(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
|
|
|
- Elvira Dobosné
- 9 évvel ezelőtt
- Látták:
Átírás
1 HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és ennek révén előírt tulajdonságok beállítása céljából. A hőkezelés tehát egy termikus ciklus, mely elsősorban a fémes anyagok feldolgozásához kapcsolódik. A fémekre jellemző hőkezelések már előzetesen megmunkált szilárd anyagon és mindvégig szilárd halmazállapotban végzendők el, tulajdonság-módosítás érdekében. Pl. a gumi vulkanizálása, a kerámiák kiégetése, a szinterelt termékek zsugorítása, a melegragasztók kikeményítése stb. is termikus ciklus, de ezeknél új anyag(szerkezet) létrehozásáról, azaz tulajdonság-kialakításról van szó. 1

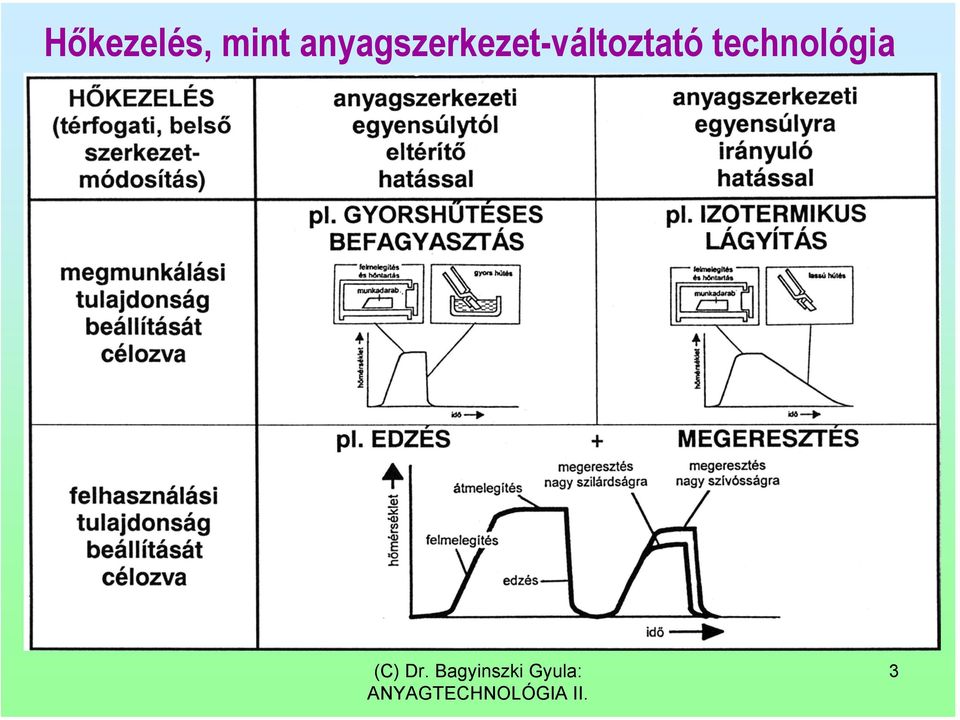
2 A hőkezelési célt szolgáló anyagszerkezeti folyamatok általában a felhevített munkadarab hőntartási és lehűlési szakaszában mennek végbe. Ezek a folyamatok az anyag egyensúlyi állapotának elérésére irányulnak, vagy az attól való eltérést segítik elő. Az egyensúlytól eltérítő hőkezelés egy nagyobb hőmérsékleten egyensúlyi szövetszerkezet hőmérséklet-csökkenéskor végbemehető egyensúlyi átalakulásait gátolja vagy megakadályozza. Az ilyen hőkezelés rendszerint diffúzió nélkül, gyors hűtéssel ("Quenching") valósul meg. Az egyensúlyra irányuló hőkezelés egy kisebb hőmérsékleten nem egyensúlyi szövetszerkezet hőmérséklet-növekedéskor végbemehető egyensúlyi átalakulásait váltja ki vagy segíti elő. Az ilyen hőkezelés általában diffúzióval, lassú hevítéssel, izotermikus hőntartással ("Tempering") ill. lassú hűtéssel valósítható meg. 2
 valósul meg.")
3 Hőkezelés, mint anyagszerkezet-változtató technológia 3
4 Vasötvözetek egyensúlyi állapotai Az acélok a vasnak karbonnal (szénnel) alkotott ötvözetei, melyekben a karbon (C) egyensúlyi körülmények között Fe 3 C (vaskarbid) vegyület formájában van jelen. Ezen Fe-Fe 3 C ötvözetek C-tartalma szerszám-acélok esetén 2,14%-nál, szerkezeti acélok esetében 0,76%-nál kisebbek. Ha ezeket az anyagokat az állapotábra szerinti γ-mezőbe felhevítjük (ausztenitesítjük) és ott hőn tartjuk, akkor a bennük található α- szilárd oldat allotróp módon (térben középpontos köbösből felületen középpontos köbössé) átalakul és a keletkező ausztenitben az összes karbidfázis oldódik. Ha ezután lassan (kvázi egyensúlyi körülmények között) visszahűtjük, akkor diffúzió révén a karbidfázis (cementit) kiválik és az α-fázis (ferrit) is újra létrejön, az állapotábrának megfelelően. Az eutektikumhoz hasonló formáció is kialakul, azonban ez nem folyékony olvadékból, hanem szilárd oldatból keletkezik, így eutektoidnak nevezik. A vasnak Fe 3 C vaskarbiddal alkotott ötvözeteit tartalmazó (metastabil) állapotábra jellegzetes pontjait az ábécé nagybetűi jelölik, hogy egyes állapotábra-vonalakra a hozzájuk tartozó pontokkal hivatkozhassunk (pl. DC-vonal, ES-vonal, PQvonal, GS-vonal, ECF-vonal, PSK-vonal). 4
 átalakul és a keletkező ausztenitben az összes karbidfázis oldódik.")
5 Jellegzetes egyensúlyi szövetelemek vasötvözetekben Ausztenit (A): felületen középpontos köbös kristályrácsú, 1493 és 727 ºC között stabil, max. 2,14% C-t (1147 ºC-on) oldani képes, alakítható, szívós, nem mágnesezhető, γ -val jelölt szilárd oldat; Ferrit (F): térben középpontos köbös kristályrácsú, 912 ºC alatt előforduló, max. 0,022% C-t (727 ºC-on) oldani képes, mágnesezhető, α-val jelölt szilárd oldat; Cementit (C): romboéderes kristályrácsú, kb ºC alatt előforduló, 6,69% C-t tartalmazó, kemény, rideg, Fe 3 C képletű intermetallikus vegyület, melynek a keletkezés körülményeitől függő változatai: -primer(i., elsődleges) cementit (I.C), mely 4,3%-nál nagyobb C-tartalmú ötvözetekben olvadékból, a korlátozott C-oldóképességet jelző DC-vonal alatt válik ki; - szekunder (II., másodlagos) cementit (II.C), mely 0,76 és 4,3% közötti C-tartalmú ötvözetekben ausztenitből, a korlátozott C-oldóképességet jelző ES-vonal alatt válik ki; - tercier (III., harmadlagos) cementit (III.C), mely 0,022 és 0,76% közötti C-tartalmú ötvözetekben ferritből, a korlátozott C-oldóképességet jelző PQ-vonal alatt válik ki; ledeburit (L): olvadékból 1147 ºC-on képződő, 4,3% C-t tartalmazó, kemény, rideg, szobahőmérsékleten cementitből + perlitből álló eutektikum; perlit (P): ausztenitből 727 ºC-on képződő, 0,76% C-t tartalmazó, alakítható, szí-vós, ferrit + cementit lemezekből (rétegekből) álló eutektoid. 5
 cementit (I.")
