14.FOGAZATOK PROFIL-, ÉS LEFEJTŐ KÖSZÖRÜLÉSE Fogazatok köszörülése
|
|
|
- Elemér Szekeres
- 9 évvel ezelőtt
- Látták:
Átírás
1 14.FOGAZATOK PROFIL-, ÉS LEFEJTŐ KÖSZÖRÜLÉSE Fogazatok köszörülése Nagy terhelésű és gyorsfutású fogaskerékpárok fogfelületeit edzik, hogy a felületi terhelésük maximumra fokozható és méretük minimumra csökkenthető legyen (pl. járműipar). A felszíni teherbírás a felületi keménységgel négyzetesen nő. A hőkezelés folyamán azonban a kerekek deformálódhatnak, melynek következtében az osztáspontosság, a profilpontosság is torzul, az ütés nő.

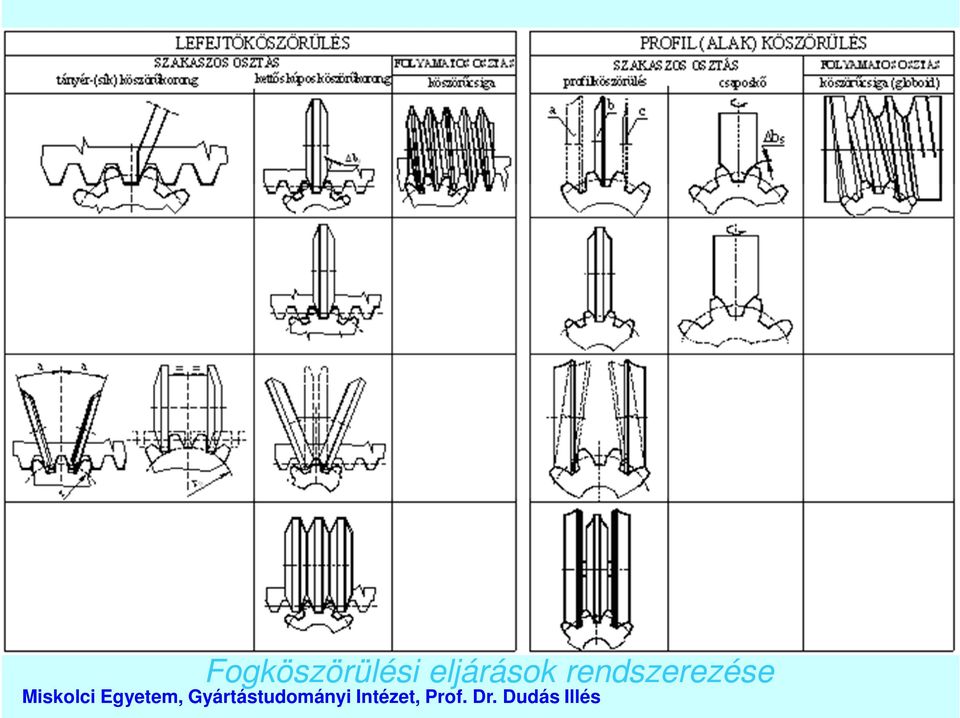
2 A szokásos határok: m = 2 10 mm-ig, de készítenek óriás gépeket is 20 mm modulig, pl. a MAAG HMSS-350; 3500 mm-ig használható. m 2 mm nem érdemes köszörülni a kis termelékenység (keskeny fogárok) miatt. A fogköszörűgépek elvileg a korábban ismertetett fogazó gépekkel azonos szerkezetűek és profilozva vagy lefejtő eljárással dolgoznak, egy vagy két köszörűkoronggal (14.1. ábra).


