Fogaskerékhajtásról röviden
|
|
|
- Regina Fazekasné
- 10 évvel ezelőtt
- Látták:
Átírás
1 Fogaskerékhajtásról röviden II. FMK. BSc. hallgatói részére (tananyag kiegészítı segédlet) Németh Gábor egyetemi adjunktus Sopron, 2007
 Németh Gábor")
2 Tartalomjegyzék FOGASKEREKEK TÍPUSAI, FAJTÁI... 3 FOGASKEREKEK JELLEMZİ RÉSZEI... 7 KAPCSOLÓDÁSI FELTÉTELEK... 8 WILLIS TÉTELE VAGY FOGMERİLEGES TÉTEL... 9 ELEMI FOGAZATKAPCSOLÓDÁS SOROS KEREKEK AZ EVOLVENS, MINT FOGPROFIL VALAMINT AZ EVOLVENSEK KAPCSOLÓDÁSI JELLEGZETESSÉGEI FOGAZAT LEFEJTÉSÉNEK ELVE ALÁMETSZÉS, HATÁRFOGSZÁM KOMPENZÁLT FOGAZAT ÁLTALÁNOS FOGAZÁS A FERDEFOGAZAT BELSİ FOGAZAT KÚPKEREKEK CSAVARKEREKEK CSIGAHAJTÁS A FOGASKEREKEK MÉRETEZÉSE TÖNKREMENETELI MÓDOK FOGASKEREKEK ANYAGAI A FOGASKEREKEK GYÁRTÁSA A FOGASKEREKEK MÉRÉSE PROFILHIBA MÉRÉSE Források: Bider Zsolt; Lászlóné Pozsgai Anna; Tóth József: GÉPSZERKEZETTAN II.Gépelemek, Széchenyi István egyetem, Gyır, 2006 Dr. Kozma Mihály: GÉP ÉS SZERKEZETI ELEMEK; BME; Budapest, 2004 Dr. Szabó Dénes: Gépelemek III./A, Erdészeti és Faipari Egyetem, Sopron, 1972 Dr. Láng Miklós: Általános Géptan I.; Erdészeti és Faipari Egyetem, Sopron, 1973

3 Fogaskerekek típusai, fajtái Hengeres kerekek Külso fogazat Belso fogazat Kúpfogazat Egyenes és ferde fogazat Egyenes fogazat Csigahajtás 1) a 0 és Σ = 0 hengeres fogaskerekek a) egyenes-; b) ferde-; c) nyíl- fogazat. Specális eset a belsı fogazat:
 ferde-; c) nyíl- fogazat.")
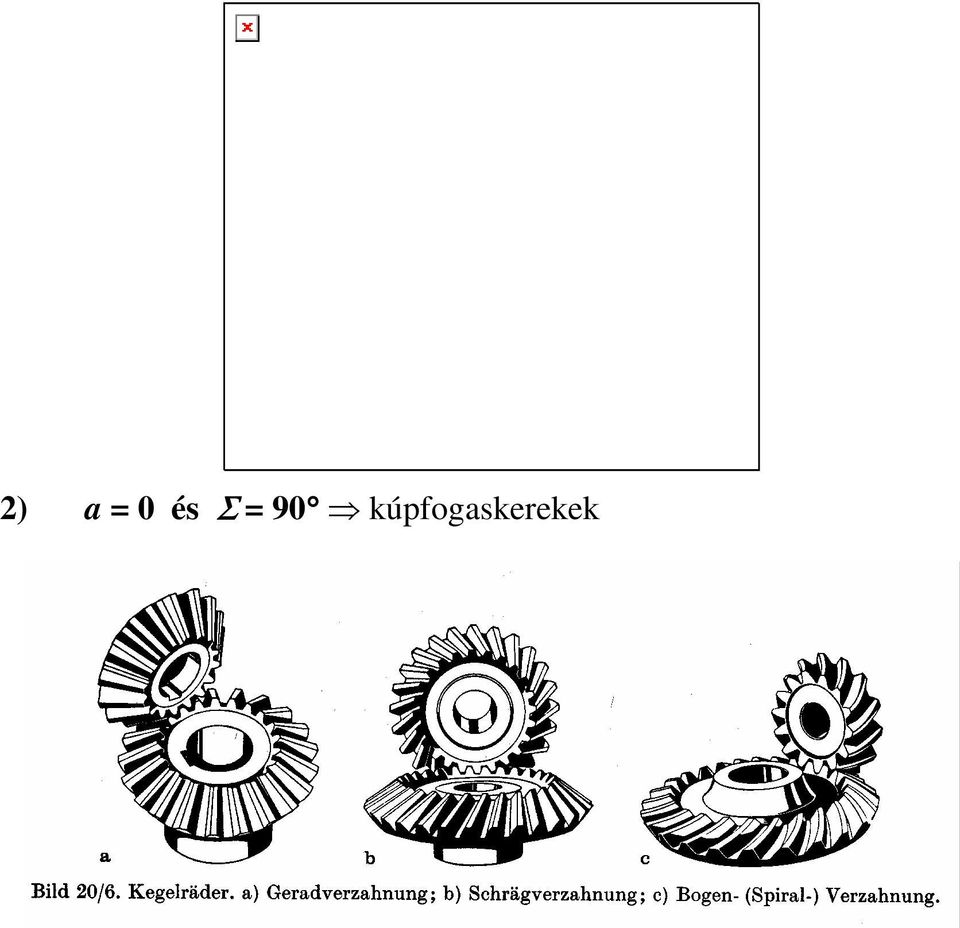
4 2) a = 0 és Σ = 90 kúpfogaskerekek
5 3) a 0 és Σ 0 hipoid fogaskerekek (spiroid, toroid hajtás) 4) a 0 és Σ 0 csavarkerekek (A gyakorlatban a csavarkerekeket hengeres ferdefogú kerékkel helyettesítjük, ezáltal a vonal menti érintkezés pontszerővé válik.) 5) a 0 és Σ = 90 csigahajtás

6
7 ρ f Fogaskerekek jellemzı részei A fogaskerék jellemzı részeinek elnevezése: fejszalag fogárok fogfelület s a fogprofil ( evolvens ) b határpont s e p=mπ osztókör ( görd g rdülőkör ) fenékszalag fogtőfelület d l fog d a d d f a lábmagasság h fogfejmagasság h fogmagasság h f

8 Kapcsolódási feltételek Két párhuzamos tengely között a forgás átszármaztatását úgy kell megvalósítani, hogy ha a hajtó tengely állandó szögsebességgel forog, akkor a hajtott tengely is állandó szögsebességgel forogjon. A kényszerkapcsolatot (alakzá-rást) létrehozó fogfelületeket tehát úgy kell kialakítani, hogy a két kerék szög-sebességének aránya minden pillanatban állandó legyen: ω1 i 12 = = áll. ω Ha i > 1, akkor lassító áttétel; ha i < 1, akkor gyorsító áttételrıl van szó. 2 Az alakzárás és a szögsebességek arányának állandóságából következik, hogy mindkét keréken kell lennie egy olyan gördülıfelületnek, amelynek tengelyre merıleges metszető körei csúszásmentesen gördülnek le egymáson. v 1 = v 1 azaz r w1 ω 1 = r w2 ω 2 i 12 1 = 2 = ω ω r w2 r w1

9 Willis tétele vagy fogmerıleges tétel v = v = 1 R1ω 1 2 R2ω2 A két fogfelület együtt haladásának feltétele: v1 n = v2n v1 n = R1ω 1 cosψ 1 ; v2 n = R2ω2 cosψ 2 cos r b 1 r ψ 1 = ; 2 cos ψ 2 = b R1 R2 R r b1 b2 1ω 1 = R2ω2 R1 R2 r ω1 ω 2 r = r b2 b1 Az O 1 N 1 C háromszög hasonló az O 2 N 2 C háromszöghöz:

10 r r r b1 w1 = b2 rw 2 ω1 r = ω r A Willis tétele (fogmerıleges tétel) a következıket mondja ki: 2 w2 w1 az ω 1 /ω 2 = állandó biztosításához a közös fogmerılegesnek a C fıponton kell keresztül mennie; a közös fogmerıleges az O 1 O 2 távolságot a szögsebességek arányában osztja; Az O 1, O 2 pontokból húzott r b1 és r b2 merılegesek nagysága változhat, de az arányuknak állandónak kell lennie. A kerületi sebességek érintıirányba esı sebességkomponensei nem egyenlık csúszásról beszélünk. A csúszási sebesség:, tehát Tehát a relatív csúszás értéke egy olyan mérıszám, amely a csúszva megtett út viszonyát fejezi ki a gördülve megtett úthoz. A normális irányú sebesség komponensek egymással egyenlık, a tangenciális komponensek azonban különböznek, ezért a fogak csúsznak egymáson. A csúszás nagyságát a relatív csúszással jellemzik, ami a kapcsolódó fogaskerék fogakon a φ 1 =(z 2 /z 1 ) φ 2 elemi elfordulás hatására egymáson elmozduló ívek különbsége. A nagy terheléső fogaskerék hajtások tervezésekor arra törekszenek, hogy a fogfejnél és a foglábnál a relatív csúszásokat kiegyenlítsék, amit kompenzált fogazat esetén a profileltolás nagyságának helyes kiválasztásával, általános fogazat esetén pedig a profileltolások összegének megfelelı felosztásával érnek el. Definició: A gördülıkörök C fıpontbeli közös érintıje és a fogmerıleges által bezárt szög a kapcsolószög. Azon pontok mértani helye, ahol a két foggörbe pontjai a kerekek elfordulása közben kapcsolódnak a kapcsolóvonal.

