Termelési rendszerek és folyamatok
|
|
|
- Zoltán Kis
- 8 évvel ezelőtt
- Látták:
Átírás
1 Gyakorlat Dr. Hornyák Olivér 1

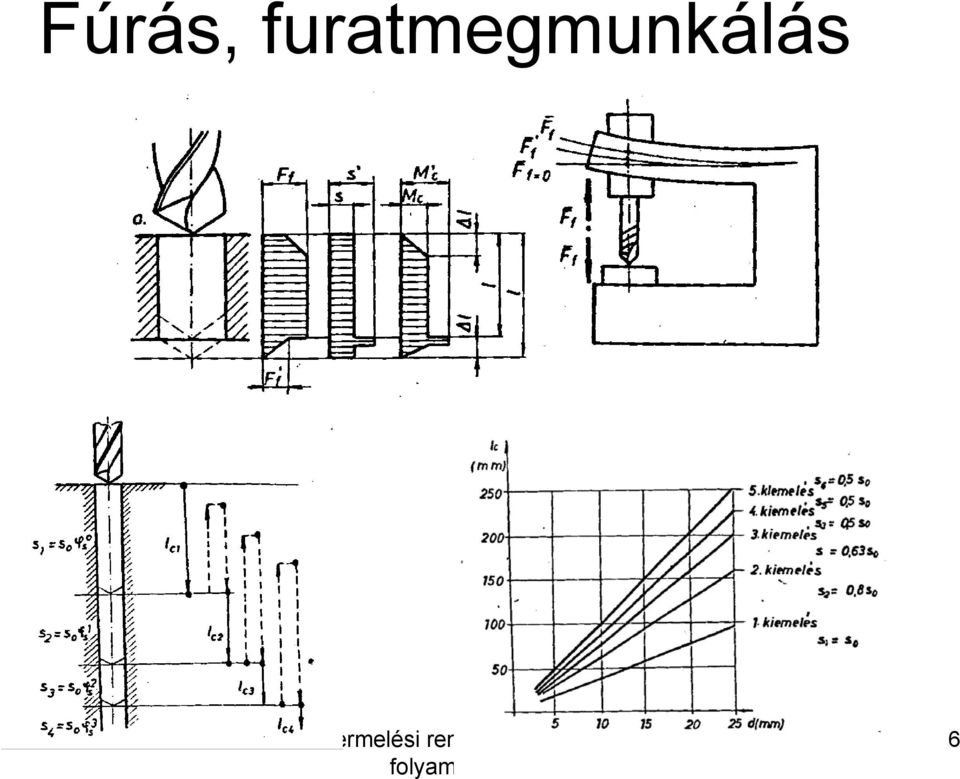
2 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség (m/min) d π n dk π n v c vk m m z : előtolás (/ord) z1 z2 : egy élre jutó előtolás (/ord) d d a p : ogásmélység () 0 a p 2 v : előtoló sebesség (m/min) z: élek száma v z n 2
 d d a p : ogásmélység () 0 a p 2 v : előtoló sebesség (m/min) z: élek")
3 Fúrás, uratmegmunkálás A 1 : egy élre jutó orgácskeresztmetszet ( 2 ) A 1 z 1 a p b h h: orgácsvastagság () h z 1 sinκ r b: orgácsszélesség () a p b sinκ r Q: orgácsleválasztás intenzitása (cm 3 /min) Q V m : leválasztandó térogat (cm 3 ) V 1 m z A v 2 2 d d0 3 π L k cm t m : orgácsolás őideje (min) 3 z a p v k V Q m t m L v 3
 3 z a p v k V Q m t")
4 Fúrás, uratmegmunkálás F c1, F c2 : orgácsolósebesség irányú erők (N) F c1 k c A 1 F p1, F p2 : ogásvétel irányú erők (N) F 1, F 2 : előtolás irányú erők (N) A ogásvétel irányú erők egymást közömbösítik. F p F 1 + p2 0 A ogásvétel irányú erők erőpárt alkotnak, amelynek csak M: nyomatéka (Nm) van. F c1 + F c2 Jelentős előtolás irányú erő ébred: 0 F F c F 1 + F 2 F 1 c1 F c 1 d M k 1000 m c : tapasztalati állandó P: orgácsolási teljesítmény, P M ω ahol ω: szögsebesség (radián/s) ω n 2π s 60 min 4

5 Fúrás, uratmegmunkálás Mintapélda: Egy RF.2b típusú sugárúrógépen egy A50 anyagminőségű, 50 vastagságú acéllemezbe Ø48 -es átmenő uratot kell csigaúrással készíteni. További adatok: k c 1500 N/ 2 Maximális motorteljesítmény: P m 3,3 kw Összhatások: η ö 0,75 Előtolás: z 0,38 /ord 2κ r 120 o Meghatározandó: 1. A megengedhető maximális ordulatszám (n?) 2. A ellépő nyomaték (M?) 3. A telibeúrás gépi őideje, ha 2-es ráutást és a szükséges túlutást is igyelembe vesszük (t m?) Megoldás: 5

6 Fúrás, uratmegmunkálás 6
7 Esztergálás 7
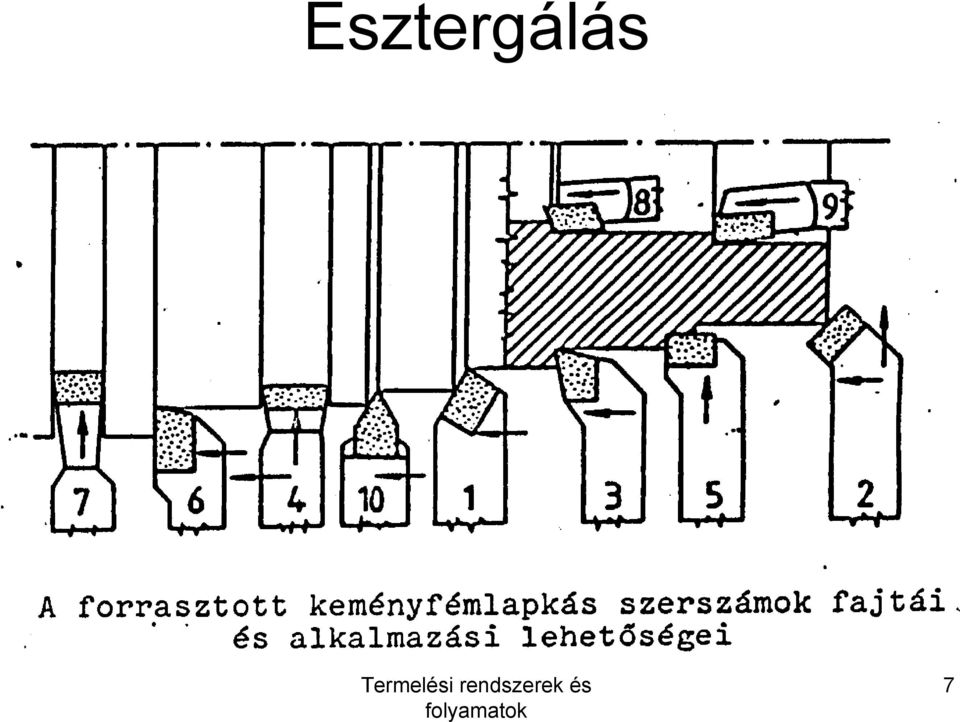
8 Esztergálás 8
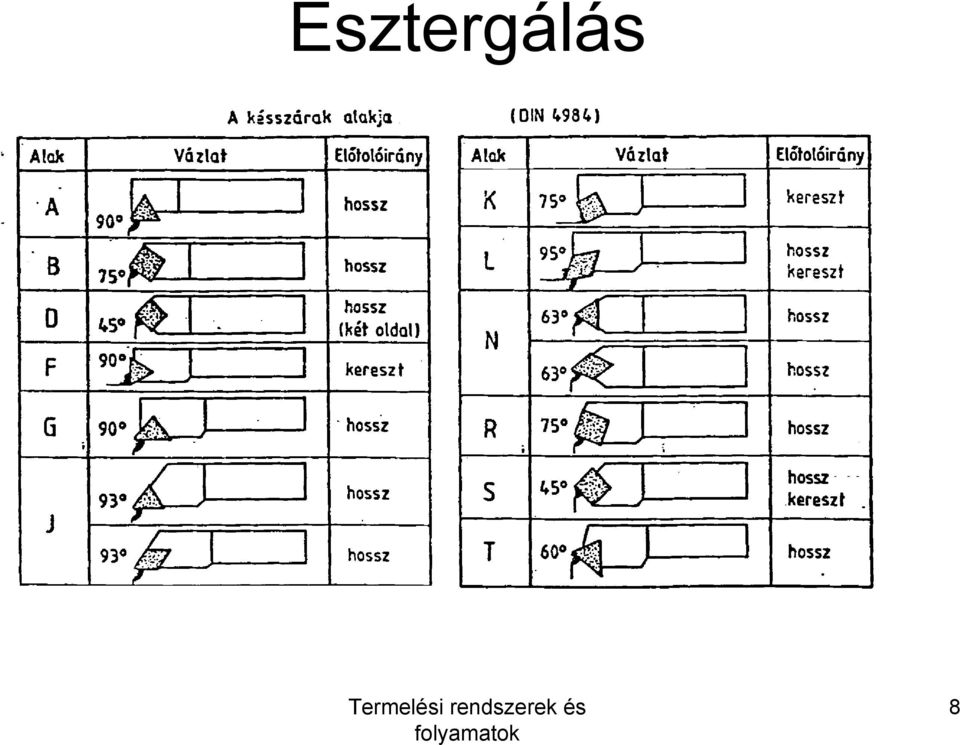
9 Külső hengeres elület esztergálása d 0 : nyersdarab átmérő () d m : készdarab átmérő az m. ogás után () L: megmunkálandó hossz () a p : ogásmélység () m i 1 a p d 0 d 2 n: őorsó ordulatszám v c : orgácsolási sebesség (m/min) : előtolás (/ord) m d π n v c 1000 m v : előtoló sebesség (m/min) v z n 9
 : előtolás")
10 Külső hengeres elület esztergálása Forgácsleválasztási terv Q i : orgácsleválasztás intenzitása (cm 3 /min) v cki : közepes orgácsolósebesség az i. anyagréteg leválasztásánál (m/min) v cki dki π n 1000 m d ki : közepes átmérő az i. anyagréteg leválasztásánál () Q i dki π n 1000 m v n a pi dki π a pi 1000 m v Q i v cki a p d d + d 2 i i+1 ki 10
 Q i dki π n 1000 m v n a pi dki π a pi 1000 m v Q i v")
11 Külső hengeres elület esztergálása V mi : leválasztandó térogat az i. anyagréteg leválasztásánál (cm 3 ) V mi 2 2 di 1 di 3 π L cm 3 V m : leválasztandó térogat (cm 3 ) V m m V i 1 mi 2 d0 d m cm 3 3 π L t mi : orgácsolás őideje az i. anyagréteg leválasztásánál (min) V mi t mi Qi L v t m : orgácsolás őideje (min) t m m t i1 mi m L v 11

12 Külső hengeres elület esztergálása A orgácskeresztmetszet: κ r :szerszám (őél) elhelyezkedési szög (ok) b: orgácsszélesség () h: orgácsvastagság () b h a p sinκ z r sin 1 κ r A a : orgácskeresztmetszet ( 2 ) A a pi b h 12
 b h a p sinκ z r sin 1 κ r A a :")
13 Külső hengeres elület esztergálása A orgácsolóerő: F c : őorgácsoló erő (N) F c k c A k c : ajlagos orgácsolóerő (N/ 2 ), k c (h, b, anyagminőség, élgeometria, hűtés, kopottság ) F c c F v min N ( 2 c F : konstans m z F 0,1; x F 0,75; y F 1 k E : korrekciós tényezők eredője F : előtolás irányú erők (N) F p : ogásvétel irányú erő (N) z c F x F ) a y p F k E F c :F :F p 1:(0,25-0,32):(0,40-0,25) p: ajlagos élterhelés (N/) F p b c k c h 13
 z c F x F ) a y p F k E F c :F :F p 1:(0,25-0,32):(0,40-0,25) p: ajlagos élterhelés")
14 Külső hengeres elület esztergálása M: orgácsolási nyomaték (Nm) P: orgácsolási teljesítmény M F c d k 2000 m PF c v c +F v F c v c dk π n 2π P Fc M n M s s min min 60 min ω ω: szögsebesség (radián/s) A szerszámkopás: γ 0 : homlokszög (ok) α 0 : hátszög (ok) VB:hátkopás () VB max 0,3-0,8 14
 α 0 : hátszög (ok) VB:hátkopás () VB")
15 Külső hengeres elület esztergálása Taylor egyenlete: m v c T C m-1/k0.25 (k-4~-3) C v konstans Cvv c, ha T1min Bővített Taylor egyenlet: v c p v C a v q p T m VB n 15

16 Külső hengeres elület esztergálása Mintapélda: Normalizált, C45 anyagú rúdacélból d92 átmérőjű, L250 hosszúságú munkadarabokat esztergálunk. Kiinduló átmérő d Főorső ordulatszám 500 ord/min, ogásmélység a p 2, előtolás 0,5 /ord. A ajlagos orgácsolóerő k c 2250 N/ 2. Határozzuk meg: 1. A ogások számát (m?) 2. Az előtolás sebességét (v?) 3. A orgácsolási őidőt (t m?) 4. A őorgácsolóerőt (F c?) 5. A orgácsolás teljesítményét az első ogásnál. (P 1?) 16
