Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
|
|
|
- Fruzsina Szalai
- 9 évvel ezelőtt
- Látták:
Átírás
1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai, útmutató a II. feladat kidolgozásához Összeállította: Biró Szabolcs

2 Tartalom 1. Az esztergálás definíciója 2. Munkadarabok 3. Esztergaszerszámok 4. Forgácsok 5. II. feladat segédlete

3 1. Az esztergálás definíciója A forgó munkadarabba kényszerített esztergaszerszám forgács formájában választja le a felesleges anyagmennyiséget. A munkadarabok közös jellemzıje, hogy tengelyszimmetrikusak, forgásközépponttal rendelkeznek. Tengelyek, perselyek, agyak, tárcsák elı- vagy készremunkálhatók. A technológiai paraméterek és szerszámok helyes megválasztásával, megfelelı állapotú szerszámgépen, futáspontos munkadarab befogó készülékek segítségével, nagy szaktudás mellett jó minıségő alkatrészek készíthetık.

4 2. Munkadarabok Az esztergált alkatrész egyszerő mértani testekbıl épül fel, tehát geometriai elemekre bontható. henger győrő gömb kúp Egyetemes esztergagépen a hengeres felület elıállítása a legegyszerőbb feladat, a többi test ill. testelem létrehozásához általában speciális szerszámra, készülékekre, vagy a szerszámgép elállítására van szükség. CNC gépeken a szerszámpálya pontosan az alkatrész kontúrját írja le, bármilyen bonyolultságú test a felületek paraméteres definiálásával elkészíthetı.

5 Különféle anyagminıségek esztergálhatósága Acél: Öntöttvas: Rozsdamentes acél: Alumínium: Réz, bronz: Mőanyag: Edzett anyagok:

6 Rozsdamentes acélok esztergálásakor gyakran nehezen törhetı a forgács, könnyen feltekeredhet a munkadarabra, tokmányra. A munkadarab sorjásodik. Edzett acélok esztergálásakor kis keresztmetszető forgács keletkezik, a magas hımérséklet miatt lángolva távozik a munkadarabról.

7 3. Esztergaszerszámok Fıél Homlokfelület Mellékhátfelület Mellékél dolgozó rész f Hátfelület késszár Homlokfelületen gördül le a forgács Hátfelület néz szembe a munkadarabbal A csúcssugár nyomot hagy a munkadarabon Csúcssugár f f

8 Esztergaszerszámok kialakításai oldalazás hosszesztergálás élletörés palástbeszúrás külsı menetesztergálás palástleszúrás zsákfurat esztergálás átmenı furat esztergálás furatbeszúrás belsı menetesztergálás homlokbeszúrás

9 Hosszesztergálás mővelete és szerszámai Hosszsztergálásnál: a munkadarab palástfelületét készítjük el a hossz-, vagy a késtartó szán elmozdításával az elıtolás iránya párhuzamos a munkadarab tengelyközépvonalával oldalélő, egyenes és hajlított szerszámokkal végezhetı, de elıtérbe helyezzük azokat a szerszámokat, melyekkel vállfelület is készíthetı a fıél elhelyezkedésével megváltoznak a forgácsolási körülmények, így a fellépı erık és forgácsterelés

10 a forgács keresztmetszete a fıél elhelyezkedésével megváltozik. a fıélelhelyezési szög változtatásával - ugyanazon fogásmélység és elıtolás mellett - nagyobb felületen érintkezik a szerszám a munkadarabbal. rádiuszos késeknél a fıél hossza megnövekszik, mely a szerszám rezgéséhez, a rendszer beremegéséhez vezet.

11 Hosszesztergálás balos késekkel Balos kések alkalmazása: a munkadarabot egy felfogásból kell elkészíteni váll mögötti felületeket kell kialakítani a hosszelıtolás iránya megváltozik, a szerszám a tokmánytól a szegnyereg felé halad.

