Műanyagfeldolgozó gépek és szerszámok
|
|
|
- Ilona Soósné
- 6 évvel ezelőtt
- Látták:
Átírás

1 Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék
2 Fontos információk I. Zárthelyi Október 10. BME H épület fsz. előadó 08:30 09:30 Előkészítési lépések Termékgyártás feltételei Extruder felépítése, működése Ömledékáramlás az extrúzió során Cső-, lemez-, fólia-, profilgyártás szerszámai, kihívásai Laborlátogatás Október 10. BME Polimertechnika Tanszék 14:00-16:00 Extrúziós technológiai sorok (extrúziós fúvás, fóliafúvás, síkfóla gyártás) 2/62
3 Feldolgozási technológiák Hőre lágyuló Hőre nem lágyuló Feldolgozás ömledékállapotban Feldolgozás nagyrugalmas állapotban Kémiai reakciók és alakadás egy időben Kevésbé termelékeny Fúrás, esztergálás, forgácsolás, fűrészelés Extrúzió Fröccsöntés Extrúziós fúvás Kalanderezés Rotációs öntés Termoformázás Fröccsfúvás 3/62
4 Extrúziós termékpaletta Fólia Termék Méret Szerszám Alak <0,5 mm Szélesrésű, fóliafúvás Lemez >0,5 mm Szélesrésű Profil - szál Profil - nyitott Profil - üreges Profil Profil Profil Cső kisméretű (tube) d<20-25 mm Cső Cső nagyméretű (pipe) d>20-25 mm Cső 4/62

5 Kihívások Folyási rendellenességek? Viszkozitást befolyásoló tényezők? 5/62
6 Koncepciók a szerszámtervezésben A szerszám feladata: kívánt keresztmetszetű (alak, méret) termék formálása a lehető legjobb termelékenység mellett Az ömledék a kisebb ellenállás irányába áramlik Nyírás hatására η jelentősen csökken (kis változásokra is érzékeny) Egyenletes áramlási sebesség a kilépésnél Az egyenletes áramlást a lehető legkisebb nyomáseséssel elérni Pangó helyek ( dead spots ) elkerülése 6/62
 Megfelelő anyag kiválasztása (nyomás kisebb, mint fröccsszerszám esetében) Kopásállóság Vasalási szakasz hossza legalább 10-szer hosszabb legyen, mint a vastagság Egyenletes")
7 Koncepciók a szerszámtervezésben Hirtelen irányváltások elkerülése Moduláris kialakítás Egyszerű, pontos szét- és összeszerelhetőség Egyszerű karbantartás és tisztíthatóság Tökéletes illesztések (ömledék szivárgása) Megfelelő anyag kiválasztása (nyomás kisebb, mint fröccsszerszám esetében) Kopásállóság Vasalási szakasz hossza legalább 10-szer hosszabb legyen, mint a vastagság Egyenletes fűtés Alacsony költségek 7/62
8 A szerszám szakaszai Az extruder szerszámok közös vonása Átmeneti szakasz az extruderből kilépő kör keresztmetszetű anyagáram átvezetése a kívánt geometriához Alakadó szakasz Vasalási szakasz nyújtásból származó orientáció megszűntetése Anyag végső megszilárdulása (kalibrálás?) Ömledék belépése Átmeneti szakasz Alakadás Vasalás 8/62
 A polimer reológiai tulajdonságai Feldolgozási")
9 Szimulációk Szükséges bemeneti információk A szerszámcsatorna geometriai modellje A bemeneti sík 2D profilja A céltermék 2D profilja Átmeneti szakasz, vasalási szakasz jellemzői A polimer termomechanikai jellemzői (sűrűség, hőkapacitás, hővezetőképesség) A polimer reológiai tulajdonságai Feldolgozási körülmények 9/62



