SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
|
|
|
- Endre Szabó
- 9 évvel ezelőtt
- Látták:
Átírás
1 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet

2 ALKATRÉSZFELÚJÍTÁS I. Termikus szórások
3 Termikus szórás


4 A termikus szórásokról A termikus szórások mind az alkatrészgyártásban, mind a javítástechnológiában gyakran alkalmazott eljárások. Általános ismérvük, hogy a bevonó anyagot nagyhőmérsékletű gázközegben részben, vagy teljesen megolvasztják, majd ezzel egyidejűleg nagy sebességgel az előkészített felületre repítik. Nagyértékű, vagy nehezen pótolható alakatrészek jellegzetes javítási módja, mellyel fémek, fémötvözetek, oxidok, kerámiák, műanyagok is felhordhatók. A bevonat lehet tömör, öntött szerkezetű vagy porózus. Az alapfelülethez a réteg egybeolvasztása esetén diffúziósan, a többi esetben mechanikusan köt. Vezérműtengely csapágyhelyének felszórása

5 Alkatrész felújítás termikus szórással A,,termikus szórás egy gyűjtőfogalom, amely magába foglalja mindazokat a felületbevonó eljárásokat, melyek a bevonatot úgy hozzák létre, hogy a bevonó anyagot nagyhőmérsékletű gázközegben részben vagy teljesen megolvasztják, majd ezzel egyidejűleg nagy sebességgel az előkészített felületre repítik. Az eljárás jellégétől függően a kialakított bevonat tömör, öntött szerkezetű vagy porózus. Az alapfelülethez a réteg egybeolvasztása esetén diffúziósan, a többi esetben mechanikusan, adhéziósan köt. A kifejlesztett szórási eljárásokkal a fémek, fémötvözetek, oxidok, kerámiák, sőt akár műanyagok is felhordhatók Ezek az eljárások mind az új alkatrészek, illetve berendezések gyártásában, mind a kopott, elhasználódott felületek felújításában jól alkalmazhatók

6 Termikus szórás Hő hatására a megolvadt anyagok szemcséi sűrített levegő illetve láng hatására a kiválasztott felületre csapódnak és ott réteget alkotnak. Termikus szórás során adhéziós kötésű bevonat keletkezik. A felületre felvitt különböző rétegek anyagai lehetnek: fémek, fémötvözetek karbidok, cermetek, kerámiák szerves műanyagok A felszórandó anyag lehet huzal vagy por. A szórandó anyag megolvasztható (olvasztási energia): gázlánggal, villamos ívvel, plazmaívvel, indukciós olvasztással.

7 Egy kis történelem A legkorábbi alkalmazás Schoop svájci mérnök nevéhez fűződik, aki 1910 körül olyan eszközt fejlesztett ki, amellyel ónt vagy cinket megolvasztva sűrített levegővel elporlasztva a munkadarab felületére fúvatott. Az 1920-as évek közepén ezt az eljárást számos országban eredményesen alkalmazták. Mivel kezdetben csak fémes anyagokat szórtak, az eljárást fémszórásnak nevezték el. Később az űrkutatás, a repülőgépipar és más csúcstechnológiákat alkalmazó iparágak speciális igényei intenzív fejlesztő-kutató munkát gerjesztettek

8 A fémszórás előnyei Kis beruházást igényel Gyorsan üzembe helyezhető, gyors eljárás A berendezés nem helyhez kötött, terepen is működik Egyedi és sorozatgyártásban egyaránt alkalmazható Különleges bevonatok is előállíthatók, pl. üvegre, kerámiára, műanyagra, stb. A gyors hevítés és a nagy áramlási sebesség révén csökkennek a szórt anyagban lejátszódó káros kémiai reakciók. A bevonatokban kevesebb az oxid, a szórás közben kevesebb ötvöző ég ki. A fémszórt alkatrész ellenáll a környezeti hatásoknak Nincs vetemedés, hő hatására bekövetkező deformáció

9 Termikus szórások Folyékony fém szórása Szórás éghető gázkeverékkel Szórás elektromos ív felhasználásával Lángszórás Robbantásos szórás Nagysebességű lángszórás Elektromos ívszórás Plazmaszórás Huzalszórás Porszórás Porszórás Huzalszórás Porszórás Ömledékszórás Termikus szórások csoportosítása

10 Szórási eljárások jellegzetességei

11 A termikus szórás jellemzői Az eljárás egyszerű, kis beruházást igényel. Nem helyhez kötött. Az igénybevételnek megfelelő bevonat készíthető Egyedi és sorozatjavítás - esetleg gyártás - esetén is alkalmas. Bármilyen anyag - fém, kerámia, műanyag - szórható. Nagy felületi nyomásra alkalmas. A szórás irányára merőleges húzásnak kevésbé áll ellen. A munkadarabot nagyobb hőhatás nem éri, nem húzódik el, szövetszerkezete nem változik. A réteg szerkezete mikroporózusos, kenés szempontjából előnyös.


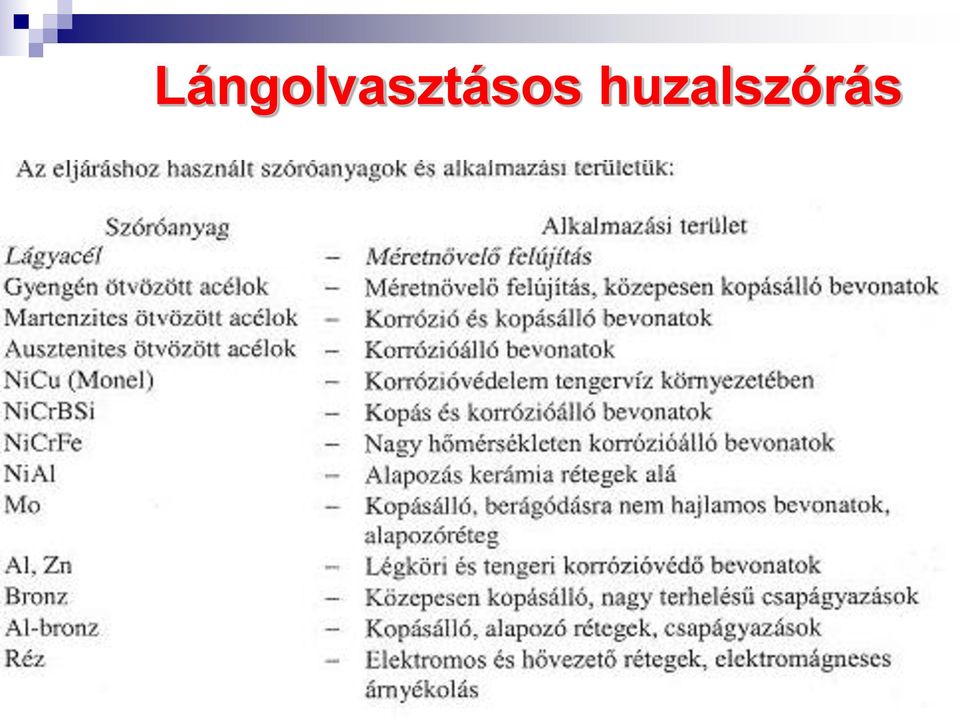
12 Huzalszórás lángolvasztással Minden olyan fém felszórható, amelyből huzal húzható és olvadáspontja a gázkeverékkel elérhető legmagasabb hőmérséklet alatt van. A huzalt huzalvezető görgők továbbítják a fémszóró pisztoly fúvókájába, ahol az oxigén és égőgáz keverékének lángjától folyamatosan olvad. Az olvadt fémet sűrített levegő porlasztja el és továbbítja az előkészített felületre.