12 Keresztesztergálás mővelete és szerszámai a munkadarab homlokfelületét készítjük el a keresztszán elmozdításával az elıtolás iránya merıleges a munkadarab tengelyközépvonalára hajlított, homlokélő és alámunkált oldalélő szerszámokkal végezhetı, de elıtérbe helyezzük azokat a szerszámokat, melyekkel vállfelület is készíthetı a fıél elhelyezkedésével megváltoznak a forgácsolási körülmények, így a fellépı erık és forgácsterelés

13 Oldalazás oldalazáskor a munkadarab homlokfelületét esztergáljuk meg, keresztirányú elmozdulást végzünk. a feloldalazott felület a hosszméretek bázisa, ezért elkészítése különös jelentıséggel bír. ha furatos a munkadarab, akkor az oldalazás mővelete a furat eléréséig tart és az áthatásnál sorja keletkezik. ha tömör a munkadarab, akkor az oldalazás tengelyközépvonalig tart, a csúcsmagasság alá állított szerszám csonkot hagy a felületen, a csúcsmagasság fölé állított szerszám kicsorbulhat.

14 Be- és leszúrás mővelete, szerszámai jellegzetes keresztesztergáló mővelet a beszúrás és a leszúrás, ahol a munkadarab palástfelületére hornyokat készítjük el a keresztszán elmozdításával. beszúrást készíthetünk külsı palástfelületre és furatban is. míg a beszúrás eredménye jellemzıen a tengelyirányú elmozdulás elleni védelem (seeger győrő fészke), addig leszúrásnál a munkadarabon levı felesleges anyagrész eltávolítása. tömör munkadaraboknál a leszúrás tengelyközépvonalig tartó elmozdulás, furatos alkatrészeknél a felületek átszakadásával ér véget. a leszúrószerszámok ferde fıéle néhány o -os szöget zár be a tengelyközépvonallal, az elıreálló csúcsa tiszta oldalfelülettel választja le a munkadarabot.

15 Furatmegmunkálás mővelete és szerszámai zsákfurat esztergálás átmenı furat esztergálás furatmegmunkálási általános mővelete a zsák és furatesztergálás, ahol a munkadarab belsı palást- és homlokfelületét készítjük el. átmenı furatkéssel csak csıszerő munkadarabok esztergálhatók, illetve a munkadarabot teljes hosszában ki kell fúrni. zsákfuratkéssel fenekes, vagy belsı vállas furatok is készíthetık, a teljes homlokfelület elıállítása tengelyközépvonalig tartó elmozdulással valósítható meg, melynek feltétele, hogy a szerszám teljes terjedelmével elférjen a furatban.

16 Menetmegmunkálás mővelete és szerszámai külsı menetesztergálás belsı menetesztergálás f=p f=p Menetmegmunkálás során a menet profiljával megegyezı késsel alakítjuk ki a munkadarabot, a metrikus és whitworth menetek eltérı geometriájúak. A menetesztergálásnál gyakran mindkét él forgácsol, a szerszámot nem tehetjük ki nagy igénybevételnek, ezért több fogás eredménye lesz a kész menetprofil. Az esztergagép mellékhajtómőve biztosítja a menetemelkedés értékét, a vezérorsóra zárt lakatanya pedig a fıhajtómő és az alapszán közötti kényszerkapcsolatot.