 2. Az előtolás sebességét (v?) 3. A orgácsolási őidőt (t m?) 4.")
17 Külső hengeres elület esztergálása Mintapélda: Egy hosszesztergálási műveletnél mekkora lehet a orgácsolósebesség a bővített Taylor egyenlet alapján, ha: T30 min a p 2 0,4 /ord p0,33 q 0,08 C v 350 VB0,6 Megoldás: 1 1 m k 4 Cv v VB p q a n 0.5 c p m 148 min 17

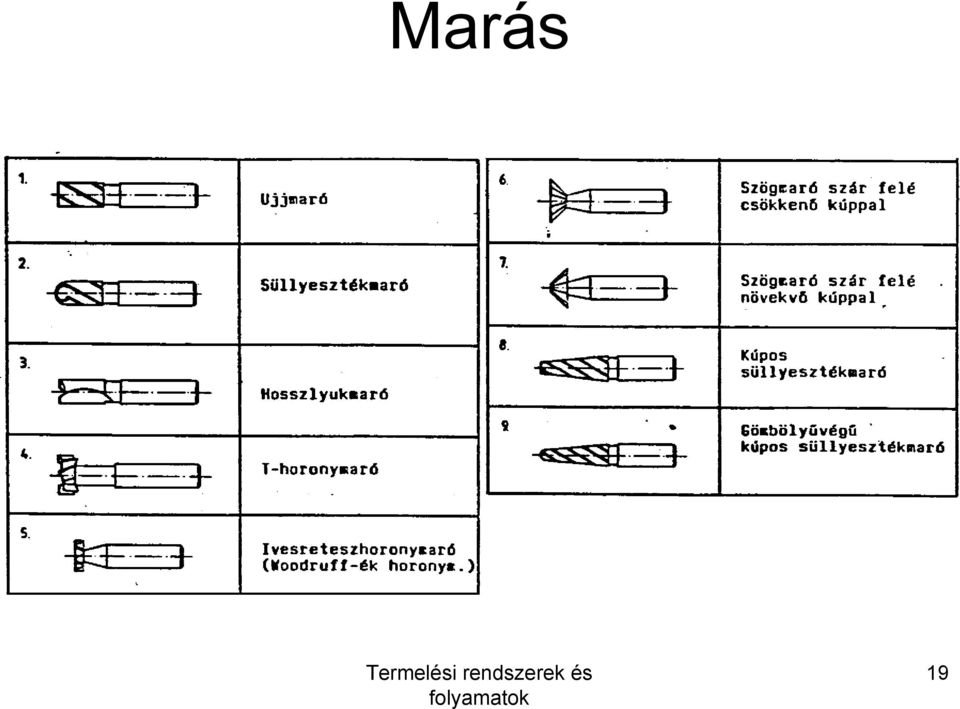
18 Marás 18
19 Marás 19
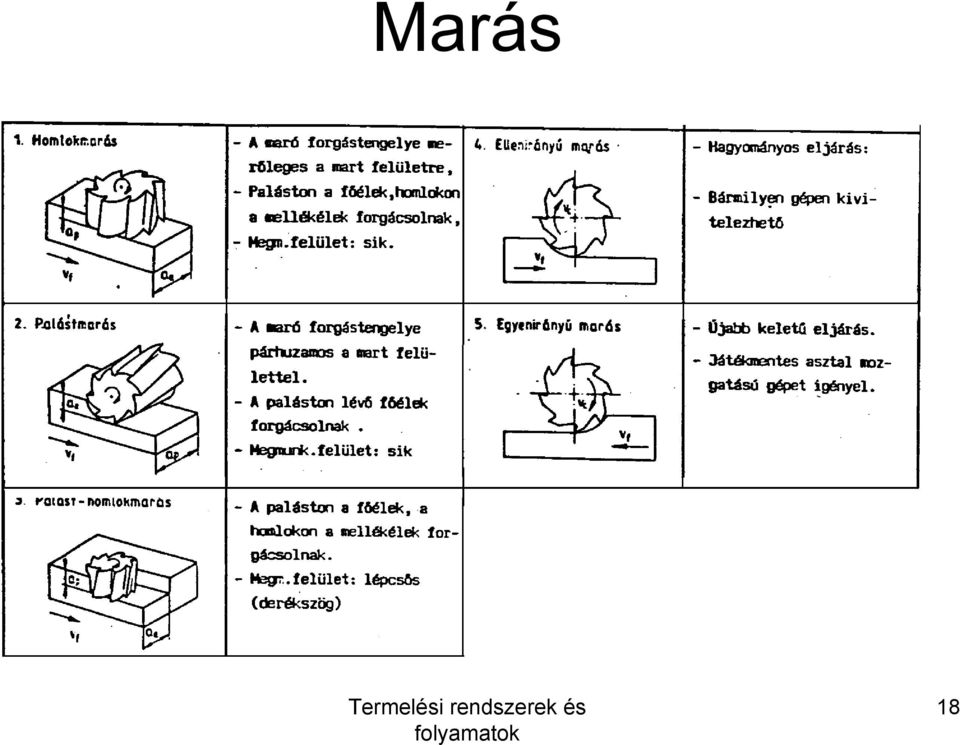
20 Palástmarás A palástmarás mozgási és orgácsolási viszonyai: Palástmarás: a maró orgástengelye párhuzamos a megmunkált elülettel. A palástmarás geometriai jellemzői: változó keresztmetszetű (bajusz alakú) orgács szakaszos leválasztása., z: a maró ogainak száma z : ogankénti előtolás () h : közepes orgácsvastagság () h i b w a e z b w h z a i a e : ogásmélység () i: orgácsolási ív hossza () d: maróátmérő () e z ae d n: maró ordulatszáma (ord/min) v : előtolás sebessége v z i p a e d ( ϕ < 30 z n o ) 20
 i: orgácsolási ív hossza () d: maróátmérő () e z ae d n: maró ordulatszáma (ord/min) v : előtolás sebessége v z i p a e d (")
21 Palástmarás Q: a orgácsleválasztás intenzitása (cm 3 /min) Q a e b w v 1000 cm Erő és teljesítményszükséglet palástmarásnál A leggyakoribb palástmarók uratosak és erde élűek. A erde él nyugodt, rezgésmentes járást és kis erőhullámzást biztosít a szerszámnak. A nagyobb marók éle hullámos vagy orgácstörő hornyokkal tagolt F c1 : egy ogra eső orgácsolósebesség irányú erő (N) F c1 k A k c : ajlagos orgácsolóerő (N/ 2 ) A c : átlagos orgácskeresztmetszet ( 2 ) F c : teljes org. sebesség irányú erő (N) F c Ψ c 3 3 k c F c1 c b w h Ψ: kapcsolószám, azaz az egyidejűleg kapcsolódó ogak száma 21
22 Palástmarás Ψ i t p t z a w d π d z π a d e t: a maró ogosztása () F c (középérték )behelyettesítve: P c : teljesítményszükséglet (W) v c : orgácsoló sebesség t F P v d π z c c c k c F a v e c c 60 s min d π n 1000 min z b w z d π 22
23 Palástmarás A palástmarás jellegzetes szerszámai még: tárcsamarók (űrésztárcsák is), szögmarók, rádiuszmarók, idoarók. A palástmarók többnyire monolit szerszámok, de léteznek szerelt (vágólapkás) kivitelűek is. 23
24 Homlokmarás A maró orgástengelye merőleges a merőleges a megmunkált elületre. A megmunkált elület mindig síkelület. Geometriai viszonyok rx : közepes orgácsvastagságnak megelelő ogankénti előtolás () Területegyenlőség: h rx i z b w rx b i b : közepes orgácsvastagság () z w z w o 360 d π ( ϕ 1 + ϕ 2 ) h rx sinκ r 24
25 Homlokmarás Erő és teljesítményviszonyok F c1 : egy ogra jutó őorgácsolóerő (N) F c1 k c A c k c b w h k c a p rx F c : teljes őorgácsolóerő (N) t: ogosztás () Ψ: kapcsolószám, azaz az egyidejűleg kapcsolódó ogak száma P: a teljesítményszükséglet (W) v c : orgácsolósebesség (m/min) F t c Ψ F d π z ( ϕ Ψ 2) 360 P v c c F i F t c1 c1 1 + ϕ z o v c c 60 s min d π n 1000 min 25
26 Marás Mintapélda palástmarásra: A50 anyagminőségű munkadarabon L120 hosszú, b w 65 széles síkelületet gyorsacél palástmaróval kell megmunkálni. A szerszám adatai a következők: d80, z8 og. A orgácsolási adatok: a e 3, z 0,1/og, v c 25 m/min. Táblázatból k c 4734 N/ 2 A50-hez. Számítsa ki 1. a teljes őorgácsoló (orgácsoló sebesség irányú erőt); 2. az átlagos teljesítményszükségletet; 3. az anyagleválasztás intenzitását; 4. a gépi őidőt! 26
27 27 Marás d a h e z , 80 3,1 0 N N h b k F w c c , 0, N N d z b a k F w z e c c , π π W N v F P s m s c c c min min min min min , , cm cm m cm m c z w e cm z w e cm w e d v z b a n z b a v b a Q π π 1,78 min min , , ) 3 ( ) 2 ( ) ( ) 2 ( 2 min min v x x L v l t d v z n z v a x x t m m m m c z e d d t π π
28 Marás 28
29 Marás 29
30 Köszörülés A köszörülés sokélű, határozatlan élgeometriájú szerszáal (köszörűkoronggal vagy szegmensekkel) végzett megmunkálás, melynél a orgácsolt kötőanyagba ágyazott szabálytalan alakú és elhelyezkedésű, nagy keménységű, magas hőszilárdságú, természetes vagy mesterséges abrazív szemcsék végzik. A orácsoló őmozgást orgómozgást a szerszám, míg az előtolás- és ogásmélység irányú mellékmozgásokat - a gép konstrukciójától üggően vagy a munkadarab, vagy a szerszám végzi. A köszörűkorong kerületi sebessége v c m/s, a nagysebességű és ultrasebességű köszörülésnél v c m/s értéket is meghaladja. A munkadarab kerületi sebessége v w a köszörűkorong sebességének ed része, kb m/min Az abrazív szemcsék anyaga lehet: Természetes: habkő, kvarc, gránit, természetes korund, Mesterséges: korund (Al 2 O 3 ), szilíciumkarbid (SiC), bórkarbid (B 4 C) Szuperkemény: természetes vagy mesterséges gyémánt, köbös bórnitrid. A szemcséket rögzítő kötőanyzak lehet: kerámia (V), szilikát (S), gumi (R), műgyanta (B), sellak (E), magnezit (Mg). Fontos szerepe van a kötőanyag levegőpórusainak: a orgácsot beogadják és kihordják. 30