6 Eutektoidos acél lemezperlites egyensúlyi szövetszerkezete Eutektoidos acél martenzites szövetszerkezete edzés után Eutektoidos acél szferoidites (szemcsés perlites) szövetszerkezete edzést követő 700 C-os megeresztés után 6
 szövetszerkezete")
7 Nem egyensúlyi átalakulások A hevítés során bekövetkező nem egyensúlyi átalakulásokat (kezdete, vége, eredménye) az ausztenitesítési diagramok szemléltetik. Az ausztenitesítés izotermikus viszonyok közötti vizsgálatához a felhevítésnek olyan gyorsnak (pl C/s) kell lenni, hogy annak időszükséglete az ausztenitesedés szempontjából elhanyagolható legyen. Így konstans hőmérsékleten izotermán értékelhető az ausztenitesedés folyamata, kezdetéhez és befejeződéséhez szükséges időtartam Az ausztenitesítést követő hűtés (hőkezelés) menetét diffúziós és diffúziómentes átalakulásokra az ausztenit-átalakulási diagramok szemléltetik. Az izotermikus ausztenit-átalakulási diagramok konstans növelt hőmérsékleten (izotermán) diffúziós átalakulásokra mutatja az átalakulások kezdetéhez és befejeződéséhez szükséges időtartamokat, továbbá a kialakuló szövetszerkezet összetevőit, keménységét. Diffúziómentes átalakulásra a diagram nem értelmezhető, mert az elsősorban hőmérséklet-különbség függvénye. 7
 menetét diffúziós és")
8 Ausztenitesítési diagramok A folyamatos hevítésre felvett T-lgt diagramban egy felhevítési sebesség vonalat kiválasztva az ausztenitesedés kezdetét az A c1, befejeződését az A c3 görbével való metszéspont fejezi ki. Az A c1 és az A c3 függ-vénygörbék asszimptotái az A 1 és A 3 egyensúlyi átalakulási hőmérsékletek, melyek elvben a végtelen lassú hevítéshez tartoznak. A perlit ausztenitesedése nem egy adott hőmérsékleten, hanem hőmérsékletintervallumban (A c1s A c1f ) megy végbe. Az ausztenitté alakulás A c3 hőmérsékleten ugyan befejeződik, de ekkor az ausztenit még inhomogén, vagyis az előzőleg perlites helyeken több, míg a korábban ferrites helyeken kevesebb karbont tartalmaz. Az ausztenit homogenitása így később, a diagramban szintén jelölt vonal felett tekinthető megfelelőnek, ahol viszont megindul a szemcsedurvulás is. Ezért az ausztenitesítés hőmérsékletét és időtartamát úgy kell megválasztani, hogy elfogadható homogenitású, de még finomszemcsés ausztenit jöjjön létre az ebből az állapotból induló hőkezelés(ek)hez. 8

9 Átalakulási C-görbék származtatása Az egyensúlyi (állapotábra szerinti) átalakulási hőmérséklethez képest a homogén szilárd oldat jelentős mérvű T túlhűtése a diffúzió (atomelmozdulás, illetve -átrendeződés) lehetőségét gátolja, esetleg meg is szünteti, tehát kellően gyors hűtéssel második fázis kiválása megakadályozható. Az átalakulási folyamatot két ellentétes hatás befolyásolja: a T túlhűtéssel az átalakulási kényszer nő, viszont az így elért alacsony(abb) hőmérsékleten a diffúzió sebessége csökken. E két hatás együttesen eredményezi, hogy az acélok ausztenitje átalakulásainak T hőmérséklettől függő t időszükségletét T-lgt koordinátarendszerben C-alakú görbék jellemzik Az acélok nem egyensúlyi átalakulásának alapja tehát a folyamatok késése, vagyis a perlites átalakulás PSK-vonala = A 1 = 727 ºC, az α γ átalakulás GOS-vonala = A 3 = f(c%) és a cementitkiválás ES-vonala = A cm = f(c%) hevítési, illetve hűtési sebességtől függő mértékű eltolódása. Ezek szerint hevítéskor az egyensúlyihoz képest nagyobb (A c1, A c3, A ccm ), hűtéskor kisebb (A r1, A r3, A rcm ) hőmérsékleteken megy végbe az átalakulás. A nem egyensúlyi átalakulások nemcsak az átalakulási hőmérsékleteket, hanem a hevítéskor és a hűtéskor keletkező szövetelemek mennyiségi és minőségi viszonyait is megváltoztatják. 9

10 Izotermikus és folyamatos átalakulási diagramok 10

11 Ausztenit-átalakulási diagramok A folyamatos hűtésre vonatkozó ausztenit-átalakulási diagramok, mint T-lgt koordináta-rendszerben felvett diagramok egy bizonyos hűtőközeg által meghatározott hűtési sebesség-vonal (lehűlési görbe) mentén mutatják az átalakulások kezdő és véghőmérsékletét, a hozzájuk tartozó időtartamokat, valamint a várható szövetelemeket ill. keménységértékeket is. Egy ausztenit-átalakulási diagram csak adott kémiai összetételre és kiinduló ausztenites állapotra (homogenitás, szemcseméret) vonatkozik, ezért elsősorban a hőkezelési gyakorlat szempontjából kvázioptimális A C (hipoeutektoidos acélnál) ill. A C (hipereutektoidos acélnál) hőmérsékleten végzett ausztenitesítést követő átalakulásokra készítik el a diagramokat. Nem egyensúlyi viszonyok között az α-ferrit és a cementitlemezes perlit mellett ferrit-tűs bénit ill. martenzit szövetelemek is képződhetnek az acélokban. 11
 ill. A 1 +50 C (hipereutektoidos acélnál) hőmérsékleten végzett ausztenitesítést követő átalakulásokra készítik el a diagramokat.")
12 Acélok hőkezelhetősége A hőkezelhetőség az anyag tulajdonságainak megváltoztatását célzó anyagszerkezet-változtató folyamatok feltételeinek való megfelelőséget minősíti. A hőkezelési cél elérése egyensúlyi irányba ható, vagy attól eltérő irányultságú anyagszerkezet-változáson alapul, s e két változat más-más feltételek meglétét követeli meg. A legnagyobb mennyiségben felhasznált fémes anyagok a vasötvözetek, melyeknek hőkezelhetőségét az edzhetőségük és az átedzhetőségük jellemzi: Az edzhetőséget az edzéssel (A 3 hőmérséklet feletti izzítással ausztenitesítéssel majd a kritikusnál nagyobb sebességű hűtéssel) elérhető legnagyobb keménység minősíti, ami gyakorlatilag csak a karbontartalom függvénye. A képződő martenzit akkor eredményez jelentős keménységnövekedést (HRC 45), ha a C 0,25%, ami egyben az edzhetőség kritériumának is tekinthető az ausztenitesítés (T > A 3 ) és a gyors hűtés (v hűlés v krit ) mellett. Az átedzhetőség azt fejezi ki, hogy az edzéssel elérhető keménység (ill. azzal arányban a szövetszerkezet martenzittartalma adott karbontartalom mellett) milyen mértékben függ a lehűlési sebességtől, azaz a gyártmány hűtőközeggel érintkező felületétől a belseje (magja) felé mért távolságtól. 12
 elérhető legnagyobb keménység minősíti, ami gyakorlatilag csak a karbontartalom függvénye.")