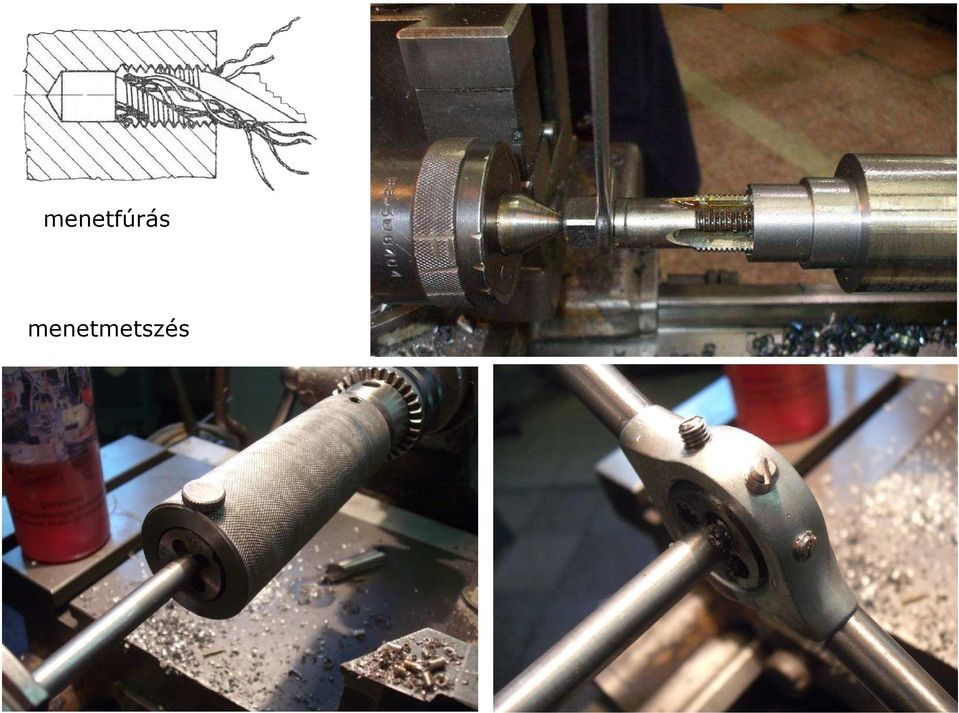
17 Szegnyeregbıl végezhetı mőveletek központfúrás fúrás, furatbıvítés dörzsárazás süllyesztés

18 menetfúrás menetmetszés
19 4. Forgácsok Forgácsgeometria a mellékmozgás adatainak függvényében

