Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
|
|
|
- Sára Gulyásné
- 9 évvel ezelőtt
- Látták:
Átírás
1 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel hűtött garattal, 4 motor, 5 hajtómű, 6 palástfűtő-test 1

2 A folyamatos üzemben működő extrudercsiga egymás utáni szakaszai (zónái) valósítják meg az extruder legfontosabb funkcióit. Ezek a következők: a bejutatott műanyag szállítása, sűrítése, plasztifikálása és homogenizálása. A hengerben kialakuló nyomást a csiga mentén az alábbi diagram szemlélteti. A legnagyobb nyomás kb. 300 bar. Megállapítható, hogy ez lényegesen kisebb nyomás, mint amit fröccsöntésnél alkalmaznak ( bar). 2

3 5.1 Extruderszerszámok A csigahenger végére kell felerősíteni a formaadó szerszámot. Ezt úgy kell kialakítani, hogy a folyékony műanyagot fokozatosan a kívánt keresztmetszetre vezesse át. A szerszámok közös vonása, hogy az anyagáramot a következő szakaszokon vezetik át: átmeneti szakasz alakadó szakasz simító ( vasaló ) szakasz Részben a nyomáscsökkenés akadályozását, részben a folyékony műanyag homogenizálásának céljából a szerszám és az extruder henger közé ún. törőrácsot és szitát helyeznek. Körszelvényű csövek extruderszerszámai 3

4 Ilyenkor sűrített levegő bevezetése lehet szükséges. Ennek egy másik változatát szemlélteti a következő ábra. Extruder szerszám csövek gyártásához 1- torpedótartó 2- szerszámház, 3- belsőméretet kialakító tüske, 4- külsőméretet kialakító hüvely, 5- állítócsavar, 6- torpedó, 7- palástmelegítő, 8- csatlakozórész 4

5 Különböző profilok extrudálása A profilok három csoportba oszthatók: zárt szelvényű üreges profilok nyitott profilok tömör szelvényű profilok (rudak) Profil-extrudáló szerszám kialakítása Különböző profilkialakítások láthatók az alábbi ábrán 5

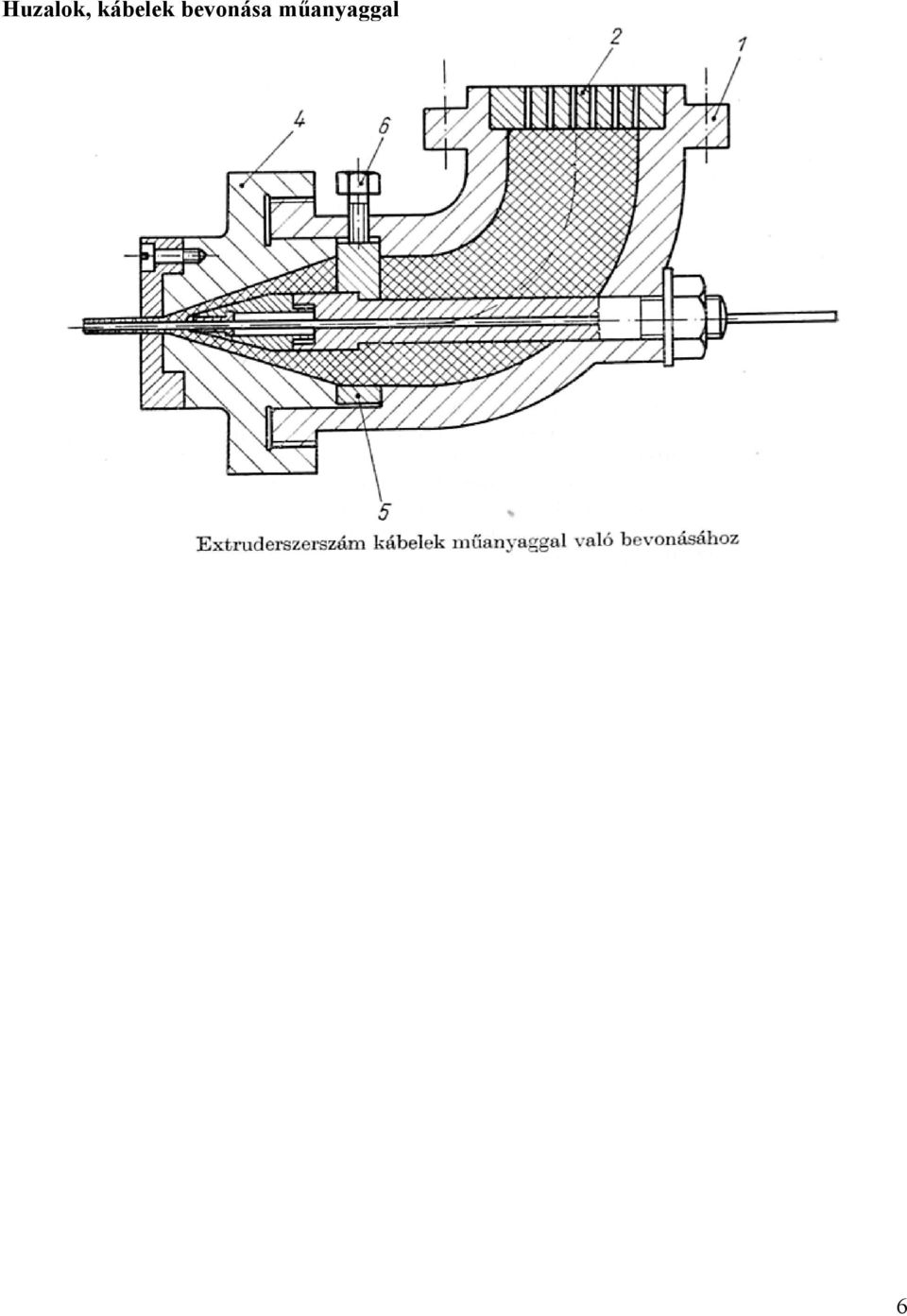
6 Huzalok, kábelek bevonása műanyaggal 6
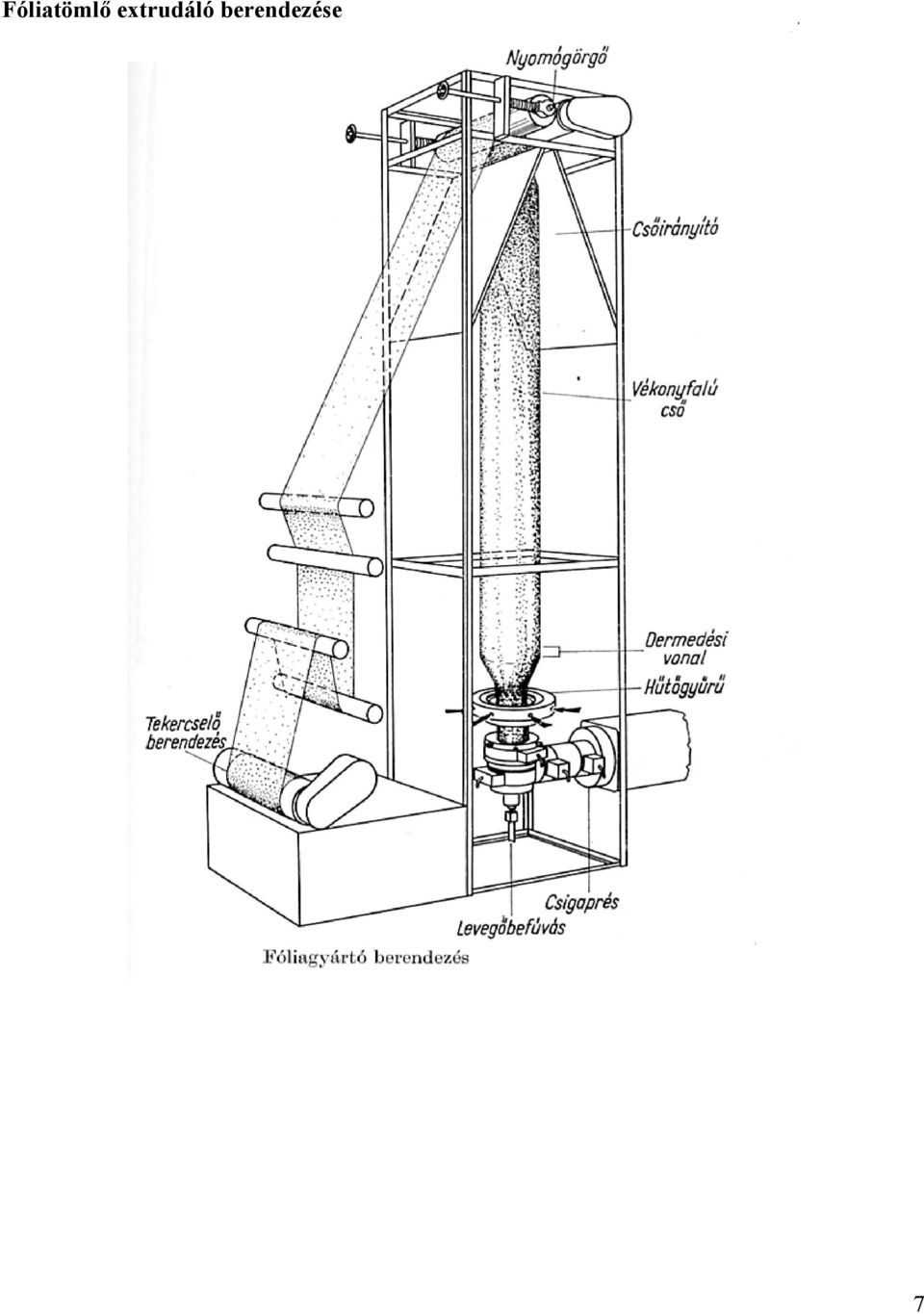
7 Fóliatömlő extrudáló berendezése 7
8 Vastagabb (0,5 mm felett) lemezek csak a lemez szélességének megfelelő lapos szerszámrés alkalmazásával készíthetők. 8

9 5.2 Az extrudálás követő-berendezései Kalibráló berendezések Az extruder szerszámból kilépő anyagfolyam ugyan megkapta a kívánt keresztmetszeti alakot, ezt azonban kontrollált körülmények között kell hűtéssel rögzíteni. Ezt a megkívánt tűréshatárok közötti méretre hűtést hívják kalibrálásnak. Vákuumos kalibrálás Nyomásos kalibrálás A nagyméretű csövek méretpontos hűtéséhez alkalmazott módszer. A csőbe a túlnyomás a szerszám felől érkezik. A hosszan hűtött szakaszt belül egy tömítő dugó zárja le, amelyet a szerszámhoz rögzített vékony sodrony vagy lánc tart meg, vonszol a haladó cső belsejében (vonszoló dugó). 1 tüske 2 hüvely 3 kalibráló gyűrű 4 hűtő fürdő 5 vonszoló-dugó Nyomásos kalibrálás vázlata 9
.")
10 5.2.3 Lehúzók Kalibrálás után a sík felületű termék egyenletes sebességű elvezetését lehúzó hengerpárok végzik. A nagy átmérőjű kemény csövek elvezetését rendszerint 6 darab gumifelületekkel érintkező hernyótalpas lehúzó biztosítja, amelyek szorosan körülvéve a már lehűlt csövet, kihúzzák azt és továbbítják a termékkel együtt mozgó (néhány m/perc sebességgel utazó ) daraboló vagy feltekercselő egység alá. Hernyótalpas lehúzó Különleges lehúzó alakos gégecső gyártásához 1- szerszámház, 2- szerszámbetét, 3- sűrített levegő kilépése, 4- vonszoló-dugó, 5- alakos lehúzó lánc 10

11 Daraboló egység Daraboló egység billenő körfűrésszel 1- motorfűrész, 2- fűrésztárcsa, 3- visszahúzó rugó, 4- rögzítő elemek Feltekercselő egység Feltekercselő egység 1- tekercs, 2- hajtóhenger, 3- motor 11

12 5.3 Extruziós gyártósorok Csőgyártó extrudersor Csőgyártó extrudersor 1 extruder, 2 extrudáló szerszám, 3 kalibráló, 4 vízhűtés, 5 hernyótalpas lehúzó, 6 daraboló, 7 billenővályú Fólia extrudersor 1- extruder, 2- vezérlő-egység, 3- fúvófej, 4- hűtőgyűrű, 5- nyomógörgők, 6- tekercselő berendezés 12

13 Huzalbevonó extrudersor 1- huzaltekercs, 2- huzalegyengető, 3- előmelegítő, 4- extruder, 5- bevonófej, 6- vákumszivattyú, 7- hűtővájú, 8- ellenőrző berendezés, 9- lehúzó, 10- tekercselő 13

Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
E2/M2. Az extrúzió alapjai
 E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
6. Extrúzió szerszám, termék
 6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK
 ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK I. LEMO Diszkomat /850 U B tasakgyártó II. LEMO Diskomat 850 W-B szemeteszsákgyártó gépsor III. LEMO Rotomat 850 tip. konfekcionáló gép IV. Reifenhauser R-45/30-as típusú
ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK I. LEMO Diszkomat /850 U B tasakgyártó II. LEMO Diskomat 850 W-B szemeteszsákgyártó gépsor III. LEMO Rotomat 850 tip. konfekcionáló gép IV. Reifenhauser R-45/30-as típusú
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
RBX : 2 részes granulátum gyártó gép kemény műanyagokra
 RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Extruderek működtetése maximális hatékonysággal Minden feldolgozó célja, hogy gépeivel maximális hatékonysággal dolgozzon. Ehhez nem árt néha mások gyakorlatát megismerni, tanácsait
MŰANYAGOK FELDOLGOZÁSA Extruderek működtetése maximális hatékonysággal Minden feldolgozó célja, hogy gépeivel maximális hatékonysággal dolgozzon. Ehhez nem árt néha mások gyakorlatát megismerni, tanácsait
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Hajlítás és alakformálás
 Hajlítás és alakformálás Széles választék specifikus hajlítási és alakítási igényekhez. Megbízható minőség. Típus Modellek száma in. Oldal Karos csőhajlítók Csővezetékek 7 5 8-3 4 10-18 8.2 Szerszám 8
Hajlítás és alakformálás Széles választék specifikus hajlítási és alakítási igényekhez. Megbízható minőség. Típus Modellek száma in. Oldal Karos csőhajlítók Csővezetékek 7 5 8-3 4 10-18 8.2 Szerszám 8
2 RÉSZES KARIMÁS SZÉNACÉL GÖMBCSAP PN16
 Méret : Végződés : Min Hőmérséklet : Max Hőmérséklet : DN 15 to 150 mm Flanges ISO PN16/40 R.F. - 20 C + 150 C Max Nyomás : 40 Bar DN50 fölött (16 bar) Specifikáció : ISO 5211 hajtómű illesztőperem Üveg
Méret : Végződés : Min Hőmérséklet : Max Hőmérséklet : DN 15 to 150 mm Flanges ISO PN16/40 R.F. - 20 C + 150 C Max Nyomás : 40 Bar DN50 fölött (16 bar) Specifikáció : ISO 5211 hajtómű illesztőperem Üveg
Foglalkozási napló. Ipari gumitermék előállító 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Ipari gumitermék előállító 10. évfolyam (OKJ száma: 34 543 04) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Ipari gumitermék előállító 10. évfolyam (OKJ száma: 34 543 04) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
MÁGNESES TÉR, INDUKCIÓ
 Egy vezetéket 2 cm átmérőjű szigetelő testre 500 menettel tekercselünk fel, 25 cm hosszúságban. Mekkora térerősség lép fel a tekercs belsejében, ha a vezetékben 5 amperes áram folyik? Mekkora a mágneses
Egy vezetéket 2 cm átmérőjű szigetelő testre 500 menettel tekercselünk fel, 25 cm hosszúságban. Mekkora térerősség lép fel a tekercs belsejében, ha a vezetékben 5 amperes áram folyik? Mekkora a mágneses
BELTÉRI EGYSÉG AY-XPC18LR
 OSZTOTT TÍPUSÚ BELTÉRI LÉGKONDICIONÁLÓ TELEPÍTÉSI KÉZIKÖNYV MAGYAR BELTÉRI EGYSÉG AY-XPC18LR MAGYAR A problémamentes telepítés érdekében olvassa el és tartsa be gondosan ezeket az utasításokat. Ez a kézikönyv
OSZTOTT TÍPUSÚ BELTÉRI LÉGKONDICIONÁLÓ TELEPÍTÉSI KÉZIKÖNYV MAGYAR BELTÉRI EGYSÉG AY-XPC18LR MAGYAR A problémamentes telepítés érdekében olvassa el és tartsa be gondosan ezeket az utasításokat. Ez a kézikönyv
Edzőtorony - PRO GYM. Termék száma: 1164
 Edzőtorony - PRO GYM Termék száma: 1164 1 ELLENÖRZŐ LISTA 3 5 1 7 8 2 10 18 11 12 9 19 16 13 17 20 21 22 23 24 25 26 4 6 27 28 29 30 31 90 91 32 33 37 38 39 40 41 42 43 45 46 47 48 49 51 52 53 54 55 56
Edzőtorony - PRO GYM Termék száma: 1164 1 ELLENÖRZŐ LISTA 3 5 1 7 8 2 10 18 11 12 9 19 16 13 17 20 21 22 23 24 25 26 4 6 27 28 29 30 31 90 91 32 33 37 38 39 40 41 42 43 45 46 47 48 49 51 52 53 54 55 56
Légcsatornák és idomok
 A szellőzési rendszerek terveiben szereplő légcsatornák kör vagy négyszög keresztmetszetűek lehetnek. Anyagukat a tervező határozza meg, amely általában horganyzott acél, alumínium vagy rozsdamentes acél
A szellőzési rendszerek terveiben szereplő légcsatornák kör vagy négyszög keresztmetszetűek lehetnek. Anyagukat a tervező határozza meg, amely általában horganyzott acél, alumínium vagy rozsdamentes acél
A négyzetes és téglalap alakú szilikon szalag termékeink extruziós technológiával készülnek folyóméteres kiszerelésben.
 Szilikon szalag szilikonok.hu /szilikon/szilikon-termekek/szilikon-szalag/ Szilikon szalagok Négyzet és téglalap keresztmetszetű tömör szilikon szalagok Négyzetes és téglalap alakú hőálló szilikon szalagok
Szilikon szalag szilikonok.hu /szilikon/szilikon-termekek/szilikon-szalag/ Szilikon szalagok Négyzet és téglalap keresztmetszetű tömör szilikon szalagok Négyzetes és téglalap alakú hőálló szilikon szalagok
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Árjegyzék. Négyszögletes légcsatornák Csőkapcsoló VF-01, Idomkapcsoló VF
 Árjegyzék Négyszögletes légcsatornák... 15 Csővezeték idomok Csőkapcsoló VF-01, Idomkapcsoló VF-02... 16 Cső és idom lezáró dugó VF-03, Ráültetés egyenesre VF-15, Nyeregidom VF-15/cs... 17 90 könyök VF-04,
Árjegyzék Négyszögletes légcsatornák... 15 Csővezeték idomok Csőkapcsoló VF-01, Idomkapcsoló VF-02... 16 Cső és idom lezáró dugó VF-03, Ráültetés egyenesre VF-15, Nyeregidom VF-15/cs... 17 90 könyök VF-04,
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása
 FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
TENGELYŰ GÉPEK, FESZÍTŐ ELEMEK
 Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
p.15 50 lbs kg 2015/11/26 FF 100 kg. FF-OSE 1,97" vastagság konzol külső kötéllel csatlakoztatásához.
 Párosos Horganyzott szett 2" Darab p.15 mm(each (1)(2)(ea)) acél 50 lbs kg 1 200 40 1,5 1,1 lbs 0,23.22.264 White kglbs kgwood kgkg grain Horganyzott FF-OSE CR2 FF FF acél 100 kg. 4x750 Thickness 1,97"
Párosos Horganyzott szett 2" Darab p.15 mm(each (1)(2)(ea)) acél 50 lbs kg 1 200 40 1,5 1,1 lbs 0,23.22.264 White kglbs kgwood kgkg grain Horganyzott FF-OSE CR2 FF FF acél 100 kg. 4x750 Thickness 1,97"
Igényes Szakembereknek!
 Igényes Szakembereknek! Nélkülözhetetlen minden otthonban! Műhelyszerszámok Csap/tüske csavaró szett 062549 8.830 Ft Topex menetkészítő készlet M3-M12, 32 részes Dugattyú gyűrű bepattintó 90-175 mm Hossz:
Igényes Szakembereknek! Nélkülözhetetlen minden otthonban! Műhelyszerszámok Csap/tüske csavaró szett 062549 8.830 Ft Topex menetkészítő készlet M3-M12, 32 részes Dugattyú gyűrű bepattintó 90-175 mm Hossz:
Műanyag félkésztermék árjegyzék
 Tisztelt érdeklődő, Ön az aktuális árlistánkat látja, mely visszavonásig érvényes. Konkrét megrendelés esetén kérem, tájékozódjon az árak pontosítása érdekében személyesen, vagy egyéb elérhetőségeink valamelyikén.
Tisztelt érdeklődő, Ön az aktuális árlistánkat látja, mely visszavonásig érvényes. Konkrét megrendelés esetén kérem, tájékozódjon az árak pontosítása érdekében személyesen, vagy egyéb elérhetőségeink valamelyikén.
KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV
 KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV Kettős könyökcsuklós műanyag fröccsöntőgép SUPERMASTER SM50 - SM450 Sorozat MACHINERY CO., LTD. TAIWAN Előszó Tisztelt vásárló! Köszönjük, hogy megtisztelt bennünket
KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV Kettős könyökcsuklós műanyag fröccsöntőgép SUPERMASTER SM50 - SM450 Sorozat MACHINERY CO., LTD. TAIWAN Előszó Tisztelt vásárló! Köszönjük, hogy megtisztelt bennünket
Anyagismeret. Polimerek feldolgozás-technológiái. Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék
 Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I.
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Jármű- és hajtáselemek III. 1. tervezési feladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Közlekedésmérnöki és Járműmérnöki Kar Jármű- és hajtáselemek III. (KOJHA 158) 1. tervezési feladat Járműelemek és Járműszerkezetanalízis Tanszék Jármű- és
9- Fordító és kitárazó egységek (a műhely méretei alapján lehetséges az illesztés)
") Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
Formmaksan szegező sor A gép által elfogadott tűréshatár a raklap alkotóelemeinek méreteire vonatkozóan megegyezik az UNI/EURO által előírtakkal. Gyártási kapacitás: EUR/EPAL típusú raklapra vonatkozó
A négyzetes és téglalap alakú szilikon szalag termékeink extruziós technológiával készülnek folyóméteres kiszerelésben.
 Szilikon szalag szilikongumi.com /szilikon-termekek/szilikon-szalag/ Hőálló szilikon szalagok Négyzet, téglalap és lapos szilikon szalagok ipari, élelmiszeripari és gyógyszeripari célra Négyzetes és téglalap
Szilikon szalag szilikongumi.com /szilikon-termekek/szilikon-szalag/ Hőálló szilikon szalagok Négyzet, téglalap és lapos szilikon szalagok ipari, élelmiszeripari és gyógyszeripari célra Négyzetes és téglalap
Feladatlap X. osztály
 Feladatlap X. osztály 1. feladat Válaszd ki a helyes választ. Két test fajhője közt a következő összefüggés áll fenn: c 1 > c 2, ha: 1. ugyanabból az anyagból vannak és a tömegük közti összefüggés m 1
Feladatlap X. osztály 1. feladat Válaszd ki a helyes választ. Két test fajhője közt a következő összefüggés áll fenn: c 1 > c 2, ha: 1. ugyanabból az anyagból vannak és a tömegük közti összefüggés m 1
MULTI HOME GYM Multifunkcionális Edzőtorony Cikk szám: 1158 Használati utasítás
 MULTI HOME GYM Multifunkcionális Edzőtorony Cikk szám: 1158 Használati utasítás Tartalom: Biztonsági utasítások Alkatrészek felsorolása Alkatrészek képes listája Robbantott rajz Szerelési leírás Bemelegíítő
MULTI HOME GYM Multifunkcionális Edzőtorony Cikk szám: 1158 Használati utasítás Tartalom: Biztonsági utasítások Alkatrészek felsorolása Alkatrészek képes listája Robbantott rajz Szerelési leírás Bemelegíítő
Pneumatika. 1. előadás
 1. előadás Tartalom: A pneumatikus rendszer felépítése A sűrített levegő előállítása és kezelése A pneumatikus a rendszer elemei: munkavégző rész (végrehajtók) vezérlő rész (erősítők, irányítók, jeladók).
1. előadás Tartalom: A pneumatikus rendszer felépítése A sűrített levegő előállítása és kezelése A pneumatikus a rendszer elemei: munkavégző rész (végrehajtók) vezérlő rész (erősítők, irányítók, jeladók).
Szerelési és karbantartási utasítás
 Szerelési és karbantartási utasítás Tároló-vízmelegítő Logalux S120 Szakemberek számára Szerelés előtt kérjük figyelmesen átolvasni 6 720 617 534-11/2001 HU Impresszum HASZNÁLATI TUDNIVALÓ A fűtési rendszer
Szerelési és karbantartási utasítás Tároló-vízmelegítő Logalux S120 Szakemberek számára Szerelés előtt kérjük figyelmesen átolvasni 6 720 617 534-11/2001 HU Impresszum HASZNÁLATI TUDNIVALÓ A fűtési rendszer
VÁKUUMOS FELFOGATÓ RENDSZEREK
 OS FELFOGATÓ RENDSZEREK A vákuumos munkadarab rögzítõ rendszerek ideális megoldást jelentenek olyan megmunkáló cégeknek, melyek nem mágnesezhetõ anyagokat munkálnak meg, úgy mint alumíniumot, sárgarezet,
OS FELFOGATÓ RENDSZEREK A vákuumos munkadarab rögzítõ rendszerek ideális megoldást jelentenek olyan megmunkáló cégeknek, melyek nem mágnesezhetõ anyagokat munkálnak meg, úgy mint alumíniumot, sárgarezet,
Kettős V-hajtogatógép. Útmutató
 Útmutató Tartalom Felelősség...1 Biztonság...2 Biztonsági fedelek...2 Telepítés...3 Kényszerkapcsolás...3 Kezelőpanel...4 Nip kezelőpanelje...4 A gép működése...5 A gép részei...5 1. Hajtogatóegység...5
Útmutató Tartalom Felelősség...1 Biztonság...2 Biztonsági fedelek...2 Telepítés...3 Kényszerkapcsolás...3 Kezelőpanel...4 Nip kezelőpanelje...4 A gép működése...5 A gép részei...5 1. Hajtogatóegység...5
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
tolózár - pneumatikus működtetés DN15 értékig DN150 sorozat 8040
 tolózár pneumatikus működtetés DN15 értékig DN sorozat 8040 kialakítás csatlakozás anyagok Rögzítés módja beépítési helyzet alkalmazás közeghőmérséklet környezeti hőmérséklet üzemi nyomás vezérlő nyomás
tolózár pneumatikus működtetés DN15 értékig DN sorozat 8040 kialakítás csatlakozás anyagok Rögzítés módja beépítési helyzet alkalmazás közeghőmérséklet környezeti hőmérséklet üzemi nyomás vezérlő nyomás
+ Egyszeres muködésu szögletes henger: +Tömlohenger: (17. ábra) Jellemzok
 Jellemzok") 19 +Tömlohenger: (17. ábra) Jellemzok - kis beépítési méret - elvi lökethossz 80%-a'ha,sználható, külso lökethossz-határoló szükséges - szöget bezáró felilletek,között is használható - ero a lökethossz
19 +Tömlohenger: (17. ábra) Jellemzok - kis beépítési méret - elvi lökethossz 80%-a'ha,sználható, külso lökethossz-határoló szükséges - szöget bezáró felilletek,között is használható - ero a lökethossz
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAGOK FELDOLGOZÁSÁBAN. Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAGOK FELDOLGOZÁSÁBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Fröccsöntés során előforduló hibák - Alapanyag - Alapanyag előkészítés -
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAGOK FELDOLGOZÁSÁBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 Fröccsöntés során előforduló hibák - Alapanyag - Alapanyag előkészítés -
3M Csiszolóanyag Csiszológépek katalógusa. Érvényes: 2012. augusztus 1-től. www.kucsaker.eu
 3M Csiszolóanyag Csiszológépek katalógusa Érvényes: 2012. augusztus 1-től 3M Excenter csiszológépek - ÚJ ELITE SZÉRIA A már megszokott, megbízható minőségű 3M csiszolókorongok és csiszolótalpak használatához
3M Csiszolóanyag Csiszológépek katalógusa Érvényes: 2012. augusztus 1-től 3M Excenter csiszológépek - ÚJ ELITE SZÉRIA A már megszokott, megbízható minőségű 3M csiszolókorongok és csiszolótalpak használatához
Méret- és súlytáblázat
 Méret- és súlytáblázat ThyssenKrupp Ferroglobus TK Tisztelt Partnerünk! Ezzel a Méret- és súlytáblázattal segítséget kívánunk nyújtani Önnek a rendelések feladásánál, illetve az áru átvételénél. A táblázatok
Méret- és súlytáblázat ThyssenKrupp Ferroglobus TK Tisztelt Partnerünk! Ezzel a Méret- és súlytáblázattal segítséget kívánunk nyújtani Önnek a rendelések feladásánál, illetve az áru átvételénél. A táblázatok
cosmo PEX GIENGER HUNGÁRIA ÉPÜLETGÉPÉSZETI KFT.
 cosmo PEX Csővezetékek JELLEMZŐK KBN tekercs/raklap Cosmo PEX Al betétes ötrétegű csővezeték 0.2 mm Al réteggel, tekercsben 16x2 mm 200m CPXCS16 200/2600 20x2 mm 100m CPXCS20 100/1500 26x2 mm 50m CPXCS26
cosmo PEX Csővezetékek JELLEMZŐK KBN tekercs/raklap Cosmo PEX Al betétes ötrétegű csővezeték 0.2 mm Al réteggel, tekercsben 16x2 mm 200m CPXCS16 200/2600 20x2 mm 100m CPXCS20 100/1500 26x2 mm 50m CPXCS26
(11) Lajstromszám: E 006 969 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 006 969 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000006969T2! (19) HU (11) Lajstromszám: E 006 969 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778845 (22) A bejelentés napja:
!HU000006969T2! (19) HU (11) Lajstromszám: E 006 969 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 05 778845 (22) A bejelentés napja:
PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll.
 Leírás PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll. A PS-25 tűzvédelmi szalag speciális grafittal és adalékokkal készül,
Leírás PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll. A PS-25 tűzvédelmi szalag speciális grafittal és adalékokkal készül,
ALAN TÍPUSÚ DOBOS KIPUFOGÓGÁZ ELSZÍVÓ RENDSZEREK
 ALAN TÍPUSÚ OBOS KIPUFOGÓGÁZ ELSZÍVÓ RENSZEREK Alkalmazási terület A dobos rendszerű elszívó berendezések többféle kivitelüket tekintve mindenféle gépjármű (személy-, teherautók, mezőgazdasági és katonai
ALAN TÍPUSÚ OBOS KIPUFOGÓGÁZ ELSZÍVÓ RENSZEREK Alkalmazási terület A dobos rendszerű elszívó berendezések többféle kivitelüket tekintve mindenféle gépjármű (személy-, teherautók, mezőgazdasági és katonai
Amikor nincs elektromos áram vagy tiltott annak használata
 A pneumatikus rendszer nem tartalmaz mozgó alkatrészeket, garantálva ezzel a teljes kopásmentességet és a minimális karbantartási igényt. Kis helyigényével, elegáns profiljával (a Venturi rendszert a porszívó
A pneumatikus rendszer nem tartalmaz mozgó alkatrészeket, garantálva ezzel a teljes kopásmentességet és a minimális karbantartási igényt. Kis helyigényével, elegáns profiljával (a Venturi rendszert a porszívó
7. Próbagyártás ASIAN PLASTIC
 7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
Hang terjedési sebességének meghatározása állóhullámok vizsgálata Kundt csőben
 Hang terjedési sebességének meghatározása állóhullámok vizsgálata Kundt csőben Akusztikai állóhullámok levegőben vagy egyéb gázban történő vizsgálatához és azok hullámhosszának meghatározására alkalmas
Hang terjedési sebességének meghatározása állóhullámok vizsgálata Kundt csőben Akusztikai állóhullámok levegőben vagy egyéb gázban történő vizsgálatához és azok hullámhosszának meghatározására alkalmas
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Öntözőszivattyúk Öntöző berendezések, szórófejek Öntözési módok árasztó öntözés barázdás
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Öntözőszivattyúk Öntöző berendezések, szórófejek Öntözési módok árasztó öntözés barázdás
Vízszintes teherbírás. (kg) (m) (mm) (kg) Dróthálófeszítõ lánc. Megr. szám: 0310012 Ár: 23,-
 (m) (mm) (kg) Dróthálófeszítõ lánc. Megr. szám: 0310012 Ár: 23,-") MD POWER PULLER FESZÍTÕK Könnyû és különösen robusztus feszítõszerszám. Ideális sokféle mûvelethez. Végtelenül sok felhasználási lehetõség, amennyiben húzásról, vonszolásról és kifeszítésrõl van szó. -
MD POWER PULLER FESZÍTÕK Könnyû és különösen robusztus feszítõszerszám. Ideális sokféle mûvelethez. Végtelenül sok felhasználási lehetõség, amennyiben húzásról, vonszolásról és kifeszítésrõl van szó. -
E-mail: info@silliker.hu web: www.silliker.hu Telefon: +36-30-479-1802
 Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** 60⁰ Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok: fogadógarat
Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** 60⁰ Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok: fogadógarat
1.10 VL. Négyszög légcsatorna. Légcsatorna rendszerek. Alkalmazás: A VL típusjelû, négyszög keresztmetszetû
 Alkalmazás: A VL típusjelû, négyszög keresztmetszetû l é g c s a t o r n a e l e m e k a l k a l m a z á s á v a l a nyomáskülönbség, a légsebesség és a szükséges légtömörség tekintetében többféle igény
Alkalmazás: A VL típusjelû, négyszög keresztmetszetû l é g c s a t o r n a e l e m e k a l k a l m a z á s á v a l a nyomáskülönbség, a légsebesség és a szükséges légtömörség tekintetében többféle igény
Betonacélok Raktári program
 Betonacélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április További szállítási programjaink Ötvözetlen és alacsony ötvözésû lemeztermékek Melegen hengerelt rúdacélok
Betonacélok Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április További szállítási programjaink Ötvözetlen és alacsony ötvözésû lemeztermékek Melegen hengerelt rúdacélok
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA
 H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
Tevékenység: Gyűjtse ki és tanulja meg a hidromechanikus mélyhúzás alkalmazásának területét!
 Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
VI. MŰSZAKI ADATLAP. tárgyú közbeszerzési eljárás. II. része tekintetében
 VI. MŰSZAKI ADATLAP a Csontsebészeti implantátumok és protézisek beszerzése konszignációs raktár létesítésével 3 éven keresztül szállítási szerződés keretében Vaszary Kolos Kórház, Esztergom- részére.
VI. MŰSZAKI ADATLAP a Csontsebészeti implantátumok és protézisek beszerzése konszignációs raktár létesítésével 3 éven keresztül szállítási szerződés keretében Vaszary Kolos Kórház, Esztergom- részére.
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
EL-***** Címkeadagoló HASZNÁLATI UTASÍTÁS USER MANUAL BETRIEBSANLEITUNG
 EL-***** Címkeadagoló HASZNÁLATI UTASÍTÁS USER MANUAL BETRIEBSANLEITUNG HU EN DE BIZTONSÁGI ELŐÍRÁSOK A berendezés használata előtt figyelmesen olvassa el a használai útmutatóban található utasításokat!
EL-***** Címkeadagoló HASZNÁLATI UTASÍTÁS USER MANUAL BETRIEBSANLEITUNG HU EN DE BIZTONSÁGI ELŐÍRÁSOK A berendezés használata előtt figyelmesen olvassa el a használai útmutatóban található utasításokat!
Kalorflex Kft. Üzlet cím: 1205 Budapest, Határ út 88. Tel: +36 1 285 0756 Mobil: +36 30 549 1674 Fax: +36 1 289 0170 Honlap: www.mosogatonet.
 Nagykonyhai - ipari kivitelű csaptelepek robosztus kivitel, hosszú élettartam Asztali csaptelep test - univerzális felhasználás - szerelhető különböző hosszúságú kifolyószárral nagy méretű mosogató medencékhez
Nagykonyhai - ipari kivitelű csaptelepek robosztus kivitel, hosszú élettartam Asztali csaptelep test - univerzális felhasználás - szerelhető különböző hosszúságú kifolyószárral nagy méretű mosogató medencékhez
Függesztő rendszerek
 FÜGGESZTő RENDSZEREK Függesztő rendszerek Posztersínek és kiegészítők Plakáttartó és klapp sínek 109 POSZTERSÍNEK ÉS Posztersínek és kiegészítők Az OEK poszter sínrendszer lendületbe hozza reklámját! A
FÜGGESZTő RENDSZEREK Függesztő rendszerek Posztersínek és kiegészítők Plakáttartó és klapp sínek 109 POSZTERSÍNEK ÉS Posztersínek és kiegészítők Az OEK poszter sínrendszer lendületbe hozza reklámját! A
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
TARTOZÉKOK MOTOROS KASZÁKHOZ ÉS BOZÓTVÁGÓKHOZ
 HOROSZCOOP Kft. SOLO GÉP ÉS TARTOZÉK ÁRLISTA Érvényes: 2013.05.01-től visszavonásig SOLO MOTOROS KASZÁK ELEKTROMOS KASZÁK nettó 112 10 00 112 01 Akkus bozótvágó 24V/1,4 Ah 49 900 Ft KÖNNYŰ BENZINMOTOROS
HOROSZCOOP Kft. SOLO GÉP ÉS TARTOZÉK ÁRLISTA Érvényes: 2013.05.01-től visszavonásig SOLO MOTOROS KASZÁK ELEKTROMOS KASZÁK nettó 112 10 00 112 01 Akkus bozótvágó 24V/1,4 Ah 49 900 Ft KÖNNYŰ BENZINMOTOROS
WÜRTH Szereléstechnika Kft Budaörs, Gyár u Tel.: (00 36) 23/ Nyomtatva Magyarországon M /H /B /2005
 23/ Nyomtatva Magyarországon M /H /B /2005") Kézi körfûrészlapok Univerzális mobil gépekhez Fogforma: Váltott fogazás (WZ). WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon M 05 5110/H 07
Kézi körfûrészlapok Univerzális mobil gépekhez Fogforma: Váltott fogazás (WZ). WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon M 05 5110/H 07
Az átkapcsoló. Izzófoglalat E 10 Műszaki adatok: max. feszültség: 42V 06170.00. Izzófoglalat E 14. max. feszültség: 42V 06171.00
 Elektromos kapcsolódoboz rendszer Az elektromosságtani bevezető kísérletekhez: Alkalmazható tanulói és bemutató kísérleteknél, rögzítés»pass«kettős karmantyúval Ütésálló műanyag ház érintésbiztos zárt
Elektromos kapcsolódoboz rendszer Az elektromosságtani bevezető kísérletekhez: Alkalmazható tanulói és bemutató kísérleteknél, rögzítés»pass«kettős karmantyúval Ütésálló műanyag ház érintésbiztos zárt
 CIKKSZÁM MEGNEVEZÉS 45500230 ZÁRBETÉT V-TÍPUS 30/30 NIKKEL 45500120 ZÁRBETÉT V-TÍPUS 30/35 NIKKEL 45500280 ZÁRBETÉT V-TÍPUS 30/40 NIKKEL 45500060 ZÁRBETÉT V-TÍPUS 30/45 NIKKEL 45500070 ZÁRBETÉT V-TÍPUS
CIKKSZÁM MEGNEVEZÉS 45500230 ZÁRBETÉT V-TÍPUS 30/30 NIKKEL 45500120 ZÁRBETÉT V-TÍPUS 30/35 NIKKEL 45500280 ZÁRBETÉT V-TÍPUS 30/40 NIKKEL 45500060 ZÁRBETÉT V-TÍPUS 30/45 NIKKEL 45500070 ZÁRBETÉT V-TÍPUS
Fröccsöntés, fröccsöntő szerszámok. Fröccsöntő gépek
 Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE
 2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
Júniusi használtgép akció
 SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
SG-2436H típusú lassúfordulatú daráló (2 hónapos) Jellemzők: 1. Fogazott vágó henger és vágó kések csoportja biztosítja a legjobb vágási teljesítményt. 2. Különleges ékszíj átvitel a csendes és egyenletes
Tetőcsomagtartó létraszállítóval
 FIGYELEM: A LÉTRASZÁLLLÍTÓ SÍNEK (1 & 2) AZONOSAK ÉS MINDKÉT OLDALON HASZNÁLHATÓK. 1 - JOBB LÉTRASZÁLLLÍTÓ SÍN - x 1 CIKKSZÁM: A02-01-M Renault Master Opel Movano és Nissan Primastar típusokhoz - BELSŐ
FIGYELEM: A LÉTRASZÁLLLÍTÓ SÍNEK (1 & 2) AZONOSAK ÉS MINDKÉT OLDALON HASZNÁLHATÓK. 1 - JOBB LÉTRASZÁLLLÍTÓ SÍN - x 1 CIKKSZÁM: A02-01-M Renault Master Opel Movano és Nissan Primastar típusokhoz - BELSŐ
KISHAJÓÉPÍTŐ, -KARBANTARTÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 KISHAJÓÉPÍTŐ, -KARANTARTÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 543 05 0000 00 00 2. A szakképesítés megnevezése:
KISHAJÓÉPÍTŐ, -KARANTARTÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 543 05 0000 00 00 2. A szakképesítés megnevezése:
TBV-C. Kombinált fogyasztói szabályozó és beszabályozó szelepek Készülék beszabályozó és szabályozó szelep ON/OFF szabályozásra
 TBV-C Kombinált fogyasztói szabályozó és beszabályozó szelepek Készülék beszabályozó és szabályozó szelep ON/OFF szabályozásra IMI TA / Szabályozó szelepek / TBV-C TBV-C A TBV-C szelep a fűtési és hűtési
TBV-C Kombinált fogyasztói szabályozó és beszabályozó szelepek Készülék beszabályozó és szabályozó szelep ON/OFF szabályozásra IMI TA / Szabályozó szelepek / TBV-C TBV-C A TBV-C szelep a fűtési és hűtési
FORMA 1-es VERSENYAUTÓ vezetékes távirányítással WINKLER - Nr
 FORMA 1-es VERSENYAUTÓ vezetékes távirányítással WINKLER - Nr. 100700 Anyaglista: 1 rétegelt nyárfaléc 330 x 40 x 10 mm 1 rétegelt nyárfalemez 260 x 110 x 8 mm 1 rétegelt nyárfalemez 240 x 72 x 8 mm 1
FORMA 1-es VERSENYAUTÓ vezetékes távirányítással WINKLER - Nr. 100700 Anyaglista: 1 rétegelt nyárfaléc 330 x 40 x 10 mm 1 rétegelt nyárfalemez 260 x 110 x 8 mm 1 rétegelt nyárfalemez 240 x 72 x 8 mm 1
betoncserép_alk_techn.qxd 1/21/05 10:21 AM Page 1 BETONCSEREPEK 2004. SZEPTEMBER
 betoncserép_alk_techn.qxd 1/21/05 10:21 AM Page 1 BETONCSEREPEK 2004. SZEPTEMBER betoncserép_alk_techn.qxd 1/21/05 10:21 AM Page 2 betoncserép_alk_techn.qxd 1/21/05 10:21 AM Page 3 TARTALOMJEGYZÉK Gyártás
betoncserép_alk_techn.qxd 1/21/05 10:21 AM Page 1 BETONCSEREPEK 2004. SZEPTEMBER betoncserép_alk_techn.qxd 1/21/05 10:21 AM Page 2 betoncserép_alk_techn.qxd 1/21/05 10:21 AM Page 3 TARTALOMJEGYZÉK Gyártás
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Windowfarm keretben. A keret talpa szélesebb (150 mm), hogy ne boruljon fel a szerkezet.
, hogy ne boruljon fel a szerkezet.") Windowfarm keretben Az eredeti windofarm több PET palack egymás alá szereléséből állt. Ezzel sok problémám volt a cserepek esetleges cseréjekor. Főleg amikor benőtte a növényzet az egészet. Ezért készítettem
Windowfarm keretben Az eredeti windofarm több PET palack egymás alá szereléséből állt. Ezzel sok problémám volt a cserepek esetleges cseréjekor. Főleg amikor benőtte a növényzet az egészet. Ezért készítettem
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Bondex Kft-t 1991-ben alapította Hellenpárt István okleveles vegyészmérnök vezetésével 4 fő 100 % magyar tulajdonosi körrel.
 Rólunk szilikonok.hu /szilikon/rolunk/ Együtt a jövő kihívásaival szemben Bondex Kft-t 1991-ben alapította Hellenpárt István okleveles vegyészmérnök vezetésével 4 fő 100 % magyar tulajdonosi körrel. Hellenpárt
Rólunk szilikonok.hu /szilikon/rolunk/ Együtt a jövő kihívásaival szemben Bondex Kft-t 1991-ben alapította Hellenpárt István okleveles vegyészmérnök vezetésével 4 fő 100 % magyar tulajdonosi körrel. Hellenpárt