10 Szimulációk Szimmetria sík 1: Alakadó szakasz 2: Vasalási szakasz 3: Extrudátum geometriája 4: Szimmetria sík 10/62






11 Csőgyártás- bevezetés Angol nyelvterületen: tube pipe (méretfüggő) Fűrész 11/62


12 Csőgyártás bevezetés 12/62
13 Csőgyártás bevezetés Az extruderből érkező köralakú ömledék gyűrűszerű alakot vesz fel Az ömledékáramot megosztja a torpedó formájú mag/tüske Az ömledékáramot a magot/tüskét tartó csavarok szintén megosztják Az ömledék később újra egyesül Ezt követően az anyag a vasalási szakaszba jut (hossz:magasság 10:1 30:1) Szerszámvég (ajak) központosítása állítócsavarokkal 13/62
14 Egyenes áramlású csőszerszám (in-line dies) 5: cserélhető elem! Különböző falvastagságú csövek gyártása Extruderből kilépő anyagáram 1) torpedó; 2) levegő bevezetés; 3) tüskerögzítő csavar; 4) központosító csavar; 5) szerszám gyűrű (központosítható szerszámelem); 6) vasalási szakasz 14/62
 A rögzítőcsavarok")
 Folyásutak növelése (nyomásesésre figyelni kell) (a) Rögzítőcsavarok fűtése (b) Erősen")
15 Egyenes áramlású csőszerszám (in-line dies) A folyási nyomok (hegesedési vonal) eltávolításának lehetőségei Az ömledékhőmérséklet vagy a tartózkodási idő növelése A szerszám tengelye körül forgó elemekkel (további meghajtást igényel) A rögzítőcsavarok bevonása pl. PTFE-vel (gyorsan elhasználódik) Folyásutak növelése (nyomásesésre figyelni kell) (a) Rögzítőcsavarok fűtése (b) Erősen konvergens áramlás biztosítása a csavarok után Egyenletes ömledékeloszlatás a kerület mentén áramlástörőket használva (c) a b c 15/62
 A tüske csatornás kialakítása")

16 Eltérített áramlású csőszerszám (crosshead dies) A tüske csatornás kialakítása lehetővé teszi, hogy az ömledékáram egyenletes legyen Kábelbevonás egyik lehetséges módja 16/62
 extrudátum; 4) kábel/levegő kivezetése 5)")
 szorítógyűrű; 11) rögzítőcsavar; 12) központosítócsavar; 13) fűtőtestek")
17 Eltérített áramlású csőszerszám (crosshead dies) 1) levegő, huzal bevezetése; 2) ömledék bevezetése 90 -kal eltérítve; 3) extrudátum; 4) kábel/levegő kivezetése 5) tüske/mag; 6) ömledék eltérítő ; 7) szerszámház; 8) vasalási szakasz; 9) külső gyűrű; 10) szorítógyűrű; 11) rögzítőcsavar; 12) központosítócsavar; 13) fűtőtestek 17/62

18 Cső méretezése Draw-down ratio (DDR) és draw ratio balance (DRB) számítások elvégzése elengedhetetlen a pontos méret megadásához. DDR = lehúzási arány = D t + D d D 0 + D i WDR = falvastagság arány = D t D d D 0 D i ADR = keresztmetszet arány = D d 2 D t 2 D 0 2 D i 2 DRB = húzási arány egyensúly = D d/d t D 0 /D i SR = méretezési arány = WDR DDR SR=1,0-1,3 D t = tüske átmérő (cső belső átmérője szerszámban); D d = szerszám átmérő (cső külső átmérője a szerszámban); D o = szerszámból kilépett cső külső átmérő; D i = szerszámból kilépett cső belső átmérő 18/62