20 Forgácstabló 54

21 Forgácsgeometria a szerszámkialakítás függvényében
22 Forgácstörés 1 Öntörés Az ívelés következtében önmagától eltörik 2 Szerszámon eltörı forgács A körbe hajló forgács a szerszámmal érintkezve alakváltozást szenved és eltörik. 3 Munkadarabon eltörı forgács A forgács a megmunkált felülettel érintkezve elroppan.
23 Elemi forgácsok összehegedése spirális forgáccsá
24
25 5. Tengelyszerő alkatrész gyártása (II. feladat)
26
27
28
29
30
31
32
33
34
35
36
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Szerszám ajánló CNC forgácsoláshoz
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Szerszám ajánló CNC forgácsoláshoz CSIGAFÚRÓ - NC BEKEZDİFÚRÓ - KÖZPONTFÚRÓ - KÚPSÜLLYESZTİ - DÖRZSÁR - MENETFORMÁZÓ
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
Forgácsolási folyamatok számítógépes tervezése I. Tengely jellegő alkatrészek Megmunkálás NC esztergán Dr. Mikó Balázs Eszterga Munkadarab befogás 1 Szerszámtartó Esztergálási mőveletelemek Keresztesztergálás
σhúzó,n/mm 2 εny A FA HAJLÍTÁSA
 A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Épületek gázellátása A nyomásszabályozó állomások kialakítása
 Épületek gázellátása A nyomásszabályozó állomások kialakítása Vízellátás, csatornázás, gázellátás I. 2009. november 2. Nyomásszabályozó az elosztóvezetéken 2 A nyomásszabályozó állomások feladata A nyomásszabályozó
Épületek gázellátása A nyomásszabályozó állomások kialakítása Vízellátás, csatornázás, gázellátás I. 2009. november 2. Nyomásszabályozó az elosztóvezetéken 2 A nyomásszabályozó állomások feladata A nyomásszabályozó
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
03 Bázisok és készülékek
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
CSOPORT CSOPORT CSOPORT
 010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
010 tompahegesztett esztergakések 016 menetvágó Fejek és kések 017 menetjavító reszelõk Oldal..........................18 Oldal..........................19 Oldal..........................19 019 menetjavító
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
Gépipari minıségellenırzés
 Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
MŐSZAKI LEÍRÁS BK01427
 MŐSZAKI LEÍRÁS BK01427 Lábonálló 2 személyes ivókút idızített nyomógombos fejjel BK01427 9/1 11.07.21 BEFOGLALÓ MÉRETEI: Típus BK01427 Medence belsı méret: 210x74 mm Magasság (A): 1060 mm Kút átmérı: 365
MŐSZAKI LEÍRÁS BK01427 Lábonálló 2 személyes ivókút idızített nyomógombos fejjel BK01427 9/1 11.07.21 BEFOGLALÓ MÉRETEI: Típus BK01427 Medence belsı méret: 210x74 mm Magasság (A): 1060 mm Kút átmérı: 365
MUNKAANYAG. Szabó László. Oldható kötések alkalmazása, szerszámai, technológiája. A követelménymodul megnevezése: Épületgépészeti alapfeladatok
 Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
Szabó László Oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és célcsoportja:
Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.)
") Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Kézi menetszerszámok termékleírása. menetmetszők termékleírása
 ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
ENETVÁGÓ SZERszámOK 06 Kézi menetszerszámok termékleírása menetfúró nagyteljesítményű gyorsacélból. átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban n/² szilárdságig, temperöntvényben
» MENETVÁGÓ SZERSZÁMOK
 » ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
» ENETVÁGÓ SZERSZÁOK Kézi menetszerszámok termékleírása fúró nagyteljesítményű gyorsacélból. Átmenő furathoz és zsákfurathoz ötvözetlen és enyhén ötvözött acélokban 800 N/² szilárdságig, temperöntvényben
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Csúcsok, menesztők. Géptartozékok. ostrana. ostrana. Állócsúcs 60 E505 005. Állócsúcs 60 E505 010. Állócsúcs 60 E505 015