3 Fogköszörülési eljárások rendszerezése
4 14.2. Fogköszörülés profilos tárcsakoronggal Egyik legnagyobb nehézsége ennek az eljárásnak, hogy a korong kopásával a fog vastagabb lesz és a profil egyenlőtlen. Ezért a korongot utána kell szabályozni. Ez történhet nagyított sablon mentén pontográffal vezetett lehúzógyémánttal, vagy a kerék alapkörének megfelelő alapkör-tárcsán legördített léccel, és a lécen lévő gyémánt az evolvens pályát követve lehúzza (leképezi) az evolvens fogoldalt [?].
 az")
5 14.1. ábra Fogköszörülés profilos tárcsakoronggal
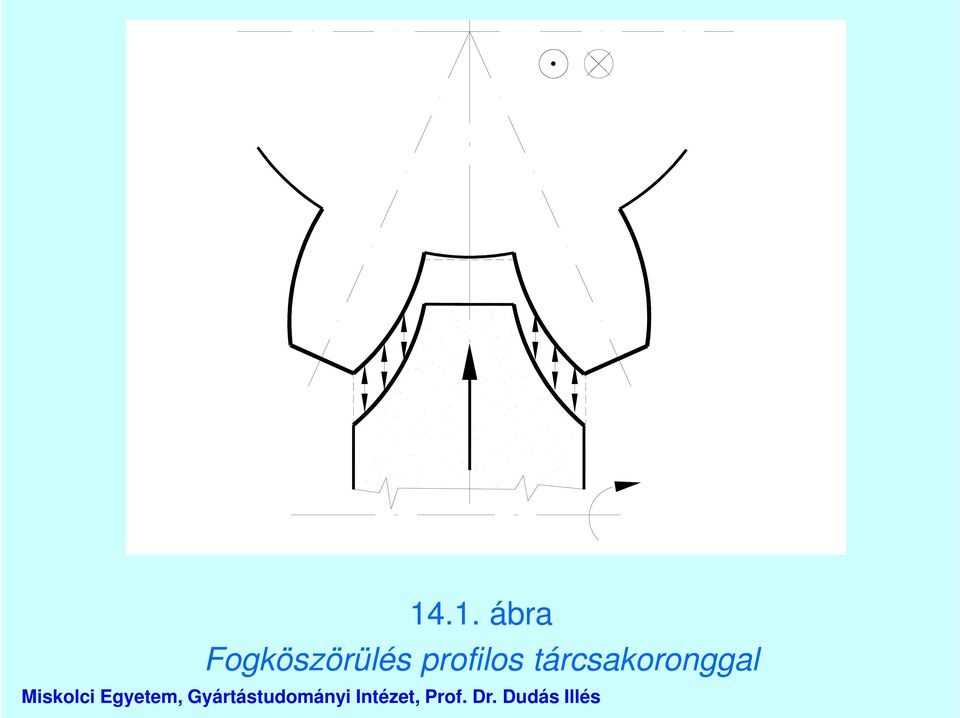
6 Az egykorongos köszörülésnél a korongnak azok a külső profilrészei, amelynek érintői kis szöget zárnak be a tengellyel merőleges középvonallal, nem dolgoznak jól. A korongoknál ugyanis legtermelékenyebben a hengeres felületek dolgoznak, ahol is a köszörülési nyomás közvetlenül érvényesül. Az oldalfelületeknél a nyomóerő nem érvényesülhet. Ezek az oldalfelületek, vagyis a kerék osztókör alatti lábrészén működő köszörűkorong felületek beégést idéznek elő, ezért célszerűbb a ábra szerinti kivitel, ahol is a korongok a palástfelületükön dolgoznak.

7 köszörűkorong ϑ r i δ ϑ r b 14.2 ábra Köszörűkorong érintkezése a munkadarabbal A δ szakaszon kedvezőtlen a ϑ szögtartományban kedvezőbb köszörülési feltételek vannak.

8 köszörűkorong a a tény tény a elm 14.3 ábra Névleges (elm) és tényleges (eff) fogásmélység evolvens profilköszörülésnél a elm
 fogásmélység")
9 A ábra szerint a elm és a eff fogásvétel különbsége jól mutatja a kopás egyenetlenségét a korong különböző pontjainál. A profilköszörülés célszerűbb módja, ha a korong inkább a palást felületén működik. Mindegyik korong egyegy fogoldalt készít el. Termelékenyebb az egykorongos megoldásnál, a korong azonban hajlításra is igénybe van véve.

10 14.4 ábra Profilfelület köszörülése kétköves profilos koronggal

11 Mozgások r 1 r 2 e r e r n k v cmin l k v c max v f b Fogásvétel iránya A ábra Profilfelület köszörülése kétköves profilkoronggal A A A A 0 0 A F 0 F 0 F F F 0 F axiális radiális legördülés

12 A korong szabályozása (vágása) lassú művelet a profilozó eljárásnál, ahol három gyémánttal szabályoznak, kettő a jobb-bal profilt, a harmadik a korong peremét és a lekerekítéseket (sugarakat) szabályozza. A lefejtő gépeken egyenes vonalmenti lehúzás van, amely egyszerűbb és ez magyarázza nagyobb elterjedésüket is.

13 köszörűkorong A A-A munkadarab (csavarfelület) 2 A 1 1 A 2 A 1, 2 érintkezési görbe 14.6 ábra Profilköszörülés szerszám átmérő változásának befolyása az érintési görbére és profilra [49]

14 14.7 ábra Köszörülő globoid csiga fogoldal leszabályozás gyémántszemcsés szerszámmal 14.8 ábra Folyamatos profilköszörülés globoid alakú köszörűcsigával [147]

15 14.3. Lefejtő fogköszörülés Egyetemes jellegűek a gépek, ezen megoldásánál a korong független modultól és a fogszámtól MAAG eljárás A fog evolvens felületeinek a köszörülését a fogasléccel való lefejtő megmunkálás elve szerint végzi. A fogaskerék tengelyre erősített, erre a tengelyre egy szegmens is rá van helyezve, aminek a sugara a kerék alapkör sugarával egyezik meg. A szegmensről két irányban az a jelű acélszalagok futnak (14.9. ábra), ezek mentén történik a legördülés.

