Kötő- és rögzítőtechnológiák jellemzői. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
|
|
|
- Egon Borbély
- 8 évvel ezelőtt
- Látták:
Átírás
1 Kötő- és rögzítőtechnológiák jellemzői 1
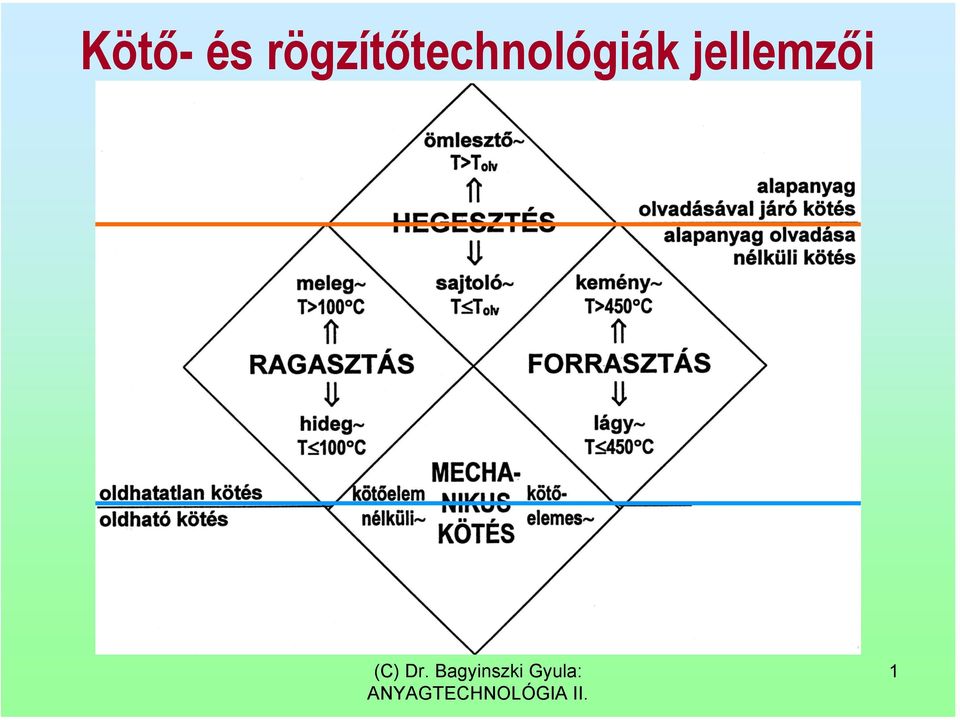
2 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás és a hegesztés esetében a kötés részét képező anyagokban kialakuló hőmérséklet a meghatározó. Ugyanis mindhárom esetben kijelölhető egy jellegzetes hőmérséklethatár, ami elkülöníti az eljárás-csoportokat. Ez hegesztésnél az alapanyaghoz, pontosabban annak olvadáspontjához kötődik, azaz beszélhetünk az alapanyag olvadásával járó ömlesztő hegesztésről és általában alapanyag olvadása nélküli sajtoló hegesztésről. Forrasztáskor a forraszanyagnak mindenképpen olvadék állapotba kell kerülnie, ezért két jól elkülönülő olvadáspontú forraszanyag-csoportot választ szét a 450 C-os hőmérsékletérték. Az ennél kisebb olvadáspontú forraszokkal ún. lágyforrasztás, míg az ennél nagyobb értékűekkel (kb. max. 900 C-ig) keményforrasztás végezhető. Ragasztásnál a ragasztóanyag kikeményedési megfelelő kötési szilárdságot eredményező hőmérsékletigénye szerint jelölhető ki a kb. 100 C-os határérték, ami alatt ún. hidegragasztásról, felette (kb. max. 200 C-ig) melegragasztásról beszélhetünk. 2

3 Hegesztési eljárások felosztása A hegesztési eljárások erő-, vagy erő- és hő-, vagy csak hőhatással hozzák létre a hegesztett kötést, azaz vannak nyomóerőt alkalmazó sajtoló (általában szilárd fázisú) és nyomóerő alkalmazása nélküli ömlesztő (olvadék fázisú) hegesztési eljárások. Sajtoló hegesztésnél az összekötendő darabok keresztmetszeti méretétől, anyaguk k f alakítási szilárdságától függően hőközlésre is szükség lehet. Az összekötendő felületek mentén kialakuló T hőmérsékletnek és az anyag T rekr rekrisztallizációs (vagy lágyulási) hőmérsékletének viszonya szerint beszélhetünk hidegsajtoló hegesztésről és melegsajtoló hegesztésről. Sajtoló és ömlesztő hegesztési eljárások több szempont szerint csoportosíthatók, de legjellemzőbb az alkalmazott energia ill. a technikai megvalósítás (elrendezés) szerinti felosztás. 3
 hőmérsékletének viszonya szerint beszélhetünk hidegsajtoló hegesztésről és")
4 Hegesztési eljárások felosztása 4

5 Hegesztési eljárások az alkalmazott energia eredete szerint elektromos ívhőt hasznosítók, melyeknél gázközegben nagy hőmérsékletű kisülés ill. részben ionizált állapot normál- vagy plazmaív hatása érvényesül; elektromos ellenálláshőt hasznosítók, melyeknél nagy erősségű áram átvezetése (közvetlen betáplálás) vagy nagyfrekvenciás árammal gerjesztett induktor mágneses tere általi örvényáram-indukálás (közvetett betáplálás) a szilárd vagy olvadék állapotú anyagban Joule-hőt fejleszt; termokémiai reakcióhőt hasznosítók, melyeknél exoterm (hőtermelő) oxidációs vagy redukciós kémiai folyamatok mennek végbe; termokémiai transzport-folyamatokat aktiválók, melyeknél az anyagokban atomátrendeződéssel (anyagtranszporttal) járó diffúzió vagy oldódás megy végbe; mechanikai alakváltozás energiáját hasznosítók, melyeknél jelentős hidegalakítás vagy nagy nyomásimpulzus okozta deformáció mértéke a meghatározó; mechanikai súrlódás energiáját hasznosítók, melyeknél az összekötendő anyagfelületek menti mikro- vagy makrosúrlódás okozta dörzshatás érvényesül; részecskesugárzás energiáját hasznosítók, melyeknél elektronok vagy ionok alkotta fókuszolt sugár anyagba ütközése és lefékeződése hőt fejleszt; elektromágneses sugárzás energiáját hasznosítók, melyeknél fotonok alkotta fókuszolt monokromatikus lézersugárzás vagy polikromatikus fénysugárzás anyagbeli abszorpciója érvényesül. 5
 oxidációs vagy redukciós kémiai folyamatok mennek végbe; termokémiai transzport-folyamatokat aktiválók, melyeknél az anyagokban atomátrendeződéssel (anyagtranszporttal) járó")
6 Hegesztési eljárások számjele MSZ EN ISO 4063 szerint Előbbi felosztási elvekkel összhangban van az ömlesztő és a sajtoló hegesztési eljárások szabványos jelölési rendszere és osztályozása. Az egyes eljárásokat ill. eljárásváltozatokat azonosító számjel első tagja általában (a legelterjedtebb ill. legfontosabb eljárások esetében) az alkalmazott energia eredetére, a második a technikai megvalósításra (elrendezésre) utal, míg a harmadik a lehetséges eljárásváltozatok további megkülönböztetését szolgálja. 6
 az alkalmazott energia eredetére, a második a technikai megvalósításra (elrendezésre) utal,")
7 Sajtoló hegesztés Sajtoló hegesztés során alapvetően az összekötendő A felületekre ható, a hegesztendő anyag k f alakítási szilárdságától függő F = k f A nyomóerő biztosítja a kohéziós kötés létrejöttének feltételeit: az érintkezési felületeken a szennyezőeltávolítást, a szemcsék megfelelő orientálását, a felületi atomok gerjesztett állapotát és rácsparaméternyi távolságra közelítését. Egyes melegsajtoló eljárásoknál felületi olvadás is bekövetkezhet, de az olvadék általában nem vesz részt a kötésképzésben, hanem sorjába viszi" a felületi szennyeződéseket a sajtolónyomás hatása alatt. Fémes anyagok között szilárd halmazállapotban létrehozandó kötés megfelelőségi feltétele, hogy az érintkezésbe került felületeken lévő atomok közel %-át gerjesztett állapotba kell hozni, azaz kötésképzésre hajlamos kristályrács-pontokat kell produkálni. Ennek kétféle gyakorlati lehetősége: a mechanikai és/vagy a termikus úton történő aktiválás. Mechanikai úton történő atomgerjesztés lehetséges módszerei: a képlékeny alakítás, a felszíni oxid- vagy anyagréteg eltávolítása és új aktív réteg "felszínre hozatala". Termikus úton, azaz hevítés hatására létrejövő diffúzió során szintén keletkeznek aktivált kristályrács-pontok a felületeken is. Az összehegesztendő anyagok felülete rendszerint nem tökéletesen tiszta és sík, ezért a felületi szennyeződések eltávolításáról és a tényleges érintkezési felület lehető legnagyobbra növeléséről gondoskodni kell. Ehhez is kellően nagy képlékeny alakváltozás ill. megfelelő hőmérséklet (esetleg felszín-leolvasztás) és a felületi szennyeződéseket magával "ragadó", majd a kötésből kisodró - hegesztés után eltávolítható - sorja képződése szükséges. 7

8 Sajtoló hegesztés elrendezése 8
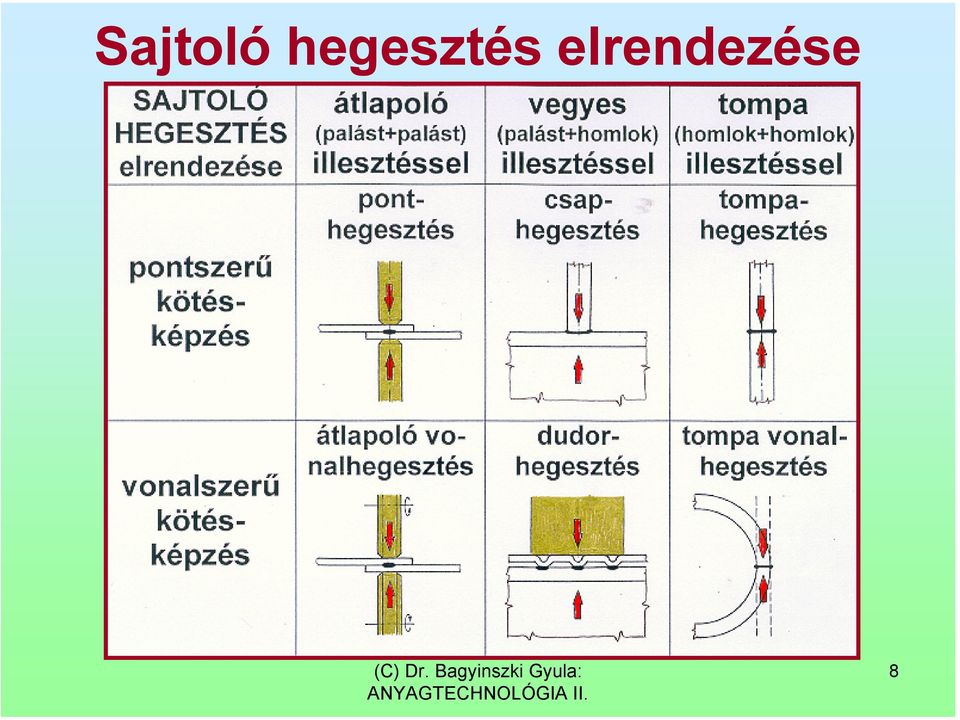
9 A sajtoló hegesztési eljárások technikai megvalósítása, elrendezése, azaz a hegesztendő munkadarabok alakja ill. kölcsönös helyzete és a képződő kötés kiterjedése szerint megkülönböztethetők ponthegesztési eljárások, amelyek átlapoltan illesztett lemezszerű darabok között hoznak létre a hegesztőszerszám méretéhez igazodó kis kiterjedésű (pontszerű) egyedi varratot; átlapoló vonalhegesztési eljárások, amelyek átlapoltan illesztett lemezszerű darabok között hozzák létre a hegesztőszerszám méretéhez igazodó kis kiterjedésű (pontszerű) egyedi varratok rendezett sorozatát (vonalát); dudorhegesztési eljárások, amelyek egymásra helyezett darabok között hoznak létre több - valamilyen geometriai alakzat vonalára illeszkedő - kis kiterjedésű egyedi varratot, amelyek számát a darabok természetes alakja által vagy az egyiken mesterségesen kialakított kiemelkedések (dudorok) révén megvalósuló pontszerű érintkezési helyek száma határozza meg; csaphegesztési eljárások, amelyek alakos csap palástfelületen felütköztetett homlokfelületének megfelelő - a palástfelülethez képest kicsi - kiterjedésű kötést hoznak létre; tompahegesztési eljárások, amelyek homlokfelületük mentén illesztett rúdszerű termékek között hoznak létre az érintkező felületek nagyságának megfelelő - de a különböző felületirányokban azonos - kiterjedésű kötést; tompa vonal- ill. csővonalhegesztési eljárások, amelyek lemezszerű termékek - vagy ilyenek képlékeny alakításával létrehozott, de még nyitott csőszerű termék - tompán illeszkedő élei között, azok egészére kiterjedően hoznak létre kötést. 9
