Az erdészeti géptan elemei.*) Dynamométerek.
|
|
|
- Alexandra Pataki
- 9 évvel ezelőtt
- Látták:
Átírás
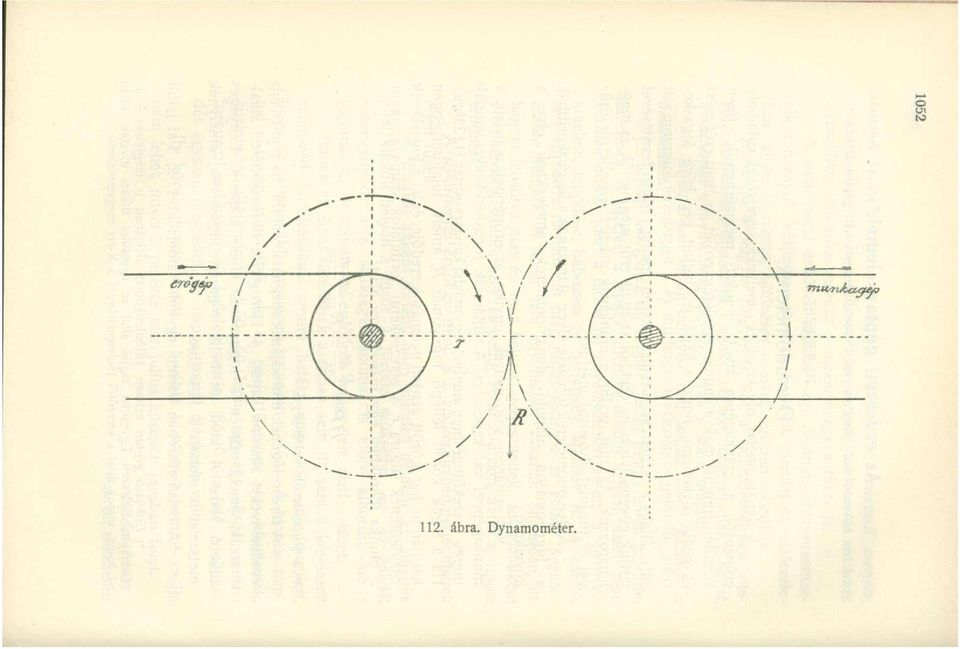
1 1051 Az erdészeti géptan elemei.*).(folytatás.) Irta Kflvesi Antal. bány. és erd. főiskolai rendes tanár, gépészmérnök. III. FEJEZET. Dynamométerek. A dynamométer oly készülék, melynek segélyével valamely erőgépről, a munkagépre átvitt munkát megmérhetjük. Ezen készülék mindig csak a munka egyik tényezőjét, az átvitt erőt méri és pedig olyképpen, hogy a hajtó és hajtott gép közé fogaskereket, illetőleg szijtárcsákat csatolunk és a fogaskerék fognyomását súly által, a szijtárcsa kerületi erejét pedig, rúgó feszítésével tartjuk egyensúlyban és ezekből az átvitt erőt megmérjük és meghatározzuk. Az utat pedig, a munkának másik tényezőjét, óraművel és fordulat-olvasóval mérjük. A dynamométerek többféle elven alapszanak s leggyakoribbak a fognyomáson alapuló dynamométerek, amelyeknek elve a következő. Két szijtárcsa van, melyek egyike az erőgéppel, a másik a munkagéppel van kapcsolva. A szijtárcsák fogaskerekekkel vannak merev összeköttetésben, amelyek egymásba kapaszkodnak (112ábra). Ha a fogak között fellépő fognyomás R, amely tulajdonképpen két-három fog között átadott nyomások eredője, és ha a fogaskerék osztókörének sugara r, a perczenkénti fordulatok száma n, akkor a munka lóerőkben egy másodpercz alatt: v a fogaskerék sebessége X 75 A fűrészelőgépek munkájának meghatározására, ha pontosabb eredményeket akarunk kapni, a Hartig-féle dynamométert alkalmazzuk, amely szintén a fognyomás elvén alapszik. Lényeges alkotó része A kivül és belül fogazott fogaskerék, amelynek metszetét is mutatja a 113. ábra. A belső részében három egyenlő átmérőjű 1, 2, 3-al jelölt *) Erdészeti géptan czimen különlenyomat alakjában is megjelent és az Országos Erdészeti Egyesület tagjai által az egyesület titkári hivatala utjáu 4 K-ért, mások által a szerzőtől (Selmeczbánya) 5 K-ért megszerezhető.

2 1052
3 1053 fogaskerék van egymással kapcsolatban, amelyek közös B forgóvillán vannak az O tengelyre megerősítve. Az O tengelyre rá van ékelve 2 fogaskerék, az L és D szijtárcsa és ezen utóbbi a munkagéppel van összekötve. Az L tárcsa E lemezes rugóval van összekapcsolva és azonkívül mereven függ össze B forgóvillával. Az 1 és 3 fogaskerék fogai belekapaszkodnak A belső fogaiba ábra. Hartig-féle dynamométer. Ezen kerék külső fogaiba kapaszkodik a H fogaskerék és ennek tengelyén ül azon K szijtárcsa, amely mozgását az erőgépről veszi. Ha most ezen K szijtárcsa elfordul, akkor a munkagép ellenállása folytán a villaalakú emelő el fog fordulni mindaddig, amig a rúgó feszültségének, P-nek a nyomatéka egyenlő lesz az R erők eredőjének a nyomatékával. A fognyomások eredője az 1 és 3 középpontjaiban 2R és igy ha / a D szijdob sugara méterben, akkor: 2RAr = Pl és 2R = ~ A munka lóerőkben: Hp_2R.v PA 2rnn nnpl ^75" ~ ~A~r ' 60 y X 75' Ar

4 1054 Ezen eredményt szorozta meg és igy: Hartig még 0893 korrekcziós tényezővel / Í Í > = ' 8 M Í W 5 P a rúgó feszültsége kg-ban n a perczenkénti fordulatok száma. Vannak rugós dynamométerek is, melyek a Morin-féle rotácziós dynamométer elvén alapszanak, mely a következő. Valamely tengelyen (114. ábra) két szijtárcsa van, A és B. Az egyik (A) fiksz, azaz a tengelyre van ékelve, a másik B laza és ezen 114. ábra. Morin-féle dynamométer. utóbbi a tengelylyel rugók által van összekapcsolva oly módon, hogy a tengelyre szilárdan megerősített rugók B tárcsa peczkeibe akadnak és azt magukkal viszik. A szijdob a hajtógéppel és B a hajtott géppel áll összeköttetésben. Ha ugyanis a tengelyt forgásba hozzuk, a rugók szabad végei a munkagép által szilárdan tartott B szijdob peczkein ellenállásra találnak s deformálódnak. Ezen deformáczió mindaddig növekszik, mig a rúgó folyton növekedő rugalmas feszültsége, egyenlő lesz a munkagép ellenállásával, a midőn B tárcsa a munkagéppel együtt forgásba jön. A rúgó deformácziója, illetve B elmaradása arányos a kerületi erővel amely a szíjban fellépő feszültségek közötti különbséggel egyenlő. R.v A lóerő szám HP - 75 Ezen elmaradást nyerjük, ha pl. a tengelyre irónt és a B tárcsára papirost teszünk. A szijdynamométerek elve az, hogy az erőgép és munkagép közti szijhajtás sziját valamely feszitőtárcsával egyenes irányából

5 1055 eltereljük. (115. ábra.) Egyszerű összefüggés van a szij feszültsége T és a normális N erő között, melyet a szij a feszitőtárcsára kifejt. A hajtó szijrészre ^=2^cosx 1 és a hajtottra N Q = 2T 0 cos<x 0. t