13 Hőkezelhetőség vizsgálata Az acélok hőkezelhetősége az ún. Jominy-féle véglapedző próbával minősíthető, amiből meghatározott Jominy-görbe a vízhűtésű véglaptól mért távolság függvényében adja meg a keménységet. Mivel a próbatest egyik vége vízben, másik vége levegőn hűl le, a keménység változása tulajdonképpen a lehűlési sebesség függvényében látható a Jominy-görbén. A Jominy-görbe kezdőpontja az edzhetőséget jellemzi, azaz az edzéssel elérhető keménységet adja, ami a karbontartalom függvénye. A görbe inflexiós pontjának véglaptól mért távolsága az átedzhetőség mértékét érzékelteti, mely az ötvözöttséggel növekszik. Egyetlen acél méréssel meghatározott Jominy-görbéjével minősíthető. Egy szabványos acélminőségre melynek kémiai összetétele, azaz ötvöző- és szennyezőtartalma intervallummal (tűréssel, szórással) van megadva csak Jominy-sáv értelmezhető. Egy konkrét gyártmány adott pontjában előírt edzés utáni keménység ill. szövetszerkezet akkor valósítható meg, ha ott legalább olyan hűlési sebesség alakul ki, mint amilyen a szóban forgó keménységhez tartozó Jominy-távolságra jellemző. Ez a hűlési sebesség azonosság teszi lehetővé a Jominy-vizsgálat eredményeinek felhasználását hőkezelési technológia tervezéséhez, pl. keménységtraverzszerkesztéshez. Ez a kérdéses anyagból készítendő hengeres munkadarab keresztmetszete mentén várható keménységeloszlást mutatja, adott hűtőközeggel megvalósuló edzést követően. 13

14 Acélok megeresztésállósága A megeresztésállóság a hőmérsékletváltozás (növekedés) következtében létrejövő szövetszerkezeti átalakulás és/vagy összetétel-módosulás miatti kopásállóság-változás mértékét (melegkopás-állóságot) jellemzi. Az ún. megeresztési görbében a keménység (rendszerint HV vagy HRC) változása fejezi ki a kopásállóság változását. Egyes nemesíthető (szerszám-) acélokban a megeresztés hatására kiváló szekunder karbidok egy jellegzetes keménység-maximumot eredményeznek az C-os hőmérséklet-tartományban, ami lehetővé teszi ilyen maximális hőmérsékleten való tartós alkalmazásukat. 14
 acélokban a megeresztés hatására kiváló szekunder karbidok egy jellegzetes keménység-maximumot eredményeznek az 500 600")
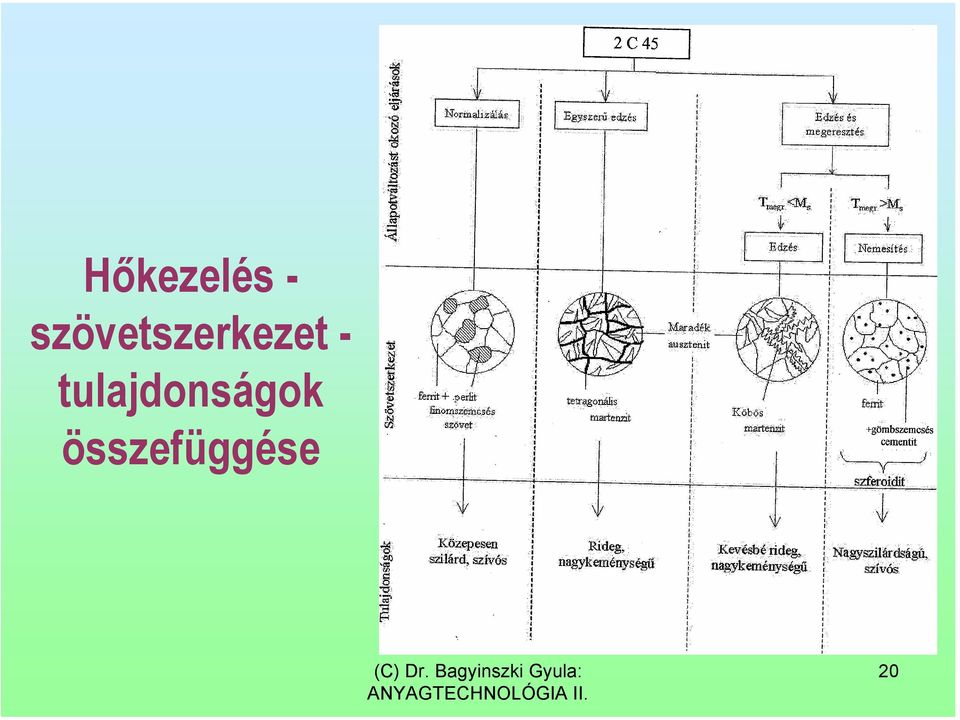
15 Acélok hőkezelésének alapjai Egyensúlyi átalakuláskor (lassú hűtéskor) képződő - cementit és ferrit lemezekből álló perlit eutektoid mennyisége a karbontartalomtól függ, az acél 0,76% C-nál tisztán perlites (eutektoidos), 0,76% C alatt hipoeutektoidos (ferrit-perlites) acélokról, felette hipereutektoidos (perlit-cementites) acélokról beszélünk. edzés + megeresztés = nemesítés átalakulási diagram Nem egyensúlyi folyamatos hűtésre vonatkozó ausztenit-átalakulási diagramban értelmezhető martenzites átalakulás karbonnal túltelített α-szilárd oldatot (martenzitet) eredményez, melynek térközepes köbös rácsa tetragonálissá torzult. Az edzést követő megeresztés során a martenzitből a karbid gömbszerű formájában kiválik és ún. szferoidit (finomszemcsés perlit) jön létre, szerszámacélokban kemény szekunder karbidok válnak ki. 15
 eredményez, melynek térközepes köbös rácsa tetragonálissá torzult. Az edzést követő megeresztés során a martenzitből a karbid gömbszerű formájában kiválik és ún.")
16 A keménység (szilárdság) és a szívósság ellentétesen - egymás rovására - változ(tathat)ó tulajdonságok, azaz a keménység-növelés szívósságcsökkenéshez, a szívósság-növelés keménység-csökkenéshez vezet. Ezért ha a felhasználás szempontjából ezen tulajdonságok valamilyen optimális vagy kvázioptimális arányának beállítása a cél, úgy a megfelelő anyagszerkezetváltozás legtöbbször egy lépésben nem biztosítható, tehát összetett hőkezelésre van szükség. Először egyensúlyitól jelentősen eltérő szerkezetet hoznak létre, majd alkalmas hőmérsékleten egyensúlyra irányuló folyamatokat engednek meg. Az összetett hőkezelések két szakaszból állnak: egy nagy hőmérsékletről történő gyors hűtésből (Quenching) és egy kisebb hőmérsékletű hőntartásból, azaz megeresztésből (Tempering). Egyes acélok martenzites edzése + szferoidizáló megeresztése a nemesítés, a nemesíthető Al-ötvözetek oldó hőkezelése + öregítő megeresztése a kiválásos keményítés vagy szegregációs nemesítés. A munkadarabok hevítésekor és hűtésekor a felületi kéreg és a belső mag közötti hőmérséklet-különbségek, továbbá az átalakulási folyamatokat kísérő fajtérfogatváltozások feszültségeket hoz(hat)nak létre. Ezek a termikus és átalakulási feszültségek vetemedéshez (deformációhoz), sőt repedéshez vezethetnek, ezért a hevítést és a hűtést két vagy több hőfoklépcsővel, hőmérséklet-kiegyenlítő szakaszok beiktatásával célszerű végrehajtani. 16

17 Hőfeszültségek akadályozott hőtágulásnál Hőfeszültségek keletkeznek nagyobb keresztmetszetű anyagdarabok hevülésekor vagy hűlésekor, az eltérő sebességgel melegedő vagy hűlő felület és mag (belső részek) között (pl. hőkezelési vagy bizonyos hegesztési műveleteknél). Ez az akadályozott hőtágulás okozta hőfeszültség hozzáadódik az igénybevételi feszültségekhez, ami túlterheléshez, gyors károsodáshoz (pl. repedéshez) vezet(het). PÉLDA: a 0,2% (ε = 0,002) maradó alakváltozáshoz rendelt egyezményes folyáshatár fölé szilárdságra (s egyben meghatározott pontosságra) méretezett anyag igénybevétele nem kerülhet. Az α = 12, / C lineáris hőtágulási együtthatójú, E = 2, N/mm 2 (példában hőmérséklettől független) rugalmassági modulusú acélban - kis távolságon belül - mekkora hőmérsékletkülönbség engedhető meg, hogy ne lépjük túl a 0,2 %-os alakváltozást (azaz ne okozzunk számottevő maradó deformációt)? A hőtágulási képletet átrendezve: d α T = = ε d 0 εmax 0002, T o max = = = 160 C, 6 α 12, 5 10 hőmérsékletkülönbség is üzemi terhelés nélkül folyáshatárt elérő hőfeszültséget okozhat, sőt az anyagban előforduló repedés terjedőképessé válhat, ill. törést okozhat! Ezért fontos a hevítési és hűtési sebességek (ill. hevítő- és hűtő-közegek) körültekintő megválasztása. A képletből (ε = σ/e formula felhasználásával) következik, hogy T max = R eh /E α, ill. T max = R p0,2 /E α lehet. 17
 maradó alakváltozáshoz rendelt egyezményes folyáshatár fölé szilárdságra (s egyben meghatározott pontosságra) méretezett anyag igénybevétele nem kerülhet.")