11 Reuleaux-féle szerkesztés: A fogmerılegesrıl szóló tétel felhasználásával lehetıség van egy adott fogprofilhoz és egy adott gördülıkörhöz egy (és csak egy) kapcsolóvonal megszerkesztésére. A fogmerılegesrıl szóló tétel felhasználásával lehetıség van egy adott kapcsolóvonalhoz és egy adott gördülıkörhöz egy (és csak egy) fogprofil megszerkesztésére.

12
13 Elemi Fogazatkapcsolódás Azt a kört, ahol a profilok távolságát elı szokták írni ez nem feltétlenül a gördülıkör osztókörnek nevezzük. Az osztókörön a fogvastagság és a fogárok szélesség azonos mérető. (Osztóköri jellemzık index nélkül.) d π = zp p d = z (z=fogszám) másképpen felírva: π Willis javaslata alapján (1938) a p/π mennyiséget elnevezték modulnak és a modult késıbb szabványosították. Ennek megfelelıen az osztókör átmérı: d = zm Két egymással kapcsolódó keréken azonosnak kell lennie az osztásnak azaz a modulnak.

14 p 1 = p 2 Ahhoz, hogy a fogaskerék mindkét forgásértelemben használható legyen, jobb és baloldali fogfelületet kell kialakítani. A jobb és baloldali fogfelület osztóköri távolsága a fogvastagság (s), az osztásból fennmaradó rész a fogárokszélesség (e). Profil kapcsolószám: p = s + e A folyamatos mozgáshoz az szükséges, hogy mielıtt a kapcsolatban lévı fogpár kilépne a kapcsolatból, létrejöjjön egy új fogpárkapcsolat. A fogaskerekek kapcsolódása a kapcsoló egyenesen szemléltethetı, ahol a kapcsolódás szélsı pontjait a fogaskerekek fejkörei jelölik ki A fogkapcsolódás feltétele: l w < p w ahol p a gördülıköri osztás, l pedig az a 1 a n fogmerıleges talppontok által ívhossz. A profil kapcsolószám: meghatározott

15 ε = l p w w 1 A fogaskerék sugárirányú méretei: Fejmagasság: h a * a * a = h m ( h fejmagasság tényezı * h a =1) * + Lábmagasság: h f = ( ha ca )m ( c * a fejhézag tényezı Fogmagasság: * h = h a + h f Fejkör átmérı: d = ( z + 2h )m Szerszám kapcsolószög: α = 20 Osztókör átmérı: a * a d = zm * c a =0,25) Lábkör átmérı: d = ( z 2h 2c )m f * a * a Alapkör átmérı d b = mz cosα Osztóköri osztás: p = mπ Osztóköri fogvastagság: s = mπ / 2 Alapköri osztás: p b = mπ cosα Lábkör átmérı: d = ( z 2h 2c )m f * a * a

16 Soros kerekek Két fogaskerék kapcsolódásának feltétele: a két keréken az osztás egyforma; megegyezik a két kerék kapcsolóvonala. További megkötést jelent, hogy egy kerék több kerékkel is kapcsolódhasson, hogy a kapcsolóvonal a C fıponthoz képest centrálisan szimmetrikusnak kell legyen. Ezt a feltételt legegyszerőbben az állandó kapcsolószögő, egyenes kapcsoló vonal biztosítja. Ilyen kapcsolóvonallal a körevolvens alakú fogprofil rendelkezik. Az evolvens, mint fogprofil valamint az evolvensek kapcsolódási jellegzetességei Az evolvenst elıször Euler alkalmazta fogprofilnak. Származtatás: Egy egyenest csúszásmentesen legördítve egy r b sugarú körön, az egyenes minden pontja egy körevolvenst ír le. Az ON y P y háromszögbıl:

17 r y r b = (1) cosα y A legördítésbıl PP y = N y P y r b α y a profilszög. ( ϕ y + α y ) = rb tgα y ϕ = invα = tgα α (2) y Az (1) és (2) az evolvens polárkoordinátás egyenlete. Az N y P y = ρ y távolság a görbületi sugár. b b y ρ = r tgα Az evolvens fogprofil alkalmazásának elınyei: y y y a gyártáshoz használt szerszám geometriája egyszerő (egyenes élő), a kerék pontosan gyártható, könnyen ellenırizhetı; a tengelytávolság betartására nem érzékeny; a szerszám megváltoztatása nélkül javítható a gyártott kerekek kapcso-lódási és szilárdsági tulajdonsága; a fogprofil csúszása relatíve kicsi, kicsi a kopás. Az osztóköri profilszöget szabványosították. Ennek értéke Willis javaslatára α = 14,5 (mert sin14,5 =1/4). Késıbb ezt α = 17,5 -ra növelték. Európában a Maag cég elıször 15 -os profilszöget használt, majd ezt α = 20 -ra növelte. Ezzel d = zm és d b = dcosα Mivel az érintkezés a közös fogmerıleges mentén történik meg, evolvens profilok esetén ez egy egyenes az ún. kapcsolóvonal, amely egyben az alapkörök érintıje is lesz. Az evolvens profilú fogaskerekek kapcsolóvonala tehát a két alapkör közös érintıje, és a kapcsolódás helyessége (Willis tételének teljesülése miatt) nem függ a tengelytávolságtól, mely csak a közös érintı hajlásszögére van hatással.

18 w a a N' r 1 b1 0 1 N1 α C α w C' evolvensek N2 1 r r kapcsolóvonalak 2 w1 0 2 α α r w 0' 2 b2 r b2 N' 2 r w2 r Evolvens fogazat kapcsolóvonala Evolvens fogazat tengelyváltoztatása

19 Fogazat lefejtésének elve Az evolvens fogprofilú fogaskerék gyártása fogasléc alakú szerszámmal történhet a legelınyösebb módon, mivel a kinematikai kapcsolat az elızıekben ismertetett módon körön egyenes legördítéssel egyezik meg. Tehát, ha a gyártandó kerék osztókörén a szerszám osztóvonalát csúszásmentesen legördítjük, akkor a fogasléc profil különbözı helyzeteihez tartozó burkológörbe a kapcsolódó kerék (evolvens) foggörbéjét adja. osztóvonal szerszám osztókör Evolvens profilú hengeres kerekek Maag-féle szerszám alapprofilja az alábbi ábrán látható: A szabvány által meghatározott evolvens alapprofil (fogasléc) a vele megegyezı modulú fogaskerekekkel hézagmentesen kapcsolódik, és az ugyanilyen kialakítású kerekek egymással is képesek helyesen kapcsolódni

20 Alámetszés, határfogszám Bizonyos kritikus fogszámnál kisebb fogszámú kerekek fogazásánál a fogazó szerszám benyúlik az alapkörbe, ahol már nem alakíthat ki mőködı evolvens fogprofil. Ebben az esetben alámetszés keletkezik, ami gyengíti a fogtövet, és kapcsolódási zavarokat okoz. Az alámetszés határához tartozó kritikus fogszám a szerszám kapcsolószögtıl és a fogfejmagasságtól függ. α=20 esetén, egyenes fogú kerekeknél az alámetszés kritikus fogszáma 17, ferdefogú kerekeknél a fogferdeség növelésével ennek értéke 13-ig csökkenthetı. Az alámetszés tehát gyengíti a fogtövet és csökkenti a kapcsolóhosszat. Alámetszés jelensége Minden olyan jelenséget, amelyik az egyenletes mozgásátvitelt akadályozza, interferenciának nevezzük. Az alámetszés tehát interferencia. Amennyiben a fogaskerék fogszáma 17-nél kevesebb, az elemi fogazást nem alkalmazzák, mert ez esetben a fogazószerszám kigördülésekor alámetszi a fogakat. Ennek eredménye a fogtı elvékonyodása.

