WOP feladatgyűjtemény - marás. Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. WOP feladatgyűjtemény - marás.
|
|
|
- Kornélia Siposné
- 8 évvel ezelőtt
- Látták:
Átírás
1 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA WOP feladatgyűjtemény - marás MTS GmbH

2 . WOP feladatgyűjtemény - marás MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee 101 D Berlin Phone: +49 / 30 / Fax: +49 / 30 / mts@mts-cnc.com GO98 Bt. Budapest Tel.: Fax: go89@go89.hu World Wide Web: Created by Bernd Koch, Edgar Geuther und Peter Richter. Berlin 2006 Magyar változat: Eötvös Oszkár MTS GmbH

3 WOP feladatgűjtemény - marás MTS Mathematisch Technische Software-Entwicklung GmbH Berlin GO98 Bt. Budapest go98@go98.hu MTS GmbH

4 Tartalom 1. Előszó a WOP feladatgyűjteményhez A használt szimbólumok magyarázata Tudás és képesség Műhelyorientált programozás (WOP) Bonyolult kontúrok egyszerű és kényelmes előállítása Programozás a WOP segítségével Példa egy WOP-al történő programozásra Alkalmazás és gyakorlás Feladat: reggeliző tálca Algoritmusok a műhelyorientált programozás alkalmazásához (WOP-példák) Egy tál programozása a WOP segítségével A Kontúr 1 programozása a WOP segítségével A Kontúr 2 programozása a WOP segítségével A Kontúr 3 programozása WOP segítségével A Kontúr 4 programozása WOP segítségével A Kontúr 5 programozása WOP segítségével A Kontúr 6 programozása WOP segítségével RWT programozása WOP segítségével Egy kontúrfedél programozása WOP segítségével Konturplatte programozása WOP segítségével Grundplatte programozása WOP segítségével Hajtómű-fedél 2 programozása WOP segítségével Reggeliző tálca programozása WOP segítségével Függelék: Rajzok MTS GmbH

5 1. Előszó a WOP feladatgyűjteményhez A WOP feladat-gyűjtemény oktató- és tanulási segédlet. Ez a feladatgyűjtemény elsősorban a távoktatási fázishoz lett kialakítva. A tulajdonképpeni oktatási anyag kiegészítéseként mindig a "Tudás és képesség" és az "Alkalmazás és gyakorlás" című fejezetekre tagolódik. A " Tudás és képesség" című I. fejezetben alapvető iránymutatást és ösztönzést adunk az újonnan megszerzendő ismeretekhez, és a képességek kialakításához. Különös hangsúlya van az összefüggések tematizálásának, hogy az egyes oktatási tartalmak egymással való kapcsolódását jobban lehessen megérteni és elsajátítani. A II. fejezet, "Alkalmazás és gyakorlás" ezzel szemben a távoktatási fázis alatt az Ön személyes gyakorlati tevékenysége feladat-meghatározásainak van szentelve. A mindenkori súlyponti feladat mellett tovább vezető mellékfeladatok is ki vannak tűzve, amelyeket Ön a saját képességeinek és gyakorlási igényének megfelelően megoldhat. MTS GmbH

6 2. A használt szimbólumok magyarázata Szakasz Szakasz, érintőleges Körív jobbra Körív jobbra, érintőleges Körív balra Körív balra, érintőleges Szakasz, vízszintes Szakasz, függőleges Tetszőleges szakaszt fűz a kontúr végére Érintőleges szakaszt fűz a kontúr végére Jobbra tartó körívet fűz a kontúr végére Jobbra tartó körívet fűz, érintőlegesen a kontúr végére Balra tartó körívet fűz a kontúr végére Balra tartó, érintőleges körívet fűz a kontúr végére Vízszintes szakaszt fűz a kontúr végére Függőleges szakaszt fűz a kontúr végére Gyorsjárat DIN-szakasz DIN körív jobbra DIN körív balra Gyorsjáratot (G0) fűz a kontúr végére DIN- szakaszt (G1) fűz a kontúr végére Jobbra tartó DIN körívet (G3) fűz a kontúr végére Balra tartó DIN körívet (G2) fűz a kontúr végére Elemkiválasztás Alternatívák Segédvonalak felmutatása Egy kontúrelem kiválasztása egérkattintással Különböző alternatívák felmutatása Az aktuális kontúrhoz segédvonalakat jelenít meg Első elem Előző Következő Utolsó elem A kontúr első elemének megjelenítése Az előző elem megjelenítése A következő elem megjelenítése Az utolsó elem megjelenítése Visszaállítás Nagyítás Kicsinyítés Részlet nagyítása Eltolás Standard képernyő-ablak Az aktuális nézek nagyítása Az aktuális nézet kicsinyítése Az aktuális nézet részletének nagyítása Az aktuális nézet eltolása MTS GmbH
 fűz a kontúr végére DIN- szakaszt (G1) fűz a kontúr végére Jobbra tartó DIN körívet (G3) fűz a kontúr végére Balra tartó DIN körívet (G2) fűz a kontúr végére Elemkiválasztás")
7 3. Tudás és képesség 3.1 Műhelyorientált programozás (WOP) Bonyolult kontúrok egyszerű és kényelmes előállítása A mindennapos programozási gyakorlatban mindig újra találkozunk olyan gyártási feladatokkal, amelyek bonyolult kész alkatrész-kontúrokat tartalmaznak.. ezek rajzi ábrázolása azonban időnként nem, vagy nem teljes mértékben NC-nek megfelelően van méretezve. A programozó feladata tehát először is az, hogy saját maga határozza meg a kontúrok alakulásának NC programozásához még hiányzó információkat. ez egy olyan eljárás, amely az egyes kontúrpontok többé-kevésbé terjedelmes matematikai számításait teszi szükségessé. Ebből a helyzetből való kiút keresése során az új CNC vezérlésekkel egy sor kiegészítő utasításokat fejlesztenek ki, amelyek lehetővé teszik az úgynevezett kontúr-programozást. Egy kontúr-alakulás itt egy a "szakasz" és "körív" geometriai elemek irányított sorrendjét jelenti, amelyek egyértelműen leírják a munkadarab kontúrját. A programozónak így lehetősége van arra, hogy nem csupán egy szakasz, vagy körív végpontjának koordinátáit, illetve ez utóbbi középpontjának koordinátáit használja a programozáshoz. A körvonal-programozás továbbá lehetővé teszi azt, hogy szögeket, érintő-irányú átmeneti feltételeket, lekerekítéseket és leélezéseket is használjon az előállítandó kontúrokhoz. A végpontok, illetve az egyes elemek közötti átmeneti pontok számítását emellett a CNC vezérlés veszi át. Annak érdekében, hogy ég egyszerűbbé tegyük az ilyen munkafeladatok végrehajtását, külön a kontúrprogramozáshoz egy különleges programozási felületet hoztunk létre, amely támogatja az úgynevezett műhelyorientált programozást (WOP). Ez a megnevezés az ezen programozási technika alkalmazási helyének súlypontjából vezethető le. mivel az NC programokat gyakran közvetlenül a műhelyben kell létrehozni, módosítani vagy optimalizálni. Az MTS CNC szimulátora is lehetővé teszi a kényelmes műhely-orientált programozást, maly egy nagy teljesítményű kiegészítést jelent a többi programozási lehetőséghez Programozás a WOP segítségével. A műhelyorientált programozást (WOP) az NC editorból, vagy az interaktív programozásnál az F5-ös funkcióbillentyű, "WOP" segítségével hívjuk meg.. Ennek alkalmával programjának abban a sorában kell tartózkodnia, amellyel egy kontúr programozását kezdeni akarja. A WOP befejezés után visszatár ebbe a sorba. Különösen hatékony az, ha a WOP-ot az interaktív programozásból kiindulva hívjuk meg. Ekkor a WOP által létrehozott NC- sorokat azonnal feldolgoztathatja, és a szimuláció után adott esetben korrigálhatja. Ábra A WOP behívása az NC editorban Ábra A WOP behívása interaktív programozásnál MTS GmbH

8 A WOP indítása után először a műhelyorientált programozás főmenüjébe kerül. A szokásos, a képernyő alsó szélén található funkcióbillentyű-sor mellett középen a pillanatnyilag aktív nyersdarab van berajzolva, valamint az aktuális munkadarab-pozíció van egy kis kereszttel megjelölve. A tulajdonképpeni programozási munkát úgy kezdi, hogy LENYOMJA AZ F1 "Geometria létrehozása" funkcióbillentyűt Ezután az elem-menübe kerül. Itt választhatja ki, hogy milyen fajta kontúrelemet szeretne programozni: Szakasz (F1) Körív jobbra (F2) Ábra A műhelyorientált programozás főmenüje Körív balra (F3) Ábra Elem-menü Ezután a választott kontúrelemnek megfelelő adatbeviteli dialógusba kerül, amelyben megadhatja az Ön által a kontúrelemről ismert geometriai adatokat. Ezek lehetnek hosszúságok, szögek, koordináták, vagy az érintőirányú átmenet feltételei, egy leélezés hossza, vagy a két elem közötti lekerekítés sugara. Miközben az adatokat egymás után megadja, az MTS CNC szimulátor azonnal megvizsgálja, hogy milyen további adatokat szükségesek még a kontúr-elem egyértelmű meghatározásához, illetve a többé már nem szükséges adatok eltűnnek az adatbeviteli mezőről. Amennyiben elegendő adatot adott meg a kontúr-elem meghatározásához, a CNC szimulátor grafikusan ábrázolja a kontúrt, és a funkcióbillentyű-sorban megjelenik az F8 "Adatbevitel befejezése" funkcióbillentyű. amennyiben ezt megerősíti, a WOP létrehozza a megfelelő NC mondatot a DIN szerinti szintaxissal, és a munkát a következő kontúr-elem meghatározásával folytathatja. Nyersadarab A kontúrelem geometriai információinak beviteli mezője programozott kontúr A kontőrleírás kezdőpontja Funkcióbillentyú-sor Ábra A marási WOP-felületen belül a munkadara kontúrja felülnézetben (a gép síkjába vetítve) kerülnek ábrázolásra. Adatbeviteli dialógus egy balra orientált körívhez, amely érintőlegesen csatlakozik az előző elemhez.. MTS GmbH
 Körív jobbra (F2) Ábra A műhelyorientált programozás főmenüje Körív balra (F3) Ábra Elem-menü Ezután a")
9 3.1.3 Példa egy WOP-al történő programozásra A tulajdonképpeni programozási munka megkezdése előtt először nézze meg az előállítandó kész alkatrész-kontúrját, és bontsa szét elemeire. A jelen példában a kontúr szakaszokból és körívekből tevődik össze, amelyek mindig érintőirányban mennek át egymásba. Az egyes körívekről a sugaruk mellet a középpontjuk mértani adatai is rendelkezésre állnak. Mivel a kontúr mind az X, mind az Y tengelyre szimmetrikus, a megadott koordinátákból minden méretezetlen körív középpontjára lehet következtetni. Ábra Előállítandó kontúr Mielőtt elkezdi a kontúr WOP segítségével történő programozását, a kontúr Ön által meghatározott kezdőpontjára kell a megfelelő szerszámmal ráállni. Ehhez a megelőző NC mondatban aktiválni kell a szerszám sugárkompenzálást, valamint egy technológiailag értelmes megközelítési feltételt kell programozni. Az első előállítandó kontúrelem egy szakasz. Ezt a kontúr kezdőpontjából kiindulva a végpontjának megadásával határozzuk meg. Ezután a beviteli dialógust az F8 billentyű segítségével lehet befejezni. Ábra 1. kontúrelem: szakasz A következő kontúrelem egy körív, amely balra irányul, és érintőlegesen csatlakozik a megelőző szakaszhoz. Kezdőpontja egyértelműen meghatározott a szakasz végpontjával, úgy, hogy a körív sugarának megadása már elegendő a helyzetének meghatározásához. A körív végpontja egyelőre még nyitott, mivel azt csak a következő kontúrelemek megadása határozza meg egyértelműen. A grafikus ábrázolásban ezért átmenetileg egy teljes kör jelenik meg a megadott sugárral, amely a képernyőn más színnel van ábrázolva, ami optikailag egy segéd-kontúrként jelöli meg. Ábra 2. kontúrelem: Körív balra, érintőleges MTS GmbH

10 A következő körív programozásához is elegendő a körív sugarának megadása. Mivel a 3. kontúrelem egy körív jobbra érintőleges átmenettel, a CNC szimulátor önállóan meg tudja határozni ezek körív és az előző (2.- kontúrelem) metszéspontját. Ehhez azonban szüksége van a csatlakozó 4. kontúrelem teljes geometriai adataira, úgy, hogy visszamenőlegesen ki tudja számítani a 2. és 3. kontúrelem még hiányzó koordinátáit. Mivel a 2. és 3. kontúrelemek geometriailag még nincsenek teljesen meghatározva, a grafikus ábrázolás a WOP felületen belül egyelőre változatlan marad.. Ábra 3. Kontúrelem: körív jobbra, érintőleges Miután befejezte a 4. kontúrelem adatainak megadását, a CNC szimulátor ennél a példánál megállapítja, hogy több megoldás lehetséges. Erre a "Másik megoldás" (andere Lösung) felirattal utal, és az első megoldást ábrázolja grafikusan. Az F6 funkcióbillentyű (Másik megoldás) segítségével egymás után megjeleníthető a többi megoldás. Ábra 4. Kontúrelem: körív jobbra, érintőleges, 1. megoldás Ennek során lehetséges az, hogy az utolsó kontúrelem még segédkontúrként van ábrázolva, mivel végpontja még nincs egyértelműen megadva. Megfelelő grafikus kontúr-megjelenítés esetén megadható a következő kontúrelem. Hasonló módon lesznek programozva a további kontúrelemek, valamint a szerszám a munkadarabtól eltávolodó mozgásai a WOP segítségével. Mindenkor lehetőség van arra, hogy a kontúrelemeken utólag változtatásokat hajtsunk végre. Ábra 5. Kontúrelem: körív jobbra, érintőleges, 2. megoldás MTS GmbH