19 Csőgyártás problémái Tüske Tömlő A mag megfelelő központosítása fontos! Tűrések alkalmazása 19/62
 Torpedó; 2) gyűrű alakú rés;")
 csőbevonás; 1) huzal; 2) tüske; 3) szerszámtest; 4) vákuum (ha")
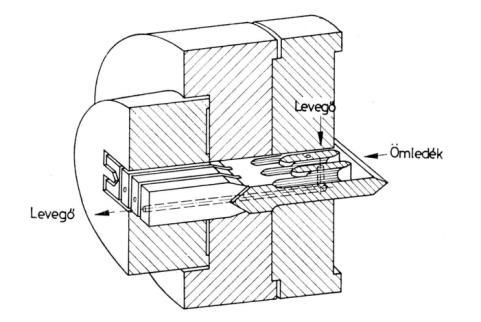
20 Kábelbevonás Jellemzően eltérített áramlású csőszerszámmal A bevonandó huzalt a magon keresztül vezetik Általában 30 vagy 90 -ban 1) Torpedó; 2) gyűrű alakú rés; 3) tüske (furattal); 4) tüske nyílás; 5) huzal; 6) szerszám gyűrű a) Bevonás nyomással; b) csőbevonás; 1) huzal; 2) tüske; 3) szerszámtest; 4) vákuum (ha szükséges) 20/62
21 Kalibrálás Kalibrálás feladata: A szerszámból kilépő cső végső méretét rögzíti A szerszámból kilépő ömledéknek nincs akkora ömledékszilárdsága, hogy megtartsa a formát Reológiai duzzadás kiküszöbölése Az ömledék a kaliber falához simul, ahol lehűl. Ez egy kontrollált hűtési folyamat. A termék szilárdsága a kaliberből való kilépés után már megfelelő a további elhúzáshoz Kalibrálás lehetőségei: Vákuum vagy túlnyomás Nedves vagy száraz Belső vagy külső 21/62


22 Vákuumos kalibrálás Lehet külső (külső átmérőre kalibrálunk) vagy belső A megfelelő érintkezést a cső és a kaliber között vákuum biztosítja Egyszerűbb kialakítás, egyszerűbb gyártás indítás A vákuum apró furatokon keresztül érvényesül A cső belsejében fenn kell tartani a légköri nyomást (levegő bevezetése tüskén keresztül) Dp < 1 bar Kisebb csövek esetén, illetve üreges részek esetén profilextrúziónál Lamellás megoldás: a kaliber elején sűrűbben vannak furatok 22/62
 Általában nagy átmérőjű PVC és poliolefin csövek gyártásánál Levegő bevezetés a tüskén keresztül")
23 Túlnyomásos kalibrálás Lebegő dugót alkalmaznak tömítés céljából (ne szökjön ki a levegő a nyitott csőformából) Ez a dugó egy rögzített helyen van tartva, megfelelő távolságra, hogy a cső mindenképpen lehűljön A Dp nagyobb lehet, mint 1 bar Gyártás indítása nehezebb (mestercső használata) Általában nagy átmérőjű PVC és poliolefin csövek gyártásánál Levegő bevezetés a tüskén keresztül Lehetőleg közvetlen csatlakozás a szerszámhoz (a túlnyomás ne fújja fel a csövet) 23/62

24 Belső kalibrálás A cső belső átmérőjének pontos beállítása Általában a külső átmérőre szabványosítanak, de kis méretű pneumatikus csövek esetében inkább belső kalibrálást használnak Az anyag rázsugorodik a kaliberre Az elhúzáshoz szükséges erő pontos beállítása fontos! Kis falvastagság esetén görgős magot használhatnak 24/62




25 Elhúzás Hengerpár Lánctalpas vagy hernyótalpas elhúzó Hűtés történhet levegővel, vízpermettel, vízfürdővel 25/62



26 Gégecső gyártása Túlnyomásos kalibrálással Az elhúzó lényegében egy melegen formázó szerszám, hernyótalpas kialakítás A kaliber egyben elhúzó is, ami biztosítja a termék továbbítását Dugó szükséges a cső belsejébe Nagyobb hajlékonyságú termékek esetén (PVC, poliolefinek) 26/62


27 Lemezgyártó technológiai sor Kalander ~ kaliber Ko-extruder Tekercselés, darabolás Vastagságmérő Extruder Elhúzó (elhúzási sebesség!) 27/62
28 Szélesrésű szerszámok síkfólia, lemez Nagy szélesség-vastagság arányok esetén fóliák és lemezek A kör keresztmetszetben érkező ömledéket lapos termékké kell alakítani Az ömledék a szerszámba közepébe jut, majd szimmetrikusan, két irányba szétterül Az ömledék egy vasalási szakaszba jut Fólia (< 0,5 mm), lemez (> 0,5 mm) 28/62

