai követelménymodulok témaköreit tartalmazzák. A tételhez
A továbbiakban a szóbeli vizsgára vonatkozóan a 26/2001. (VII. 27.) OM rendelet 27. (2) bekezdése és 28. -a érvényes.
 OM rendelet 27. (2) bekezdése és 28. -a érvényes.") A szakmai vizsgáztatás általános szabályairól és eljárási rendjéről szóló 26/2001. (VII: 27.) OM rendelet 27. (1) bekezdése szerint "A szóbeli vizsgarészen a vizsgázó a szakképesítésért felelős miniszter
A szakmai vizsgáztatás általános szabályairól és eljárási rendjéről szóló 26/2001. (VII: 27.) OM rendelet 27. (1) bekezdése szerint "A szóbeli vizsgarészen a vizsgázó a szakképesítésért felelős miniszter
OSZTÁLYOZÓVIZSGA SZAKMAI ISMERETEK 11. OSZTÁLY
 OSZTÁLYOZÓVIZSGA SZAKMAI ISMERETEK 11. OSZTÁLY 1. A négyütemű benzinmotor indikátor diagramja a belsőégésű motorok csoportosítása, az elméleti és valóságos körfolyamat, a működési ciklus vagy munkafolyamat
OSZTÁLYOZÓVIZSGA SZAKMAI ISMERETEK 11. OSZTÁLY 1. A négyütemű benzinmotor indikátor diagramja a belsőégésű motorok csoportosítása, az elméleti és valóságos körfolyamat, a működési ciklus vagy munkafolyamat
GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 09 1000 00 00 2. A szakképesítés megnevezése: Gépi
GÉPI FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 09 1000 00 00 2. A szakképesítés megnevezése: Gépi
MUNKAANYAG. Macher Zoltán. 3500 kilogramm alatti összgördülő súlyú. járművek kormányberendezéseinek. diagnosztikája, javítása, beállítása
 Macher Zoltán 3500 kilogramm alatti összgördülő súlyú járművek kormányberendezéseinek diagnosztikája, javítása, beállítása A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06
Macher Zoltán 3500 kilogramm alatti összgördülő súlyú járművek kormányberendezéseinek diagnosztikája, javítása, beállítása A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06
Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek. letörése, sarkok csiszolása
 Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Gyártórendszerek fejlődésének fázisai
 Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
1. tétel. a) Alapismeretek
 Alapismeretek") 1. tétel - Milyen alakváltozások léphetnek fel a külső terhelés, illetve igénybevétel (húzó feszültség) hatására kis és nagy hőmérsékleten (T > 350 o C)? - Mit nevezünk karbonát keménységnek, illetve nem
1. tétel - Milyen alakváltozások léphetnek fel a külső terhelés, illetve igénybevétel (húzó feszültség) hatására kis és nagy hőmérsékleten (T > 350 o C)? - Mit nevezünk karbonát keménységnek, illetve nem
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag
 A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
Gépek biztonsági berendezéseinek csoportosítása, a kialakítás szabályai. A védőburkolatok fajtái, biztonságtechnikai követelményei.
 A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
SZAKMAI TANTERVI ADAPTÁCIÓ a 31 521 01 BEVONTELEKTRÓDÁS KÉZI ÍVHEGESZTŐ részszakképesítés HÍD II. programban történő 2 éves oktatásához
 SZAKMAI TANTERVI ADAPTÁCIÓ a 31 521 01 BEVONTELEKTRÓDÁS KÉZI ÍVHEGESZTŐ részszakképesítés HÍD II. programban történő 2 éves oktatásához a 34 521 06 Hegesztő szakképesítés kerettanterve alapján I. A szakképzés
SZAKMAI TANTERVI ADAPTÁCIÓ a 31 521 01 BEVONTELEKTRÓDÁS KÉZI ÍVHEGESZTŐ részszakképesítés HÍD II. programban történő 2 éves oktatásához a 34 521 06 Hegesztő szakképesítés kerettanterve alapján I. A szakképzés
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Önkenõ és kevés karbantartást igénylõ siklócsapágyak. Mûszaki adatok GGB
 TERMÉKVÁLASZTÉK Önkenõ és kevés karbantartást igénylõ siklócsapágyak Mûszaki adatok GGB Szolgáltatásaink Szabványos és egyedi alkatrészek gyártása Sorozatok, vagy kis mennyiségek gyártása DIN/ISO szabványok,
TERMÉKVÁLASZTÉK Önkenõ és kevés karbantartást igénylõ siklócsapágyak Mûszaki adatok GGB Szolgáltatásaink Szabványos és egyedi alkatrészek gyártása Sorozatok, vagy kis mennyiségek gyártása DIN/ISO szabványok,
A Felhívás 2. számú szakmai melléklete
 A Felhívás 2. számú szakmai melléklete VTSZ lista XVI Áruosztály - Gépek és mechanikus berendezések; villamossági cikkek; ezek alkatrészei; hangfelevő és -lejátszó készülékek, kép- és hangfelvevő és -lejátszó
A Felhívás 2. számú szakmai melléklete VTSZ lista XVI Áruosztály - Gépek és mechanikus berendezések; villamossági cikkek; ezek alkatrészei; hangfelevő és -lejátszó készülékek, kép- és hangfelvevő és -lejátszó
Kezelési utasítás és alkatrészlista
 Kezelési utasítás és alkatrészlista Köszönjük, hogy az általunk forgalmazott, Benincá terméket választotta. A Benincá cég kínálatában található összes termék 20 éves gyártási tapasztalat, folyamatos fejlesztés,
Kezelési utasítás és alkatrészlista Köszönjük, hogy az általunk forgalmazott, Benincá terméket választotta. A Benincá cég kínálatában található összes termék 20 éves gyártási tapasztalat, folyamatos fejlesztés,
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar. Járműelemek és Hajtások Tanszék. Siklócsapágyak.