31 Köszörülés F 350 x 40 x 127 x MSZ4510 6A 46 L 5 V Korongalak Külső átmérő (d s ) Korong szélesség (b s ) Furatátmérő Szabványszám Szemcseanyag Szemcsenagyság Keménység Szerkezetszám (pórusok aránya) Kötőanyag Megengedett kerületi sebesség (m/s) Gyári jel 31
32 Köszörülés A köszörülés jellemző összeüggései (oldal-előtolásos palástköszörülésnél) v c : orgácsolósebesség, a korong kerületi sebessége (m/s) v w : munkadarab kerületi sebessége (m/s) v q: sebességhányados c q v d s : korongátmérő () d w : a minkadarab köszörült átmérője () b s : korongszélesség () L: oldalelőtolás lökethossza (palásthossz) () a e : ogásvétel löketenként, vagy kettőslöketenként () v : előtolás sebessége (/min) w 32
33 Köszörülés A orgácsképződés határozatlansága miatt köszörülésnél h eq egyenértékű orgácsvastagsággal számolunk. Az érintkezési ívhosszon orgácsoló összes szemcse igyelembevételével h eq : () vw h eq vc Q: az anyagleválasztás intenzitása (cm 3 /min) Q ae v w : előtolás (/mdb ord) (0,25-0,75) b s F c : orgácsolósebesség irányú erő, őorgácsolóerő (N). Fc kc A kc h F c erősen ügg a szemcsemérettől. Ezt igyelembe véve, a pontosabb érték: vw Fc kc ae k γ v k γ 3-6 (konstans, szemcsemérettől üggő) F p : sugárirányú (passzív) nyomóerő, jelentős nagyságú (N); F p (1,5-3) F c P c : orgácsolási teljesítmény (W); P c F c v c Megj.: a köszörülés utolsó ázisában, a kb. 4 kiszikráztató löketnél a orgácsolási erő és teljesítmény jelentősen lecsökken. c eq 33
34 Köszörülés 34
35 Köszörülés 35
36 Köszörülés 36
37 Köszörülés 37
38 Köszörülés 38
39 Köszörülés 39
40 Köszörülés 40
41 Köszörülés 41
42 Köszörülés 42
43 Köszörülés 43
44 Mintapélda köszörüléshez Feladat: C45 anyagminőségű, Ø60 nemesített köracélt kell köszörülni KI típusú egyetemes palástköszörűn oldalelőtolással.a megmunkálandó palástelülez hossza 300. Határozzuk meg a köszörülés erő és teljesítményszükségletét nagyoló köszörülés esetére, Ø60,6 kiinduló átmérőt eltételezve. A megmunkálás csúcsok közötti beogással történik, három okozatban: 1. nagyoló köszörülés (a ráhagyás 80 %-át eltávolítja). 2. Simító köszörülés. 3. Kiszikráztatás. A számításhoz szükséges adatok: Motorteljesítmény: P m 5,5kW Összhatások: η ö 0,75 Köszörűkorong: Ø400x30x127 méretű kerámiakötésű korong Fajlagos orgácsolóerő: k c 8436,86 N/ 2 Forgácsolósebesség: v c 30m/s Sebességhányados: q125 Fogásmélység: a e 0,025 /kettőslöket Oldalelőtolás: 0,5 b s /mdb ord kγ4,5 (a szemcsenagyság alapján választva) 44
45 Mintapélda köszörüléshez A őorgácsolóerő: A teljesítmény: vw 1 N Fc kc ae kγ 8436, ,025 4,5 112, 89N v 125 c m Pc Fc vc 113,89N ,7N < Pm ηo 5500W 0, W min A teljesítményigény kisebb, mint a motor leadott hasznos teljesítménye. 45
46 Bázisok Félesége Rendeltetése Eredete Megmunkálási oka Felhasználása Szerepe Feladata Valóságos Gyártási Fő Műveleti Segéd Durva Közbenső Simított Technológiai Ellenőrzési Felogás Mérés Felekvés Irányítás támasztás Elméleti Szerkesztési 46
47 Bázisok 47
48 Bázisok 48
49 Bázisok 49
50 Bázisok 50
51 Bázisok 51
52 Bázisok 52
53 Bázisok A bázis a munkadarabnak az az eleme (elülete, vonala, pontja), amelytől kiindulva határozzuk meg a munkadarab más elemeinek helyzetét. Szerkesztési bázis: a gépelem legjelentősebb eleme, amelyből kiindulva meghatározzuk, beméretezzük a többi elem helyzetét. Valós, ha a gépelemen megtalálható, elméleti ha nem (pl.: középvonal). Gyártási bázis: a gyártás során használt eleme a munkadarabnak más elem helyzetének meghatározására (ütköztetett, elektetett, kiállított elem). A őbázist a szerkezetben eloglalt helye és működése határozza meg. A műveleti bázis nem ügg össze a működéssel, csak a megmunkálás alatt használjuk. Segédbázis: csak technológiai célt szolgáló, mesterségesen kialakított műveleti bázis (pl.: központurat). Durva, közbenső és simított lehet a bázis megmunkáltsági oka szerint. A technológiai bázis egybeeshet a szerkesztési bázissal (őbázis), vagy nem (műveleti bázis) 53
54 Bázisok Az ellenőrzési bázist az elemek helyének és irányításának ellenőrzésére használjuk (pl.: kiállítás). A elogási bázis a munkadarab elogásakor (ütköztetés, elektetetés) szolgál. A mérési bázis a közbenső technológiai vagy készméretek mérésekor szolgál viszonyítási elemként. A elekvési, irányítási, ill. támasztási bázis a helyzet-meghatározásban, a szabadságokok lekötésében eloglalt szerep alapján keletkezik. A enti osztályozás különéle szempontok szerint történik, így ugyanaz az elem több bázisméretnél is illeszthető. Előnyös az, ha a szerkesztési bázis egyben technológiai is (nincs bázismegválasztási hiba), továbbá ha az ellenőrzési és mérési bázis eladatát is ellátja. Ilyen őbázis általában csak simított bázis lehet. 54