21 . Alámetszett fogak A határkerék fogszám abból a feltételbıl határozható meg, hogy az N 1 pont egybe esik az A ponttal. A CFN 1 háromszög hasonló az N 1 CO h háromszöghöz CF CN = 1 CN1 CO h * zhm CF = ham COh = 2 zhm CN1 = sinα 2
22 * ham = zhm sinα 2 * 2h a 2 z h = sin 17 z h α zhm sinα 2 zhm 2 Az alámetszés profileltolással elkerülhetı, vagyis gyártáskor a szerszámot a fogaskerék középpontjától radiális irányban annyira el kell távolítani, hogy a teljes mőködı fogprofil alapkörön kívül legyen. A profileltolás növeli a fogtı szélességét, a fogfej vastagságát viszont csökkenti, ez a fog kihegyesedéséhez vezethet (a minimálisan szükséges fejszalag szélesség 0,2 mm). Profileltolásnál megváltoznak a jellemzı értékek is. Az alámetszés elkerüléséhez szükséges profileltolás meghatározása: Az alámetszés tehát szerszám-elállítással kerülhetı el:
23 Profileltolás hatása a fog alakjára Az alámetszés elkerülhetı, ha a gyártáskor a szerszámot a fogaskerék középpontjától radiális irányban annyira kihúzzák (pozitív profileltolás), hogy a teljes mőködı fogprofil az alapkörön kívülre kerüljön. Ez profileltolás azonban megváltoztatja a fog alakját: növeli a fogtı vastagságát, a fogprofil görbületi sugarát, és csökkenti a fogfej vastagságát, ami a fog kihegyesedéséhez vezethet. A fog kihegyesedése korlátozza az adott fogaskeréken megengedett legnagyobb pozitív profileltolás mértékét (minimálisan szükséges fejszalag szélesség 0,2m). Negatív a profileltolás, ha a szerszámot az osztókörtıl a fogaskerék középpontja felé tolják el. Ekkor csökken a fogtı vastagság és a fogprofil görbületi sugara, ami a fog teherbírása szempontjából kedvezıtlen, ezért a negatív profileltolást lehetıleg kerülni kell. A profileltolással készült fogaskerék átmérıi is megváltoznak, fej és lábkör átmérıje az xm profileltolás kétszeresével növekszik (negatív profileltolás esetén csökken): Pozitív eltolás : Negatív eltolás: A d osztókör átmérı nem változik.
, kivéve, ha a két keréken a profileltolás nagysága")
24 Az elemi fogazatú fogaskerekek az osztókörön (osztóhengeren) gördülnek le egymáson, tengelytávolságuk az osztókör sugarak összegével azonos: a=(d1+d2)/2. Amennyiben a fogaskerekek profileltolással készülnek, a kapcsolódó fogaskerekek tengelytávolsága és kapcsolószöge megváltozik (általános fogazat), kivéve, ha a két keréken a profileltolás nagysága megegyezik, és elıjelük ellentétes (kompenzált fogazat). Fogazati rendszerek tehát: elemi fogazat x 1 = x 2 = 0, Σx = 0 a = a w kompenzált fogazat x 1 = -x 2, Σx = 0, a = a w általános fogazat x 1 x 2 Σx 0, a a w
25 Kompenzált fogazat Abban az esetben, ha az egyik keréken pozitív profileltolást a másik keréken ugyanakkora nagyságú negatív profileltolást alkalmazunk, kompenzált fogazatról beszélünk: x 1 = -x 2 Tehát kompenzált fogazáskor a két keréken megegyezı nagyságú, de ellentétes értelmő profileltolást hoznak létre. Végeredményben az elkészített fogaskerekek osztókörei tiszta gördülésben lesznek. Tengelytáv:, mint az elemi fogazás esetén A CO h N h háromszög hasonló az CON háromszöghöz * z1 ( ha x) = * zh ha Az alámetszés elkerüléséhez szükséges minimális szerszám-elállítás a felsı egyenletbıl: z1 * xmin 1 ha z = h
26 Általános fogazás Általános fogazást akkor alkalmazunk, ha az összekapcsolandó két fogaskerék fogszáma kicsi (a fogaskerékpár fogszámösszege nem éri el a határkerék fogszámának kétszeresét, ekkor az alámetszés nem kerülhetı el kompenzált fogazással). Ekkor mindkét keréknél: pozitív profileltolást kell létrehozni. Általános fogazás esetén a kerekek fogvastagsága nagyobb lett, így nem az osztókörön gördülnek, tehát az osztókörök nem gördülıkörök többé. A fogaskerekek nem az osztókörön, hanem a gördülıkörön gördülnek le egymáson. A fogazott hajtás tengelytávja megnı! Értéke a modullal lesz egyenlı m=a-a 0 (Az a0 értéke az elemi tengelytáv) Ha a fogmagasságot nem változtatjuk meg, az általános fogazás csökkenti a lábhézagot, mivel a kerekeket nem húzzuk szét oly mértékben, ahogy a profileltolások összege megkövetelné.
27 A ferdefogazat Evolvens az alaphenger tengelyére merıleges síkban, azaz a homloksíkban. Két ferde evolvens felület érintkezése:
28 Néhány megállapítás: Az érintkezési vonal egyenes; Az érintkezési vonal benne fekszik a kapcsoló síkban; Az érintkezési egyenes a tengelyiránnyal β b szöget zár be. Az egymás mögötti tengelymetszetben egymáshoz képest fokozatosan elfordított evolvensek érintkeznek. Fogalom definiciók: Kapcsoló sík: a két kapcsolódó kerék alaphengerének közös érintı síkja; Homlok sík: a kerék forgástengelyére merıleges sík; Normál sík: a fogazat irányára merıleges sík; A fogazat iránya: jobb fogazat, bal fogazat Ha a kapcsolósíkban lévı érintkezési egyenest visszafektetjük az alaphengerre, akkor egy β b szögben elhelyezkedı csavarvonalat kapunk. A fogfelületen lévı vonalak szintén csavarvonalak. Jellemzı fogferdeségi szögek: 2rbπ tgβb = p x x 2rπ tgβ = p 2rwπ tgβw = p x
29 tgβ tgβ A ferdefogú kerekek jellemzésére az osztóköri fogferdeségi szöget használjuk. b = rb r tgβ tgβ w = r r w
30 Jellemzı osztások az osztóhengeren: β b p t p n p x osztóköri fogferdeségi szög; kerék szélesség; homlok osztás; normál osztás; axiális osztás; Az axiális kapcsolószám (átfedés): ε β = b p x = U p t btgβ bsin β = = m π mπ t A ferdefogú kerék gyártása:
31 A homlok kapcsolószög: Az osztókör: ξn = 2mtgα ξt 2mtgα tgαt = = 2m 2mcos β tgα tgα t = cos β d π = zp t ξ t = p t = ξn cos β p cos β p d = z t = zmt π pt p m = = π π cos β t = m cos β Evolvens a homlok síkban van, a geometriát a homlok síkban kell számolni. A ferde fogazat elınyei: A határkerék fogszáma csökken. A profil kapcsolószám nı nyugodtabb járás. Megjelenik axiális kapcsolószám sokkal nyugodtabb járás. Hosszabb érintkezı fogalkotó nagyobb teherbírás. Rezgésmentes, csendes üzem kisebb alámetszési határfogszám Hátránya : minden esetben keletkezik axiális erıkomponens Elemi ferde fogazat: Osztókör: Fejkör: Lábkör: Alapkör: Határkerék fogszám: Általános ferde fogazat: Tengelytávok: Alapegyenlet: A szerszám eltolás: m d = z cos β m * da = z + 2ham cos β m * d f = z + 2ham cos β m db = z αt cos β cos z h a = * a 2 2h cos β = sin α z + z 2 a w = a + a 1 2 m cosα ym w w = Σx = z1 + z 2 t cos β 2 acosα * 2c m invαw invαt tgα
32 Osztókör: Fejkör: Lábkör: Profil kapcsolószám: d = z d d a f ε α m cos β Σx t z1 + z2 = 2 xt mt = xm m x = x m t = t Σ x t = Σx cos β Σxt z Σ x = = cos β invαw invαt tgα x cos β 1 + z 2 2 t invαw invαt tgα cos β cos β m * = z + 2ham + 2xm 2( Σx y)m cos β m * * = z + 2ham 2c m + 2xm 2( Σx y)m cos β = a1 rb 1 + ra 2 rb 2 r m π cosα t t asinα t
33 Belsı fogazat Elınyei: o kis helyszükséglet o jó hatásfok o nagy teherbírás o bolygókerekes hajtómőben való felhasználhatóság Hátrányai: o csak fogaskerék alakú szerszámmal gyártható o többféle interferenciára is hajlamos o nagyobb a kapcsolódó kerekek alámetszési határfogszáma o a kiskerék tengelye nem lehet átmenı, ezért csak egy oldalról csapágyazható A belsı fogazás a külsı negatívja és minden profilfelületre, osztókörre és alapkörre azonos. A legördülés fontos feltétele, hogy a győrőkerék fogszáma legalább 2-vél több legyen mint a külsı fogazású kerék fogszáma. Ellenkezı esetben nem tud elfordulni, legördülni benne. A szükséges fogszám különbség a belsı fogazás fogszámától függ, de általában ennek egyharmada. A tengelytávolság: d 2 d a 1 z2 z1 =, amely elemei egyenes fogazás esetén a0 = m 2 2 Elınye, hogy a hajtás kis helyen elfér, viszont hátránya, hogy a külsı fogazatú kereket csak egyoldalon lehet csapágyazni.
34 Kúpkerekek Kúpkerék párokat egymást metszı tengelyek esetén alkalmazunk. Gördülıtestjei csonkakúpok. A kúpalkotók hajlásszöge megszabja a tengelyek hajlásszögét. A tengelyszög általában 90 o, amely a kúpalkotók hajlásszögének összege. A gördülıkúpok körkúpok, amelyek egyetlen alkotó mentén érintkeznek és a két kúp csúcsa egybeesik. A kúpos hajtások gördítıkúpjai egyben mindig osztókúpok is. Az osztókúp legnagyobb átmérıjő köre az osztókör, ezen az osztás szabványos, ezért átmérıjét ugyanúgy számítjuk ki, mint a hengeres keréknél: d=z*m Az osztókúpszögeket a következı egyenletekbıl számíthatjuk r1 z1 1 0 tgδ 1 = = = δ 2 = 90 δ1 r2 z2 i A kúpos hajtások jellemzıje, egy elképzelt kerék, amelynek osztókúpszöge derékszög és a hajtás mind a két kerékkel hibátlanul kapcsolódik (212. ábra). Ennek
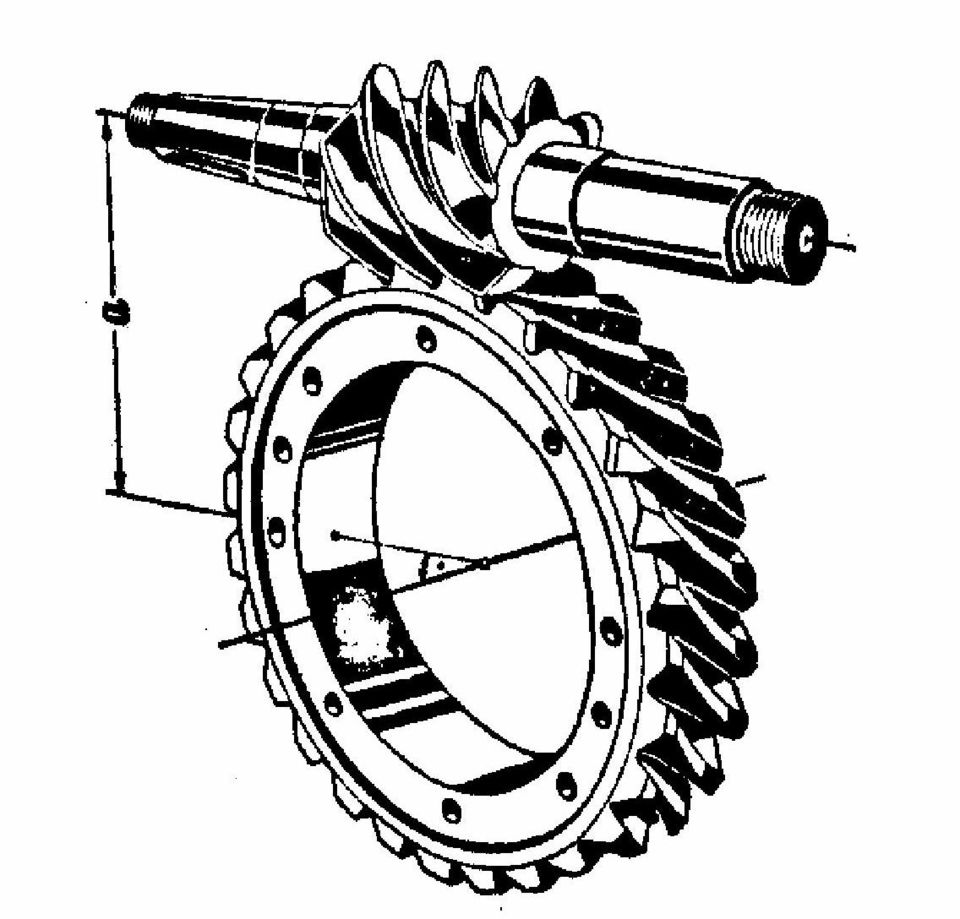
35 a keréknek síkkerék a neve. Ezt legjobban úgy képzelhetjük el, mintha a két kúpkerék közé egy vékony és jól alakítható körlemezet szorítanának, amelyet a forgó kúpkerekek hullámosra deformálnának. A síkkerék külsı sugara R p = r 1 r2 fogszáma pedig: z p = z 1 z2 Ez a fogszám soha nem egész szám, nem is szabad egészre kerekíteni, csak három tizedes pontossággal kell megadni. A kúpkerekek lehetnek egyenesek ferde- és ívelt fogazatúak. Az ívelt fogazat fogirány görbéje lehet: kör, evolvens vagy ciklois. Ilyen kerekeket fıleg gépjámővek hajtómőveibe építenek. Merıleges tengelyő kapcsolódó kúpkerekek az osztókúpok feltüntetésével :