13 Lángolvasztásos huzalszórás Az egyenletes méretű, közel gömb alakú fémporok előállítása költséges, ezért olyan anyagok, melyek huzal formában is előállíthatók, huzalolvasztásos szórópisztollyal gazdaságosabban szórhatók. Ezek a készülékek a huzal megolvasztásához acetilén oxigén, ritkábban metán, illetve hidrogén-oxigén gázkeveréket használnak. Az általában 3-5 mm átmérőjű huzalt a körgyűrű alakú fúvóka tengelyvonalában vezetik a láng belsejébe, ahol a vége olvadási hőmérséklete fölé hevül. A megolvadt anyagot 5-6 bar nyomás1 sűrített levegő elporlasztja és m/sec sebességgel a mm távolságra elhelyezett munkadarab felületére röpíti. A szórópisztolyt kézben tartva vagy gépi mozgatással lehet használni. A gépi mozgatás (előtoló berendezés, robot) az egyenletesebb rétegvastagság miatt előnyösebb

14 Lángolvasztásos huzalszórás
15 Fémszórás villamos ívvel A villamosív-szórás anyaga huzal. A fémszóró pisztolyon keresztül két elektromosan töltött huzal továbbítódik, amelynek végei a pisztoly fejrészében találkoznak. A huzalok között villamos ív képződik, amely a két huzalt több mint 4000 ºC-on megolvasztja. Az olvadt fémet sűrített levegő porlasztja el és lövi fel a megfelelően előkészített felületre.

16 Elektromos ívszórás jellemzői A szórópisztolyba két fémhuzalt vezetnek és a huzalvégek között elektromos ívet hoznak létre. Az ív hőmérséklete eléri az ºC-t, amely elegendő a huzalvégek gyors megolvasztásához. A megolvadt huzalvégeket nagynyomású gázzal, rendszerint levegővel elporlasztják és a munkadarab felületére repítik. A huzalokat vezérelt egyenáramú motorok adagolják egyenletes ívhosszüságot tartva. Segédfúvókákkal a szórási kúp a festékszórókhoz hasonlóan a felűlet alakjának és méretének megfelelően szabályozható. Mivel az ívet a huzalvégek között tartják fenn, a szórt munkadarab kevésbé melegszik fel mint a lángszórásoknál. Ez alkalmassá teszi kis olvadási hőmérsékletű vagy gyúlékony anyagok, pl. műanyag, fa bevonására. A réteg tapadóképessége általában nagyobb, mint a lángszórásnál, két különböző anyagi huzallal lehetőség van pszeudo ötvözetek, keverék-rétegek előállítására. Az alkalmazott szóróanyagok közel azonosak a lángszórásnál felsoroltakkal.

17 Fémporszórás lángolvasztással Fémporszórással kialakíthatók különböző fém-, fémötvözet, karbid, fémoxid és cermet rétegek. A fémpor a fémszóró pisztoly fúvókájába vagy gravitációs úton, vagy hordozógáz segítségével jut. Megolvadva a gáz nyomása továbbítja a megfelelően előkészített felületre.


18 Fémporszórás lángolvasztással Fémporszórással kialakíthatók különböző fém-, fémötvözet, karbid, fémoxid és cermetrétegek. A fémpor a fémszórópisztoly fúvókájába gravitációs úton, vagy hordozógáz segítségével jut, ahol megolvadva a gáz nyomása továbbítja a megfelelően előkészített felületre. (1) Acetilén/Oxigén gáz (2) Fémpor tartály (3) Égőfej (4) Keverőfej (5) Gázkeverék láng hozaganyaggal (6) Munkadarab 3. ábra_tengelyvég fémporszórása Fémporszórás lángolvasztással