16 Az acélszalagok és a szegmens segítségével valósítja meg a gép a kerék ide-oda lengő pontos, legördülő elmozdulását. A két korong a fogasléc fogoldalának megfelelő α 0 alapprofilszög alatt áll a függőlegeshez képest. A korongok tányér alakúak és csak a szélükön van kb. 2 mm széles köszörülő felület, így mintegy pontszerű érintkezés van a korong és a fogfelület között. A horonyokat a kopás mértékének megfelelően utánállítja a gép mechanizmusa.

17 b α α g k c gy gy gy b d ábra MAAG-eljárás elve

18 A b kétkarú emelők a rajtuk lévő g görgőkkel egy-egy forgó c tárcsával vezérelve a g merev pont körül elfordulhatnak és a végükön elhelyezett kis gyémánttal egyenletes időközökben, minden 2. másodpercben megérintik a kövek felületeit. Az r rugó gondoskodik arról, hogy a c görgő állandóan nekinyomódjon a c tárcsának. Ha nagy a kopás, akkor nem a gyémánttal ellátott vége ütközik fel a köszörűkorongon, amikor a görgő a c tárcsa barázdájába beleszalad, hanem a b emelő másik végén levő k kontaktus záródik. Az átmenő elektromos áram a köszörűkorongot kissé utánállítja.

19 A munkadarab tengelyirányú elmozdulást is végez. Egy fogoldal megköszörülése után a gép önműködően oszt. A korongok szárazon dolgoznak, a kis felületen való érintkezés és a kerület állandó legördülése miatt ugyanis a fogfelület nem tud túlságosan felmelegedni, azonkívül a korongok felületi nyomása is kis értékű. A lassú lefejtés és a kis felületen való érintkezés miatt a MAAG - köszörűgép kisebb teljesítményű, mint a profilköves köszörűgépek, a pontossága azonban jóval nagyobb.

20 acélszalag (gördítőszalag) köszörűkorongok munkadarab gördítő bak előtolószán gördítőszán ábra MAAG fogköszörülés mozgásviszonyai

21 Ferdefogú kerekek megmunkálására is alkalmas. Ha a MAAG-korongjai α 0 -ra vannak döntve, akkor a legördülés folyamán a fog oldalfelületein a korongok peremének különböző magasságokban levő részei dolgoznak. Így egymást keresztező köszörülési karcokat figyelhetünk meg.
22 Ehhez l k elmozdulás tartozik. Ezt azzal lehet csökkenteni, hogy a kövek egymással szembefordított köszörülő síkjait függőlegesen, vagyis 0 alatt állítjuk be, olyan két egymástól bizonyos fogszámú távolságban lévő fogárokban, amelyekben ezekhez a függőleges felületekhez irányulhat a legördülő elmozdulás.
23 Ez a null-fokos MAAG-gép, ennél a korongok a legalsó részükön érintkeznek a kerékfogakkal. Így a foghossz mellett csak relatíve kisebb az ábrán l 0 -al jelzett úthosszon kell a korongnak elmozdulnia, ezáltal a gép termelékenyebb. A null-fokos köszörűgép korongjainak alsó érintkezési pontjait összekötő egyenes érinti a munkadarab alapkörét. (Lásd a 0 os MAAG -köszörűgép)
24 l o l k 2 2 gördülő szalag 1 1 r a alapkör b ábra 0 o -os MAAG-köszörülés elvi elrendezése
25 A NILES fogköszörülés elve A NILES-rendszerű fogköszörűgépek is lefejtő eljárásúak. A köszörülendő fogaskerék függőleges tengelyű körasztalra van befogva, amely (körasztal) a vízszintesen elmozduló ágyszánba van csapágyazva. Az ágyszán egyenes vonalú mozgása és a rajta levő körasztal egyidejű forgómozgása hozza létre a kerék legördülő mozgását. A köszörűkorong egyenes profilú kettős-kúpos kialakítású. A kúpalkotó fogasléc-profilnak, a kúp félkúpszöge pedig a kapcsolószögnek felel meg. A kerék legördülő mozgásával egyidejűleg a lécprofilú szerszám a fogiránynak megfelelően függőleges, vagy ferdeirányú gyors alternáló mozgást végez.
26 v k osztókör ábra A NILES fogköszörülés
27 A NILES eljárás mintegy kétszeres termelékenységgel rendelkezik, mint a MAAG eljárás, de kevésbé pontos. (Közepes teljesítményként 1 percet lehet 1 fogra számítani, míg a MAAG gépeken 2-3perc 1 fog közepes hozzávetőleges köszörülési ideje). A gép félautomata munkaciklusban dolgozik. A munkaciklus indítása előtt jelentős beállítási munkát kell elvégezni, ami a későbbiek során kerül ismertetésre. Ezek közül egyik a korong beállítása a foghézagba. Ezt úgy kell elvégezni, hogy mindegyik fogoldalról közel egyforma réteget köszörüljön le a szerszám, viszont a lábkört ne köszörülje.
28 (Ennek feltétele, hogy ún. köszörülési ráhagyásos szerszámmal történjen a fogazat előmunkálása. Ha az előmunkálás ún. készre vágó szerszámmal történt, akkor a korong a lábkörön is fog. Ez hátrányos a korong igénybevétele és kopása, valamint a kerék pontossága szempontjából is. Ha az előmunkálás szabályos volt, akkor a lábkör érintése után mintegy 0,2 mm-rel visszaállítjuk a köszörűszerszámot és rögzítjük). Majd a szimmetria kialakítása után maga a munkaciklus a ábra szerint megy végbe.
29 A ciklus mindig a bal profil köszörülésével kezdődik. A korong B1 pontban kezdi és a A2 pontban fejezi be a köszörülést. Ezután még mintegy 3 löketnyi elmozdulás történik, ami 5-7 mm-t tesz ki. Ennek végén a legördülő mozgás irányt vált, és az előbbi túlfutási út és bizonyos holt út megtétele után a jobb profil köszörülése kezdődik a B2 pontban. Az A1 pontban fejeződik be és mintegy 2 löketnyi túlfutás után bekapcsolódik a gyorsjárat. A gyorsjárattal kigördül a kerék a korong munkateréből és ennek végén történik az osztómechanizmus bekapcsolása, valamint az irányváltás. Begördülés után ismét lassú járatra kapcsol a gép, és kezdődik a ciklus elölről.
30 Ezt annyiszor ismétli a gép, ahány fog van a keréken és az utolsó fogoldal megköszörülése után leáll. A munkacikluson belüli kapcsolásokat mechanikus ütközők végzik, amelyeket a munkaciklusnak megfelelően előzőleg be kell állítani.
31 B 1 A BAL PROFIL Túl- és ráfutás Holt út. 7 mm. Kigördülés A 1. B mm Túlfutás JOBB PROFIL ábra Fogköszörülés Niles-eljárással osztás Begördülés Ráfutás 2 5mm B 1 1 Miskolci A Egyetem, BEÁLLÍTANDÓ Gyártástudományi ÁGYSZÁN Intézet, ELMOZDULÁS Prof. Dr. Dudás Illés
32 A köszörűszerszám megválasztása, szabályozása és az anyagválasztás körülményei A szerszám-kiválasztás irányelvei Acélok köszörüléséhez KA jelzésű nemes elektrokorund szemcséjű korong, öntöttvashoz sav- és hőálló, rozsdamentes acélhoz pedig SC jelzésű szilíciumkarbid szemcséjű korong való. A korongok kötőanyaga keramikus legyen, meglehetősen nagy pórustérfogattal, hogy a forgács az érintkezési zónából könnyen kikerüljön.
33 A korong szemcsenagyságát és a kötés keménységét a ábra alapján lehet megválasztani. [79] A ábra R max = 10 m jelzésű mezője a nagyoláshoz, az R max = 1,6-3 m-es mező a simításhoz alkalmas korongokat jelzi. Mivel azonban legtöbbször ugyanazon gépen ugyanazon koronggal kell nagyolni és simítani, ezért a ábra sraffozott mezője alapján célszerű a korongválasztást elvégezni. Igen lényeges, hogy lágy anyagokhoz, ahol a szemcse hosszabb ideig éles marad - kemény korongot, míg az edzett kemény anyagokhoz, ahol a szemcse csak rövid ideig marad éles - lágy korongot válasszunk.
34 A köszörűszerszám szabályozása A korong szabályozása egyszerre három gyémánttal történik. A gyémántok a gépre szerelt szabályozó készülékbe vannak befogva, és kézi kar segítségével működtethetők. A kúpos korong jobb és bal felületét 1-1 gyémánt, míg a külső átmérőjét a harmadik gyémánt szabályozza. Az anyagleválasztás körülményei A NILES rendszerű fogköszörülés geometriai modellje a ábrán látható. A munkadarab hengeres felület, melynek sugara a kerék evolvensének görbületi sugarával egyenlő a vizsgált érintkezési pontban.
35 ábra Köszörűkorong szemcsenagyság, kötéskeménység és munkadarab anyagminőség kapcsolata
36 V a a φ D α α e G n sz l F A D E B C ζ n g ábra A köszörülés geometriai modellje
37 2 D l a e = D l 2 l = a D l = a e D (14.1) a e e l g l ábra Az érintkezési ívhossz közelítő meghatározása
38 Az l g tényleges ívhossz közelítőleg megegyezik az l értékével. l l g Határozzuk meg a tényleges érintkezési hosszat is: sin ε 2 = l D = a e D D = ae D ε 2 = arc sin ae D 360 D π ε 2 l g = l g ε a e arcsin 2 D ) D π = D π = ε (14.2)
39 Az egy löket alatt leköszörült anyag ( ábra) szélessége az AC távolsággal egyenlő, ennek legnagyobb vastagsága pedig a B pontban jelentkezik. A B pontban a korong forgástengelyére merőleges metszetet készítve, síkköszörülésnek megfelelő körülményeket kapunk. Az érintkezési ívhossz a GF ívhosszal egyenlő, amely azonban a gépen beállított a fogásmélységnél jelentősen nagyobb a fogásmélységgel számítható ki. Amint a ábrából látható, az ívhossz a profilszögtől is függ. Ezért a 15 o -os szerszámmal végzett köszörülés hátrányosabb, mint a 20 o -os szerszámmal végzett köszörülés.
40 a = BE, de a = sin20 = ; a BD = sinα sin15 = 0,2588 Az érintkezési ívhossz pedig: l a e D A viszonylag nagy érintkezési ívhossz a felületi réteg jelentős felmelegedését idézi elő, ami a felületminőség szempontjából kedvezőtlen. A ritka korongszerkezet azért kedvező, mert a pórusban elhelyezkedni tudó forgács nem súrlódik a köszörült felületen és kevesebb hő keletkezik.
41 A MAAG rendszerhez viszonyítva hosszabb érintkezési ívű anyagleválasztás természetesen jelentősebb hőtermeléssel is jár. Ezért a köszörülést hűtő-kenő folyadék alkalmazásával kell végezni. Hűtő-kenő folyadékként olajat célszerű használni. A ráhagyás eltávolítása m =1-nél 0.1 mm; m = 16-nál 0.5 mm, mint a köszörülésnél általában, itt is nagyoló és simító fokozattal történik. A nagyolás és simítás az előtolás (legördülő-mozgás) sebességében és a szerszám v a alternáló mozgásának sebességében tér el egymástól. A nagyolást nagy előtolással és nagy v a sebességgel kell végezni. A nagyolás és simítás fogásmélységének ( ábra a ábrán láthatók. BE távolság) irányértékei
42 16 szemcsenagyság, MSZ simítás 2. nagyolás m=1.5-5 : 3. nagyolás m> fogásmélység a, mm ábra Szemcsenagyság és fogásmélység kapcsolata
43 ábra A ráhagyás értékei
44 Célszerű arra törekedni, hogy minél kevesebb munkaciklussal legyen a ráhagyás eltávolítva. Ha a ráhagyást 1 simító és 1 nagyoló ciklussal nem lehet eltávolítani, akkor a nagyoló ciklusok számát szükség szerint növelni kell. De az is járható út, hogy simító előtolásra kapcsolva a fogásmélységet növeljük meg és 1 ciklussal nagyolunk. A köszörűszerszám mozgása: A szerszám állandó n sz fordulatszámmal forog, amelyből számított forgácsoló sebesség értéke (nem kopott korongnál) mintegy 30 m/s értékű.
45 A szerszám alternáló mozgását az L lökethossz és a v a alapján a percenkénti kettőslöketek számával fejezzük ki: ahol: n k = v a L [ kl/min] (14.3) f = előtolás; mm/kettős löket v g = fn k (mm/min) előtolás, legördülés sebessége A köszörülendő kerék gördülőkörét a legördülés cserekerekeivel állítjuk be az alábbi részletezés szerint: (csak ZSWZ 315 esetében).
46 k d m g = d g = a b 1 1 c d ahol: k m - gépállandó d g - gördülőkör átmérő a 1, c 1, b 1, d 1 - cserekerék fogszámok A d g egyenes fogazatnál: 1 1 (14.4) d g cosα 0 = z m n (14.5) cosα SZ
47 A d g ferde fogazatnál: d g = z m cosβ n SZ cosα cosα 0 SZ (14.6) ahol: cosβ SZ = sinβ 0 cosα cosα 0 SZ A fenti képletekben: z - a kerék fogszáma m n - normálmodul 0 - kapcsolási szög SZ - a szerszám kapcsolási szöge SZ - a szerszám alternáló mozgásának ferdeségi szöge - fogferdeségi szög. 0
48 A kiszámított gördülőkör-átmérőt (d g ) az (14.4)-be helyettesítve kiszámítható a cserekerék fogszáma. A leggyakoribb gördülőkör átmérőkre általában kiszámítjuk a cserekerekeket. A rendelkezésre álló ZSWZ 315 jelű gép eredeti beállítása szerint 15 o -os profilszögű koronggal dolgozik. Ez természetesen nem akadálya, hogy 20 o -os vagy más kapcsolószögű fogazatot köszörüljünk vele. Az evolvens-geometria szabályai szerint, ha megfelelően kisebb gördülő-körön történik a lefejtés - a 15 o -os szerszám 20 o -os kapcsolószögű profilt készít ( ábra).
49 n k korong +. α o=20 α sz αo egyenes fogazat > fejkör d f osztókör d o gördülőkör d g alapkör d a lábkör d l O legördülő mozgás α 20 sz Oo sz > A B.. αo=20 d g = z. m. cosαo ha α és cosα o=20 α sz =15 sz ábra Szerszám kapcsolószögek geometriai kapcsolata