 egyedi varratok rendezett sorozatát (vonalát); dudorhegesztési eljárások, amelyek egymásra helyezett darabok között hoznak létre több - valamilyen geometriai")
10 Sajtoló hegesztési eljárások jellemzői és felosztása 10

11 Forgóíves sajtolóhegesztés Hosszmezős forgóíves sajtolóhegesztés Keresztmezős forgóíves sajtolóhegesztés 11

12 Forgóíves sajtolóhegesztés A 185-ös számjelű mágnesesen mozgatott ívvel megvalósuló forgóíves sajtoló hegesztések közül a hosszmezős forgóíves sajtolóhegesztés során - a homlokfelületüknél érintkező üreges (csőszerű, zártszelvényű) munkadarabokon záródó - axiális irányú mágneses mezőt (B) hoznak létre elektromágneses tekercsekkel. Egy vörösrézből készített, vízhűtésű segédelektróda és a darabok érintkezési vonala között létrehozott I áramerősségű elektromos ívre a Lorentztörvény szerinti - tangenciális (vektoriális szorzattal meghatározható) irányú - mágneses erő hat: F = I l x B, ami az l hosszúságú ívet - mint elektromos vezetőt - forgásra kényszeríti. A forgó ív felhevíti az üreges darabok illeszkedő felületeit és amikor az egyre csökkenő alakítási ellenállás (σ 1 ) a tengelyirányú nyomás értékére (p z =F z /A) mérséklődik, képlékeny melegalakítással létrejön a hegesztett kötés. A keresztmezős forgóíves sajtolóhegesztésnél a darabokat l méretű réssel illesztik, így a rés környezetében radiális irányú mágneses mező alakul ki. A rést áthidaló elektromos ív létrehozása után arra szintén tangenciális irányú erő hat, így az forgásba jön. Miután a munkadarabok felülete elérte a melegalakítás hőmérsékletét - esetleg egy vékony rétegben meg is olvadt - az ívet kikapcsolják és tengelyirányú zömítéssel (az olvadt részek sorjába nyomásával) kialakítják a hegesztett kötést. Forgóíves hegesztéskor az esetek többségében elegendő, ha csak az egyik darab üreges (vékonyfalú, csőszerű), a másik lehet tömör (rúdszerű), vagy akár lemez is. 12
 irányú - mágneses erő hat: F = I l x B, ami az l hosszúságú ívet - mint elektromos vezetőt - forgásra kényszeríti.")
13 Elektromos ellenállás(hevítés) Ha egy A keresztmetszetű szilárd anyag L távolságú két pontja között U elektromos feszültséget létesítünk, I elektromos áram (töltésáramlás) indul meg, amit Ohm-törvénye értelmében az anyag hőmérséklettől függő R ellenállása határoz meg: U U L = = R = ρ = R0(1+ αr T) = R (1+ [ αρ α] T) R I A I 0 Az elektromos árammal együtt t idő alatt hőáram is mindig kialakul, ami Joulehőként (Q = I 2 R t) melegedést okoz. ahol α R az ellenállás, míg α ρ a fajlagos ellenállás 10-3 nagyságrendű hőmérsékleti együtthatója (temperaturakoefficiens), ill. α a 10-6 nagyságrendű lineáris hőtágulási együttható. 13
![α] T) R I A I 0 Az elektromos árammal együtt t idő alatt hőáram is mindig kialakul, ami Joulehőként (Q = I 2 R t) melegedést okoz.](/docs-images/47/15230081/images/page_13.jpg "ahol α R az ellenállás, míg α ρ a fajlagos ellenállás 10-3 nagyságrendű hőmérsékleti együtthatója (temperaturakoefficiens), ill.")
14 Fémek fajlagos ellenállásának hőmérséklettől és összetételtől való függése 14

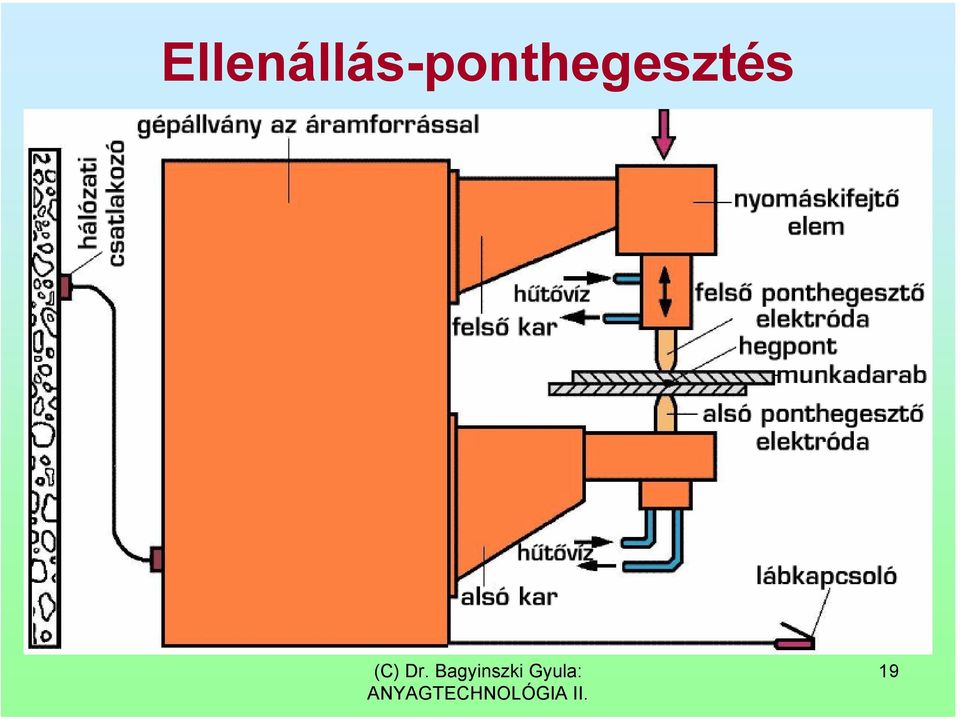
15 Ellenálláshegesztés A sajtoló hegesztési eljárások között - az alkalmazott energia eredete alapján - legnagyobb jelentőséggel az ellenálláshegesztések bírnak. Az ellenálláshegesztések ismérve, hogy az összehegesztendő darabokat hűtött, rézötvözetből készített elektródákkal ill. befogókkal összenyomják (F), majd nagy erősségű áramot (I) vezetnek rajtuk keresztül. A darabok érintkező felületénél ún. átmeneti ellenállás (R mm ) lép fel. Ez az érdességcsúcsok pontszerű érintkezése miatt létrejövő helyi áramsűrűségnövekedésből adódó belső ellenállás és a felületek szennyeződéséből létrejövő felületi ellenállás összege. Az átvezetett áram az érintkezésnél hőt (Q=I 2 R t) fejleszt, ami a nyomóerővel (F) együtt a felületi egyenetlenség-csúcsokat ellapítja, a felületi szennyeződéseket roncsolja. Ilyen módon a két anyagdarab bizonyos idő múlva tökéletes érintkezésbe kerül egymással, és ennek következtében megszűnik az átmeneti ellenállás, de a fejlődött hő az érintkezési zónát T hőmérséklettel felhevítve, növeli az anyag elektromos ellenállását: R m = R m0 (1+α T). Az "áramkörnek" továbbra is a darabok érintkezésénél lesz a legnagyobb ellenállása, vagyis itt fejlődik a legtöbb hő. A melegalakítás hőmérsékletének elérése - esetenként egy vékony felületi réteg megolvasztása - után az áramot kikapcsolják, miközben a felületeket összeszorító erő biztosítja a megfelelő deformációt és nyomófeszültséget. 15

16 Elektromos ellenálláshevítés hegesztésnél A két elektróda közötti szakasz az R e ellenállásán t ideig keresztülfolyó I áram Q = I 2 R e t Joule-hőt fejleszt. Az R e ellenállás magába foglalja: az egyik elektróda 1. munkadarab érintkezési ellenállását, az 1. munkadarab hőmérséklet- függő anyagellenállását, az 1. munkadarab - 2. munkadarab átmeneti ellenállását, a 2. munkadarab hőmérséklet- függő anyagellenállását, és a 2. munkadarab - másik elektróda érintkezési ellenállását, melyek lényegében sorba vannak kötve. Az átmeneti ellenállás a nem tökéletesen sík felületek pontszerű érintkezési helyein létrejövő helyi áramsűrűségnövekedésből és a felületi szennyezettségből ered. 16

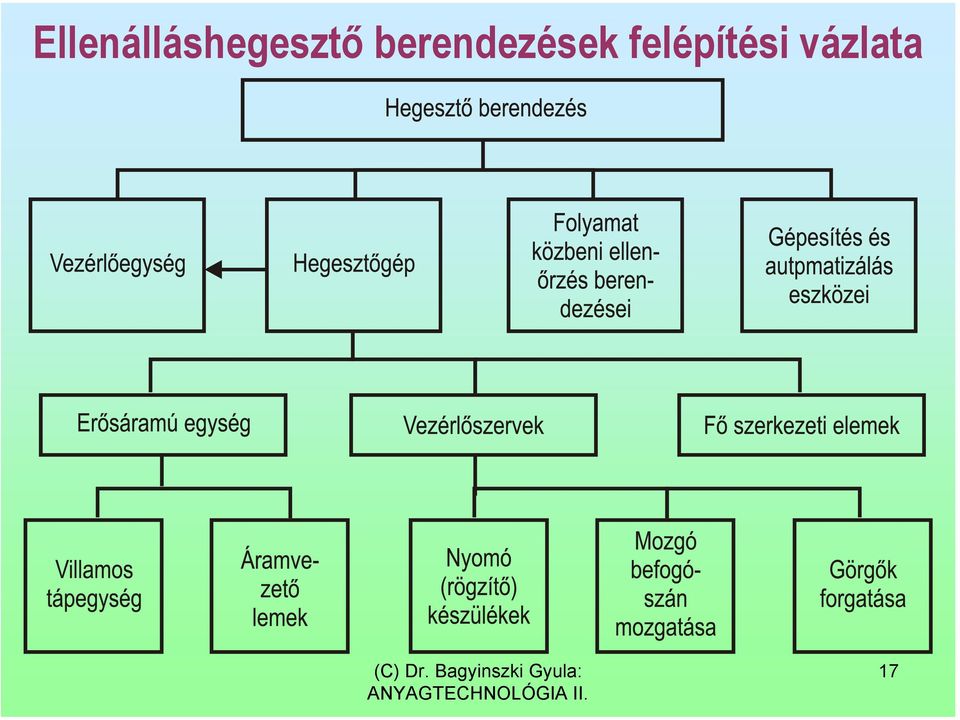
17 Ellenálláshegesztő berendezések felépítési vázlata 17
18 A 212-es jelű (kétoldali) ellenállás-ponthegesztés során az összehegesztendő átlapolt lemezeket kúposvagy gömbvégződésű elektródákkal nyomják össze ill. kapcsolják áramkörbe. A fejlődő hő az érintkező felületekhez képest szimmetrikusan elhelyezkedő, lencse alakú anyagtérfogatot olvaszt meg. Az áram kikapcsolása után a megdermedő ömledéklencse pontvarratot alkotva kohéziós kapcsolatot hoz létre a két lemez között. A nyomóerőt az áramkikapcsolás után még egy bizonyos ideig fenn kell tartani, hogy az ömledéklencse dermedése nyomófeszültségek hatása alatt menjen végbe. Ezzel elkerülhető a szívódási üregek és a repedések keletkezése ill. csökkenthető azok veszélye. Ellenállás-ponthegesztés 18

19 Ellenállás-ponthegesztés 19
20 Ellenállás-ponthegesztés munkarendje t es : elősajtolás; t ö : ömlesztés; t us : utánsajtolás; t h : hegesztés ideje; F: erő; I: áramerősség 20

21 Ponthegesztő berendezésben az elektróda feladata: a koncentrált áramátadás és a nyomás közvetítése, amely jó elektromos és hővezető, nagyobb hőmérsékleten is megfelelő szilárdságú anyagból (CuCd1, CuCd2, CuCr1Zr, CuCo2,5Be, CuCo2Si) készül 21
22 Speciális elektródák ellenállás ponthegesztéshez 22
23 Hegesztőberendezés 21-es eljáráshoz 23
24 Ellenállás-ponthegesztő berendezések nyomáskifejtő szerkezeti megoldásai 24