55 Méretlánc és tűrésszámítás A méretlánc zárt körvonal mentén meghatározott sorrendben elhelyezett méretek láncolata, melynek egy vagy több gépelem elületeinek, vonalainak, pontjainak kölcsönös helyzetét határozzák meg. A gépelem elkészítéséhez az egyes méreteket tűrésekkel látjuk el. A tűrés a gyártási méretszóródás megengedett nagysága. A méretlánc létrehozásakor (méretezéskor vagy megmunkáláskor) utolsóként adódó tag a zárótag vagy eredő, a többi tag összetevő. A méretláncok lehetnek síkbeliek vagy térbeliek. A méretek lehetnek párhuzamosak vagy szöget bezáróak; hossz vagy szögméretek. A zárótag névleges mérete az összetevők névleges méretének algebrai összege: L + n ( L1 + L Lk ) ( Lk Lk L 1) növelő tagok csökkentő ragok 55
56 Méretlánc és tűrésszámítás Növelő tag: növelésekor a zárótag is nő. Csökkentő tag: növelésekor a zárótag is csökken. A zárótag legnagyobb és legkisebb mérete: L max A zárótag hibája: δ L L k i 1 L max nov, i n 1 i k + 1 L min csokk, i L Azaz a zárótag szóródása az összetevő tagok tűrésének összegével. Ebből következik, hogy a zárótag hibája is nő a lánc tagjainak számával. A T i tűréseket arra a legnagyobb értékre kell megválasztani, amellyel az alkatrész a eladatát még megelelően ellátja, a gyártási költség alacsonyan tartása céljából. min k i 1 L min nov, i n 1 i k + 1 L max csokk, i n 1 n 1 n 1 n 1 max min max min max min L Li Li ( Li Li ) Ti i 1 i 1 i 1 i 1 ϑ 56
57 Méretlánc és tűrésszámítás A megmunkálási összköltség változása a tűrés üggvényében külső hengeres elület megmunkálása esetén 57
58 Méretlánc és tűrésszámítás A megmunkálási összköltség változása a tűrés üggvényében belső hengeres elület megmunkálása esetén 58
59 Méretlánc és tűrésszámítás Mintapélda méretlánc számításra: Kérdés L? δ L? Megoldás: Növelő tagok: L 1, L 2 Csökkentő tagok: L 3, L 4, L 5, L 6 L L k n 1 max,, i 1 i k + 1 k n 1 min min max Lnov, i Lcsokk, i 19, ,8 (30, ,1) i 1 i k + 1 max min Lnov i Lcsokk i 20, ,1 (29,9 + 49,9 + 39,8 + 14,9) 35, 7 max min δ L L L 35,7 34,5 1, 2 ν 6 T i 1 i 0,2 + 0,3 + 0,2 + 0,1 + 0,2 + 0,2 1, 2 A zárótag szóródása egyenlő az összetevők tűrésének összegével (δ L ν ) 59
60 Méretlánc és tűrésszámítás Mintapélda a bázisválasztási hibára: Az a) ábrán látható alkatrész szerkesztési méretei: L 1 és L 2 adottak. Az L 1 méretet egy korábbi megmunkálással megvalósították. Sorozatgyártást eltételezve az L 2 mérettel meghatározott B elületet kell előállítani. Bázisválasztási hiba: a) munkadarab b) műveleti bázis c) műveleti bázis 60
61 Méretlánc és tűrésszámítás Megoldás: b) ábra A kiindulási (technológiai) bázis K b Sz b szerkesztési bázis. L 3 maró beállítási méretet a technológus adta meg. Emiatt az L 2 szerkesztési méret az L 1 és L 3 méretek eredőjeként adódik. Az L 2 méret hibája az L 1 és L 3 méretek hibáiból tevődik össze: δ 2 δ 1 +δ 3. L 2 pontosságát az L 3 méret gyártási hibáján kívül a technológiai és szerkesztési bázisok közötti L 1 méret hibája is beolyásolja. Feltéve, hogy a hibák nem nagyobbak a tűréseknél, T T 2 T 1 +T 3 irható, amiből látszik, hogy a T 2 szerkesztési tűrés csak akkor tartható, ha T 1 +T 3 T 2. Ha T 1 >T 2, a marót állíthatjuk bármilyen pontosan, a T 2 tűrést nem tudjuk tartani. Ilyenkor át kell térni egyedi szerszámbeállításra, vagy a munkadarabot elül, a C elületen kell ütköztetni (C ábra), vagy a C elületet is ebben a ogásban kell marni. 61
62 Jobbkézszabály 62
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Abrazív megmunkálások
 Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
2. OPTIKA 2.1. Elmélet 2.1.1. Geometriai optika
 2. OPTIKA 2.1. Elmélet Az optika tudománya a látás élményéből fejlődött ki. A tárgyakat azért látjuk, mert fényt bocsátanak ki, vagy a rájuk eső fényt visszaverik, és ezt a fényt a szemünk érzékeli. A
2. OPTIKA 2.1. Elmélet Az optika tudománya a látás élményéből fejlődött ki. A tárgyakat azért látjuk, mert fényt bocsátanak ki, vagy a rájuk eső fényt visszaverik, és ezt a fényt a szemünk érzékeli. A
MUNKAANYAG. Szabó László. Szilárdságtan. A követelménymodul megnevezése:
 Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
ELŐFESZÍTETT VASBETON TARTÓ TERVEZÉSE AZ EUROCODE SZERINT
 BUDAPEST MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Építőmérnöki Kar Hidak és Szerkezetek Tanszéke ELŐFESZÍTETT VASBETON TARTÓ TERVEZÉSE AZ EUROCODE SZERINT Segédlet v1.14 Összeállította: Koris Kálmán Budapest,
BUDAPEST MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Építőmérnöki Kar Hidak és Szerkezetek Tanszéke ELŐFESZÍTETT VASBETON TARTÓ TERVEZÉSE AZ EUROCODE SZERINT Segédlet v1.14 Összeállította: Koris Kálmán Budapest,
= szinkronozó nyomatékkal egyenlő.