50 Különféle fogazatkorrekciók készítése A profileltolással kialakított fogazatot ugyanolyan gördülőkörön gördítjük le, mint ha elemi fogazás lenne, mert a kapcsolási szög változatlan. Az általános fogazás szabályai szerint kialakított fogazatot már más gördülőkörön gördítjük, mint az elemit, mert itt a kapcsolószög is változott. A gördülőkört a (14.5) vagy (14.6) képlettel számoljuk. A nyesett fogazatot a ZSWZ gépen újbóli legördítéssel lehet készíteni. A már 20-os kapcsolószögűre megköszörült kereket még egyszer legördítjük, de megfelelően kisebb alapkörön. Ezáltal a 20-nál nagyobb alapprofil-szögű evolvenssel a fog a fejkör közelében lenyesődik.
51 α 1 α 0 B f α 2 α 0 α 1 α 0 H f α 2 H l B e ábra Fogazat korrekciók
52 ábra Dongásított fogazat
53 Az újabb kiadású ZSTZ gépeken a foglenyesést, valamint a domború fogazatot is egy menetben automatikusan lehet köszörülni, egyidejűleg a rendes fogköszörüléssel. A fej és láblenyesést trapézformájú köszörűkővel a régebbi gépeken csak úgy lehet megvalósítani, ha az új alapköröknek megfelelően kiszámítjuk a legördítés váltókerekeit. A hosszadalmas számítás és gépbeállítás elkerülésére az újabb gépeken olyan köszörűkő lehúzó készülékek vannak felszerelve, amelyek lehetővé teszik a kövek megfelelő automatikus profilozását.
54 Hasonlóképpen készíthető az újabb NILES gépeken minden külön számítás és szerelés nélkül dongásított fogazat is. A dongásítás mértéke max.: 0,07 mm. A készülék másolóminta és karos mechanizmus segítségével a köszörűorsó csapágyazásának a tárgytengelyhez viszonyított sugárirányú elmozdulását teszi lehetővé Csigakorongos fogköszörülés Itt a Pfauter-féle fogmarónak megfelelő módon, folytonos forgómozgásban, lefejtő eljárással köszörülik a fogoldalakat. Először a Reishauer-gépet építették így.
55 ábra Csigakorongos lefejtő fogköszörülés elve
56 A korong egybekezdésű, a szerszámprofilra lehúzott trapézmenetes csigakorongot m 8 mm esetén teliből lehet köszörülni. Minden modulhoz külön korong kell, melynek lehúzása egy csavarmenet vágásához hasonlóan történik, gyémánt lehúzókővel. A szabályozás mellékideje eléri a gép tényleges főidejét, sőt kedvezőtlen körülmények között túl is léphetik (rossz kőminőség). Mivel a korongnak egyszerre több menete is dolgozik a kerék fogain, ezért igen nagy a termelékenység Köszörűkorong szabályozás Köszörűkörong szabályozásának összefoglalását mutatja a es, as valamint a es ábra.
57 Evolvens köszörűkorong profilok szabályozási eljárásai közelítő evolvens egzakt evolvens körív vezető mechanizmus sablonok legördülő ívvel profiltest utánalakítandó lefejtő gördülő egyenes acélszalagok legördülő profil fogaskerék sablonok pantográf numerikusan vezérelt NC ábra Köszörűkorong szabályozási eljárások
58 lehúzó berendezés szabályozó gyémánt nagynyomású levegő mdb köszörűkorong elszívó ábra Szabályozás elvi elrendezése [48]
59 lehúzó szerszám gyémánt bevonatolt fogoldal felület köszörûkorong profilja profilozó köszörûkorong a fog jobb oldalán profilozó köszörûkorong a fog bal oldalán köszörûkorong fog homlokfogaskerék ábra Köszörűkorong szabályozó eljárás profilozó korongok lehúzására
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal. A fogazatok kapcsolódása. 5.1 Alapfogalmak. Fogaskerék hajtások csoportosítása
 5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 5.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör
5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 5.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai.
 2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
TÖBBFOGMÉRET MÉRÉS KISFELADAT
 Dr. Lovas László TÖBBFOGMÉRET MÉRÉS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz BME Közlekedésmérnöki és Járműmérnöki Kar Járműelemek és Jármű-szerkezetanalízis Tanszék Kézirat 2013 TÖBBFOGMÉRET
Dr. Lovas László TÖBBFOGMÉRET MÉRÉS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz BME Közlekedésmérnöki és Járműmérnöki Kar Járműelemek és Jármű-szerkezetanalízis Tanszék Kézirat 2013 TÖBBFOGMÉRET
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal. 6.1 Alapfogalmak
 6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT
 Dr. Lovas László TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2011 TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT 1. Adatválaszték A feladat a megadott egyenes fogú, valamint
Dr. Lovas László TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2011 TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT 1. Adatválaszték A feladat a megadott egyenes fogú, valamint
Fémipar: köszörülés, szerszámélezés
 Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
Fémipar: köszörülés, szerszámélezés Eredményes munkát csak jól élezett szerszámmal tudunk végezni. A köszörülés (szerszámélezés) célja, hogy a kéziszerszámok élezését a megmunkálandó anyagtól függően a
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
Fogaskerékhajtás tervezési feladat (mintafeladat)
") 1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI
 B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI 12. FOGASKEREKEK ELŐÁLLÍTÁSA ÉS SZERSZÁMAI 12.1. Bevezetés A fogazatok általában kinematikai párok mozgást átvivő elemek működő felületei. Ebben az értelemben
B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI 12. FOGASKEREKEK ELŐÁLLÍTÁSA ÉS SZERSZÁMAI 12.1. Bevezetés A fogazatok általában kinematikai párok mozgást átvivő elemek működő felületei. Ebben az értelemben
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
6. Előadás. Mechanikai jellegű gépelemek
 6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet
 Fogaskerék hajtómű előtervezési segédlet") Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet Egy új hajtómű geometriai méreteinek a kialakításakor elsősorban a már meglevő, használt megoldásoknál megfigyelhető megoldásokra
Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet Egy új hajtómű geometriai méreteinek a kialakításakor elsősorban a már meglevő, használt megoldásoknál megfigyelhető megoldásokra
2.2 Külsı, egyenes fogazatú hengeres kerekek.
 . Külsı, egyenes fogazatú hengeres kerekek. Tevékenység: Olvassa el a jegyzet 60-83 oldalain található tananyagát! Tanulmányozza át a segédlet 9.. fejezetében lévı kidolgozott feladatait, valamint oldja
. Külsı, egyenes fogazatú hengeres kerekek. Tevékenység: Olvassa el a jegyzet 60-83 oldalain található tananyagát! Tanulmányozza át a segédlet 9.. fejezetében lévı kidolgozott feladatait, valamint oldja
Széchenyi István Egyetem NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK
 NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK A tengelyek között olyan kapcsolatot létesítő egységet, amely a forgatónyomaték egyszerű átvitelén kívül azt változtatni is tudja, hajtóműnek, a hajtóműveken belül a különböző
NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK A tengelyek között olyan kapcsolatot létesítő egységet, amely a forgatónyomaték egyszerű átvitelén kívül azt változtatni is tudja, hajtóműnek, a hajtóműveken belül a különböző
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL László Sándor,
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL László Sándor,
16 Kõmegmunkálás. 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók
 16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
16 Kõmegmunkálás 16 0015 Gránitfúrók 16 0060 Gyémánt vágók gránithoz 16 0070 Gyémánt csiszolók Gránitfúró hengeres befogás színkód: zöld /mm l/mm L/mm c/befogás/mm 3 11 0637 901 3 3,5 12 60 5,0 0637 901
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel); szilárdsági
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel); szilárdsági
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Segédlet a gördülőcsapágyak számításához
 Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek.
 2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek. Tevékenység: Olvassa el a jegyzet 124-145 oldalain található tananyagát! Tanulmányozza át a segédlet 9.8. fejezetében lévı
2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek. Tevékenység: Olvassa el a jegyzet 124-145 oldalain található tananyagát! Tanulmányozza át a segédlet 9.8. fejezetében lévı
4. Élettartam növelő megmunkálások (tartósság növelő)
") 4. Élettartam növelő megmunkálások (tartósság növelő) Tartósságnövelő megmunkálások célja: Gépek működésekor igénybevétel felületi felületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség)
4. Élettartam növelő megmunkálások (tartósság növelő) Tartósságnövelő megmunkálások célja: Gépek működésekor igénybevétel felületi felületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség)
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
A hajtás nyomatékigénye. Vegyipari- és áramlástechnikai gépek. 3. előadás
 Vegyipari és áramlástechnikai gépek. 3. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék 1111, Budapest, Műegyetem
Vegyipari és áramlástechnikai gépek. 3. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék 1111, Budapest, Műegyetem
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI
 15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
15.KÚPKEREKEK MEGMUNKÁLÁSA ÉS SZERSZÁMAI Alapadatok Egymást szög alatt metsző tengelyeknél a hajtást kúpkerékpárral valósítjuk meg (15.1 ábra). A gördülő felületek kúpok, ezeken van kiképezve a kerék fogazata.
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Fogaskerékhajtásról röviden
 Fogaskerékhajtásról röviden II. FMK. BSc. hallgatói részére (tananyag kiegészítı segédlet) Németh Gábor egyetemi adjunktus Sopron, 2007 Tartalomjegyzék FOGASKEREKEK TÍPUSAI, FAJTÁI... 3 FOGASKEREKEK JELLEMZİ
Fogaskerékhajtásról röviden II. FMK. BSc. hallgatói részére (tananyag kiegészítı segédlet) Németh Gábor egyetemi adjunktus Sopron, 2007 Tartalomjegyzék FOGASKEREKEK TÍPUSAI, FAJTÁI... 3 FOGASKEREKEK JELLEMZİ
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
TANMENET. Tanév: 2015/2016. Szakképesítés száma: Követelménymodul: Követelménymodul száma: Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2015/2016 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Köszörűs feladatok Követelménymodul száma: 10175-12 Tantárgy: Tananyag típus: Évfolyam:
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ
 RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
Gépelemek el adás II. rész
 Gépelemek elıadás II. rész Németh Gábor egyetemi adjunktus Tengelykapcsolók A tengelykapcsolók feladata Nyomatékátvitel Tengelyek összekapcsolása Torziós lengések csillapítása Lágy indítás Tengelyek idıszakonkénti
Gépelemek elıadás II. rész Németh Gábor egyetemi adjunktus Tengelykapcsolók A tengelykapcsolók feladata Nyomatékátvitel Tengelyek összekapcsolása Torziós lengések csillapítása Lágy indítás Tengelyek idıszakonkénti
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1 Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés során vagy azzal összefüggésben
GÉPÉSZET ISMERETEK KÖZÉP SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1 Tesztfeladatok 1. feladat 4 pont Párosítsa a meghatározásokat és a fogalmakat! Meghatározások: I. Munkavégzés során vagy azzal összefüggésben
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Vízszintes kitűzések. 1-3. gyakorlat: Vízszintes kitűzések
 Vízszintes kitűzések A vízszintes kitűzések végrehajtása során általában nem találkozunk bonyolult számítási feladatokkal. A kitűzési munka nehézségeit elsősorban a kedvezőtlen munkakörülmények okozzák,
Vízszintes kitűzések A vízszintes kitűzések végrehajtása során általában nem találkozunk bonyolult számítási feladatokkal. A kitűzési munka nehézségeit elsősorban a kedvezőtlen munkakörülmények okozzák,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése. Tartalomjegyzék
 Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
MICHAEL KFT Gyömrői út 150. 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK
 MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
MICHAEL KFT Gyömrői út 150 Csavar és kötőelem szaküzlet Telfon:06/1/4310170 1103 Budapest Fax:06/1/260-36-46 CSISZOLÓSZERSZÁMOK 1. NYELES,FONATLAN KEREK KEFÉK Drótszál Kefe Szersz. Szabad Teljes Csap vast.
Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából
 Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából Készítette: Konkoly Ákos egyetemi hallgató Konzulens: Dr. Marczis Balázs csoportvezető Robert
Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából Készítette: Konkoly Ákos egyetemi hallgató Konzulens: Dr. Marczis Balázs csoportvezető Robert
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
Orbitool Sorjázó szerszám
 Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Hajtások 2 2014.11.08.
 Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2 2014.11.08. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gyártástechnológiai III. 11./2 előadás Egyetemes osztófej Köszörülés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 11./2 előadás Egyetemes osztófej Köszörülés Előadó: Dr. Szigeti Ferenc főiskolai tanár Egyetemes (differenciál)
Hajtások 2. 2011.10.22.
 Hajtások 2. 2011.10.22. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2. 2011.10.22. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
3. 5 TENGELYES SWARF SIMITAS
 3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Ajánlott szakmai jellegű feladatok
 Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
MUNKAANYAG. Hervay Péter. Gyalugép, gyalulás. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II.
 Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
Hervay Péter Gyalugép, gyalulás A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 0227-06 A tartalomelem azonosító száma és célcsoportja:
GÖRGŐS LÁNC KEREKEK ÉS KIEGÉSZÍTŐK
 C H I A R A V A L L I p A GÖRGŐ KEREKEK É KIEGÉZÍTŐK A cégünk által gyártott láncokhoz tervezett agyas lánckerekek és lemez lánckerekek választéka sokoldalú megoldást nyújt ipari szükségletekre a rugalmas
C H I A R A V A L L I p A GÖRGŐ KEREKEK É KIEGÉZÍTŐK A cégünk által gyártott láncokhoz tervezett agyas lánckerekek és lemez lánckerekek választéka sokoldalú megoldást nyújt ipari szükségletekre a rugalmas
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Géprajz gépelemek II. II. Konzultáció (2014.03.22.)
") Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE
 2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
RS Nagypontosságú-hengerköszörű gépek
 RS Nagypontosságú-hengerköszörű gépek RS sorozat modul rendszerűen felépített nagypontosságú hengerköszörű gépek minden alkalmazási esetre 600 mm csúcstávolságtól 6000 mm csúcstávolságig B tengely- és
RS Nagypontosságú-hengerköszörű gépek RS sorozat modul rendszerűen felépített nagypontosságú hengerköszörű gépek minden alkalmazási esetre 600 mm csúcstávolságtól 6000 mm csúcstávolságig B tengely- és
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Molnár István. A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási. paraméterek meghatározása
 Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Molnár István A síkköszörűgép szerkezete, szerszámok, készülékek megválasztása, forgácsolási paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)