 ok, menesztők Állócsúcs 0 E 00 9 00... 0 0 0 2 ( d,0 Fej,2,0 2, 3,, 3, Fej ( l 2, 3,0,0,,,0-0 -os csúcsszög - DIN szabvány szerint Állócsúcs 0 E 0 3 MK0 0 0 0 2 ( d 9,0,0 Fej ( d 0 Fej ( l,0 2, 3,0,0,,
ok, menesztők Állócsúcs 0 E 00 9 00... 0 0 0 2 ( d,0 Fej,2,0 2, 3,, 3, Fej ( l 2, 3,0,0,,,0-0 -os csúcsszög - DIN szabvány szerint Állócsúcs 0 E 0 3 MK0 0 0 0 2 ( d 9,0,0 Fej ( d 0 Fej ( l,0 2, 3,0,0,,
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
www.perfor.hu Használati utasítás
 Használati utasítás Tartalomjegyzék Fontos munkavédelmi tudnivalók Fontos munkavédelmi tudnivalók...3 Ismerkedés a Drill Doctorral...5 Tudnivalók a fúrókról...6 A fúró anatómiája...6 Fúróélezés Drill Doctorral...7
Használati utasítás Tartalomjegyzék Fontos munkavédelmi tudnivalók Fontos munkavédelmi tudnivalók...3 Ismerkedés a Drill Doctorral...5 Tudnivalók a fúrókról...6 A fúró anatómiája...6 Fúróélezés Drill Doctorral...7
01.1.- 02.1 03.1.- 04.1.- 05.1.- 06.1-
 01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
01.1.- Ismertesse és rendszerezze az esztergálás szerszámait formájuk, anyagaik, szerkezetük szerint! 01.2.- Mutassa be a folyadéksugaras csiszolás, a leppelés, a dörzsköszörülés, a tükörsimitás anyagleválasztásának
(az állvány tartozék)
") Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Orion SkyQuest XT6, XT8, XT10, XT12 IntelliScope változat. Összeszerelési útmutató
 Orion SkyQuest XT6, XT8, XT10, XT12 IntelliScope változat Összeszerelési útmutató 1 2 2. ábra Összeszerelés Miután kibontotta a távcsı dobozait helyezze üzembe a távcsövet. A tubus gyárilag már össze van
Orion SkyQuest XT6, XT8, XT10, XT12 IntelliScope változat Összeszerelési útmutató 1 2 2. ábra Összeszerelés Miután kibontotta a távcsı dobozait helyezze üzembe a távcsövet. A tubus gyárilag már össze van
Tantárgytömbösítés a matematika tantárgyban 5. évfolyamon
 TÁMOP-3.1.4-08/2-2008-0123 Kompetencia alapú oktatás a Bonyhádi Oktatási Nevelési Intézményben Tantárgytömbösítés a matematika tantárgyban 5. évfolyamon Készítette: Bölcsföldi Árpádné A BONI Arany János
TÁMOP-3.1.4-08/2-2008-0123 Kompetencia alapú oktatás a Bonyhádi Oktatási Nevelési Intézményben Tantárgytömbösítés a matematika tantárgyban 5. évfolyamon Készítette: Bölcsföldi Árpádné A BONI Arany János
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I.
 MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I. Vegyipari szakmacsoportos alapozásban résztvevő tanulók részére Ez a tankönyvpótló jegyzet a Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai
MŰSZAKI ISMERETEK, VEGYIPARI GÉPEK I. Vegyipari szakmacsoportos alapozásban résztvevő tanulók részére Ez a tankönyvpótló jegyzet a Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG.
 work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
work. don t play. TARTOZÉKVÁLASZTÉK A TÖKÉLETES SZERSZÁMOKHOZ TÖKÉLETES TARTOZÉKOKRA VAN SZÜKSÉG. TARTALOMJEGYZÉK NINCS MINDENÜNK. DE MINDENNEL SZOLGÁLHATUNK, AMIRE ÖNNEK SZÜKSÉGE VAN. A Metabo az elektromos
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
» Menetjavító szerszám
 » Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
» Menetjavító szerszám Menet-utánvágók A RUKO külső- és belsőmenet-utánvágóival költségeket takaríthat meg a karbantartási és telepítési munkák során, építkezéseken, a mezőgazdaságban, gépjárművek javításánál
Tevékenység: Gyűjtse ki és tanulja meg a kötőcsavarok szilárdsági tulajdonságainak jelölési módját!
 Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM térbeli hajlított rúd ÓE-A03 alap közepes haladó VEM
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: VEM térbeli hajlított rúd ÓE-A03 alap közepes haladó VEM
1.9. A forgácsoló szerszámok éltartama
 1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
menetjavító szerszám A menetek több ok miatt is károsodhatnak.
 Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