 A 4.45. ábra jelöléseit használva, tételezzük fel, hogy gépünk túllendült és éppen a B pontban üzemel. Mivel a motor által szolgáltatott M 2 nyomaték nagyobb mint az M 1 terhelőnyomaték, a gép forgórészére
A 4.45. ábra jelöléseit használva, tételezzük fel, hogy gépünk túllendült és éppen a B pontban üzemel. Mivel a motor által szolgáltatott M 2 nyomaték nagyobb mint az M 1 terhelőnyomaték, a gép forgórészére
BBBZ kódex --------------------------------------------------------------------------------------------------------- 4.3 Hajók propulziója
 4.3 Hajók propulziója A propulzió kifejezés latin eredetű, nemzetközileg elfogadott fogalom, amely egy jármű (leginkább vízi- vagy légi-jármű) meghajtására vonatkozik. Jelentése energiaátalakítás a meghajtó
4.3 Hajók propulziója A propulzió kifejezés latin eredetű, nemzetközileg elfogadott fogalom, amely egy jármű (leginkább vízi- vagy légi-jármű) meghajtására vonatkozik. Jelentése energiaátalakítás a meghajtó
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
VII. Gyakorlat: Használhatósági határállapotok MSZ EN 1992 alapján Betonszerkezetek alakváltozása és repedéstágassága
 VII. Gyakorlat: Használhatósági határállapotok MSZ EN 199 alapján Betonszerkezetek alakváltozása és repedéstágassága Készítették: Kovács Tamás és Völgyi István -1- Készítették: Kovács Tamás, Völgyi István
VII. Gyakorlat: Használhatósági határállapotok MSZ EN 199 alapján Betonszerkezetek alakváltozása és repedéstágassága Készítették: Kovács Tamás és Völgyi István -1- Készítették: Kovács Tamás, Völgyi István
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS
 ÜREGBIZTOSÍTÁS") Miskolci Egyetem Bányászati és Geotechnikai Intézet Bányászati és Geotechnikai Intézeti Tanszék ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS Oktatási segédlet Szerző: Dr. Somosvári Zsolt DSc professzor emeritus Szerkesztette:
Miskolci Egyetem Bányászati és Geotechnikai Intézet Bányászati és Geotechnikai Intézeti Tanszék ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS Oktatási segédlet Szerző: Dr. Somosvári Zsolt DSc professzor emeritus Szerkesztette:
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1.
 IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1. Mechanikus kapcsoló a traktor és a vontatmány között : olyan
IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1. Mechanikus kapcsoló a traktor és a vontatmány között : olyan
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Mikrohullámok vizsgálata. x o
 Mikrohullámok vizsgálata Elméleti alapok: Hullámjelenségen valamilyen rezgésállapot (zavar) térbeli tovaterjedését értjük. A hullám c terjedési sebességét a hullámhossz és a T rezgésido, illetve az f frekvencia
Mikrohullámok vizsgálata Elméleti alapok: Hullámjelenségen valamilyen rezgésállapot (zavar) térbeli tovaterjedését értjük. A hullám c terjedési sebességét a hullámhossz és a T rezgésido, illetve az f frekvencia
FOGASSZÍJHAJTÁS KISFELADAT
 dr. Lovas László FOGASSZÍJHAJTÁS KISFELADAT Segédlet a Járműelemek II. tantárgyhoz Kézirat 5 . Adatválaszték Ssz. Hajtó gép Hajtott gép P [kw] Napi üzemidő [h] n [/min] n [/min] d max [mm] a [mm] Dízelmotor,
dr. Lovas László FOGASSZÍJHAJTÁS KISFELADAT Segédlet a Járműelemek II. tantárgyhoz Kézirat 5 . Adatválaszték Ssz. Hajtó gép Hajtott gép P [kw] Napi üzemidő [h] n [/min] n [/min] d max [mm] a [mm] Dízelmotor,
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
Csatlakozási lehetőségek 11. Méretek 12-13. A dilatációs tüske méretezésének a folyamata 14. Acél teherbírása 15
 Schöck Dorn Schöck Dorn Tartalom Oldal Termékleírás 10 Csatlakozási lehetőségek 11 Méretek 12-13 A dilatációs tüske méretezésének a folyamata 14 Acél teherbírása 15 Minimális szerkezeti méretek és tüsketávolságok
Schöck Dorn Schöck Dorn Tartalom Oldal Termékleírás 10 Csatlakozási lehetőségek 11 Méretek 12-13 A dilatációs tüske méretezésének a folyamata 14 Acél teherbírása 15 Minimális szerkezeti méretek és tüsketávolságok
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
Forgácsolási paraméterek meghatározása Mikó Balázs, E ép. II. 7.
 orgácsolási paraméterek meghatározása 1 orgácsolási paraméterek meghatározása Mikó Balázs, E ép. II. 7. a [mm] : ogásmélység [mm/ord] : elõtolás n [1/min] : ordulatszám v [m/min] : orgácsolási sebesség
orgácsolási paraméterek meghatározása 1 orgácsolási paraméterek meghatározása Mikó Balázs, E ép. II. 7. a [mm] : ogásmélység [mm/ord] : elõtolás n [1/min] : ordulatszám v [m/min] : orgácsolási sebesség
Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gépgyártástechnológiai Tanszék Miskolc-Egyetemváros 3515 Szám: 2006-GGT-41 Szakdolgozat JÁRMŰMOTOR HŐCSERÉLŐ GYÁRTÁSÁNAK ÉS MINŐSÉGBIZTOSÍTÁSÁNAK TERVEZÉSE
Acélszerkezetek. 2. előadás 2012.02.17.