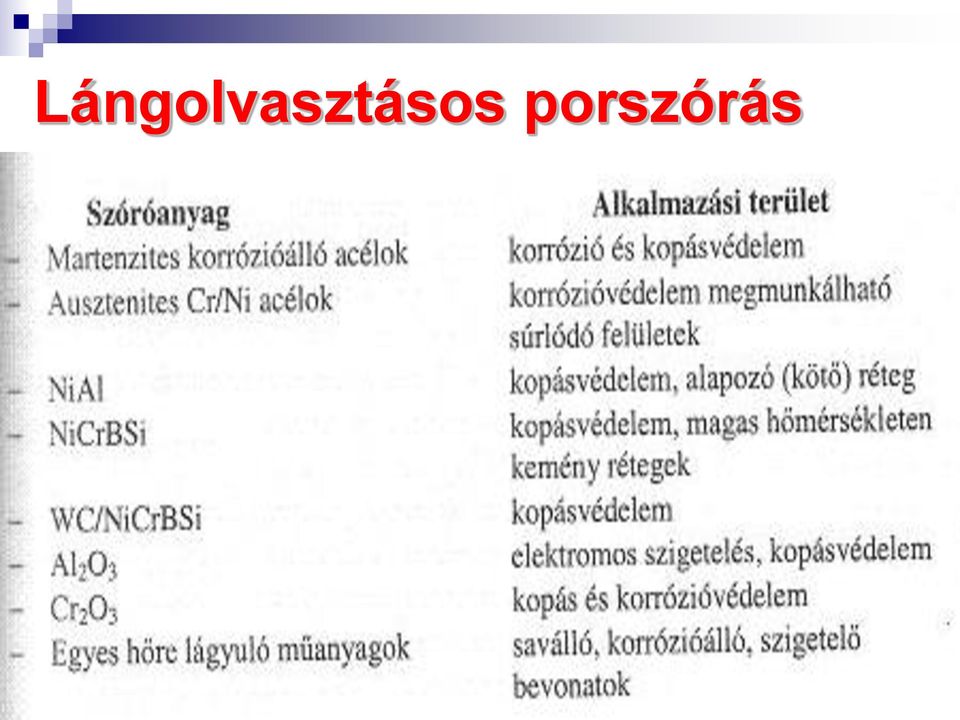
19 Lángolvasztásos porszórás A forgalomban lévő eszközök választéka igen nagy. A kis teljesítményű szórópisztolyoknál csak az égő gáz, rendszerint acetilén-oxigén gázkeverék áramlása röpíti a felhevített porszemcséket a felületre, a nagyobb teljesítményűeknél további gyorsítás céljából sűrített levegőt is alkalmaznak. A szórópisztolyok egy része csak porózus rétegek szórására (,,hideg eljárás), másrészük csak egybeolvasztott réteg (,,meleg eljárás), míg egy harmadik csoportjuk mind a két rétegtípus előállítására alkalmas. Por formájában olyan szóróanyagok is előállíthatók, mint a cementek, oxidok, karbidok, kerámiák, melyek huzal formában, hagyományos módszerekkel nem, ezért a szóróanyag választékuk nagyobb, mint a huzalolvasztásos eljárásoké.
, másrészük csak egybeolvasztott réteg (,,meleg eljárás), míg egy harmadik csoportjuk mind a két rétegtípus")
20 Lángolvasztásos porszórás
. Az ionizált gáz azután egy szűkülő, majd bővülő fúvókán keresztül halad át.")
21 Fémszórás plazmalánggal Plazmaszórás Az eljárás plazma állapotú gáz segítségével történik (általában argon vagy nitrogén), amely egyben a hő ( ºC) forrása és továbbító közeg is. A pisztolyban nagyfeszültségű ív jön létre az anód és katód között, amely a gázt plazmaállapotba hozza (ionizálja). Az ionizált gáz azután egy szűkülő, majd bővülő fúvókán keresztül halad át. Ahogy a gáz elhagyja a fúvókát, visszaáll eredeti állapotába, miközben rendkívül magas hőt fejleszt. Ebbe a magas hőmérsékletű plazmagáz sugárba fecskendezik be a por alakú fémet, amely megolvadva nagy sebességgel lövődik fel a megfelelően előkészített felületre. A kialakult rétegnek rendkívül erős a kötése az alapanyaghoz és kivételesen nagy
22 Plazmaszórás
23 Plazmaszórás A plazmák nagy energiasűrűsége a termikus szórás területén is jól hasznosítható. A plazma ívet egy wolfram elektród és a munkadarab, vagy a wolfram elektród és fúvóka között tartják fenn. Az első esetben a felvitt réteg tömör, kohéziós kötésű, az alapfémmel diffúziós kötést létesít. Lényegében,,meleg szórásnak tekinthető. A gyakorlatban szélesebb körben alkalmazzák az utóbbi, belsőíves megoldást, melynek elvi vázlata a következő ábrán látható. Az elektromos ív a negatív pólusra kötött wolfram elektród és a pozi-tív pólusra kötött wolfram fúvóka között ég. A plazmaképző gázt átpréselve az íven ionizálódik és egy nagy áramsűrűségű plazmaív jön létre. A munkadarabot mar csak a fúvókán kiáramló plazma láng melegíti, melynek max. hőmérséklete C. Plazmaképző gázként általában nitrogént, argont vagy héliumot alkalmaznak, gyakran kevés hidrogént hozzájuk keverve.

24 Nagysebességű lángszórás A nagysebességű lángszórás során folyamatos nagynyomású gázégetés megy végbe az égéskamra belsejében, amelynek középtengelyébe vezetik be a szórandó fémport. Az égéskamra belsejében az égőgáz-oxigén keverék nagy nyomása és a legtöbbször hozzárendelt expanziós fúvóka segítségével előállítják a kívánt nagy sebességet a gázsugárban. Ezáltal a szórandó részecskék felgyorsulnak, amelyek a felületen jól tapadó, tömör réteget képeznek
25 Robbantásos szórás A robbantásos szórás egy megszakításos szórási folyamat. Az ún. detonációs fegyver, a szórópisztoly kilépőcső végén van az égetőkamra, amelyben az acetilén-oxigén-fémpor keverék egy gyújtószikra hatására berobban. A csőben keletkező lökéshullámok a szórt szemcséket felgyorsítják. A szemcsék a lángban felhevülnek és nagy sebességgel az előkészített felületre csapódnak. Minden robbanás után az égetőkamra és a cső nitrogénnel való átöblítése következik.
26 Fémszórás technológiája A termikus szórások a gyártásban és a javításban egyaránt felhasználhatók. Mivel nem hegesztésről van szó, repedés javítására nem alkalmasak. A szórás előtt, ha a repedés lehetősége fennáll, repedésvizsgálatot kell végezni. Erre megfelelőek a penetrációs, jelzőfolyadékos, hengeres daraboknál a mágneses vizsgálati módszerek