25 Ellenállás-dudorhegesztés A 232-es jelű ellenállás-dudorhegesztésnél - az ellenállás-ponthegesztéstől eltérően - az elektródáknak csak két feladatot kell ellátni: a nyomóerő közvetítését és az áram hozzávezetését. A harmadik feladatot - az áram koncentrálását - a munkadarabok természetes vagy mesterséges alakja (dudora) biztosítja. Természetes dudorú ellenállás-dudorhegesztésre jellemző példa: keresztezett huzalok össze-hegesztése, kör keresztmetszetű anyagok lemezekhez hegesztése palástfelületük mentén. Mesterséges dudorú ellenállás-dudorhegesztés során minden - rendszerint előzetes képlékeny alakítással létrehozott - pont- vagy szakaszdudornál egy-egy varrat képződik. 25
26 Ellenállás-dudorhegesztés 26
27 Ellenállás csaphegesztés A 782-es jelű ellenállás csaphegesztés speciális dudorhegesztés, melynél az áramkoncentrálást a felhegesztendő csap megfelelően kiképzett homlokfelülete biztosítja. A nyomóerő közvetítését és az áram hozzávezetését a csaptartó- ill. az ellenelektróda teszi lehetővé. A dinamikus igénybevételre szánt csapokat előzetesen kimunkált furatokba hegesztik a jobb kötésminőség érdekében. 27
28 Ellenállás-csaphegesztés Ellenállás csaphegesztéskor a felületi kialakítás hasonló lehet, mint dudorhegesztésnél, mert célszerű az érintkezési felületet csökkenteni, annak érdekében, hogy a hegesztéshez szükséges elektromos teljesítményt is csökkenteni lehessen. Ebben az esetben a csap teljes felülete hővezetés útján fog megolvadni és hegvarratot kialakítani az alapanyaggal. 28
29 Ellenállás-vonalhegesztés A 221-es jelű átlapoló ellenállás-vonalhegesztéskor rézötvözetből készült, forgó, tárcsa alakú elektródák alkalmazása révén, folyamatosan készíthetők - az ellenállás ponthegesztéshez hasonlóan - pontvarratok egymás mellé. A tárcsaelektródák feladata - úgymint a ponthegesztő elektródáké - a nyomóerő közvetítése, az áram hozzávezetése, valamint az áram koncentrálása. A hegesztés (vagyis az elektróda kerületi-) sebességétől és az áram frekvenciájától függően hermetikusan záró, vagy pontsor varrat készíthető. 29
30 Ellenállás-vonalhegesztés 30
31 Ellenállás-vonalhegesztő berendezések TR transzformátor, IK ignitronkapcsoló, SZ szelep a hat hűtőcsatorna levegővel való átfújására, CS csap a hűtővíz leeresztéséhez A tárcsaelektródák átmérőjét mm-re célszerű választani, figyelembe véve a hozzáférhetőséget, míg a szélességük a hegesztendő s lemezvastagság függvényében b = 2 s+3 mm legyen. 31
32 Hegesztőberendezés és áramvezérlés 22-es eljáráshoz 32
33 Ellenállás-vonalhegesztés eljárásváltozatai szakaszos vagy folyamatos bekapcsolású átlapoló ellenállás-vonalhegesztés rézhuzal közbetétes ellenállás-vonalhegesztés fóliás átlapoló ellenállás-vonalhegesztés tompavarratos ellenállás-vonalhegesztés fóliás tompavarratos ellenállás-vonalhegesztés 33
34 Ellenállás cső-vonalhegesztés A 222-es jelű tompa ellenállás-vonalhegesztésnek vagy -csővonalhegesztésnek többféle változata létezik. Normál-transzformátoros tárcsaelektródás ellenállás cső-vonalhegesztéskor két - egymástól elektromosan elszigetelt - tárcsaelektróda segítségével történik az áramátvezetés a még nyitott cső zömítő görgőkkel összenyomott homlokfelületein. A nyitott csőprofil vagy a leendő zártszelvény szalagból, alakító hengerpár-sorozattal hozható létre. Az eljárás folyamatos hegesztést valósít meg csőszerű termékek hosszvarratainak elkészítésekor, akárcsak a gyűrű-transzformátoros tárcsaelektródás ellenállás cső-vonalhegesztés. A különbség csak annyi, hogy a gyűrű transzformátor alkalmazása révén lehetőség nyílik az áramfrekvencia jelentős növelésére és ezáltal nagy hegesztési sebességek megvalósítására. Hegesztés után a cső zömítőgörgők okozta sorjáját eltávolítják ill. alakját kalibráló görgősoron szükség szerint korrigálják. 34
35 Ellenállás cső-vonalhegesztés Nagyfrekvenciás csúszókontaktusos ellenállás cső-vonalhegesztés során khz frekvenciájú árammal táplált csúszókontaktust vezetnek az összehegesztendő élek mentén. Az éppen elkészülő varratvégen keresztül záródó áramkörben folyó áram az éleket felhevíti ill. közvetlenül a hegesztés helye előtt meg is olvasztja. Az előtolást is biztosító zömítőgörgők által létrehozott képlékeny alakváltozás során - a felületi szennyeződések sorjába nyomásával - alakul ki a hegesztett kötés. Nagyfrekvenciás tekercsinduktoros ellenállás cső-vonalhegesztésnél az összehegesztendő élek mentén örvényáramok jönnek létre, amelyek nagy helyi áramsűrűsége felhevíti az élek menti keskeny zónát. A zömítőgörgőkkel végrehajtott képlékeny melegalakítás során jön létre a hegesztett kötés. 35
36 Ellenállás-tompahegesztés A 241-es jelű előmelegítéses leolvasztó ellenállás-tompahegesztésnél az áramra kapcsolt - rendszerint rúd- vagy csőszerű - anyagdarabokat összenyomják, majd bizonyos idő elteltével eltávolítják. A következő összeérintésig eltelő idő alatt a fejlődött hő - terjedése révén - felmelegíti a felülettől távolabbi anyagrészeket is. Ezt a ciklust néhányszor megismétlik, majd az érintkezésbe kerülő homlokfelületeket tengelyirányú erőhatással összezömítik. A felületeken meglévő, vagy hevítés során keletkező szennyeződések, oxidok sorjába nyomása érdekében kellően nagy alakítási mértéket kell biztosítani. Az eljárásváltozatot edződésre hajlamos anyagok hegesztésére ill. az összehegesztendő keresztmetszetekhez képestkicsi hegesztőgép-teljesítmény esetén alkalmazzák. A 242-es jelű előmelegítés nélküli leolvasztó ellenállás-tompahegesztések közül a folyamatosan leolvasztó ellenállás tompahegesztés során a felhevítést és a szennyező-eltávolítást helyileg képződő elektromos ívek segítik elő, a felületi réteg leolvasztásával. 36
37 Ellenállás-tompahegesztés 37
38 Láncszem leolvasztó ellenállástompahegesztése 38
39 Ellenállás-tompahegesztés Vibrációsan leolvasztó ellenállás tompahegesztéskor az egyik munkadarabot a rögzítetthez képest rezgetik (frekvencia = Hz; amplitúdó = 0,3...1 mm). A vibráció következtében változik a munkadarabok érintkezési felületének nagysága ill. ennek hatására az áramerősség is. A felület-előkészítő leolvasztás tehát impulzusszerű áramprogrammal, vékony rétegben, de kiterjedt felületeken is végbemegy, kisebb fajlagos energiaigény mellett. A 25-ös jelű zömítő ellenállás tompahegesztéskor a munkadarabokat homlokfelületüknél összenyomva, majd rajtuk áramot átvezetve, a fejlődő hő és az erőhatás együttesen nagyfokú képlékeny melegalakítást hoz létre, ami kohéziós kapcsolatot teremt a két anyag között. A felületi szennyeződések sorjába nyomása - s így megfelelő minőségű kötés - csak kisebb keresztmetszeteknél biztosítható 39
40 Ultrahang és magnetostrikció 40
41 Ultrahangos hegesztés 41
42 Ultrahangos hegesztés A 41-es számjelű ultrahangos hegesztések közé tartozó ultrahangos ponthegesztés során a magnetostrikciós hatással keltett ultrahang akusztikai transzformátorral megnövelt amplitúdójú (5 35 µm) rezgőmozgását (15 60 khz) szonotródával az átlapoltan illesztett darabok közül a vékonyabbra (0,005 3 mm) közvetítik. A darabok összenyomását biztosító erővel ( N) terhelt szonotróda ezzel a darabbal együtt rezegve (0,1 3 s-ig) hegesztett kötést hoz létre. Lehetőség van azonos vagy eltérő anyagminőségű lemezek és huzalok (0,01 0,5 mm átmérővel) összekötésére. Az ultrahangos vonalhegesztés folyamatossá tett ponthegesztés, amelynél a tárcsakiképzésű, folyamatos forgómozgást végző szonotróda és üllő között áthaladó, átlapolt vékony lemezek között alakul ki a hegesztett kötés. Ultrahangos körhegesztéskor a csőalakú szonotróda tengelye körüli alternáló mozgását három - akusztikai transzformátorral ellátott - rezgő biztosítja és így a hegesztés során a szonotróda homlokfelületével közel megegyező méretű és alakú varrat jön létre. 42