 Acélszerkezetek 2. előadás 2012.02.17. Méretezési eladat Tervezés: új eladat Keresztmetszeti méretek, szerkezet, kapcsolatok a tervező által meghatározandóak Gazdasági, műszaki, esztétikai érdekek Ellenőrzés:
Acélszerkezetek 2. előadás 2012.02.17. Méretezési eladat Tervezés: új eladat Keresztmetszeti méretek, szerkezet, kapcsolatok a tervező által meghatározandóak Gazdasági, műszaki, esztétikai érdekek Ellenőrzés:
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
Hidraulika. 5. előadás
 Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
P a r c iá lis v í z g ő z n y o m á s [ P a ]
![P a r c iá lis v í z g ő z n y o m á s [ P a ]](/thumbs/33/15887905.jpg "P a r c iá lis v í z g ő z n y o m á s [ P a ]") Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület: Védőnői szolgálat épülete, Kál Főút alsó 6. Hrsz 1228 Megrendelő: Kál Nagyközség Önkormányzata Tanúsító: Vereb János 3368.
Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület: Védőnői szolgálat épülete, Kál Főút alsó 6. Hrsz 1228 Megrendelő: Kál Nagyközség Önkormányzata Tanúsító: Vereb János 3368.
/ CSAK ISKOLAI HASZNÁLATRA / GÉPJÁRMŐ SZERKEZETEK MÉRETEZÉSI FELADATOK ÖSSZEÁLLÍTOTTA: SZEKERES GYÖRGY
 / CSAK ISKOLAI HASZNÁLATRA / GÉJÁRMŐ SZERKEZETEK MÉRETEZÉSI FELAATOK ÖSSZEÁLLÍTOTTA: SZEKERES GYÖRGY α. Feadat: Az iert é záított adatokka atározzuk eg: a, Az eekedéi eenááa zebeni vonóerıt b, Az eez zükége
/ CSAK ISKOLAI HASZNÁLATRA / GÉJÁRMŐ SZERKEZETEK MÉRETEZÉSI FELAATOK ÖSSZEÁLLÍTOTTA: SZEKERES GYÖRGY α. Feadat: Az iert é záított adatokka atározzuk eg: a, Az eekedéi eenááa zebeni vonóerıt b, Az eez zükége
2. Interpolációs görbetervezés
 2. Interpolációs görbetervezés Gondoljunk arra, hogy egy grafikus tervező húz egy vonalat (szabadformájú görbét), ezt a vonalat nekünk számítógép által feldolgozhatóvá kell tennünk. Ennek egyik módja,
2. Interpolációs görbetervezés Gondoljunk arra, hogy egy grafikus tervező húz egy vonalat (szabadformájú görbét), ezt a vonalat nekünk számítógép által feldolgozhatóvá kell tennünk. Ennek egyik módja,
2. előadás: További gömbi fogalmak
 2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
Jelölje meg (aláhúzással vagy keretezéssel) Gyakorlatvezetőjét! Hőközlés. Munkaidő: 90 perc. Értékelés: Feladat elérhető elért
 Gyakorlatvezetőjét! Hőközlés. Munkaidő: 90 perc. Értékelés: Feladat elérhető elért") MŰSZAKI HŐTAN II. 1. ZÁRTHELYI Adja meg az Ön képzési kódját! N Név: Azonosító: Terem Helyszám: - Jelölje meg (aláhúzással vagy keretezéssel) Gyakorlatvezetőjét! Györke Gábor Kovács Viktória Barbara Schön
MŰSZAKI HŐTAN II. 1. ZÁRTHELYI Adja meg az Ön képzési kódját! N Név: Azonosító: Terem Helyszám: - Jelölje meg (aláhúzással vagy keretezéssel) Gyakorlatvezetőjét! Györke Gábor Kovács Viktória Barbara Schön
A.15. Oldalirányban nem megtámasztott gerendák
 A.15. Oldalirányban nem megtámasztott gerendák A.15.1. Bevezetés Amikor egy karcsú szerkezeti elemet a nagyobb merevségű síkjában terhelünk, mindig fennáll annak lehetősége, hogy egy hajlékonyabb síkban
A.15. Oldalirányban nem megtámasztott gerendák A.15.1. Bevezetés Amikor egy karcsú szerkezeti elemet a nagyobb merevségű síkjában terhelünk, mindig fennáll annak lehetősége, hogy egy hajlékonyabb síkban
Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek. letörése, sarkok csiszolása
 Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA)
") ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
ÉRETTSÉGI VIZSGA 2014. május 20. KÖZLEKEDÉSI ALAPISMERETEK (KÖZLEKEDÉSTECHNIKA) EMELT SZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
Nyomó csavarrugók méretezése
 Nyomó csavarrugók méretezése 007 Összeállította: Móka József . Rugó műszaki ábrázolása A körszelvényű hengeres nyomó csavarrugót az MSZ EN ISO 6-000 előírásai szerint ábrázoljuk. Eszerint ötnél kevesebb
Nyomó csavarrugók méretezése 007 Összeállította: Móka József . Rugó műszaki ábrázolása A körszelvényű hengeres nyomó csavarrugót az MSZ EN ISO 6-000 előírásai szerint ábrázoljuk. Eszerint ötnél kevesebb
Erőátvitel tervezése. Tengelykapcsoló. Magdics G. (LuK Savaria) Trencséni B. (BME)
 Trencséni B. (BME)") Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
Erőátvitel tervezése Tengelykapcsoló Magdics G. (LuK Savaria) Trencséni B. (BME) 1 Tervezési feladat 1. Méretezéshez szükséges járműadatok meghatározása: Motornyomaték, beépítési környezet, csatlakozó
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Hogyan válasszunk ventilátort légtechnikai rendszerekhez?
 Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és
Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és
III/1. Kisfeszültségű vezetékméretezés általános szempontjai (feszültségesés, teljesítményveszteség fogalma, méretezésben szokásos értékei.
 III/1. Kisfeszültségű vezetékméretezés általános szempontjai (feszültségesés, teljesítményveszteség fogalma, méretezésben szokásos értékei. A vezetékméretezés során, mint minden műszaki berendezés tervezésénél
III/1. Kisfeszültségű vezetékméretezés általános szempontjai (feszültségesés, teljesítményveszteség fogalma, méretezésben szokásos értékei. A vezetékméretezés során, mint minden műszaki berendezés tervezésénél
Gépjárművek vonóereje
 Gépjárművek vonóereje A gépjármű vonóerejének meghatározásához ismerni kell: a meghajtó motor jelleggörbéit, valamint a gépjármű erőátviteli szerkezetének jellemző adatait. 1 Gépjárművek vonóereje Az N
Gépjárművek vonóereje A gépjármű vonóerejének meghatározásához ismerni kell: a meghajtó motor jelleggörbéit, valamint a gépjármű erőátviteli szerkezetének jellemző adatait. 1 Gépjárművek vonóereje Az N
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ÁRAMLÁSTAN TANSZÉK TOMPA TESTEK ELLENÁLLÁSTÉNYEZŐJÉNEK VIZSGÁLATA MÉRÉSI SEGÉDLET. 2013/14. 1.
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ÁRAMLÁSTAN TANSZÉK M1 TOMPA TESTEK ELLENÁLLÁSTÉNYEZŐJÉNEK VIZSGÁLATA MÉRÉSI SEGÉDLET 013/14. 1. félév 1. Elméleti összefoglaló A folyadékáramlásban lévő,
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ÁRAMLÁSTAN TANSZÉK M1 TOMPA TESTEK ELLENÁLLÁSTÉNYEZŐJÉNEK VIZSGÁLATA MÉRÉSI SEGÉDLET 013/14. 1. félév 1. Elméleti összefoglaló A folyadékáramlásban lévő,
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
LEVEGŐTISZTASÁG-VÉDELEM
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Épületgépészeti és Gépészeti Eljárástechnika Tanszék Dr. Örvös Mária LEVEGŐTISZTASÁG-VÉDELEM (oktatási segédlet) Budapest, 2010 Tartalomjegyzék 1 Bevezetés...
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Épületgépészeti és Gépészeti Eljárástechnika Tanszék Dr. Örvös Mária LEVEGŐTISZTASÁG-VÉDELEM (oktatási segédlet) Budapest, 2010 Tartalomjegyzék 1 Bevezetés...