29 Szélesrészű szerszámok elosztócsatorna Fő feladat a kör keresztmetszetű ömledékáram egyenletes szétterítése A kör keresztmetszetű csatorna átmérője csökken a szerszám széle felé 29/62
30 Szélesrésű szerszámok T-szerszám A geometria egyszerűen kialakítható Az ömledékáram nem egészen egyenletes Nagy viszkozitású, kis hőstabilitású polimerek feldolgozására alkalmatlan Bevonási feladatokra alkalmazzák Fishtale szerszám Sokkal egyenletesebb ömledékáram, de még mindig nehéz megfelelően egyenletes eloszlást elérni Ruhafogas szerszám Általában lemez extrúziónál Egyenletes eloszlást biztosít Tervezés és megmunkálás nehéz, ennél fogva drágább 30/62



31 Szélesrésű szerszámok Állítócsavar Rugalmas torlóléc, állítócsavarral Állítható felső ajak - akár digitális állítás Cserélhető alsó ajak Elosztócsatorna 31/62
 A lokális ingadozások kiküszöbölhetők a szerszámajkak résméretének állításával (ajkak enyhe meghajlítása csavarokkal vagy lokálisan fojtással)")
32 Síkfólia gyártás szerszámai Az egyenletes anyagáramlást a szerszám egész szélességében biztosítani kell (anyag tulajdonságai, előállítás körülményei, reológia) A lokális ingadozások kiküszöbölhetők a szerszámajkak résméretének állításával (ajkak enyhe meghajlítása csavarokkal vagy lokálisan fojtással) 32/62
")
33 Lemezgyártás szerszámai Fojtó szelepek használata alapvető az egyenletes áramlás biztosítása miatt A finomhangolásra szintén használnak flexibilis szerszámajkakat A hőmérsékletprofil beállítása is segít az egyenletes eloszlatásban (csak speciális esetekben alkalmazzák) 33/62
34 Lemezgyártó technológiai sor Kalanderhengerek kialakítása: A jó tapadáshoz kis felületi érdesség kell, nagy kopásállóság (króm henger) A kis réseken nagy erők ébrednek, ezt kompenzálni kell profilköszörülés (bombírozás), szögállítás, visszahajlítás ellennyomatékkal Hengerek távol: lemez szélessége csökken A polimer a melegebb, a mattabb vagy a nagyobb kerületi sebességű hengerre tapad 34/62



35 Buborékfólia, BO fólia gyártása LDPE fóliából vákuumformázással majd kasírozással állítják elő Két vagy három réteg, szabályos henger alakú levegős cellák Biaxiálisan nyújtott fólia A fóliát mindkét irányból nyújtják (nagyobb szilárdság) Elhúzási sebesség akár m/perc Fólia szélessége: ~ 10 m, vastagsága: mm 35/62

36 Profilgyártás Szabálytalan keresztmetszetű termékek előállítása, legnagyobb kihívás Nyitott vagy üreges kialakítás Vastag, akár többüreges profilok (falvastagság!) Szelvényekből épül fel Több tüske és mag elhelyezése szükséges Ömledékáram irányváltásai erőteljesek Szükség esetén alkalmazható légnyomás 36/62
37 Profilextrúzió Általában több különálló lapból, egységből állnak, amelyek egy komplex szerszámot adnak Ez egy nagyon komplex utat biztosít a kör alakú csatornából érkező extrudátumnak a végső forma irányába A különálló egységeknek köszönhetően a megmunkálás olcsóbb, a szerszám szerelése, tisztítása egyszerűbb, illetve a beállítás leegyszerűsödik 37/62
38 Profil szerszám Egy profil szerszám részei: Bemeneti szakasz: a kör alakú anyagáramot a profil alakjára formálja Átmeneti szakasz: egyenletesebb áramlási profilt biztosít az elővasalás irányába Elővasalási szakasz: jelentős változás az áramlásban vastagság csökkentése a nagy sebességű helyeken, növelése a kis sebességű helyeken Vasalási szakasz: egyenletes áramlást biztosít a profil keresztmetszetében, általában 10-szer hosszabb, mint a résméret (relaxáció) 38/62