43 Dörzshegesztés Dörzshegesztésnél a két darabot összenyomott állapotban egymáshoz képest relatíve elmozdítják, miközben a felületek között fellépő súrlódás hőt fejleszt. A hő képlékeny állapotba hozza az érintkező felületekkel határos anyagrészeket, majd megfelelő mértékű képlékeny alakváltozás után - leállítva a relatív mozgást - kialakul a hegesztett kötés. 43
44 Dörzshegesztés folyamata 44
45 Dörzshegesztés hevítő nyomás sorja zömítő nyomás Összenyomás és a forgási sebesség hatása: nagy nyomás kicsi nyomás optimális vagy kicsi sebesség vagy nagy sebesség beállítás 45
46 Ø25 mm R3 + C60 kötés takarékszerszám -hoz Acél + Al kötés alumínium -kohók anód- és katódsínjeihez 46
47 Keverő (kavaró) vagy lineáris dörzshegesztés Egy forgó, kopásálló anyagból készített alakos (csapszerű) szerszám és a tompán illesztett, szilárd alátétre lefogott lemezek között képződő súrlódási hőt hasznosítják. A szerszám először lassan, nagy erővel a két lemez kötési övezetébe merül, majd beindul a hosszirányú előtolás. A szerszám az összekötendő anyagokat (könnyű- és színesfémeket) meglágyítja, megkeveri, majd a csap menti válla révén a felületet tömöríti és elsimítja. Ilyen módon az alapanyagok megolvadása nélkül jön létre hegesztett kötés. 47
48 Dörzshegesztés (42) Célgépek Alkalmazások Kavaró dörzshegesztés 48
49 Kavaró dörzshegesztés robotosított változatban 49
50 Dörzs-csaphegesztés A 788-as számjelű dörzscsaphegesztés során a felhegesztendő csapot forgatás közben hozzányomva az alaplemezhez, a súrlódási hő felmelegíti az érintkezési felületekhez közeli anyagrészeket, miközben a felületi szennyeződések is elroncsolódnak, elősegítve a felülettisztulást, ill. a felületaktiválást. A felületközeli anyagrészek közös képlékeny alakváltozása hatására a két darab között részlegesen kohéziós kötés alakul ki, amely azonban a relatív elmozdulás miatt folytonosan elnyíródik. Ez a jelentős energiabefektetést igénylő folyamat számottevő hőfejlődést eredményez, ami felmelegíti a felületközeli anyagrészek nagyobb térfogatát. Amikor a felületek teljes egészére kiterjed a kapcsolat, a relatív elmozdulást (forgást) igen gyorsan leállítják, majd a csapot tengelyirányú zömítéssel rányomják az alaplemezre. 50
51 Robbantásos hegesztés robbantásos csaphegesztés robbantásos tompahegesztés robbantásos átlapolóhegesztés 51
52 Robbantásos hegesztés A 44-es számjelű, nagy mechanikai energiával megvalósuló hegesztések egyik csoportja a 441-es számjelű robbantásos hegesztések, amelyek közül a robbantásos csaphegesztés során a felhegesztendő csap és az alaplemez közötti kohéziós kapcsolat kialakulását lehetővé tevő dinamikus erőhatást és megfelelő mértékű képlékeny alakváltozást az alkalmazott robbanóanyag detonációjakor fellépő lökéshullám váltja ki. Jó minőségű kötés létrejöttét a csap homlokfelületének, ill. az alaplemez furatának célszerű kialakításával lehet elősegíteni. Robbantásos tompahegesztéskor a tömör, rúdszerű munkadarabokat homlokfelületüknél - egy robbanótérben előidézett detonáció révén - nagy erőhatással, ill. nagy alakítási sebességgel összenyomják. Az anyagminőségtől és felületállapottól függő mértékű (ε > 200 %) alakváltozást létrehozva, a két anyagdarab között hegesztett kötés jön létre. Robbantásos átlapolóhegesztésnél az egymáshoz viszonyítva hézaggal, ill. átfedéssel illesztett munkadarabokat (lemezeket, csöveket) robbanóanyag alkalmazása révén nagy sebességgel felütköztetik, miközben egyidejűleg felületekre merőleges irányú nyomó- és felületekkel párhuzamos csúsztató feszültségek keletkeznek. A nyomófeszültségek szükségesek ahhoz, hogy a felületi atomok rácsparaméternyi távolságra kerüljenek. A csúsztató feszültségek képlékeny alakítás révén biztosítják az érintkező fémrészek kristályrács-orientációjának megfelelő beállását, ill. a kohéziós kötés feltételeinek kialakulását. 52
53 Mágnesimpulzusos hegesztés 53
54 A 45-ös számjelű diffúziós hegesztés során az összekötendő anyagokat (különleges fémek, fémkombinációk, fém-kerámia párok) összenyomott állapotban, vákuumban (esetleg védőgáz atmoszférában) felhevítik olvadásponthoz közeli hőmérsékletre. A nagy hőmérséklet és nyomás egyidejű hatására - a pontszerűen érintkező felületi anyagrészeknél - tartósfolyás (kúszás) lép fel, amelynek hatására a munkadarabok mind nagyobb felületen érintkeznek egymással. Amikor a felületi atomok melyek a képlékeny alakváltozás és a hőmérséklet hatására gerjesztett állapotban vannak a rácsparaméternek megfelelő távolságra kerülnek, a kölcsönös elektroncsere, majd a végmenő diffúzió (atomcsere) révén hegesztett kötést eredményeznek. Diffúziós hegesztés 54
55 Oldóhegesztéskor a hozaganyagként szolgáló betétgyűrűt ami kb % vasporból, Mn-ötvözet oldóanyagból és folyasztószerból álló porkohászati termék a két összekötendő cső homlokfelülete közé helyezik. Állandó nyomás mellett, nyitható gyűrűégővel melegítve a hegesztés helyét, a kölcsönös oldódás hatására alakul ki a hegesztett kötés, a következő folyamatok révén: T 0 hőmérsékleten az oldóanyag (o.a.) megolvad és elkezd vasat (alapanyagot) oldani, majd a K 1 koncentrációnál a hegesztett kötésbe dermed; T h hőmérsékleten az alapanyag (a.a.) oldja az oldóanyagot, majd az ötvözet kezd megolvadni, így a teljes megolvadás előtt kell befejezni a hegesztést. Oldóhegesztés 55
56 Sajtoló gázhegesztés A 47-es számjelű sajtoló gázhegesztések közül a zárt résű sajtoló gázhegesztés során a rés nélkül illesztett, üreges munkadarabok érintkezési felületeit nyitható gyűrűégőben acetilén és oxigén gázkeverékből képezett lánggal felhevítik, majd anyagi minőségtől függő nyomással összezömítik. Nyitott résű sajtoló gázhegesztéskor a tömör munkadarabok közötti résbe helyezett kétoldalas sík égőfejjel az összekötendő felületeket melegalakítási hőmérsékletre felhevítik. Ezután az égőfejet eltávolítják és megfelelő nyomással a darabokat összesajtolják. 56
57 (Hideg)sajtoló hegesztés feltétele 57
58 Hidegsajtoló hegesztés A 48-as számjelű hidegsajtoló hegesztések közül a hidegsajtoló ponthegesztés során az átlapoltan illesztett lemezszerű munkadarabokat nagymértékű - anyagminőségtől függően ε = % - koncentrált képlékeny hidegalakítással összesajtolják, miközben jelentős felkeményedés jön létre, aminek szilárdságnövelő hatása esetenként kedvező lehet. Hidegsajtoló vonalhegesztéskor két tárcsakiképzésű, nagy helyi alakváltozást biztosító forgó hegesztőszerszám között, a hidegsajtoló ponthegesztés körülményeinek megfelelően, folyamatos vonalvarrat képződik. Hidegsajtoló tompahegesztésnél tömör, rúdszerű anyagokat homlokfelületük mentén összenyomva és ott az anyagminőségtől, mérettől, ill. felületállapottól függő mértékű (ε = %) alakváltozást létrehozva alakul ki kohéziós kötés. A hidegsajtoló hegesztéssel azok az azonos vagy eltérő fémes anyagok hegeszthetők össze, amelyek a szükséges alakítást károsodás nélkül elviselik, miközben a felületi szennyező-rétegük felszakad. Jellemzően nem teherviselő kötések, hanem jó áram- és hővezető kontaktusok létrehozására alkalmazzák. 58