11 A CNC szimulátor a teljes eddigi WOPprogramozás során folyamatosan hozta létre a szükséges NC mondatokat, és azokat az Ön által készített NC programhoz fűzte. Miután a teljes kontúr programozva lett elhagyhatjuk a WOP felületet, úgy, hogy először az elem-menüben, majd a WOP főmenüjében mindig az F8-as billentyűgombot nyomjuk le. Ezután visszakerülünk abba a CNC szimulátor üzemmódba, amelyből a WOP-ot behívtuk. Ez lehet az NC editor, vagy az interaktív programozás. Ábra A programozott kontúr érintőleges elhagyása A CNC szimulátoron belül most lehetősége van arra, hogy feldolgoztassa a létrehozott NC mondatokat és a WOP segítségével végzett programozó tevékenységének eredményét a szimulációval ellenőrizze, és adott esetben helyesbítse. Ábra A WOP segítségével létrehozott NC program szimulációja MTS GmbH

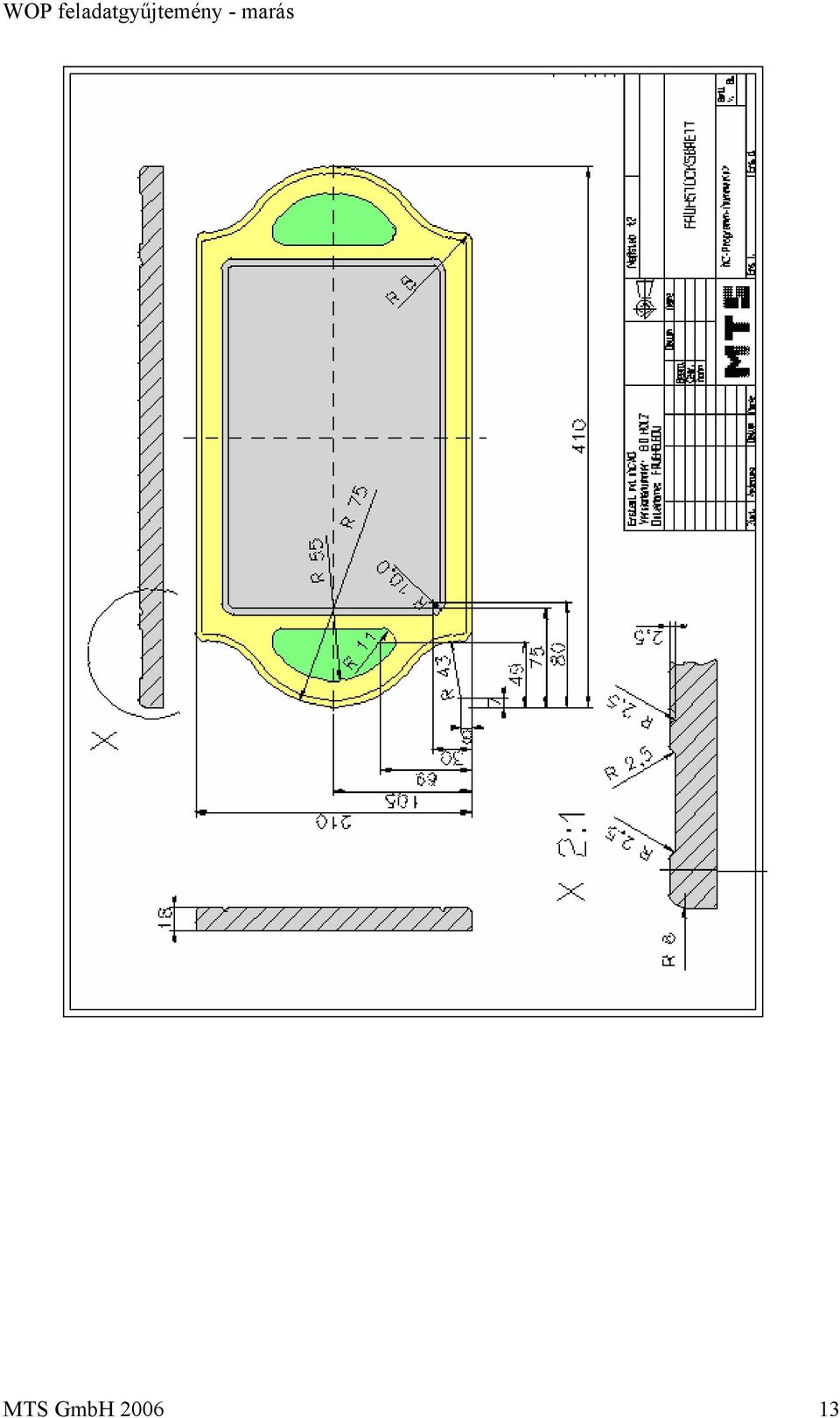
12 4. Alkalmazás és gyakorlás 4.1 Feladat: reggeliző tálca Rajz Feladat-meghatározás A rajzon ábrázolt reggeliző tálcát egy CNC felső maróval kell legyártani. A nyersdarab méretei: hosszúság: 420 mm szélesség: 220 mm vastagság: 18 mm. Készítse elő a gyártást az MTS famegmunkálási marási CNC szimulátorával. Határozza meg a munkadarab nullpontját, tervezze meg a műveleti sorrendet, készítse el a beállítási lapot és a művelettervet. Az NC programot a CNC szimulátor segítségével programozza, tesztelje és helyesbítse. Tanulási cél A tanuló egy munkadarab-rajzból önállóan elkészíthet egy NC programot. Ismeri a CNC szimulátor lényeges kezelési tevékenységeit a beállító- és automatikus üzemmódban, valamint az NC programozás alapvető lehetőségeit és képes a szükséges lépések végrehajtására. Továbbvezető részfeladatok 1. A legyártandó kontúr leírását másolással (blokkműveletekkel) helyezze az NC editorban alprogramokba. Fűzze be a megfelelő behívásokat a főprogramba, és kommentálja a saját maga által előállított NC programot. 2. Változtassa meg a munkadarab gépasztalra való felfogásának módját és illessze az NC programot az ebből adódó technológiai változtatásokhoz. MTS GmbH

13 MTS GmbH
14 5. Algoritmusok a műhelyorientált programozás alkalmazásához (WOPpéldák) 5.1 Egy tál programozása a WOP segítségével Gyakorló példa: Tál Technológiai adatok Nyersdarab-méretek: X200 Y100 Z60 Befogó-eszköz : Gépsatu RS 110 Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 20 mm; Megnevezés: MS-20.0/075L HSS ISO 1641 Feladat-meghatározás: A rajzolt tál kontúrjának legyártásához kidolgozandó egy WOP- megoldás. A kontúr 5 mm mély. A maradék kontúr kiforgácsolása Teach-In nel. MTS GmbH

15 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: 1 A szimulátor beállítva és egy beállítási lap elkészítve 2. A program beadásra került az "Első kontúrpont megközelítése" mondatig. (A G41 X180 Y50 G47 A12 G01 körív középvonala) 3. Interaktív bevitel MTS GmbH
 3.")
16 Folyamat: Kezdőpont a körív jobbra, középvonala, kívül WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1.Körívelem, körív jobbra ezután értékek megadása <F2> Körív jobbra A270 ; B: 40 és az ENTER lenyomása Kezdő szög A: 270 ; Sugár B: 40mm Létrehozott mondat: G72 A270 B40 2.Körívelem, körív érintőlegesen jobbra Shift <F2> Körív érintőleges, jobbra MTS GmbH

17 B: 113 B: 113 Létrehozott mondat:g72 B113 O0 3.Körívelem, körív érintőleges, jobbra Shift <F2> Körív érintőleges, jobbra B: 15 mm; I: 35 mm; J: 65 mm beírás és az ENTER lenyomása B: 15 mm; I: 35 mm; J: 65 mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 4.Körívelem, körív érintőleges, balra Shift <F3>Körív érintőleges, balra MTS GmbH

18 ezután értékek megadása B: 80 mm B: 80 mm Létrehozott mondat: G73 B80 O0 5.Körívelem, körív érintőleges, jobbra Shift <F2> Körív érintőleges,jobbra X: 180 mm; Y:50 mm; B: 40 mm; I: 140 mm; J: 50 mm X: 180 mm; Y:50 mm; B: 40 mm; I: 140mm; J: 50 mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, Majd F8 "Átvétel" Létrehozott mondat: G72 X180 Y50 B40 I140 J50 O0 O70 6. Átvétel DIN-mondatok alakjában Shift <F8> Átvétel (DIN mondatok létrehozása) MTS GmbH

19 Program-megoldás Schale N0005 G54 N0010 F S01400 T0101 M03 M06 N0015 G00 X Y N0020 Z N0025 G01 Z N0030 G41 G01 X Y G47 A WOP behívása <F5> N0035 G02 X Y I J N0040 G02 X Y I J N0045 G02 X Y I J N0050 G03 X Y I J N0055 G02 X Y I J N0060 G40 G47 A Teach-in behívása N0065 G01 X N0070 G01 Y N0075 G01 X N0080 G01 Y N0085 G00 X N0090 G01 Y N0095 G01 X N0100 G01 Y N0105 G01 X N0110 G01 Y N0115 G01 X N0120 G01 Y N0125 G01 X N0130 G01 Y N0135 G00 X N0140 G01 Y N0145 G01 X N0150 G01 Y N0155 G00 Z N0160 X Y N0165 M30 MTS GmbH

20 5.2 A Kontúr 1 programozása a WOP segítségével Gyakorló példa: Kontúr 1 Technológiai adatok Nyersdarab-méretek: X150 Y150 Z30 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság: 20 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 10mm; Megnevezés: MS K HSS ISO 1641 Feladat-meghatározás: A rajzon szereplő Kontúr 1 kontúrzsebének gyártására egy WOP megoldást kell készíteni. A zseb mélysége 5 mm. Kontúrzseb kimunkálása Teach-In segítségével. MTS GmbH