39 Profil szerszám 39/62
40 Profil szerszám hirtelen keresztmetszet változás egyszerű kialakítású szerszám, egyszerű módosítani pangó anyag (degradáció veszély) egyenletes keresztmetszet-változás a kezdeti szakasztól a simító szakaszig komplex kialakítás, nehezebb megmunkálás, nehezebb módosítani drágább nincs pangó anyag, jóval kisebb esély degradációra 40/62
41 Profil szerszám tervezési szempontjai 5 faktor, amely hatással van az extrudált profil minőségére A különböző dimenziók pontossága Keresztmetszeti alak pontossága a szerszám egész hosszában A különböző funkciók pontos illeszkedése Felületi megjelenés Speciális elemek A profil keresztmetszete egyszerű legyen, amennyire csak lehet Belső falakat kerülni kell (közvetlenül nem hűthetők) A belső falak vastagsága %-al kisebb legyen, mint a külső falaké Az élek lekerekítettek legyenek A profil legyen alaktartó a szerszámból való kilépést követően, de még alakítható Kerülni kell a hirtelen változásokat a fal vastagságában (egyenletes áramlás) Az üregek ne legyen túl kicsik A szimmetrikus profilok okozzák a legkisebb torzulást (a feszültségek a hűtés során kiegyenlítődnek) 41/62
42 Előforduló hibák profil gyártás esetén 42/62
43 Előforduló hibák profil gyártás esetén 43/62




44 Fóliafúvás Termékek Mezőgazdasági fóliák Bevásárló műanyag zacskók Gyűjtőzsákok Simítózáras, visszazárható tasakok Tekercselő fólia 44/62
45 Fóliafúvás sematikus ábrázolás Terelőhenger Szorító görgőpár Terelőlemez/terelő görgősor Felvágatlan, kétrétegű fólia Hűtő gyűrű Fújt műanyag tömlő Dermedési vonal (magasság állítható) Csévélő, feltekercselő henger feszítő görgővel Terelőhenger Légbevezetés Extruder 45/62
 szerszámtest; 3) spirálisan forgó")
 dermedési vonal; 8) megszilárdult film;")
 belső hűtés; 13) hűtő csonk; 14) meleg levegő")
46 Fóliafúvás sematikus ábra, valóság 1) gyűrű-alakú ömledékáram; 2) szerszámtest; 3) spirálisan forgó mag; 4) méretező gyűrű; 5) szórófej; 6) műanyag tömlő; 7) dermedési vonal; 8) megszilárdult film; 9) görgők; 10) összezáró görgők; 11) külső hűtés; 12) belső hűtés; 13) hűtő csonk; 14) meleg levegő ki 46/62


47 Filmfúvás megvalósítás 47/62
48 Fóliafúvás feladata Ömledék irányának eltérítése 90 -al A szerszámból kilépő ömledék egyenletes elterítése Összecsapási vonalak kerülése/kiküszöbölése (termékminőség) Ömledékáram nem állítható ajkakkal (kevésbé pontos) Tömlő belsejében légáramot alkalmazni, enyhe túlnyomás Hűtés a levegővel való érintkezés során Fólia összeszorítása, elhúzása, tekercselése Tipikus termékvastagság: 0,01 0,5 mm Poliolefinekre max. 1 mm falvastagság 48/62
 A képződő tömlőt enyhe")
49 A fóliafúvás szerszáma pinolén szerszám Egyszerű, olcsóbb kialakítás, hegedési vonalra érzékeny, tüske megfogatás! Ömledék 90 -ban elforgatva Egyenletes falvastagság szinte lehetetlen (még úgy is, hogy a vastagabb fólia hőkapacitása nagyobb, lassabban hűl és tovább tud nyúlni így) A képződő tömlőt enyhe túlnyomással felfújják még a megdermedés előtt (csak pár tized bar túlnyomás!) Dermedési vonal felett már nem változik a méret, a további felfelé irányuló áramlás már csak a megfelelő hűtést szolgálja (ez a magasság több emelet lehet) A tömlő megfelelő ömledékszilárdsága Szerszám külső gyűrűje lassan forgatható, egyenetlenség kiküszöbölhető levegő bevezetés 49/62





50 A fóliafúvás szerszáma spirális Általában spirálisan forgó magot alkalmaznak Fontos, hogy 90 -ban irányt kell váltania az ömledéknek A spirálisan forgó mag jó ömledék eloszlást biztosít és csökkenti a hegesedési vonalak számát Helikális áramlást hoz létre jó keverési hatékonyság 25 mm átmérőre 1 futó spirál jusson Sok esetben koextrudált fóliák gyártására van igény 50/62