Menetjavító szerszám 07 menetjavító szerszám A menetek több ok miatt is károsodhatnak. A korrózió, a kopás vagy a csavarok túl nagy meghúzási nyomatéka csak néhány ezek közül. A RUKO Procoil menetjavító
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Összeállítás készítése CAD rendszerben ÓE-A12 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Összeállítás készítése CAD rendszerben ÓE-A12 alap közepes
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5
 HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
HASZNÁLATI ÚTMUTATÓ LEMEZHENGERÍTŐ SRG - 1300/1,5 SRG50 Tisztelt vásárló, köszönjük, hogy a KH Trading s.r.o. cég termékét választotta. Cégünk kész Önnek szolgálatait felajánlani a termék megvétele előtt,
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: CNC szerszámgépek fő részei Számjegyvezérlési módok CNC gépeken
 CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
Félautomata menetvágógépek
 Félautomata menetvágógépek REMS Unimat for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar menetek Hengeres
Félautomata menetvágógépek REMS Unimat for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar menetek Hengeres
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Alámetszés. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Alámetszett alkatrészek gyártása
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Alámetszett alkatrészek gyártása Alámetszés 2 A nyitás / kilökés irányából takart felületek Méret / Jelleg / Zárás
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Síkbeli hajlított rúd ÓE-A02 alap közepes haladó VEM Épületszerkezet
Félautomata menetvágógépek
 Félautomata menetvágógépek REMS Unimat 75 REMS Unimat 77 for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar
Félautomata menetvágógépek REMS Unimat 75 REMS Unimat 77 for Professionals Nagyon gazdaságos Egyedi és sorozatgyártás Egyszerű kezelés Gyorsan beállítható Rudak Csövek Bordázott betonacél Metrikus csavar
FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT
 2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
2016. MÁJUS 1. 2016. NOVEMBER 30. Kevés a választék? A minőség értéket teremt! www.szerszamkatalogusok.hu FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA AJÁNLAT Ön részére: Ön Partnere: THE BEST TOOL FOR YOU!
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Kisméretű alkatrészek megmunkálása
 SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket!
 Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ
 JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA II. Laboratóriumi gyakorlat a mérés leírása
 SZÉCHENYI ISTVÁN EGYETEM MŐSZAKI TUDOMÁNYI KAR ALKALMAZOTT MECHANIKA TANSZÉK FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA II. Laboratóriumi gyakorlat a mérés leírása A FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA I. Laboratóriumi
SZÉCHENYI ISTVÁN EGYETEM MŐSZAKI TUDOMÁNYI KAR ALKALMAZOTT MECHANIKA TANSZÉK FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA II. Laboratóriumi gyakorlat a mérés leírása A FORGÓRÉSZ DINAMIKUS KIEGYENSÚLYOZÁSA I. Laboratóriumi
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
Algebrai és transzcendens számok
 MATEMATIKA Szakköri füzet Algebrai és transzcenens számok Készítette: Klement Anrás 00 SZAKKÖRI FÜZET Algebrai és transzcenens számok Bevezetés A szakköri füzetben áttekintjük a számhalmazokat és új szempont
MATEMATIKA Szakköri füzet Algebrai és transzcenens számok Készítette: Klement Anrás 00 SZAKKÖRI FÜZET Algebrai és transzcenens számok Bevezetés A szakköri füzetben áttekintjük a számhalmazokat és új szempont
Baross Gábor Középiskola, Szakiskola és Kollégium
 Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