36 Csavarkerekek Kitérı tengelyek esetén a teljesítmény átadása ferde fogazatú homlok kerekekkel is törénhet. Mivel ezek fogfelülete csavarfelület, ezért nevezzük csavarkerekeknek. Mivel ezeknél a fogalkotók egymással egy pontban érintkeznek, terhelhetıségük kicsi. Fıleg mőszeriparban alkalmazzák. Csigahajtás Kitérı tengelyek közötti kapcsolat megvalósítására alkalmasak. Két szerkezeti eleme a csiga és a csigakerék. A csigahajtás a csiga és csigakerék alakja szerint lehet: hengeres, globoid és kúpos 213. ábra. Csigahajtás: a - hengeres csiga globoid csigakerékkel b - globoid csiga hengeres csigakerékkel c - globoid cáiga globoid csigakerékkel d - kúpos csigahajtás A 213 a) ábrán hengeres csiga és globoid csigakerék kapcsolódik egymáshoz. Az
37 ábra b) része globoid csigát és hengeres csigakereket ábrázol, míg a c) ábrán a csiga és a csigakerék is globoid. A kúpos csigahajtást a d)ábrán láthatjuk. A csiga és csigakerék kapcsolódása a csigakerék homlokmetszetében egyenes profilú (archimedesi) csiga esetén a fogasléc-fogaskerék kapcsolódással azonos A csigahajtás nagy elınye, hogy egyetlen fokozat alkalmazásával is mintegy 100- szoros áttételt lehet megvalósítani. Ennek magyarázata, hogy a csiga egy teljes körülfordulásakor a csigakerék csak egy foggal fordul el ha a csiga egybekezdéssel készül. Több bekezdéső csiga alkalmazásával az áttétel ugyan csökken, de a csiga terhelése szerencsésebb. A több bekezdés azt jelenti, hogy a csiga palástfelületére egymással párhuzamosan több csavarfelületet munkálnak meg. Egytıl négy bekezdéső csigát szokás készíteni csigakerék fogszám pedig lehet.
38 A fogaskerekek méretezése Általános szempontok : - A mechanikai igénybevételt létrehozó nyomaték : P P T1 = = ω 2 π n 1 1 P P T2 = = ω2 2 π n2 - A gördülıkörökre számított kerületi erı : O 1 n 1 r w1 C F r w2 n 2 O 2 α w F n F r T1 F = = r w1 T r 2 w2 - A kerekekre ható erık közti összefüggés : F Fn = cosα Fr = F tanα wt - A ferde fogazaton fellépı egyéb erık : wt 40. ábra(tk.66.ábra) F Ft = cosα Fx = F tanβ - Az erık fogazattönkretevı hatása : wt
39 Méretezés felületi nyomásra : - az érintkezési hely környezetében fellépı nagy felületi nyomás hatására a fogfelület kigödrösödése - a teljes fogban hajlító igénybevétel hatására a fog tıben eltörhet - a súrlódás felületi hıhatást és τ feszültségeket okoz, amitıl a fogfelület berágódhat - az erıhatás alatti csúszás kopással jár, ezáltal a fogfelület a kopás miatt deformálódhat
40 Méretezés a fogtı igénybevételre A fogtı igénybevételének legkedvezıtlenebb esete, amikor a normálfogerı F n a kezdetén a fog fejélén hat: kapcsolódás
41 Ellenırzés berágódásra
42 Tönkremeneteli módok A meghibásodási statisztikák azt mutatják, hogy a hajtómővek tönkremenetele 60%-ban a fogazatok, 20%-ban a csapágyak meghibásodására vezethetık vissza. A maradék részt a tengelytörés, a tömítés meghibásodás, a segédberendezések üzemképtelenné válása teszi ki. A fogaskerék meghibásodások két fı csoportra oszthatók: fogtörésre és a felületi sérülések csoportjára. Az utóbbiba tartoznak a gödrösödés, a kopás és a berágódás. Fogtörés Lehet statikus (szemcsés töretkép), vagy fáradt (kagylós töretkép). A fáradt törés a gyakoribb. A fáradt repedés a fogtı húzott oldaláról indul. Elkerülési módok: nagyobb modul (azaz kisebb fogszám, de így a felületi károsodás veszélye nagyobb); Gödrösödés pozitív profileltolás (kisebb fogszámnál a fog hamar kihegyesedik); nagyobb kapcsolószög (a kapcsolószám csökken); sima lábgörbe átmenet (köszörülésnél nehéz).
43 A Hertz-érintkezés környezetében, a lüktetı nyíró feszültség hatására a felület alatt fáradt repedések keletkeznek, amelyek a felület felé fordulva gödrösödést eredményeznek. A gödröcskék széle éles, a gödröcskék feneke kagylós törető. A gödrösödés mértéke szerint megkülönböztetünk bejáratási pittinget, ame-lyik a kezdeti kapcsolódáskor keletkezik, majd idıvel megáll. Ez a fajta pitting az üzemvitelt nem veszélyezteti. Nem engedhetı meg viszont a lineárisan vagy progresszíven növekvı pittin-gek, mert ezek tönkremenetelhez vezetnek. Elkerülési módok: kisebb modul (azaz nagyobb fogszám, de így a fogtörés veszélye nagyobb); Kopás pozitív profileltolás (kisebb fogszámnál a fog hamar kihegyesedik); nagyobb kapcsolószám ; a felület keményítése (felületi edzés, nitridálás, stb) (igen hatásos, de drága, fıleg nagyobb kerekeknél). A fogfelületek gördülnek és csúsznak egymáson. A csúszás még megfelelı kenés esetén is kopást okoz. Itt is megkülönböztetünk bejáratási kopást, amely során a a gyártási felületi érdesség csökken, sima, tükrös felület alakul ki. A bejáratási kopást külön bejáratási adalékkal szokták segíteni. Nem kívánatos viszont a progresszív kopás, amelyik a bejáratási periódus után sem szőnik meg, hanem az idıvel fokozódik. Elsısorban normalizált és nemesített kerekeknél fordul elı. A kopás oka a nem megfelelı kenıanyag, az elégtelen kenés, az elégtelen keménység, a szennyezıdések. Elkerülési módok: megfelelı kenıanyag választása;
44 EP adalékok használata (drága); foglenyesés alkalmazása (drága) ; különbözı keménységő anyagok párosítása. Berágódás Ha nagy a felületi nyomás, és nagy a csúszás-sebesség, és nem megfelelı a kenés, akkor a fogfelületek erısen felmelegedhetnek, és a felület-érdességi csúcsok összehegedhetnek. A csúszás miatt az összehegedt részek lenyíródnak, és durva, horzsolt felületet eredményeznek. Elkerülési módok: megfelelı kenıanyag választása; EP adalékok használata (drága); olyan profileltolás választása, hogy a be- és kilépı pontokban a relatív csúszás azonos legyen; nagyobb modul alkalmazás (kisebb fogszám).
45 Fogaskerekek anyagai A fogaskerekek anyagai három nagy csoportra osztható: mindenek elıtt acél, aztán öntöttvas, és egyre inkább terjed a mőanyag. Az alkalmazott acélfajták négy fı csoportra oszthatók: ötvözetlen vagy gyengén ötvözött acélok; ötvözött, nemesíthetı acélok; betétben edzhetı acélok; nitridálható acélok. Néhány szempont a nemesített kerekek felületi teherbírása elmarad az edzettekhez képest; a berágódási teherbírást nitridálással lehet növelni; ütésszerő igénybevétellel szemben a nitridálás érzékeny; a legnagyobb teherbírás betétedzéssel érhetı el; a legkedvezıbb keménység 60 HRc körül van.
46 A fogaskerekek gyártása a) profilozó eljárások tárcsamaróval; újmaróval. Probléma: Minden modulhoz és minden fogszámhoz saját szerszám kellene. A szerszám fogszám tartományra, pl. m = 5, z = b) A homlokkerekek gyártására használható három elterjedt lefejtı forgácsolási módszer a következı: Maag-rendszerő, fésőskés-szerszámú lefejtı gyalulás Maag-rendszerő, fésőskés-szerszámú lefejtı gyalulás, amikor is fogasléchez hasonló, egyenes profilú szerszám végzi a gyaluló (alternáló) fımozgást, a munkadarab pedig a szakaszos gördülı mellékmozgást. Elemi fogazat készítésekor az osztókör a szerszám középvonalával, a korrigált fogazat készítésekor pedig valamely ezzel párhuzamos + xm távolságban levı vonalával van tiszta gördülésben.
47 Pfauter-rendszerő, csigamarós lefejtı marás: Pfauter-rendszerő, csigamarós lefejtı marás, amikor is a fımozgást végzı szerszám lényegében fogasléc (egyenes) profilú csavarfelület és a munkadarab mellékmozgása is folytonos forgó mozgás. A folytonos mozgások révén nagy termelékenység érhetı el. A Pfauter-gép egy második mellékmozgást - a gyártandó kerék tengelye irányába esı elıtolást is létrehoz.