Körmozgás és forgómozgás (Vázlat)
") Körmozgás és forgómozgás (Vázlat) I. Egyenletes körmozgás a) Mozgás leírását segítő fogalmak, mennyiségek b) Egyenletes körmozgás kinematikai leírása c) Egyenletes körmozgás dinamikai leírása II. Egyenletesen
Körmozgás és forgómozgás (Vázlat) I. Egyenletes körmozgás a) Mozgás leírását segítő fogalmak, mennyiségek b) Egyenletes körmozgás kinematikai leírása c) Egyenletes körmozgás dinamikai leírása II. Egyenletesen
Emberi ízületek tribológiája
 FOGLALKOZÁS-EGÉSZSÉGÜGY 3.2 Emberi ízületek tribológiája Tárgyszavak: ízület; kenés; mágneses tér; orvostudomány; szinoviális folyadék; ízületnedv; ízületi gyulladás; arthritis; arthrosis; terhelhetőség;
FOGLALKOZÁS-EGÉSZSÉGÜGY 3.2 Emberi ízületek tribológiája Tárgyszavak: ízület; kenés; mágneses tér; orvostudomány; szinoviális folyadék; ízületnedv; ízületi gyulladás; arthritis; arthrosis; terhelhetőség;
Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez
 Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Gépszerkezettan tanszék Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez Összeállította: Dr. Stampfer Mihály Pécs, 0. . A fogaskerekek előtervezése.
Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Gépszerkezettan tanszék Segédlet Egyfokozatú fogaskerék-áthajtómű méretezéséhez Összeállította: Dr. Stampfer Mihály Pécs, 0. . A fogaskerekek előtervezése.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
A rendelet hatálya 1.
 Budakeszi Város Önkormányzat Képviselő-testületének 29/2005. (VII. 1.) rendelete a Budakeszi Város helyi építési szabályzatáról és szabályozási tervéről (Egységes szerkezetben a 40/2014. (XII.05.) 12,
Budakeszi Város Önkormányzat Képviselő-testületének 29/2005. (VII. 1.) rendelete a Budakeszi Város helyi építési szabályzatáról és szabályozási tervéről (Egységes szerkezetben a 40/2014. (XII.05.) 12,
Széchenyi István Egyetem. Alkalmazott Mechanika Tanszék
 Széchenyi István Egyetem Szerkezetek dinamikája Alkalmazott Mechanika Tanszék Elméleti kérdések egyetemi mesterképzésben (MSc) résztvev járm mérnöki szakos hallgatók számára 1. Merev test impulzusának
Széchenyi István Egyetem Szerkezetek dinamikája Alkalmazott Mechanika Tanszék Elméleti kérdések egyetemi mesterképzésben (MSc) résztvev járm mérnöki szakos hallgatók számára 1. Merev test impulzusának
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
Oktatási segédlet REZGÉSCSILLAPÍTÁS. Dr. Jármai Károly, Dr. Farkas József. Miskolci Egyetem
 Oktatási segélet REZGÉSCSILLAPÍTÁS a Nemzetközi Hegesztett Szerkezettervező mérnök képzés hallgatóinak Dr. Jármai Károly, Dr. Farkas József Miskolci Egyetem 4 - - A szerkezeteket különböző inamikus hatások
Oktatási segélet REZGÉSCSILLAPÍTÁS a Nemzetközi Hegesztett Szerkezettervező mérnök képzés hallgatóinak Dr. Jármai Károly, Dr. Farkas József Miskolci Egyetem 4 - - A szerkezeteket különböző inamikus hatások
Energetikai minőségtanúsítvány összesítő
 Földvár Terv Kft Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület: Megrendelő: Tanúsító: 5 lakásos társasház Paks, Kossuth Lajos utca 4. Hrsz.: 864. Viczai János GT/17-0469
Földvár Terv Kft Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület: Megrendelő: Tanúsító: 5 lakásos társasház Paks, Kossuth Lajos utca 4. Hrsz.: 864. Viczai János GT/17-0469
EGYENLETEK, EGYENLŐTLENSÉGEK, EGYENLETRENDSZEREK
 X. Témakör: feladatok 1 Huszk@ Jenő X.TÉMAKÖR EGYENLETEK, EGYENLŐTLENSÉGEK, EGYENLETRENDSZEREK Téma Egyenletek, egyenlőtlenségek grafikus megoldása Egyszerűbb modellalkotást igénylő, elsőfokú egyenletre
X. Témakör: feladatok 1 Huszk@ Jenő X.TÉMAKÖR EGYENLETEK, EGYENLŐTLENSÉGEK, EGYENLETRENDSZEREK Téma Egyenletek, egyenlőtlenségek grafikus megoldása Egyszerűbb modellalkotást igénylő, elsőfokú egyenletre
Se acord 10 puncte din oficiu. Timpul efectiv de lucru este de 3 ore. Varianta 47
 EXAMENUL DE BACALAUREAT - 007 Proba E: Specializarea : matematic informatic, tiin e ale naturii Proba F: Profil: tehnic toate pecializ rile Sunt obligatorii to i itemii din dou arii tematice dintre cele
EXAMENUL DE BACALAUREAT - 007 Proba E: Specializarea : matematic informatic, tiin e ale naturii Proba F: Profil: tehnic toate pecializ rile Sunt obligatorii to i itemii din dou arii tematice dintre cele
PRÓBAÉRETTSÉGI MATEMATIKA. 2003. május-június SZÓBELI EMELT SZINT. Tanulói példány. Vizsgafejlesztő Központ
 PRÓBAÉRETTSÉGI 2003. május-június MATEMATIKA SZÓBELI EMELT SZINT Tanulói példány Vizsgafejlesztő Központ 1. Halmazok, halmazműveletek Alapfogalmak, halmazműveletek, számosság, számhalmazok, nevezetes ponthalmazok
PRÓBAÉRETTSÉGI 2003. május-június MATEMATIKA SZÓBELI EMELT SZINT Tanulói példány Vizsgafejlesztő Központ 1. Halmazok, halmazműveletek Alapfogalmak, halmazműveletek, számosság, számhalmazok, nevezetes ponthalmazok
Okiratok. Tervező programok
 Okiratok Tervező programok EGYRÉSZES KEZELŐRUDAK Alkalmazási terület A kezelőrudak anyaga PU habbal töltött üvegszálas műgyanta. Alkalmasak kis-, közép- és nagyfeszültségű hálózatokon különböző eszközök,
Okiratok Tervező programok EGYRÉSZES KEZELŐRUDAK Alkalmazási terület A kezelőrudak anyaga PU habbal töltött üvegszálas műgyanta. Alkalmasak kis-, közép- és nagyfeszültségű hálózatokon különböző eszközök,
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
Tanulói munkafüzet. FIZIKA 11. évfolyam emelt szintű tananyag 2015. egyetemi docens
 Tanulói munkafüzet FIZIKA 11. évfolyam emelt szintű tananyag 2015. Összeállította: Scitovszky Szilvia Lektorálta: Dr. Kornis János egyetemi docens Tartalomjegyzék 1. Egyenes vonalú mozgások..... 3 2. Periodikus
Tanulói munkafüzet FIZIKA 11. évfolyam emelt szintű tananyag 2015. Összeállította: Scitovszky Szilvia Lektorálta: Dr. Kornis János egyetemi docens Tartalomjegyzék 1. Egyenes vonalú mozgások..... 3 2. Periodikus
V. Gyakorlat: Vasbeton gerendák nyírásvizsgálata Készítették: Friedman Noémi és Dr. Huszár Zsolt
 . Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
. Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
A hőkezeléseket három lépésben végzik el:
 A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
HEGTOLDATOS KARIMA GYÁRTÁS
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
k u = z p a = 960 3 = 2880, k M = z p 2πa = 960 3 (b) A másodpercenkénti fordulatszám n = 1000/60 1/s,
 A másodpercenkénti fordulatszám n = 1000/60 1/s,") 1. feladat : Egy egyenáramú gép hullámos tekercselésű armatúráján összesen z = 960 vezető van. A gép póluspárjainak száma p = 3 és az armatúrát n = 1000 1/perc fordulatszámmal forgatjuk. (a) Határozza
1. feladat : Egy egyenáramú gép hullámos tekercselésű armatúráján összesen z = 960 vezető van. A gép póluspárjainak száma p = 3 és az armatúrát n = 1000 1/perc fordulatszámmal forgatjuk. (a) Határozza
Állandó permeabilitás esetén a gerjesztési törvény más alakban is felírható:
 1. Értelmezze az áramokkal kifejezett erőtörvényt. Az erő iránya a vezetők között azonos áramirány mellett vonzó, ellenkező irányú áramok esetén taszító. Az I 2 áramot vivő vezetőre ható F 2 erő fellépését
1. Értelmezze az áramokkal kifejezett erőtörvényt. Az erő iránya a vezetők között azonos áramirány mellett vonzó, ellenkező irányú áramok esetén taszító. Az I 2 áramot vivő vezetőre ható F 2 erő fellépését
7. előad. szló 2012.