21 MTS GmbH
22 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: 1 A szimulátor beállítva és egy beállítási lap elkészítve 2. A program beadásra került az "Első kontúrpont megközelítése" mondatig. (a zseb-kontúr marásának kezdőpontja G41 G47 A15 G1 X4 Y ) 3. Interaktív bevitel MTS GmbH
23 Folyamat: A zsebkontúr marásának kezdőpontja G41 G47 A15 G1 X4 Y ) WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1.Szakasz a következő értékekkel megadni: X:+17,5mm; Y:-50mm 2.Körívelem, Körív érintőleges balra <F1> Szakasz X:+17,5mm; Y:-50mm és az ENTER lenyomása Shift<F3> Körív érintőleges balra B: 14 B: 14mm 3.Körívelem, Körív érintőleges jobbra B: 14mm 4.Körívelem, Körív érintőleges balra X:+26,807mm; Y:+19,997; I:+26,807; J: Shift <F2> Körív érintőleges jobbra B: 14 Shift<F3> Körív érintőleges balra X:+26,807mm; Y:+19,997;I:+26,807; J: <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása MTS GmbH
24 5.Szakasz, az alábbi értékekkel megadni: X:+12mm, A:+180, R-:+8mm <F1>Szakasz X:+12mm, A:+180, R-(letörés):+8mm 6.Szakasz, az alábbi értékekkel megadni: X:-8mm, Y:+48mm, R+:+13mm 7.Szakasz, az alábbi értékekkel megadni: A:+230, R+:+13mm <F1>Szakasz X:-8mm, Y:+48mm, R+(lekerekítés):+13mm <F1>Szakasz A:+230, R+(lekerekítés):+13mm 8.Körívelem, Körív jobbra B:+12mm; I:-33mm; J:+0 <F2> Körív jobbra B:+12mm; I:-33mm; J:+0 beírás és az ENTER lenyomása <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 9.Szakasz, érintőleges, az alábbi értékekkel megadni: X:-38,638mm, Y:-28,187mm Shift <F1>Szakasz X:-38,638mm, Y:-28,187mm beírás és az ENTER lenyomása <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 10.Körívelem, Körív érintőleges balra X: mm, I:-26,.5mm; J:-37mm, R+:+13mm 11.Szakasz, érintőleges, az alábbi értékekkel megadni: X:+4mm, Y:-28,187mm Shift <F3> Körív érintőleges, balra X: mm, I:-26,.5mm; J:-37mm R+:+13mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F1>Szakasz X:+4mm, Y:-28,187mm <F8> Átvétel 12. átvétel DIN mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) MTS GmbH
25 Program-megoldás: Kontúr 1 N0005 G54 N0010 F S01000 T0101 M03 M06 N0015 G00 X Y N0020 Z N0025 G01 Z N0030 G41 G47 A G01 X Y (WOP behívása <F5> N0035 G01 X Y N0040 G03 X Y I J N0045 G02 X Y I J N0050 G03 X Y I J N0055 G01 X Y N0060 G01 X Y N0065 G01 X Y N0070 G03 X Y I J N0075 G01 X Y N0080 G03 X Y I J N0085 G02 X Y I J N0090 G01 X Y N0095 G03 X Y I J N0100 G03 X Y I J N0105 G01 X Y N0110 G40 G47 A (TEACH-IN BEHÍVÁSA <F3>) N0115 G01 Y N0120 G01 X N0125 G01 Y N0130 G01 X N0135 G01 Y N0140 G01 X N0145 G01 Y N0150 G01 X MTS GmbH
26 N0155 G01 Y N0160 G01 X N0165 G00 Z N0170 G00 Y N0175 G00 X N0180 G01 Z N0185 G01 X N0190 G01 Y N0195 G01 X N0200 G01 Y N0205 G01 X N0210 G01 Y N0215 G01 X N0220 G01 Y N0225 G01 X N0230 G01 Y N0235 G01 X N0240 G01 Y N0245 G01 X N0250 G01 Y N0255 G01 X N0260 G01 Y N0265 G01 X N0270 G01 Y N0275 G01 X N0280 G01 Y N0285 G01 X N0290 G01 Y N0295 G01 X N0300 G01 Y N0305 G01 X N0310 G01 Y N0315 G01 Y N0320 G01 X N0325 G01 Y N0330 G01 X N0335 G01 Y N0340 G01 X N0345 G01 Y N0350 G01 X N0355 G01 Y N0360 G00 Z N0365 X Y N0370 M30 MTS GmbH
27 5.3 A Kontúr 2 programozása a WOP segítségével Gyakorló példa: Kontúr 2 Technológiai adatok Nyersdarab-méretek: X100 Y80 Z30 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság: 20 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 10 mm; Megnevezés: MS K HSS ISO 1641 Feladat-meghatározás: A rajzon szereplő Kontúr 2 gyártásához egy WOP megoldást kell kidolgozni. A kontúr mélysége 5 mm. MTS GmbH
28 MTS GmbH
29 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: A szimulátor beállítva és egy beállítási lap elkészítve A program beadásra került az "Első kontúrpont megközelítése" mondatig. (az első kontúrpont, G41 G47 X88 Y+25 A12 megközelítése) Interaktív bevitel MTS GmbH
30 Folyamat: A kezdőpont az alábbi kontúrpont G41 G47 X88 Y+25 A12) WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1.Szakasz az alábbi értékekkel megadni: Y:+20mm; A: Körívelem, Körív érintőleges, jobbra B:+10mm;Y:+10.05mm 3.Szakasz, az alábbi értékekkel megadni: A:+180, R+:+10mm <F1> Szakasz Y:+20mm; A:+270 Shift <F2> Körív érintőlegesjobbra B: 10mm;Ye+10.05mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F1>Szakasz A:+180, R+(lekerekítés):+10mm MTS GmbH
31 4.Körívelem, Körív jobbra X:+32mm; Y:+0mm; I:+32mm; J:+10.05mm 5.Körívelem, Körív érintőleges, jobbra B:+10mm; R+:+10mm 6.Szakasz, az alábbi értékekkel megadni: X:+10mm; Y:+10,05; A: Szakasz, az alábbi értékekkel megadni: Y:+24,872mm, A:+90, R+:+10mm <F2> Körív jobbra X:+32mm; Y:+0mm; I:+32mm; J:+10.05mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása Shift <F2> Körív érintőleges jobbra B:+10mm; R+(lekerekítés):+10mm <F1>Szakasz X:+10mm; Y:+10,05; A:+180 <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F1>Szakasz Y:+24,872mm, A:+90, R+(lekerekítés):+10mm 8.Szakasz, az alábbi értékekkel megadni: X:+0mm; Y:+80 <F1>Szakasz X:+0mm; Y:+80 9.Szakasz, az alábbi értékekkel megadni: A:+349, R+:+10mm <F1>Szakasz A:+349, R+( lekerekítés):+10mm 10.Szakasz, az alábbi értékekkel megadni: X:+100mm, Y:+80mm, A:+11, R+:+10mm <F1>Szakasz X:+100mm, Y:+80mm, A:+11, R+(Verrundung):+10mm 11.Szakasz, az alábbi értékekkel megadni: X:+88mm, Y:+39mm, R+:+10mm <F1>Szakasz X:+88mm, Y:+39mm, R+( lekerekítés):+10mm MTS GmbH
32 12.Szakasz, az alábbi értékekkel megadni: X:+88mm, Y:+23mm <F1>Szakasz X:+88mm, Y:+23mm <F8> Átvétel 12. Átvétel DIN mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) Program-megoldás: Kontúr 2 N0005 G54 N0010 T0101 M03 M06 S01000 F N0015 G00 X Y N0020 Z N0025 G01 Z N0030 G41 G47 A X Y (WOP behívása <F5> N0035 G01 X Y N0040 G02 X Y I J N0045 G01 X Y N0050 G03 X Y I J N0055 G02 X Y I J N0060 G02 X Y I J N0065 G03 X Y I J N0070 G01 X Y N0075 G01 X Y N0080 G03 X Y I J N0085 G01 X Y N0090 G01 X Y N0095 G03 X Y I J N0100 G01 X Y N0105 G02 X Y I J MTS GmbH
33 N0110 G01 X Y N0115 G03 X Y I J N0120 G01 X Y N0125 G40 G47 A (TEACH-IN BEHÍVÁSA <F3>) N0130 G01 X N0135 G01 Y N0140 G00 Z N0145 G00 X N0150 G00 Y N0155 G00 Z N0160 G01 X N0165 G01 Y N0170 G01 X N0175 G01 Y N0180 G01 X N0185 G00 Z N0190 G00 Y N0195 G00 X N0200 G00 Z N0205 G01 Y N0210 G01 X N0215 G01 Y N0220 G00 Z N0225 X Y N0230 M30 MTS GmbH
34 5.4 A Kontúr 3 programozása WOP segítségével Gyakorló példa: Kontúr 3 Technológiai adatok Nyersdarab-méretek: X150 Y150 Z30 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság:20 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 16 mm; Megnevezés: MS L HSS ISO 1641 Feladat-meghatározás: A rajzon szereplő Kontúr 3 gyártásához egy WOP megoldást kell kidolgozni. A kontúr mélysége 5 mm. MTS GmbH
35 MTS GmbH
36 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: A szimulátor beállítva és egy beállítási lap elkészítve A program beadásra került az "Első kontúrpont megközelítése" mondatig. (az első kontúrpont, G41 G47 A12 G01 X140 Y40 megközelítése) Interaktív bevitel MTS GmbH
37 Folyamat: Kezdőpont: G41 G47 A12 G01 X140 Y+40) WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1.Szakasz, az alábbi értékekkel megadni: Y:+10mm;A:+270;R+:+6 <F1> Szakasz Y:+10mm;A:+270;R+(lekerekítés):+6 2. Szakasz, az alábbi értékekkel megadni: X:+120mm;A:+180;R-:+7 <F1> Szakasz X:+120mm;A:+180;R-(leélezés):+7 3. Szakasz, az alábbi értékekkel megadni: X:+60; Y:+40; R+:+20mm <F1>Szakasz X:+60; Y:+40; R+( lekerekítés):+20mm MTS GmbH
38 4. Szakasz, az alábbi értékekkel megadni: X:+35mm; Y:+10mm; R+:+10mm <F1>Szakasz X:+35mm; Y:+10mm; R+( lekerekítés):+10mm 5. Szakasz, az alábbi értékekkel megadni: X:+10mm; A:+180; R+:+8mm <F1>Szakasz X:+10mm; A:+180; R+( lekerekítés ):+8mm 6. Szakasz, az alábbi értékekkel megadni: Y:+100mm; A:+90; R+:+20 <F1>Szakasz Y:+100mm; A:+90; R+( lekerekítés): Szakasz, az alábbi értékekkel megadni: X:+0; Y:+120mm <F1>Szakasz X:+0; Y:+120mm 8. Szakasz, az alábbi értékekkel megadni: X:+0mm; Y:+140mm <F1>Szakasz X:+0mm; Y:+140mm 9. Szakasz, az alábbi értékekkel megadni: A:+0; R+:+15mm <F1>Szakasz A:+0; R+( lekerekítés):+15mm 10.Körívelem, Körív balra X:+70mm; B:+25mm; I:+70mm; J:+120mm <F3> Körív balra X:+70mm; B:+25mm; I:+70mm; J:+120mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 11.Körívelem, Körív balra B:+25mm; A:+0 <F3> Körív balra B:+25mm; A:+0 MTS GmbH
39 12.Körívelem, Körív érintőleges, jobbra B:+15mm;Y:+140mm; E:+0 13.Szakasz érintőleges, az alábbi értékekkel megadni: Shift <F2> Körív érintőleges, jobbra B:+15mm;Y:+140mm; E:+0 <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása Shift <F1>Szakasz keine keine 14. Szakasz, az alábbi értékekkel megadni: X:+150mm; Y:+80mm; A:+290 <F1>Szakasz X:+150mm; Y:+80mm; A: Szakasz, az alábbi értékekkel megadni: X:+140mm, A:+240; R+:+28mm <F1>Szakasz X:+140mm, A:+240; R+( lekerekítés ):+28mm 16. Szakasz, az alábbi értékekkel megadni: X:+140mm; Y:+38mm <F1>Szakasz X:+140mm; Y:+38mm <F8> Átvétel 17. Átvétel DIN-mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) MTS GmbH
40 Program-megoldás: Kontur3 N0005 G54 N0010 F S01000 T0101 M03 M06 N0015 G00 X Y N0020 Z N0025 G01 Z N0030 G41 G47 A G01 X Y (WOP behívása <F5> N0035 G01 X Y N0040 G02 X Y I J N0045 G01 X Y N0050 G01 X Y N0055 G01 X Y N0060 G03 X Y I J N0065 G01 X Y N0070 G02 X Y I J N0075 G01 X Y N0080 G02 X Y I J N0085 G01 X Y N0090 G03 X Y I J N0095 G01 X Y N0100 G01 X Y N0105 G01 X Y N0110 G02 X Y I J N0115 G03 X Y I J N0120 G03 X Y I J N0125 G02 X Y I J N0130 G01 X Y N0135 G01 X Y N0140 G01 X Y N0145 G03 X Y I J N0150 G01 X Y N0155 G40 G47 A (Teach-in behívása <F3>) MTS GmbH
41 N0160 G00 Y N0165 G01 Y N0170 G01 X N0175 G00 Z N0180 G00 Y N0185 G00 X N0190 G00 Y N0195 G00 Z N0200 G01 Y N0205 G01 X N0210 G01 Y N0215 G01 X N0220 G01 Y N0225 G01 X N0230 G01 Y N0235 G01 X N0240 G00 Z N0245 G00 Y N0250 G00 X N0255 G00 Z N0260 G01 X N0265 G01 Y N0270 G01 X N0275 G01 Y N0280 G01 X N0285 G01 Y N0290 G01 X N0295 G00 Z N0300 G00 Y N0305 G00 X N0310 G00 Z N0315 G01 Y N0320 G01 X N0325 G01 Y N0330 G00 Z N0335 X Y N0340 M30 MTS GmbH
42 5.5 A Kontúr 4 programozása WOP segítségével Gyakorló példa: Kontúr 4 Technológiai adatok Nyersdarab-méretek: X140 Y180 Z30 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság:20 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 16 mm; Megnevezés: MS L HSS ISO 1641 Feladat-meghatározás: A rajzon szereplő Kontúr 4 gyártásához kidolgozandó egy WOP megoldás. A kontúr mélysége 5 mm. MTS GmbH
43 MTS GmbH
44 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: A szimulátor beállítva és egy beállítási lap elkészítve A program beadásra került az "Első kontúrpont megközelítése" mondatig. (az első kontúrpont megközelítése, G41 G47 A10 X120 Y50) Interaktív bevitel MTS GmbH
45 Folyamat: Kezdőpont: G41 G47 A10 X120 Y50) WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1. Szakasz, az alábbi értékekkel megadni: Y:+40mm; A:+270 <F1> Szakasz Y:+40mm; A: Körívelem, Körív érintőleges, jobbra X:+100mm;Y:+20mm Shift <F2> Körív érintőleges, jobbra X:+100mm;Y:+20mm 3. Szakasz, az alábbi értékekkel megadni: X:+90mm; Y:+40mm <F1> Szakasz X:+90mm; Y:+40mm MTS GmbH