48 Fellows-rendszerő, metszıkerekes lefejtı vésés: Fellows-rendszerő, metszıkerekes lefejtı vésés, amikor is az alternáló fımozgású, evolvens fogprofilú fogaskerék alakú szerszám mellékmozgásként szakaszosan összegördül a munkadarabbal. E rendszer a belsıfogazatok elıállítására egyedül alkalmas lefejtı eljárás.
49 c) fogaskerekek köszörülése profilozó eljárások; lefejtı eljárások;
50 Az egy- és kétkorongos Maag-köszörőgépek közül utóbbi a fejlettebb, ahol a megmunkálandó kerék ingamozgással gördül be a párhuzamos helyzető, forgó köszörőkorongok közé.
51 A fogaskerekek mérése Célja: a gyártási pontosság ellenırzése. A hengeres kerekek ellenırzése viszonylag egyszerő. Problémásabb a kúp ke-rekek és a csiga ellenırzése. A mérés csoportosítása: 1) Összetett hiba ellenırzés 2) Egyedi hiba elenırzés egyprofilos legördítés; osztás mérés; kétprofilos legördítés; fogazat ütése; hordkép vizsgálat; fogvastagság mérés; zajmérés; többfog méret; csapméret; profil hiba; fogirány mérés; Egyprofilos legördítés:
52 Elv: A hajtó és hajtott kerék között a szögsebesség ingadozás a hiba követ- kezménye. Ennél a mérésnél azt vizsgáljuk, hogy egy körülfordulás alatt a mesterkerékrıl a vizsgált kerékre a szögsebesség milyen ingadozással adódik át. A dörzstárcsa gördülıkör átmérıjő. A hibátlan kerék hosszdiagramja egyenes. Értékelés: egy irányú forgásnál csak az egyik profilt méri; a legbiztosabb funkcionális vizsgálat; drága a mesterkerék, a dörzstárcsa, a készülék bonyolult; a drágasága miatt nem terjedt el. Kétprofilos legördítés: Elv: A mérendı kereket egy rugó szorítja kis erıvel a mesterkerékhez. Így mindkét profil érintkezik. A vizsgálandó kereket körbe forgatva a tengelytáv változást mérik. Kétprofilos legördítés: Értékelés: elınye hogy összesített hiba mérést, összesített minısítést tesz lehetıvé; elınye, hogy egyszerő, ezért nagyon elterjedt; hátránya, hogy mindkét profillal egyszerre érintkezik, ezért a két profil hibái összeadódnak; Hordkép vizsgálat: Olyan fogaskerékpár vizsgálatánál használják, ahol a profil és fogirány pon-tosságot nem lehet mérni. A mérés során a kiskerék néhány fogfelületét lassan száradó festékkel kenik be, majd a kerékpárt kis terhelés mellett körbe forgat-ják. A festék a másik kerék fogoldalára nyomódik, és így kapják a hordképet. A festékfoltok elhelyezkedésébıl nagyjából megállapítható a kapcsolódás helyessége.
53 Értékelés: a hordkép vizsgálatot elsısorban ívelt fogazatú kúpkerekeknél és csigahajtásoknál használják; elınye, hogy egyszerő, olcsó; a hordkép elhelyezkedésébıl következtetni lehet a gyártási és szerelési hibákra; elınye, hogy egyszerő, olcsó; Zajvizsgálat: A fogaskerekek fogazási és szerelési hibái, rezgést, zajt keltenek, amit rezgés-mérı, illetve hangnyomásszint mérı készülékekkel mérni lehet. A mérési eredmények kiértékelése nem könnyő, mert a mért értékek számos részhan-gokból tevıdik össze, mert a hajtómőben számos zajforrás található. A hang a hangforrástól testhang és léghang formájában terjed. A bal oldali diagram egy lassú fordulatszámú fogaskerékpár hangnyomás változását mu-tatja az idı függvényében. Az E pontok a fogkapcsolódás pontjai, f z a fog-frekvencia, f e a sajátfrekvencia. A jobb oldali ábra a hangnyomás idealizált változását mutatja az idı függvé-nyében.
54 A frekvencia-analízis eredménye egy egyenes fogazatú és egy ferdefogazatú fogaskerékpár kapcsolódása esetén. A közepes zajszint változása egyenes és ferde fogazat esetén. Egyenes foga-zatnál lényegében a profil kapcsolószám, ferde fogazatnál pedig a fogferde-ségi szög a paraméter. Osztásmérés: A fogazatok osztáshibája a fogak kapcsolódásakor ütközéseket, szögsebesség ingadozást, nyugtalan, zajos járást okoz. Az osztásmérés lehet osztóköri osztásmérés, vagy alapköri osztásmérés. Osztóköri osztásmérés
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai.
 2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
2.1. A fogaskerekek csoportosítása, a fogaskerékhajtások alapfogalmai, az evolvens foggörbe tulajdonságai. Tevékenység: Olvassa el a jegyzet 45-60 oldalain található tananyagát! Tanulmányozza át a segédlet
2.2 Külsı, egyenes fogazatú hengeres kerekek.
 . Külsı, egyenes fogazatú hengeres kerekek. Tevékenység: Olvassa el a jegyzet 60-83 oldalain található tananyagát! Tanulmányozza át a segédlet 9.. fejezetében lévı kidolgozott feladatait, valamint oldja
. Külsı, egyenes fogazatú hengeres kerekek. Tevékenység: Olvassa el a jegyzet 60-83 oldalain található tananyagát! Tanulmányozza át a segédlet 9.. fejezetében lévı kidolgozott feladatait, valamint oldja
Gépelemek el adás II. rész
 Gépelemek elıadás II. rész Németh Gábor egyetemi adjunktus Tengelykapcsolók A tengelykapcsolók feladata Nyomatékátvitel Tengelyek összekapcsolása Torziós lengések csillapítása Lágy indítás Tengelyek idıszakonkénti
Gépelemek elıadás II. rész Németh Gábor egyetemi adjunktus Tengelykapcsolók A tengelykapcsolók feladata Nyomatékátvitel Tengelyek összekapcsolása Torziós lengések csillapítása Lágy indítás Tengelyek idıszakonkénti
Hajtások 2. 2011.10.22.
 Hajtások 2. 2011.10.22. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
Hajtások 2. 2011.10.22. 3. Lánchajtás Lánc típusok Folyóméteres görgős láncokat kívánság szerinti hosszúságúra vágják A füles láncok számos típusa elérhetõ, mellyel a szállítási feladatok döntõ része megvalósítható.
2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek.
 2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek. Tevékenység: Olvassa el a jegyzet 124-145 oldalain található tananyagát! Tanulmányozza át a segédlet 9.8. fejezetében lévı
2.6. A fogaskerekek tőrésezése, illesztése. Fogaskerék szerkezetek. Hajtómővek. Tevékenység: Olvassa el a jegyzet 124-145 oldalain található tananyagát! Tanulmányozza át a segédlet 9.8. fejezetében lévı
Fogaskerékhajtás tervezési feladat (mintafeladat)
") 1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
Széchenyi István Egyetem NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK
 NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK A tengelyek között olyan kapcsolatot létesítő egységet, amely a forgatónyomaték egyszerű átvitelén kívül azt változtatni is tudja, hajtóműnek, a hajtóműveken belül a különböző
NYOMATÉKÁTSZÁRMAZTATÓ HAJTÁSOK A tengelyek között olyan kapcsolatot létesítő egységet, amely a forgatónyomaték egyszerű átvitelén kívül azt változtatni is tudja, hajtóműnek, a hajtóműveken belül a különböző
TÖBBFOGMÉRET MÉRÉS KISFELADAT
 Dr. Lovas László TÖBBFOGMÉRET MÉRÉS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz BME Közlekedésmérnöki és Járműmérnöki Kar Járműelemek és Jármű-szerkezetanalízis Tanszék Kézirat 2013 TÖBBFOGMÉRET
Dr. Lovas László TÖBBFOGMÉRET MÉRÉS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz BME Közlekedésmérnöki és Járműmérnöki Kar Járműelemek és Jármű-szerkezetanalízis Tanszék Kézirat 2013 TÖBBFOGMÉRET
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-6-NNB
Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet
 Fogaskerék hajtómű előtervezési segédlet") Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet Egy új hajtómű geometriai méreteinek a kialakításakor elsősorban a már meglevő, használt megoldásoknál megfigyelhető megoldásokra
Jármű- és hajtáselemek II. (KOJHA 126) Fogaskerék hajtómű előtervezési segédlet Egy új hajtómű geometriai méreteinek a kialakításakor elsősorban a már meglevő, használt megoldásoknál megfigyelhető megoldásokra
TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT
 Dr. Lovas László TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2011 TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT 1. Adatválaszték A feladat a megadott egyenes fogú, valamint
Dr. Lovas László TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT Segédlet a Jármű- és hajtáselemek II. tantárgyhoz Kézirat 2011 TÖBBFOGMÉRET SZÁMÍTÁS KISFELADAT 1. Adatválaszték A feladat a megadott egyenes fogú, valamint
HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL László Sándor,
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék HENGERES EVOLVENSKERÉK ÉS FOGASLÉC KAPCSOLÓDÁSÁNAK ÁLTALÁNOSÍTÁSA SZIMULÁCIÓVAL László Sándor,
9. TENGELYKAPCSOLÓK. 9.1 Nem kapcsolható tengelykapcsolók
 9. TENGELYKAPCSOLÓK A k feladata két tengely összekapcsolása (esetleg időnként a kapcsolat megszakítása) illetve a tengelyek és a rászerelt erőt, nyomatékot átvivő elemek (tárcsák, karok, fogaskerekek
9. TENGELYKAPCSOLÓK A k feladata két tengely összekapcsolása (esetleg időnként a kapcsolat megszakítása) illetve a tengelyek és a rászerelt erőt, nyomatékot átvivő elemek (tárcsák, karok, fogaskerekek
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal
 8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
8. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal 8.1 Hámozó lefejtő marás (pontossági fogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
6. Előadás. Mechanikai jellegű gépelemek
 6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal. 6.1 Alapfogalmak
 6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
6. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal 6.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör Határkör Lábkör Alapkör
Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából
 Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából Készítette: Konkoly Ákos egyetemi hallgató Konzulens: Dr. Marczis Balázs csoportvezető Robert
Első ablaktörlő motor hajtásának kapcsolódási viszonyainak elemzése és optimálása a hatékonyság növelés céljából Készítette: Konkoly Ákos egyetemi hallgató Konzulens: Dr. Marczis Balázs csoportvezető Robert
MUNKAANYAG. Bende Zsolt. Hajtások. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
") Bende Zsolt Hajtások A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 07-06 A tartalomelem azonosító száma és célcsoportja: SzT-006-50
Bende Zsolt Hajtások A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul száma: 07-06 A tartalomelem azonosító száma és célcsoportja: SzT-006-50
FOGLALKOZÁSI TERV. MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 2018/2019. tanév, II. félév Tantárgy kód: BAI0082 Kollokvium, kredit: 5
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 018/019. tanév, II. félév TANSZÉK Tantárgy kód: BAI008 Kollokvium, kredit: 5 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 018/019. tanév, II. félév TANSZÉK Tantárgy kód: BAI008 Kollokvium, kredit: 5 Tanítási hetek száma:
10. Fogazatok befejező megmunkálása határozott élgeometriájú szerszámokkal. 10.11 Hámozó lefejtő marás (pontossági ifogmarás)
") 0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
0 Fogazatok efejező megmunkálása határozott élgeometriájú szerszámokkal 0 Hámozó lefejtő marás (pontossági ifogmarás) Mindig simító megmunkálást jelent Kéregkeményített vagy edzett fogazatok is megmunkálhatók
FOGLALKOZÁSI TERV. MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 2017/2018. tanév, II. félév Tantárgy kód: AMB1401 Kollokvium, kredit: 3
 FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 017/018. tanév, II. félév TANSZÉK Tantárgy kód: AMB1401 Kollokvium, kredit: 3 Tanítási hetek száma:
FOGLALKOZÁSI TERV NYÍREGYHÁZI EGYETEM Gépelemek II. tantárgy MŰSZAKI ALAPOZÓ, FIZIKA ÉS GÉPGYÁRTTECHN. 017/018. tanév, II. félév TANSZÉK Tantárgy kód: AMB1401 Kollokvium, kredit: 3 Tanítási hetek száma:
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
Tevékenység: Követelmények:
 3.1. Szíjhajtások Tevékenység: Olvassa el a jegyzet 146-162 oldalain található tananyagát! Tanulmányozza át a segédlet 10. és 10.1. fejezeteiben lévı kidolgozott feladatait! A tananyag tanulmányozása közben
3.1. Szíjhajtások Tevékenység: Olvassa el a jegyzet 146-162 oldalain található tananyagát! Tanulmányozza át a segédlet 10. és 10.1. fejezeteiben lévı kidolgozott feladatait! A tananyag tanulmányozása közben
Rugalmas tengelykapcsoló mérése
 BUDAPESTI MŐSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki Kar Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőelemek és Hajtások Tanszék Jármőelemek és Hajtások Tanszék
BUDAPESTI MŐSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki Kar Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőelemek és Hajtások Tanszék Jármőelemek és Hajtások Tanszék
Gépelemek gyakorló feladatok gyűjteménye
 Gépelemek gyakorló feladatok gyűjteménye A rugók típusai, karakterisztikája és méretezésük. 1. Mekkora erővel terhelhető az egyik végén befogott egylapos rugó, amelynek keresztmetszete b= 25 mm, s= 4 mm
Gépelemek gyakorló feladatok gyűjteménye A rugók típusai, karakterisztikája és méretezésük. 1. Mekkora erővel terhelhető az egyik végén befogott egylapos rugó, amelynek keresztmetszete b= 25 mm, s= 4 mm
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
Mérnöki alapok 4. előadás
 Mérnöki alapok 4. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék, Budapest, Műegyetem rkp. 3. D ép. 334. Tel: 463-6-80
Mérnöki alapok 4. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék, Budapest, Műegyetem rkp. 3. D ép. 334. Tel: 463-6-80
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
GÖRGŐS LÁNCHAJTÁS tervezése
 MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
Kúpfogaskerék lefejtése léc-típusú szerszámmal
 Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
Sapientia Erdélyi Magyar Tudományegyetem Műszaki és Humántudományok Kar Marosvásárhely Gépészmérnöki Tanszék Kúpfogaskerék lefejtése léc-típusú szerszámmal Sipos Bence, Sapientia EMTE, Marosvásárhely Műszaki
1. Gépelemek minimum rajzjegyzék
 1. Gépelemek minimum rajzjegyzék MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK Rajzi beugró ábrák választéka (Kovács Gáborné Mezei Gizella, Rácz Péter, Szalai Péter, Törőcsik Dávid elektronikus
1. Gépelemek minimum rajzjegyzék MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK Rajzi beugró ábrák választéka (Kovács Gáborné Mezei Gizella, Rácz Péter, Szalai Péter, Törőcsik Dávid elektronikus
FOGASKERÉKHAJTÁSOK. PÉCSI TUDOMÁNYEGYETEM Pollack Mihály Műszaki Főiskolai kar Gépszerkezettan Tanszék. Stampfer Mihály. Pécs, 2004.
 PÉCSI TUDOMÁNYEGYETEM Pollack Mihály Műszaki Főiskolai kar Gépszerkezetta Taszék Stampfer Mihály FOGASKERÉKHAJTÁSOK Pécs, 004 TARTALOMJEGYZÉK 0 Alapismeretek 0 A fogaskerekek és fogak elemei 03 A fogaskerekek
PÉCSI TUDOMÁNYEGYETEM Pollack Mihály Műszaki Főiskolai kar Gépszerkezetta Taszék Stampfer Mihály FOGASKERÉKHAJTÁSOK Pécs, 004 TARTALOMJEGYZÉK 0 Alapismeretek 0 A fogaskerekek és fogak elemei 03 A fogaskerekek
B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI
 B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI 12. FOGASKEREKEK ELŐÁLLÍTÁSA ÉS SZERSZÁMAI 12.1. Bevezetés A fogazatok általában kinematikai párok mozgást átvivő elemek működő felületei. Ebben az értelemben