27 Kopott felületet előkészítése A felújításra szoruló munkadarabot általában esztergagépen készítjük elő és szórjuk fel. A kopott alkatrész méretétől függően válasszuk meg az alkalmazott szerszámgépet. Ügyeljünk a munkadarab pontos, ütésmentes befogására. Előkészítéskor a minimális rétegvastagság figyelembevételével szabályozzuk a felületet, majd beszúró mozdulatokkal érdesítsük. Az alapozóréteg tapadásához nélkülözhetetlen a zsírmentes felület, a szennyezett részekről a felszórás le fog válni. A megóvandó felületek előkészítésére használhatunk védőszert (R103). Légkompresszor főtengelyének felújítása fémszórással
28 Fémporszórt felületek előkészítése A szóráshoz fémtiszta, nyers felületre van szükség, a kopott réteget forgácsolással eltávolítjuk. A lemunkált méretet úgy kell meghatározni, hogy készre munkálás után, számításba véve a megengedett kopást, a szórt anyagra előírt minimális rétegvastagság biztosítva legyen. A minimális rétegvastagság ajánlott értéke Smin= 0,25 + 0,13x d/25 mm, illetve d=ø150 mm fölött Smin=1 mm. 3. Rosszul ábra_tengelyvég meghatározott fémporszórása alámunkálás lángolvasztással asztali fúrógép főorsójának felújításakor
29 A szórandó felület előkészítése kopott fémtiszta fémszórt polírozott előesztergált alapozott köszörült ábra_rosszul ábra_tengelyvég meghatározott fémporszórása alámunkálás lángolvasztással asztali fúrógép felújításakor
30 A szórandó felület érdesítése forgácsolással
31 A felület előkészítése forgácsolással
32 A felület érdesítése szemcseszórással
33 Munkadarab zsírtalanítása A termikus szórások legnagyobb ellensége a zsíros, olajos szennyezés. A szemcsék jó tapadása megköveteli a fémes, tiszta felületet. A hiba-felvételezés, repedésvizsgálat előtt végzett, rendszerint durva zsírtalanítás itt nem elegendő. Alkatrészek javításánál figyelemmel kell lenni furatokban, éles sarkokban és az illesztett felületek között megtapadó zsír és olaj maradványokra, melyek többnyire nem távolíthatók el teljesen. Szórás közben gőzük lecsapódva a szórt felületre tönkreteheti a réteg tapadását. Ilyen esetekben a munkadarabot fel kell melegíteni a szórás közben várható hőmérséklet fölé C-ra és ezen kell tartani. Sima felületeknél elegendő a szerves oldószeres lemosás. Nem maradhat a szórandó felületek környezetében semmilyen szennyeződés vagy bevonat, amely elégve vagy elgázosodva szennyezheti a megtisztított felületet.
34 A fémszórás folyamatai 1. A fémszóró pisztolyban: - itt történik a fém adagolása (por, huzal) és megolvasztása (gázláng, elektromos ív, plazma) 2. A szórási kúpban : - itt alakul ki az olvadt fémszemcse végleges mérete és szerkezete. Meg kell akadályozni az oxidációt (acetilénoxigén arány). 3. A rétegképződési folyamat: - az ütközés során végbemenő folyamatok.
35 A szórási kúpban végbemenő folyamatok A szemcsék szerkezetétől nagyban függ a sebességük, ezért meghatározóak a rétegképződés szempontjából. A sebesség függ még a szemcse anyagminőségétől is.
36 A rétegképződés folyamata A gáz által átadott kinetikus energia ütközéskor hőenergiává alakul, így a szemcse képlékeny alakváltozása hozza létre a tapadást. Fontos a szemcse : hőmérséklete, sebessége, halmazállapota A szemcsék méret szerint három csoportra oszthatók: Legkisebb szemcse µm. A röppálya alatt oxidálódik, rugalmas alakváltozásra képtelen, lepattan a felületről Közepes szemcsék µm. Térfogatuk nagy része képlékeny fém, a rideg oxidburok az ütközéskor felreped Nagy szemcsék µm. Csak méretükben különböznek a közepesektől szerkezetükben nem, de becsapódáskor szétfröccsenthetik a fémet.
37 A fémszórt réteg tapadását befolyásoló tényezők : A szemcse hőmérséklete A szemcse kémiai összetétele A szemcse geometriai mérete A szemcse becsapódási sebessége A becsapódás szöge Egységnyi felületre időegység alatt becsapódó szemcsék száma A felszórt fémrétegben keletkező feszültségek A szórt fém korróziója A környezetből a szórt fémbe jutó szennyeződések
38 Jellegzetes fémszóró anyagok Rozsdamentes acélok, króm-nikkel önkeményedő ötvözetek, molibdén, króm-nikkel ötvözetek, alumíniumbronz, alumínium és réz. Wolframkarbid-kobalt, wolframkarbid keverék és krómkarbid keverék. Molibdén, wolfram és tantál. Alumínium-oxid, alumínium-oxidtitánium-oxid, cirkónium-oxid és magnézium-cirkonát. Bórnitridek és alumíniumbronz-bórnitrid. Nikkel és alumínium grafit keverék, valamint nikkelaluminid és kerámia keverék. Önkötős acélok. A por alakú fémszóróanyagba Ni-Al alapozó port adagolnak, így egy lépésben megoldható az alapozás és a fedőréteg szórása. Poliészterek, szilíciumalumínium és alumíniumbronz-poliészter keverék, speciális kötőréteg műanyagra való szóráshoz. Ni-Al alapozópor (kötésszilárdság növelésére)
39 A fémszórt szórt réteg minősége A szórt réteg minőségét meghatározza: szórási eljárás felújítandó alkatrész anyaga felület-előkészítés szórandó anyag kémiai összetétele a szemcse nagysága a szemcse hőmérséklete a becsapódási sebessége becsapódási szöge a szórási kúp áramlási körülményei környezetből bejutó szennyeződések a szórt fémben keletkező feszültségek a szórt fém korróziója.
40 FÉMSZÓRÁS A GYAKORLATBAN Fémszóró eszközök és a hozzájuk tartozó technológiák Hideg szórási eljárások: - pl. ROTO-TEC Meleg szórási eljárások: - pl. RW
 Alapozó por szórása, Ni-Al por, 0,1...0,2 mm vastagságban, exoterm reakció, mikroszkopikus hegedés. Szórási távolság kb.")
41 TERMIKUS SZÓRÁS általános technológiai sorrendje (hidegszórás) Felület-előkészítés : tisztítás zsírtalanítás érdesítés (menetes durvítás, szemcsefúvatás) Hengeres munkadarab befogása, (kerületi sebesség!) Alapozó por szórása, Ni-Al por, 0,1...0,2 mm vastagságban, exoterm reakció, mikroszkopikus hegedés. Szórási távolság kb. 250 mm Fedőpor szórás az előírt technológiai jellemzőkkel Hűtés szabad levegőn Védett felületek tiszítása Megmunkálás esztergálás, köszörülés
42
43 Fémszórás utólagos hevítéssel (melegszórás) Technológiai sorrend: Előmelegítés ºC. Rredukáló láng! Kb. 250 mm-ről Első réteg szórása. A felszórt réteg beolvasztása: ºC. Kb. 50 mm-ről Ismételt fedőréteg szórás (a kívánt méretig). A fémszórás során adhéziós kötés alakul ki. A felszórt réteg ismételt beolvasztása gázlánggal (acetilén - oxigén) plazmaívvel nagyfrekvenciás berendezéssel lézerrel. Hűtés szabad levegőn - A védett felületek tiszítása Megmunkálás esztergálás, köszörülés A megolvasztás nagy - intenzív - hőbevezetéssel jön létre. Ezután következik a lassú lehűtés a maradó feszültségek csökkentése érdekében. Al-Mg ötvözetek, sárgarezek, bronzok nem alkalmasak beolvasztásra.
44
45 Tengelyvég fémporszórása hideg/melegszórással