6 1056 IV. FEJEZET. A fűrészpor eltávolítása és alkalmazása. A fűrészmüvekben összegyűlt fűrészport időnként el kell távolítani, mert nagy mértékben tűzveszélyes és igen sok helyet foglal el. A fűrészport és hulladékot, még igen sok telepen nem tudják kellően értékesíteni. A kazántüzelés pedig nem emészti fel az egész mennyiséget. A megmaradó részt el kell távolítani és ha lehetséges oly helyekre szállítani, ahol azt fel is tudják használni. Addig, amig a fa ára igen csekély volt, nem sokat törődtek ezen kérdéssel, ujabban azonban mindjobban tért hódit a fűrészpor alkalmazása különböző czélokra.*) A fahulladék elvitele a fűrésztelepekről kézierővel és mechanikai úton történhetik. Az előbbi drágább és veszélyesebb a munkásokra nézve, azért inkább az utóbbi, azaz a mechanikai módot választják, amely különféle lehet. 1. A pneumatikus rendszer, amelynél a fűrészhulladék, szivó és nyomó levegő által, zárt csövekben vitetik tova. 2. Nyitott csőben lánczczal továbbítják. 3. Széles gyapotszalag segélyével. A pneumatikus szállító rendszer abban áll, hogy a forgácsot és hulladékot exhaustor segélyével, cyclon-készülékbe fúvatjuk, amelyben a levegő a fűrészportól elkülönittetik, a szilárd részek leesnek és a kazánházba vagy külön kamrába összegyűjtetnek. Lehet a hulladékot, közvetlenül a kazánba is fúvatni. Az exhaustor gyorsan forgó szárnyas kerékből és erős aczélburokból áll. A gyors forgás következtében a szárnyak légritkított tért idéznek elő, beszívják a fűrészport, majd a czentrifugál erő folytán azt maguk előtt kiröpítik, rendesen a cyclonba. Ezen exhaustor, hosszabb szivóvezeték elkerülésére, a fűrészpor-kamarába vagy pinczébe helyeztetik el. A keretről a hulladék előbb durva drótszitára esik, hogy nagyobb fadarabok ne kerüljenek a csővezetékbe. A drótszita alatt van a fő szivó-vezeték kiálló csőrésze, amelyen a hulladék átszivatik (116. ábra) és a felső nyomóvezetékbe szorittatik az exhaustor *) Brauné: Einrichtung und Betrieb der Sagewerke.

7 1057 G/clo segélyével. A kazánházba kerül a fűrészpor egy része A cyclonon át, a másik rész pedig egy távolabb fekvő fűrészpor-kamarába B cyclonon át fúvatik. Acyclon (117. ábra) üreges, fordított kúpalakú test, melynek belsejében csigaszerü vezeték van, amelynek alsórésze a cyclon egyik nyílásával van összekötve. Felül szintén nyílás van. A porral és forgácscsal kevert levegő-áramot az exhaustor hori- -I- keretet nn JCűUtoctt 116. ábra. Pneumatikus fűrészpor-szállitás rendszer. zontális irányban befújja, majd a mozgás iránya körszerű lesz, miközben a hulladék a cyclon köpenyéhez szorittatik és a spirálvezeték mentén az alsó tölcsérbe kerül. A légáram pedig megszabadulva még a legkönnyebb porrészektől is, a készülék fedelén elmenekül. Hátránya a pneumatikus rendszernek, hogy az exhaustor sok munkát igényel és ha a fűrészpor nedvesen kerül be, a vezetékben leülepedik és azt betömi, ami pedig körülményes tisztítással jár. Ilyen berendezéseket Friedrich August Hütte Potschappelben (Drezda mellett) készit.

8 1058 Oly fűrésztelepeken, ahol csak keretek és körfűrészek vannak és gyalugépek nincsenek, ott gyakran alkalmazzák az egyszerű lánczczal való továbbitó rendszert, nyitott csővezetékben. (118. ábra.) A fűrészhulladék, alul zárt facsatornába csúszik le, amelyben vég ábra. A cyklon szerkezete.
 A fűrészhulladék, alul zárt facsatornába csúszik le, amelyben vég- 117.")
9 1059 nélküli láncz mozog és ezen 0-8 l'o m távolban fatovábbitók vannak megerősítve. Ezek maguk előtt tolják a forgácsot és vagy közvetlenül a kazánházba, vagy ferde szállítási sikban működő végnélküli lánczra vezetik és innen egy másik, a kazán fölött vonuló vízszintes csatornába, amelyhez alkalmas helyen, alul elzárható gyüjtőszekrény van erősítve. A felső csatorna ezen gyűjtőt megtölti és a kazánfűtő, a szükséghez képest nyitja. A fölösleges hulladékot tovább szállítják és rakásra gyűjtik. A hajtás a főtranszmisszióról kónikus kerekekkel történik. A felső csatornák részben nyitottak, hogy a hulladék az alsó csatornába is átessék Lánczczal való fűrészpor-továbbitás. A szállítás harmadik neme lényegében ezzel megegyezik, de a csatorna és végnélküli láncz helyett cm. széles gyapotszalag alkalmaztatik. Ha a fűrészport már nem tudjuk kazántüzelésre értékesíteni, még a következőleg is lehet hasznositani. A fűrészport feloldott gyantával keverve, formákba préselik és így kapják az ismert tűzgyújtókat. Vasszulfáttal keverve a fűrészpor, alkotja a Laming-féle keveréket, mely a világító gáz tisztítására szolgál. Nagyon jól lehet alomnak is használni. Jól beszívja magába az állatok nedves ürülékeit és kitűnő trágyát szolgáltat. Trágyalével leöntve jó hamut ád. Kaolinnal kevert fűrészpor, nyomással formálható avagy száritóhelyeken száritható és akkor különös, mindenféle formát

10 1060 felvevő fát ád. Ha albuminnal, folyékony enyvvel vagy timsóval, avagy kettős chrómsavas sóval és melasszé-vel kezeljük, akkor oly faösszekötést lehet előállítani, a mely nagyobb szilárdságú, mint a fának természetes szilárdsága (Xylolith). Nemcsak fát lehet tehát a fűrészporral előállitani, hanem építési anyagot is. Ha evvel czementet, meszet és gypszet kötünk össze, akkor jó építési anyagokat állithatunk elő, mint burkolólemezt stb. Hogy jó habarcsot kapjunk belőle, ügyelni kell, hogy a mész csak rövid idő előtt oltott legyen. Bizonyos esetekben más keverékeket is készitenek belőle és igy ellenálló anyagokat lehet előállitani. 4Vz rész oltott mész, felerészben fűrészporral, 1 rész gipsz, V* rész enyv és 1 liter gliczerin, keverve jó habarcsot ád, amely száradás után kőkeménységűvé válik. Ha továbbá homokot és agyagot egyenlő részben fűrészporral, hulladékkal keverünk, nagyon jó téglát kaphatunk. E keveréket először gyúrják, majd sajtolják és szárítás után kiégetik s tisztítják, hogy a hamut eltávolítsák. A fűrészpor ilynemű értékesítései jelentékenyen emelik a fűrésztelepek rentabilitását. V. FEJEZET. Egyéb famegmunkáló gépek. A) Gyalugépek. A gyalugépekkel a gyalulás müveletét végzik, az pedig nem más, mint sik felületek megmunkálása, alternatív avagy forgó mozgást végző szerszámmal. A gyalugépek egyrészének működése tulajdonképpen a rendes kézi gyaluszerszámnak gépies mozgásából áll (119. ábra Furnir vágógép). Ezen gépet furnirlapok, azaz vékony falemezek készítésére használják. A furnir- vagy burkolólemez olcsóbb fanemek burkolására szolgál. A fát előbb gőzölni kell és azután a furnirlap legyalulható. A leszelt lapokat, rétegezve, nyomás alatt szárítják. A gép az A gyalu alternatív mozgását B x B 2 fogazott rudak és c x c 2 fogaskerekekkel adja meg. A fogaskerekek egyenes és keresztezett szijhajtással forgattatnak jobb és bal irányban. A T tárgy D tárgytartó asztalon van, mely E csavarorsóval emelhető.

11 1061 A furnir fűrészeléssel is előállítható, amidőn az igénybevétel viszonyok kedvezőbbek. A gyalulási eljárás előnye, hogy az anyag jobban használtatik ki. A furnir vágására külön e czélra szerkesztett specziál vágógépet is lehet alkalmazni. (120. ábra.*) Ezen gép különösen szivardoboz-deszkák vágására (pl. czédrusfából) alkalmas. A vágandó tuskót gőzölni kell, direkt vagy fáradt gőzzel, azután a gépbe helyezzük és az előretoló lemez a szerszámhoz szorítja. Ha 40 mm-ig fel van vágva, a gép automatikusan 119. ábra. Furnirgyalu szerkezeti rajza. kikapcsoltatik. Azután több 40 mm jön egymás mellé és mind veszteség nélkül felvágható. A gép egy perez alatt 30-at vág. A furnir előállítására a hántoló gyalugépet is fel lehet használni és pedig akkor előnyösen, ha gyöngébb tönkből kell furnirt készíteni. Ilyen törzsből legalább kétszer annyi szép furnirt kapunk vele, mint a furnirvágó géppel. Dobozok, székülések, ládadeszkák stb. előállítására használják (nyárfa, bükk, éger és egyéb fanemekből). A megmunkálandó fa *) W. Ritter Maschinenfabrik. Altona. Erdészeti Lapok 73

12 1062 hossztengelye körül forog és a gyaluszerszámlassan közeledik a munkadarabhoz. A munka igen gyorsan folyik. A gép működése a következő : a kéregtelenitett és gőzölt rönk, két erős, kerékáttevéssel hajtott orsó közé van feszítve és forgat ábra. Furnir-vágó gép. tátik, ami közben a supportra helyezett gyalukés, a tönk felé automatikusan mozog. A furnir, szalagalakban nyerhető. Ha bizonyos átmérőig a gép a furnirt lefejtette, akkor önműködően kikapcsoltatik. A fa kerületi sebessége a hántolás alatt az átmérő-

13 1063 nek megfelelőleg szabályozható, ezáltal nagyobb a gép munkaképessége és jobb a furnir minősége. Az orsók golyós csapágyakban mozognak és a mart fogaskerekek nyugodt és csendes járást biztosítanak a gépnek. 3 6 lóerőt fogyaszt. Fordulati száma: B) Egyéb gyalugépek. A gyakorlatban megkülönböztetjük a nagyoló, egyengető, simitógyalugépeket, továbbá párkányoló, szegélyező és eresztékelő gyalugépeket stb., melyeket főleg lágy fáknál alkalmaznak, mig * > 121. ábra. Gyaluszerszám elrendezése. I. A tárgy alatt. II. Alatta és fölötte. keményebb fáknál, a koronggyalut. A gyalugépeknél van egy forgó mozgást végző szerszámtartó, amelybe a kések csavarokkal vannak megerősítve. A szerszám tolóvassal is el van látva és ezért egyengetésre is alkalmas a nagyolás mellett. A szerszámok a tárgy alatt, vagy fölött lehetnek elhelyezve. (121 -ik ábra.) Az /. alatti elrendezésnél különböző vastagságú tárgyak munkáihatók meg, a kések újbóli beállítása nélkül. Előnye, hogy a forgács nem esik a felületre, mint a //. elrendezésnél, de hátránya, hogy a munkás könnyebben sérül meg. 73*

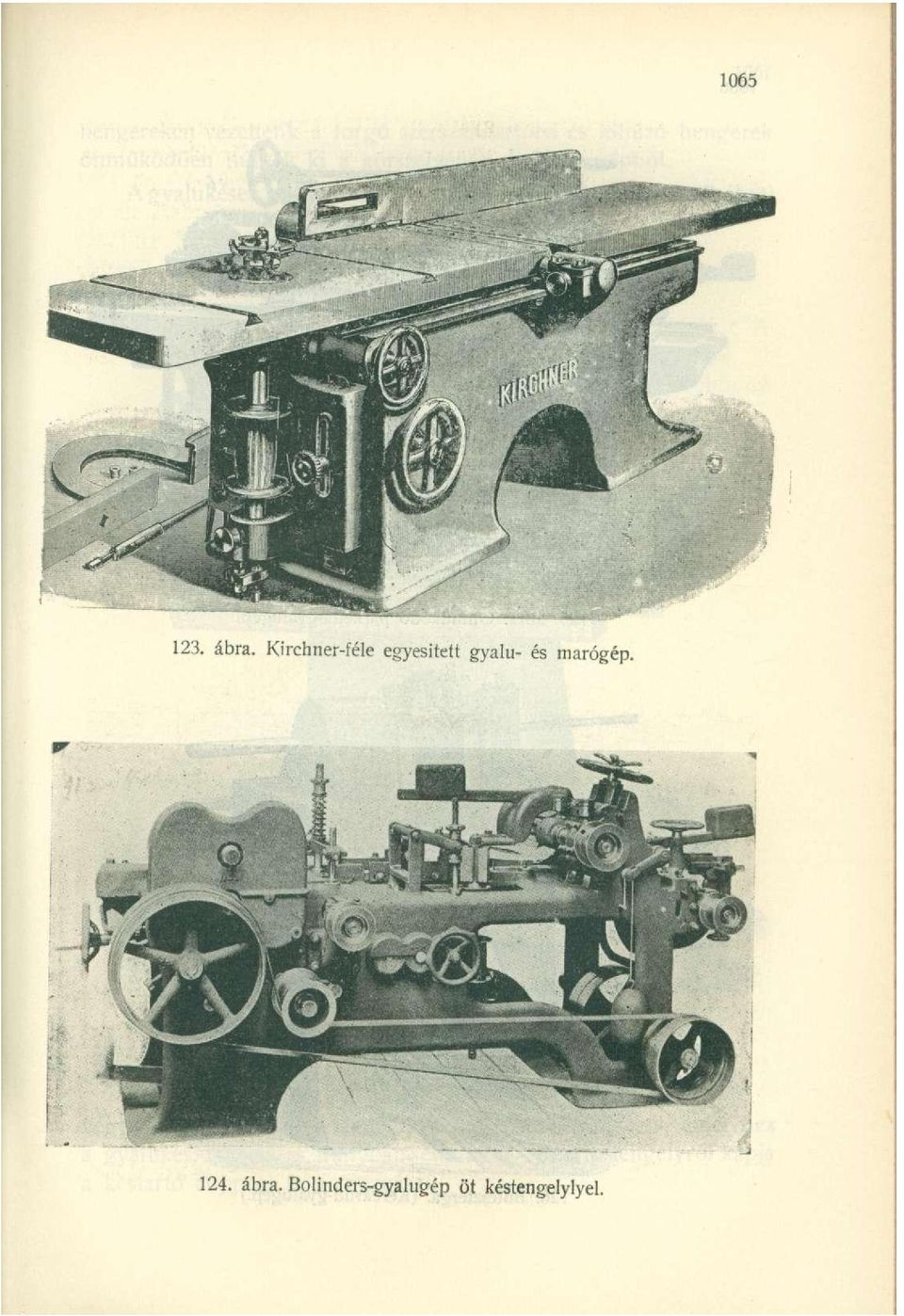
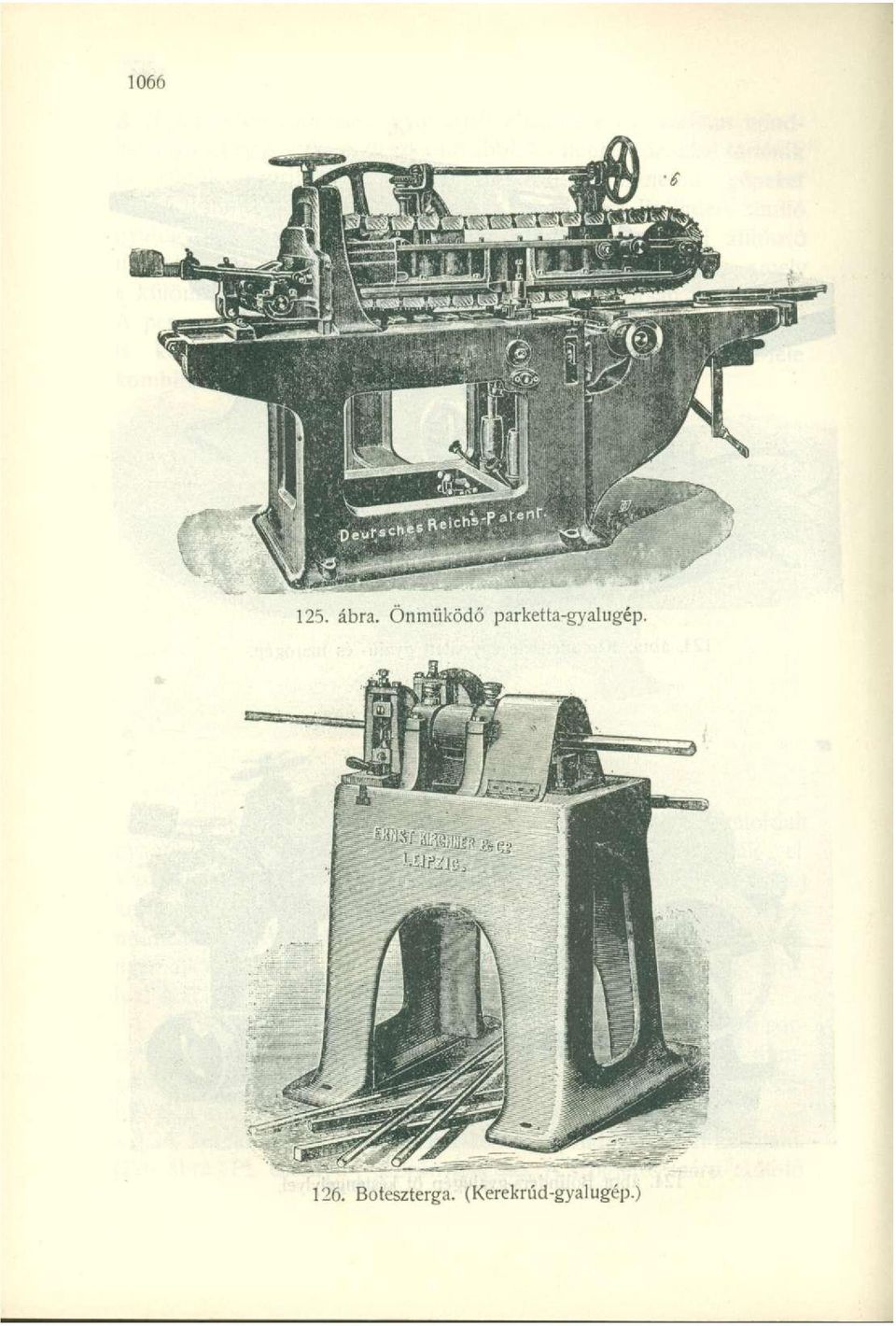
14 1064 A //. elrendezés tömeges gyártásnál alkalmasabb. Gyakran mindkét eljárást egyesitik. A deszka továbbítása hengerpárokkal történik és rugók szorítják az asztalhoz. Kitűnő ilynemű gépeket készít Bolinders stockholmi gyáros. (122-ik ábra. Bolinders simitó gyalugépe.) Az asztal ferdén fekvő prizmás vezetékkel állitható függőlegesen. A késtengely fölött védőberendezés van, amely a különböző munkadaraboknak megfelelőleg gyorsan beállítható. A perczenkénti fordulat 850. A gyalugépet sokszor más gépekkel is kombinálják. Pl. a 123-ik ábrán bemutatott Kirchner-féle kombinált gyalu- és marógép ábra. Bolinders-féle simitó gyalugép. Vannak négy késsel ellátott gyalugépek, amelyek kétoldalt gyalulnak és kétoldalt a deszkát vésettél és vágattal látják el. Vannak mélyítő gyalugépek is öt késtengelylyel, (124. ábra.) amelyekkel a munkadarab homorú felületeit is meg lehet munkálni. Ezen gép waggongyárban és modellmühelyekben nyer alkalmazást. Az előtolás hengerekkel, a nyomás pedig súlylyal szabályozható. A gyalugépeket specziális czélokra is szokták átalakítani. Pl. parketta gyalugépek 125-ik ábra. A parkettarudat négyoldalt munkálja meg és automatikusan viszi tovább, végnélküli láncz segélyével a röviditőgéphez. A kerekrúd-gyalugéppel körszelvényű rudakat lehet készíteni. (126. ábra.) Pl. esernyő-, seprőnyelet stb. A szögletes faáru előtoló

15
16 126. Boteszterga. (Kerekrúd-gyalugép.)
17 1067 hengereken vezettetik a forgó szerszámtartóba és kihúzó hengerek önműködően húzzák ki a körszelvényű rudat a gépből. A gyalukések köszörülése a gyalukés-köszörülő gépen (127. ábra) 127. ábra. Gyalukés-köszörülő. végezhető. A hajtómű tengelyén van a smirglitárcsa, amelyhez a gyalukés, vízszintes irányban eltolható. A hajtó-tengelyről kapja a késtartó support is a mozgását.

18 1068 C) Forgácsszelőgépek munkája. A metszési ellenállás, kísérleti adatok alapján, ha hosszirányban munkáljuk meg a különböző fanemeket, 1 mm 2 forgácsszelvényre átlag 1-5 kg. Egyes esetekben 0-8 1*5 kg. között változik. Ha q a megmunkálandó szelvény mm 2 -ben és v a másodperczenkénti előtolási sebesség, u a metszési sebesség, úgy a metszésre felhasználandó munka mkg-bm Amkg=q k.v, ahol k a metszési ellenállás 1 mm 2 -re. Mivel a kés ellenállása P. kgr. és u a metszési sebesség, azért Amk g = P.u és igy P=q.k élkq l' Ln. m v l I C i J 128. ábra. Marógép szerkezeti rajza. D) Marógépek. Ezen gépeket rövidebb, különösen görbe munkadarabok marására, mélyítésére, eresztékelésére és általában profilos felületek megmunkálására lehet czélszerűen felhasználni. A szerszám a legfinomabb öntött aczélból, és rendesen nem egy darabból készül, hanem kúpos vagy hengeres alakú részekre oszlik. A marógép szerkezeti berendezése akövetkező. (128 12Q.ábra.) A szerszám tengelye, azaz a maró orsója A függélyes elrendezésű és supportszerű vezetékben B emelhető és sülyeszthető. A tengely mozgatását C szijdobról nyeri. A tárgyat vezetőlécz vezeti. A munkaszükséglet 1 2 lóerő, a fordulatszám pedig

19 1069 Ezen gépeket úgy is készítik, hogy felváltva mindkét irányban foroghasson a maró orsója, amit az előtét-tengelyen a szíjak eltolásával érhetünk el. (130. ábra.) Vannak marógépek felső és alsó maróval is. Ezekkel a legszebb áttört, mélyített és kimagasló díszítések készíthetők. (131. ábra.) 129. Marógép. E) Faesztergák. Ezen gépeket esztergályos-munkák végzésére használják. Az A esztergapadon (132. ábra) supportszerűen állitható B, a főtengely állványa. A főtengelyen C lépcsős szijdobok vannak, amelyek segélyével a főtengelynek különböző fordulati számot, illetőleg, mivel
 supportszerűen állitható B, a főtengely állványa.")
20 1070 v=, különböző megmunkálási sebességet adhatunk. A főtengelyen van a D fejszeg és E korong. Az E korongba való befogással keskenyebb és nagyobb átmérőjű tárgyakat lehet esztergályozni. Hosszabb és keskenyebb tárgyak a D fejszög és H 130. ábra. Kirchner marógépe eltolható szijhajtással. nyeregszeg közé vannak befogva. A nyeregszeg áll, a fejszeg mozog és a tárgy a főtengelyről kapja a forgását. Az Sz szerszám support vezetékben mozog és kézi forgatókkal hozzuk a tárgy felé. A szerszám spirál alakban metszi le a forgácsot. Vannak sablon esztergák is, amelyeknél a szerszámot, a megmunkálandó tárgy sablonjának megfelelőleg vezetik. Ezen gépeket másolómaróknak is szokták nevezni.

21 1071 Ilyen kettős másoló esztergapadot mutat a 133-ik ábra. Faczipők, kaptafák, puskaagyak és általában oly tárgyak esztergályozására szolgál, melyek szabálytalan és egyenlőtlen keresztmetszetűek. Középen van a sablon és ez a két munkadarabbal együtt közös karra van szerelve ábra. Marógép alsó és felső maróval. F) Fúrógépek. Egyenes és ferde irányú lyukak fúrására szolgálnak. A fúrógépek lehetnek szabadonállóak avagy a falhoz vannak erősítve. Lényegükben a fémipari fúrógépekkel egyeznek meg, csakhogy a szerkezetükben, illetőleg a berendezésükben rendesen egyszerűbbek. (134. ábra.) A fúrószerszám A szerszámtartóban van, amely B kúpos kerékpár által kapja forgását. A kúpos kerekek sebessége C lépcsős szijdobok segélyével, változtatható. A mellékmozgás czéljából
22 1072 az orsó vagy tengely D hüvelylyel van körülvéve és ez állitható gyűrűvel rögzíthető. A hüvely nem forog, hanem E ékvezeték ábra. Faesztergapad ábra. Kettős másoló esztergapad. ben le- és fel haladhat F fogasrúd és fogaskerék segélyével és így a tengely és a fúró is sülyeszthető és emelhető. A\ tengely
23 134. ábra. Fúrógép szerkezeti rajza. 1073
24 1074 is ékrovatékkal van ellátva, hogy a mellékmozgás daczára, a forgó főmozgást a kúpos kerékpárról átvehesse. A hüvely felfelé való mozgása súlylyal gyorsítható. Az asztalt a durva beállításra, csavarorsóval, supportban emelhetjük. ó 135. ábra. Fúrógép.
25 1075 Vannak egyszerűbb berendezések is. Pl ábra. A fúró lefelé való mozgását lábtilóval eszközlik. Az orsó mozgatása szij - dobbal történik, felemelése pedig súlylyal. Az asztal a különböző magasságú fákhoz kézikerék forgatásával állitható be. IV2 lóerőt fogyaszt ábra. Faapritó-gép. O) Faapritó és favágógépek. Ezen gépeket a fűrésztelepeken nagyobb fahulladékok feldarabolására használják. A szerszám pontosan függélyes irányban vág és mozgatása excenterrel, vagy forgató- és hajtórúddal történik. (136. ábra.) A fadarab gyorsan, kényelmesen beállítható üllőre helyezendő és a kés ékmódjára széthasítja* azt. A forgató a gép főtengelyén van, amely laza és ékelt szíjdobokról nyeri forgását. Munkafogyasztása IV2 lóerő.
26 1076 Tűzifa aprításra 2 és 4 baltáju favágógépeket használnak. (137. ábra) Az állvány, mely egy darabból van öntve, a baltakereszt és a vágótőke felvételére szolgál. A vágótőke függélyesen állitható. A baltakereszt jó Martin-aczélból készül, hogy a favágás lökésszerű munkájának jól ellenálljon. A főtengelyen lévő forgató 137. ábra. Kétbaltájú favágógép. (Langfelder V. Budapest.) edzett csapja adja meg a baltakereszt mozgását. Két lóerőt fogyaszt. Tűzifa készítésére, illetőleg a hasáb felfűrészelésére és feldarabolására alkalmas.a Krumrein és Katz gyárosok szállítható fűrésze és aprítógépe. (138. ábra.) A gép automatikusan előre és hátra tolható. Az udvarban, vagy bármely helyen, hatósági engedély nélkül felállítható. A
27 1077 szalagfűrész és aprítógép, ha elég erős a motor, egyszerre is működhetik, avagy külön. A kerekek erős rugókon nyugszanak és fékkel is el vannak látva. ti) Csiszológépek. Összeragasztott tárgyak letisztítására és lesimitására szolgálnak. A csiszolótárcsa, amely öntöttvasból készül, erős aczéltengelyre 138. ábra. Szállítható tűzifa-fűrészelő és aprító gép;! van pontosan rászerelve. A homokpapir, szoritógyűrűvel és szárnyas csavarokkal van ráfeszitve úgy, hogy teljesen simán feküdjék. Ládadeszkák, kefefák és más hasonló tárgyak csiszolására használják a 139. ábrában bemutatott homokpapir-csiszológépet. Erdészeti Lapok 74
28 140. ábra. Szalagos csiszológép.
29 1079 A főtengelyen két tárcsa van, miért is annak igénybevétele egyenletesebb. Egyszerre két munkás dolgozhatik a gépen fordulattal jár és 1 Va lóerőt igényel. Vannak szalagos csiszológépek is. (140. ábra.) Ezen gépek faczipők, puskaagyak és általában szabálytalan, hajlott formákkal biró fák csiszolására szolgálnak. A szalag két korongra van ráhelyezve, az egyik eltolható, hogy a szalag megnyúlása esetében újra kifeszíthető legyen. A gép ventillátorral is fel van szerelve, a keletkező por eltávolítására. (Folyt, köv.) HIVATALOS KÖZLEMÉNYEK. HIRDETMÉNY. (Az évben megtartandó erdőőri és vadőri szakvizsgák ügyében.) 82241/I/A 3. sz. Az erdőőri szakvizsgák folyó évi október hó 21-én és az erre következő napokon Budapesten, Pozsonyban, Beszterczebányán, Miskolczon, Kassán, Máramarosszigeten, Kolozsvárt, Brassóban, Nagyszebenben, Temesvárott, Pécsett és Szombathelyen, a vadőri vizsgák pedig az erdőőri szakvizsgákkal kapcsolatosan Budapesten, Pozsonyban, Szombathelyen és Kolozsvárt a vármegye székházában délelőtt 9 órakor fognak megkezdetni és folytatólag megtartatni. Felhivatnak mindazok, akik az erdőőri vagy vadőri vizsgát letenni óhajtják, hogy hiteles bizonyítványokkal felszerelt folyamodványaikat folyó évi szeptember hó 30-ig ahhoz a kir. erdőfelügyelőhöz nyújtsák be, akinek székhelyén vizsgát tenni kivannak. Budapest, évi agusztus hóban. M. kir. földmivelésügyi miniszter. Vidéki levél. (A bttcsus pohók szőreinek tartós mérgező hatásáról.) Oörgény-Szent-Imre, aug. 15. Tekintetes Szerkesztő Ur! év nyarán a Cnethocampa processionea hernyóinak életmódját és irtását tanulmányoztam. (Lásd E. L évi XII. füzet lapjait). Az akkor használt hernyótartóimat, a lep- 74*
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Az egyes piaczokról különben a következő ártételeket közöljük : Budapest. Egy m 3
 Áthasonitás : assimilatio. Beszivárkodás : endesmose. Beszivárkodásmérő : endosmometre. Felemás (t. i. növény) : polygam. Gomboly (glomerulus) : a bükk vagy gesztenyefa ismert tüskés tokszerü gyümölcs-csészéje.
Áthasonitás : assimilatio. Beszivárkodás : endesmose. Beszivárkodásmérő : endosmometre. Felemás (t. i. növény) : polygam. Gomboly (glomerulus) : a bükk vagy gesztenyefa ismert tüskés tokszerü gyümölcs-csészéje.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
+ Egyszeres muködésu szögletes henger: +Tömlohenger: (17. ábra) Jellemzok
 Jellemzok") 19 +Tömlohenger: (17. ábra) Jellemzok - kis beépítési méret - elvi lökethossz 80%-a'ha,sználható, külso lökethossz-határoló szükséges - szöget bezáró felilletek,között is használható - ero a lökethossz
19 +Tömlohenger: (17. ábra) Jellemzok - kis beépítési méret - elvi lökethossz 80%-a'ha,sználható, külso lökethossz-határoló szükséges - szöget bezáró felilletek,között is használható - ero a lökethossz
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL
 13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
13. HENGERES FOGAZATOK BEFEJEZŐ MEGMUN- KÁLÁSA HATÁROZOTT ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL 13.1. Kéregkeményített vagy edzett fogaskerekek hámozó lefejtőmarása A hámozó lefejtőmarás olyan új módszer, amely
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Mérnöki alapok 4. előadás
 Mérnöki alapok 4. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék, Budapest, Műegyetem rkp. 3. D ép. 334. Tel: 463-6-80
Mérnöki alapok 4. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék, Budapest, Műegyetem rkp. 3. D ép. 334. Tel: 463-6-80
6. Előadás. Mechanikai jellegű gépelemek
 6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
6. Előadás Mechanikai jellegű gépelemek 1 funkció: két tengely összekapcsolása + helyzethibák kiegyenlítése + nyomatéklökések kiegyenlítése + oldhatóság + szabályozhatóság 1 2 1 hm 2 2 kapcsolható állandó
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
Modellek száma. Hordozható TRISTAND satuk 4 1 8-12 6-300 2.2
 Csősatuk és -támaszok Számos csőtartozék rendelhető az egységesített munkavégzéshez. Az ellenálló kialakítás sokéves megbízható szolgálatot tesz lehetővé. Satuk Modellek száma Magasságállítás in. mm in.
Csősatuk és -támaszok Számos csőtartozék rendelhető az egységesített munkavégzéshez. Az ellenálló kialakítás sokéves megbízható szolgálatot tesz lehetővé. Satuk Modellek száma Magasságállítás in. mm in.
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP
 HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
HYUNDAI BARKÁCS FÚRÓ- MARÓGÉP HYD- DM130 Eredeti használati útmutató Hálózati feszültség Hálózati frekvencia Motor teljesítmény A főorsó 12 mm A főorsó sebességeinek száma A főorsó üresjárati sebessége
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP
 FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK II. FELADATLAP 1 / 5 II. FELADATLAP Számítások, ábrák, tesztek 1. feladat 12 pont Kiszárításos módszerrel végeznek nedvességtartalom mérést.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
ÁGAPRÍTÓ GÉPEK AY 400-10cm AY 600-16cm AY 900-21cm AY 1000-26cm
 ÁGAPRÍTÓ GÉPEK AY 400-10cm AY 600-16cm AY 900-21cm AY 1000-26cm A Volverini gépgyár több mint 20 éve kezdte meg működését. A családi vállalkozásként működő gyár mára a világ számos pontjára szállít mezőgazdasági
ÁGAPRÍTÓ GÉPEK AY 400-10cm AY 600-16cm AY 900-21cm AY 1000-26cm A Volverini gépgyár több mint 20 éve kezdte meg működését. A családi vállalkozásként működő gyár mára a világ számos pontjára szállít mezőgazdasági
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Rövidített szabadalmi leírás. Szélkerék pneumatikus erőátvitelű szélgéphez
 Rövidített szabadalmi leírás Szélkerék pneumatikus erőátvitelű szélgéphez A találmány tárgya szélkerék pneumatikus erőátvitelű szélgéphez, amely egy vízszintes tengely körül elforgathatóan ágyazott agyával
Rövidített szabadalmi leírás Szélkerék pneumatikus erőátvitelű szélgéphez A találmány tárgya szélkerék pneumatikus erőátvitelű szélgéphez, amely egy vízszintes tengely körül elforgathatóan ágyazott agyával
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Munkalap1. Tamil Kft. géplista. Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány
 Tamil Kft. géplista CNC gépek Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány Lemezmegmunkáló 2000x1500 mm 1 LMC 250+L központ kivágás,lyukasztás,níbbelés,peremezés 6mm-es lemezvastagságig Tervezet:
Tamil Kft. géplista CNC gépek Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány Lemezmegmunkáló 2000x1500 mm 1 LMC 250+L központ kivágás,lyukasztás,níbbelés,peremezés 6mm-es lemezvastagságig Tervezet:
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
2 év. Újdonságok! Akkus fúró-csavarozó. Akkus csavarozó POW3240. Akkus fúrócsavarbehajtó. Akkus fúró-csavarozó POW306502. garancia
 Újdonságok! A Powerplus kék termékcsaládot azoknak ajánljuk, akik alkalmi használatra keresik a legjobb megoldást rendkívül kedvező áron. A széles és korszerű Powerplus termékskála minden elektromos kisgép
Újdonságok! A Powerplus kék termékcsaládot azoknak ajánljuk, akik alkalmi használatra keresik a legjobb megoldást rendkívül kedvező áron. A széles és korszerű Powerplus termékskála minden elektromos kisgép
BBBZ kódex -------------------------------------------------------------------------------------------------------
 4.3.3 Különleges propulziós eszközök A hajócsavartól eltérő propulziós eszközök kialakulása A hajók mechanikus eszközökkel történő hajtása a legrégibb idők óta foglalkoztatta az embereket, és több-kevesebb
4.3.3 Különleges propulziós eszközök A hajócsavartól eltérő propulziós eszközök kialakulása A hajók mechanikus eszközökkel történő hajtása a legrégibb idők óta foglalkoztatta az embereket, és több-kevesebb
ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL
 070702-X-1/5 ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL (Az alábbi adatok a képen bemutatott berendezésre érvényesek) TECHNOLÓGIAI MŰVELETEK Öntvények sorjázása, köszörülése. 070702-X-2/5 MÉRETEK Munkadarab: legnagyobb
070702-X-1/5 ÖNTVÉNYTISZTÍTÓ SZŰRŐASZTAL (Az alábbi adatok a képen bemutatott berendezésre érvényesek) TECHNOLÓGIAI MŰVELETEK Öntvények sorjázása, köszörülése. 070702-X-2/5 MÉRETEK Munkadarab: legnagyobb
Mi az a pellet. Miért előnyös a pellet
 Mi az a pellet Pelletnek nevezzük azt a kisméretű, körül-belül 6 mm átmérőjű hengeres - nagy energiatartalmú - terméket, amelyet alkalmas technológiai eljárás során, megfelelően előkészített fahulladékból
Mi az a pellet Pelletnek nevezzük azt a kisméretű, körül-belül 6 mm átmérőjű hengeres - nagy energiatartalmú - terméket, amelyet alkalmas technológiai eljárás során, megfelelően előkészített fahulladékból
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése. Tartalomjegyzék
 Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
Lánchajtások Meghatározás Előnyök Hátrányok Hajtóláncok típusai Lánchajtás elrendezése Poligonhatás Méretezés Lánc kenése Tartalomjegyzék Meghatározás Olyan kényszerhajtás (alakzáró hajtás), ahol a teljesítményátvitel
TENGELYŰ GÉPEK, FESZÍTŐ ELEMEK
 Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
Vegyipari géptan 2. Hidrodinamikai Rendszerek Tanszék. 1111, Budapest, Műegyetem rkp. 3. D ép. 3. em Tel: 463 16 80 Fax: 463 30 91 www.hds.bme.
 Vegyiari gétan 2. Hidrodinamikai Rendszerek Tanszék 1111, Budaest, Műegyetem rk. 3. D é. 3. em Tel: 463 16 80 Fax: 463 30 91 www.hds.bme.hu Csoortosítás 2. Működési elv alaján Centrifugálgéek (örvénygéek)
Vegyiari gétan 2. Hidrodinamikai Rendszerek Tanszék 1111, Budaest, Műegyetem rk. 3. D é. 3. em Tel: 463 16 80 Fax: 463 30 91 www.hds.bme.hu Csoortosítás 2. Működési elv alaján Centrifugálgéek (örvénygéek)
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE
 2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Kerámiaipari kisgépek és berendezések
 Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Haszná lati útmuta tó
 KT 70 GB F S E NL DK TR Haszná lati útmuta tó - 2 - Ábra 1 M 4 x 15 M 6 x 40 M 4 x 15 ábra 2 a b c 1 ábra 3 4. ábra 3 2-3 - 5. ábra H Tisztelt vevő! Használati útmutató Mikro koordinátaasztal, KT 70 A
KT 70 GB F S E NL DK TR Haszná lati útmuta tó - 2 - Ábra 1 M 4 x 15 M 6 x 40 M 4 x 15 ábra 2 a b c 1 ábra 3 4. ábra 3 2-3 - 5. ábra H Tisztelt vevő! Használati útmutató Mikro koordinátaasztal, KT 70 A
MUNKAANYAG. Palotai Zoltán. Kézi reszelés. A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő)
") Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Palotai Zoltán Kézi reszelés A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem azonosító száma és célcsoportja: SzT-019-30
Orbitool Sorjázó szerszám
 Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA
 GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
GÉPELEMEK EGYSZERÜSÍTETT ÁBRÁZOLÁSA CSAVAROK ÉS CSAVARKÖTÉSEK ÁBRÁZOLÁSA A csavarok gépészeti jellemzése A csavarok funkciói Alkatrészek rögzítése Alkatrészek mozgatása (forgó mozgás átalakítása haladó
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Rönkvágó szalagfűrészgépes technológia
 Rönkvágó szalagfűrészgépes technológia 1 Rönkvágó szalagfűrészgép 2 Előnyei: Nagy átmérőjű rönk is felfűrészelhető Nem igényel rönkosztályozást Minden vágás után állítási lehetőség Vékonyabb fűrészrés
Rönkvágó szalagfűrészgépes technológia 1 Rönkvágó szalagfűrészgép 2 Előnyei: Nagy átmérőjű rönk is felfűrészelhető Nem igényel rönkosztályozást Minden vágás után állítási lehetőség Vékonyabb fűrészrés
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Reszelők, csiszolószerszámok
 Kombinált vlies-mop tárcsa G705 010 G705 010 Alkalmazás: Vliesből és csiszolóvászonból kombinált mop. Kiválóan alkalmas fémfelületek megmunkálására. NCW 0 165/ 165/ 165/ 165/1 200/ 200/ 200/ 200/1 szélesség
Kombinált vlies-mop tárcsa G705 010 G705 010 Alkalmazás: Vliesből és csiszolóvászonból kombinált mop. Kiválóan alkalmas fémfelületek megmunkálására. NCW 0 165/ 165/ 165/ 165/1 200/ 200/ 200/ 200/1 szélesség
CÉGÜNKRŐL CÉGÜNKRŐL CÉGÜNKRŐL
 CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
RÓLUNK Az URBAN ágaprítók hivatalos magyarországi forgalmazója a Szakadáth-Gépker Kft KAPCSOLATOK
 URBAN ÁGAPRÍTÓK RÓLUNK URBAN KOVO s.r.o. egy csehországi ágaprító gyártó, amelynek magyarországi képviselõje a Szakadáth-Gépker Kft. Gyári képviseletként napi kapcsolatban állunk a gyárral, ezért az alkatrészek
URBAN ÁGAPRÍTÓK RÓLUNK URBAN KOVO s.r.o. egy csehországi ágaprító gyártó, amelynek magyarországi képviselõje a Szakadáth-Gépker Kft. Gyári képviseletként napi kapcsolatban állunk a gyárral, ezért az alkatrészek
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
Akciós úszókapu vasalat szett!
 Bemutatóterem és raktár: 1183 Budapest, Akadály u. 15 Bejárat a Nefelejcs u. felől! Telefon: +36 1 297 33 96 info@polswat.hu Nyitva: H-Cs: 8-17:00 Magyarország Kft. Mobil:+36 30 633 21 60 www.polswatbolt.hu
Bemutatóterem és raktár: 1183 Budapest, Akadály u. 15 Bejárat a Nefelejcs u. felől! Telefon: +36 1 297 33 96 info@polswat.hu Nyitva: H-Cs: 8-17:00 Magyarország Kft. Mobil:+36 30 633 21 60 www.polswatbolt.hu
(11) Lajstromszám: E 003 920 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA. 1. ábra
 Lajstromszám: E 003 920 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA. 1. ábra") !HU000003920T2! (19) HU (11) Lajstromszám: E 003 920 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 819995 (22) A bejelentés napja:
!HU000003920T2! (19) HU (11) Lajstromszám: E 003 920 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 04 819995 (22) A bejelentés napja:
Termékkínálat. Akkus fúró-csavarozó. Akkus csavarozó POW3240. Akkus fúrócsavarbehajtó. Akkus fúró-csavarozó POW306502
 A Powerplus kék termékcsaládot azoknak ajánljuk, akik alkalmi használatra keresik a legjobb megoldást rendkívül kedvező áron. A széles és korszerű Powerplus termékskála minden elektromos kisgép iránti
A Powerplus kék termékcsaládot azoknak ajánljuk, akik alkalmi használatra keresik a legjobb megoldást rendkívül kedvező áron. A széles és korszerű Powerplus termékskála minden elektromos kisgép iránti
MENETVÁGÓ SZERSZÁMOK. profiline
 MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
MENETVÁGÓ SZERSZÁMOK profiline Műszaki adatok: M Metrikus ISO 13 UNC Amerikai durva menet UNC ANSI / ASME B 1.1 MF Metrikus finom ISO 13 UNF Amerikai finoenet UNF ANSI / ASME B 1.1 Ww (BSW) Angol standard
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben
 Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
Készült az Oktatási Minisztérium megrendelésére a Nemzeti Szakképzési Intézetben A szóbeli vizsgatételek felhasználását a 2002-től tartandó szakmai vizsgákon az OM 412/2002. számon engedélyezte 2 A szakmai
ÚTMUTATÓ AJTÓKHOZ SZERELÉSI ÉS BEÉPÍTÉSI. FIGYELEM: Ügyeljen testi épségére a beépítés során!
 FIGYELEM: Ügyeljen testi épségére a beépítés során! ELLENŐRIZZE: Az ajtó tokja és a falnyílás közötti hézag 10-15 mm között kell 1. ÖSSZESZERELÉSHEZ SZÜKSÉGES ESZKÖZÖK 1.... vízmérték 2.... állítható kitámasztó
FIGYELEM: Ügyeljen testi épségére a beépítés során! ELLENŐRIZZE: Az ajtó tokja és a falnyílás közötti hézag 10-15 mm között kell 1. ÖSSZESZERELÉSHEZ SZÜKSÉGES ESZKÖZÖK 1.... vízmérték 2.... állítható kitámasztó
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉGFÜGGÖNY FS 60.9C FS 60.12C FS 90.9C FS 90.12C FS 120.9C FS 120.12C FS 60.9CT FS 60.12CT FS 90.9CT FS 90.12CT FS 120.9CT FS 120.
 LÉGFÜGGÖNY FS 60.9C FS 60.12C FS 90.9C FS 90.12C FS 120.9C FS 120.12C FS 60.9CT FS 60.12CT FS 90.9CT FS 90.12CT FS 120.9CT FS 120.12CT 1 MŰKÖDÉS A légfüggöny lényege, hogy különválasztja egy helyiség levegőjét
LÉGFÜGGÖNY FS 60.9C FS 60.12C FS 90.9C FS 90.12C FS 120.9C FS 120.12C FS 60.9CT FS 60.12CT FS 90.9CT FS 90.12CT FS 120.9CT FS 120.12CT 1 MŰKÖDÉS A légfüggöny lényege, hogy különválasztja egy helyiség levegőjét
Szántóföldi kultivátorok
 Szántóföldi kultivátorok - Magágykészítő vagy könnyű kultivátorok Feladatuk: Szántáselmunkálás, magágykészítés. Művelési mélység: 5-15 cm Művelő szerszám: rugós száron: kétoldalt ívelt művelőszerszám.
Szántóföldi kultivátorok - Magágykészítő vagy könnyű kultivátorok Feladatuk: Szántáselmunkálás, magágykészítés. Művelési mélység: 5-15 cm Művelő szerszám: rugós száron: kétoldalt ívelt művelőszerszám.
A gyufagyártás. Irta: H. Qabnay Ferencz.
 ajánlott kedvezményeket, amelye k inkáb b a kiseb b erdő - birtokok javár a esnének, elegendőkne k ne m tartom, mer t mihelyt a z erd ő év i jövedelm e a 200.000 K- t meghaladja, az erdőjövedelem különváiasztoitmegadóztatása
ajánlott kedvezményeket, amelye k inkáb b a kiseb b erdő - birtokok javár a esnének, elegendőkne k ne m tartom, mer t mihelyt a z erd ő év i jövedelm e a 200.000 K- t meghaladja, az erdőjövedelem különváiasztoitmegadóztatása
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
BEMUTATÓ FELADATOK (2) ÁLTALÁNOS GÉPTAN tárgyból
 ÁLTALÁNOS GÉPTAN tárgyból") BEMUTATÓ FELADATOK () 1/() Egy mozdony vízszintes 600 m-es pályaszakaszon 150 kn állandó húzóer t fejt ki. A vonat sebessége 36 km/h-ról 54 km/h-ra növekszik. A vonat tömege 1000 Mg. a.) Mekkora a mozgási
BEMUTATÓ FELADATOK () 1/() Egy mozdony vízszintes 600 m-es pályaszakaszon 150 kn állandó húzóer t fejt ki. A vonat sebessége 36 km/h-ról 54 km/h-ra növekszik. A vonat tömege 1000 Mg. a.) Mekkora a mozgási
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
KÉTÜTEMŰ MOTOR WINKLER - Nr
 KÉTÜTEMŰ MOTOR WINKLER - Nr. 100548 Anyaglista: 1 Leírás + 2 Sablon (160 g) 1 Nyárfafurnérlap 275 x 130 x 8 mm 1 Nyárfafurnérlap 275 x 130 x 6 mm 1 Nyárfafurnérdeszka 170 x 50 x 6 mm 1 Nyárfafurnérléc
KÉTÜTEMŰ MOTOR WINKLER - Nr. 100548 Anyaglista: 1 Leírás + 2 Sablon (160 g) 1 Nyárfafurnérlap 275 x 130 x 8 mm 1 Nyárfafurnérlap 275 x 130 x 6 mm 1 Nyárfafurnérdeszka 170 x 50 x 6 mm 1 Nyárfafurnérléc
FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Faipar ismeretek emelt szint 1712 ÉRETTSÉGI VIZSGA 2019. május 15. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Faipar ismeretek emelt szint 1712 ÉRETTSÉGI VIZSGA 2019. május 15. FAIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
bevezetőkúp a szerszámnak a furatba való ütközésmentes behatolását biztosítja, s ezzel óvja a dörzsárat a rongálódástól.
 Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Dörzsár Csigafúróval nem lehet pontos és sima felületű furatokat készíteni. Ha a furatnak pontosnak és a felületnek simának kell lennie, akkor a furatot dörzsölési ráhagyással kell elkészíteni, és utána
Megjelent 189? évi október hó 27-én. MAGY. {Élt KIR. SZABADALMI LEIRAS. 9587. szám.
 Megjelent 189? évi október hó 27-én. fa MAGY. {Élt KIR. SZABADALMI HIVATAL SZABADALMI LEIRAS 9587. szám. vil/j. OSZTÁLY. Újítások jelzési czélokra szolgáló elektromos hullámok átvitelére alkalmazott berendezéseken
Megjelent 189? évi október hó 27-én. fa MAGY. {Élt KIR. SZABADALMI HIVATAL SZABADALMI LEIRAS 9587. szám. vil/j. OSZTÁLY. Újítások jelzési czélokra szolgáló elektromos hullámok átvitelére alkalmazott berendezéseken
Triathlon - Ütőképes vetőgép
 Triathlon Triathlon - Ütőképes vetőgép kis vonóerő igénnyel a modern szántóföldi műveléshez Sok modern univerzális vetőgép nagy önsúlyuk miatt nagy vonóerőt igényelnek, magas az üzemanyagfelhasználásuk,
Triathlon Triathlon - Ütőképes vetőgép kis vonóerő igénnyel a modern szántóföldi műveléshez Sok modern univerzális vetőgép nagy önsúlyuk miatt nagy vonóerőt igényelnek, magas az üzemanyagfelhasználásuk,
Ellenőrző kérdések Vegyipari Géptan tárgyból a vizsgárakészüléshez
 2015. tavaszi/őszi félév A vizsgára hozni kell: 5 db A4-es lap, íróeszköz (ceruza!), radír, zsebszámológép, igazolvány. A vizsgán általában 5 kérdést kapnak, aminek a kidolgozására 90 perc áll rendelkezésükre.
2015. tavaszi/őszi félév A vizsgára hozni kell: 5 db A4-es lap, íróeszköz (ceruza!), radír, zsebszámológép, igazolvány. A vizsgán általában 5 kérdést kapnak, aminek a kidolgozására 90 perc áll rendelkezésükre.
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Javító-, különbözeti és osztályozó vizsga anyaga. 9.évfolyam Híd program
 Biztonságos munkavégzés alapjai tantárgyból Munka és tűzvédelem Munkavédelmi alapfogalmak ismerete, baleset fogalma, balesetek bejelentése, kivizsgálása,elsősegélynyújtás szabályai,tűzvédelmi feladatok,szabályok
Biztonságos munkavégzés alapjai tantárgyból Munka és tűzvédelem Munkavédelmi alapfogalmak ismerete, baleset fogalma, balesetek bejelentése, kivizsgálása,elsősegélynyújtás szabályai,tűzvédelmi feladatok,szabályok
Nincs több félmegoldás: a gondozatlan területek, és a magas fű többé nem jelentenek gondot.
 Nincs több félmegoldás: a gondozatlan területek, és a magas fű többé nem jelentenek gondot. 115 Professzionális magas gazvágók, sűrű, vad bozót, gaz nyírásához, árkok és egyéb gondozatlan területek tisztításához.
Nincs több félmegoldás: a gondozatlan területek, és a magas fű többé nem jelentenek gondot. 115 Professzionális magas gazvágók, sűrű, vad bozót, gaz nyírásához, árkok és egyéb gondozatlan területek tisztításához.
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
FOGASKERÉKGYÁRTÁS FOGASKEREKEK FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS FOGASKERÉKGYÁRTÁS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév FOGASKERÉKGYÁRTÁS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni, majd pontosan kettévágni. Ezek lesznek a húzótételek.
 A) Szakmai ismeret: Famegmunkálási, alakítási módok. Alkatrészek hajlítása. Fa ragasztása (ragasztással kapcsolatos fogalmak, ragasztás technológiája, ragasztás hibái). Faipari alapszerkezetek, fahajók
A) Szakmai ismeret: Famegmunkálási, alakítási módok. Alkatrészek hajlítása. Fa ragasztása (ragasztással kapcsolatos fogalmak, ragasztás technológiája, ragasztás hibái). Faipari alapszerkezetek, fahajók
Felügyelet nélküli, távtáplált erősítő állomások tartályainak általánosított tömítettségvizsgálati módszerei
 Felügyelet nélküli, távtáplált erősítő állomások tartályainak általánosított tömítettségvizsgálati módszerei A félvezető elemek bevezetése, illetve alkalmazása forradalmi változást idézett elő a vivőfrekvenciás
Felügyelet nélküli, távtáplált erősítő állomások tartályainak általánosított tömítettségvizsgálati módszerei A félvezető elemek bevezetése, illetve alkalmazása forradalmi változást idézett elő a vivőfrekvenciás
K0053. Billenőcsavarok. Leírás. Termékleírás / Termékillusztrációk
 K0053 Billenőcsavarok Csillagmarkolat: termoplaszt. Persely acélból. Tárcsa: acél 140 HV. Szemes csavar: acél, szilárdsági osztály 8.8. Tengelycsap: nemesacél, 1.1181. Csillagmarkolat fekete. Persely horganyzott
K0053 Billenőcsavarok Csillagmarkolat: termoplaszt. Persely acélból. Tárcsa: acél 140 HV. Szemes csavar: acél, szilárdsági osztály 8.8. Tengelycsap: nemesacél, 1.1181. Csillagmarkolat fekete. Persely horganyzott
3. Az alábbi adatsor egy rugó hosszát ábrázolja a rá ható húzóerő függvényében:
 1. A mellékelt táblázat a Naphoz legközelebbi 4 bolygó keringési időit és pályagörbéik félnagytengelyeinek hosszát (a) mutatja. (A félnagytengelyek Nap- Föld távolságegységben vannak megadva.) a) Ábrázolja
1. A mellékelt táblázat a Naphoz legközelebbi 4 bolygó keringési időit és pályagörbéik félnagytengelyeinek hosszát (a) mutatja. (A félnagytengelyek Nap- Föld távolságegységben vannak megadva.) a) Ábrázolja
EGYKEZES SAROKCSISZOLÓ EGYKEZES SAROKCSISZOLÓ. Típus: WS Típus: WS 6-125
 FÉMMEGMUNKÁLÁS 47 Típus: WS 6-115 Erőteljes 670 wattos motor Irányított hűtőlevegő-elvezetés A hajtóműház 90 -onként elfordítható Lapos fém hajtóműház a munkadarab kiváló láthatóságáért és az optimális
FÉMMEGMUNKÁLÁS 47 Típus: WS 6-115 Erőteljes 670 wattos motor Irányított hűtőlevegő-elvezetés A hajtóműház 90 -onként elfordítható Lapos fém hajtóműház a munkadarab kiváló láthatóságáért és az optimális
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
(11) Lajstromszám: E 008 506 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 008 506 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU00000806T2! (19) HU (11) Lajstromszám: E 008 06 (13) T2 MAGYAR KÖZTÁRSASÁG Szellemi Tulajdon Nemzeti Hivatala EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 82 (22) A bejelentés napja:
!HU00000806T2! (19) HU (11) Lajstromszám: E 008 06 (13) T2 MAGYAR KÖZTÁRSASÁG Szellemi Tulajdon Nemzeti Hivatala EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 82 (22) A bejelentés napja:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Uj szerkezetű fűrészlap.
 932 Uj szerkezetű fűrészlap. Közli : Székely György urad. erdömester.*) Hosszabb ideje annak, hogy az erdöüzerh minden oly kérdésével behatóan foglalkozom, melyek kiválóan erdei nyers terményeink felhasználásával
932 Uj szerkezetű fűrészlap. Közli : Székely György urad. erdömester.*) Hosszabb ideje annak, hogy az erdöüzerh minden oly kérdésével behatóan foglalkozom, melyek kiválóan erdei nyers terményeink felhasználásával
MINDEN MÉRET KAPHATÓ A MEGRENDELŐ IGÉNYEI SZERINT!
 Paul Maag + Minőségi fakonténerek MINDEN MÉRET KAPHATÓ A MEGRENDELŐ IGÉNYEI SZERINT! Termékmanager: TEMPEL KFT. Csáki Ádám H-6060 Tiszakécske, Magyarország +36 30 458 9741 Oláhházi dülő 18. csaki.adam@tempel.hu
Paul Maag + Minőségi fakonténerek MINDEN MÉRET KAPHATÓ A MEGRENDELŐ IGÉNYEI SZERINT! Termékmanager: TEMPEL KFT. Csáki Ádám H-6060 Tiszakécske, Magyarország +36 30 458 9741 Oláhházi dülő 18. csaki.adam@tempel.hu
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Az új 2000 Le-s Diesel-villamosmozdony*
 Az új 2000 Le-s Diesel-villamosmozdony* VIZELYI GYÖRGY 248 A mozdony rendeltetése és főadatai A gyártás alatt álló, M601 MÁV sorozatszámú 2000 Le-s Diesel-villamosmozdony nehéz tehervonatok és nehéz személy-,
Az új 2000 Le-s Diesel-villamosmozdony* VIZELYI GYÖRGY 248 A mozdony rendeltetése és főadatai A gyártás alatt álló, M601 MÁV sorozatszámú 2000 Le-s Diesel-villamosmozdony nehéz tehervonatok és nehéz személy-,
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által