B RÉSZ FOGAZOTT ALKATRÉSZEK GYÁRTÁSA ÉS SZERSZÁMAI 12. FOGASKEREKEK ELŐÁLLÍTÁSA ÉS SZERSZÁMAI 12.1. Bevezetés A fogazatok általában kinematikai párok mozgást átvivő elemek működő felületei. Ebben az értelemben
3.3. Dörzshajtások, fokozat nélkül állítható hajtások
 3.3. Dörzshajtások, fokozat nélkül állítható hajtások Tevékenység: Olvassa el a jegyzet 174-181 oldalain található tananyagát! Tanulmányozza át a segédlet 12. fejezetében lévı kidolgozott feladatait, valamint
3.3. Dörzshajtások, fokozat nélkül állítható hajtások Tevékenység: Olvassa el a jegyzet 174-181 oldalain található tananyagát! Tanulmányozza át a segédlet 12. fejezetében lévı kidolgozott feladatait, valamint
1.2. Mozgó, hajlékony és rugalmas tengelykapcsolók.
 1.2. Mozgó, hajlékony és rugalmas tengelykapcsolók. Tevékenység: Olvassa el a jegyzet 18-29 oldalain található tananyagát! Tanulmányozza át a segédlet 8.2. és 8.3. fejezeteiben lévı kidolgozott feladatait,
1.2. Mozgó, hajlékony és rugalmas tengelykapcsolók. Tevékenység: Olvassa el a jegyzet 18-29 oldalain található tananyagát! Tanulmányozza át a segédlet 8.2. és 8.3. fejezeteiben lévı kidolgozott feladatait,
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Vízóra minıségellenırzés H4
 Vízóra minıségellenırzés H4 1. A vízórák A háztartási vízfogyasztásmérık tulajdonképpen kis turbinák: a mérın átáramló víz egy lapátozással ellátott kereket forgat meg. A kerék által megtett fordulatok
Vízóra minıségellenırzés H4 1. A vízórák A háztartási vízfogyasztásmérık tulajdonképpen kis turbinák: a mérın átáramló víz egy lapátozással ellátott kereket forgat meg. A kerék által megtett fordulatok
A hajtás nyomatékigénye. Vegyipari- és áramlástechnikai gépek. 3. előadás
 Vegyipari és áramlástechnikai gépek. 3. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék 1111, Budapest, Műegyetem
Vegyipari és áramlástechnikai gépek. 3. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék 1111, Budapest, Műegyetem
14.FOGAZATOK PROFIL-, ÉS LEFEJTŐ KÖSZÖRÜLÉSE. 14.1. Fogazatok köszörülése
 14.FOGAZATOK PROFIL-, ÉS LEFEJTŐ KÖSZÖRÜLÉSE 14.1. Fogazatok köszörülése Nagy terhelésű és gyorsfutású fogaskerékpárok fogfelületeit edzik, hogy a felületi terhelésük maximumra fokozható és méretük minimumra
14.FOGAZATOK PROFIL-, ÉS LEFEJTŐ KÖSZÖRÜLÉSE 14.1. Fogazatok köszörülése Nagy terhelésű és gyorsfutású fogaskerékpárok fogfelületeit edzik, hogy a felületi terhelésük maximumra fokozható és méretük minimumra
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA
 GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Tömegpontok mozgása egyenes mentén, hajítások
 2. gyakorlat 1. Feladatok a kinematika tárgyköréből Tömegpontok mozgása egyenes mentén, hajítások 1.1. Feladat: Mekkora az átlagsebessége annak pontnak, amely mozgásának első szakaszában v 1 sebességgel
2. gyakorlat 1. Feladatok a kinematika tárgyköréből Tömegpontok mozgása egyenes mentén, hajítások 1.1. Feladat: Mekkora az átlagsebessége annak pontnak, amely mozgásának első szakaszában v 1 sebességgel
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
TANTÁRGYI ADATLAP 1. A
 TANTÁRGYI ADATLAP 1. A tanulmányi program jellemzői 1.1 A felsőoktatási intézmény Sapientia Erdélyi Magyar Tudományegyetem 1.2 Kar Marosvásárhelyi Műszaki és Humán Tudományok Kar 1.3 Tanszék Gépészmérnöki
TANTÁRGYI ADATLAP 1. A tanulmányi program jellemzői 1.1 A felsőoktatási intézmény Sapientia Erdélyi Magyar Tudományegyetem 1.2 Kar Marosvásárhelyi Műszaki és Humán Tudományok Kar 1.3 Tanszék Gépészmérnöki
5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal. A fogazatok kapcsolódása. 5.1 Alapfogalmak. Fogaskerék hajtások csoportosítása
 5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 5.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör
5. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 5.1 Alapfogalmak Fogárok Fejszalag Fogfelület Fogtõfelület Határpont Fog Fenékszalag Fejkör Gördülõkör Osztókör
Mőködési elv alapján. Alkalmazás szerint. Folyadéktöltéső nyomásmérık Rugalmas alakváltozáson alapuló nyomásmérık. Manométerek Barométerek Vákuummérık
 Nyomásm smérés Nyomásm smérés Mőködési elv alapján Folyadéktöltéső nyomásmérık Rugalmas alakváltozáson alapuló nyomásmérık Alkalmazás szerint Manométerek Barométerek Vákuummérık Nyomásm smérés Mérési módszer
Nyomásm smérés Nyomásm smérés Mőködési elv alapján Folyadéktöltéső nyomásmérık Rugalmas alakváltozáson alapuló nyomásmérık Alkalmazás szerint Manométerek Barométerek Vákuummérık Nyomásm smérés Mérési módszer
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
GÉPÉSZETI ALAPISMERETEK
 Név:... osztály:... ÉRETTSÉGI VIZSGA 2014. május 20. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati
Név:... osztály:... ÉRETTSÉGI VIZSGA 2014. május 20. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 04-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
34 521 04-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
17/1. Négypólusok átviteli függvényének ábrázolása. Nyquist diagram.
 7/. Négypólusok átviteli függvényének ábrázolása. Nyquist diagram. A szinuszos áramú hálózatok vizsgálatánál gyakran alkalmazunk különbözı komplex átviteli függvényeket. Végezzük ezt a hálózat valamilyen
7/. Négypólusok átviteli függvényének ábrázolása. Nyquist diagram. A szinuszos áramú hálózatok vizsgálatánál gyakran alkalmazunk különbözı komplex átviteli függvényeket. Végezzük ezt a hálózat valamilyen
GÉPSZERKEZETTAN (GEGET285B)
") GÉPSZERKEZETTAN (GEGET285B) ANYAGMÉRNÖK BACHELOR KÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR GÉPELEMEK TANSZÉKE Miskolc, 2008 Tartalomjegyzék 1. Tantárgyleírás,
GÉPSZERKEZETTAN (GEGET285B) ANYAGMÉRNÖK BACHELOR KÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR GÉPELEMEK TANSZÉKE Miskolc, 2008 Tartalomjegyzék 1. Tantárgyleírás,
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Gépipari minıségellenırzés
 Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
Budapesti Mőszaki Fıiskola Bánki Donát Gépész és Biztonságtechnikai mérnöki Kar Anyag és Gyártástechnológia Intézet Gépgyártástechnológiai Szakcsoport Galla Jánosné Kis Ferenc Gépipari minıségellenırzés
G é p s z e r k e z e t t a n I I. Kidolgozott Vizsgakérdések
 G é p s z e r k e z e t t a n I I Kidolgozott Vizsgakérdések 1 1. Ismertesse a hajtások feladatát, típusát, kiválasztásuk szempontjait. Hasonlítsa össze a mech, a vill, a híd, a pneumatikus hajtások tuljait!
G é p s z e r k e z e t t a n I I Kidolgozott Vizsgakérdések 1 1. Ismertesse a hajtások feladatát, típusát, kiválasztásuk szempontjait. Hasonlítsa össze a mech, a vill, a híd, a pneumatikus hajtások tuljait!
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése. Tartalomjegyzék
 Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Versenyző kódja: 19 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 04-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
34 521 04-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
Attól, hogy nem inog horizontális irányban a szélességi- és hosszúsági tengelye körül sem.
 Konkrét tanácsok a Salgó-dexion polcrendszer összeszereléséhez Vásárlásunk során a Salgó-dexion polcokat, polcrendszereket sokféle módon állíthatjuk össze az igénybe vételnek, felhasználásnak, valamint
Konkrét tanácsok a Salgó-dexion polcrendszer összeszereléséhez Vásárlásunk során a Salgó-dexion polcokat, polcrendszereket sokféle módon állíthatjuk össze az igénybe vételnek, felhasználásnak, valamint
Gépelemek 2 előadás ütemterv
 Gépelemek 2 előadás ütemterv Okt. Előadás témája hét 1. Tribológia 2. Ágyazások. Gördülőcsapágyak I. 3. Gördülőcsapágyak II. 4. Siklócsapágyak 5. Hajtásrendszerek. Tengelykapcsolók I. 6. Tengelykapcsolók
Gépelemek 2 előadás ütemterv Okt. Előadás témája hét 1. Tribológia 2. Ágyazások. Gördülőcsapágyak I. 3. Gördülőcsapágyak II. 4. Siklócsapágyak 5. Hajtásrendszerek. Tengelykapcsolók I. 6. Tengelykapcsolók
GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Gépészet ismeretek emelt szint 1711 ÉRETTSÉGI VIZSGA 2017. május 17. GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Gépészet ismeretek emelt szint 1711 ÉRETTSÉGI VIZSGA 2017. május 17. GÉPÉSZET ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
GÉPELEMEK Beugró elméleti vizsgakérdések MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK
 GÉPELEMEK Beugró elméleti vizsgakérdések MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK 1. Mi a megengedhető feszültség fogalma? A megengedett feszültség azt jelenti, hogy a választott határfeszültségnek
GÉPELEMEK Beugró elméleti vizsgakérdések MECHATRONIKAI MÉRNÖK BSC SZAK, LOGISZTIKAI MÉRNÖK BSC SZAK 1. Mi a megengedhető feszültség fogalma? A megengedett feszültség azt jelenti, hogy a választott határfeszültségnek
PROFILELTOLÁS-TÉNYEZŐK OPTIMÁLIS MEGVÁLASZTÁSA
 1 GÉPÉSZMÉRNÖKI- ÉS INFORMATIKAI KAR PROFILELTOLÁS-TÉNYEZŐK OPTIMÁLIS MEGVÁLASZTÁSA EVOLVENS FOGAZATÚ HENGERES FOGASKEREKEKHEZ Ph.D. értekezés KÉSZÍTETTE: dr. Tomori Zoltán okleveles gépészmérnök SÁLYI
1 GÉPÉSZMÉRNÖKI- ÉS INFORMATIKAI KAR PROFILELTOLÁS-TÉNYEZŐK OPTIMÁLIS MEGVÁLASZTÁSA EVOLVENS FOGAZATÚ HENGERES FOGASKEREKEKHEZ Ph.D. értekezés KÉSZÍTETTE: dr. Tomori Zoltán okleveles gépészmérnök SÁLYI
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
FERDE FOGAZATÚ FOGASKERÉKPÁROK SZÁMÍTÓGÉPPEL SEGÍTETT TERVEZÉSE ÉS MODELLEZÉSE COMPUTER AIDED DESIGNING AND MODELLING OF HELICAL GEAR PAIRS
 FERDE FOGAZATÚ FOGASKERÉKPÁROK SZÁMÍTÓGÉPPEL SEGÍTETT TERVEZÉSE ÉS MODELLEZÉSE COMPUTER AIDED DESIGNING AND MODELLING OF HELICAL GEAR PAIRS BODZÁS Sándor Ph.D., tanszékvezető helyettes, főiskolai docens,
FERDE FOGAZATÚ FOGASKERÉKPÁROK SZÁMÍTÓGÉPPEL SEGÍTETT TERVEZÉSE ÉS MODELLEZÉSE COMPUTER AIDED DESIGNING AND MODELLING OF HELICAL GEAR PAIRS BODZÁS Sándor Ph.D., tanszékvezető helyettes, főiskolai docens,
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA
 GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2011. október 17. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2011. október 17. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati NEMZETI ERŐFORRÁS
ÉRETTSÉGI VIZSGA 2011. október 17. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA 2011. október 17. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati NEMZETI ERŐFORRÁS
Kúp-hengerkerekes áthajtómű tervezése
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kúp-hengerkerekes áthajtómű tervezése Hideg István IV. éves BSc szintű, gépészmérnök szakos Géptervező szakirányos hallgató
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kúp-hengerkerekes áthajtómű tervezése Hideg István IV. éves BSc szintű, gépészmérnök szakos Géptervező szakirányos hallgató
σhúzó,n/mm 2 εny A FA HAJLÍTÁSA
 A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő évi kerettanterve alapján. 10. évfolyam
 Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő 2018. évi kerettanterve alapján 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Bevezetés, kötőgépelemek,
Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő 2018. évi kerettanterve alapján 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Bevezetés, kötőgépelemek,
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2006. május 18. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA 2006. május 18. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI
ÉRETTSÉGI VIZSGA 2006. május 18. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA 2006. május 18. 14:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI
Gépipari minıségellenırzés
 Gépipari minıségellenırzés ek Gépészmérnök levelező képzésben részt vevők részére Összeállította: Horváthné DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Furatok
Gépipari minıségellenırzés ek Gépészmérnök levelező képzésben részt vevők részére Összeállította: Horváthné DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Furatok
Mit nevezünk nehézségi erőnek?
 Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Gyakorló feladatok a geometria témazáró dolgozathoz
 Gyakorló feladatok a geometria témazáró dolgozathoz Elmélet 1. Mit értünk két pont, egy pont és egy egyenes, egy pont és egy sík, két metszı, két párhuzamos illetve két kitérı egyenes, egy egyenes és egy
Gyakorló feladatok a geometria témazáró dolgozathoz Elmélet 1. Mit értünk két pont, egy pont és egy egyenes, egy pont és egy sík, két metszı, két párhuzamos illetve két kitérı egyenes, egy egyenes és egy
PROFILELTOLÁS-TÉNYEZŐK OPTIMÁLIS MEGVÁLASZTÁSA
 GÉPÉSZMÉRNÖKI- ÉS INFORMATIKAI KAR PROFILELTOLÁS-TÉNYEZŐK OPTIMÁLIS MEGVÁLASZTÁSA EVOLVENS FOGAZATÚ HENGERES FOGASKEREKEKHEZ KÉSZÍTETTE: dr. Tomori Zoltán okleveles gépészmérnök SÁLYI ISTVÁN GÉPÉSZETI
GÉPÉSZMÉRNÖKI- ÉS INFORMATIKAI KAR PROFILELTOLÁS-TÉNYEZŐK OPTIMÁLIS MEGVÁLASZTÁSA EVOLVENS FOGAZATÚ HENGERES FOGASKEREKEKHEZ KÉSZÍTETTE: dr. Tomori Zoltán okleveles gépészmérnök SÁLYI ISTVÁN GÉPÉSZETI
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is!
 1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
1 Csoportosítsa a kötéseket a hatásmechanizmus szerint! Valamennyi csoportelemre írjon példát is! Példák: Auto alváz Nyáklapok elemei Ablak műanyagkerete aknafedél Kuplung tárcsa Kólás doboz Csapágyház
Tökéletes rendszer a gyors mozgáshoz és gyors forgáshoz egyaránt.
 Egy lineáris tengelyre felhúzott golyós hüvellyel mit kapunk? Súrlódásmentes mozgást a lineáris tengelyen. De a lineáris tengelyen axiális irányban elhelyezett horony készítésével, ami megegyezik a golyós
Egy lineáris tengelyre felhúzott golyós hüvellyel mit kapunk? Súrlódásmentes mozgást a lineáris tengelyen. De a lineáris tengelyen axiális irányban elhelyezett horony készítésével, ami megegyezik a golyós
PTE, PMMK Stampfer M.: Gépelemek II / Mechanikus hajtások II / 6 1/9
 PTE, PMMK Stampfer M.: Gépelemek II / Mechanikus hajtások II / 6 /9 3.3. LÁNCHAJTÁSOK 3.3.. Lánchajtások alapvető jellemzői és felosztása A lánchajtásokat teljesítmény illetve forgatónyomaték és mozgás
PTE, PMMK Stampfer M.: Gépelemek II / Mechanikus hajtások II / 6 /9 3.3. LÁNCHAJTÁSOK 3.3.. Lánchajtások alapvető jellemzői és felosztása A lánchajtásokat teljesítmény illetve forgatónyomaték és mozgás
GÉPSZERKEZETTAN - TERVEZÉS. Kúpkerekek tervezése
 GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
GÉPSZERKEZETTAN - TERVEZÉS Kúpkerekek tervezése 1 Egyenes fogú Ferde fogú Ívelt fogú Zerol fogazat Kúpkerekek típusai egyenes ferde ívelt zerol Gépszerkezettan - tervezés Kúpkerekek 2 Egyenes fogú kúpkerékpár
Toronymerevítık mechanikai szempontból
 Andó Mátyás: Toronymerevítık méretezése, 9 Gépész Tuning Kft. Toronymerevítık mechanikai szempontból Mint a neve is mutatja a toronymerevítık használatának célja az, hogy merevebbé tegye az autó karosszériáját
Andó Mátyás: Toronymerevítık méretezése, 9 Gépész Tuning Kft. Toronymerevítık mechanikai szempontból Mint a neve is mutatja a toronymerevítık használatának célja az, hogy merevebbé tegye az autó karosszériáját