51 A fóliafúvás szerszáma spirális Alacsony nyírású relaxációs kamra reológiai duzzadás nagy része le tud játszódni itt még a szerszámban Egyenletesebb áramlási kép a szerszámból való kilépés után Nyomásesést okoz 51/62


52 Buborék kialakítása Az egységek kialakítása hatással van a buborék geometriájára A szerszámból való kilépés után nagy falvastagság és kis átmérő jellemzi, ez alakul át később vékony fallá és nagy átmérővé Statikus légáramlás: levegő bevezetése a zárt buborékba, stacioner állapot lassan alakul ki, mivel a levegő a forró környezet miatt melegszik Dinamikus légpárna: levegő be/ki szívható, cserélhető. egyenletes hőmérséklet jobb hűtés stabilabb buborék 52/62



53 A buborék hűtése Hűtőgyűrű Az ömledék elhagyja a szerszámot orientáció a fújástól és húzástól buborék szilárdítás A szorítógörgő előtt fontos a dermedési pont meghatározása 53/62



54 Terelőelemek és görgők, buborék stabilizálás A buborék nem kívánt mozgása egyenletlen falvastagságot eredményez Ennek elkerülése érdekében külső rögzítőelemeket kell alkalmazni (pl. ketrec) A fóliát tovább kell vezetni a feltekercseléshez A különböző elemek (ketrec, görgők) szintén hűthetők 54/62



55 Elhúzás Adott térfogatú levegő van a buborék belsejében A buborék kisimítása egy szorítókeret segítségével történik Ez az egység a kör alakú tömlőt összezárja és kilapítja Anyagát tekintve lehet fából készült léc, fém henger, teflon bevonatú henger, stb. Segít a ráncosodás elkerülésében is Görgőkön vezetve tovább feszítik a fóliát 55/62



56 Tekercselés, szélezés Tekercselés Tekercselő henger csévélő mozgása Oszcilláció Szerszám egyenetlenségből származó eltérő falvastagság kiküszöbölése Nem szabad túl meleg fóliát tekercselni, mert magára zsugorodik 56/62
57 Fóliafúvás néhány paramétere A szerszámajkak vastagsága a vasalási szakasz végén általában 0,7-3,0 mm A szerszám átmérője néhány cm-től akár 1 méternél is nagyobb lehet Nagyobb elhúzási sebesség vékonyabb falvastagságot eredményez Egyszerre van kereszt- és hosszirányú nyújtás Keresztirányú orientáció Kereszt- és hosszirányú orientáció 57/62
 Hűtővíz bevezetése (gyorsabb hűtés, dermedési szakasz, gyártási sebesség) hűtővíz ki hűtővíz be hűtővíz be levegő")
58 Állítható paraméterek Csiga fordulatszáma (térfogatáram) Elhúzás sebessége (fólia vastagsága szabályozható) Befúvott levegő mennyisége (oldalirányú nyújtás) Hűtővíz bevezetése (gyorsabb hűtés, dermedési szakasz, gyártási sebesség) hűtővíz ki hűtővíz be hűtővíz be levegő 58/62
 Légáram szabályozás Folyamatos")