46 Fémporszóró berendezések A kis teljesítményű fémporszóró pisztolyoknál csak az égőgáz áramlása röpíti a felhevített porszemcséket a felületre, a nagyobb teljesítményűeknél további gyorsítás céljából sűrített levegőt is alkalmaznak. A szórópisztolyok egy része csak porózus rétegek szórására (,,hideg eljárás), másrészük csak egybeolvasztott réteg (,,meleg eljárás), míg egy harmadik csoportjuk mindkét rétegtípus előállítására alkalmas. 3. ábra_tengelyvég Fémporszóró fémporszórása berendezések lángolvasztással
47
48
49
50
51 Fémszórás gyakorlati alkalmazása A fémszórást általában olyan alkatrészek felújításánál használják, ahol a munkadarab összetettsége, bonyolultsága tehát magas ára - nem teszi lehetővé annak cseréjét. A fémszórás gazdaságos eljárás nagy értékű alkatrészek felújítása során. Nagy értékű csavarkompresszor rotor csapágyhelyének felújítása
52 Kopott és melegen fémszórt féltengelyek tűgörgő alá (Keménység: 60 HRc)
53 Különféle főtengelyek felújítása
54 Gyakorlati példák Fémszórás műveleti sorrendje - Főtengely felújítása fémszórással Excenteres tengely felújítása fémszórással
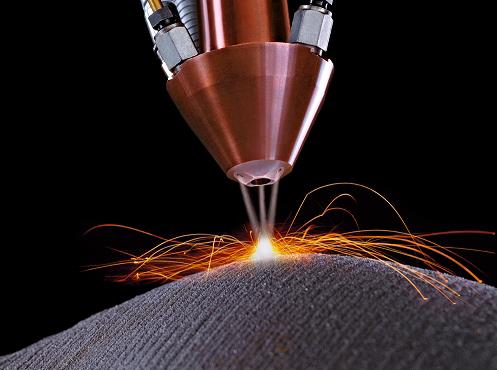
55 Lézeres javítófelrakó hegesztés

56 TRUMPF Lézeres Technológiák CO 2 lézerek 700-tól Wattig CO 2 lézeres vágógépek Moduláris több tengelyű CO 2 és szilárdtest lézeres megmunkáló rendszerek Szilárdtest lézerek 20-tól 8000 Wattig Szilárdtest lézeres megmunkáló rendszerek Jelölő lézerek és lézerrendszerek
57 A hőközléses hegesztés alapja (1) Nem visszaverődő teljesítmény: 100 % Olvadék Fókuszált lézersugár Hőveszteség Visszaverődési ráta: YAG (CO 2 ): 68 (88) % Sugárzási terület Izotermák (=azonos hőmérséklethez tartozó vonalak) Felület felmelegítése A hőmérséklet megnő a felületen Energia > Visszavert + Hőveszteség Hő közlése mélységben és széltében Felszíni hőmérséklet eléri az olvadáspontot (T M,Steel = 1490 C) Elnyelődési ráta változik: - YAG: 35%-ról (20 C) egészen 32%-ig (1500 C) - CO 2 : 5%-ról (20 C) egészen 12%-ig (1500 C) Megindul az olvadás
58 A hőközléses hegesztés alapja(2) Nem visszavert teljesítmény: 100 % Hő által érintett zóna Hegesztési kötés Olvadék Fókuszált lézersugár Hőveszteség Hegesztési sebesség v w m/min Visszaverődési ráta: YAG (CO 2 ): 68 (88) % Sugárzási terület Izotermák (=azonos hőmérséklethez tartozó vonalak) Hegesztési kötés: A ponthegesztések átlapolása varratot hoz létre Pontok átlapolása kb A hegesztési sebesség V W = Ø f p (1 - átlapolás) 200 W alatti átlegteljesítményű lézerek esetén minden impulzus után visszahűl a felület Mélység-szélesség arány < 1 A hegesztési sebességet az átlagteljesítmény határozza meg
59 Teljesítmény (kw) Teljesítmény (kw) Teljesítmény (kw) Sugárzási periódusok különböző típusú lézereknél Q-kapcsolt lézer: Gravírozás, jelölés Impulzus üzemű Nd:YAG lézerek: Fúrás, pont és vonalhegesztés, precíziós vágás Folyamatos üzemű Nd:YAG lézerek: Hegesztés, vágás, forrasztás, felületmegmunkálás ns ,0 0,5 1,0 1,5 Idő (µs) ms Idő (ms) Hegeszté s lépcsők Idő (s)

60 Lézeres felrakó hegesztés

61 Miért lézert használunk? Több kw-os impulzusenergia Effektív átmérő egészen 0.1 mm-ig! Lézer impulzus: I kw/mm² Nap: I 1 W/mm² Lencse Ø50mm Gyertyafény I 0.5 W/mm²
62 A lézer hegesztés előnyei nagy energiasűrűség rövid, nagy energiájú hegesztési impulzusok egyszerre kis térfogat olvad meg minimális deformáció minimális beégés szupergyors lehűlés kis hőszennyezés, csekély hőhatásövezet nincs érdesség, salakképződés nincs változás a keménységben gyors folyamat szinesfémek, és egyes műanyagok is hegeszthetők

63 Alkalmazások Vékony huzalként szállított hozaganyag Kézi hozaganyag pozícionálás Munkadarab kézi mozgatása (joystick) A hozaganyagnak és a hegesztési felületnek össze kell érnie Sztereómikroszkópon keresztül történő megfigyelés Hegesztési impulzusok indítása lábkapcsolóval

64 Alkalmazások Fröccsöntő szerszámok javítása Ékszerész alkalmazások Orvostechnikai eszközök

65 Példák éleken történő lézeres hegesztésre

66 Anyagminták - Szerszámacélok Mikrometszetek Alapanyag: SKD 61 Hozaganyag: Eutectic LA Alapanyag: Boehler S690 Hozaganyag: Eutectic LA Nincs előmelegítés! Nincs hőkezelés!