59 Sajtoló ív-csaphegesztések A sajtoló ív-csaphegesztések közül a 784-es számjelű rövidciklusú ívhúzásos csaphegesztéseknél a felhegesztendő csapot - arra alkalmas készülékben rögzítve - hozzá kell nyomni a munkadarabhoz, majd ezt követően áramot átvezetve vagy kondenzátortelepet kisütve (785-ösnél) rajtuk, az érintkező felületek mentén intenzív hőfejlődés indul meg. Bizonyos idejű rövidzárlat után a csapot eltávolítva a munkadarabtól, elektromos ív jön létre, aminek hatására a csap homlokfelülete és az alatta lévő munkadarab-felület megolvad. Ezután a csapot a munkadarabhoz nyomják, miközben kikapcsolják az áramot. A zömítés során a megolvadt anyagrész teljesen kinyomódik és a szilárd halmazállapotú felhevített anyagok lokális képlékeny alakváltozása révén alakul ki a hegesztett kötés. 59
60 Rövidciklusú ívhúzásos csaphegesztés Ötvözi a csúcsgyújtásos csaphegesztés és az ívhúzásos csaphegesztés előnyeit, az eredmény a radiál szimmetrikus mágneses mezőben történő csaphegesztés mely egy magnetikusan mozgatott fényívet használ (SRM). Az eljárás segítségével lehetővé válik biztonságtechnikai előírásoknak is megfelelő kötés létrehozása M16 vastagságú hegesztőcsap és igen vékony hegesztőfelületek között. Alumínium hegesztőcsapokat M12 méretig lehet alkalmazni. A hegesztőfelület vastagságának és a hegesztőcsap átmérőjének aránya megközelítőleg 1:10. Az alumínium hegesztőcsapok hegesztése manuálisan, fél automatikusan vagy automatikusan lehetséges. A manuális üzemmód során a hegesztőcsapot kézzel kell a csaphegesztő fejbe helyezni. A fél automata üzemmód során a hegesztőcsapot a csaphegesztő pisztoly oldalsó hegesztőcsap továbbító csövébe kell helyezni. Az automatikus üzemmód során egy pneumatikus pumpa továbbítja a hegesztőcsapot az adagoló berendezésből a csaphegesztő pisztolyba. 60
61 Rövidciklusú ívhúzásos csaphegesztés A golyós csaphegesztéssel csapok és hengeres formájú hegesztőelemek mellett az acélból vagy rozsdamentes acélból készült golyó alakú hegesztőelemek villámgyors és kiváló minőségű hegesztése is lehetséges. A 2 12 mm átmérőjű golyók adagolása manuálisan vagy automatikusan egyaránt történhet. Ezzel a technológiával új alkalmazási területek és új formavilág nyílik meg. A tányéros tüskék szigetelő rétegek fémes felülethez való rögzítésére szolgálnak. A tányéros tüskét a tetejénél fogva a csaphegesztő pisztoly csaptartójába kell helyezni, majd a szigetelő rétegen keresztülszúrva, a tüskét a csúcsánál fogva a fém munkafelülethez kell hegeszteni. 61
62 Sajtoló ív-csaphegesztések A 786-os számjelű kondenzátor-kisüléses gyújtócsúcsos csaphegesztés során az összehegesztendő anyagokat (csapot ill. alaplemezt) feszültség alá helyezik, majd a csapot meghatározott sebességgel közelítik az alaplemez felé. A felütközés pillanatában megkezdődik a kondenzátortelepből álló áramforrás kisülése. A fejlődő hő a csap csúcsát megolvasztja, ill. elgőzölögteti. A csap csúcsának leolvadási sebessége nagyobb, mint a közelítési sebessége, ezért ív képződik. A leolvadási sebesség a leolvadó keresztmetszet növekedése miatt egyre csökken. Azt követően, hogy a két sebesség azonossá válik, az ív egyre rövidebb lesz, majd bekövetkezik a zömítés, miközben kikapcsolják az áramot. A 783-es számjelű kerámia gyújtógyűrűs ívhúzásos csaphegesztéskor a csap végére egy gyújtógyűrűt helyeznek el, majd hozzányomják az alaptesthez és bekapcsolják az áramot. Az áramátfolyás - amely a gyújtógyűrűn megy végbe - hatására hő fejlődik és a felhevülő gyújtógyűrű emissziós és ionizációs hatására ív képződik. A hőhatás megolvasztja az összehegesztendő felületeket és az ív addig ég, amíg a gyűrű csaptámasztó pereme ellen tud állni a csap nyomóhatásának. Amikor a perem megroggyan, a csap az alaptesthez nyomódik - miközben az áramot kikapcsolják - és a végbemenő zömítés hatására létrejön a kötés. Az alkalmazott gyújtógyűrű szinterelt termék, mely létrehozza és stabilizálja az ívet, a megolvasztott anyagrészeket védi a levegőtől, szabályozza a hegesztés idejét és alakítja a sorját. 62
63 Ív-csaphegesztés Kondenzátor-kisüléses gyújtócsúcsos csaphegesztés (786) 63
64 Műanyaghegesztés Műanyagok hegesztése alatt hőre lágyuló műanyagok (PE, PP, PVC) kötését értjük hő- és erőhatás alkalmazásával, vagyis a műanyagok egyesítése melegsajtoló hegesztés. A hegesztés során - ami végezhető hozaganyag felhasználásával vagy anélkül - az összekötendő anyagok kapcsolódó felületeinek közvetlen környezetét hevítéssel lágy állapotba hozzák, majd sajtolóerővel zömítik, miközben az anyagdarabok láncmolekulái összefonódnak. Az egyesítendő műanyagdaraboknak lágy állapotban közel azonos viszkozitással ill. képlékenységgel kell rendelkezniük a követelményeknek megfelelő minőségű kötés kialakítása érdekében. 64
65 Forrógázos, fólia- és kifolyató hegesztés Forrógázos hegesztés folyamán az egyesítendő felületeket ill. a hozaganyagot felhevített gázzal melegítik lágyulási hőmérsékletre, majd kézzel vagy készülék segítségével létrehozzák a kötést. Fóliahegesztéskor a fóliákat átlapolják, a hegvarratot hevített fűtőszállal vagy forrógázzal előmelegített helyen gördülő szerszámmal, nyomás alatt hozzák létre. Kifolyató hegesztésnél a pépes állapotra melegített granulátumot kifolyató (extrudáló) készülék és tömlő segítségével a hegesztés helyéhez juttatják, majd a meleg levegővel felhevített összehegesztendő élek és egy varratformáló lemez által határolt vájatba folyatják, biztosítva a szükséges nyomás kialakulását. 65
66 Műanyagok forrógázos és fűtőhüvelyes hegesztése 66
67 Fűtőelemes és fűtőhüvelyes hegesztés A fűtőelemes hegesztés során a hegesztési hőmérsékletre felhevített, az összehegesztendő darabok alakjától függő kialakítású, fém fűtőelemet közvetlenül (direkt) az összekötendő felületekhez nyomják, vagy azoktól bizonyos távolságra (indirekt) tartják. A hővezetéssel vagy hősugárzással felhevített anyagokat a melegítési folyamat ill. a fűtőelem eltávolítása után összenyomva és lehűtve létrejön a hegesztett kötés. Fűtőhüvelyes hegesztéskor az összeillesztett csövekre egy - a csövek anyagával megegyező minőségű - hüvelyt helyeznek, melybe elektromos fűtőspirál van beépítve. A felhevítés, majd az akadályozott zsugorodás miatti nyomás hatására hegesztett kötés alakul ki. Ennél az eljárásnál - mely lényegében a fűtőelemes hegesztés egy speciális változata - a fűtőhüvely a kötés részét képezi. 67
68 Nagyfrekvenciás hegesztés Nagyfrekvenciás hegesztés során az elektromos erőtérbe helyezett műanyag (pl. PVC) centrálisan szimmetrikus molekulái dipólusokká válnak és beállnak a térerősség irányába (eltolódási polarizáció), vagy a már eredetileg is dipólus molekulák irányítottsága megváltozik, ún. irányítási polarizáció megy végbe. Az elektromos térerő irányának megváltozása során a dipólusok befordulnak az új irányba és a befordulás során az akadályozott mozgás - a belső súrlódás - révén energiaveszteség jön létre, ami hővé alakul. A térerősség kellően nagy frekvenciája esetén a fejlődő hő képlékeny állapotba hozza az anyagokat, melyek az elektródák feladatait is ellátó sajtolószerszámok által kifejtett nyomás hatására összehegednek. 68