 7. előad adás Kis LászlL szló 2012. Előadás vázlat Lemez hidak, bordás hidak Lemez hidak Lemezhidak fogalma, osztályozása, Lemezhíd típusok bemutatása, Lemezhidak számítása, vasalása. Bordás hidak Bordás
7. előad adás Kis LászlL szló 2012. Előadás vázlat Lemez hidak, bordás hidak Lemez hidak Lemezhidak fogalma, osztályozása, Lemezhíd típusok bemutatása, Lemezhidak számítása, vasalása. Bordás hidak Bordás
Feszített vasbeton gerendatartó tervezése költségoptimumra
 newton Dr. Szalai Kálmán "Vasbetonelmélet" c. tárgya keretében elhangzott előadások alapján k 1000 km k m meter m Ft 1 1 1000 Feszített vasbeton gerendatartó tervezése költségoptimumra deg A következőkben
newton Dr. Szalai Kálmán "Vasbetonelmélet" c. tárgya keretében elhangzott előadások alapján k 1000 km k m meter m Ft 1 1 1000 Feszített vasbeton gerendatartó tervezése költségoptimumra deg A következőkben
TERVEZÉSI SEGÉDLET SZERELÉSI UTASÍTÁS. SOLARONICS Central Europe Kereskedelmi Kft. 1116 Budapest, Építész u. 8-12. 2013.09.02
 KROBATH MELEGVIZES / GŐZÖS MENNYEZETI SUGÁRZÓK TERVEZÉSI SEGÉDLET és SZERELÉSI UTASÍTÁS Szerviz Tel.: (20) 495-7050, E-mail : szerviz@solaronics.hu 2013.09.02 TARTALOMJEGYZÉK 1. Termékleírás 4. oldal 1.1.
KROBATH MELEGVIZES / GŐZÖS MENNYEZETI SUGÁRZÓK TERVEZÉSI SEGÉDLET és SZERELÉSI UTASÍTÁS Szerviz Tel.: (20) 495-7050, E-mail : szerviz@solaronics.hu 2013.09.02 TARTALOMJEGYZÉK 1. Termékleírás 4. oldal 1.1.
9. Áramlástechnikai gépek üzemtana
 9. Áramlástechnikai gépek üzemtana Az üzemtan az alábbi fejezetekre tagozódik: 1. Munkapont, munkapont stabilitása 2. Szivattyú indítása soros 3. Stacionárius üzem kapcsolás párhuzamos 4. Szivattyú üzem
9. Áramlástechnikai gépek üzemtana Az üzemtan az alábbi fejezetekre tagozódik: 1. Munkapont, munkapont stabilitása 2. Szivattyú indítása soros 3. Stacionárius üzem kapcsolás párhuzamos 4. Szivattyú üzem
Csak felvételi vizsga: csak záróvizsga: közös vizsga: Villamosmérnöki szak BME Villamosmérnöki és Informatikai Kar. 2015. január 5.
 Név, felvételi azonosító, Neptun-kód: VI pont(45) : Csak felvételi vizsga: csak záróvizsga: közös vizsga: Közös alapképzéses záróvizsga mesterképzés felvételi vizsga Villamosmérnöki szak BME Villamosmérnöki
Név, felvételi azonosító, Neptun-kód: VI pont(45) : Csak felvételi vizsga: csak záróvizsga: közös vizsga: Közös alapképzéses záróvizsga mesterképzés felvételi vizsga Villamosmérnöki szak BME Villamosmérnöki
Szivattyúk. Építési folyamatok aktív támogatása. Wacker Neuson ellátástechnikával. Tökéletesen bevált tiszta víz, használt víz és szennyvíz esetén.
 Építési folyamatok aktív támogatása. Wacker Neuson ellátástechnikával. Az árammal, hővel és száraz munkaterülettel való ellátottság minden építési területen nélkülözhetetlen követelmény. Ha ezekkel kapcsolatban
Építési folyamatok aktív támogatása. Wacker Neuson ellátástechnikával. Az árammal, hővel és száraz munkaterülettel való ellátottság minden építési területen nélkülözhetetlen követelmény. Ha ezekkel kapcsolatban
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
52 524 01 0100 31 01 Nyomástartóedény-gépész Kőolaj- és vegyipari géprendszer üzemeltetője
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés)
") 4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés) ). A gyártás-előkészítés-irányítás funkcióit, alrendszereit egységbe foglaló (általános gyártási) modellt a 4.1. ábra szemlélteti.
4. A GYÁRTÁS ÉS GYÁRTÓRENDSZER TERVEZÉSÉNEK ÁLTALÁNOS MODELLJE (Dudás Illés) ). A gyártás-előkészítés-irányítás funkcióit, alrendszereit egységbe foglaló (általános gyártási) modellt a 4.1. ábra szemlélteti.
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Általános mérnöki ismeretek
 Általános mérnöki ismeretek 3. gyakorlat A mechanikai munka, a teljesítmény, az energiakonverzió és a hőtan fogalmával kapcsolatos számítási példák gyakorlása 1. példa Egy (felsőgépházas) felvonó járószékének
Általános mérnöki ismeretek 3. gyakorlat A mechanikai munka, a teljesítmény, az energiakonverzió és a hőtan fogalmával kapcsolatos számítási példák gyakorlása 1. példa Egy (felsőgépházas) felvonó járószékének
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
FOLYADÉKOK ÉS GÁZOK MECHANIKAI TULAJDONSÁGAI
 FOLYADÉKOK ÉS GÁZOK MECHANIKAI TULAJDONSÁGAI A gázok és gzök egyharmad hangsebesség alatti áramlása nem mutat eltérést a folyadékok áramlásánál. Emiatt nem mindig szükséges a kétféle halmazállaot megkülönböztetése.
FOLYADÉKOK ÉS GÁZOK MECHANIKAI TULAJDONSÁGAI A gázok és gzök egyharmad hangsebesség alatti áramlása nem mutat eltérést a folyadékok áramlásánál. Emiatt nem mindig szükséges a kétféle halmazállaot megkülönböztetése.
Elektromos kéziszerszám
 Elektromos kéziszerszám 2008 Az erő az Ön kezében www.sparkygroup.com BR 100E FÚRÓGÉP BU2 160 / BUR2 160E KÉTFOKOZATÚ ÜTVEFÚRÓK 350W Fúrásteljesítmény acél/ fa: 10/20 mm 0 3000 min -1 Övcsat a kényelmesebb
Elektromos kéziszerszám 2008 Az erő az Ön kezében www.sparkygroup.com BR 100E FÚRÓGÉP BU2 160 / BUR2 160E KÉTFOKOZATÚ ÜTVEFÚRÓK 350W Fúrásteljesítmény acél/ fa: 10/20 mm 0 3000 min -1 Övcsat a kényelmesebb
1 Mechanikai anyagvizsgálatok.
 1 Mecanikai anyagvizsgálatok. 1.1 Szakítóvizsgálat A vizsgálat elve: Az S kiinduló keresztmetszetű és L kezdeti osszúságú próbatestet egytengelyű úzó igénybevétellel adott sebesség mellett addig nyújtunk,
1 Mecanikai anyagvizsgálatok. 1.1 Szakítóvizsgálat A vizsgálat elve: Az S kiinduló keresztmetszetű és L kezdeti osszúságú próbatestet egytengelyű úzó igénybevétellel adott sebesség mellett addig nyújtunk,
1.9. A forgácsoló szerszámok éltartama
 1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Energetikai minőségtanúsítvány összesítő
 Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület: Épületrész (lakás): 1 emelet 4. Megrendelő: Tanúsító: Vértesy Mónika TÉ-01-63747 Az épület(rész) fajlagos primer energiafogyasztása:
Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület: Épületrész (lakás): 1 emelet 4. Megrendelő: Tanúsító: Vértesy Mónika TÉ-01-63747 Az épület(rész) fajlagos primer energiafogyasztása: