Az ötvözők hatása az acélok tulajdonságaira
|
|
|
- Alfréd Gáspár
- 9 évvel ezelőtt
- Látták:
Átírás
1 Az ötvözők hatása az acélok tulajdonságaira Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék

2 Az előadás fő pontjai Alapötvözők és ötvözők Szennyezők A karbon hatása Az ötvözők hatása a Szövetszerkezetre Szemcseméretre Megeresztés állóságra Megeresztési ridegedésre Az átmeneti hőmérsékletre A rekrisztallizációs hőmérsékletre A ferrit mechanikai tulajdonságaira A karbid- és nitridképződésre

3 Az acél alapötvözői és szennyezői Alapötvözők C elsődleges ötvöző Mn ausztenitképző Si ferritképző Fő szennyezők S eutektikuma vöröstörékenységet okoz P eutektikuma vöröstörékenységet okoz O gázzárványképződést okoz (CO 2 ) N öregít, az ütőmunkát csökkenti
 N")
4 A karbon hatása lágyított állapot

5 A karbon hatása edzett állapot KV HV, R m Edzett állapot Lágy állapot R m 0,2 0,4 KV C (%)

6 Az allotrop átalakulás előnyei HV, R m Edzett állapot Lágy állapot HV, R m 0,2 0,4 C (%)

7 Az ötvözők hatása az acél tulajdonságaira 1. Oldódás ferrit, vagy ausztenit képző 2. A nemegyensúlyi γ α átalakulásra 3. Ausztenit szemcsenövekedésre 4. Megeresztésállóságra 5. Megeresztési ridegedésre 6. Képlékeny-rideg átmeneti hőmérsékletre 7. Újrakristályosodási hőmérsékletre

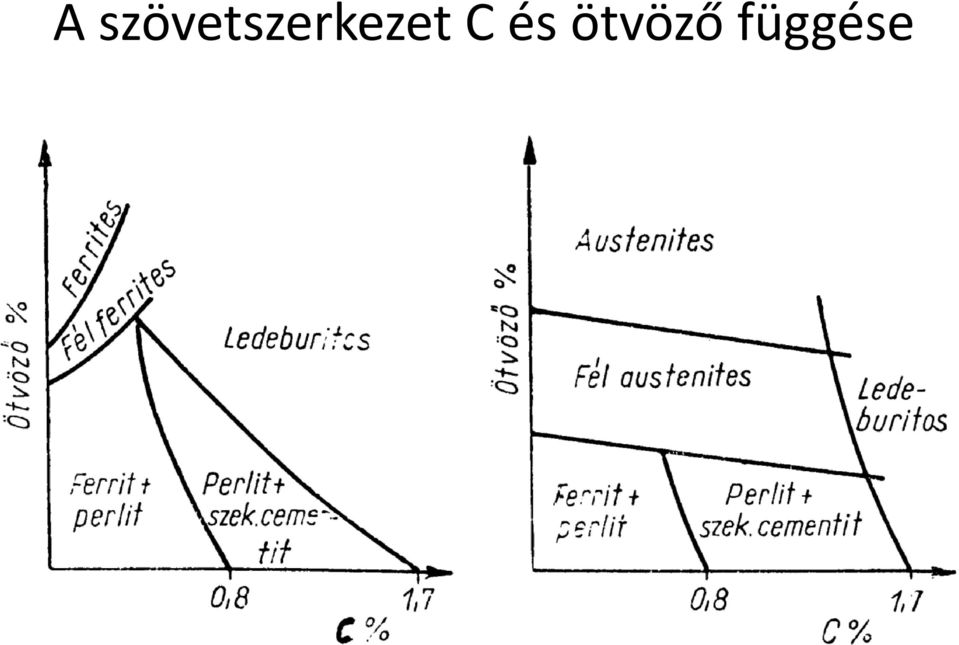
8 1. Oldódik az ötvöző az acélban? Nem oldódik Zárvány lesz belőle, nem kedvező S, As, Pb Oldódik Ferritben oldódik jobban ferritképző Cr, Al, Si, W, Mo, V, Ti Ausztenitben oldódik jobban ausztenitképző Ni, Mn, C, N, Cu

9 A szövetszerkezet C és ötvöző függése
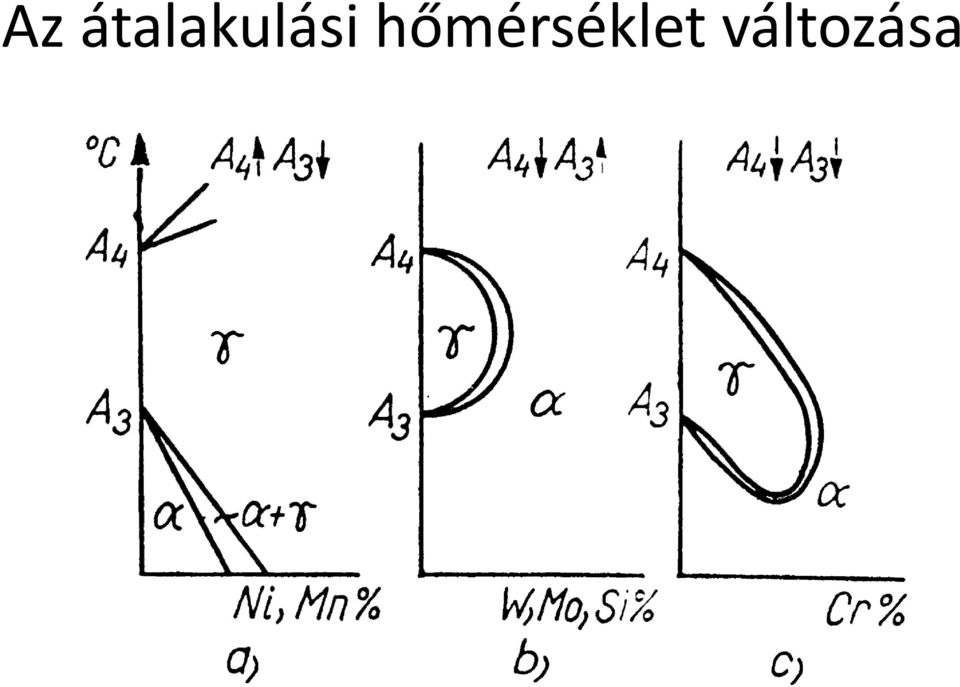
10 Az átalakulási hőmérséklet változása
11 2. Az ötvözők hatása a nemegyensúlyi átalakulásra A Co és Al kivételével minden ötvöző csökkenti az M s és M f hőmérsékletet A visszamaradó (reszt) ausztenit mennyisége nő Szükség esetén mélyhűtés A nemegyensúlyi átalakulási görbék jobbra és lefelé tolódnak el A kritikus lehűlés sebesség csökken Edzhetőség átedzhetőség (kitérő)

12 Az edzés feltételei Az edzés nagyon fontos, mert nemesítéssel (edzés+megeresztés), allotróp átalakulással a tulajdonságok tág határok között befolyásolhatók Feltételek Hevítés A 3 + ~50 C hőmérsékletre Hőntartás teljes ausztenitesítésig Lehűtés a kritikus lehűtési sebességnél gyorsabban Gyakorlati feltétel: C>0,2%

13 C10 C45 M S = 480 C M S = 340 C A gyakorlati feltétel Az ötvözők csökkentik a kritikus lehűlési sebességet és a M S hőmérsékletet v krit f v víz v olaj 0,22 Az edzhetőség gyakorlati határa C (%)

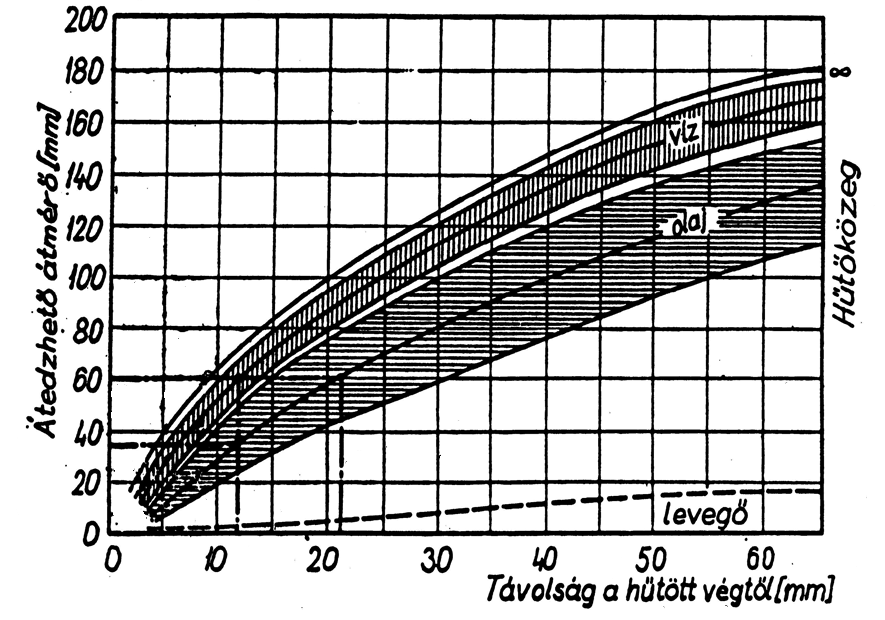
14 Az átedzhető szelvényátmérő Fontos kérdés, hogy az acél milyen mélységben, milyen átmérőben edződik meg? Az eltéréseket a hővezetés jelensége okozza Ha a hűtési sebesség a darab minden pontjában nagyobb a kritikus hűtési sebességnél, akkor a darab teljes egészében átedződik Martenzit + bainit, a gyakorlatban 50% martenzit Mérés és számítás

15 Az átedzhető átmérő értelmezése T Megedződött réteg v le Hűtés v krit f Hőmérséklet eloszlás Lehűlési sebesség eloszlás

16 Az átedzhető szelvényátmérő v lehűlés v krit f definíciója Az átedzhető szelvényátmérő az az átmérő, amelynél az adott hűtőközeg esetében, a darab legbelső pontja is legalább a kritikus (felső) lehűlési sebességgel hűl le. Adott hűtőközegre D=D(kémiai összetétel, hűtőközeg, szemcseméret, kívánt martenzit mennyiség)

17 Az ötvözők hatása az átedzhető szelvényátmérőre D Mn Mo Cr Si Ni Co V 950 és 1100 C ausztenitesítésnél Ötvöző (%)

18 Számítás Grossmann szerint az ideális átedzhető szelvényátmérő 50% martenzit tartalomnál D Ahol: id 8 C 1,08 8 n C a karbontartalom (t%) n: szemcsefinomsági mérőszám Me i : az i-dik fém mennyisége (t%) f Mei : az i-dik fém állandója 1 Me i fme i i 1 A reális átedzhető szelvényátmérő D re D id közeg m η víz =0,75 η olaj =0,5 η levegő =0,25

19 Számítási konstansok Elem vegyjele f Mei Mn 4,10 Cr 2,33 Si 0,64 Cu 0,27 Mo 3,14 Ti 5,70 Ni 0,52 P 2,83 V 1,73 S -0,62

20 Mérés Véglapedzési próba, vagy Jominy-próba Szabványosított Próbatest Hűtési feltételek Menete Ausztenitesítés Hűtés véglapról Keménységmérés Kiértékelés

21 Ausztenitesítés Az acél szabványában előírt hőmérsékleten 30 perc hőntartással Redukáló atmoszférában

22 Szabványos hűtési feltételek
23 Keménységmérés
24 Példa: mérési eredmény HV Material : 52D J 300-3, Véglaptól mért távolság (mm) l, distance from end face [mm]
25 Közelítő kiértékelés
26 ASM szerinti kiértékelés
27 További alkalmazások Alapanyag ellenőrzés Adott keménységnél a mért távolságnak a szabvány szerinti sávba kell esnie Pl.: J45-6/18, vagy J350-6/18 Adott távolságnál a szabvány szerinti keménységértékek közé kell esnie a mért keménységnek Pl.: J38/45-15, vagy J340/ Technológiai információk Edzéssel elérhető maximális/minimális keménység Keménységeloszlás a keresztmetszetben
28 Példa Jominy görbék

29 Példa Jominy görbék
30 3: Ötvözők hatása az ausztenit szemcseméret növekedésre Mn, Si és B növeli a szemcsedurvulási hajlamot Szemcsefinomító hatásúak a Ti, V, Nb, Al, Zr Finom, egyenletes karbonitrideket alkotnak, amelyek szemcsecsíraként funkcionálnak, növelik a szemcsehatár mozgás energiaigényét is A többi ötvöző lényegében nincs hatással a szemcsedurvulásra
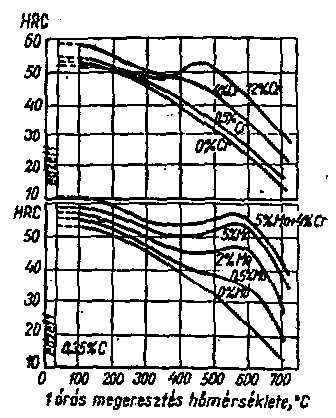
31 4: Ötvözők hatása a megeresztésállóságra
32 5: Ötvözők hatása a megeresztési ridegedésre Cr, Mn C-on megeresztve, lassan hűtve ridegséget (ütőmunka csökkenést) okoz Más tulajdonságok nem változnak Ok: karbidok, nitridek, foszfidok, ötvöző elemek dúsulása a szemcsehatáron P ront a helyzeten Ni önmagában nem gond, de Cr és Mn-nal nem jó 0,2 0,3% Mo vagy 0,5-0,7% W és gyors hűtés segít
33 6: Ötvözők hatása a képlékeny-rideg átmeneti hőmérsékletre A Ni ötvözés a KV(T) diagramot balra tolja 1% Ni ötvözés ~20 C eltolás A komplex szemcsefinomítás is segítséget jelent Nb, V, Ti, Al, Zr, N mikroötvözés ~40 C hatás A KV(T) diagramot jobbra tolja (ront) C, 0,1% C ~25 C P, 0,1% P ~55 C N, 0,01% N ~300 C (oldott állapotban) O, 0,01% O ~200 C (oldott állapotban)
34 7: Ötvözők hatása az újrakristályosodási hőmérsékletre A melegszilárdságot, az újrakristályosodási hőmérsékletet az ötvözők növelik W, Mo ~110 C/at% V ~55 C/at% Cr~30 C/at%
35 Az acélok csoportosítása Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék
36 Az előadás fő pontjai Vegyi összetétel szerint Minőségi csoportok szerint Gyártási mód szerint Dezoxidálási mód szerint Szövetszerkezet szerint Egyensúlyi állapotban Nem egyensúlyi állapotban JELÖLÉSI MÓDOK, SZABVÁNYOK Felhasználási mód szerint
37 Vegyi összetétel szerint Ötvözetlen acél Karbonon kívül más, szándékosan bevitt ötvözőt nem tartalmaz Ötvözött acél A gyártástechnológiában előírt, mindig megtalálható ötvözőkből többet, vagy szándékosan bevitt ötvözőket tartalmaz Gyengén ötvözött (Σötvöző < 5%) Ötvözött (5% < Σötvöző < 10%) Erősen ötvözött (Σötvöző > 10%)
38 Minőségi csoportok szerint Alapacél Amelyekre nincs előírva olyan minőségi követelmény, amely az acélgyártás során különleges gondosságot igényelne Minőségi acél Az alapacélok és a nemesacélok közti előírások érvényesek rájuk, különleges gondossággal gyártandók (szemcseméret, kéntartalom, felületi minőség stb.) Nemesacél Különleges gondossággal kell gyártani őket, lehetnek ötvözetlenek és ötvözöttek, például az összes hőkezelési célra alkalmas acél
39 Konverteres acél Gyártási mód szerint (Bessemer) Linz-Donavitz (LD) AOD (Argon Oxygen Decarburization) Elektroacél Ívfényes kemence Indukciós kemence Siemens-Martin acél Átolvasztott (finomított acél) Vákuumkezelt stb.
40 A dezoxidálási módszer alapján Csillapítatlan acél Jó kihozatalú, felületi minősége jó, hidegen jól alakíthatók, gyorsan öregszenek, < 0,2-0,25% C Csillapított acél Az oxigént szilárd állapotban kötik meg (Si, Mn, Al), egy része zárványként visszamaradhat, rosszabb kihozatal, gázzárványok nincsenek Különlegesen csillapított acél Nitrogént is megkötik és szemcsefinomító ötvözök (Al, V, Nb, Ti), öregedésállóbbak, ridegtörési hajlamuk kisebb
41 Szövetszerkezet alapján - egyensúlyi Ferrites Ferritképzők! Félferrites Hipoeutektoidos Hipereutektoidos Ledeburitos Félausztenites Ausztenites Ausztenitképzők!
42 Szövetszerkezet alapján nemegyensúlyi Perlites Martenzites Ausztenites Ferrites Bénites
43 Felhasználás szerint Szerkezeti acélok Gépgyártás, járműgyártás, acélszerkezetek Szilárdság mellett a nyúlás és szívósság is követelmény C<0,6% Szerszámacélok Forgácsolószerszámok és alakítószerszámok Kopásállóság, merevség, keménység (szívósság) Nemesíthető, kiválásosan keményíthető ötvözetek Különleges acélfajták és ötvözetek Kifejezett tulajdonság Hőálló ötvözetek, korrózióálló acélok stb.
44 Az acélok jelölésrendszere AZ ACÉLOK JELÖLÉSÉNEK SZABVÁNYOS RENDSZERE Az acélminőség jele Számjel - MSZ EN Jel MSZ EN Kiegészítő jel MSZ EN Az acélra jellemző kiegészítő jel (1. csoport) + (2. csoport) Az acél termékre jellemző kiegészítő jel 1. csoport Az acél felhasználása és mechanikai tulajdonságai szerinti jelölés 2. csoport A vegyi összetétel szerinti jelölés
45 Az acélok számjele Anyagcsoport Acélcsoport xx Sorszám Kiegészítő jel MSZ EN Acélok 2 Nehézfémek 3 Könnyűfémek 4 Nemfémes anyagok - 8 Nemfémes anyagok 9 Tartalék
46 Rövid jelölés I. fizikai jellemzők Jel Alkalmazási terület Fő tulajdonság Példa S Szerkezeti acél R eh (MPa) S235 P Nyomástartó edények acéljai R eh (MPa) P275 L Acélok csővezetékekhez R eh (MPa) E Gépacélok R eh (MPa) E235 B Betonacélok R eh (MPa) Y Acélok előfeszített acélszerkezetekhez R eh (MPa) R Sínacélok és sínek R eh (MPa) H Hidegen hengerelt lapostermékek nagy szilárdságú acélból, hideghúzásra R eh (MPa) T+R eh (MPa) H400 HT400
47 Rövid jelölés II. fizikai jellemzők Jel Alkalmazási terület D T Lapostermékek hidegalakításra Ónozott termék (csomagolásra) Megjegyzés C hidegen hengerelt + számjegy D melegen hengerelt termék + két számjegy X a hengerlési állapot nincs előírva + két számjegy H + az előírt Rockwell keménység R eh (Mpa)
48 Rövid jelölés III. fizikai jellemzők Jel Alkalmazási terület M Elektrotechnikai acélok Megjegyzés Wattveszteség 100, vastagság 100 A nem irányított szemcsézetű B ötvözetlen félkész E ötvözött félkész N szokványos irányított szemcsézetű S kis veszteségű irányított szemcsézetű P nagy permeabilitású irányított szemcsézetű
49 Kiegészítő jelek I. G, legelső jel lehet öntvény Kiegészítő tulajdonságjel Előírt ütőmunka értéke 27 J 40 J 60 J Vizsgálati hőmérséklet ( C) JR KR LR +20 J0 K0 L0 0 J2 K2 L2-20 J3 K3 L3-30 J4 K4 L4-40 J5 K5 L5-50 J6 K6 L6-60
50 Kiegészítő jelek II. M termomechanikusan kezelt N normalizált, vagy szabályozott hőmérsékleten hengerelt Q nemesített G egyéb jellemzők egy, vagy két számjellel A csillapításra utal
51 Kiegészítő jelek III. C különleges hidegalakíthatóság D tűzi-mártó eljárással bevont E zománcozott F kovácsolt H üreges szelvények L alacsony hőmérsékletre T csövekhez X nagy- és kis hőmérsékletre W időjárásálló Valamely elem vegyjele (szorzó!), pl Cu5 0,5% Cu
52 Példa G S 235 J2 G2 W Cu5 0,5% Cu tartalom (ld. később) Légköri korrózióálló acél Csillapított acél Ütőmunka -20 C-on legalább 27 J Folyáshatár legalább 235 MPa Általános rendeltetésű szerkezeti acél Acélöntvény (csak G és csak öntvényeknél)
53 Rövid jelölés IV. Vegyi összetétel Ötvözetlen acélok Csak a gyártás során elkerülhetetlen ötvözőket és szennyezőket tartalmazza Általánosan: C nn(n), ahol n pozitív egész szám, 0 9 nn(n) a széntartalom 100-szorosa A C az ötvözőmentességre utal ( szénacél ) Példa: C22, C60, C90, C120 stb.
54 Rövid jelölés V. Vegyi összetétel Ötvözött acélok Tervszerűen bevitt ötvözőelemeket tartalmaz Általánosan: nn <ötv1><ötv2> m1 m2 m3 nn a széntartalom 100-szorosa <ötv1>, <ötv2>, az ötvöző vegyjele m1, m2, m3, az ötvöző mennyisége az ötvözőre jellemző számmal szorozva (!) Példa: 14NiCrMo13-4
55 Az ötvözőkre jellemző szorzók Az ötvöző vegyjele Cr, Co, Mn, Ni, Si, W Cro-Co Men-Ni Si-Watag Szorzótényező Al, Be, Cu, Mo, Nb, Pb, Ta, Ti, V, Zr 10 C, Ce, N, P, S 100 B
56 Rövid jelölés VI. Vegyi összetétel Erősen ötvözött acélok 10% feletti ötvözőelem mennyiség Általánosan: X nn <ötv1><ötv2> m1 m2 m3 nn a széntartalom 100-szorosa <ötv1>, <ötv2>, az ötvöző vegyjele m1, m2, m3, az ötvöző mennyisége (!) Példa: X8CrNiTi18-10
57 Felhasználás szerint Szerkezeti acélok Gépgyártás, járműgyártás, acélszerkezetek Szilárdság mellett a nyúlás és szívósság is követelmény C<0,6% Szerszámacélok Forgácsolószerszámok és alakítószerszámok Kopásállóság, merevség, keménység (szívósság) Nemesíthető, kiválásosan keményíthető ötvözetek Különleges acélfajták és ötvözetek Kifejezett tulajdonság Hőálló ötvözetek, korrózióálló acélok stb.
58 Szerkezeti acélok Szerkezeti acélok A: Melegen hengerelt szerkezeti acélok B: Lapos acéltermékek nyomástartó berendezésekhez Hegeszthetőség, alakíthatóság C: Képlékeny hidegalakításra alkalmas acélok D: Nemesíthető acélok E: Betétben edzhető acélok F: Nitridálható acélok Egyéb acéltípusok, célacélok
59 A: Melegen hengerelt, ötvözetlen szerkezeti acélok Általános rendeltetésűek, S és E jel Melegen hengerelt vagy kovácsolt állapot Műbizonylat: R m, R eh, A, KV, összetétel Lapostermék esetén az élhajlíthatóság is E jelűnél nincs előírt KV Igényesebb esetekben nem alkalmazhatók, hegesztéshez csak előírt ütőmunkával Szénegyenérték (0,5% alatt, lásd később) Számos kivitel a kiegészítő jelek szerint Példa: S235JR
60 A: Normalizált, normalizálva hengerelt, hegeszthető, finomszemcsés acélok A normalizáló hengerlés során a hőbevitelt és elvonást folyamatosan monitorozzák 6-osnál nagyobb szemcseszám Ugyanaz a jelölés, de kiegészítés: N: normalizált (minden esetben) L: előírt ütőmunka -50 C-on 27 J Példa: S275N, S275NL
61 A: Termomechanikusan hengerelt, hegeszthető, finomszemcsés acélok I. A termomechanikus hengerlés során az előnyújtás az újrakristályosodási hőmérséklet felett kezdődik, de a teljes folyamat alatta fejeződik be Nb ötvözéssel emelik az újrakristályosodási hőmérsékletet Ti-nal segítik elő a szemcsefinomítást Kiegészítőjel: M Példa: S355M, S355ML
62 A: Termomechanikusan hengerelt, hegeszthető, finomszemcsés acélok II. HIDROGÉNNYOMÁSÁLLÓ ACÉLOK Probléma: a H felületi disszociáció és diffúzió útján bontja az acél vaskarbidját Nagy hőmérsékleten (T>200 C) gyorsul a folyamat Húzófeszültség gyorsítja a folyamatot Megoldás: stabil karbidokat képző ötvözők Cr, Mo, V, W Melegszilárdság javul, nemesítve építik be Olajipar, finomítók, hidrogénező berendezések Folyomány: HSLA
63 A: Légkörikorrózió-álló acélok Az acél a levegő oxigéntartalma és a nedvesség hatására korrodál porózus A folyamat teljes tönkremenetelig tarthat Cu, Cr, P, Ni, Mo ötvözés (kis mennyiség!) Foszfátos, szulfátos, hidroxidos vegyületek a pórosukat betömik, lassul, majd megáll a korrózió Passzivált réteg, vörösesbarna, <0,3 mm Példa: S235J0W, S355J0WP
64 A: Lemezek és szélesacélok nagy folyáshatárú, nemesített acélokból Környezeti és kis hőmérsékleten üzemelő, nagy terhelésnek kitett hegesztett szerkezetek Tárolótartályok, hidak, zsilipek, daruk stb. Q kiegészítőjel jelöli Szokásos eljárással hegeszthető, de hidegrepedésre hajlamos (minél vastagabb, minél nagyobb a szilárdság, feszültséggyűjtők) Például: S460QL
65 Szerkezeti acélok Szerkezeti acélok A: Melegen hengerelt szerkezeti acélok B: Lapos acéltermékek nyomástartó berendezésekhez Hegeszthetőség, alakíthatóság C: Képlékeny hidegalakításra alkalmas acélok D: Nemesíthető acélok E: Betétben edzhető acélok F: Nitridálható acélok Egyéb acéltípusok, célacélok
66 B: Ötvözetlen és ötvözött acélok növelt hőmérsékleten előírt tulajdonsággal Ötvözetlen acélok (Pl.: P235GH) Melegfolyáshatár, vagy kúszáshatár (-szilárdság) van megadva Gőzkazánok, nyomástartó berendezések Általában ~400 C-ig Ötvözött acélok (Pl.: 12CrMo9-10) Mn, Mo, Cr, V, Nb és hegeszthetőséghez Si, Ni Kazándobok, túlhevítő csövek, vegyipari berendezések, karimák, kötőelemek Általában ~ C-ig
67 B: Hegeszthető, finomszemcsés, normalizált acélok Három alcsoport Szobahőmérsékleti alapminőségek (P N) -20 C-ig használhatóak Melegszilárd minőségek (P NH) C között használhatóak Hidegszívós minőségek (P NL1 és P NL2) -40, illetve -50 C on sem ridegednek el Szemcsefinomsági mutatószámuk nagyobb, mint 6 Hegesztéshez támpont a szén egyenérték
68 B: Hidegszívós, nikkelötvözésű acélok Komoly szerkezetek csak olyan anyagból készíthetők, amelyek ütőmunkája előírt -60 C alatt ennek biztosítására Ni-t ötvöznek FKK rács, elridegedésre nem hajlamos Választás falvastagság és hőmérséklet függvényében Ütőmunka akár -200 C-on is Hűtés és kriogéntechnika 11MnNi5-3, 12Ni14, X7Ni9
69 B: Hegeszthető, finomszemcsés, termomechanikusan hengerelt acélok Hasonlóan a lapostermékekhez Nb ötvözés a rekrisztallizációs hőmérséklet emeléséhez Ti ötvözés a szemcsefinomításhoz V és Mo ötvözés a szilárdságnöveléshez -20 C-on is 27 J ütőmunka, hidegszívós esetben L1 és L2 kiegészítés Kiegészítőjele: M, pl.: P355ML1
70 B: Hegeszthető, finomszemcsés, nemesíthető acélok Három fő alcsoportja létezik Alapminőség (P Q) Melegszilárd minőség (P QH) Hidegszívós minőségek -40 C-ig (P QNL1), illetve - 50 C-ig (P QNL2) A finomszemcsés minőséget és a szilárdságot mikroötvözők (Ti, Nb, V, N, B) biztosítják Hegesztést befolyásolja: termékvastagság, bevitt energia, kialakítás, elektródakihozatal, eljárás, varratfém tulajdonságok
71 B: Korrózióálló acélok Ferrites acélok Gyenge maróhatású közegek, nyomástartó edény, élelmiszer-ipari berendezések, katalizátor 350 C-ig is MPa folyáshatár Martenzites acélok Szivattyúelemek, szelepek, turbinák járókereke 300 C-ig MPa Ausztenites acélok Nagyon széleskörű alkalmazás C-ig alkalmazható (FKK, oldólágyítás után nem hajlamos ridegtörésre, nincs TTKV) Ferrites-ausztenites (duplex) acélok Hegesztés és hőkezelés a szabványban előírtak szerint
72 Szerkezeti acélok Szerkezeti acélok A: Melegen hengerelt szerkezeti acélok B: Lapos acéltermékek nyomástartó berendezésekhez Hegeszthetőség, alakíthatóság C: Képlékeny hidegalakításra alkalmas acélok D: Nemesíthető acélok E: Betétben edzhető acélok F: Nitridálható acélok Egyéb acéltípusok, célacélok
73 C: Hidegen hengerelt lapos termék kis karbontartalmú acélból, hidegalakításra Kis karbontartalmú, ferrites acél Nagyon kevés ötvöző, dezoxidáláshoz Al, nitrogén megkötéshez (öregedés) Ti DC01 DC06, kiegészítőjel: A, vagy B - felületminőség A: felületi hiányosságok (pórus, kis rovátka, karc, enyhe elszíneződés) megengedett B: a jobb felület legyen hibamentes, a másik legalább A minőségű, csak dresszírozottra! Felületi érdesség fokozatok b: fényes, g: félfényes, m: normál, r: érdes Példa: DC01Am
74 C: Hidegen hengerelt, bevonat nélküli lágyacél keskeny szalag hidegalakításra 600 mm-nél keskenyebb, 10 mm-nél vékonyabb ötvözetlen és ötvözött szalag Utánjelölések: Lágyított (A) Hidegen utánhengerelt (C és megnőtt R m (MPa)) Dresszírozott (LC) Felületi minőség MA, MB és MC Példa: DC03C440MB
75 C: Nagy folyáshatárú acélokból melegen hengerelt lapos termékek hidegalakításra Hidegalakításra szánt, melegen hengerelt, hegeszthető, nagy folyáshatárú, ötvözött Termomechanikusan, vagy normalizálva hengerelt Perlitszegény acélok (Ti, Nb, V) HSLA Példa: S420NC, S460MC Képlékenyen alakíthatók, nyírhatók, hajlíthatók, forgácsolhatók Járműgyártás, hegesztett szerkezetek
76 DP acélok Dual Phase Kétfázisú acél Nagyon lágy ferrit mátrixban nagyon kemény martenzit fázis van finoman eloszlatva Jó szilárdsági tulajdonságokat kombinál szintén jó alakíthatósági tulajdonságokkal Keréktárcsák, gépkocsi karosszéria, ütköző elemek, kötöző drótok, állvány és épületelemek
77
78
79 TRIP acélok TRansformation Induced Plasticity Átalakulással kiváltott képlékenység Melegalakítás után a szövetszerkezet ferritreszt ausztenit-bainit További alakítás hatására a metastabil reszt ausztenit átalakul martenzitté Karosszériaelemek, gépjárműgyártás
80
81
82 Hőmérséklet Hőmérséklet DP / TRIP Pe Pe Idő Idő
83 IF acélok Interstitial Free Rendkívül kis (30-60 ppm) ötvözőtartalom Jól mélyhúzható, alakítható, nem öregszik (a szokásos mélyhúzható anyagok csillapítatlanok) Háztartási berendezések, gépjármű borítás elemek
84 BH acélok Bake Hardening Kis széntartalmú, ~200 C-on kiválásosan keményíthető ötvözetek C és N kiválásos keményítésével ~40 MPa szilárdságnövekedés érhető el a folyási határban Alakítás után, például festés során is végrehajtható Gépjármű karosszériaelemek
85 Szerkezeti acélok Szerkezeti acélok A: Melegen hengerelt szerkezeti acélok B: Lapos acéltermékek nyomástartó berendezésekhez Hegeszthetőség, alakíthatóság C: Képlékeny hidegalakításra alkalmas acélok D: Nemesíthető acélok E: Betétben edzhető acélok F: Nitridálható acélok Egyéb acéltípusok, célacélok
86 D: Nemesíthető acélok Kellően szívósnak és a dinamikus hatásoknak ellenállónak kell lennie Kötőelemek, csapok, csuklók, rudazatok, villáskulcsok, tengelyek, kardánkeresztek, fogaskerekek, szerszámgépfőorsók stb. Ötvözött és ötvözetlen kivitelben gyártják Ötvözés célja: Átedzhető szelvényátmérő növelése Szívósság növelése, TTKV csökkentése Kifáradási határ növelése Megeresztésállóság növelése Stb. javítása
87 D: Ötvözetlen nemesíthető acélok A gyártás során bent maradt ötvözőkön, szennyezőkön kívül csak karbont tartalmaz A kisebb széntartalmuk szívósak, szilárdságuk kisebb Az átedzhető szelvényátmérő kicsi (néhány 10 mm) Felületi edzéssel a kopásállóság növelhető R m : MPa, R eh : MPa, A: 20-11%, Z: 50-20% Jelölésük :C nn, ahol nn a C tartalom 100-szorosa, 20 < nn < 60 Kiegészítőjelek: E: S<0,035%, R: 0,020%<S<0,040%
88 D: Ötvözött nemesíthető acélok I. Mn (1,4-1,65%) Olcsó Átedzhető átmérőt jelentősen megnöveli Túlhevítésre és megeresztési ridegedésre hajlamos (gyors hűtés kell) 0 C alatt dinamikus igénybevételű alkatrésznek nem alkalmazható Például: 28Mn6
89 D: Ötvözött nemesíthető acélok II. Cr (akár 2%) Leggyakoribb ötvöző Erősen növeli az átedzhető átmérőt és a folyáshatárt Jól kérgesíthetők (50-60 HRc) Közepes igénybevételű hajtóműalkatrészek, tengelyek Megeresztési ridegedés (!) Például: 34Cr4
90 D: Ötvözött nemesíthető acélok III. Cr-Mo (akár 2% Cr, 0,9-1,2% Mo) A Mo megszünteti a megeresztési ridegedést Cr és Mo erős karbidképző, nagyobb hőmérsékleten (~600 C) lehet megereszteni Jelentős szilárdság és jó szívósság Közepes méretű, nagy fárasztó és ütésszerű igénybevételnek kitett alkatrészek, féltengelyek, hajtórudak, könyökös tengelyek, fogazott alkatrészek, főtengelyek Például: 50CrMo4
91 D: Ötvözött nemesíthető acélok IV. Cr-V (0,7-1,1% Cr, 0,1-0,2% Mo) Hasonló a Cr-Mo acélokhoz Azoknál kicsit olcsóbb, de a szívósságuk rosszabb Közepes méretű, nagy fárasztó és ütésszerű igénybevételnek kitett alkatrészek, féltengelyek, hajtórudak, könyökös tengelyek, fogazott alkatrészek, főtengelyek és csavarok, csavarkulcsok Például: 51CrV4
92 D: Ötvözött nemesíthető acélok V. Ni-Cr-Mo(-V) (0,7-1,1% Cr, 0,1-0,2% Mo) Nagy méretű daraboknál, ahol a gyors hűtést nem lehet megvalósítani Ni ötvözést is alkalmaznak Ni a TTKV-t csökkenti Mo a megeresztési ridegedési hajlamot csökkenti Átedzhető átmérő jelentősen nő (~150 mm) Az állapottényezők hatásainak jól ellenállnak Hajómotor alkatrészek, kovácssajtók forgattyústengelye kovácsolt és nemesített állapotban Például: 36NiCrMo16
93 D: Ötvözött nemesíthető acélok VI. Bóracélok Mn, Mn-Cr alapötvözés, B mikroötvözés Jelentős átedzhető szelvényátmérő növekedés Általában melegalakított állapotban szállítják Adott szilárdság mellett jó szívósság Például: 20MnB5, 27MnCrB5-2
94 Szerkezeti acélok Szerkezeti acélok A: Melegen hengerelt szerkezeti acélok B: Lapos acéltermékek nyomástartó berendezésekhez Hegeszthetőség, alakíthatóság C: Képlékeny hidegalakításra alkalmas acélok D: Nemesíthető acélok E: Betétben edzhető acélok F: Nitridálható acélok Egyéb acéltípusok, célacélok
95 E: Betétben edzhető acélok Karbontartalom 0,2% alatti Jellemzőjük a szívós mag és a kopásálló kéreg ~1%C a kéregben, HRC Átedzhetőség okán ~80 mm jellemző méretig használhatók Azonos fajlagos nyúlás és ütőmunka esetén a nemesíthető R m -je és R eh -ja nagyobb Fárasztás esetén a cementálást elhagyják, vakedzett állapot, ekkor HRC érhető el
96 E: Ötvözetlen betétben edzhető acélok Kis méretű és szilárdságú, kopásnak kitett alkatrészek Csapok, fogaskerékszivattyúk Elérhető keménység: HRC mm jellemző méretig legfeljebb Például: C10, C15
97 E: Ötvözött betétben edzhető acélok Ötvözőik megegyeznek a nemesített acéloknál leírtakkal Karbontartalmuk kisebb, C<0,2% Cr-Mo ötvözés közepes méretű és igénybevételű darabok (perselyek, csapok, fogaskerekek) Túlhevítésre érzékenyek, mm átmérőig Mn-Cr-Mo nagy igénybevételű alkatrészek (fogaskerekek, lánckerekek, tengelyek) mm átmérőig Ni-Cr-Mo különlegesen erős dinamikus igénybevétel, szívós mag, nagy felületi keménység
98 Betétedzési 1x1 Direktedzés Cementálás, ausztenitesítő lépcső, edzés, kis hőmérsékletű megeresztés Nagy hőmérsékleten szemcsedurvulás, gazdaságos, gyors Kéregedzés Cementálás, lépcső nélküli edzés, kéregedzés, kis hőmérsékletű megeresztés A mag durvaszemcsés, kis szilárdságú, míg a kéreg finomszemcsés, kopásálló Magedzés Cementálás, lépcső nélküli edzés, magra edzés, kis hőmérsékletű megeresztés Nagy szilárdságú, finomszemcsés mag, a kéreg is finomszemcsés maradhat Kettős edzés Cementálás, magra edzés, kéregedzés, kis hőmérsékletű megeresztés
99 Szerkezeti acélok Szerkezeti acélok A: Melegen hengerelt szerkezeti acélok B: Lapos acéltermékek nyomástartó berendezésekhez Hegeszthetőség, alakíthatóság C: Képlékeny hidegalakításra alkalmas acélok D: Nemesíthető acélok E: Betétben edzhető acélok F: Nitridálható acélok Egyéb acéltípusok, célacélok
100 F: Nitridálható acélok Alapvetően nemesíthető acélok Cél: nagyon kemény, kopásálló réteg Nitridképzők (Cr, Al, V, Ti) adalékolásával érik el Eredmény: kopásálló, kemény, fáradási tulajdonságokat javító réteg, amely azonban a fajlagos nyomást kevésbé tolerálja, mint a cementált acélok Közeg: ammónia, vagy cianidos sók A nitridálás hőkezelési technológia, hőmérséklet ~50 C-szal kisebb legyen, mint a megeresztés Például: 34CrAlNi7-10
101 Kérgesítő eljárások HRc Nagyfrekvenciás felületi edzés Betétedzés Nitridálás Boridálás CVD, PVD (TiN, TiC stb.) 1 Kéregmélység (mm)
102 Szerkezeti acélok Szerkezeti acélok A: Melegen hengerelt szerkezeti acélok B: Lapos acéltermékek nyomástartó berendezésekhez Hegeszthetőség, alakíthatóság C: Képlékeny hidegalakításra alkalmas acélok D: Nemesíthető acélok E: Betétben edzhető acélok F: Nitridálható acélok Egyéb acéltípusok, célacélok
103 Egyéb szerkezeti acélok, célacélok Automata acélok Acélok gördülőcsapágyakhoz és csapágygolyókhoz Rugóacélok Melegszilárd és/vagy hidegszívós acélok és nikkelötvözetek kötőelemekhez Hőállóacélok és nikkelötvözetek Acélok és ötvözetek belső égésű motorok szelepeihez
104 Automata acélok Nagy teljesítményű és nagy forgácsolási sebességű automatákon történő megmunkáláshoz Cél: töredezett forgács S és S+Bi ötvözéssel érik el Régebben S+Pb ötvözés volt, de kiszorultak Például: 11SMn37, 10S20, 44SMn28
105 Acélok gördülőcsapágyakhoz és csapágygolyókhoz Nagy kopásállóság és nagy kifáradási határ a követelmény Karbontartalom 0,85-1,1% - keménység S<0,015%, P<0,025%, O<0,002% és polírozás kifáradási határ Edzés, túlhűtés (-30 C), kis hőmérsékletű megeresztés 62 HRC Például: N: 100Cr6, 100CrMnMoSi8-4-6, BE: 19MnCr5, 18NiCrMo14-6, IE: 70Mn4, KO: X65Cr14, X89CrMoV18-1, T: 80MoCrV42-16, X82WMoCrV6-5-4
106 Rugóacélok I. Rugalmas energiatároló képesség van kihasználva Nagy folyási határ ( MPa) és elfogadható nyúlás kell (6-8%) Nemesíthető acélok, 0,4-0,7% C tartalom, kis hőmérsékletű megeresztés ( C) Alkalmazás szerinti altípusok
107 Rugóacélok II. Melegen hengerelt acélokból alakított, nemesített rugók Si ötvözés, R eh nő Cr-V, Cr-MoV nagy teljesítményű, dinamikus igénybevételnek kitett rugók Pl.: 38Si7, 60SiCrV7, 60CrMo3-2 Hőkezelésre szánt, hidegen hengerelt keskeny acélszalag Jó felületi minőség, akár R m =2100 MPa-ig Pl.: C75S, Korrózióálló acélszalag rugókhoz Korrozív közegekhez
108 Melegszilárd és/vagy hidegszívós acélok és nikkelötvözetek kötőelemekhez Ötvözetlen / ötvözött (korrózióálló is) Akár 700 C-ig terhelhetők Mo: folyáshatárt növeli, karbidképző Hőterhelés mellett a korrózió is figyelembe veendő Például: 42CrMo5-6, 25CrMo4, NiCr20TiAl (Ni ötvözet), X10CrNiMoMnNbVB Kis hőmérsékletű alkalmazásokhoz Ni ötvözés Akár -270 C-ig Például: 41NiCrMo7-3-2, X8Ni9, X6CrNi18-10
109 Hőállóacélok és nikkelötvözetek I. Probléma: 500 C felett az acélok jelentősen revésednek Ausztenites, ferrites, ausztenites-ferrites acél Kúszáshatáruk és kúszási szilárdságuk meghatározó Ötvözők: Cr, Si, Al Alkalmazásuk akár 900 C-ig Szemcsedurvulás problémát jelenthet Ni alapú szuperötvözetek (nem vasötvözet)
110 Hőállóacélok és nikkelötvözetek II. Ferrites C-on és 900 C felett szemcsedurvulásra és ridegedésre hajlamos, nagy S tartalmú közegnek jobban ellenáll, pl.: X10CrAlSi18 Ausztenites Nagyobb hőmérsékleten sem jellemző a szemcsedurvulás, C között σ-fázis ridegedést okoz, pl.: X10NiCrAlTi32-21 Ausztenites-ferrites Oxidáló kéntartalmú közegekben használható eredményesen, pl.: X15CrNiSi25-4 Ni bázisú ötvözetek Sugárhajtóművek, rakétaipar, pl: NiCr23Fe
111 Acélok és ötvözetek belső égésű motorok szelepeihez Homogén szövetszerkezet, erős ötvözés, kiszámítható hőtágulás Igénybevétel: ingadozó hőhatás, korrózió, oxidáció, fáradás, ütés, kopás Rudak, huzalok, kovácsdarabok Melegalakíthatóak, nehezen forgácsolhatók Fő típusok Martenzites szelepacél (szívó szelep és kipufogószelepszár), pl.: X40CrSiMo10-2 Ausztenites szelepacél (kipufogószeleptányér), pl.: X50CrMnNiNbN21-9, NiFe25Cr20NbTi
112 Hadfield acélok Ausztenites, erősen ötvözött Mn acélok ~1,2%C, ~0,4 Si, ~12,5% Mn Ütésálló, ütés (képlékeny hidegalakítás) hatására keményedik A belső, még nem felkeményedett rétegek jó szívósságot biztosítanak Dinamikus igénybevételnek és koptató hatásnak kitett alkatrészek Vasúti váltók, fölmunkagépek karmai, kőtörő pofák
113 Szerszámacélok A: Ötvözetlen szerszámacélok B: Melegalakító szerszámacélok C: Hidegalakító szerszámacélok D: Gyorsacélok
114 Általános követelmények Keménység, kopásállóság Szilárdsági tulajdonságok Melegszilárdság Hőfáradással szembeni ellenállás Megfelelő átedzhető szelvényátmérő
115 A: Ötvözetlen szerszámacélok 0,45-1,25% C tartalomig 0,45% C 54 HRc 1,25% C 62 HRc Ezek mellett csak alapötvözők (Mn, Si) és szennyezők (S, P) Kisebb igénybevételű kéziszerszámok Például: C90U, C100U U kiegészítő jel: kezeletlen állapot
116 B: Melegalakító szerszámacélok Az üzemi hőmérséklet 200 C felett van, de a keménységet, hőállóságot akár 600 C-on is meg kell tartaniuk (38-46 HRc) Fő ötvözők: Cr, Mo, W, Ni, Co Karbid vegyületek keménység nagy hőmérsékleten is Kovácssüllyesztékek, nyomásos öntőszerszámok Például: 55NiCrMoV7, X40CrMoV5-1
117 C: Hidegalakító szerszámacélok Fő ötvözők: Mn, Cr, Mo, V, W, Ni Az ötvözők növelik az átedzhető szelvényátmérőt, ezenfelül javítják a Szilárdságot Kopásállóságot Keménységet Hőkezelik és szobahőmérsékleten használják őket, üzemi hőmérsékletük nem haladja meg a C-t Vágó- és lyukasztószerszám Például: 95MnWCrV5, X210CrW12
118 E: Gyorsacélok Forgácsolási teljesítmény megkívánja, hogy még 600 C környékén is HRc kemények legyenek Fő ötvözők: W, Mo, V, Co ( Werseny Motor Vadul Cotor ) Kritikus a hőkezelésük, nagyon precízen kell eljárni (kiválásos keményítés) Például: HS6-5-2, HS
119 Korrózióálló acélok A: Ferrites korrózióálló acélok B: Martenzites korrózióálló acélok C: Ausztenites korrózióálló acélok D: Duplex (ausztenit + ferrit) korrózióálló acélok
120 A: Ferrites korrózióálló acélok Az ötvöző az oxigénnel jól tapadó, tömör réteget hoz létre, ami akadályozza a további oxidációt Ferrites korrózióálló acélban maximum 0,08% C lehet és ehhez ~13% Cr ötvözés kell, hogy társuljon R eh ~ MPa, A=18-20% Jól alakíthatók és hegeszthetők, mágnesezhető Gyenge és közepes maróhatású közegeknek jól ellenállnak: élelmiszeripar, söripar, tejipar Néhány minőségben részleges martenzitképződés: félferrites korrózióálló acél Nagyobb szilárdság (vegyipar) Például: X2CrTi12, X6CrMo17-1, X2CrMoTi29-4
121 B: Martenzites korrózióálló acélok A ferrites korrózióálló acélok nem elég szilárdak C tartalom növelés és hőkezelés Hőkezelés: edzés + megeresztés (ridegség csökkentése) C tartalom 0,08% és 1,2% között Sebészeti kések, szikék, tűk, élelmiszeripari kések Például: X12Cr13, X105CrMo17, X7CrNiAl17-7
122 C: Ausztenites korrózióálló acélok A ferrites korrózióálló acél ellenállása erős savakkal szemben nem megfelelő Megoldás az ausztenites acél C<0,03% + ~18% Cr + ~10% Ni (Mn, Cu, N) Lassú hűtés mellett C-on a szemcse-határokon krómkarbidok válnak ki, rontja a korrózióállóságot (kristályközi) Ti, Nb ötvözéssel megakadályozható Akár -270 C-ig használható szerkezeti elemként Nehezebben forgácsolhatók Kloridos ellenállása Mo-nel javítható, de a salétrom savas és N-es közegben nem jó Pl.: X10CrNi18-8, X3CrNiMo
123 D: Duplex korrózióálló acélok Nagy Cr és Ni tartalmúak Szobahőmérsékleten ~40-60% ausztenit Szilárdságuk nagyobb Feszültségkorróziónak jobban ellenállnak Hőálló és melegszilárd acélként is alkalmazzák Pl.: X2CrNiN23-4, X2CrNiMoCuWN25-7-4
124
125 Öntöttvasak 2%-nál több karbont tartalmazó sokalkotós vas-karbon alapú ötvözet Stabil vas+grafit szürke öntöttvas Metastabil vas+vaskarbid fehér öntöttvas Stabil Grafitos kristályosdás Perlit + grafit Metastabil Karbidos kristályosodás Perlit + ledeburit
126 Ikerdiagram Grafitosít P, Ti, C, Si, Al Fehérít W, V, Mg, Ce, B Kifehérítő hatás S Cr Mo Mn Ötvöző elem Cu C Si Grafitosító hatás Al Co Ni
127 Telítettségi fok Megmutatja, hogy mennyire eutektikumos az öntöttvas T = C 4,26 0,31Si + 0,27Mn 0,3P C 4,3 0,3(Si + P) Öntöttvasaknál 0,7<T<1 T>1 esetén primer grafitlemez, hipereutektikus Ha T csökken, akkor a szilárdság nő Több a perlit
128 A szövetszerkezet függ az ötvözőktől 4 C, % Maurer Led.+ perlit L P Gr Grafit + perlit Grafit + ferrit G + P + F Si, %
129 és a mérettől is C + Si, % I.: Ledeburit + perlit Grafit + ferrit II.a.: Led. + perlit + grafit II.b.: Grafit + Perlit + ferrit 2 II.a I. Grafit + perlit II.b Greiner-Klingenstein Falvastagság, mm
130 Mechanikai tulajdonságok Az öntöttvas felfogható acél alapszövetbe ágyazott grafit vagy cementit keverékeként A tulajdonságok függenek a grafit vagy cementit részek Mennyiségétől Alakjától Méretétől Eloszlásától Valamint a fémes alapanyag szövetétől (ferrit, lemezes perlit, szemcsés perlit, bénit, martenzit) A ferrit mennyiségétől A perlit finomságától Az esetleges foszfideutektikum mennyiségétől és eloszlásától
131 Lemezgrafitos öntöttvas Törete szürke, T=1 Alapszövet: ferrites, perlites, vagy kombinált A grafit egykristály formájában van jelen, hexagonális rácsszerkezet, sok hibával Eloszlás és alak Például: EN-GJL-250 (R m ) EN-GJL-HB195 (HB)
132 Lemezgrafitos öntöttvas tulajdonságai A lemezgrafitos öntöttvas szilárdsága kicsi és teljesen rideg Nagy nyomószilárdság Jó siklási tulajdonságok Jó forgácsolhatóság Nagyon jó rezgéscsillapítási képesség Gépállványok, gépházak, forgattyús házak
133 Grafit eloszlása és alakja
134 Szilárdság méretfüggése Méretezés mértékadó falvastagságra R m, MPa Acél 800 Gömbgrafitos öv Lemezgrafitos öv. 350 C, %
135 Lemezgrafitos öntöttvas szilárdságnövelése Alapszövet szilárdságának növelése Perlit tartalom növelése, vagyis a telítettségi fok csökkentése Perlit homogenizálása hőkezeléssel Edzés és nemesítés, ritka, elsősorban kopásállóság Ötvözés Savállóság, hőállóság is biztosítható
136 Lemezgrafitos öntöttvas szilárdságnövelése A grafit modifikálásával Öntési hőmérséklet növelése Sok grafitcsíra oldatba vihető, finomabb eloszlás 100 C esetén viszont már dendritközi grafitkiválás Modifikálás Öntéskor FeSi és CaSi csíraképző
137 Túlhevítés és modifikálás hatása
138 Átmenetigrafitos öntöttvas Gömbgrafitos öntöttvas gyártásánál állt elő (lásd később) A mechanikai tulajdonságok a gömbgrafitoshoz, a fizikai és kémiai tulajdonságok a lemezgrafitoshoz vannak közelebb Általában mérhető nyúlás, 400 MPa-t nem meghaladó öntvények Fékdobok, kokillák, hengerfejek, forgattyús ház Jelölésük a lemezgrafitossal megegyező
139 Gömbgrafitos öntöttvas A grafit alakját jelentősen módosítják Gömbalak: kedvezőbb feszültségeloszlás Szilárdság nő (akár 900 MPa), képlékenység nő (A=2 17%) Nyomás alatti beoltás Harang alatt, Mg és Ce Több bar gőznyomás Mg 1100 C-on már forr R m Gömbrafitos öv. Lemezgrafitos öv. Falvastagság
140 Gömbgrafitos öntöttvas szerkezete Si, % T á b l á s g r a f i t G ö m b é s l e m e z e s g r a C = áll. Gömbgrafit + táblás garfit +ferrit Gömbgrafit + táblás grafit + ferrit + perlit Gömbrafit + ferrit + perlit Gömbgrafit + karbid Gillemot diagram Mg, %
141 Gömbgrafitos öntöttvas tulajdonságai Hasonló a lemezgrafitoshoz, de R m és A is nagyobb Dinamikus igénybevételnek kitett gépelemek, forgattyús tengelyek, gépkocsi alkatrészek Hőkezelhető Például: EN-GJS-400 (R m ) EN-GJS-HB185 (HB)
142 Gömbgrafitos öntöttvasak hőkezelése
143 Gömbgrafitos öntöttvasak hőkezelése
144 Temperöntvények Alapanyaguk tempervas (I. mező a G-K diagramban) Cementitesen kristályosodott 2,2 3,4% C, kötötten! (ledeburit, perlit) Hőkezeléssel bontják a cementitet (temperálás) Fehér töretű tempervas oxidáló közeg Fekete töretű tempervas semleges közeg Perlites tempervas
145 Fehér töretű temperöntvény Oxidáló közegben történő hőkezelés Nagy hőmérsékleten: C Hosszú ideig: óra Cementit elbomlik, C a felületre diffundál és kiég Alakítható öntvény (felületen ~0,1% C) Vékony öntvényeknél jó (3-15 mm) Például: EN-GJMW-350-4, EN-GJMW
146 Fekete töretű temperöntvény Semleges közegben történő hőkezelés Karbidbomlás, C, 1-50 óra Lassú hűtés C között a perlitképződés elkerülése végett A szövetet ferrit (ferrit-perlit) + temperszén alkotja A cementit felbomlik és temperszénné alakul Ha a perlitet nem bontjuk fel perlites tempervas Például: EN-GJMB-300-6, EN-GJMB800-1
147 Perlites temperöntvény A fehér és a fekete töretű temperöntvények növelt szilárdságú szívós öntöttvasak A perlites temperöntvények szilárdsága a ferritesekét meghaladja, de szívóssága kisebb Hegeszthetőek, utána kötelező hőkezelés Edzhetőek, HRc Mezőgazdasági és textilgépek, bütyköstengely, váltóműalkatrész, kisebb terhelésű hajtórúd
148 Ötvözött öntöttvasak Különleges tulajdonságok érhetők el Szilárdság, melegszilárdság, korrózió-, hő-, kopásállóság stb. A legtöbb ötvözőnek hátránya is van Ausztemperált öntöttvas mátrixa: tűs ferrit és karbonban dús ausztenit = auszferrit Ausztenitesítés ( C) Gyors hűtés C-ra: perlit és auszferrit kizárva Auszferrit előállítása izotermikus hőkezeléssel Gömbgrafitos ausztenites öntöttvas
149 Dr. Orbulov Imre Norbert KÖSZÖNÖM A FIGYELMET!
Mérnöki anyagok NGB_AJ001_1. 1. Ötvözők hatása 2. Szerkezeti acélok
 Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
Mérnöki anyagok NGB_AJ001_1 1. Ötvözők hatása 2. Szerkezeti acélok Az ötvöző elemek kapcsolata az alapfémmel Szilárd oldatot képeznek szubsztitúciós szilárd oldatot alkotnak (Mn, Ni, Cr, Co, V) interstíciós
Mérnöki anyagismeret. Szerkezeti anyagok
 Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Mérnöki anyagismeret Szerkezeti anyagok 1 Szerkezeti anyagok Fémek Vas, acél, réz és ötvözetei, könnyűfémek és ötvözeteik Műanyagok Hőre lágyuló és hőre keményedő műanyagok, elasztomerek Kerámiák Kristályos,
Mérnöki anyagok NGB_AJ001_1. Szerkezeti acélok
 Mérnöki anyagok NGB_AJ001_1 Szerkezeti acélok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Oldalszám: 2 Vas alapú ötvözetek Nyersvas Öntészeti
Mérnöki anyagok NGB_AJ001_1 Szerkezeti acélok Szerkezeti anyagok Ipari vagy szerkezeti anyagoknak a technikailag hasznos tulajdonságú anyagokat nevezzük. Oldalszám: 2 Vas alapú ötvözetek Nyersvas Öntészeti
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Szabványos acélok és öntöttvasak. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Szabványos acélok és öntöttvasak Dr. Rácz Pál egyetemi docens Budapest 2011. Az acélok jelölés rendszere Az MSZ EN 10027-1 szabvány új jelölési rendszert vezetett be
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei. Szilárdság növelésének lehetőségei
 A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
A szerkezeti anyagok tulajdonságainak megváltoztatási lehetőségei Szilárdság növelésének lehetőségei A fémek tulajdonságainak megváltoztatási lehetőségei A fémek tulajdonságait meghatározza: az összetételük,
(C) Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.
 Dr. Bagyinszki Gyula: ANYAGTECHNOLÓGIA II.") HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
HŐKEZELÉS Hőkezelés az anyagok ill. a belőlük készült fél- és készgyártmányok meghatározott program szerinti felhevítése hőntartása lehűtése a mikroszerkezet ill. a feszültségállapot megváltoztatása és
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata
 Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Hőkezelhetőség, hőkezelt alkatrészek vizsgálata Hőkezelés A hőkezelés egy tervszerűen megválasztott hőmérsékletváltoztatási folyamat, mely felhevítésből, hőntartásból és lehűtésből áll, és célja a munkadarab
Műanyagalakító szerszámacélok
 Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Műanyagalakító szerszámacélok ThyssenKrupp Ferroglobus ThyssenKrupp Tartalomjegyzék Általános információk Bevezetés 1 Műanyagfeldolgozó szerszámacélok tulajdonságai 2 Műanyagfeldolgozó szerszámacélok kémiai
Szerkezeti-, különleges és szerszám acélok
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK SZERKEZETI,- KÜLÖNLEGES ÉS S SZERSZÁM M ACÉLOK Dr. Palotás Béla palotasb@eik.bme.hu Anyagismeret Anyagismeret Szerkezeti és egyéb acélok 1 Szerkezeti-, különleges és
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK SZERKEZETI,- KÜLÖNLEGES ÉS S SZERSZÁM M ACÉLOK Dr. Palotás Béla palotasb@eik.bme.hu Anyagismeret Anyagismeret Szerkezeti és egyéb acélok 1 Szerkezeti-, különleges és
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
A hőkezeléseket három lépésben végzik el:
 A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
A hőkezelés célja Az előírt szövetszerkezet előállítása, amely révén tervszerűen megváltoztatjuk egy fémes anyag tulajdonságait tisztán melegítés, hőntartás és hűtés segítségével. A szövetszerkezet alakításával
Anyagtudomány. Vasötvözetek fémtana. Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak
 Vasötvözetek fémtana Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak 1 Vasötvözetek osztályozása Két alapvető csoport: 1. Acélok (0 % < C < 2,06 %) Hypo-eutektoidos acélok (C < 0,8 %) Eutektoidos
Vasötvözetek fémtana Gyakorlati vas-karbon ötvözetek Ötvözetlen acélok, öntöttvasak 1 Vasötvözetek osztályozása Két alapvető csoport: 1. Acélok (0 % < C < 2,06 %) Hypo-eutektoidos acélok (C < 0,8 %) Eutektoidos
A hőkezelés célja. Hőkezelési eljárások. Fémek hőkezelése. Tipikus hőkezelési ciklus
 NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
NYGUDOMÁNY ÉS ECHNOLÓGI NSZÉK nyagechnológia (Hegeszés, hőkezelés) Hőkezelési eljárások Dr. Paloás Béla - dr. Némeh Árpád paloasb@eik.bme.hu hőkezelés célja szöveszerkeze válozaásával a kíván mechanikai-
Felkészülést segítő kérdések
 Felkészülést segítő kérdések 1. Rajzolja fel egy lágyacél szakító diagramját. Nevezze meg a jellegzetes szakaszokat. I. Rugalmas alakváltozás: a terhelés megszűnése után a darab visszanyeri eredet alakját.
Felkészülést segítő kérdések 1. Rajzolja fel egy lágyacél szakító diagramját. Nevezze meg a jellegzetes szakaszokat. I. Rugalmas alakváltozás: a terhelés megszűnése után a darab visszanyeri eredet alakját.
KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE
 KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 TARTALOM Korrózi zióálló acélok
KORRÓZIÓÁLLÓ ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 TARTALOM Korrózi zióálló acélok
Vas és szén. Anyagismeret, anyagkivála sztás. Acél jellemzıi. Egyéb alkotók: ötvözı vagy szennyezı?
 Vas és szén Anyagismeret, anyagkivála sztás Dr. Horváth László Vegyi összetétel és hatása az acél tulajdonságaira Acél szennyezıi, ötvözıi Gyártástechnológia hatása Hımérséklet, kristályszerkezet Szerkezeti
Vas és szén Anyagismeret, anyagkivála sztás Dr. Horváth László Vegyi összetétel és hatása az acél tulajdonságaira Acél szennyezıi, ötvözıi Gyártástechnológia hatása Hımérséklet, kristályszerkezet Szerkezeti
Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel
 Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Várnagy Csaba Fémek hegeszthetősége bevontelektródás kézi ívhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja:
Atomerőművi anyagvizsgálatok 4. előadás: Fémtan
 Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: Fémtan Tárgyfelelős: Dr. Aszódi Attila Előadó: Kiss Attila 2012-2013. ősz
Budapesti Műszaki- és Gazdaságtudományi Egyetem (BME) Nukleáris Technikai Intézet (NTI) Atomerőművi anyagvizsgálatok 4. előadás: Fémtan Tárgyfelelős: Dr. Aszódi Attila Előadó: Kiss Attila 2012-2013. ősz
Hőkezelési utasítások készítése
 ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagtechnológia (Hegesztés, hőkezelés) készítése Dr. Palotás Béla palotasb@eik.bme.hu Hőkezelési ciklus, ºC hőntartás, t hőntartás megeresztés hőkiegyenlítés t megeresztés
ANYAGUDOMÁNY ÉS ECHNOLÓGIA ANSZÉK Anyagtechnológia (Hegesztés, hőkezelés) készítése Dr. Palotás Béla palotasb@eik.bme.hu Hőkezelési ciklus, ºC hőntartás, t hőntartás megeresztés hőkiegyenlítés t megeresztés
Mérnöki anyagok NGB_AJ001_1
 NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
NGB_AJ001_1 Szerszámacélok Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor A vasötvözetek 1600 A H 1500 J 1400 N 1300 1200 1100 B E' E + olv. + olv. C' C D' D F' F 1000 G 900 acél öntöttvas 800 700 P'
Acélok és öntöttvasak definíciója
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus
Tevékenység: Tanulmányozza a 4. táblázatot! Gyűjtse ki és tanulja meg a nagyszilárdságú mélyhúzott finom acélok típusait és jelölésüket!
 A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
Anyagtudomány - 11. Előadás. Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok
 - 11. Előadás Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok 1 Az izotermikus átalakulási diagramok t 1 A túlhűtöttség hatása (K k és G hatása) T 1 C-görbe
- 11. Előadás Acélok nem-egyensúlyi átalakulási diagramjai Izotermás és folyamatos hűtésű átalakulási diagramok 1 Az izotermikus átalakulási diagramok t 1 A túlhűtöttség hatása (K k és G hatása) T 1 C-görbe
Hidegalakító szerszámacélok
 Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
Hidegalakító szerszámacélok ThyssenKrupp Ferroglobus TK BORÍTÓ 2 (2. oldal) Tartalomjegyzék 3 Általános információk 4 Hidegalakító szerszámacélok típusai és tulajdonságai a felhasználási cél függvényében
SZERSZÁMKÉSZÍTŐ MESTERVIZSGÁRA FELKÉSZÍTŐ JEGYZET
 SZERSZÁMKÉSZÍTŐ MESTERVIZSGÁRA FELKÉSZÍTŐ JEGYZET Budapest, 2014 Szerzők: Terdik János Zeller László Lektorálta: Óvári Mihály Kiadja: Magyar Kereskedelmi és Iparkamara A tananyag kidolgozása a TÁMOP-2.3.4.B-13/1-2013-0001
SZERSZÁMKÉSZÍTŐ MESTERVIZSGÁRA FELKÉSZÍTŐ JEGYZET Budapest, 2014 Szerzők: Terdik János Zeller László Lektorálta: Óvári Mihály Kiadja: Magyar Kereskedelmi és Iparkamara A tananyag kidolgozása a TÁMOP-2.3.4.B-13/1-2013-0001
ANYAGISMERET I. ACÉLOK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ANYAGISMERET I. ACÉLOK Dr. Palotás Béla Dr. Németh Árpád Acélok és öntöttvasak definíciója A 2 A 4 Hipereutektoidos acélok A 3 A cm A 1 Hipoeutektikus Hipereutektikus
2. tétel. 1. Nemfémes szerkezeti anyagok: szerves ( polimer ) szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )
 szervetlen ( kerámiák ) természetes, mesterséges ( műanyag )") 2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
2. tétel - A nemfémes szerkezeti anyagok tulajdonságai, felhasználásuk. - Vasfémek és ötvözeteik, tulajdonságaik, alkalmazásuk. - A könnyűfémek fajtái és jellemzői, ötvözése, alkalmazása. - A színesfémek
Orvosi implantátumok anyagai
 11 Orvosi implantátumok anyagai Dr. Mészáros István Anyagtudomány és Technológia Tanszék Sebészeti, fogorvosi alkalmazások Fémek, ötvözetek Kerámiák Polimerek Kompozitok Fémek ötvözetek hátrányai: korrózió,
11 Orvosi implantátumok anyagai Dr. Mészáros István Anyagtudomány és Technológia Tanszék Sebészeti, fogorvosi alkalmazások Fémek, ötvözetek Kerámiák Polimerek Kompozitok Fémek ötvözetek hátrányai: korrózió,
ACÉLOK MÉRNÖKI ANYAGOK
 ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
ACÉLOK MÉRNÖKI ANYAGOK 80%-a (5000 kg/fő/év) kerámia, kő, homok... Ebből csak kb. 7% a iparilag előállított cserép, cement, tégla, porcelán... 14%-a (870 kg/fő/év) a polimerek csoportja, melynek kb. 90%-a
Nem vas fémek és ötvözetek
 Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
Nem vas fémek és ötvözetek Anyagtudományi és Technológiai Tanszék Nem vas fémek és ötvözetek Áruk jóval magasabb, mint a vasötvözeteké, nagyon sok ipari területen alkalmazzák. Tulajdonságaik alacsony fajsúly,
ELLENŐRZŐ KÉRDÉSEK. Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés
 ELLENŐRZŐ KÉRDÉSEK Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés 1. Sorolja fel a szilárd halmazállapotú kristályos anyagokban
ELLENŐRZŐ KÉRDÉSEK Anyagtudomány c. tantárgyból a 2009/10. tanév I. félévében Gépészmérnöki és Informatikai Kar, Gépészmérnöki Szak, BSc képzés 1. Sorolja fel a szilárd halmazállapotú kristályos anyagokban
Könnyűfém és szuperötvözetek
 Könnyűfém és szuperötvözetek Anyagismeret a gyakorlatban Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai A könnyűfémek definíciója Alumínium és ötvözetei Magnézium és
Könnyűfém és szuperötvözetek Anyagismeret a gyakorlatban Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék Az előadás fő pontjai A könnyűfémek definíciója Alumínium és ötvözetei Magnézium és
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
Acélminó ségek összehasonlító táblázatai. Telepeink. ThyssenKrupp Ferroglobus
 Telepeink Acélminó ségek összehasonlító táblázatai Budapest 1106 Budapest, Maglódi út 14/B. Telefon: 262-9967, 262-1583 Fax: 261-0866 Dunaújváros 2400 Dunaújváros, Verebély u. 4. Telefon: 25/411-046, 25/432-213
Telepeink Acélminó ségek összehasonlító táblázatai Budapest 1106 Budapest, Maglódi út 14/B. Telefon: 262-9967, 262-1583 Fax: 261-0866 Dunaújváros 2400 Dunaújváros, Verebély u. 4. Telefon: 25/411-046, 25/432-213
Öntöttvasak. Öntöttvasak
 MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
MECHANIKAI TECHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Fémek technológiája Öntöttvasak Dr. Palotás Béla palotasb@eik.bme.hu Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k Öntöttvasak Szerzo:
JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Anyagszerkezettani és Anyagtechnológiai Intézet JÁRMŰIPARI VÉKONYLEMEZEK ÍV- ÉS ELLENÁLLÁS-PONTHEGESZTÉSE Mitró Lajos WIH6AS 3950 Sárospatak, Hunyadi
ÖNTÖTTVASAK HEGESZTÉSE
 Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Budapesti Műszaki és Gazdaságtudományi Egyetem ÖNTÖTTVASAK HEGESZTÉSE Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Öntöttvasak??? Hipoeutektikus öntöttvasak Hipereutektikus öv.-k
Lézersugaras technológiák II. Buza, Gábor
 Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Lézersugaras technológiák II. Buza, Gábor Lézersugaras technológiák II. írta Buza, Gábor Publication date 2012 Szerzői jog 2012 Buza Gábor Kézirat lezárva: 2012. január 31. Készült a TAMOP-4.1.2.A/2-10/1
Tisztelt Ügyfelünk! Szíves figyelmébe ajánljuk a DIRECT LINE Nemesacél Kft. további katalógusait:
 Tisztelt Ügyfelünk! A DIRECT LINE Nemesacél Kft. egy olyan kiadványsorozatot indít útjára, amelyben megkísérli összefoglalni azokat a legfontosabb ismereteket, amelyek a rozsdamentes anyagok kereskedelme,
Tisztelt Ügyfelünk! A DIRECT LINE Nemesacél Kft. egy olyan kiadványsorozatot indít útjára, amelyben megkísérli összefoglalni azokat a legfontosabb ismereteket, amelyek a rozsdamentes anyagok kereskedelme,
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Korszerű alumínium ötvözetek és hegesztésük
 MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
MISKOLCI EGYETEM MECHANIKAI TECHNOLÓGIAI TANSZÉK Korszerű alumínium ötvözetek és hegesztésük Tanulmány Kidolgozta: Dr. Török Imre 1 - Meilinger Ákos 2 1 egyetemi docens, 2 mérnöktanár Készült: a TÁMOP-4.2.2.A-11/1/KONV-2012-0029
Rozsdamentes és hó álló acélok Raktári program
 Rozsdamentes és hó álló acélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Nyolcadik kiadás 2006. április Ötvözetlen és alacsony ötvözés ú lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt
Rozsdamentes és hó álló acélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Nyolcadik kiadás 2006. április Ötvözetlen és alacsony ötvözés ú lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-1-1159/2014 nyilvántartási számú akkreditált státuszhoz A Tiszai Vegyi Kombinát Nyrt. Tiszaújváros Termelés Műszaki Felügyelet Műszaki Vizsgáló Laboratórium
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram)
") A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
A metastabilis Fe-Fe 3 C ikerdiagram (Heyn - Charpy - diagram) A vas-karbon egyensúlyi diagram alapvető fontosságú a vasötvözetek tárgyalásánál. Az Fe-C ötvözetekre vonatkozó ismereteket általában kettős
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások.
 Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Kétalkotós ötvözetek. Vasalapú ötvözetek. Egyensúlyi átalakulások. dr. Fábián Enikő Réka fabianr@eik.bme.hu BMEGEMTAGM3-HŐKEZELÉS 2016/2017 Kétalkotós ötvözetrendszerekkel kapcsolatos alapfogalmak Az alkotók
Verő Balázs, Bereczki Péter, Csepeli Zsolt, Sebő Sándor. Workshop Dunaújváros, 2014.02.25.
 Egységes technikai és technológiai megoldás többes fázisú, ultrafinom szemcseméretű acélszalagok előállítására egy szabadalmi bejelentés története és tartalma Verő Balázs, Bereczki Péter, Csepeli Zsolt,
Egységes technikai és technológiai megoldás többes fázisú, ultrafinom szemcseméretű acélszalagok előállítására egy szabadalmi bejelentés története és tartalma Verő Balázs, Bereczki Péter, Csepeli Zsolt,
Kötőelemek tűrései a DIN 267 T2 szerint
 - Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
- Muszaki katalógus - A kötoelemek turései Kötőelemek tűrései a DIN 267 T2 szerint Általános tudnivalók Amennyiben az egyedi termékszabványokban vagy a megbízási dokumentumokban más nem kerül meghatározásra,
Ötvözött szerkezeti acélok Raktári program
 Ötvözött szerkezeti acélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt
Ötvözött szerkezeti acélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt
ÖNTÉSZETI TECHNOLÓGIÁK 1.
 MAKMÖT267B-BL ÖNTÉSZETI TECHNOLÓGIÁK 1. ANYAGMÉRNÖK BSc KÉPZÉS ÖNTÉSZET SZAKIRÁNY (nappali és levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI
MAKMÖT267B-BL ÖNTÉSZETI TECHNOLÓGIÁK 1. ANYAGMÉRNÖK BSc KÉPZÉS ÖNTÉSZET SZAKIRÁNY (nappali és levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR METALLURGIAI
Mérnöki anyagok NGB_AJ001_1
 Mérnöki anyagok NGB_AJ001_1 Nem vas fémek és ötvözetek 2011 2010 Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor Nemvas fémek és ötvözetek Könnyűfémek - kis sűrűség - kitűnő korrózióállóság - magas ár
Mérnöki anyagok NGB_AJ001_1 Nem vas fémek és ötvözetek 2011 2010 Dr. Hargitai Hajnalka Forrás: Dr. Dogossy Gábor Nemvas fémek és ötvözetek Könnyűfémek - kis sűrűség - kitűnő korrózióállóság - magas ár
Alakítás és hőkezelés hatása az acél szövetszerkezetére
 Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
Alakítás és hőkezelés hatása az acél szövetszerkezetére Újrakristályosodás Alacsony karbon tartalmú hidegen hengerelt acél szövetszerkezete (C=0,030 %, Mn=0,25%, S=0,035%, P=0,052%, q=60%) 660 C-on 2,5
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
ACÉLOK ÉS ALKALMAZÁSUK
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÉS ALKALMAZÁSUK Dr. Palotás Béla palotasb@eik.bme.hu A gyakorlat elokészíto eloadás fo témakörei Acélok definíciója, csoportosításuk lehetoségei
A melegen hengerelt acélszalagok tulajdonságainak javítása a szalaghűtő-rendszer optimalizálásával
 Ph.D. értekezés A melegen hengerelt acélszalagok tulajdonságainak javítása a szalaghűtő-rendszer optimalizálásával Sebő Sándor okl. kohómérnök Témavezető: Dr. Voith Márton egyetemi tanár A doktori iskola
Ph.D. értekezés A melegen hengerelt acélszalagok tulajdonságainak javítása a szalaghűtő-rendszer optimalizálásával Sebő Sándor okl. kohómérnök Témavezető: Dr. Voith Márton egyetemi tanár A doktori iskola
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
joke Fill Hegesztési hozaganyagok joke Fill hegesztési hozaganyagok
 joke Fill hegesztési hozaganyagok Kifejezetten a szerszám- és formakészítésnél szükséges javításoknak és változtatásoknak megfelelő ötvözetek Hasonlóképpen illeszkedő ötvözetek sorozatgyártáshoz AWI pálcák
joke Fill hegesztési hozaganyagok Kifejezetten a szerszám- és formakészítésnél szükséges javításoknak és változtatásoknak megfelelő ötvözetek Hasonlóképpen illeszkedő ötvözetek sorozatgyártáshoz AWI pálcák
Az alakítási textúra hatása a saválló acélokban végbemenő fázisátalakulásokra
 Az alakítási textúra hatása a saválló acélokban végbemenő fázisátalakulásokra Nagy Erzsébet 1, Dr. Mertinger Valéria 2, Dr. Tranta Ferenc 3, Sólyom Jenő 4 1 doktorandusz hallgató, 2 egyetemi adjunktus,
Az alakítási textúra hatása a saválló acélokban végbemenő fázisátalakulásokra Nagy Erzsébet 1, Dr. Mertinger Valéria 2, Dr. Tranta Ferenc 3, Sólyom Jenő 4 1 doktorandusz hallgató, 2 egyetemi adjunktus,
Acélok nem egyensúlyi átalakulásai
 Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Acélok nem egyensúlyi átalakulásai Acélok egyensúlyitól eltérő átalakulásai Az ausztenit átalakulásai lassú hűtés Perlit diffúziós átalakulás α+fe 3 C rétegek szilárdság közepes martensit bainit finom
Kerámiák és kompozitok (gyakorlati elokész
 Kerámiák MEHANIKAI TEHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Kerámiák és kompozitok (gyakorlati elokész szíto) dr. Németh Árpád arpinem@eik.bme.hu A k e r ám i a a g örö g ( k iég e t e t t ) s zóból e
Kerámiák MEHANIKAI TEHNOLÓGIA ÉS ANYAGSZERKEZETTANI TANSZÉK Kerámiák és kompozitok (gyakorlati elokész szíto) dr. Németh Árpád arpinem@eik.bme.hu A k e r ám i a a g örö g ( k iég e t e t t ) s zóból e
Javító és felrakó hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Budapesti Műszaki és Gazdaságtudományi Egyetem Javító és felrakó hegesztés Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Szerző: dr. Palotás Béla 1 Felületi rétegek tulajdonságainak
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
NAPJAINK JÁRMŰKAROSSZÉRIA ANYAGAI THE PRESENT BODY IN WHITE MATERIALS
 Gradus Vol 2, No 2 (2015) 209-224 ISSN 2064-8014 NAPJAINK JÁRMŰKAROSSZÉRIA ANYAGAI THE PRESENT BODY IN WHITE MATERIALS Béres Gábor 1*, Danyi József 1, Végvári Ferenc 1, Tisza Miklós 2 1 Anyagtechnológia
Gradus Vol 2, No 2 (2015) 209-224 ISSN 2064-8014 NAPJAINK JÁRMŰKAROSSZÉRIA ANYAGAI THE PRESENT BODY IN WHITE MATERIALS Béres Gábor 1*, Danyi József 1, Végvári Ferenc 1, Tisza Miklós 2 1 Anyagtechnológia
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK
 NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
NYGTUDOMÁNY ÉS TECHNOLÓGI TNSZÉK nyagismeret 2008/09 célok hőkezelése dr. Németh Árpád arpinem@eik.bme.hu Törköly Tamás torkoly@gmail.com Ötvözetlen acélok 3 f.k.k. c3 1 t.k.k. hipoeutektoidosl EUTEKTOIDOS,
Szakértelem a beszúrás és beszúró esztergálás területén
 Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
Termék kézikönyv Beszúrás és beszúró esztergálás _ Walter Cut Szakértelem a beszúrás és beszúró esztergálás területén TARTALOM Beszúrás és beszúró esztergálás 2 Walter Cut Beszúró- és beszúróesztergáló
ELEKTRÓDÁK TÖMÖR HUZALOK ÉS PÁLCÁK PORBELES HUZALOK FEDŐPOR ALATTI HUZALOK ÉS POR FORRASZOK ÉS FOLYASZTÓSZEREK FÉMPOROK
 ELEKTRÓDÁK TÖMÖR HUZALOK ÉS PÁLCÁK PORBELES HUZALOK FEDŐPOR ALATTI HUZALOK ÉS POR FORRASZOK ÉS FOLYASZTÓSZEREK FÉMPOROK Karbantartáshoz, javításhoz és gyártáshoz szükséges hegesztőanyagok UTP Schweißmaterial
ELEKTRÓDÁK TÖMÖR HUZALOK ÉS PÁLCÁK PORBELES HUZALOK FEDŐPOR ALATTI HUZALOK ÉS POR FORRASZOK ÉS FOLYASZTÓSZEREK FÉMPOROK Karbantartáshoz, javításhoz és gyártáshoz szükséges hegesztőanyagok UTP Schweißmaterial
a NAT-1-1316/2008 számú akkreditálási ügyirathoz
 Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1316/2008 számú akkreditálási ügyirathoz A METALCONTROL Anyagvizsgáló és Minõségellenõrzõ Központ Kft. (3540 Miskolc, Vasgyár u. 43.) akkreditált
Nemzeti Akkreditáló Testület RÉSZLETEZÕ OKIRAT a NAT-1-1316/2008 számú akkreditálási ügyirathoz A METALCONTROL Anyagvizsgáló és Minõségellenõrzõ Központ Kft. (3540 Miskolc, Vasgyár u. 43.) akkreditált
Szabó Péter János. Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval
 Szabó Péter János Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval c. MTA doktori értekezés bírálata A 114. szövegoldalon 112
Szabó Péter János Intenzív alakítási és hőkezelési folyamatok mikroszerkezetre gyakorolt hatásának értelmezése visszaszórtelektron-diffrakcióval c. MTA doktori értekezés bírálata A 114. szövegoldalon 112
Ötvözetlen és alacsony ötvözésú lemeztermékek Raktári program
 Ötvözetlen és alacsony ötvözésú lemeztermékek Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Ötödik kiadás 2006. április Betonacélok Szerszámacélok Melegen hengerelt rúdacélok Tartóprofilok Könnyú
Ötvözetlen és alacsony ötvözésú lemeztermékek Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Ötödik kiadás 2006. április Betonacélok Szerszámacélok Melegen hengerelt rúdacélok Tartóprofilok Könnyú
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ
 TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
TANULÁSTÁMOGATÓ KÉRDÉSEK AZ 2.KOLLOKVIUMHOZ Vas-karbon diagram: A vas olvadáspontja: a) 1563 C. b) 1536 C. c) 1389 C. Mennyi a vas A1-el jelölt hőmérséklete? b) 1538 C. Mennyi a vas A2-el jelölt hőmérséklete?
A korrózió elleni védekezés módszerei. Megfelelő szerkezeti anyag alkalmazása
 A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
A korrózió elleni védekezés módszerei Megfelelő szerkezeti anyag kiválasztása és alkalmazása Elektrokémiai védelem A korróziós közeg agresszivitásának csökkentése (inhibitorok alkalmazása) Korrózió-elleni
DIEVAR Premium Warmarbeitsstahl
 SZERSZÁMACÉL ISMERTETÕ DIEVAR Premium Warmarbeitsstahl Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
SZERSZÁMACÉL ISMERTETÕ DIEVAR Premium Warmarbeitsstahl Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln
CALMAX Mûanyagforma- és hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ CALMAX Mûanyagforma- és hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A CALMAX egy Cr-Mo-V-ötvözésû acél, melynek jellemzõi: Nagy szívósság
SZERSZÁMACÉL ISMERTETÕ CALMAX Mûanyagforma- és hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk A CALMAX egy Cr-Mo-V-ötvözésû acél, melynek jellemzõi: Nagy szívósság
Mélyhúzás lemezanyagai és minősítési módszereik. Oktatási segédlet.
 ÓBUDAI EGYETEM Bánki Dnát Gépész és Biztnságtechnikai Mérnöki Kar Anyagtudmányi- és Gyártástechnlógiai Intézet Mélyhúzás lemezanyagai és minősítési módszereik Oktatási segédlet. Összeállíttta: dr. Hrváth
ÓBUDAI EGYETEM Bánki Dnát Gépész és Biztnságtechnikai Mérnöki Kar Anyagtudmányi- és Gyártástechnlógiai Intézet Mélyhúzás lemezanyagai és minősítési módszereik Oktatási segédlet. Összeállíttta: dr. Hrváth
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK
 B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
(Fordította: Dr Való Magdolna)
") Nemesíthetı acélok alkalmazása és önkeményedésének kihasználása zománcozásra. Dr. Joachim Schöttler, Salzgitter Mannesmann Forschung GmbH (Email Mitteilungen, 2009/6) (Fordította: Dr Való Magdolna) Bevezetés
Nemesíthetı acélok alkalmazása és önkeményedésének kihasználása zománcozásra. Dr. Joachim Schöttler, Salzgitter Mannesmann Forschung GmbH (Email Mitteilungen, 2009/6) (Fordította: Dr Való Magdolna) Bevezetés
1. EU szabályozási háttér
 Hevesiné Kõvári Éva, Éberhardt Zoltán, Lõrinczi József * CE-jelölés a szerkezeti acélokon A Dunaferr Zrt.-nél 2006-ban lezajlott az új, MSZ EN 10025:2005 szabvány elõírásai alapján gyártott, építõipari
Hevesiné Kõvári Éva, Éberhardt Zoltán, Lõrinczi József * CE-jelölés a szerkezeti acélokon A Dunaferr Zrt.-nél 2006-ban lezajlott az új, MSZ EN 10025:2005 szabvány elõírásai alapján gyártott, építõipari
GÉPJAVÍTÁS IV. SEGÉDLET
 Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
Dr. Fazekas Lajos főiskolai docens GÉPJAVÍTÁS IV. SEGÉDLET T A R T A L O M J E G Y Z É K ELŐSZÓ... 3 1. Selectron-eljárás... 4 1.1. Az eljárás módszer szerinti alapváltozatai a következők... 4 1.1.1. Vékony
XLVI. Irinyi János Középiskolai Kémiaverseny 2014. február 6. * Iskolai forduló I.a, I.b és III. kategória
 Tanuló neve és kategóriája Iskolája Osztálya XLVI. Irinyi János Középiskolai Kémiaverseny 201. február 6. * Iskolai forduló I.a, I.b és III. kategória Munkaidő: 120 perc Összesen 100 pont A periódusos
Tanuló neve és kategóriája Iskolája Osztálya XLVI. Irinyi János Középiskolai Kémiaverseny 201. február 6. * Iskolai forduló I.a, I.b és III. kategória Munkaidő: 120 perc Összesen 100 pont A periódusos
GÉPÉSZMÉRNÖKI SZAK. Anyagtudomány II. Könnyű- és színesfémek. Dr. Rácz Pál egyetemi docens
 GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Könnyű- és színesfémek Dr. Rácz Pál egyetemi docens Budapest 2011. Az alumínium jellemzői Az alumínium a periódusos rendszerben a könnyűfémek között található meg a
GÉPÉSZMÉRNÖKI SZAK Anyagtudomány II. Könnyű- és színesfémek Dr. Rácz Pál egyetemi docens Budapest 2011. Az alumínium jellemzői Az alumínium a periódusos rendszerben a könnyűfémek között található meg a
SZERKEZETI ACÉLOK HEGESZTÉSE
 SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
SZERKEZETI ACÉLOK HEGESZTÉSE Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Szerző: dr. Palotás Béla 1 Hegeszthető szerkezeti acélok
tulajdonságainak és felhasználásuknak
 AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Dr. Szabadíts Ödön egyetemi docens Budapesti Mûszaki és Gazdaságtudományi Egyetem Jármûgyártás és javítás Tanszék Az acélminõségek jelölésére az MSZ EN 10027-ben
AZ MSZ EN ACÉLJELÖLÉSI RENDSZER FELÉPÍTÉSE Dr. Szabadíts Ödön egyetemi docens Budapesti Mûszaki és Gazdaságtudományi Egyetem Jármûgyártás és javítás Tanszék Az acélminõségek jelölésére az MSZ EN 10027-ben
ORVAR SUPREME Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék. Hőkezelés 2. (PhD) féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2
 féléves házi feladat. Acélok cementálása. Thiele Ádám WTOSJ2") BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
BUDAPESTI MŰSZAKI EGYETEM Anyagtudomány és Technológia Tanszék Hőkezelés. (PhD) féléves házi feladat Acélok cementálása Thiele Ádám WTOSJ Budaest, 11 Tartalomjegyzék 1. A termokémiai kezeléseknél lejátszódó
Kondenzátor hegesztőelemek csúcsgyújtásos csaphegesztéshez
 Kondenzátor hegesztőelemek csúcsgyújtásos csaphegesztéshez SOYER Bolzenschweißtechnik bizonyosan a jobbik kapcsolat Cégprofil 40 éves szakmai tapasztaltunkkal mi vagyunk világ egyik vezető vállalata a
Kondenzátor hegesztőelemek csúcsgyújtásos csaphegesztéshez SOYER Bolzenschweißtechnik bizonyosan a jobbik kapcsolat Cégprofil 40 éves szakmai tapasztaltunkkal mi vagyunk világ egyik vezető vállalata a
Vas- karbon ötvözetrendszer. Összeállította: Csizmazia Ferencné dr.
 Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Vas- karbon ötvözetrendszer Összeállította: Csizmazia Ferencné dr. 1 Vas- Karbon diagram 2 Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
Anyagszerkezettan vizsgajegyzet
 - 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
- 1 - Anyagszerkezettan vizsgajegyzet Előadástémák: 1. Atomszerkezet 1.1. Atommag 1.2. Atomszám 1.3. Atomtömeg 1.4. Bohr-féle atommodell 1.5. Schrödinger-egyenlet 1.6. Kvantumszámok 1.7. Elektron orbitál
ALAKVÁLTOZÁS INDUKÁLTA MARTENZITES ÁTALAKULÁS AUSZTENITES Cr-Ni ACÉLOKBAN
 ALAKVÁLTOZÁS INDUKÁLTA MARTENZITES ÁTALAKULÁS AUSZTENITES Cr-Ni ACÉLOKBAN (PhD értekezés) Készítette: Nagy Erzsébet okl. anyagmérnök Miskolci Egyetem Fémtani és Képlékenyalakítástani Tanszék Kerpely Antal
ALAKVÁLTOZÁS INDUKÁLTA MARTENZITES ÁTALAKULÁS AUSZTENITES Cr-Ni ACÉLOKBAN (PhD értekezés) Készítette: Nagy Erzsébet okl. anyagmérnök Miskolci Egyetem Fémtani és Képlékenyalakítástani Tanszék Kerpely Antal
Szóbeli vizsgatantárgyak. 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 52 5432 06/V
 Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
ZEBRA HSS-E Gépi menetfúró
 ZEBRA HSS-E WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/48- - Nyomtatva Magyarországon P 04 282/M 05 2080 02/200 P 04 282 Vak és átmenõ metrikus ISO-menetek elõállítására a
ZEBRA HSS-E WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.:(00 36) 23/48- - Nyomtatva Magyarországon P 04 282/M 05 2080 02/200 P 04 282 Vak és átmenõ metrikus ISO-menetek elõállítására a
A TRIP ACÉL PONTHEGESZTÉSÉNEK HATÁSA RESISTANCE SPOT WELDING EFFECT IN CASE OF TRIP STEEL
 űszaki tudományos közlemények 2. XV. űszaki Tudományos Ülésszak, 2014. Kolozsvár, 227 234. http://hdl.handle.net/10598/28543 A TRIP ACÉL PONTHGSZTÉSÉNK HATÁSA RSISTANC SPOT WLDING FFCT IN CAS OF TRIP STL
űszaki tudományos közlemények 2. XV. űszaki Tudományos Ülésszak, 2014. Kolozsvár, 227 234. http://hdl.handle.net/10598/28543 A TRIP ACÉL PONTHGSZTÉSÉNK HATÁSA RSISTANC SPOT WLDING FFCT IN CAS OF TRIP STL
54 523 05 1000 00 00 Mechatronikai technikus Mechatronikai technikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
(EGT-vonatkozású szöveg)
") 2009.9.19. Az Európai Unió Hivatalos Lapja C 226/7 A Bizottság közleménye a nyomástartó berendezésekre vonatkozó tagállami jogszabályok közelítéséről szóló 97/23/EK európai parlamenti és tanácsi irányelv
2009.9.19. Az Európai Unió Hivatalos Lapja C 226/7 A Bizottság közleménye a nyomástartó berendezésekre vonatkozó tagállami jogszabályok közelítéséről szóló 97/23/EK európai parlamenti és tanácsi irányelv
Anyagmérnöki Tudományok, 37. kötet, 1. szám (2012), pp. 165 174.
, pp. 165 174.") Anyagmérnöki Tudományok, 37. kötet, 1. szám (2012), pp. 165 174. ACÉL SZÖVETSZERKEZET MODELLEK LÉTREHOZÁSA ANYAGTUDOMÁNYI SZIMULÁCIÓKHOZ GENERATION OF MODEL MICROSTRUCTURES OF STEELS FOR MATERIALS SCIENCE
Anyagmérnöki Tudományok, 37. kötet, 1. szám (2012), pp. 165 174. ACÉL SZÖVETSZERKEZET MODELLEK LÉTREHOZÁSA ANYAGTUDOMÁNYI SZIMULÁCIÓKHOZ GENERATION OF MODEL MICROSTRUCTURES OF STEELS FOR MATERIALS SCIENCE
Az anyagok mágneses tulajdonságai
 BME, Anyagtudomány és Technológia Tanszék Dr. Mészáros István Mágneses tulajdonságok, mágneses anyagok Előadásvázlat 2013. 1 Az anyagok mágneses tulajdonságai Alkalmazási területek Jelentőségük (lágy:
BME, Anyagtudomány és Technológia Tanszék Dr. Mészáros István Mágneses tulajdonságok, mágneses anyagok Előadásvázlat 2013. 1 Az anyagok mágneses tulajdonságai Alkalmazási területek Jelentőségük (lágy:
Kémiai fizikai alapok I. Vízminőség, vízvédelem 2009-2010. tavasz
 Kémiai fizikai alapok I. Vízminőség, vízvédelem 2009-2010. tavasz 1. A vízmolekula szerkezete Elektronegativitás, polaritás, másodlagos kötések 2. Fizikai tulajdonságok a) Szerkezetből adódó különleges
Kémiai fizikai alapok I. Vízminőség, vízvédelem 2009-2010. tavasz 1. A vízmolekula szerkezete Elektronegativitás, polaritás, másodlagos kötések 2. Fizikai tulajdonságok a) Szerkezetből adódó különleges
Anyagismeret. 3. A vas- karbon ötvözet
 Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,
Anyagismeret 3. A vas- karbon ötvözet A fémek és ötvözetek szerkezete Vas- Karbon diagram Eltérések az eddig tárgyalt diagramokhoz képest a diagramot csak 6,67 C %-ig ábrázolják, bizonyos vonalak folyamatos,