Baross Gábor Középiskola, Szakiskola és Kollégium 031242 HELYI TANTERV AZ ELŐREHOZOTT, 3 ÉVES SZAKKÉPZÉSHEZ Gépészet..SZAKMACSOPORT Gépi forgácsoló..szakma OKJ SZÁMA: 31 521 09 1000 00 00 ÉRVÉNYES: 2012.
MAGYAR TCE 4410 - TCE 4440 TCE 4410 - TCE 4440. Gumiabroncsszerelı-készülék Használati útmutató. Bosch diagnosztika 1 695 104 860 2008-02-26 1
 hu Gumiabroncsszerelı-készülék Használati útmutató Bosch diagnosztika 1 695 104 860 2008-02-26 1 FIGYELMEZTETÉS Jelen használati útmutató az adott termék részét képezi. Olvassa el figyelmesen a benne található
hu Gumiabroncsszerelı-készülék Használati útmutató Bosch diagnosztika 1 695 104 860 2008-02-26 1 FIGYELMEZTETÉS Jelen használati útmutató az adott termék részét képezi. Olvassa el figyelmesen a benne található
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2009. május 22. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÉRETTSÉGI VIZSGA 2009. május 22. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
ÉRETTSÉGI VIZSGA 2009. május 22. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÉRETTSÉGI VIZSGA 2009. május 22. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
1/6 Hengeres és kúpos tengelyvégek méretei és a hozzárendelt reteszek főméretei MSZ ISO 775
 BME Járműelemek és Hajtások Tanszék Járműelemek I Tervezési felaat Hengeres Kúpos Fészkes retesz Fészkes retesz Íves retesz Hengeres l l 1 MSZ 12868 fő méretei horony MSZ 311 méret tűrése Hosszú Rövi Hosszú
BME Járműelemek és Hajtások Tanszék Járműelemek I Tervezési felaat Hengeres Kúpos Fészkes retesz Fészkes retesz Íves retesz Hengeres l l 1 MSZ 12868 fő méretei horony MSZ 311 méret tűrése Hosszú Rövi Hosszú
(11) Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 661 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
!HU000004661T2! (19) HU (11) Lajstromszám: E 004 661 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778425 (22) A bejelentés napja:
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel. Vezérlőpanel MT 100 13.
 Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
Optimum Katalógus 2015-16 további információkért látogasson el weboldalunkra: mill MT 100 - Univerzális egyetemes marógép műhelyeknek digitális, 3-tengelyes digitális útmérővel További információkat a
E FEJEZET GÉPTARTOZÉKOK
 E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
E FEJEZET GÉPTRTOZÉKOK efogófejek E Kiesztergálófejek E Esztergatokmányok, felfogótüskék E 9 Késtartók E 7 Csúcsok, menesztõk E 97 Gépsatuk, osztófejek, körasztalok E 99 Mechanikus szorítóelemek, rezgéscsillapító
Univerzális fúrók. UNIVERZÁLIS fúrók. TiN bevinatos univerzális. Újdonság! 8% Co tartalommal. Ponthegesztő fúró A002
 UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
UNIVERZÁLIS fúrók A SANDVIK CSOPORT TAGJA A002 TiN bevinatos univerzális csigafúró Rövid hengeres szárú csigafúrók DIN 338 Rövid, hengeres szárú, HSS csigafúró, amelynél a dolgozó rész első 25%-a TiN bevonatos.
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Gépműhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépműhelygyakorlat I. 3. Forgácsolástechnológiai alapfogalmak
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012.
 Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
Gépszerkezettan. A gépelemek méretezésének alapjai
 Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Óravázlat. emeletráépítés miatt - erıtani körülmények (statikai váz) változása (pl. pillérritkítás, falkiváltás)
 változása (pl. pillérritkítás, falkiváltás)") Tartószerkezetek megerısítése, átalakítása Elıadás BMGE Hidak és Szerkezetek Tanszéke 2008.09.22. 12 00 15 00 Kmf. 16. Elıadó: Iványi János okl. szerkezetépítı mérnök EUROPA-Mérnök, a Magyar Mérnöki Kamara
Tartószerkezetek megerısítése, átalakítása Elıadás BMGE Hidak és Szerkezetek Tanszéke 2008.09.22. 12 00 15 00 Kmf. 16. Elıadó: Iványi János okl. szerkezetépítı mérnök EUROPA-Mérnök, a Magyar Mérnöki Kamara