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM K ö z l e k e d é s m é r n ö k i K a r Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműelemek és Hajtások Tanszék Járműelemek és
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM K ö z l e k e d é s m é r n ö k i K a r Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműelemek és Hajtások Tanszék Járműelemek és
Műszaki rajz feladatok
 DEBRECENI EGYETEM MŰSZAKI KAR feladatok Összeállította: Dr. Juhász György Ellenőrizte Ráthy Istvánné Dr. Debrecen 2012. Tartalomjegyzék 1. feladatok... 3 2. Formai követelmények... 10 2.1. lapok kialakítása
DEBRECENI EGYETEM MŰSZAKI KAR feladatok Összeállította: Dr. Juhász György Ellenőrizte Ráthy Istvánné Dr. Debrecen 2012. Tartalomjegyzék 1. feladatok... 3 2. Formai követelmények... 10 2.1. lapok kialakítása
A tételhez használható segédeszközöket a vizsgaszervező biztosítja.
 A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben megadott szakmai követelménymodulok témaköreit tartalmazzák. A tételhez
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben megadott szakmai követelménymodulok témaköreit tartalmazzák. A tételhez
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Termék: HYPRO 6 HIDRAULIKUS KÉZI LYUKASZTÓ TPA8 HASZNÁLATI ÚTMUTATÓ AZ EREDETI HASZNÁLATI ÚTMUTATÓ FORDÍTÁSA GARANCIALEVÉL
 GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
GARANCIALEVÉL 1. Az által forgalmazott termékekre, az eladás napjától számítva: a Polgári Törvénykönyv rendelkezései alap- ján 24 hónap; a Kereskedelmi Törvénykönyv GARANCIALEVÉL rendelkezései alapján
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
Gépalapok, szerkezetek vizsgálata mozgás megjelenítéssel
 www.aastadium.hu Gépalapok, szerkezetek vizsgálata mozgás megjelenítéssel A piaci verseny a gépek megbízhatóságának növelésére kényszeríti az ipart, ezáltal elősegíti a diagnosztikai módszerek körének
www.aastadium.hu Gépalapok, szerkezetek vizsgálata mozgás megjelenítéssel A piaci verseny a gépek megbízhatóságának növelésére kényszeríti az ipart, ezáltal elősegíti a diagnosztikai módszerek körének
SZERSZÁMKÉSZÍTŐ. I. Általános irányelvek 1. A képzés szabályozásának jogi háttere. A központi program
 I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
I. Általános irányelvek 1. A képzés szabályozásának jogi háttere A központi program a közoktatásról szóló 1993. évi LXXIX. törvény, a szakképzésről szóló 1993. évi LXXVI. törvény, a gazdasági kamarákról
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Indirekt fűtésű, szögletes álló melegvíz tároló SD 100 BC. Szerelési és használati Útmutató
 Indirekt fűtésű, szögletes álló melegvíz tároló SD 100 BC SAUNIER DUVAL Szerelési és használati Útmutató Forgalmazó: Saunier Duval Magyarország Rt 1238. Budapest, Helsinki út 120. Tel: 283-0553, 283-0556
Indirekt fűtésű, szögletes álló melegvíz tároló SD 100 BC SAUNIER DUVAL Szerelési és használati Útmutató Forgalmazó: Saunier Duval Magyarország Rt 1238. Budapest, Helsinki út 120. Tel: 283-0553, 283-0556
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
Baross Gábor Középiskola, Szakiskola és Kollégium
 Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
GÉPJAVÍTÁS IV. SEGÉDLET
 Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, vállalkozói és gazdasági ismeretek 3. Munka- és környezetvédelmi ismeretek
 Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, vállalkozói és gazdasági ismeretek 3. Munka- és környezetvédelmi ismeretek 2 31 5236 01/V Szakmai ismeretek vizsgatárgy szóbeli vizsgatételei
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, vállalkozói és gazdasági ismeretek 3. Munka- és környezetvédelmi ismeretek 2 31 5236 01/V Szakmai ismeretek vizsgatárgy szóbeli vizsgatételei
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre szakma gyakorlati oktatásához (OKJ száma: ) A napló vezetéséért felelős: A foglalkoztató vállalkozó, vállalkozás neve:.. Címe:. Ügyintéző neve,telefonszáma:... A tanuló
Foglalkozási napló a 20 /20. tanévre szakma gyakorlati oktatásához (OKJ száma: ) A napló vezetéséért felelős: A foglalkoztató vállalkozó, vállalkozás neve:.. Címe:. Ügyintéző neve,telefonszáma:... A tanuló
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
VIZSGAREND. Kontawig Műszaki és Üzlettudományi Szakképző Iskola //102937 OKJ: 33 522 04 1000 00 00. Villanyszerelő szakképesítés.