59 Minőségellenőrzés Online visszacsatolás a gyártás során (pontos mérettartás) Légáram szabályozás Folyamatos vastagságmérés (külső átmérő mérése) Fólia átlátszóság vizsgálata Hőmérséklet mérése Feldolgozó, kiértékelő egység és szabályozó egység 59/62
60 Gyártósor típusok Offline gyártósor (alapfólia előgyártmány) Online gyártósor (konkrét fóliatípus, konfekcionálás, nyomtatás, hajtogatás egy gyártósoron) - CÉLGÉP 60/62
61 Linkgyűjtemény PVC csőgyártás habosított maggal: Gégecső gyártás (hernyótalpas): Gégecső gyártás (szalagprofil extrudálással): mm átmerőjű HDPE cső gyártás: Nagyméretű csőgyártás (szimulációval): PVC cső (minőségellenőrzéssel): Lemez extrúzió 1: Lemez extrúzió 2: Ko-extrudált fólia/lemez: PVC lemez: Ablakprofil 1: Ablakprofil 2: Fóliafúvás (animáció): Fóliafúvás: 61/62
62 Köszönöm a figyelmet! Bartos András bartos.andras@mail.bme.hu /62
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
6. Extrúzió szerszám, termék
 6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
E2/M2. Az extrúzió alapjai
 E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Kecskeméti Főiskola GAMF Kar. Poliolefinek öregítő vizsgálata Szűcs András. Budapest, 2011. X. 18
 Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Szigetelőanyagok. Műanyagok; fajták és megmunkálás
 Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Anyagismeret. Polimerek feldolgozás-technológiái. Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék
 Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
Polimerek reológiája
 SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek reológiája DR Hargitai Hajnalka REOLÓGIA Az anyag deformációjának és folyásának a tudománya. rheo -
SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek reológiája DR Hargitai Hajnalka REOLÓGIA Az anyag deformációjának és folyásának a tudománya. rheo -
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
POLIMERTECHNIKA Laboratóriumi gyakorlat
 MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Beszabályozó szelep - Csökkentett Kv értékkel
 Beszabályozó szelepek STAD-R Beszabályozó szelep - Csökkentett Kv értékkel Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE A STAD-R beszabályozó szelep
Beszabályozó szelepek STAD-R Beszabályozó szelep - Csökkentett Kv értékkel Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE A STAD-R beszabályozó szelep
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Szeretettel Üdvözlök mindenkit!
 Szeretettel Üdvözlök mindenkit! Danfoss Elektronikus Akadémia Hőelosztó hálózatok nyomáslengései Előadó: Egyházi Zoltán okl. gépészmérnök Divízióvezető 1 Nyomáslengések a fűtési rendszerben Szeretjük,
Szeretettel Üdvözlök mindenkit! Danfoss Elektronikus Akadémia Hőelosztó hálózatok nyomáslengései Előadó: Egyházi Zoltán okl. gépészmérnök Divízióvezető 1 Nyomáslengések a fűtési rendszerben Szeretjük,
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE
 2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
2.9.1 Tabletták és kapszulák szétesése Ph.Hg.VIII. Ph.Eur.6.3-1 01/2009:20901 2.9.1. TABLETTÁK ÉS KAPSZULÁK SZÉTESÉSE A szétesésvizsgálattal azt határozzuk meg, hogy az alábbiakban leírt kísérleti körülmények
ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz
 Speciális gép 5. ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz A butilozó gép segítségével a hőszigetelő üvegszerkezetben lévő, alumínium távtartó lécek primer tömítését végezhetjük
Speciális gép 5. ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz A butilozó gép segítségével a hőszigetelő üvegszerkezetben lévő, alumínium távtartó lécek primer tömítését végezhetjük
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA VEGYIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 VEGYIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. feladat 8 pont A mérőműszerek felépítése A mérőműszer mely részére vonatkozik az alábbi állítás? Írja
VEGYIPAR ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. feladat 8 pont A mérőműszerek felépítése A mérőműszer mely részére vonatkozik az alábbi állítás? Írja
Polimerek reológiája
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek reológiája DR Hargitai Hajnalka 2011.09.28. REOLÓGIA Az anyag deformációjának és folyásának a tudománya.