67 Gyakorlati bemutató Lézeres porszóró technológia
68 VÉGE
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Kerámiák és kompozitok (gyakorlati elokész
 Kerámiák MEHANIKAI TEHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Kerámiák és kompozitok (gyakorlati elokész szíto) dr. Németh Árpád arpinem@eik.bme.hu A k e r ám i a a g örö g ( k iég e t e t t ) s zóból e
Kerámiák MEHANIKAI TEHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Kerámiák és kompozitok (gyakorlati elokész szíto) dr. Németh Árpád arpinem@eik.bme.hu A k e r ám i a a g örö g ( k iég e t e t t ) s zóból e
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
Kötő- és rögzítőtechnológiák jellemzői. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Gépészet szakmacsoport. Porkohászat
 1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
JÁRMŰVEK JAVÍTÁSA. Javítási technológiák
 JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
JÁRMŰVEK JAVÍTÁSA Javítási technológiák Javítás A javítás feladata az üzemképesség, az előírt megbízhatósági szint helyreállítása. javításkor részleges vagy teljes szétszerelés és alapos tisztítása után
A hőkezeléseket három lépésben végzik el:
 A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: KAROSSZÉRIA_LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a)
csiszolókorongok tépõzáras/öntapadós Oldal... 163 Oldal... 172,173 csapos polírozófilcek Oldal... 182,183 LevegõsrenDszer 259 tartozékok
 csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
Elektrokémia. A nemesfém elemek és egymással képzett vegyületeik
 Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
GÉPJAVÍTÁS IV. SEGÉDLET
 Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 03 Fogyóelektródás védőgázas ívhegesztő Modul: 11455-12 Fogyóelektródás védőgázas
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Mechanikus javítások
 Mechanikus javítások Menetrögzítés Kötőelemek biztosítása rezgés és rázkódás okozta lazulás ellen Válassza ki a megfelelő terméket A csavarkötések a legfontosabb oldható kapcsolatok, melyeket a gyártás,
Mechanikus javítások Menetrögzítés Kötőelemek biztosítása rezgés és rázkódás okozta lazulás ellen Válassza ki a megfelelő terméket A csavarkötések a legfontosabb oldható kapcsolatok, melyeket a gyártás,
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
2. tétel. 1. Nemfémes szerkezeti anyagok: szerves ( polimer ) szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )
 szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )") 2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
Fém, kerámia és biokompozit bioanyagok lézersugaras felületmódosítása
 Fém, kerámia és biokompozit bioanyagok lézersugaras felületmódosítása Bitay Enikő 1, Olasz Sándor 2, Dobránszky János 3 1 Sapientia Erdélyi Magyar Tudományegyetem, Marosvásárhely-Koronka, ebitay@ms.sapientia.ro
Fém, kerámia és biokompozit bioanyagok lézersugaras felületmódosítása Bitay Enikő 1, Olasz Sándor 2, Dobránszky János 3 1 Sapientia Erdélyi Magyar Tudományegyetem, Marosvásárhely-Koronka, ebitay@ms.sapientia.ro
MUNKAANYAG. Macher Zoltán. Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I.
 Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
Macher Zoltán Járművek villamossági berendezéseinek, diagnosztikája és javítása I. A követelménymodul megnevezése: Gépjárműjavítás I. A követelménymodul száma: 0675-06 A tartalomelem azonosító száma és
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
31 544 03 0010 31 02 Külfejtéses bányaművelő Külszíni bányász 2/54
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépek biztonsági berendezéseinek csoportosítása, a kialakítás szabályai. A védőburkolatok fajtái, biztonságtechnikai követelményei.
 A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
Elektrokémiai fémleválasztás. Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok
 Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
Elektrokémiai fémleválasztás Az elektrokémiai fémleválasztás speciális fogalmai és laboratóriumi kísérleti módszerei Galvántechnikai alapok Péter László Elektrokémiai fémleválasztás Fémleválasztás speciális
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Lézersugaras technológiák II. Buza, Gábor
 Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Kondenzátor hegesztőelemek csúcsgyújtásos csaphegesztéshez
 Kondenzátor hegesztőelemek csúcsgyújtásos csaphegesztéshez SOYER Bolzenschweißtechnik bizonyosan a jobbik kapcsolat Cégprofil 40 éves szakmai tapasztaltunkkal mi vagyunk világ egyik vezető vállalata a
Kondenzátor hegesztőelemek csúcsgyújtásos csaphegesztéshez SOYER Bolzenschweißtechnik bizonyosan a jobbik kapcsolat Cégprofil 40 éves szakmai tapasztaltunkkal mi vagyunk világ egyik vezető vállalata a
Műszaki alkatrészek fém helyett PEEK-ből
 MÛANYAGFAJTÁK Műszaki alkatrészek fém helyett PEEK-ből Tárgyszavak: poli(éter-éter-keton); Victrex; csapágyelemek; tribológia; kopásállóság; áramlásmérő; rögzítőcsavar; CFM eljárás; hangszóró. A részlegesen
MÛANYAGFAJTÁK Műszaki alkatrészek fém helyett PEEK-ből Tárgyszavak: poli(éter-éter-keton); Victrex; csapágyelemek; tribológia; kopásállóság; áramlásmérő; rögzítőcsavar; CFM eljárás; hangszóró. A részlegesen
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK 5. előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2. Szerszámanyagok 3. Forgácsoló
DÖRZSÖLT SZILIKONOS VAKOLAT 2.0 és 2.5
 MŰSZAKI ADATLAP 10.01.08-HUN DEKORATÍV VAKOLATOK DÖRZSÖLT SZILIKONOS VAKOLAT 2.0 és 2.5 1. Leírás, alkalmazás A DÖRZSÖLT SZILIKONOS VAKOLAT 2.0 és 2.5 szilikonos és egyéb polimer kötések kombinációján
MŰSZAKI ADATLAP 10.01.08-HUN DEKORATÍV VAKOLATOK DÖRZSÖLT SZILIKONOS VAKOLAT 2.0 és 2.5 1. Leírás, alkalmazás A DÖRZSÖLT SZILIKONOS VAKOLAT 2.0 és 2.5 szilikonos és egyéb polimer kötések kombinációján
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek. letörése, sarkok csiszolása
 Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Pelyhes Gábor Csiszolás keskenyszalagú csiszológéppel, profilozott felületek csiszolása, élek letörése, sarkok csiszolása A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései
 Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
Korszerű alumínium ötvözetek és hegesztésük
 MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Hegesztő és bevonatoló rendszerek Áttekintés
 5. Hegesztő és bevonatoló rendszerek Hegesztő és bevonatoló rendszerek Áttekintés Hegesztőrendszer joke multispot 3 339 344 346 347 Kézi hegesztőpisztoly Hegesztőkészülék joke easywig Munkahely felszereltsége
5. Hegesztő és bevonatoló rendszerek Hegesztő és bevonatoló rendszerek Áttekintés Hegesztőrendszer joke multispot 3 339 344 346 347 Kézi hegesztőpisztoly Hegesztőkészülék joke easywig Munkahely felszereltsége
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS. IGBT inverter technológiás plazma vágógép CUT 40 DIGITAL
 CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS IGBT inverter technológiás plazma vágógép CUT 40 DIGITAL FIGYELEM! A hegesztés és vágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést
CUTTING EDGE WELDING HASZNÁLATI UTASÍTÁS IGBT inverter technológiás plazma vágógép CUT 40 DIGITAL FIGYELEM! A hegesztés és vágás veszélyes üzem, ha nem körültekintően dolgoznak könnyen balesetet, sérülést
Készítette: Jáger Imre 2012. január 10.
 Készítette: Jáger Imre 2012. január 10. Tartalomjegyzék Bevezetés...4 A hegesztés története, vonatkozó rendelet és ennek hatálya... 4 Hegesztés alapismeretei hegesztési eljárások... 5 A hegesztés... 5
Készítette: Jáger Imre 2012. január 10. Tartalomjegyzék Bevezetés...4 A hegesztés története, vonatkozó rendelet és ennek hatálya... 4 Hegesztés alapismeretei hegesztési eljárások... 5 A hegesztés... 5
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Tartalom: Bevezetés. 1. Karbidok. 1.1 Szilíciumkarbid
 Tartalom: Bevezetés Az oxidkerámiákhoz hasonlóan a nem-oxid kerámiák is kizárólag szintetikus előállítás útján fordulnak elő. A nem-oxid elnevezés általában karbid, nitrid, vagy oxinitrid tartalomra utal.
Tartalom: Bevezetés Az oxidkerámiákhoz hasonlóan a nem-oxid kerámiák is kizárólag szintetikus előállítás útján fordulnak elő. A nem-oxid elnevezés általában karbid, nitrid, vagy oxinitrid tartalomra utal.
Szivattyúk. Építési folyamatok aktív támogatása. Wacker Neuson ellátástechnikával. Tökéletesen bevált tiszta víz, használt víz és szennyvíz esetén.
 Építési folyamatok aktív támogatása. Wacker Neuson ellátástechnikával. Az árammal, hővel és száraz munkaterülettel való ellátottság minden építési területen nélkülözhetetlen követelmény. Ha ezekkel kapcsolatban
Építési folyamatok aktív támogatása. Wacker Neuson ellátástechnikával. Az árammal, hővel és száraz munkaterülettel való ellátottság minden építési területen nélkülözhetetlen követelmény. Ha ezekkel kapcsolatban
Gépipari műhely- gyakorlatok
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) Gépipari műhely- gyakorlatok Dr. Mészáros György PhD Varnyú Ferenc TARTALOM I. Az anyagvizsgálat
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) Gépipari műhely- gyakorlatok Dr. Mészáros György PhD Varnyú Ferenc TARTALOM I. Az anyagvizsgálat
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Gépészet szakmacsoport. Öntés és kohászat
 1 Öntés és kohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében GYÁRTÁSI FOLYAMATOK
1 Öntés és kohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében GYÁRTÁSI FOLYAMATOK
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
1/2015 ... ÉS AMI MÖGÖTTE VAN M G. A Mátészalkai Szerelvénygyártó Kft. lapja KFT. 1967 óta, Minőségben! Garantált minőség. Megbízhatóság.
 ... ÉS AMI MÖGÖTTE VAN A Mátészalkai Szerelvénygyártó Kft. lapja 1967 óta, Minőségben! Megbízhatóság Szakértelem 1/2015 1967 Garantált minőség Előszó Kedves olvasó! 1967-óta, Minőségben! Így szól a mottónk,
... ÉS AMI MÖGÖTTE VAN A Mátészalkai Szerelvénygyártó Kft. lapja 1967 óta, Minőségben! Megbízhatóság Szakértelem 1/2015 1967 Garantált minőség Előszó Kedves olvasó! 1967-óta, Minőségben! Így szól a mottónk,
Kerámiák és kompozitok a munkavédelemben
 ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
ALKALMAZÁSOK 1. Kerámiák és kompozitok a munkavédelemben Kerámia erősítő szálak: - Ezek a leginkább elterjedtek -Elsőként tűzálló kemencék szigetelésénél alkalmazták - Könnyen beintegrálható más anyagok
2 modul 3. lecke: Nem-oxid kerámiák
 2 modul 3. lecke: Nem-oxid kerámiák A lecke célja, az egyes nem-oxid kerámia fajták szerkezetének, tulajdonságainak, alkalmazásainak a megismerése. Rendkívül érdekes általános és speciális alkalmazási
2 modul 3. lecke: Nem-oxid kerámiák A lecke célja, az egyes nem-oxid kerámia fajták szerkezetének, tulajdonságainak, alkalmazásainak a megismerése. Rendkívül érdekes általános és speciális alkalmazási
Platzhalter für Titel
 Műszaki kefék Platzhalter für Titel I 1 Műszaki kefék Tartalomjegyzék Meghajtás Tartalom Oldal Általános információk 3 Az optimális szerszám gyors kiválasztása 4-5 Biztonsági tanácsok és méretek 6 Vágási
Műszaki kefék Platzhalter für Titel I 1 Műszaki kefék Tartalomjegyzék Meghajtás Tartalom Oldal Általános információk 3 Az optimális szerszám gyors kiválasztása 4-5 Biztonsági tanácsok és méretek 6 Vágási
Műanyagok galvanizálása
 BAJOR ANDRÁS Dr. FARKAS SÁNDOR ORION Műanyagok galvanizálása ETO 678.029.665 A műanyagok az ipari termelés legkülönbözőbb területein speciális tulajdonságaik révén kiszorították az egyéb anyagokat. A hőre
BAJOR ANDRÁS Dr. FARKAS SÁNDOR ORION Műanyagok galvanizálása ETO 678.029.665 A műanyagok az ipari termelés legkülönbözőbb területein speciális tulajdonságaik révén kiszorították az egyéb anyagokat. A hőre
Hegesztési védôgázok. A szakértelem összeköt
 Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
MUNKAANYAG. Gombos József. Marógépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1)
") Segédlet az Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1) tárgy hallgatói számára Készítette a BME Anyagtudomány és Technológia Tanszék Munkaközössége Összeállította: dr. Orbulov Imre Norbert 1 Laborgyakorlatok
Segédlet az Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1) tárgy hallgatói számára Készítette a BME Anyagtudomány és Technológia Tanszék Munkaközössége Összeállította: dr. Orbulov Imre Norbert 1 Laborgyakorlatok
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
Messer Hungarogáz. Szakmai nap 2012 november 28
 Messer Hungarogáz Ipari gázok alkalmazásának biztonsági kérdései a hegesztés és rokon eljárások során Halász Gábor hegesztés-vágás szaktanácsadó Tartalom A hegesztés veszélyei összefoglalás A hegesztés
Messer Hungarogáz Ipari gázok alkalmazásának biztonsági kérdései a hegesztés és rokon eljárások során Halász Gábor hegesztés-vágás szaktanácsadó Tartalom A hegesztés veszélyei összefoglalás A hegesztés
TARTALMI ÖSSZEFOGLALÓ
 TARTALMI ÖSSZEFOGLALÓ Ezen referencia dokumentum a vasfémiparban használható legjobb elérhető technikákról (Best Available Technique = BAT) az Európai Tanács 96/61/EK számú irányelvének 16 (2) szakasza
TARTALMI ÖSSZEFOGLALÓ Ezen referencia dokumentum a vasfémiparban használható legjobb elérhető technikákról (Best Available Technique = BAT) az Európai Tanács 96/61/EK számú irányelvének 16 (2) szakasza
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Mérnöki anyagok NGB_AJ001_1
 NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
Merő András. A tűz oltása. A követelménymodul megnevezése: Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok
 Merő András A tűz oltása A követelménymodul megnevezése: Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok A követelménymodul száma: 0110-06 A tartalomelem azonosító száma és célcsoportja:
Merő András A tűz oltása A követelménymodul megnevezése: Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok A követelménymodul száma: 0110-06 A tartalomelem azonosító száma és célcsoportja:
Szám János. Dörzsárazás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
Szám János Dörzsárazás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-023-30
A tételsor a 12/2013. (III. 28.) NGM rendeletben foglalt szakképesítés szakmai és vizsgakövetelménye alapján készült. 2/43
 NGM rendeletben foglalt szakképesítés szakmai és vizsgakövetelménye alapján készült. 2/43") A vizsgafeladat ismertetése: Vegyipari technikus és vegyianyaggyártó szakképesítést szerzőknek Ismerteti a vegyipari technológiák anyag és energia ellátását. Bemutatja a vegyiparban szükséges fontosabb
A vizsgafeladat ismertetése: Vegyipari technikus és vegyianyaggyártó szakképesítést szerzőknek Ismerteti a vegyipari technológiák anyag és energia ellátását. Bemutatja a vegyiparban szükséges fontosabb
31 521 11 0100 31 04 Gázhegesztő Hegesztő 31 521 11 0000 00 00 Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
MELLÉKLET az alábbi dokumentumhoz: Javaslat AZ EURÓPAI PARLAMENT ÉS A TANÁCS RENDELETE. {SWD(2012) 206 final} {SWD(2012) 207 final}
 206 final} {SWD(2012) 207 final}") EURÓPAI BIZOTTSÁG Brüsszel, 2012.7.13. COM(2012) 380 final MELLÉKLET az alábbi dokumentumhoz: Javaslat AZ EURÓPAI PARLAMENT ÉS A TANÁCS RENDELETE a gépjárművek és pótkocsijaik időszakos műszaki vizsgálatáról
EURÓPAI BIZOTTSÁG Brüsszel, 2012.7.13. COM(2012) 380 final MELLÉKLET az alábbi dokumentumhoz: Javaslat AZ EURÓPAI PARLAMENT ÉS A TANÁCS RENDELETE a gépjárművek és pótkocsijaik időszakos műszaki vizsgálatáról
Bevonatok Integrált biztonság
 Bevonatok Integrált biztonság Bevonatok Integrált biztonság Integrált biztonság Erős biztosító hatás Az integrált biztonság A bevonat helyettesíti az olyan kiegészítő biztosítóelemeket, mint a rugós alátétek,
Bevonatok Integrált biztonság Bevonatok Integrált biztonság Integrált biztonság Erős biztosító hatás Az integrált biztonság A bevonat helyettesíti az olyan kiegészítő biztosítóelemeket, mint a rugós alátétek,
MŰGYANTA FELHASZNÁLÁSÁVAL KAPCSOLATOS INFORMÁCIÓK
 MŰGYANTA FELHASZNÁLÁSÁVAL KAPCSOLATOS INFORMÁCIÓK Általános tudnivalók Kötési mechanizmus: A műgyanta a hagyományos ragasztókkal illetve kötőanyagokkal szemben nem az oldószer elpárologtatásával köt meg,
MŰGYANTA FELHASZNÁLÁSÁVAL KAPCSOLATOS INFORMÁCIÓK Általános tudnivalók Kötési mechanizmus: A műgyanta a hagyományos ragasztókkal illetve kötőanyagokkal szemben nem az oldószer elpárologtatásával köt meg,
Csövek, Tartályok, Szelepek. Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17
 Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
Hidraulika. 5. előadás
 Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Anyagfelvitellel járó felületi technológiák 2. rész
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitellel járó felületi technológiák 2. rész 4. Gőzfázisból történő bevonatolás PVD eljárás CVD eljárás 5. Ionimplantáció 6. Passziválás Áttekintés
HCR1325 acél leszúró és beszúró megmunkálásához. Új termékek forgácsoló szakemberek számára. 2015. március
 New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
New 2015. március Új termékek forgácsoló szakemberek számára acél leszúró és beszúró megmunkálásához WNT Magyarország Kft. Madarász Viktor u. 47-49. 1138 Budapest Tel. +36 1 437 0800 Fax +36 1 437 0801
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Öntözőszivattyúk Öntöző berendezések, szórófejek Öntözési módok árasztó öntözés barázdás
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Öntözőszivattyúk Öntöző berendezések, szórófejek Öntözési módok árasztó öntözés barázdás
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
POLIÉSZTER ALAPÚ ABLONCZY MŰGYANTA
 POLIÉSZTER ALAPÚ ABLONCZY MŰGYANTA ÁLTALÁNOS TUDNIVALÓK Kötési mechanizmus: A műgyanta a hagyományos ragasztókkal, illetve kötőanyagokkal szemben nem az oldószer elpárologtatásával köt meg, hanem a B komponens
POLIÉSZTER ALAPÚ ABLONCZY MŰGYANTA ÁLTALÁNOS TUDNIVALÓK Kötési mechanizmus: A műgyanta a hagyományos ragasztókkal, illetve kötőanyagokkal szemben nem az oldószer elpárologtatásával köt meg, hanem a B komponens
Ipari robotok megfogó szerkezetei
 ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
FORM 2000 HP FORM 3000 HP
 FORM 2000 HP FORM 3000 HP Alkalmazások FORM 2000 HP és FORM 3000 HP a legnagyobb precizitáshoz összetett alkalmazásoknál iq-technológia a GF AgieCharmilles-tól - egy forradalmi technológia Az iq-technológia
FORM 2000 HP FORM 3000 HP Alkalmazások FORM 2000 HP és FORM 3000 HP a legnagyobb precizitáshoz összetett alkalmazásoknál iq-technológia a GF AgieCharmilles-tól - egy forradalmi technológia Az iq-technológia
atmomag Szerelési és karbantartási útmutató Szerelési és karbantartási útmutató Szakemberek számára MAG 14-0/1 XZ, MAG mini 11-0/1 XZ
 Szerelési és karbantartási útmutató Szakemberek számára Szerelési és karbantartási útmutató atmomag MAG 4-0/ XZ, MAG mini -0/ XZ HU Kiadó/gyártó Vaillant GmbH Berghauser Str. 40 D-42859 Remscheid Tel.
Szerelési és karbantartási útmutató Szakemberek számára Szerelési és karbantartási útmutató atmomag MAG 4-0/ XZ, MAG mini -0/ XZ HU Kiadó/gyártó Vaillant GmbH Berghauser Str. 40 D-42859 Remscheid Tel.
Egyoldalas speciális ipari ragasztószalagok Választékkatalógus. A legjobb válaszok. a terméktervezés, a gyártás és a minôség kihívásaira
 Egyoldalas speciális ipari ragasztószalagok Választékkatalógus A legjobb válaszok a terméktervezés, a gyártás és a minôség kihívásaira Bármit csinálunk is, csinálhatjuk jobban a 3M egyoldalas ragasztószalagokkal...
Egyoldalas speciális ipari ragasztószalagok Választékkatalógus A legjobb válaszok a terméktervezés, a gyártás és a minôség kihívásaira Bármit csinálunk is, csinálhatjuk jobban a 3M egyoldalas ragasztószalagokkal...