46 4.Körívelem, Körív jobbra X:+70mm; Y:+51,715mm; B: mm; R+:10mm <F2> Körív jobbra X:+70mm; Y:+51,715mm; B: mm; R+:10mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 5.Körívelem, Körív jobbra X:+50mm; Y:+20mm; B: mm <F2> Körív jobbra X:+50mm; Y:+20mm; B: mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 6. Szakasz, az alábbi értékekkel megadni: X:+20mm, Y:+60mm <F1>Szakasz X:+20mm, Y:+60mm 7. Szakasz, az alábbi értékekkel megadni: X:+20mm, Y:+70mm <F1>Szakasz X:+20mm, Y:+70mm 8.Körívelem, Körív balra A:+0; B:+20mm <F3> Körív balra A:+0; B:+20mm 9.Körívelem, Körív érintőleges, jobbra X:+50mm; Y:+160mm; B:+30mm; Shift <F2> Körív érintőleges jobbra X:+50mm; Y:+160mm; B:+30mm; <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 10. Szakasz, az alábbi értékekkel megadni: X:+70mm; Y:+120mm, R+:+10mm <F1>Szakasz X:+70mm; Y:+120mm, R+( lekerekítés):+10mm MTS GmbH
47 11. Szakasz, az alábbi értékekkel megadni: X:+90mm; Y:+160mm <F1>Szakasz X:+90mm; Y:+160mm 12.Körívelem, Körív jobbra Y:+119,950mm; I:+90mm; J:+130mm 13.Körívelem, Körív balra X:+120; Y:+60mm; I:+120mm <F2> Körív jobbra Y:+119,950mm; I:+90mm; J:+130mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F3> Körív balra X:+120; Y:+60mm; I:+120mm 14. Szakasz, az alábbi értékekkel megadni: X:+120mm, Y:+48mm <F1>Szakasz, érintőleges X:+120mm, Y:+48mm <F8> Átvétel 15. Átvétel DIN mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) MTS GmbH
48 Program-megoldás: Kontúr 4 N0005 G54 N0010 F S01000 T0101 M03 M06 N0015 G00 X Y N0020 Z N0025 G01 Z N0030 G41 G47 A G01 X Y (WOP behívása <F5> N0035 G01 X Y N0040 G02 X Y I J N0045 G01 X Y N0050 G02 X Y I J N0055 G03 X Y I J N0060 G02 X Y I J N0065 G01 X Y N0070 G01 X Y N0075 G03 X Y I J N0080 G02 X Y I J N0085 G01 X Y N0090 G03 X Y I J N0095 G01 X Y N0100 G02 X Y I J N0105 G03 X Y I J N0110 G01 X Y N0115 G40 G47 A (Teach-in behívása <F3> N0120 G01 Y N0125 G01 X N0130 G01 Y N0135 G01 X MTS GmbH
49 N0140 G01 Y N0145 G01 X N0150 G01 Y N0155 G01 Y N0160 G01 X N0165 G01 Y N0170 G01 X N0175 G01 Y N0180 G01 X N0185 G01 Y N0190 G01 X N0195 G01 Y N0200 G01 X N0205 G01 Y N0210 G01 X N0215 G01 Y N0220 G01 X N0225 G01 Y N0230 G01 X N0235 G01 Y N0240 G01 X N0245 G01 Y N0250 G01 X N0255 G01 Y N0260 G01 X N0265 G01 Y N0270 G01 X N0275 G01 Y N0280 G01 X N0285 G01 Y N0290 G01 X N0295 G01 Y N0300 G01 X N0305 G01 Y N0310 G01 X N0315 G01 Y N0320 G01 X N0325 G01 Y N0330 G01 X N0335 G01 Y N0340 G01 X N0345 G01 Y N0350 G00 Z N0355 X Y N0360 M30 MTS GmbH
50 5.6 A Kontúr 5 programozása WOP segítségével Gyakorló példa: Kontúr 5 Technológiai adatok Nyersdarab-méretek: X80 Y100 Z30 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság:20 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 25 mm; Megnevezés: MS K HSS ISO 1641 Feladat-meghatározás: A rajzolt Kontur5 gyártásához kidolgozandó egy WOP-megoldás A kontúr mélysége 5 mm MTS GmbH
51 MTS GmbH
52 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: A szimulátor beállítva és egy beállítási lap elkészítve A program beadásra került az "Első kontúrpont megközelítése" mondatig. (az első kontúrpont megközelítése G41 G47 A12 G1X70 Y15) Interaktív bevitel MTS GmbH
53 Folyamat: Kezdőpont G41 G47 A12 G1 X70 Y+15) WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1. Szakasz, az alábbi értékekkel megadni: Y:+5mm; A:+270 <F1> Szakasz Y:+5mm; A: Szakasz, az alábbi értékekkel megadni: X:+60mm; A:+180; R+:+6mm <F1> Szakasz X:+60mm; A:+180; R+( lekerekítés):+6mm 3. Szakasz, az alábbi értékekkel megadni: A:+90 <F1> Szakasz A:+90 MTS GmbH
54 4.Körívelem, Körív érintőleges, balra X:+20mm; Y:+30mm; B:+20mm Shift <F3> Körív érintőleges, balra X:+20mm; Y:+30mm; B:+20mm 5.Szakasz érintőleges, az alábbi értékekkel megadni: Y:+5mm; R+:+6mm Shift <F1>Szakasz érintőleges Y:+5mm; R+( lekerekítés):+6mm 6. Szakasz, az alábbi értékekkel megadni: X:+10mm;A:+180 <F1> Szakasz X:+10mm;A: Szakasz, az alábbi értékekkel megadni: Y:+36,771mm;A:+90 <F1> Szakasz Y:+36,771mm;A: Körívelem, Körív balra X:+10mm; Y:+63,229mm; B:+20mm 9. Szakasz, az alábbi értékekkel megadni: A:+90 <F3> Körív balra X:+10mm; Y:+63,229 mm; B:+20mm <F6> Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F1> Szakasz A: Körívelem, Körív érintőleges, jobbra X:+52,686mm; Y:+87,669mm; B:+25mm Shift <F2> Körív érintőleges jobbra X:+52,686 mm; Y:+87,669 mm; B:+2 5mm <F6> Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 11. Szakasz az alábbi értékekkel megadni: X:+70mm; Y:+71mm <F1> Szakasz X:+70 mm; Y:+71mm MTS GmbH
55 12. Szakasz az alábbi értékekkel megadni: Y:+63,229mm; A: Körívelem, Körív balra X:+70 mm; Y:+36,771 mm; B:+20mm 14. Szakasz az alábbi értékekkel megadni: X:+70mm; Y:+10mm <F1> Szakasz Y:+63,229 mm; A:+270 <F3> Körív balra X:+70 mm; Y:+36,771 mm; B:+20 mm <F6> Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F1> Szakasz X:+70 mm; Y:+10 mm <F8> Átvétel 15. Átvétel DIN mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) Program-megoldás: Kontúr 5 N0005 G54 N0010 F S01000 T0101 M03 M06 N0015 G00 X Y N0020 Z MTS GmbH
56 N0025 G01 Z N0030 G41 G47 A G01 X Y (WOP behívása <F5>) N0035 G01 X Y N0040 G01 X Y N0045 G02 X Y I J N0050 G01 X Y N0055 G03 X Y I J N0060 G01 X Y N0065 G02 X Y I J N0070 G01 X Y N0075 G01 X Y N0080 G03 X Y I J N0085 G01 X Y N0090 G02 X Y I J N0095 G01 X Y N0100 G01 X Y N0105 G03 X Y I J N0110 G01 X Y N0115 G40 G47 A (Teach-in behívása <F3> N0120 G00 Z N0125 G00 Y N0130 G00 Z N0135 G01 X N0140 G00 Z N0145 X Y N0150 M30 MTS GmbH
57 5.7 A Kontúr 6 programozása WOP segítségével Gyakorló példa: Kontúr 6 Technológiai adatok Nyersdarab-méretek: X130 Y131 Z30 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság:20 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 12 mm; Megnevezés: MS L HSS ISO 1641 Feladat-meghatározás: A rajzon szereplő Kontur6 gyártásához egy WOP megoldást kell kidolgozni. A kontúr mélysége 5 mm MTS GmbH
58 MTS GmbH
59 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: A szimulátor beállítva és egy beállítási lap elkészítve A program beadásra került az "Első kontúrpont megközelítése" mondatig. (az első kontúrpont megközelítése G41 G47 A12 G1 X70 Y71) Interaktív bevitel MTS GmbH
60 Folyamat: Kezdőpont G41 G47 A12 X70 Y+71) WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1. Szakasz, az alábbi értékekkel megadni: AW:+0 <F1> Szakasz AW:+0 2. Körívelem, Körív érintőleges, jobbra B:+20mm 3. Körívelem, Körív érintőleges, balra B:+10mm; I:+95mm; J:+21mm Shift <F2> Körív érintőleges, jobbra B:+20 Shift <F3> Körív érintőleges, balra B:+10mm; I:+95mm; J:+21mm MTS GmbH
61 4. Körívelem Körív érintőleges, balra X:+115mm; Y:-9mm; B:+30mm 5.Körívelem, Körív érintőleges, jobbra B:+9mm 6.Szakasz, érintőleges, az alábbi értékekkel megadni: X:+85mm; Y:-50mm Shift <F3> Körív érintőleges, balra X:+115mm; Y:-9mm; B:+30mm <F6> Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása Shift <F2> Körív érintőleges, jobbra B:+9 Shift <F1> Szakasz, érinőleges X:+85mm; Y:-50mm 7. Szakasz, az alábbi értékekkel megadni: X:+55mm;Y:-10mm;R+:+8mm <F1> Szakasz X:+55mm;Y:-10mm;R+( lekerekítés):+8mm 8. Szakasz, az alábbi értékekkel megadni: X:+5mm; Y:+0mm <F1> Szakasz X:+5mm; Y:+0mm 9. Szakasz, az alábbi értékekkel megadni: X:+17,5mm; Y:+71mm; R+:+41mm <F1> Szakasz X:+17,5mm; Y:+71mm; R+(lekerekítés):+41mm 10. Szakasz, az alábbi értékekkel megadni: X:+80mm; Y:+71mm <F1> Szakasz X:+80mm; Y:+71mm <F8> Átvétel 11. Átvétel DIN mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) MTS GmbH
62 Program-megoldás: Kontúr 6 N0005 G54 N0010 F S01000 T0101 M03 M06 N0015 G00 X Y N0020 Z N0025 G01 Z N0030 G41 G47 A G01 X Y (WOP behívása <F5>) N0035 G01 X Y N0040 G02 X Y I J N0045 G03 X Y I J N0050 G03 X Y I J N0055 G02 X Y I J N0060 G01 X Y N0065 G01 X Y N0070 G03 X Y I J N0075 G01 X Y N0080 G01 X Y N0085 G02 X Y I J N0090 G01 X Y N0095 G40 G47 A (Teach-in behívása <F3> N0100 G00 X N0105 G01 Y N0110 G01 X N0115 G01 Y N0120 G01 X N0125 G01 Y N0130 G01 X N0135 G01 Y N0140 G01 X N0145 G00 Z N0150 G00 X MTS GmbH
63 N0155 G00 Y N0160 G00 Z N0165 G01 Y N0170 G01 X N0175 G01 Y N0180 G01 X N0185 G01 Y N0190 G01 X N0195 G00 Y N0200 G00 X N0205 G01 Y N0210 G01 X N0215 G01 Y N0220 G01 X N0225 G01 X N0230 G01 Y N0235 G01 X N0240 G01 Y N0245 G01 X N0250 G00 Z N0255 G00 X N0260 G00 Z N0265 G01 Y N0270 G01 X N0275 G00 Z N0280 G00 X N0285 G00 Z N0290 G01 X N0295 G01 Y N0300 G01 X N0305 G01 Y N0310 G01 X N0315 G01 Y N0320 G01 X N0325 G01 Y N0330 G01 X N0335 G01 Y N0340 G01 X N0345 G01 Y N0350 G01 Y N0355 G01 X N0360 G00 Z N0365 X Y N0370 M30 MTS GmbH
64 5.8 RWT programozása WOP segítségével Gyakorló példa: RWT Technológiai adatok Nyersdarab-méretek: X135 Y117 Z20 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság: 20 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 22 mm; Megnevezés: MS L HSS ISO 1641 Feladat-meghatározás: A rajzon szereplő RWT gyártásához egy WOP megoldást kell kidolgozni. A kontúr mélysége 5mm MTS GmbH
65 MTS GmbH
66 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: A szimulátor beállítva és egy beállítási lap elkészítve A program beadásra került az "Első kontúrpont megközelítése" mondatig. (az első kontúrpont megközelítése G41 G47 A15 G1 X Y ) Interaktív bevitel MTS GmbH
67 Folyamat: K ezdőpont G41 G47 A15 G1 X Y WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1. Szakasz, az alábbi értékekkel megadni: X:+0mm; Y:-40mm <F1> Szakasz X:+0mm; Y:-40mm 2. Körívelem, Körív jobbra X:-40mm; Y:+0mm B:+40mm <F2> Körív jobbra X:-40mm; Y:+0mm B:+40mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 3. Szakasz, az alábbi értékekkel megadni: A:+90; Y:+52,50mm <F1> Szakasz A:+90; Y:+52,50mm MTS GmbH
68 4. Körívelem, Körív jobbra I:-37.5mm; J:+52,5mm <F2> Körív jobbra I:-37.5mm; J:+52,5mm 5.Szakasz, érintőleges, az alábbi értékekkel megadni: A:-5; R+:+4mm Shift <F1> Szakasz tangential A:-5; R+( lekerekítés):+4mm 6. Szakasz, az alábbi értékekkel megadni: X:-19mm; Y:+50mm; A:+275 <F1> Szakasz X:-19mm; Y:+50mm; A: Körívelem. Körív érintőleges,balra X:+19mm; Y:+50mm Shift <F3> Körív érintőleges, balra X:+19mm; Y:+50mm 8. Szakasz, az alábbi értékekkel megadni: A:+85; R+:+4mm 9. Körívelem, Körív jobbra I:+0mm; J:+0mm B:+70mm <F1>Szakasz A:+85; R+( lekerekítés):+4mm <F2> Körív jobbra I:+0mm; J:+0mm B:+70mm 10. Szakasz érintőleges, az alábbi értékekkel megadni: Y:-15,544mm; A:+292, Körívelem, Körív jobbra X:+63,899mm; Y:+43,257mm; B:+20mm Shift <F1> Szakasz, érintőleges Y:-15,544mm; A:+292,668 <F2> Körív jobbra X:+63,899mm; Y:+43,257mm; B:+20mm <F6> Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F8> Átvétel 12. Átvétel DIN mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) MTS GmbH
69 Program-megoldás: RWT N0005 G54 X Y Z N0007 F S1200 T0101 M03 M08 N0009 G00 X Y N0010 Z N0012 G01 Z N0014 G41 G47 A G01 X Y N0016 (WOP BEHÍVÁSA <F5>) N0018 G01 X Y Z N0020 G02 X Y Z I J N0022 G01 X Y Z N0024 G02 X Y Z I J N0026 G01 X Y Z N0028 G02 X Y Z I J N0030 G01 X Y Z N0032 G03 X Y Z I J N0034 G01 X Y Z N0036 G02 X Y Z I J N0038 G02 X Y Z I J N0040 G01 X Y Z N0042 G02 X Y Z I J N0044 G40 G47 A N0046 (TEACH-IN BEHÍVÁSA <F3>) N0048 G00 Z N0050 G00 Y N0052 G00 X N0054 G01 Z N0056 G01 X N0058 G00 Z N0060 G00 X N0062 G01 Z N0064 G01 X N0066 G01 Y N0068 G01 X MTS GmbH
70 N0070 G01 Y N0072 G01 X N0074 G01 Y N0076 G01 X N0078 G01 Y N0080 G00 Z N0082 X Y N0084 M30 MTS GmbH
71 5.9 Egy kontúrfedél programozása WOP segítségével Gyakorló példa: Kontúrfedél Technológiai adatok Nyersdarab-méretek: X150 Y150 Z30 Befogó-eszköz : Gépsatu RS 160 Befolgási magasság:15 mm Szerszámtár-kiosztás: T0101 Szerszámnév: Horonymaró 22 mm; Megnevezés: MS-22.0/075L HSS ISO 1641 Feladat-meghatározás: A rajzon szereplő Kontúrfedél gyártásához egy WOP megoldást kell kidolgozni. A kontúr mélysége 5mm MTS GmbH
72 MTS GmbH
73 WOP (Műhelyorientált programozás) Figyelem: A WOP-pal való munka előfeltételei: A szimulátor beállítva és egy beállítási lap elkészítve A program beadásra került az "Első kontúrpont megközelítése" mondatig. (az első kontúrpont megközelítése G41 G47 A5 Y140) Interaktív bevitel MTS GmbH
74 Folyamat: Kezdőpont G41 G47 A5 Y+140 WOP behívása <F5>(egérkattintással, vagy a funkcióbillentyű lenyomásával) Geometria létrehozása <F1> 1. Szakasz, az alábbi értékekkel megadni: X:110mm; A:+0 <F1> Szakasz X:110mm; A:+0 2. Körívelem, Körív érintőleges, jobbra B:+30mm 3. Szakasz, érintőleges az alábbi értékekkel megadni: X:80mm; A:+180 Shift <F2> Körív érintőleges, jobbra B:+30mm Shift <F1> Szakasz, érintőleges X:80mm; A:+180 MTS GmbH
75 4. Körívelem, Körív érintőleges, balra Y:+60mm; B:+20mm Shift <F3> Körív érintőleges, balra Y:+60mm; B:+20mm <F6> Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása 5. Szakasz, az alábbi értékekkel megadni: A: 0 <F1> Szakasz A: 0 6. Szakasz, az alábbi értékekkel megadni: X:+130mm;Y:10mm; A: ( =258.69) <F1> Szakasz Bevitt értékek X:+130mm;Y:10mm; A: Szakasz, az alábbi értékekkel megadni: X:+115mm; A: 180 <F1> Szakasz X:+115mm; A: Szakasz, az alábbi értékekkel megadni: X:+110mm; Y:+15mm <F1> Szakasz X:+110mm; Y:+15mm 9. Szakasz, az alábbi értékekkel megadni: Y:+20mm; A;+90 <F1> Szakasz Y:+20mm; A; Körívelem, Körív érintőleges, balra X: +80mm; Y: +20mm 11. Szakasz, az alábbi értékekkel megadni: Y:10mm;A:+270 Shift <F3> Körív érintőleges, balra X: +80mm; Y: +20mm <F1> Szakasz Y:10mm;A:+270 MTS GmbH
76 12. Szakasz, az alábbi értékekkel megadni: X:10.8mm; A:+180 <F1> Szakasz X:10.8mm; A: Szakasz, az alábbi értékekkel megadni: A:+65.5 <F1> Szakasz A: Körív balra az alábbi értékekkel megadni: X:+10.8mm; B+34mm; I:+10.8mm;J+70mm 15.Körív jobbra az alábbi értékekkel megadni: X:+61.98mm; Y:+140mm; B+82mm; 16. Szakasz, az alábbi értékekkel megadni: X: 82mm; A:+0 <F3> Körív balra X:+10.8mm; B+34mm; I:+10.8mm;J+70mm <F6>Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F2> Körív jobbra X:+61.98mm; Y:+140mm; B+82mm; <F6> Más megoldás, amíg megjelenik a helyes grafikus kontúrelem, majd a következő kontúrelem megadása <F1> Szakasz Xe: 82mm; Aw:+0 <F8> bevitel befejezése 17. Átvétel DIN mondatok formájában Shift <F8> Átvétel (DIN mondatok létrehozása) A létrehozott NC mondatok feldolgozása. Bevitel: G40 G47 A5 Teach-in behívása és a maradék anyag kimunkálása. MTS GmbH
77 Program-megoldás: Kontúrfedél N0005 G54 N0010 F S01000 T0101 M03 M06 N0015 G00 X Y N0020 Z N0025 G01 Z N0030 G41 G47 A G01 Y (WOP BEHÍVÁSA <F5>) N0035 G01 X Y N0040 G02 X Y I J N0045 G01 X Y N0050 G03 X Y I J N0055 G01 X Y N0060 G01 X Y N0065 G01 X Y N0070 G01 X Y N0075 G01 X Y N0080 G03 X Y I J N0085 G01 X Y N0090 G01 X Y N0095 G01 X Y N0100 G03 X Y I J N0105 G02 X Y I J N0110 G01 X Y N0115 G40 G47 A (TEACH-IN BEHÍVÁSA <F3>) N0120 G01 X N0125 G01 Y N0130 G01 X N0135 G01 Y N0140 G01 X N0145 G01 Y MTS GmbH
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS marás programozási feladatok. MTS GmbH GO98 Bt. 1-80
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS marás programozási feladatok MTS GmbH GO98 Bt. 1-80 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS marás programozási feladatok MTS GmbH GO98 Bt. 1-80 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozási feladatok. MTS GmbH GO98 Bt. 1-85
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozási feladatok MTS GmbH GO98 Bt. 1-85 MTS eszterga programozási feladatok MTS Mathematisch Technische Software-Entwicklung
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: CNC szerszámgépek fő részei Számjegyvezérlési módok CNC gépeken
 CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
Pilot smart.nc. itnc 530. NC szoftver 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx. Magyar (hu) 6/2006
 6/2006") Pilot smart.nc itnc 530 NC szoftver 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Magyar (hu) 6/2006 A smart.nc Pilot... az itnc 530 új smart.nc üzemmódjának tömör programozási útmutatója. A
Pilot smart.nc itnc 530 NC szoftver 340 490-xx 340 491-xx 340 492-xx 340 493-xx 340 494-xx Magyar (hu) 6/2006 A smart.nc Pilot... az itnc 530 új smart.nc üzemmódjának tömör programozási útmutatója. A
Felhasználói kézikönyv Ciklus programozás. itnc 530. NC szoftver 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05
 Felhasználói kézikönyv Ciklus programozás itnc 530 NC szoftver 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Magyar (hu) 3/2009 Tartalomjegyzék Alapismeretek / áttekintés 1 Ciklusok használata
Felhasználói kézikönyv Ciklus programozás itnc 530 NC szoftver 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Magyar (hu) 3/2009 Tartalomjegyzék Alapismeretek / áttekintés 1 Ciklusok használata
ELOSTAR (v3) ELEKTRONIKUS SZÁMZÁR KEZELÉSI LEÍRÁSA
 ELEKTRONIKUS SZÁMZÁR KEZELÉSI LEÍRÁSA") ELOSTAR (v3) ELEKTRONIKUS SZÁMZÁR KEZELÉSI LEÍRÁSA!! FIGYELEM! Kérjük, figyelmesen olvassa végig kezelési leírásunkat, m i e l ő t t a zárat működtetné vagy egy új számkombinációt állítana be. Nem vállalunk
ELOSTAR (v3) ELEKTRONIKUS SZÁMZÁR KEZELÉSI LEÍRÁSA!! FIGYELEM! Kérjük, figyelmesen olvassa végig kezelési leírásunkat, m i e l ő t t a zárat működtetné vagy egy új számkombinációt állítana be. Nem vállalunk
Üdvözöljük. Solid Edge kezdő lépések 2
 Üdvözöljük A Solid Edge 19-es verziója az innovatív megoldásokra és a vállalaton belüli kommunikációra fókuszál, ezzel célozva meg a közepes méretű vállalatok igényeit. Több száz újdonsággal a Solid Edge
Üdvözöljük A Solid Edge 19-es verziója az innovatív megoldásokra és a vállalaton belüli kommunikációra fókuszál, ezzel célozva meg a közepes méretű vállalatok igényeit. Több száz újdonsággal a Solid Edge
Kezelési útmutató az
 Kezelési útmutató az Dial Star, Pocket Star, Super Star típusú öntözést időzítő és vezérlő készülékhez ÜZEMBEHELYEZÉSI, PROGRAMOZÁSI ÉS MŰKÖDÉSI ÚTMUTATÓ A vásárlás napja :... Tartalomjegyzék 1. fejezet
Kezelési útmutató az Dial Star, Pocket Star, Super Star típusú öntözést időzítő és vezérlő készülékhez ÜZEMBEHELYEZÉSI, PROGRAMOZÁSI ÉS MŰKÖDÉSI ÚTMUTATÓ A vásárlás napja :... Tartalomjegyzék 1. fejezet
Töltőfunkció Kezelési Utasítás
 METRISoft Mérleggyártó KFT PortaWin (PW2) Jármű mérlegelő program 6800 Hódmezővásárhely Jókai u. 30 Telefon: (62) 246-657, Fax: (62) 249-765 e-mail: merleg@metrisoft.hu Web: http://www.metrisoft.hu Módosítva:
METRISoft Mérleggyártó KFT PortaWin (PW2) Jármű mérlegelő program 6800 Hódmezővásárhely Jókai u. 30 Telefon: (62) 246-657, Fax: (62) 249-765 e-mail: merleg@metrisoft.hu Web: http://www.metrisoft.hu Módosítva:
CNC technika. segédlet a CNC tantárgy oktatásához. Készítette: Paróczai János 2005.12.08
 CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
Nappali képzés: Számítógéppel segített tervezés szerkesztésben közreműködött: Zobor Bence Kiegészítő- levelező képzés: Számítástechnika 2.
 1. gyakorlat Vonalrajzolás, szerkesztések, szabadonformált görbék A numerikus adatbevitelről leírtaknak és egyenes vonalak rajzolásának illusztrálására készítsük el az alábbi telek- É kontúrt a sraffozott
1. gyakorlat Vonalrajzolás, szerkesztések, szabadonformált görbék A numerikus adatbevitelről leírtaknak és egyenes vonalak rajzolásának illusztrálására készítsük el az alábbi telek- É kontúrt a sraffozott
2011. NCT-104T ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
Rapidturn: Két kézikerekes eszterga
 Rapidturn: Két kézikerekes eszterga A CNC esztergák nagyobb pontosságuk, tudásuk ellenére napjainkig még nem tudták kiszorítani az üzemekből a hagyományos esztergapadokat, ez utóbbiak egyszerű kezelhetősége
Rapidturn: Két kézikerekes eszterga A CNC esztergák nagyobb pontosságuk, tudásuk ellenére napjainkig még nem tudták kiszorítani az üzemekből a hagyományos esztergapadokat, ez utóbbiak egyszerű kezelhetősége
mynct v0.0.1 Maró verzió Kezelési leírás
 1 / 34 2013.04.29. 13:01 mynct v0.0.1 Maró verzió Kezelési leírás Gyártó és fejlesztő:nct IpariElektronikai kft. H1148 Budapest Fogarasi út7. Levélcím: H1631 Bp. pf.: 26. Telefon: (+36 1) 467 63 00 Telefax:
1 / 34 2013.04.29. 13:01 mynct v0.0.1 Maró verzió Kezelési leírás Gyártó és fejlesztő:nct IpariElektronikai kft. H1148 Budapest Fogarasi út7. Levélcím: H1631 Bp. pf.: 26. Telefon: (+36 1) 467 63 00 Telefax:
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
TANTÁL KFT. NLPC Gold nyelvoktató berendezés. kezelési utasítás
 E L E K T R O N I K A I K F T H-1149 BUDAPEST XIV. NAGY LAJOS KIRÁLY ÚTJA 117. TEL./FAX: 220-6454, 220-6455 e-mail: tantal@t-online.hu www.tantal.hu Skype: Tantál Kft TANTÁL KFT NLPC Gold nyelvoktató berendezés
E L E K T R O N I K A I K F T H-1149 BUDAPEST XIV. NAGY LAJOS KIRÁLY ÚTJA 117. TEL./FAX: 220-6454, 220-6455 e-mail: tantal@t-online.hu www.tantal.hu Skype: Tantál Kft TANTÁL KFT NLPC Gold nyelvoktató berendezés
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ
 JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
Készlet és Számla Kézikönyv
 Készlet és Számla Kézikönyv PARALLEL Számítástechnikai, Ügyviteli Szolgáltató és Kereskedelmi Kft. ( 273-3310 5 273-3311 Mobil 06 (20) 9-340-661 Bemutatóterem: 1161 Budapest, József u. 18.. INTERNET: http:/
Készlet és Számla Kézikönyv PARALLEL Számítástechnikai, Ügyviteli Szolgáltató és Kereskedelmi Kft. ( 273-3310 5 273-3311 Mobil 06 (20) 9-340-661 Bemutatóterem: 1161 Budapest, József u. 18.. INTERNET: http:/
S z a k é r t e l e m a l i n e á r i s t e c h n o l ó g i á b a n A M 3 L
 A M 3 L A M 3 L : B E L É P É S Az új AM3L egység révén a Sodick új fejezetet nyitott a tömbös szikraforgácsológépek gyártása terén. Az AM3L alapfelszereltsége csúcs-dinamikájú lineáris meghajtást, az
A M 3 L A M 3 L : B E L É P É S Az új AM3L egység révén a Sodick új fejezetet nyitott a tömbös szikraforgácsológépek gyártása terén. Az AM3L alapfelszereltsége csúcs-dinamikájú lineáris meghajtást, az
NC technológia és programozás I.
 NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
200S KIJELZ REFERENCIA KÉZIKÖNYV
 200S KIJELZ REFERENCIA KÉZIKÖNYV 200S Billentyûkiosztás Tengelygombok Számbillentyûzet Képernyõ Terület Enter gomb Funkciógo Áramjelzõlámpa Törlés gomb 200S Funkciógombok A funkciógomb funkciók három oldalon
200S KIJELZ REFERENCIA KÉZIKÖNYV 200S Billentyûkiosztás Tengelygombok Számbillentyûzet Képernyõ Terület Enter gomb Funkciógo Áramjelzõlámpa Törlés gomb 200S Funkciógombok A funkciógomb funkciók három oldalon
!! Az öntözésvezérlot kizárólag GARDENA mágnesszelep-dobozok szabályozására szabad felhasználni. 150 m
 GARDENA Öntözésvezérlo 6030 Cikkszám 1303-20 Vevotájékoztató Tartalom 1. Megjegyzések a Vevotájékoztatóhoz 2. Felhasználási területek 3. Muszaki adatok 4. A készülék felállítása 5. Rövidített Vevotájékoztató
GARDENA Öntözésvezérlo 6030 Cikkszám 1303-20 Vevotájékoztató Tartalom 1. Megjegyzések a Vevotájékoztatóhoz 2. Felhasználási területek 3. Muszaki adatok 4. A készülék felállítása 5. Rövidített Vevotájékoztató
ARCHLine.XP Interior 2010. Windows. Interior alapok. Oktatási anyag az ARCHLine.XP Interior alapszintű használatához.
 ARCHLine.XP Interior 2010 Windows Interior alapok Oktatási anyag az ARCHLine.XP Interior alapszintű használatához. A dokumentációban lévő anyag változásának jogát a CadLine Kft. fenntartja, ennek bejelentésére
ARCHLine.XP Interior 2010 Windows Interior alapok Oktatási anyag az ARCHLine.XP Interior alapszintű használatához. A dokumentációban lévő anyag változásának jogát a CadLine Kft. fenntartja, ennek bejelentésére
Kezelési utasítás. AMATRON + a EDX szemenkénti vetőgép. Fedélzeti számítógép
 Kezelési utasítás az AMATRON + a EDX szemenkénti vetőgép Fedélzeti számítógép MG3144 BAG0062.1 03.09 Printed in Germany Az első üzembe helyezés előtt, kérjük, olvassa el a kezelési utasítást, és vegye
Kezelési utasítás az AMATRON + a EDX szemenkénti vetőgép Fedélzeti számítógép MG3144 BAG0062.1 03.09 Printed in Germany Az első üzembe helyezés előtt, kérjük, olvassa el a kezelési utasítást, és vegye
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
U N I V E R S A L 6 L i g h t Köszönjük, hogy a MELICONI távirányítóját választotta!
 U N I V E R S A L 6 L i g h t Köszönjük, hogy a MELICONI távirányítóját választotta! Óriási adatbázisának és funkcionalitásának köszönhetően U I V E R S A L 6 L i g h t ideális akár 6 elveszett, meghibásodott,
U N I V E R S A L 6 L i g h t Köszönjük, hogy a MELICONI távirányítóját választotta! Óriási adatbázisának és funkcionalitásának köszönhetően U I V E R S A L 6 L i g h t ideális akár 6 elveszett, meghibásodott,
31 521 11 0100 31 04 Gázhegesztő Gázhegesztő
 0248-0 Vágási műveletek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
0248-0 Vágási műveletek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
Szerviz modul felhasználói leírása
 Szerviz modul felhasználói leírása 1149 Budapest, Egressy út 17-21. Telefon: +36 1 469 4021; fax: +36 1 469 4029 77 / 1 Tartalomjegyzék 1 Bevezetés...4 1.1 Előjegyzés naptár...4 1.1.1 Munkalap készítése
Szerviz modul felhasználói leírása 1149 Budapest, Egressy út 17-21. Telefon: +36 1 469 4021; fax: +36 1 469 4029 77 / 1 Tartalomjegyzék 1 Bevezetés...4 1.1 Előjegyzés naptár...4 1.1.1 Munkalap készítése
Automata híváskezelő. 3 fővonalhoz
 Automata híváskezelő 3 fővonalhoz Használati és programozási leírás Edition:2010 A kézikönyv tartalmára és a benne leírt berendezésre vonatkozóan a gyártó fenntartja a változtatás jogát. A gyártó és fejlesztő
Automata híváskezelő 3 fővonalhoz Használati és programozási leírás Edition:2010 A kézikönyv tartalmára és a benne leírt berendezésre vonatkozóan a gyártó fenntartja a változtatás jogát. A gyártó és fejlesztő
PQRM5100 31 Ux Ix xx xx (PS) Háromfázisú multifunkciós teljesítmény távadó. Kezelési útmutató
 Háromfázisú multifunkciós teljesítmény távadó. Kezelési útmutató") Háromfázisú multifunkciós teljesítmény távadó Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...5 1.1. Rendeltetése... 5 1.2. Célcsoport... 5 1.3. Az alkalmazott szimbólumok... 5 2. Biztonsági útmutató...6
Háromfázisú multifunkciós teljesítmény távadó Kezelési útmutató Tartalomjegyzék 1. Kezelési útmutató...5 1.1. Rendeltetése... 5 1.2. Célcsoport... 5 1.3. Az alkalmazott szimbólumok... 5 2. Biztonsági útmutató...6
Rendszerüzemeltető kézikönyv DGP-848 rendszerekhez
 LCD kezelő DGP2-641BL/DGP2-641RB Rendszerüzemeltető kézikönyv DGP-848 rendszerekhez Benne megtalálható Működési útmutató Tartalom Bevezetés... 1 Jelmagyarázat... 1 Alapmûveletek... 1 Hangtámogatás (Csipogás)...
LCD kezelő DGP2-641BL/DGP2-641RB Rendszerüzemeltető kézikönyv DGP-848 rendszerekhez Benne megtalálható Működési útmutató Tartalom Bevezetés... 1 Jelmagyarázat... 1 Alapmûveletek... 1 Hangtámogatás (Csipogás)...
Menetfúrás kiegyenlítő tokmány nélkül (G331, G332)
") Előfeltétel Funkció A menetfúrásnak kiegyenlítő tokmány nélkül technikai feltétele egy helyzetszabályozott orsó útmérőrendszerrel. A menetfúrás kiegyenlítő tokmány nélkül a G331 és a G332 utasításokkal
Előfeltétel Funkció A menetfúrásnak kiegyenlítő tokmány nélkül technikai feltétele egy helyzetszabályozott orsó útmérőrendszerrel. A menetfúrás kiegyenlítő tokmány nélkül a G331 és a G332 utasításokkal
CellCom. Szoftver leírás
 CellCom Szoftver leírás A vezérlő szoftver bemutatása 2 www.lenyo.hu Tartalom LCC vezérlőszoftver 5 Rendszerkövetelmények 5 Telepítés 5 Indítás 7 Eltávolítás, újratelepítés és javítás 8 Kulcskezelés 8
CellCom Szoftver leírás A vezérlő szoftver bemutatása 2 www.lenyo.hu Tartalom LCC vezérlőszoftver 5 Rendszerkövetelmények 5 Telepítés 5 Indítás 7 Eltávolítás, újratelepítés és javítás 8 Kulcskezelés 8
 IGLU Software 4028 Debrecen, Rózsahegy u. 26. Tel.: 0620-537-33-21 E-mail: Iglu@t-online.hu www.iglu.hu MEDIALIB ÁLTALÁNOS KATALOGIZÁLÓ ÉS NYILVÁNTARTÓ IRODAI PROGRAM KEZELÉSI ÚTMUTATÓ (v 2.3.1-2003.10)
IGLU Software 4028 Debrecen, Rózsahegy u. 26. Tel.: 0620-537-33-21 E-mail: Iglu@t-online.hu www.iglu.hu MEDIALIB ÁLTALÁNOS KATALOGIZÁLÓ ÉS NYILVÁNTARTÓ IRODAI PROGRAM KEZELÉSI ÚTMUTATÓ (v 2.3.1-2003.10)
Felhasználói dokumentáció
 Felhasználói dokumentáció MagneSzamla Számlázó és Készletnyilvántartó Rendszer A rendszer fejlesztője: MagneSoft Bt. Telefon: +36 20 527 1818 E-mail: info@magnesoft.hu www.magnesoft.hu 2005-2016 Tartalomjegyzék
Felhasználói dokumentáció MagneSzamla Számlázó és Készletnyilvántartó Rendszer A rendszer fejlesztője: MagneSoft Bt. Telefon: +36 20 527 1818 E-mail: info@magnesoft.hu www.magnesoft.hu 2005-2016 Tartalomjegyzék
Használati útmutató ASZNÁLATI TMUTATÓ
 TERMOSZTÁTOK Használati útmutató ASZNÁLATI TMUTATÓ Crono 7 Heti programozású szobatermosztát Műszaki dokumentáció tartalomjegyzék 1. Telepítés 6. oldal 1.1. Telepítési információk 6. oldal 1.2. Elhelyezés
TERMOSZTÁTOK Használati útmutató ASZNÁLATI TMUTATÓ Crono 7 Heti programozású szobatermosztát Műszaki dokumentáció tartalomjegyzék 1. Telepítés 6. oldal 1.1. Telepítési információk 6. oldal 1.2. Elhelyezés
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
AMABUS szoftver. Kezelési utasítás ZA-M AMAZONE
 Kezelési utasítás AMAZONE AMABUS szoftver ZA-M MG4556 BAG0116.0 12.12 Printed in Germany hu Az első üzembe helyezés előtt, kérjük, olvassa el a kezelési utasítást és vegye figyelembe az abban leírtakat!
Kezelési utasítás AMAZONE AMABUS szoftver ZA-M MG4556 BAG0116.0 12.12 Printed in Germany hu Az első üzembe helyezés előtt, kérjük, olvassa el a kezelési utasítást és vegye figyelembe az abban leírtakat!
Mérlegelés Kártyaolvasóval
 METRISoft Mérleggyártó KFT PortaWin (PW2) Jármű mérlegelő program 6800 Hódmezővásárhely Jókai u. 30 Telefon: (62) 246-657, Fax: (62) 249-765 e-mail: merleg@metrisoft.hu Web: http://www.metrisoft.hu Módosítva:
METRISoft Mérleggyártó KFT PortaWin (PW2) Jármű mérlegelő program 6800 Hódmezővásárhely Jókai u. 30 Telefon: (62) 246-657, Fax: (62) 249-765 e-mail: merleg@metrisoft.hu Web: http://www.metrisoft.hu Módosítva:
Készítette: niethammer@freemail.hu
 VLogo VRML generáló program Készítette: Niethammer Zoltán niethammer@freemail.hu 2008 Bevezetés A VLogo az általános iskolákban használt Comenius Logo logikájára épülő programozási nyelv. A végeredmény
VLogo VRML generáló program Készítette: Niethammer Zoltán niethammer@freemail.hu 2008 Bevezetés A VLogo az általános iskolákban használt Comenius Logo logikájára épülő programozási nyelv. A végeredmény
Kézikönyv. SOFiSTiK SOFiCAD-B (Vasalásszerkesztő modul) 16.5 és 17.1 verzió
 16.5 és 17.1 verzió") Kézikönyv SOFiSTiK SOFiCAD-B (Vasalásszerkesztő modul) 16.5 és 17.1 verzió Copyright 2006 MonArch Kft., SOFiSTiK AG Minden jog fenntartva Ez a kézikönyv és a hozzá tartozó szoftver a MonArch Kft. által
Kézikönyv SOFiSTiK SOFiCAD-B (Vasalásszerkesztő modul) 16.5 és 17.1 verzió Copyright 2006 MonArch Kft., SOFiSTiK AG Minden jog fenntartva Ez a kézikönyv és a hozzá tartozó szoftver a MonArch Kft. által
Üzemeltetési utasítás
 Üzemeltetési utasítás Eke Juwel 8 Juwel 8 V - HU - LEMKEN GmbH & Co. KG Weseler Straße 5, D-46519 Alpen Telefon (0 28 02) 81-0, Telefax (0 28 02) 81-220 E-mail: lemken@lemken.com, Internet: http://www.lemken.com
Üzemeltetési utasítás Eke Juwel 8 Juwel 8 V - HU - LEMKEN GmbH & Co. KG Weseler Straße 5, D-46519 Alpen Telefon (0 28 02) 81-0, Telefax (0 28 02) 81-220 E-mail: lemken@lemken.com, Internet: http://www.lemken.com
Komputer statisztika gyakorlatok
 Eszterházy Károly Főiskola Matematikai és Informatikai Intézet Tómács Tibor Komputer statisztika gyakorlatok Eger, 2010. október 26. Tartalomjegyzék Előszó 4 Jelölések 5 1. Mintagenerálás 7 1.1. Egyenletes
Eszterházy Károly Főiskola Matematikai és Informatikai Intézet Tómács Tibor Komputer statisztika gyakorlatok Eger, 2010. október 26. Tartalomjegyzék Előszó 4 Jelölések 5 1. Mintagenerálás 7 1.1. Egyenletes
D I B A L L P 2 5 0 0 KEZELÉSI KÉZIKÖNYV
 DIBAL LP2500 KEZELÉSI KÉZIKÖNYV 2 TARTALOM LP2500 KEZELÉSI LEÍRÁS BEVEZETÉS...4 1 LP2500 JELLEMZŐI... 4 2 AZ LP2500 ÜZEMBE HELYEZÉSE... 4 3 AZ LP2500 ELŐKÉSZÍTÉSE... 5 4 KARBANTARTÁSI TANÁCSOK... 5 AZ
DIBAL LP2500 KEZELÉSI KÉZIKÖNYV 2 TARTALOM LP2500 KEZELÉSI LEÍRÁS BEVEZETÉS...4 1 LP2500 JELLEMZŐI... 4 2 AZ LP2500 ÜZEMBE HELYEZÉSE... 4 3 AZ LP2500 ELŐKÉSZÍTÉSE... 5 4 KARBANTARTÁSI TANÁCSOK... 5 AZ
ÁBRÁZOLÓ GEOMETRIA. Csavarvonal, csavarfelületek. Összeállította: Dr. Geiger János. Gépészmérnöki és Informatikai Kar MISKOLCI EGYETEM
 ÁBRÁZOLÓ GEOMETRIA Csavarvonal, csavarfelületek Összeállította: Dr. Geiger János Gépészmérnöki és Informatikai Kar MISKOLCI EGYETEM 2014 TARTALOM 1. A munkafüzet célja, területei, elsajátítható kompetenciák...
ÁBRÁZOLÓ GEOMETRIA Csavarvonal, csavarfelületek Összeállította: Dr. Geiger János Gépészmérnöki és Informatikai Kar MISKOLCI EGYETEM 2014 TARTALOM 1. A munkafüzet célja, területei, elsajátítható kompetenciák...
Kódzár, kártyaolvasóval Kezelési utasítás Tartalomjegyzék
 Conrad Szaküzlet, 1067 Budapest, VI. Teréz krt. 23. Tel: 302 3588 Kódzár, kártyaolvasóval Megrend. szám: 75 15 49 Kezelési utasítás A Kezelési Utasítás a termékhez tartozik. Fontos üzembe helyezési és
Conrad Szaküzlet, 1067 Budapest, VI. Teréz krt. 23. Tel: 302 3588 Kódzár, kártyaolvasóval Megrend. szám: 75 15 49 Kezelési utasítás A Kezelési Utasítás a termékhez tartozik. Fontos üzembe helyezési és
Fókusz. SELOGICA vezérlés. A teljes fröccsöntési technológiát átfogó folyamatirányítás. www.arburg.com
 Fókusz SELOGICA vezérlés A teljes fröccsöntési technológiát átfogó folyamatirányítás www.arburg.com Rövid áttekintés 1 2 Központi irányítás: a SELOGICA vezérlőrendszerrel valamennyi ALLROUNDER gép, illetve
Fókusz SELOGICA vezérlés A teljes fröccsöntési technológiát átfogó folyamatirányítás www.arburg.com Rövid áttekintés 1 2 Központi irányítás: a SELOGICA vezérlőrendszerrel valamennyi ALLROUNDER gép, illetve
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Információk és megrendelés: TechFoam Hungary Kft. H-1183 Budapest, Felsőcsatári út 15. Tel: +36 1 296 08 02 Fax: +36 1 296 08 03 www.techfoam.
 H A N G E L N Y E L Ő R E N D S Z E R Tel: +36 1 296 08 02 Fax: +36 1 296 08 03 info@techfoam.hu TOPAKUSTIK HANGELNYELŐ PANEL MIRE HASZNÁLHATJUK? A hangelnyelő rendszerek megfelelő tervezéssel alapvetően
H A N G E L N Y E L Ő R E N D S Z E R Tel: +36 1 296 08 02 Fax: +36 1 296 08 03 info@techfoam.hu TOPAKUSTIK HANGELNYELŐ PANEL MIRE HASZNÁLHATJUK? A hangelnyelő rendszerek megfelelő tervezéssel alapvetően
#Bevezetés Beállítások NA 3000 # 1.1.
 Bevezetés A szinthal1 program szintezéssel mért magassági hálózatok kiegyenlítésére alkalmas program. Lehetőségünk van mind beillesztett, mind önálló hálózat számítására. Önálló hálózat kiegyenlítésekor
Bevezetés A szinthal1 program szintezéssel mért magassági hálózatok kiegyenlítésére alkalmas program. Lehetőségünk van mind beillesztett, mind önálló hálózat számítására. Önálló hálózat kiegyenlítésekor
micron s e c u r i t y p r o d u c t s
 micron s e c u r i t y p r o d u c t s Telepítési és Programozási Kézikönyv SCORPION Z16040C TARTALOMJEGYZÉK TERMÉKJELLEMZŐK... 4 FELSZERELÉS, BEKÖTÉS... 5 Panel bekötési rajza... 5 Tervezés, vázlatkészítés...
micron s e c u r i t y p r o d u c t s Telepítési és Programozási Kézikönyv SCORPION Z16040C TARTALOMJEGYZÉK TERMÉKJELLEMZŐK... 4 FELSZERELÉS, BEKÖTÉS... 5 Panel bekötési rajza... 5 Tervezés, vázlatkészítés...
Üzemeltetési kézikönyv. Távirányító BRC1D528
 1 3 6 23 7 8 9 2 1 4 12 14 17 10 11 22 25 16 13 15 18 19 20 21 5 24 29 33 26 35 27 36 37 28 30 31 32 34 1 2 Start 5s 5s 5s 5s + 5s End 2 KÖSZÖNJÜK, HOGY EZT A TÁVIRÁNYÍTÓT VÁLASZTOTTA. OLVASSA EL EZT A
1 3 6 23 7 8 9 2 1 4 12 14 17 10 11 22 25 16 13 15 18 19 20 21 5 24 29 33 26 35 27 36 37 28 30 31 32 34 1 2 Start 5s 5s 5s 5s + 5s End 2 KÖSZÖNJÜK, HOGY EZT A TÁVIRÁNYÍTÓT VÁLASZTOTTA. OLVASSA EL EZT A
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Az alábbiakban az interneten elérhető kompetenciatesztek kitöltéséhez olvashat útmutatót.
 Kedves Jelentkező! Az alábbiakban az interneten elérhető kompetenciatesztek kitöltéséhez olvashat útmutatót. Ha a kitöltés során bármilyen problémát tapasztal, kérjük, írjon e-mailt a következő címre:
Kedves Jelentkező! Az alábbiakban az interneten elérhető kompetenciatesztek kitöltéséhez olvashat útmutatót. Ha a kitöltés során bármilyen problémát tapasztal, kérjük, írjon e-mailt a következő címre:
TARTALOMJEGYZÉK ELŐSZÓ... 7 1. GONDOLKOZZ ÉS SZÁMOLJ!... 9 2. HOZZÁRENDELÉS, FÜGGVÉNY... 69
 TARTALOMJEGYZÉK ELŐSZÓ............................................................ 7 1. GONDOLKOZZ ÉS SZÁMOLJ!............................. 9 Mit tanultunk a számokról?............................................
TARTALOMJEGYZÉK ELŐSZÓ............................................................ 7 1. GONDOLKOZZ ÉS SZÁMOLJ!............................. 9 Mit tanultunk a számokról?............................................
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
Conrad Szaküzlet 1067 Budapest, Teréz krt. 23. Tel: (061) 302-3588 Conrad Vevőszolgálat 1124 Budapest, Jagelló út 30. Tel: (061) 319-0250
 302-3588 Conrad Vevőszolgálat 1124 Budapest, Jagelló út 30. Tel: (061) 319-0250") Conrad Szaküzlet 1067 Budapest, Teréz krt. 23. Tel: (061) 302-3588 Conrad Vevőszolgálat 1124 Budapest, Jagelló út 30. Tel: (061) 319-0250 Kerékabroncs nyomásjelző rendszer (TPMS) XC100007 Rendelési szám:
Conrad Szaküzlet 1067 Budapest, Teréz krt. 23. Tel: (061) 302-3588 Conrad Vevőszolgálat 1124 Budapest, Jagelló út 30. Tel: (061) 319-0250 Kerékabroncs nyomásjelző rendszer (TPMS) XC100007 Rendelési szám:
(a 23/2014 (VI.30) NGM és az azt módosító 2/2015. (II. 3.) NGM rendeletek alapján)
 NGM és az azt módosító 2/2015. (II. 3.) NGM rendeletek alapján)") (a 23/2014 (VI.30) NGM és az azt módosító 2/2015. (II. 3.) NGM rendeletek alapján) 2015.11.30. 1. oldal Ezt a dokumentációt és a későbbi kiegészítéseket, módosításokat az ezen számlázó programmal kibocsátott
(a 23/2014 (VI.30) NGM és az azt módosító 2/2015. (II. 3.) NGM rendeletek alapján) 2015.11.30. 1. oldal Ezt a dokumentációt és a későbbi kiegészítéseket, módosításokat az ezen számlázó programmal kibocsátott
TÁJÉKOZTATÓ A RIASZTÓ RENDSZEREK TERVEZÉSÉHEZ, TELEPÍTÉSÉHEZ
 TÁJÉKOZTATÓ A RIASZTÓ RENDSZEREK TERVEZÉSÉHEZ, TELEPÍTÉSÉHEZ 1. Tervezés új rendszer esetén Az ajánlat kidolgozásához a védend területr l felmérést készítünk. Az ajánlathoz szükséges Megbízónk által átadott
TÁJÉKOZTATÓ A RIASZTÓ RENDSZEREK TERVEZÉSÉHEZ, TELEPÍTÉSÉHEZ 1. Tervezés új rendszer esetén Az ajánlat kidolgozásához a védend területr l felmérést készítünk. Az ajánlathoz szükséges Megbízónk által átadott
Ipari Robotok Programozása
 Ipari Robotok Programozása Vezérlő, StartUp, Szoftverszintek, programozási nyelvek Előadó: Nagy István n (A65) Gyakorlatvezető: : Tolnai András Ajánlott irodalom: B. Leatham-Jones: Elements of Industrial
Ipari Robotok Programozása Vezérlő, StartUp, Szoftverszintek, programozási nyelvek Előadó: Nagy István n (A65) Gyakorlatvezető: : Tolnai András Ajánlott irodalom: B. Leatham-Jones: Elements of Industrial
DKS250 1. oldal, összesen: 1
 DKS250 1. oldal, összesen: 1 CARDIN DKS250 Kódtasztatúra A leírás fontossági és bonyolultsági sorrendben tartalmazza a készülékre vonatkozó elméleti és gyakorlati ismereteket. A gyakorlati lépések képpel
DKS250 1. oldal, összesen: 1 CARDIN DKS250 Kódtasztatúra A leírás fontossági és bonyolultsági sorrendben tartalmazza a készülékre vonatkozó elméleti és gyakorlati ismereteket. A gyakorlati lépések képpel
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-maró programozása. (c) MTS GmbH GO98 Bt. 2006 1
 MTS GmbH GO98 Bt. 2006 1") Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-maró programozása (c) MTS GmbH GO98 Bt. 2006 1 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-maró programozása (c) MTS GmbH GO98 Bt. 2006 1 . MTS-maró programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
EmB-1100 FÜGGŐLEGES TENGELYŰ CNC MEGMUNKÁLÓKÖZPONT GÉPKÖNYV
 EmB-1100 FÜGGŐLEGES TENGELYŰ CNC MEGMUNKÁLÓKÖZPONT NCT Ipari Elektronikai Kft. 1/64 Dátum: 2015. 09. 21. TARTALOMJEGYZÉK EmB-1100 1. A SZERSZÁMGÉPPEL KAPCSOLATOS BIZTONSÁGI ELŐÍRÁSOK... 5 1.1. Biztonsági
EmB-1100 FÜGGŐLEGES TENGELYŰ CNC MEGMUNKÁLÓKÖZPONT NCT Ipari Elektronikai Kft. 1/64 Dátum: 2015. 09. 21. TARTALOMJEGYZÉK EmB-1100 1. A SZERSZÁMGÉPPEL KAPCSOLATOS BIZTONSÁGI ELŐÍRÁSOK... 5 1.1. Biztonsági
E-Fedezetkezelő. felhasználói kézikönyv. Fővállalkozói adminisztrátorok számára
 E-Fedezetkezelő felhasználói kézikönyv Fővállalkozói adminisztrátorok számára Tartalomjegyzék 1. Program általános használata... 2 1.1. Szoftver követelmények... 2 1.2. Jogosultság függő működés... 2 1.3.
E-Fedezetkezelő felhasználói kézikönyv Fővállalkozói adminisztrátorok számára Tartalomjegyzék 1. Program általános használata... 2 1.1. Szoftver követelmények... 2 1.2. Jogosultság függő működés... 2 1.3.
NETFIT modul Tanári felület Felhasználói útmutató. Magyar Diáksport Szövetség
 NETFIT modul Tanári felület Felhasználói útmutató Magyar Diáksport Szövetség 2014 2 Tartalom 1 Alap működési jellemzők... 4 1.1 Dátum kitöltés... 4 1.2 Irányítószám / Település kitöltése... 4 1.3 Belföldi
NETFIT modul Tanári felület Felhasználói útmutató Magyar Diáksport Szövetség 2014 2 Tartalom 1 Alap működési jellemzők... 4 1.1 Dátum kitöltés... 4 1.2 Irányítószám / Település kitöltése... 4 1.3 Belföldi
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
310 297-13 01.2015 TA-SCOPE
 310 297-13 01.2015 TA-SCOPE HU TA-SCOPE Tartalom Tartalom Végfelhasználói licensz szerződés 5 Bevezetés 9 Beszabályozó műszer és alkatrészei 10 Felhasználói kézikönyv a beszabályozó műszerhez 12 A műszer
310 297-13 01.2015 TA-SCOPE HU TA-SCOPE Tartalom Tartalom Végfelhasználói licensz szerződés 5 Bevezetés 9 Beszabályozó műszer és alkatrészei 10 Felhasználói kézikönyv a beszabályozó műszerhez 12 A műszer
ARCHLine.XP 2009. Windows. Újdonságok. Felhasználói kézikönyv. ARCHLine.XP 2009 Újdonságok
 ARCHLine.XP 2009 Windows Újdonságok Felhasználói kézikönyv ARCHLine.XP 2009 Újdonságok A dokumentációban levő anyag változásának jogát a CadLine Kft fenntartja, ennek bejelentésére kötelezettséget nem
ARCHLine.XP 2009 Windows Újdonságok Felhasználói kézikönyv ARCHLine.XP 2009 Újdonságok A dokumentációban levő anyag változásának jogát a CadLine Kft fenntartja, ennek bejelentésére kötelezettséget nem
TwinTerminal 3. Kezelési utasítás. AD-P Cayena Citan Cirrus
 Kezelési utasítás az és TwinTerminal 3 AD-P Cayena Citan Cirrus MG4614 BAG0122.3 12.14 Printed in Germany hu Az első üzembevétel előtt kérjük, olvassa el és tartsa be ezt a kezelési utasítást! A jövőbeni
Kezelési utasítás az és TwinTerminal 3 AD-P Cayena Citan Cirrus MG4614 BAG0122.3 12.14 Printed in Germany hu Az első üzembevétel előtt kérjük, olvassa el és tartsa be ezt a kezelési utasítást! A jövőbeni
CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI
 CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI I. A CNC gépkezelő mestervizsgára jelentkezés feltételei 1. A CNC gépkezelő mestervizsgához szükséges szakképesítési feltételek A CNC gépkezelő mestervizsgára jelentkezéshez
CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI I. A CNC gépkezelő mestervizsgára jelentkezés feltételei 1. A CNC gépkezelő mestervizsgához szükséges szakképesítési feltételek A CNC gépkezelő mestervizsgára jelentkezéshez
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szövegszerkesztés Verzió: 0.051
 Verzió: 0.051 1 Tartalomjegyzék A Word 2003 munkakörnyezet...9 Word 2003 program megnyitása...9 A Word 2003 képernyő...9 Program bezárása:...11 Az eszköztár...12 Környezetfüggő eszköztár...13 Fájl menü...14
Verzió: 0.051 1 Tartalomjegyzék A Word 2003 munkakörnyezet...9 Word 2003 program megnyitása...9 A Word 2003 képernyő...9 Program bezárása:...11 Az eszköztár...12 Környezetfüggő eszköztár...13 Fájl menü...14
B-TEL99 Kétcsatornás telefonhívó
 B-TEL99 Kétcsatornás telefonhívó Felszerelési és Felhasználási útmutató 1 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 BEVEZETŐ...3 Általános jellemzők...3 Leírás...3 Hívási folyamat...4 Műszaki jellemzők...4 Részegységek
B-TEL99 Kétcsatornás telefonhívó Felszerelési és Felhasználási útmutató 1 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 BEVEZETŐ...3 Általános jellemzők...3 Leírás...3 Hívási folyamat...4 Műszaki jellemzők...4 Részegységek
Táblázatkezelés 1. előadás. Alapok
 Táblázatkezelés 1. előadás Alapok Kallós Gábor kallos@sze.hu Pusztai Pál pusztai@sze.hu Táblázatkezelés 1. hét A táblázatkezelésről általában Elvárások/szolgáltatások, problémamegoldás Táblázatkezelés
Táblázatkezelés 1. előadás Alapok Kallós Gábor kallos@sze.hu Pusztai Pál pusztai@sze.hu Táblázatkezelés 1. hét A táblázatkezelésről általában Elvárások/szolgáltatások, problémamegoldás Táblázatkezelés
(11) Lajstromszám: E 006 842 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 006 842 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000006842T2! (19) HU (11) Lajstromszám: E 006 842 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 706548 (22) A bejelentés napja:
!HU000006842T2! (19) HU (11) Lajstromszám: E 006 842 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 706548 (22) A bejelentés napja:
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
Újdonságok az ArchiTECH.PC V2014.0-es verziójában
 Újdonságok az ArchiTECH.PC V2014.0-es verziójában 1 Új menüfunkciók 2 Új eszközök 3 Új opciók 4 Újdonságok a tárgy könyvtárban 5 Egyebek 1 Új menüfunkciók 1.1 - xxx elrejtése (yyy (zzz) fólia) A xxx elrejtése
Újdonságok az ArchiTECH.PC V2014.0-es verziójában 1 Új menüfunkciók 2 Új eszközök 3 Új opciók 4 Újdonságok a tárgy könyvtárban 5 Egyebek 1 Új menüfunkciók 1.1 - xxx elrejtése (yyy (zzz) fólia) A xxx elrejtése
WEBCAPS alkalmazás magyar nyelvű kezelési útmutatója
 WEBCAPS alkalmazás magyar nyelvű kezelési útmutatója Ezzel a rövid útmutatóval szeretnénk az Ön segítségére lenni a Webcaps használatával kapcsolatban. Felhívjuk a figyelmét, hogy a szakmai tapasztalatot
WEBCAPS alkalmazás magyar nyelvű kezelési útmutatója Ezzel a rövid útmutatóval szeretnénk az Ön segítségére lenni a Webcaps használatával kapcsolatban. Felhívjuk a figyelmét, hogy a szakmai tapasztalatot
 A DIN 66025 PROGRAMPARANCSAI KÓD KÓD JELENTÉSE GÉP TIPUS MONDAT FORMÁTUM, MEGJEGYZÉSEK MARÓ ESZTERGA MONDAT G00 Elmozdulás gyorsmenetben Verfahren G00 [X...] [Y...] [Z...] [S...] [T...] [M...] im Eilgang
A DIN 66025 PROGRAMPARANCSAI KÓD KÓD JELENTÉSE GÉP TIPUS MONDAT FORMÁTUM, MEGJEGYZÉSEK MARÓ ESZTERGA MONDAT G00 Elmozdulás gyorsmenetben Verfahren G00 [X...] [Y...] [Z...] [S...] [T...] [M...] im Eilgang
HelpyNet kézikönyv LAKOSSÁGI FELHASZNÁLÓKNAK
 HelpyNet kézikönyv LAKOSSÁGI FELHASZNÁLÓKNAK Nagy örömünkre szolgál, hogy Önt is a HelpyNet felhasználók népes táborában köszönthetjük! 1 Néhány gondolat, mi is a HelpyNet: Közösségi bűnmegelőzési rendszer
HelpyNet kézikönyv LAKOSSÁGI FELHASZNÁLÓKNAK Nagy örömünkre szolgál, hogy Önt is a HelpyNet felhasználók népes táborában köszönthetjük! 1 Néhány gondolat, mi is a HelpyNet: Közösségi bűnmegelőzési rendszer
Elektronikus Pénztárgép DATECS DP-25 EU. Felhasználói Kézikönyv
 Elektronikus Pénztárgép DATECS DP-25 EU Felhasználói Kézikönyv Ez a jelölés a szelektív gyűjtést igénylő elektromos és elektronikus berendezéseket jelzi. A jelöléssel ellátott berendezést tilos vegyes
Elektronikus Pénztárgép DATECS DP-25 EU Felhasználói Kézikönyv Ez a jelölés a szelektív gyűjtést igénylő elektromos és elektronikus berendezéseket jelzi. A jelöléssel ellátott berendezést tilos vegyes
Az Ön kézikönyve HEIDENHAIN ITNC 530 http://hu.yourpdfguides.com/dref/3203776
 Elolvashatja az ajánlásokat a felhasználói kézikönyv, a műszaki vezető, illetve a telepítési útmutató. Megtalálja a választ minden kérdésre az a felhasználói kézikönyv (információk, leírások, biztonsági
Elolvashatja az ajánlásokat a felhasználói kézikönyv, a műszaki vezető, illetve a telepítési útmutató. Megtalálja a választ minden kérdésre az a felhasználói kézikönyv (információk, leírások, biztonsági
IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1.
 IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1. Mechanikus kapcsoló a traktor és a vontatmány között : olyan
IV. RÉSZ MECHANIKUS KAPCSOLÓK A TRAKTOR ÉS A VONTATMÁNY KÖZÖTT, VALAMINT A KAPCSOLÁSI PONTRA HATÓ FÜGGŐLEGES TERHELÉS 1. MEGHATÁROZÁSOK 1.1. Mechanikus kapcsoló a traktor és a vontatmány között : olyan
ProCOM GPRS ADAPTER TELEPÍTÉSI ÉS ALKALMAZÁSI ÚTMUTATÓ. v1.00.0096 és újabb modul verziókhoz Dokumentumverzió: 1.41 2013.08.09
 ProCOM GPRS ADAPTER TELEPÍTÉSI ÉS ALKALMAZÁSI ÚTMUTATÓ v1.00.0096 és újabb modul verziókhoz Dokumentumverzió: 1.41 2013.08.09 Tartalomjegyzék 1 A ProCOM GPRS Adapter alapvető funkciói... 3 1.1 Funkciók
ProCOM GPRS ADAPTER TELEPÍTÉSI ÉS ALKALMAZÁSI ÚTMUTATÓ v1.00.0096 és újabb modul verziókhoz Dokumentumverzió: 1.41 2013.08.09 Tartalomjegyzék 1 A ProCOM GPRS Adapter alapvető funkciói... 3 1.1 Funkciók
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA. MTS-eszterga programozása. MTS GmbH GO98 Bt.
 Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
Mathematisch Technische Software-Entwicklung GmbH CNC-TECHNIKA MTS-eszterga programozása MTS GmbH GO98 Bt. MTS eszterga programozása MTS Mathematisch Technische Software-Entwicklung GmbH Kaiserin-Augusta-Allee
31 521 09 0001 31 01 Esztergályos Gépi forgácsoló
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Q2041 típusú kapcsolóóra kezelési útmutatója
 Q2041 típusú kapcsolóóra kezelési útmutatója TARTALOMJEGYZÉK 1. BEVEZETÉS... 3 1.1 A PROGRAMÓRA RÖVID ISMERTETÉSE... 3 1.2 A BLOKK... 3 1.3 A KEZELŐGOMBOK ISMERTETÉSE... 4 2. AZ ÓRA PROGRAMOZÁSA... 5 2.1
Q2041 típusú kapcsolóóra kezelési útmutatója TARTALOMJEGYZÉK 1. BEVEZETÉS... 3 1.1 A PROGRAMÓRA RÖVID ISMERTETÉSE... 3 1.2 A BLOKK... 3 1.3 A KEZELŐGOMBOK ISMERTETÉSE... 4 2. AZ ÓRA PROGRAMOZÁSA... 5 2.1
(11) Lajstromszám: E 006 749 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 006 749 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000006749T2! (19) HU (11) Lajstromszám: E 006 749 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 818248 (22) A bejelentés napja:
!HU000006749T2! (19) HU (11) Lajstromszám: E 006 749 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 818248 (22) A bejelentés napja:
11. Balra zárt igazítás A bekezdés sorai a bal oldali margóhoz igazodnak. 12. Beillesztés
 1. Ablak A képernyő azon része, amelyben programok futhatnak. 2. Aláhúzott A karakter egyszeres vonallal történő aláhúzása a szövegben. 3. Algoritmus Egy feladat megoldását eredményező, véges számú lépések
1. Ablak A képernyő azon része, amelyben programok futhatnak. 2. Aláhúzott A karakter egyszeres vonallal történő aláhúzása a szövegben. 3. Algoritmus Egy feladat megoldását eredményező, véges számú lépések
 WSCAD 5 Installáció Tartalomjegyzék Bevezetés... 1 Általános tudnivalók az Installációs terv programrészről... 1 Teljesítményadatok... 1 Munkafelület... 5 Munkafelület... 5 Eszköztárak... 6 Az eszköztárak
WSCAD 5 Installáció Tartalomjegyzék Bevezetés... 1 Általános tudnivalók az Installációs terv programrészről... 1 Teljesítményadatok... 1 Munkafelület... 5 Munkafelület... 5 Eszköztárak... 6 Az eszköztárak
Windows alapismeretek
 Windows 98 alapismeretek 8/1 A rendszer indulása A számítógép bekapcsolása és a rendszer elindulása után megjelenik a Windows képernyője, rajta bal oldalon az ikonokkal, alul a tálcával. Ha a Start gombra
Windows 98 alapismeretek 8/1 A rendszer indulása A számítógép bekapcsolása és a rendszer elindulása után megjelenik a Windows képernyője, rajta bal oldalon az ikonokkal, alul a tálcával. Ha a Start gombra
Gyártási folyamatok tervezése
 Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
A becsomagolt berendezés felemelése és mozgatása...11. A helyszín megválasztása...12. Kicsomagolás...13. 1.3.1 Összeszerelés...15
 A Technogym, a Selection TM és az Ergo Multigrips TM a Technogym s.p.a. tulajdonában lévő védjegyek Olaszországban és más országokban. Szerzői jogok fenntartva Technogym s.p.a., 2003 május. A Technogym
A Technogym, a Selection TM és az Ergo Multigrips TM a Technogym s.p.a. tulajdonában lévő védjegyek Olaszországban és más országokban. Szerzői jogok fenntartva Technogym s.p.a., 2003 május. A Technogym
A RESET gombbal kitörölhetjük az utolsó mérési értéket, illetve az adatbankból letöltött előirányzott értéket.
 BIZTONSÁGI ELŐÍRÁS A mérés megkezdése előtt győződjön meg róla, hogy az ékszíjat meghajtó gépet kikapcsolta, ezáltal a berendezés véletlenül se indulhasson el. A megfelelő biztonsági előírásokat okvetlenül
BIZTONSÁGI ELŐÍRÁS A mérés megkezdése előtt győződjön meg róla, hogy az ékszíjat meghajtó gépet kikapcsolta, ezáltal a berendezés véletlenül se indulhasson el. A megfelelő biztonsági előírásokat okvetlenül
Vezetéknélküli DECT telefon. Használati útmutató EURO 100
 Vezetéknélküli DECT telefon Használati útmutató EURO 100 2 EURO 100 2 Tartalomjegyzék 1 Biztonsági tudnivalók................... 4 2 Kezelőgombok......................... 6 3 Használatbavétel.......................
Vezetéknélküli DECT telefon Használati útmutató EURO 100 2 EURO 100 2 Tartalomjegyzék 1 Biztonsági tudnivalók................... 4 2 Kezelőgombok......................... 6 3 Használatbavétel.......................
Kézikönyv. MOVITRAC B Biztonságos lekapcsolás Előírások. Kiadás: 2007. 06. 11469161 / HU
 Hajtóműves motorok \ Ipari hajtóművek \ Hajtáselektronika \ Hajtásautomatizálás \ Szolgáltatások MOVITRAC B Biztonságos lekapcsolás Előírások Kiadás: 2007. 06. 11469161 / HU Kézikönyv SEW-EURODRIVE Driving
Hajtóműves motorok \ Ipari hajtóművek \ Hajtáselektronika \ Hajtásautomatizálás \ Szolgáltatások MOVITRAC B Biztonságos lekapcsolás Előírások Kiadás: 2007. 06. 11469161 / HU Kézikönyv SEW-EURODRIVE Driving
JBI Tri-O 34 / Tri-O 50 Mechanikus lyukasztó és fém ikerspirálzáró gép KEZELÉSI UTASÍTÁS 2010.09.23.
 JBI Tri-O 34 / Tri-O 50 Mechanikus lyukasztó és fém ikerspirálzáró gép KEZELÉSI UTASÍTÁS 2010.09.23. Tartalom Tartalom... 1 1) A gép alkalmas... 2 2) Műszaki adatok... 2 3) Dokumentum lyukasztás... 3 4)
JBI Tri-O 34 / Tri-O 50 Mechanikus lyukasztó és fém ikerspirálzáró gép KEZELÉSI UTASÍTÁS 2010.09.23. Tartalom Tartalom... 1 1) A gép alkalmas... 2 2) Műszaki adatok... 2 3) Dokumentum lyukasztás... 3 4)
Számolótábla Általános ismeretek
 Számolótábla Általános ismeretek A legenda szerint a táblázatos számítások gyorsabb elvégzésére találták ki a számítógépet. Tény, hogy a tüzérségi számításokat táblázatos formában végezték, hogy az első
Számolótábla Általános ismeretek A legenda szerint a táblázatos számítások gyorsabb elvégzésére találták ki a számítógépet. Tény, hogy a tüzérségi számításokat táblázatos formában végezték, hogy az első