69 Polimerhegesztés Vibrációs dörzshegesztés: szög alatti lineáris biaxiális Az ultrahangos hegesztés is a vibrációs hegesztés egy válfajának tekinthető, csak itt a frekvencia jóval nagyobb, az amplitúdó pedig jóval kisebb, mint a dörzshegesztésnél, és a mechanikus energia hővé alakításában nem a súrlódás, hanem a belső súrlódás (a mechanikai relaxációs veszteség) játszik szerepet. Az ultrahangos hegesztéstechnika újdonsága a digitális ultrahang-generátor. A digitális és az analóg generátorral azonos hegesztési varratszilárdság érhető el, amennyiben a beállított paraméterek azonosak. A digitális berendezések előnyét a pontos és könnyű szoftveres vezérelhetőség jelenti, amellyel bonyolultabb folyamatok is megvalósíthatók, mint az analóg berendezéssel. A digitális berendezéseken beállítható paraméterek az alábbiak: frekvencia, áram, fázis, pulzusszélesség modulációja. Ezekkel a paraméterekkel a feldolgozott anyagtól függően egyedileg szabályozható az ömledékréteg kialakulása és vastagsága. 69
70 Ultrahangos hegesztés Kontakt ultrahangos hegesztéskor a mechanikai rezgést a hegesztési felületekre merőlegesen vezetik a műanyagba, ahol a belső súrlódás révén hő fejlődik, s az így meglágyuló műanyagok az állandóan ható nyomóerő hatására összehegednek. Projekciós ultrahangos hegesztésnél a mechanikai rezgést a hegesztési felületekkel párhuzamosan vezetik a műanyagba, ahol a belső súrlódáson kívül a felületek egymáson való külső súrlódása is hőt fejleszt. A felületekre merőleges irányú, állandóan ható nyomóerő révén alakul ki a melegen sajtolt kötés. Ultrahangos hegesztés elrendezése: 70
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
2. Körvonalazza a gázhegesztésnél alkalmazott gázok tulajdonságait és tárolásukat!
 1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
1. Beszéljen arról, hogy milyen feladatok elvégzéséhez választaná a gázhegesztést, és hogyan veszi figyelembe az acélok egyik fontos technológiai tulajdonságát, a hegeszthetőségét! Az ömlesztő hegesztési
TDK Dolgozat. DP acélok ellenállás ponthegesztése
 TDK Dolgozat DP acélok ellenállás ponthegesztése Készítette: Fürész Balázs IV. éves anyagmérnök hallgató Rózsahegyi Richárd III. éves gépészmérnök hallgató Konzulens: Dr. Palotás Béla főiskolai tanár 1
TDK Dolgozat DP acélok ellenállás ponthegesztése Készítette: Fürész Balázs IV. éves anyagmérnök hallgató Rózsahegyi Richárd III. éves gépészmérnök hallgató Konzulens: Dr. Palotás Béla főiskolai tanár 1
XIII. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
XIII. FIATAL ŰSZAKIAK TUDOÁNYOS ÜLÉSSZAKA Kolozsvár, 2008. március 14-15. FLÜLTKZLÉSI LJÁRÁSOK TÖBB SZPONTÚ RNDSZRZÉS Bagyinszki Gyula, Bitay nikő Abstract Surface treatments belong to the most important
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
7. előad. szló 2012.
 7. előad adás Kis LászlL szló 2012. Előadás vázlat Lemez hidak, bordás hidak Lemez hidak Lemezhidak fogalma, osztályozása, Lemezhíd típusok bemutatása, Lemezhidak számítása, vasalása. Bordás hidak Bordás
7. előad adás Kis LászlL szló 2012. Előadás vázlat Lemez hidak, bordás hidak Lemez hidak Lemezhidak fogalma, osztályozása, Lemezhíd típusok bemutatása, Lemezhidak számítása, vasalása. Bordás hidak Bordás
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Nem oldható kötések alkalmazása, szerszámai, technológiája
 Szabó László Nem oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és
Szabó László Nem oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és
Gépipari műhely- gyakorlatok
 TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) Gépipari műhely- gyakorlatok Dr. Mészáros György PhD Varnyú Ferenc TARTALOM I. Az anyagvizsgálat
TÁMOP-4.1.1.F-14/1/KONV-2015-0006 Mérnöki Kar Műszaki Intézet, Duális és moduláris képzésfejlesztés alprogram (1a) Gépipari műhely- gyakorlatok Dr. Mészáros György PhD Varnyú Ferenc TARTALOM I. Az anyagvizsgálat
31 521 11 0100 31 03 Fogyóelektródás hegesztő Fogyóelektródás hegesztő
 02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
 KORRÓZIÓS VIZSGÁLATOK A műszaki gyakorlatban legelterjedtebben alkalmazott fémek természetes előfordulási formájukban, különböző vegyületek, többnyire oxidok, szulfidok, vagy karbonátok formájában találhatók
KORRÓZIÓS VIZSGÁLATOK A műszaki gyakorlatban legelterjedtebben alkalmazott fémek természetes előfordulási formájukban, különböző vegyületek, többnyire oxidok, szulfidok, vagy karbonátok formájában találhatók
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag
 A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A DR-PAck fejlesztései PE fólia gyártástechnológiában
 A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Műanyagok kötése korszerű módszerekkel A műanyagok széles körű alkalmazását tovább bővíti, hogy a végtermékek tervezésénél számolni lehet egyes részek összekapcsolásával hegesztés,
MŰANYAGOK FELDOLGOZÁSA Műanyagok kötése korszerű módszerekkel A műanyagok széles körű alkalmazását tovább bővíti, hogy a végtermékek tervezésénél számolni lehet egyes részek összekapcsolásával hegesztés,
Elektromágneses hullámok, a fény
 Elektromágneses hullámok, a fény Az elektromos töltéssel rendelkező testeknek a töltésük miatt fellépő kölcsönhatását az elektromos és mágneses tér segítségével írhatjuk le. A kölcsönhatás úgy működik,
Elektromágneses hullámok, a fény Az elektromos töltéssel rendelkező testeknek a töltésük miatt fellépő kölcsönhatását az elektromos és mágneses tér segítségével írhatjuk le. A kölcsönhatás úgy működik,
31 521 11 0100 31 01 Bevontelektródás hegesztő Bevontelektródás hegesztő
 023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
31 521 11 0100 31 01 Bevontelektródás hegesztő Hegesztő
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos lényeges jellemzők kiemelésére!
 1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
1 6 ) M u t a s s a b e a s á r g a r é z c s ő v e z e t é k k é s z í t é s é t a z a l á b b i v á z l a t f e lh a s z n á l á s á v a l Készítsen elvi szabadkézi vázlatokat! Törekedjen a témával kapcsolatos
Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1)
") Segédlet az Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1) tárgy hallgatói számára Készítette a BME Anyagtudomány és Technológia Tanszék Munkaközössége Összeállította: dr. Orbulov Imre Norbert 1 Laborgyakorlatok
Segédlet az Anyagszerkezettan és anyagvizsgálat (BMEGEMTAGK1) tárgy hallgatói számára Készítette a BME Anyagtudomány és Technológia Tanszék Munkaközössége Összeállította: dr. Orbulov Imre Norbert 1 Laborgyakorlatok
MUNKAANYAG. Vincze István. Hegesztett kötés készítése gázhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Hegesztett kötés készítése gázhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-30
Vincze István Hegesztett kötés készítése gázhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-30
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
Fizika 2. Feladatsor
 Fizika 2. Felaatsor 1. Egy Q1 és egy Q2 =4Q1 töltésű részecske egymástól 1m-re van rögzítve. Hol vannak azok a pontok amelyekben a két töltéstől származó ereő térerősség nulla? ( Q 1 töltéstől 1/3 méterre
Fizika 2. Felaatsor 1. Egy Q1 és egy Q2 =4Q1 töltésű részecske egymástól 1m-re van rögzítve. Hol vannak azok a pontok amelyekben a két töltéstől származó ereő térerősség nulla? ( Q 1 töltéstől 1/3 méterre
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
KBE-1 típusú biztonsági lefúvató szelep család
 Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
A hegesztési eljárások áttekintése. A hegesztési eljárások osztályozása
 A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Gépek biztonsági berendezéseinek csoportosítása, a kialakítás szabályai. A védőburkolatok fajtái, biztonságtechnikai követelményei.