18 Hőkezelő kemencék Az elérhető hőmérséklet, a hevítőtér nagysága és atmoszférája tekintetében is különböznek, de főként konstrukciós kialakításuk szerint csoportosíthatók, azaz vannak: szakaszos üzeműek: kamrás-, tokos-, sugárzócsöves-, aknás-, harang-, tégelykemencék; folyamatos üzeműek: alagút-, szállítószalagos-, mozgófenekű-, gurító-, tolókemencék. 18

19 Anyagszerkezeti egyensúlytól eltérítő hőkezelés Az edzés a szükségesnek megfelelő karbontartalmú (C 0,25 %) acélok meghatározott hőmérséklet feletti (T A >A 3 =f/acél összetétele/) ausztenitesítése és azt követő gyors hűtése (v hűtés >v krit =f/acél összetétele/), kemény (HRC>45) szövetszerkezet (martenzites) kialakítása céljából. Az ausztenitesítés hőntartási időtartamát a munkadarab felülete és magja közötti hőmérséklet-különbség kiegyenlítődési ideje és a (kvázi)homogén ausztenit létrejöttéhez szükséges diffúziós folyamatok időszükséglete határozza meg. Az ausztenitesítési hőmérséklet növelése a diffúzió időszükségletét csökkenti, az ausztenit homogenitását javítja, de szemcsedurvulást okoz, ezért értéke felülről is korlátozott. A hagyományos martenzites edzésnél a mag késleltetett, térfogat-növekedéssel járó átalakulása a már előzőleg martenzitessé vált kéreg átrepedését okozhatja. A martemperálás (lépcsős- vagy termáledzés) során a gyors hűtést csak a martenzites átalakulás kezdeti (start) hőmérsékletéig (M s ) alkalmazzák, hogy még ausztenites állapotban legyen mód hőkiegyenlítődésre. A martenzites átalakulás ezek után lassabb hűtéssel, gyakorlatilag a kéregben és a magban egyidejűleg mehet végbe. Az ausztemperáláskor a hűtőközeg hőmérsékletével jól szabályozhatók a tulajdonságok, sőt bizonyos esetekben "megtakarítható" az egyébként edzés után szükségessé váló kisebb hőfokú megeresztés alkalmazása. A hőmérséklet-kiegyenlítődés ausztenites állapotban, az átalakulás állandó hőmérsékleten megy végbe, így minimális a hőkezelési méretváltozás (vetemedés), a repedés gyakorlatilag kizárható. 19

20 Hőkezelés - szövetszerkezet - tulajdonságok összefüggése 20
21 Acélok jellegzetes szövetszerkezetei 21
22 Hűtés és mélyhűtés A lehűtés módját, közegét (pl. víz, olaj, levegő) ill. intenzitását (sebességét) az acél ötvözöttségétől függő átedzhetőség mértékének, valamint a vetemedés és a repedés veszélyének figyelembe vételével kell megválasztani. A nagy(obb) karbontartalmú acélok kisebb M s és M f hőmérséklete miatt a műhelyhőmérsékletű hűtőközegben történő edzés után jelentős is lehet a létrejött szövetszerkezetben a maradék vagy más elnevezéssel "rest" (át nem alakult) ausztenittartalom. Néhány %-os arányban az alkatrész- és szerszámgyártás terén nem zavaró, de precíziós mérőeszközök készítésénél káros lehet, mert későbbi átalakulása idővel méretváltozást okoz, ezért negatív hőmérsékletű (kb. -60 C-os szárazjég /szilárd CO 2 / - alkohol elegyben vagy -196 C-os cseppfolyós nitrogénben végzett) mélyhűtéssel átalakítják martenzitté. 22
23 Oldó hőkezelés A szegregációsan nemesíthető ötvözetek: egyes Al-ötvözetek, maraging acélok, Ni- ill. Co-bázisú kemény- vagy szuperötvözetek, bizonyos hő- ill. korrózióálló acélok nemesedésének feltételeit megteremtő oldó hőkezelés olyan "edzés", ami a nagy hőmérsékletű homogenizálást követő gyors hűtéssel túltelített (hőmérséklet-csökkenéssel - egyensúlyi körülmények között - együttjáró korlátolt oldódásban gátolt) szilárd oldatos és egyben lágy állapotba hozza az ötvözetet. 23
24 Termomechanikus kezelések A termomechanikus kezelések képlékeny alakítással kombinált hőkezelések. A termikus (hőkezelő) technológiákhoz képest kedvezőbb szilárdság-szívósság arányt biztosítanak a szemcsék ill. a kiválások finomítása révén, kihasználva az alakváltozással járó anyagszerkezeti jelenségeket. A primer edzés hengerlési vagy kovácsolási hőmérsékletről történő edzés, így az alakítás véghőmérséklete azonos az edzés ausztenitesítési hőmérsékletével. A nagymértékű melegalakítás során lejátszódó újrakristályosodás finomabb szemcseméretet eredményez, mint amilyen újrahevítéssel elérhető lenne. Az auszforming eljárás során a felhevített anyagot túlhűtött ausztenites állapotban alakítják és utána edzik. A nagyhőmérsékletű auszforming a primer edzésnél finomabb ausztenitszemcséket eredményez, a kisebb hőmérsékletű rekrisztallizáció révén. A kishőmérsékletű auszforming esetén az alakított ausztenites anyag már nem tud újrakristályosodni, a deformált ausztenitszemcsékből még finomabb martenzites anyagszerkezet jön létre, kedvezőbb feltételeket adva a megeresztéshez. Mivel nagy alakítási ellenállású anyagon, fűtött szerszámmal kell nagymértékű alakítást végezni, ezért igen költséges eljárás (gép, szerszám, energia vonatkozásában). 24
25 Acélok normalizáló és termomechanikus hengerlése 25
26 Szegregációsan nemesíthető ötvözetek alakítása A szegregációsan nemesíthető ötvözetek oldó hőkezelés utáni lágy állapotukban még hidegen is jól alakíthatók. Ha ilyen alakított anyag kerül öregítő megeresztésre, akkor diszperzebb kiválások jönnek létre benne, jobb szilárdságot és szívósságot eredményezve. Az ún. önnemesedő (természetesen, azaz műhelyhőmérsékleten öregedő) alumíniumötvözetek melegsajtoló technológiája az oldó hőkezelés hőmérsékletén végezhető, miáltal finomszemcsés újrakristályosodás is végbemegy. Az önnemesedés ezután raktározás ("hevertetés") közben történik meg. 26
27 Szegregációsan nemesíthető ötvözetek lágy állapotba hozatala alkalmasan megválasztott hőmérsékletű homogenizálást követő gyors hűtéssel, azaz a szilárd oldat "befagyasztásával" homogén (egyfázisú) lágy állapot érhető el; oldó hőkezelést követő túlöregítéssel, vagyis a szegregátumok méretének eldurvításával heterogén (többfázisú) lágy állapot biztosítható, ami már (újra) egyensúlyi állapotot jelent. Ez utóbbi a felhasználás szempontjából kerülendő, ezért a szegregációsan nemesedő (kiválásosan keményedő) anyagok megeresztési vagy öregítési hőmérsékletét úgy kell megválasztani, hogy a kiválások rácstorzító hatása a lehető legnagyobb legyen. Ehhez az alapfém rácsával koherensen összeépülő, vagyis elkülönülő (inkoherens) rácsot nem alkotó, sztöchiometriailag vegyületnek tekinthető, diszperz kiválások (finom méretű szegregátumok) megjelenésének előidézése szükséges. 27
28 Korrózióálló acélok szövetszerkezete A vasnak a krómmal és a nikkellel alkotott szilárd oldatai közé tartoznak a korrózióálló (rozsdamentes, INOX, STAINLESS), a saválló és a hőálló acélok. A korrózióállóság biztosításához nagy tisztaság (szennyező elemektől való mentesség, finomszemcsés állapot, homogén szövetszerkezet (ausztenites, ferrites) és az ún. rezisztenciahatárok által megszabott passziváló ötvöző mennyiség (pl. min. 12% Cr, vagy 18% Cr + 8% Ni = 18/8) adagolása szükséges, nagyon alacsony C- tartalom mellett). Schäeffler-diagram A Schäeffler-diagramból kiválaszthatók a megfelelő összetételű ötvözetek ill. ezek hegesztéséhez szükséges hozaganyagok is. A diagram használatához az ún. ferritképző ötvözök (Cr, Mo, Si, Nb) Cregyenértékét ill. az ún. ausztenitképző ötvözők (Ni, C, Mn) Ni-egyenértékét kell alapul venni. 28
29 Ausztenites korrózióálló acélok hőkezelése Oldó hőkezelést követő gyorshűtéses "befagyasztás" alkalmazható az ausztenites korrózióálló acélok homogenitását megbontó, így korróziós érzékenységét növelő króm-karbid kiválások ill. rendezett rácsú ún. szigma-fázis kiválások megszüntetésére is. 29
30 Ausztenites korrózióálló acélok hegesztéskori szerkezetváltozása 30
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
Anyagtudomány - 11. Előadás. Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok
 - 11. Előadás Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok 1 Az izotermikus átalakulási diagramok t 1 A túlhűtöttség hatása (K k és G hatása) T 1 C-görbe
- 11. Előadás Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok 1 Az izotermikus átalakulási diagramok t 1 A túlhűtöttség hatása (K k és G hatása) T 1 C-görbe
A hőkezeléseket három lépésben végzik el:
 A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
Atomerőművi anyagvizsgálatok 4. előadás: Fémtan
 Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: Fémtan Tárgyfelelős: Dr. Aszódi Attila Előadó: Kiss Attila 2012-2013. ősz
Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: Fémtan Tárgyfelelős: Dr. Aszódi Attila Előadó: Kiss Attila 2012-2013. ősz
ELLENŐRZŐ KÉRDÉSEK. Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés
 ELLENŐRZŐ KÉRDÉSEK Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés 1. Sorolja fel a szilárd halmazállapotú kristályos anyagokban
ELLENŐRZŐ KÉRDÉSEK Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés 1. Sorolja fel a szilárd halmazállapotú kristályos anyagokban
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Anyagtudomány. Vasötvözetek fémtana. Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak
 Vasötvözetek fémtana Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak 1 Vasötvözetek osztályozása Két alapvető csoport: 1. Acélok (0 % < C < 2,06 %) Hypo-eutektoidos acélok (C < 0,8 %) Eutektoidos
Vasötvözetek fémtana Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak 1 Vasötvözetek osztályozása Két alapvető csoport: 1. Acélok (0 % < C < 2,06 %) Hypo-eutektoidos acélok (C < 0,8 %) Eutektoidos
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Anyagszerkezettan vizsgajegyzet
 - 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
- 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
Felkészülést segítő kérdések
 Felkészülést segítő kérdések 1. Rajzolja fel egy lágyacél szakító diagramját. Nevezze meg a jellegzetes szakaszokat. I. Rugalmas alakváltozás: a terhelés megszűnése után a darab visszanyeri eredet alakját.
Felkészülést segítő kérdések 1. Rajzolja fel egy lágyacél szakító diagramját. Nevezze meg a jellegzetes szakaszokat. I. Rugalmas alakváltozás: a terhelés megszűnése után a darab visszanyeri eredet alakját.
Mérnöki anyagok NGB_AJ001_1
 NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
Mérnöki anyagok NGB_AJ001_1. 1. Ötvözők hatása 2. Szerkezeti acélok
 Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
Az alakítási textúra hatása a saválló acélokban végbemenő fázisátalakulásokra
 Az alakítási textúra hatása a saválló acélokban végbemenő fázisátalakulásokra Nagy Erzsébet 1, Dr. Mertinger Valéria 2, Dr. Tranta Ferenc 3, Sólyom Jenő 4 1 doktorandusz hallgató, 2 egyetemi adjunktus,
Az alakítási textúra hatása a saválló acélokban végbemenő fázisátalakulásokra Nagy Erzsébet 1, Dr. Mertinger Valéria 2, Dr. Tranta Ferenc 3, Sólyom Jenő 4 1 doktorandusz hallgató, 2 egyetemi adjunktus,
A nagytermi gyakorlat fő pontjai
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2008/09 Fe-C állapotábra Dr. Reé András ree@eik.bme.hu Fe-C 1 A nagytermi gyakorlat fő pontjai A Fe-C állapotábra felépítése Stabil (grafit) rendszer Metastabil
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2008/09 Fe-C állapotábra Dr. Reé András ree@eik.bme.hu Fe-C 1 A nagytermi gyakorlat fő pontjai A Fe-C állapotábra felépítése Stabil (grafit) rendszer Metastabil
A melegen hengerelt acélszalagok tulajdonságainak javítása a szalaghűtő-rendszer optimalizálásával
 Ph.D. értekezés A melegen hengerelt acélszalagok tulajdonságainak javítása a szalaghűtő-rendszer optimalizálásával Sebő Sándor okl. kohómérnök Témavezető: Dr. Voith Márton egyetemi tanár A doktori iskola
Ph.D. értekezés A melegen hengerelt acélszalagok tulajdonságainak javítása a szalaghűtő-rendszer optimalizálásával Sebő Sándor okl. kohómérnök Témavezető: Dr. Voith Márton egyetemi tanár A doktori iskola
KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE
 KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 TARTALOM Korrózi zióálló acélok
KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 TARTALOM Korrózi zióálló acélok
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram)
") A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
ALAKVÁLTOZÁS INDUKÁLTA MARTENZITES ÁTALAKULÁS AUSZTENITES Cr-Ni ACÉLOKBAN
 ALAKVÁLTOZÁS INDUKÁLTA MARTENZITES ÁTALAKULÁS AUSZTENITES Cr-Ni ACÉLOKBAN (PhD értekezés) Készítette: Nagy Erzsébet okl. anyagmérnök Miskolci Egyetem Fémtani és Képlékenyalakítástani Tanszék Kerpely Antal
ALAKVÁLTOZÁS INDUKÁLTA MARTENZITES ÁTALAKULÁS AUSZTENITES Cr-Ni ACÉLOKBAN (PhD értekezés) Készítette: Nagy Erzsébet okl. anyagmérnök Miskolci Egyetem Fémtani és Képlékenyalakítástani Tanszék Kerpely Antal
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Orvosi implantátumok anyagai
 11 Orvosi implantátumok anyagai Dr. Mészáros István Anyagtudomány és Technológia Tanszék Sebészeti, fogorvosi alkalmazások Fémek, ötvözetek Kerámiák Polimerek Kompozitok Fémek ötvözetek hátrányai: korrózió,
11 Orvosi implantátumok anyagai Dr. Mészáros István Anyagtudomány és Technológia Tanszék Sebészeti, fogorvosi alkalmazások Fémek, ötvözetek Kerámiák Polimerek Kompozitok Fémek ötvözetek hátrányai: korrózió,
Anyagmérnöki Tudományok, 37. kötet, 1. szám (2012), pp. 165 174.
, pp. 165 174.") Anyagmérnöki Tudományok, 37. kötet, 1. szám (2012), pp. 165 174. ACÉL SZÖVETSZERKEZET MODELLEK LÉTREHOZÁSA ANYAGTUDOMÁNYI SZIMULÁCIÓKHOZ GENERATION OF MODEL MICROSTRUCTURES OF STEELS FOR MATERIALS SCIENCE
Anyagmérnöki Tudományok, 37. kötet, 1. szám (2012), pp. 165 174. ACÉL SZÖVETSZERKEZET MODELLEK LÉTREHOZÁSA ANYAGTUDOMÁNYI SZIMULÁCIÓKHOZ GENERATION OF MODEL MICROSTRUCTURES OF STEELS FOR MATERIALS SCIENCE
A hőkezelés célja. Hőkezelési eljárások. Fémek hőkezelése. Tipikus hőkezelési ciklus
 NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
Vas- karbon ötvözetrendszer
 Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Vas- karbon ötvözetrendszer Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos, és szaggatott vonallal is fel vannak
Lézersugaras technológiák II. Buza, Gábor
 Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Nettó árak, érvényes 2015.07.31-ig. nagyobb teljesítmény, mint amire számít. HOLEX ProSteel a tömör keményfém HPC nagyoló marók új generációja.
 ettó árak, érvényes 1.7.1-ig nagyobb teljesítmény, t amire számít. OLEX roteel a tömör keményfém C k új generációja. OLEX roteel ehop.hoffmann-group.com Acél forgácsolása Az acél széntartalma Öntöttvas
ettó árak, érvényes 1.7.1-ig nagyobb teljesítmény, t amire számít. OLEX roteel a tömör keményfém C k új generációja. OLEX roteel ehop.hoffmann-group.com Acél forgácsolása Az acél széntartalma Öntöttvas
Egyensúlyitól eltérő átalakulások
 Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
Egyensúlyitól eltérő átalakulások Egyensúlyitól eltérő átalakulások Az előzőekben láttuk, hogy az egyensúlyi diagramok alapján meg lehet határozni a kristályosodás, a fázis átalakulások stb. hőmérsékleteit.