TERMOELEM-HİMÉRİK (Elméleti összefoglaló)
") Alapfogalmak, meghatározások TERMOELEM-HİMÉRİK (Elméleti összefoglaló) A termoelektromos átalakítók hımérsékletkülönbség hatására villamos feszültséget szolgáltatnak. Ezért a termoelektromos jelátalakítók
Alapfogalmak, meghatározások TERMOELEM-HİMÉRİK (Elméleti összefoglaló) A termoelektromos átalakítók hımérsékletkülönbség hatására villamos feszültséget szolgáltatnak. Ezért a termoelektromos jelátalakítók
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat)
") TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
TENGELYEK, GÖRDÜLŐCSAPÁGYAK (Vázlat) Tengelyek fogalma, csoportosítása Azokat a gépelemeket, amelyek forgó alkatrészeket hordoznak vagy csapágyakon támaszkodva forognak, tengelyeknek nevezzük. A tengelyeket
Akció AKCIÓS KIADVÁNY. Érvényes : visszavonásig. Fúrógépek. Lamellerek. Keményfém csigafúrók. Pneumatikus ütvecsavarozók. 50. oldal. 02.
 Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
Akció 2015/I. AKCIÓS KIADVÁNY Érvényes : visszavonásig Fúrógépek Lamellerek Pneumatikus ütvecsavarozók Keményfém csigafúrók 02. oldal 30. oldal 50. oldal 04. oldal Asztali és oszlopos fúrógépek BT 15G
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
MAGYAR TCE 4530 TCE 4530. Gumiabroncsszerelı-készülék Használati útmutató. Bosch diagnosztika 1 695 104 911 2008-02-26 1
 hu Gumiabroncsszerelı-készülék Használati útmutató Bosch diagnosztika 1 695 104 911 2008-02-26 1 FIGYELMEZTETÉS Jelen használati útmutató az adott termék részét képezi. Olvassa el figyelmesen a benne található
hu Gumiabroncsszerelı-készülék Használati útmutató Bosch diagnosztika 1 695 104 911 2008-02-26 1 FIGYELMEZTETÉS Jelen használati útmutató az adott termék részét képezi. Olvassa el figyelmesen a benne található
31/2006. (VI. 1.) GKM rendelet. A rendelet alkalmazási köre. Értelmezı rendelkezések
 GKM rendelet. A rendelet alkalmazási köre. Értelmezı rendelkezések") 31/2006. (VI. 1.) GKM rendelet a fegyverek, lövıkészülékek, valamint ezek lıszereinek vizsgálatáról A fogyasztóvédelemrıl szóló 1997. évi CLV. törvény 56. -ának a) pontjában, továbbá a lıfegyverekrıl és
31/2006. (VI. 1.) GKM rendelet a fegyverek, lövıkészülékek, valamint ezek lıszereinek vizsgálatáról A fogyasztóvédelemrıl szóló 1997. évi CLV. törvény 56. -ának a) pontjában, továbbá a lıfegyverekrıl és
ajánlat FORGÁCSOLÁS, CSISZOLÁS ÉS MÉRÉSTECHNIKA MI PARTNEREK VAGYUNK Érvényes: 2010. április
 A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
A 10-i akció az ajánlati kiadványban szereplő termékekre vonatkozik az üzlethálózat készletén lévő termékek erejéig készpénzfizetés esetén! Egyéb kedvezménnyel nem összevonható! Akciós időpontok: 2010.
Menetes csövek 5/10. Hatlapfejű facsavarok 5/1. Függesztő elem 5/10. Ászokcsavarok 5/2. Kétmenetű csavar 5/2 5/3. Függesztő kapocs 5/11 5/13
 Hatlapfejű facsavarok 5/1 es csövek 5/10 Ászokcsavarok 5/2 Függesztő elem 5/10 Kétmenetű csavar 5/2 5/3 Függesztő kapocs 5/11 5/13 Alátétes csavarok 5/3 Szorítókarom acélszerkezetekhez 5/14 Kereszthornyú
Hatlapfejű facsavarok 5/1 es csövek 5/10 Ászokcsavarok 5/2 Függesztő elem 5/10 Kétmenetű csavar 5/2 5/3 Függesztő kapocs 5/11 5/13 Alátétes csavarok 5/3 Szorítókarom acélszerkezetekhez 5/14 Kereszthornyú
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORTOS OKTATÁS. Elektrotechnika elektronika szakmacsoportos alapozó ismeretek
 ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORTOS OKTATÁS Tantárgyak és heti óraszámaik a 9. 12. évfolyamon TANTÁRGY 9. ÉVFOLYAM 10. ÉVFOLYAM 11. ÉVFOLYAM 12. ÉVFOLYAM Szakmacsoportos alapozó ismeret Mőszaki
ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORTOS OKTATÁS Tantárgyak és heti óraszámaik a 9. 12. évfolyamon TANTÁRGY 9. ÉVFOLYAM 10. ÉVFOLYAM 11. ÉVFOLYAM 12. ÉVFOLYAM Szakmacsoportos alapozó ismeret Mőszaki