 A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
érvényes szabványok jegyzéke
 MŰANYAGOK érvényes ok jegyzéke AKTUALIZÁLVA: 2012-01-01. Készítette: Szebenyi Zsuzsánna SZABVÁNYOK: MSZ EN 802:1995 Műanyag csővezeték- és csatornarendszerek. Nyomóvezetéki rendszerek fröccsöntött hőre
MŰANYAGOK érvényes ok jegyzéke AKTUALIZÁLVA: 2012-01-01. Készítette: Szebenyi Zsuzsánna SZABVÁNYOK: MSZ EN 802:1995 Műanyag csővezeték- és csatornarendszerek. Nyomóvezetéki rendszerek fröccsöntött hőre
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Hidraulika. 5. előadás
 Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
31 521 11 0100 31 06 Volfrámelektródás hegesztő Volfrámelektródás hegesztő
 02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
Foglalkozási napló. Műanyagfeldolgozó 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Műanyagfeldolgozó 10. évfolyam (OKJ száma: 34 521 09) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Műanyagfeldolgozó 10. évfolyam (OKJ száma: 34 521 09) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
(11) Lajstromszám: E 006 842 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 006 842 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000006842T2! (19) HU (11) Lajstromszám: E 006 842 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 706548 (22) A bejelentés napja:
!HU000006842T2! (19) HU (11) Lajstromszám: E 006 842 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 706548 (22) A bejelentés napja:
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
31 521 11 0100 31 04 Gázhegesztő Hegesztő 4 2/61
 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com
 ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
Geberit HDPE lefolyórendszerek katalógus
 lefolyórendszerek katalógus 2006-2007 lefolyórendszerek katalógus - 2006-2007 Geberit Kft. 1117 Budapest Budafoki út 97. Tel.: 204-4187 Fax: 204-4190 sales.hu@geberit.com www.geberit.hu Geberit Kft. 0612
lefolyórendszerek katalógus 2006-2007 lefolyórendszerek katalógus - 2006-2007 Geberit Kft. 1117 Budapest Budafoki út 97. Tel.: 204-4187 Fax: 204-4190 sales.hu@geberit.com www.geberit.hu Geberit Kft. 0612
Budapesti Műszaki- és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Gépjárművek Tanszék
 Budapesti Műszaki- és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Gépjárművek Tanszék Gépjármű elektronika laborgyakorlat Elektromos autó Tartalomjegyzék Elektromos autó Elmélet EJJT kisautó bemutatása
Budapesti Műszaki- és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Gépjárművek Tanszék Gépjármű elektronika laborgyakorlat Elektromos autó Tartalomjegyzék Elektromos autó Elmélet EJJT kisautó bemutatása
Feladatok GEFIT021B. 3 km
 Feladatok GEFT021B 1. Egy autóbusz sebessége 30 km/h. z iskolához legközelebb eső két megálló távolsága az iskola kapujától a menetirány sorrendjében 200 m, illetve 140 m. Két fiú beszélget a buszon. ndrás
Feladatok GEFT021B 1. Egy autóbusz sebessége 30 km/h. z iskolához legközelebb eső két megálló távolsága az iskola kapujától a menetirány sorrendjében 200 m, illetve 140 m. Két fiú beszélget a buszon. ndrás
Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései
 Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
Vincze István Volfrámelektródás védőgázas ívhegesztés elve, eszközei, berendezései A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és
= szinkronozó nyomatékkal egyenlő.
 A 4.45. ábra jelöléseit használva, tételezzük fel, hogy gépünk túllendült és éppen a B pontban üzemel. Mivel a motor által szolgáltatott M 2 nyomaték nagyobb mint az M 1 terhelőnyomaték, a gép forgórészére
A 4.45. ábra jelöléseit használva, tételezzük fel, hogy gépünk túllendült és éppen a B pontban üzemel. Mivel a motor által szolgáltatott M 2 nyomaték nagyobb mint az M 1 terhelőnyomaték, a gép forgórészére
4. Sajtolás és fröccs-sajtolás
 4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
4. Sajtolás és fröccs-sajtolás Sajtolás A sajtolás a legrégibb feldolgozási módszer formadarabok készítésére. Elsősorban a termoreaktiv (térhálósodó) anyagok feldolgozására használják. A sajtolás folyamata:
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
Műanyagok galvanizálása
 BAJOR ANDRÁS Dr. FARKAS SÁNDOR ORION Műanyagok galvanizálása ETO 678.029.665 A műanyagok az ipari termelés legkülönbözőbb területein speciális tulajdonságaik révén kiszorították az egyéb anyagokat. A hőre
BAJOR ANDRÁS Dr. FARKAS SÁNDOR ORION Műanyagok galvanizálása ETO 678.029.665 A műanyagok az ipari termelés legkülönbözőbb területein speciális tulajdonságaik révén kiszorították az egyéb anyagokat. A hőre
31 521 11 0100 31 04 Gázhegesztő Hegesztő 31 521 11 0000 00 00 Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Átlátszó műanyagtermékek előállítása fröccsöntéssel és fóliahúzással
 A MÛANYAGOK FELDOLGOZÁSA 2.1 2.2 1.1 Átlátszó műanyagtermékek előállítása fröccsöntéssel és fóliahúzással Tárgyszavak: átlátszó műanyag; fröccsöntés; dombornyomás; hibalehetőségek; új technológiák; extrudálás;
A MÛANYAGOK FELDOLGOZÁSA 2.1 2.2 1.1 Átlátszó műanyagtermékek előállítása fröccsöntéssel és fóliahúzással Tárgyszavak: átlátszó műanyag; fröccsöntés; dombornyomás; hibalehetőségek; új technológiák; extrudálás;
KULCS_TECHNOLÓGIA_GÉPJÁRMŰSZERELŐ_2016
 KULCS_TECHNOLÓGIA_GÉPJÁRMŰSZERELŐ_2016 1. A gyújtás alapján a motorokat felosztjuk: 2 a) benzinmotorokra (Otto) b) dízel motorokra (Diesel) 2. A többhengeres motorokat a hengerek helyzetétől függően felosztjuk:
KULCS_TECHNOLÓGIA_GÉPJÁRMŰSZERELŐ_2016 1. A gyújtás alapján a motorokat felosztjuk: 2 a) benzinmotorokra (Otto) b) dízel motorokra (Diesel) 2. A többhengeres motorokat a hengerek helyzetétől függően felosztjuk:
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
Nemcsak más, hanem jobb! MdA. mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET
 Nemcsak más, hanem jobb! MdA mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET Rólunk A Industria-Technik egy épületgépészeti-, energiatechnikai- és környezetvédelmi mérnöki irodából jött létre.
Nemcsak más, hanem jobb! MdA mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET Rólunk A Industria-Technik egy épületgépészeti-, energiatechnikai- és környezetvédelmi mérnöki irodából jött létre.
Alternatív ENERGIAFORRÁSOK Új Termék +10% hatásfok -25% ár NAPKOLLEKTOR
 Alternatív ENERGIAFORRÁSOK Új Termék +10% hatásfok -25% ár NAPKOLLEKTOR Környezetbarát energia, tiszta és fenntartható minőségű élet Az új jövő víziója? Igen! Az életet adó napsugárral - napkollektoraink
Alternatív ENERGIAFORRÁSOK Új Termék +10% hatásfok -25% ár NAPKOLLEKTOR Környezetbarát energia, tiszta és fenntartható minőségű élet Az új jövő víziója? Igen! Az életet adó napsugárral - napkollektoraink
(11) Lajstromszám: E 007 579 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 007 579 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU00000779T2! (19) HU (11) Lajstromszám: E 007 79 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 790990 (22) A bejelentés napja:
!HU00000779T2! (19) HU (11) Lajstromszám: E 007 79 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 790990 (22) A bejelentés napja:
HITELESÍTÉSI ELŐÍRÁS VÍZMÉRŐ HITELESÍTŐ BERENDEZÉS HE 111-2003
 1/oldal HITELESÍTÉSI ELŐÍRÁS VÍZMÉRŐ HITELESÍTŐ BERENDEZÉS HE 111-2003 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus
1/oldal HITELESÍTÉSI ELŐÍRÁS VÍZMÉRŐ HITELESÍTŐ BERENDEZÉS HE 111-2003 FIGYELEM! Az előírás kinyomtatott formája tájékoztató jellegű. Érvényes változata Az OMH minőségirányítási rendszerének elektronikus
KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI. I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai
 KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai 1.1. Szakképesítés azonosító száma: 32 2 7429 02 2 5 07 1.2. Szakképesítés
KAROSSZÉRIALAKATOS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGÁZTATÁSI KÖVETELMÉNYEI I. A szakképesítés Országos Képzési Jegyzékében szereplő adatai 1.1. Szakképesítés azonosító száma: 32 2 7429 02 2 5 07 1.2. Szakképesítés
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
MUNKAANYAG. Szabó László. Szilárdságtan. A követelménymodul megnevezése:
 Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
6. Extrúzió szerszám, termék
 6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre.
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Beépítési lehetõségek
 Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Beépítési lehetõségek Alkalmazási területek Az állati és növényi zsírokkal és olajokkal terhelt szennyvizekbõl a csatornába bocsátás elõtt a zsírokat le kell választani. Amennyiben ez nem történne meg,
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Ellenálláshegesztés elméleti alapjai
 Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
A kéz/kar rendszer mechanikai terhelésének vizsgálata, tekintettel foglalkozási betegségként való elismerésükre
 MUNKABALESETEK ÉS FOGLALKOZÁSI MEGBETEGEDÉSEK 4.2 A kéz/kar rendszer mechanikai terhelésének vizsgálata, tekintettel foglalkozási betegségként való elismerésükre Tárgyszavak: rezgésterhelés; mechanikai
MUNKABALESETEK ÉS FOGLALKOZÁSI MEGBETEGEDÉSEK 4.2 A kéz/kar rendszer mechanikai terhelésének vizsgálata, tekintettel foglalkozási betegségként való elismerésükre Tárgyszavak: rezgésterhelés; mechanikai
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 2.1. Finomfelületi megmunkálások
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
LINEÁRIS DÖRZSHEGESZTŐ SZERSZÁM TERVEZÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET LINEÁRIS DÖRZSHEGESZTŐ SZERSZÁM TERVEZÉSE Gombár Gergő HC1R7N 3528 Miskolc Berzsenyi Dániel utca 117.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET LINEÁRIS DÖRZSHEGESZTŐ SZERSZÁM TERVEZÉSE Gombár Gergő HC1R7N 3528 Miskolc Berzsenyi Dániel utca 117.