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék. Hőkezelés 2. (PhD) féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2
 féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2") BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
Vas- karbon ötvözetrendszer. Összeállította: Csizmazia Ferencné dr.
 Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
Javító és felrakó hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Vas és szén. Anyagismeret, anyagkivála sztás. Acél jellemzıi. Egyéb alkotók: ötvözı vagy szennyezı?
 Vas és szén Anyagismeret, anyagkivála sztás Dr. Horváth László Vegyi összetétel és hatása az acél tulajdonságaira Acél szennyezıi, ötvözıi Gyártástechnológia hatása Hımérséklet, kristályszerkezet Szerkezeti
Vas és szén Anyagismeret, anyagkivála sztás Dr. Horváth László Vegyi összetétel és hatása az acél tulajdonságaira Acél szennyezıi, ötvözıi Gyártástechnológia hatása Hımérséklet, kristályszerkezet Szerkezeti
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Szabó Péter János. Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval
 Szabó Péter János Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval c. MTA doktori értekezés bírálata A 114. szövegoldalon 112
Szabó Péter János Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval c. MTA doktori értekezés bírálata A 114. szövegoldalon 112
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Fe-C állapotábra ábra A Fe-C ötvözetek állapotábrája
 41 Fe-C állapotábra Nagy ipari jelentőségük miatt a Fe C ötvözetek állapotábrája volt az első, amit a XX. század elején megszerkesztettek. Azóta az anyagszerkezeti ismeretek jelentősen bővültek, a mérőeszközök
41 Fe-C állapotábra Nagy ipari jelentőségük miatt a Fe C ötvözetek állapotábrája volt az első, amit a XX. század elején megszerkesztettek. Azóta az anyagszerkezeti ismeretek jelentősen bővültek, a mérőeszközök
Gépészet szakmacsoport. Porkohászat
 1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
1 Porkohászat Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében A porkohászat folyamatai
Mérnöki anyagok Járműszerkezeti anyagok. Vas-karbon ötvözetrendszer Egyensúlyi átalakulások
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Mérnöki anyagok Járműszerkezeti anyagok Vas-karbon ötvözetrendszer Egyensúlyi átalakulások Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Mérnöki anyagok Járműszerkezeti anyagok Vas-karbon ötvözetrendszer Egyensúlyi átalakulások Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
1 A fémek és ötvözetek kristályosodása
 1 A fémek és ötvözetek kristályosodása A fémek, ötvözetek atomjai olvadt állapotaikban a rövidtávú rendezettség állapotában találhatók; az atomokra nem hatnak az azokat rácspontokba rögzítő atomos kötőerők,
1 A fémek és ötvözetek kristályosodása A fémek, ötvözetek atomjai olvadt állapotaikban a rövidtávú rendezettség állapotában találhatók; az atomokra nem hatnak az azokat rácspontokba rögzítő atomos kötőerők,
SZERSZÁMKÉSZÍTŐ MESTERVIZSGÁRA FELKÉSZÍTŐ JEGYZET
 SZERSZÁMKÉSZÍTŐ MESTERVIZSGÁRA FELKÉSZÍTŐ JEGYZET Budapest, 2014 Szerzők: Terdik János Zeller László Lektorálta: Óvári Mihály Kiadja: Magyar Kereskedelmi és Iparkamara A tananyag kidolgozása a TÁMOP-2.3.4.B-13/1-2013-0001
SZERSZÁMKÉSZÍTŐ MESTERVIZSGÁRA FELKÉSZÍTŐ JEGYZET Budapest, 2014 Szerzők: Terdik János Zeller László Lektorálta: Óvári Mihály Kiadja: Magyar Kereskedelmi és Iparkamara A tananyag kidolgozása a TÁMOP-2.3.4.B-13/1-2013-0001
Anyagszerkezet és vizsgálat. 4. Előadás: Vas-karbon ötvözetrendszer
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 4. Előadás: Vas-karbon ötvözetrendszer 2010. 10. 11. Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék Anyagszerkezet és vizsgálat NGB_AJ021_1 4. Előadás: Vas-karbon ötvözetrendszer 2010. 10. 11. Dr. Hargitai Hajnalka (Csizmazia Ferencné dr.
Szilárdság (folyáshatár) növelési eljárások
 növelési eljárások") Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Képlékeny alakítás Szilárdság (folyáshatár) növelési eljárások Szemcseméret csökkentés Hőkezelés Ötvözés allotróp átalakulással rendelkező ötvözetek kiválásos nemesítés diszperziós keményítés interstíciós
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
Színfémek és ötvözetek egyensúlyi lehőlése
 Színfémek és ötvözetek egyensúlyi lehőlése 1 Színfém lehőlési görbéje (nincs allotróp átalakulás) F + Sz = K + 1. K = 1 1. Szakasz F=1 olvadék Sz =1 T változhat 2. Szakasz F=2 olvadék + szilárd Sz= 0 T
Színfémek és ötvözetek egyensúlyi lehőlése 1 Színfém lehőlési görbéje (nincs allotróp átalakulás) F + Sz = K + 1. K = 1 1. Szakasz F=1 olvadék Sz =1 T változhat 2. Szakasz F=2 olvadék + szilárd Sz= 0 T
BÍRÁLAT. Szabó Péter János
 BÍRÁLAT Szabó Péter János Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval című MTA doktori értekezéséről A Szabó Péter János
BÍRÁLAT Szabó Péter János Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval című MTA doktori értekezéséről A Szabó Péter János
Tevékenység: Tanulmányozza a 4. táblázatot! Gyűjtse ki és tanulja meg a nagyszilárdságú mélyhúzott finom acélok típusait és jelölésüket!
 A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
Az ötvözők hatása az acélok tulajdonságaira
 Az ötvözők hatása az acélok tulajdonságaira Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai Alapötvözők és ötvözők Szennyezők A karbon hatása Az ötvözők
Az ötvözők hatása az acélok tulajdonságaira Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai Alapötvözők és ötvözők Szennyezők A karbon hatása Az ötvözők
Könnyűfém és szuperötvözetek
 Könnyűfém és szuperötvözetek Anyagismeret a gyakorlatban Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai A könnyűfémek definíciója Alumínium és ötvözetei Magnézium és
Könnyűfém és szuperötvözetek Anyagismeret a gyakorlatban Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai A könnyűfémek definíciója Alumínium és ötvözetei Magnézium és
A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál
 1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
1 A szárazmegmunkálás folyamatjellemzőinek és a megmunkált felület minőségének vizsgálata keményesztergálásnál A keményesztergálás, amelynél a forgácsolás 55 HRC-nél keményebb acélon, néhány ezred vagy
Műanyagalakító szerszámacélok
 Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Kazánok. Hőigények csoportosítása és jellemzőik. Hőhordozó közegek, jellemzőik és főbb alkalmazási területeik
 Kazánok Kazánnak nevezzük azt a berendezést, amely tüzelőanyag oxidációjával, vagyis elégetésével felszabadítja a tüzelőanyag kötött kémiai energiáját, és a keletkezett hőt hőhordozó közeg felmelegítésével
Kazánok Kazánnak nevezzük azt a berendezést, amely tüzelőanyag oxidációjával, vagyis elégetésével felszabadítja a tüzelőanyag kötött kémiai energiáját, és a keletkezett hőt hőhordozó közeg felmelegítésével
A korrózió elleni védekezés módszerei. Megfelelő szerkezeti anyag alkalmazása
 A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
Az anyagok mágneses tulajdonságai
 BME, Anyagtudomány és Technológia Tanszék Dr. Mészáros István Mágneses tulajdonságok, mágneses anyagok Előadásvázlat 2013. 1 Az anyagok mágneses tulajdonságai Alkalmazási területek Jelentőségük (lágy:
BME, Anyagtudomány és Technológia Tanszék Dr. Mészáros István Mágneses tulajdonságok, mágneses anyagok Előadásvázlat 2013. 1 Az anyagok mágneses tulajdonságai Alkalmazási területek Jelentőségük (lágy:
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Hidegalakító szerszámacélok
 Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
Hőkezelési utasítások készítése
 ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagtechnológia (Hegesztés, hőkezelés) készítése Dr. Palotás Béla palotasb@eik.bme.hu Hőkezelési ciklus, ºC hőntartás, t hőntartás megeresztés hőkiegyenlítés t megeresztés
ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagtechnológia (Hegesztés, hőkezelés) készítése Dr. Palotás Béla palotasb@eik.bme.hu Hőkezelési ciklus, ºC hőntartás, t hőntartás megeresztés hőkiegyenlítés t megeresztés
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Verő Balázs, Bereczki Péter, Csepeli Zsolt, Sebő Sándor. Workshop Dunaújváros, 2014.02.25.