 1 090006 090006/1gy nap nap nap 4. nap 5. nap 6. nap tevékenység 20110.09 20110.17 11:40 12:40, VIZSGAREND A vizsgaszervező által készített azon dokumentum, mely alkalmas a szakmai vizsga, a szakmai vizsgarészek
1 090006 090006/1gy nap nap nap 4. nap 5. nap 6. nap tevékenység 20110.09 20110.17 11:40 12:40, VIZSGAREND A vizsgaszervező által készített azon dokumentum, mely alkalmas a szakmai vizsga, a szakmai vizsgarészek
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
MUNKAANYAG. Dr.Majoros Ferenc. Gépelemek javítása. A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok
 Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
Dr.Majoros Ferenc Gépelemek javítása A követelménymodul megnevezése: Mezőgazdasági gépészeti alapfeladatok A követelménymodul száma: 2276-06 A tartalomelem azonosító száma és célcsoportja: SzT-013-30 KÖTŐGÉPELEMEK
MUNKAANYAG. Macher Zoltán. Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I.
 Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Abrazív megmunkálások
 Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Pneumatika. 1. előadás
 1. előadás Tartalom: A pneumatikus rendszer felépítése A sűrített levegő előállítása és kezelése A pneumatikus a rendszer elemei: munkavégző rész (végrehajtók) vezérlő rész (erősítők, irányítók, jeladók).
1. előadás Tartalom: A pneumatikus rendszer felépítése A sűrített levegő előállítása és kezelése A pneumatikus a rendszer elemei: munkavégző rész (végrehajtók) vezérlő rész (erősítők, irányítók, jeladók).
A tételhez nem használható segédeszköz.
 A vizsgafeladat ismertetése: Válaszadás a vizsgakövetelmények alapján összeállított, előre kiadott tételsorokból húzott kérdésekre. A szóbeli központilag összeállított vizsgakérdései a 4. Szakmai követelmények
A vizsgafeladat ismertetése: Válaszadás a vizsgakövetelmények alapján összeállított, előre kiadott tételsorokból húzott kérdésekre. A szóbeli központilag összeállított vizsgakérdései a 4. Szakmai követelmények
E G Y F Á Z I S Ú T R A N S Z F O R M Á T O R
 VILLANYSZERELŐ KÉPZÉS 0 5 E G Y F Á Z I S Ú T R A N S Z F O R M Á T O R ÖSSZEÁLLÍTOTTA NAGY LÁSZLÓ MÉRNÖKTANÁR - - Tartalomjegyzék Villamos gépek fogalma, felosztása...3 Egyfázisú transzformátor felépítése...4
VILLANYSZERELŐ KÉPZÉS 0 5 E G Y F Á Z I S Ú T R A N S Z F O R M Á T O R ÖSSZEÁLLÍTOTTA NAGY LÁSZLÓ MÉRNÖKTANÁR - - Tartalomjegyzék Villamos gépek fogalma, felosztása...3 Egyfázisú transzformátor felépítése...4
SZINTVIZSGA FELADAT. Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara. hatáskörébe tartozó szakképesítéshez
 SZINTVIZSGA FELADAT a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 2013. szeptember 1-től, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai
SZINTVIZSGA FELADAT a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez Érvényes: 2013. szeptember 1-től, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai
Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések
 Záróvizsga orientáló kérdések") Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések 2015-2016. tanév 1. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja
Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések 2015-2016. tanév 1. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
Csuklókaros napellenző
 Csuklókaros napellenző Alkalmazási és felhasználási terület Teraszok, balkonok és télikertek változatos árnyékolására. Karos vagy elektromos hajtás. Szerelés: - falra - födémre - szarufára Termékjellemzők
Csuklókaros napellenző Alkalmazási és felhasználási terület Teraszok, balkonok és télikertek változatos árnyékolására. Karos vagy elektromos hajtás. Szerelés: - falra - födémre - szarufára Termékjellemzők