Csövek, Tartályok, Szelepek. Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17
 Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
Csövek, Tartályok, Szelepek Készítette: Wieser Melinda, Smudla Katalin 2016. 05. 17 Tartályok a biotechnológiában Gyártás Tárolás Szállítás Tartályok kialakítása Hengeres alakú Domború fenekű Kúp fenekű
A.14. Oldalirányban megtámasztott gerendák
 A.14. Oldalirányban megtámasztott gerendák A.14.1. Bevezetés A gerendák talán a legalapvetőbb szerkezeti elemek. A gerendák különböző típusúak lehetnek és sokféle alakú keresztmetszettel rendelkezhetnek
A.14. Oldalirányban megtámasztott gerendák A.14.1. Bevezetés A gerendák talán a legalapvetőbb szerkezeti elemek. A gerendák különböző típusúak lehetnek és sokféle alakú keresztmetszettel rendelkezhetnek
HASZNÁLATI ÚTMUTATÓ. TIGVERT 160/50 ADV Típusú Hegesztő inverter
 HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
Födémszerkezetek megerősítése
 Födémszerkezetek megerősítése FÖDÉMEK MEGERŐSÍTÉSE FASZERKEZETŰ TARTÓK CSAPOS GERENDAFÖDÉM A csapos gerendafödémek károsodása a falazatra felfekvő végek bütüinek és az 50..10 cm hosszra kiterjedő felső
Födémszerkezetek megerősítése FÖDÉMEK MEGERŐSÍTÉSE FASZERKEZETŰ TARTÓK CSAPOS GERENDAFÖDÉM A csapos gerendafödémek károsodása a falazatra felfekvő végek bütüinek és az 50..10 cm hosszra kiterjedő felső
Fém, kerámia és biokompozit bioanyagok lézersugaras felületmódosítása
 Fém, kerámia és biokompozit bioanyagok lézersugaras felületmódosítása Bitay Enikő 1, Olasz Sándor 2, Dobránszky János 3 1 Sapientia Erdélyi Magyar Tudományegyetem, Marosvásárhely-Koronka, ebitay@ms.sapientia.ro
Fém, kerámia és biokompozit bioanyagok lézersugaras felületmódosítása Bitay Enikő 1, Olasz Sándor 2, Dobránszky János 3 1 Sapientia Erdélyi Magyar Tudományegyetem, Marosvásárhely-Koronka, ebitay@ms.sapientia.ro
Tárgyszavak: alakmemória-polimerek; elektromosan vezető adalékok; nanokompozitok; elektronika; dópolás.
 MŰANYAGFAJTÁK Elektroaktív polimerek Nikkel és vas-oxid tartalmú keverékek előállítását és tulajdonságait vizsgálták a vezetőképesség növelése és alakmemóriával rendelkező polimerek előállítása céljából.
MŰANYAGFAJTÁK Elektroaktív polimerek Nikkel és vas-oxid tartalmú keverékek előállítását és tulajdonságait vizsgálták a vezetőképesség növelése és alakmemóriával rendelkező polimerek előállítása céljából.
Mélyépítési technológiák II.
 Mélyépítési technológiák II. Alagútépítési technológiák a budapesti M4 metróvonal építésénél Apáti-Nagy Marianna projektvezető mérnök BKK Közút Zrt. Metró4 Projekt Igazgatóság Zárt keretszerkezetek (valójában
Mélyépítési technológiák II. Alagútépítési technológiák a budapesti M4 metróvonal építésénél Apáti-Nagy Marianna projektvezető mérnök BKK Közút Zrt. Metró4 Projekt Igazgatóság Zárt keretszerkezetek (valójában
Polimerek fizikai, mechanikai, termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka Polimerek / Műanyagok monomer egységekből,
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka Polimerek / Műanyagok monomer egységekből,
LEVEGŐTISZTASÁG-VÉDELEM
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Épületgépészeti és Gépészeti Eljárástechnika Tanszék Dr. Örvös Mária LEVEGŐTISZTASÁG-VÉDELEM (oktatási segédlet) Budapest, 2010 Tartalomjegyzék 1 Bevezetés...
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Épületgépészeti és Gépészeti Eljárástechnika Tanszék Dr. Örvös Mária LEVEGŐTISZTASÁG-VÉDELEM (oktatási segédlet) Budapest, 2010 Tartalomjegyzék 1 Bevezetés...
4. A gázfogyasztó készülékek elhelyezésének tervezési követelményei. 4.1. Általános előírások
 44 j) A szivattyúház kibocsátó forrás, a forgó tömítések miatt 2-es zóna. Erre, és az egység egyéb csőcsatlakozásaira, valamint hőtágulási lefúvatóira (HLF) a tervezőnek együttes zónahatárt kell meghatároznia.
44 j) A szivattyúház kibocsátó forrás, a forgó tömítések miatt 2-es zóna. Erre, és az egység egyéb csőcsatlakozásaira, valamint hőtágulási lefúvatóira (HLF) a tervezőnek együttes zónahatárt kell meghatároznia.
A lineáris dörzshegesztés technológiai paramétereinek megválasztása
 A lineáris dörzshegesztés technológiai paramétereinek megválasztása MEILINGER Ákos Mérnöktanár, Miskolci Egyetem, Mechanikai Technológiai Tanszék, H-3515 Miskolc, Egyetemváros, 36-46- 565-111/1790, metakos@uni-miskolc.hu
A lineáris dörzshegesztés technológiai paramétereinek megválasztása MEILINGER Ákos Mérnöktanár, Miskolci Egyetem, Mechanikai Technológiai Tanszék, H-3515 Miskolc, Egyetemváros, 36-46- 565-111/1790, metakos@uni-miskolc.hu
Geodézia 4. Vízszintes helymeghatározás Gyenes, Róbert
 Geodézia 4. Vízszintes helymeghatározás Gyenes, Róbert Geodézia 4.: Vízszintes helymeghatározás Gyenes, Róbert Lektor: Homolya, András Ez a modul a TÁMOP - 4.1.2-08/1/A-2009-0027 Tananyagfejlesztéssel
Geodézia 4. Vízszintes helymeghatározás Gyenes, Róbert Geodézia 4.: Vízszintes helymeghatározás Gyenes, Róbert Lektor: Homolya, András Ez a modul a TÁMOP - 4.1.2-08/1/A-2009-0027 Tananyagfejlesztéssel
Mechanikus javítások
 Mechanikus javítások Menetrögzítés Kötőelemek biztosítása rezgés és rázkódás okozta lazulás ellen Válassza ki a megfelelő terméket A csavarkötések a legfontosabb oldható kapcsolatok, melyeket a gyártás,
Mechanikus javítások Menetrögzítés Kötőelemek biztosítása rezgés és rázkódás okozta lazulás ellen Válassza ki a megfelelő terméket A csavarkötések a legfontosabb oldható kapcsolatok, melyeket a gyártás,
A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál
 1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók
 1 Fejes István, ügyvezető igazgató, MaHill ITD Ipari Fejlesztő Kft. Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók 1. Piaci igény A közép-európai
1 Fejes István, ügyvezető igazgató, MaHill ITD Ipari Fejlesztő Kft. Korszerű födémszerkezetek a Közép-Európai építési piacon - hosszúpados, előfeszített, extrudált üreges födémpallók 1. Piaci igény A közép-európai
ÉPÍTŐANYAGIPARI GÉPEK
 Budapesti Műszaki és Gazdaságtudományi Egyetem Építőgépek, Anyagmozgatógépek és Üzemi Logisztika Tanszék Dr. Rácz Kornélia ÉPÍTŐANYAGIPARI GÉPEK BME ÉAGT Budapest 200. - - TARTALOMJEGYZÉK TARTALOMJEGYZÉK....
Budapesti Műszaki és Gazdaságtudományi Egyetem Építőgépek, Anyagmozgatógépek és Üzemi Logisztika Tanszék Dr. Rácz Kornélia ÉPÍTŐANYAGIPARI GÉPEK BME ÉAGT Budapest 200. - - TARTALOMJEGYZÉK TARTALOMJEGYZÉK....
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Méret meghatározás Alaki jellemzők Felületmérés Tömeg, térfogat, sűrűség meghatározása
HC30, HF18, HF 24, HF30
 Domina Domitop C24 E, F24 E, C30 E és F30 E típusú fali kombi gázkazánok, valamint HC24, HC30, HF18, HF 24, HF30 fűtő készülékek Használati - kezelési utasítás, gépkönyv Magyarországi képviselő és forgalmazó:
Domina Domitop C24 E, F24 E, C30 E és F30 E típusú fali kombi gázkazánok, valamint HC24, HC30, HF18, HF 24, HF30 fűtő készülékek Használati - kezelési utasítás, gépkönyv Magyarországi képviselő és forgalmazó:
Készítette: Jáger Imre 2012. január 10.
 Készítette: Jáger Imre 2012. január 10. Tartalomjegyzék Bevezetés...4 A hegesztés története, vonatkozó rendelet és ennek hatálya... 4 Hegesztés alapismeretei hegesztési eljárások... 5 A hegesztés... 5
Készítette: Jáger Imre 2012. január 10. Tartalomjegyzék Bevezetés...4 A hegesztés története, vonatkozó rendelet és ennek hatálya... 4 Hegesztés alapismeretei hegesztési eljárások... 5 A hegesztés... 5
Hogyan válasszunk ventilátort légtechnikai rendszerekhez?
 Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és
Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és