 Egységes technikai és technológiai megoldás többes fázisú, ultrafinom szemcseméretű acélszalagok előállítására egy szabadalmi bejelentés története és tartalma Verő Balázs, Bereczki Péter, Csepeli Zsolt,
Egységes technikai és technológiai megoldás többes fázisú, ultrafinom szemcseméretű acélszalagok előállítására egy szabadalmi bejelentés története és tartalma Verő Balázs, Bereczki Péter, Csepeli Zsolt,
FERROMÁGNESES ANYAGOK RONCSOLÁSMENTES VIZSGÁLATA MÁGNESESHISZTERÉZIS-ALHURKOK MÉRÉSE ALAPJÁN. Mágneses adaptív teszt (MAT) Vértesy Gábor
 Vértesy Gábor") FERROMÁGNESES ANYAGOK RONCSOLÁSMENTES VIZSGÁLATA MÁGNESESHISZTERÉZIS-ALHURKOK Vértesy Gábor MÉRÉSE ALAPJÁN MTA TTK Műszaki Fizikai és Anyagtudományi Intézet Olyan új, gyorsan elvégezhetô, megbízható és
FERROMÁGNESES ANYAGOK RONCSOLÁSMENTES VIZSGÁLATA MÁGNESESHISZTERÉZIS-ALHURKOK Vértesy Gábor MÉRÉSE ALAPJÁN MTA TTK Műszaki Fizikai és Anyagtudományi Intézet Olyan új, gyorsan elvégezhetô, megbízható és
2. tétel. 1. Nemfémes szerkezeti anyagok: szerves ( polimer ) szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )
 szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )") 2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
Állandó permeabilitás esetén a gerjesztési törvény más alakban is felírható:
 1. Értelmezze az áramokkal kifejezett erőtörvényt. Az erő iránya a vezetők között azonos áramirány mellett vonzó, ellenkező irányú áramok esetén taszító. Az I 2 áramot vivő vezetőre ható F 2 erő fellépését
1. Értelmezze az áramokkal kifejezett erőtörvényt. Az erő iránya a vezetők között azonos áramirány mellett vonzó, ellenkező irányú áramok esetén taszító. Az I 2 áramot vivő vezetőre ható F 2 erő fellépését
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
Nem vas fémek és ötvözetek
 Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
1. gy. SÓ OLDÁSHŐJÉNEK MEGHATÁROZÁSA. Kalorimetriás mérések
 1. gy. SÓ OLDÁSHŐJÉNEK MEGHATÁROZÁSA Kalorimetriás mérések A fizikai és kémiai folyamatokat energiaváltozások kísérik, melynek egyik megnyilvánulása a hőeffektus. A rendszerben ilyen esetekben észlelhető
1. gy. SÓ OLDÁSHŐJÉNEK MEGHATÁROZÁSA Kalorimetriás mérések A fizikai és kémiai folyamatokat energiaváltozások kísérik, melynek egyik megnyilvánulása a hőeffektus. A rendszerben ilyen esetekben észlelhető
Mérnöki anyagok NGB_AJ001_1. Szerkezeti acélok
 Mérnöki anyagok NGB_AJ001_1 Szerkezeti acélok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Oldalszám: 2 Vas alapú ötvözetek Nyersvas Öntészeti
Mérnöki anyagok NGB_AJ001_1 Szerkezeti acélok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Oldalszám: 2 Vas alapú ötvözetek Nyersvas Öntészeti
(11) Lajstromszám: E 004 142 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 004 142 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000004142T2! (19) HU (11) Lajstromszám: E 004 142 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 72816 (22) A bejelentés napja:
!HU000004142T2! (19) HU (11) Lajstromszám: E 004 142 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 72816 (22) A bejelentés napja:
Korszerű alumínium ötvözetek és hegesztésük
 MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
1 modul 2. lecke: Nikkel alapú szuperötvözetek
 1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
1 modul 2. lecke: Nikkel alapú szuperötvözetek A lecke célja: a nikkel alapú szuperötvözetek példáján keresztül megismerjük általában a szuperötvözetek viselkedését és alkalmazásait. A kristályszerkezet
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Elmélet. Lindabról. Comfort és design. A termékek áttekintése / jelmagyarázat. elmélet. Mennyezeti anemosztátok - látható szerelési mód
 Elmélet Lindabról Comfort és design A termékek áttekintése / jelmagyarázat Elmélet Mennyezeti anemosztátok Mennyezeti anemosztátok - látható szerelési mód Csatlakozódobozok Fali befúvók Sugárfúvókák Ventiduct
Elmélet Lindabról Comfort és design A termékek áttekintése / jelmagyarázat Elmélet Mennyezeti anemosztátok Mennyezeti anemosztátok - látható szerelési mód Csatlakozódobozok Fali befúvók Sugárfúvókák Ventiduct
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Anyagismeret. 4. előadás
 Anyagismeret 4. előadás Egyfázisú fémes anyagok mechanikai tulajdonságait befolyásoló tényezők Alakváltozás mechanizmus térkép Rugalmas alakvátozás Ha a terhelő erő viszonylag kicsi, az alakváltozás úgy
Anyagismeret 4. előadás Egyfázisú fémes anyagok mechanikai tulajdonságait befolyásoló tényezők Alakváltozás mechanizmus térkép Rugalmas alakvátozás Ha a terhelő erő viszonylag kicsi, az alakváltozás úgy
GRANE Szerszám- és mûanyagformaacél
 SZERSZÁMACÉL ISMERTETÕ GRANE Szerszám- és mûanyagformaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A GRANE egy króm-nikkel-molibdén-ötvözésû szerszámacél sz alábbi
SZERSZÁMACÉL ISMERTETÕ GRANE Szerszám- és mûanyagformaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A GRANE egy króm-nikkel-molibdén-ötvözésû szerszámacél sz alábbi
Elektromágneses hullámok, a fény
 Elektromágneses hullámok, a fény Az elektromos töltéssel rendelkező testeknek a töltésük miatt fellépő kölcsönhatását az elektromos és mágneses tér segítségével írhatjuk le. A kölcsönhatás úgy működik,
Elektromágneses hullámok, a fény Az elektromos töltéssel rendelkező testeknek a töltésük miatt fellépő kölcsönhatását az elektromos és mágneses tér segítségével írhatjuk le. A kölcsönhatás úgy működik,
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
ÁLLATTARTÁS MŰSZAKI ISMERETEI. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Szemestermények szárítása és tárolása 1. Nedves termények szárítástechnikai tulajdonságai 2. Szárítólevegő
ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Szemestermények szárítása és tárolása 1. Nedves termények szárítástechnikai tulajdonságai 2. Szárítólevegő
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
XVIII-XIX. SZÁZADBAN KÉZMŰVES TECHNOLÓGIÁVAL KÉSZÍTETT KOVÁCSOLTVAS ÉPÜLETSZERKEZETI ELEMEK VIZSGÁLATA
 Budapesti Műszaki és Gazdaságtudományi Egyetem Építészmérnöki Kar Csonka Pál Doktori Iskola XVIII-XIX. SZÁZADBAN KÉZMŰVES TECHNOLÓGIÁVAL KÉSZÍTETT KOVÁCSOLTVAS ÉPÜLETSZERKEZETI ELEMEK VIZSGÁLATA Tézisfüzet
Budapesti Műszaki és Gazdaságtudományi Egyetem Építészmérnöki Kar Csonka Pál Doktori Iskola XVIII-XIX. SZÁZADBAN KÉZMŰVES TECHNOLÓGIÁVAL KÉSZÍTETT KOVÁCSOLTVAS ÉPÜLETSZERKEZETI ELEMEK VIZSGÁLATA Tézisfüzet
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MEGHÍVÓ. MTA-ME Anyagtudományi Kutatócsoport eredményei
 MEGHÍVÓ A Magyar Tudományos Akadémia Miskolci Területi Bizottsága (MTA-MAB) és az Anyagtudományi-Metallurgiai Szakbizottság Anyagtudományi és Technológiai Munkabizottsága tisztelettel meghívja Önt az MTA-ME
MEGHÍVÓ A Magyar Tudományos Akadémia Miskolci Területi Bizottsága (MTA-MAB) és az Anyagtudományi-Metallurgiai Szakbizottság Anyagtudományi és Technológiai Munkabizottsága tisztelettel meghívja Önt az MTA-ME
Kerámia, üveg és fém-kerámia implantátumok. BME Anyagtudomány és Technológia Tsz.
 Kerámia, üveg és fém-kerámia implantátumok BME Anyagtudomány és Technológia Tsz. Bevezetés A kerámiákat régóta használja az orvostechnika implantátumanyagként, elsõsorban bioinert tulajdonságaik, kopásállóságuk
Kerámia, üveg és fém-kerámia implantátumok BME Anyagtudomány és Technológia Tsz. Bevezetés A kerámiákat régóta használja az orvostechnika implantátumanyagként, elsõsorban bioinert tulajdonságaik, kopásállóságuk
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
NAPJAINK JÁRMŰKAROSSZÉRIA ANYAGAI THE PRESENT BODY IN WHITE MATERIALS
 Gradus Vol 2, No 2 (2015) 209-224 ISSN 2064-8014 NAPJAINK JÁRMŰKAROSSZÉRIA ANYAGAI THE PRESENT BODY IN WHITE MATERIALS Béres Gábor 1*, Danyi József 1, Végvári Ferenc 1, Tisza Miklós 2 1 Anyagtechnológia
Gradus Vol 2, No 2 (2015) 209-224 ISSN 2064-8014 NAPJAINK JÁRMŰKAROSSZÉRIA ANYAGAI THE PRESENT BODY IN WHITE MATERIALS Béres Gábor 1*, Danyi József 1, Végvári Ferenc 1, Tisza Miklós 2 1 Anyagtechnológia
A TRIP ACÉL PONTHEGESZTÉSÉNEK HATÁSA RESISTANCE SPOT WELDING EFFECT IN CASE OF TRIP STEEL
 űszaki tudományos közlemények 2. XV. űszaki Tudományos Ülésszak, 2014. Kolozsvár, 227 234. http://hdl.handle.net/10598/28543 A TRIP ACÉL PONTHGSZTÉSÉNK HATÁSA RSISTANC SPOT WLDING FFCT IN CAS OF TRIP STL
űszaki tudományos közlemények 2. XV. űszaki Tudományos Ülésszak, 2014. Kolozsvár, 227 234. http://hdl.handle.net/10598/28543 A TRIP ACÉL PONTHGSZTÉSÉNK HATÁSA RSISTANC SPOT WLDING FFCT IN CAS OF TRIP STL
Tisztelt Ügyfelünk! Szíves figyelmébe ajánljuk a DIRECT LINE Nemesacél Kft. további katalógusait:
 Tisztelt Ügyfelünk! A DIRECT LINE Nemesacél Kft. egy olyan kiadványsorozatot indít útjára, amelyben megkísérli összefoglalni azokat a legfontosabb ismereteket, amelyek a rozsdamentes anyagok kereskedelme,
Tisztelt Ügyfelünk! A DIRECT LINE Nemesacél Kft. egy olyan kiadványsorozatot indít útjára, amelyben megkísérli összefoglalni azokat a legfontosabb ismereteket, amelyek a rozsdamentes anyagok kereskedelme,
Korrózióálló acélok zománcozása Barta Emil, Lampart Vegyipari Gépgyár Rt. 8. MZE konferencia, Szeged, 1996
 Korrózióálló acélok zománcozása Barta Emil, Lampart Vegyipari Gépgyár Rt. 8. MZE konferencia, Szeged, 1996 A mindenkori felhasználási cél függvényében ill. a fizikai-kémiai tulajdonságoktól függően a nemesacélokat
Korrózióálló acélok zománcozása Barta Emil, Lampart Vegyipari Gépgyár Rt. 8. MZE konferencia, Szeged, 1996 A mindenkori felhasználási cél függvényében ill. a fizikai-kémiai tulajdonságoktól függően a nemesacélokat
Kötő- és rögzítőtechnológiák jellemzői. (C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
Kötő- és rögzítőtechnológiák jellemzői 1 Kötő- és rögzítőtechnológiák jellemzői Míg a mechanikus kötések fő jellemzője az, hogy kötőelemmel vagy anélkül valósulnak meg, addig a ragasztás, a forrasztás
Bepárlás. Vegyipari és biomérnöki műveletek segédanyag Simándi Béla, Székely Edit BME, Kémiai és Környezeti Folyamatmérnöki Tanszék
 Bepárlás Vegyipari és biomérnöki műveletek segédanyag Simándi Béla, Székely Edit BME, Kémiai és Környezeti Folyamatmérnöki Tanszék Megköszönjük Szternácsik Klaudia és Wolowiec Szilvia hallgatóknak a diák
Bepárlás Vegyipari és biomérnöki műveletek segédanyag Simándi Béla, Székely Edit BME, Kémiai és Környezeti Folyamatmérnöki Tanszék Megköszönjük Szternácsik Klaudia és Wolowiec Szilvia hallgatóknak a diák
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Kuti Rajmund. A víz tűzoltói felhasználhatóságának lehetőségei, korlátai
 Kuti Rajmund A víz tűzoltói felhasználhatóságának lehetőségei, korlátai A tűzoltóság a bevetések 90%-ban ivóvizet használ tűzoltásra, s a legtöbb esetben a kiépített vezetékes hálózatból kerül a tűzoltó
Kuti Rajmund A víz tűzoltói felhasználhatóságának lehetőségei, korlátai A tűzoltóság a bevetések 90%-ban ivóvizet használ tűzoltásra, s a legtöbb esetben a kiépített vezetékes hálózatból kerül a tűzoltó
Elektrokémia. A nemesfém elemek és egymással képzett vegyületeik
 Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
Elektrokémia Redoxireakciók: Minden olyan reakciót, amelyben elektron leadás és elektronfelvétel történik, redoxi reakciónak nevezünk. Az elektronleadás és -felvétel egyidejűleg játszódik le. Oxidálószer
9. Radioaktív sugárzás mérése Geiger-Müller-csővel. Preparátum helyének meghatározása. Aktivitás mérés.
 9. Radioaktív sugárzás mérése Geiger-Müller-csővel. Preparátum helyének meghatározása. ktivitás mérés. MÉRÉS CÉLJ: Megismerkedni a radioaktív sugárzás jellemzésére szolgáló mértékegységekkel, és a sugárzás
9. Radioaktív sugárzás mérése Geiger-Müller-csővel. Preparátum helyének meghatározása. ktivitás mérés. MÉRÉS CÉLJ: Megismerkedni a radioaktív sugárzás jellemzésére szolgáló mértékegységekkel, és a sugárzás
Mesterséges intelligencia, 7. előadás 2008. október 13. Készítette: Masa Tibor (KPM V.)
") Mesterséges intelligencia, 7. előadás 2008. október 13. Készítette: Masa Tibor (KPM V.) Bizonytalanságkezelés: Az eddig vizsgáltakhoz képest teljesen más világ. A korábbi problémák nagy része logikai,
Mesterséges intelligencia, 7. előadás 2008. október 13. Készítette: Masa Tibor (KPM V.) Bizonytalanságkezelés: Az eddig vizsgáltakhoz képest teljesen más világ. A korábbi problémák nagy része logikai,