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek reológiája DR Hargitai Hajnalka 2011.09.28. REOLÓGIA Az anyag deformációjának és folyásának a tudománya.
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők MAX.
 HU PLANARIO TOWER SZERELÉS ELŐTTI INFORMÁCIÓK MAX. 360 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni,
HU PLANARIO TOWER SZERELÉS ELŐTTI INFORMÁCIÓK MAX. 360 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket át kell öblíteni,
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
V. Moldex3D Szeminárium - econ Felhasználói Találkozó
 V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
Ajánlott szakmai jellegű feladatok
 Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
STAD-R. Beszabályozó szelepek DN 15-25, csökkentett Kv értékkel
 STAD-R Beszabályozó szelepek DN 15-25, csökkentett Kv értékkel IMI TA / Beszabályozó szelepek / STAD-R STAD-R A STAD-R beszabályozó szelep felújítások esetén pontos hidraulikai működést tesz lehetővé rendkívül
STAD-R Beszabályozó szelepek DN 15-25, csökkentett Kv értékkel IMI TA / Beszabályozó szelepek / STAD-R STAD-R A STAD-R beszabályozó szelep felújítások esetén pontos hidraulikai működést tesz lehetővé rendkívül
Légbeeresztők BEÉPÍTÉSI ELŐÍRÁSOK BEÉPÍTÉSI LEHETŐSÉGEK A LÉGBEVEZETŐK TÍPUSAI
 BEÉPÍTÉSI ELŐÍRÁSOK A levegőnek keringenie kell a száraz helyiségekből a nedves helyiségekbe, ezért az ebédlőket, hálószobákat és a nappalikat el kell látni légbevezetéssel. A légbevezetőket több, mint
BEÉPÍTÉSI ELŐÍRÁSOK A levegőnek keringenie kell a száraz helyiségekből a nedves helyiségekbe, ezért az ebédlőket, hálószobákat és a nappalikat el kell látni légbevezetéssel. A légbevezetőket több, mint
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz
 2015 ősz") Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
BDLD. Négyszög könyök hangcsillapító. Méretek
 Négyszög könyök hangcsillapító Méretek Függőleges beépítés Vízszintes beépítés b a a Leírás egy hagyományos kulisszás könyök hangcsillapító, melynek külső mérete megegyezik a csatlakozó mérettel. A hangcsillapító
Négyszög könyök hangcsillapító Méretek Függőleges beépítés Vízszintes beépítés b a a Leírás egy hagyományos kulisszás könyök hangcsillapító, melynek külső mérete megegyezik a csatlakozó mérettel. A hangcsillapító
Foglalkozási napló. Ipari gumitermék előállító 10. évfolyam
 Foglalkozási napló a 20 /20. tanévre Ipari gumitermék előállító 10. évfolyam (OKJ száma: 34 543 04) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Ipari gumitermék előállító 10. évfolyam (OKJ száma: 34 543 04) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Négyszög egyenes hangcsillapító DLD. Méretek
 Méretek DLD b a 0 Leírás A DLD egy hagyományos kulisszás, melynek külső mérete megegyezik a csatlakozó mérettel. A minden standard méretben elérhető. Kialakítás DLD háza trapéz merevítésű, mely javítja
Méretek DLD b a 0 Leírás A DLD egy hagyományos kulisszás, melynek külső mérete megegyezik a csatlakozó mérettel. A minden standard méretben elérhető. Kialakítás DLD háza trapéz merevítésű, mely javítja
POLYLACK K és KR HŐRE HABOSODÓ TŰZGÁTLÓ FESTÉK
 POLYLACK F POLYLACK K és KR HŐRE HAOSODÓ TŰZGÁTLÓ FESTÉK HŐRE HAOSODÓ TŰZGÁTLÓ KITT NMÉ 282 30037 001 NMÉ 282 30037 001 RENDELTETÉS: Hézagok és építési dilatációk tűzgátló lezárása. Átvezetések tűzgátló
POLYLACK F POLYLACK K és KR HŐRE HAOSODÓ TŰZGÁTLÓ FESTÉK HŐRE HAOSODÓ TŰZGÁTLÓ KITT NMÉ 282 30037 001 NMÉ 282 30037 001 RENDELTETÉS: Hézagok és építési dilatációk tűzgátló lezárása. Átvezetések tűzgátló
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
S-típus. Félautomata impulzus fóliahegesztő gépek. Csúcsminőség. Rugalmasság. Moduláris rendszer.
 S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
HVLS Biztonság Teljesítmény Vezérlés. HVLS ventilátorok szeptember 1.
 ventilátorok ventilátorok 2016. szeptember 1. ventilátorok Összegzés 1 Hvls Ismertetô Alapvetô jellemzôk 2 3 CFD szimulációk Felvett teljesítmény 4 ventilátorok Ismertetô Alapvetô jellemzôk Ábra. ventilátorok
ventilátorok ventilátorok 2016. szeptember 1. ventilátorok Összegzés 1 Hvls Ismertetô Alapvetô jellemzôk 2 3 CFD szimulációk Felvett teljesítmény 4 ventilátorok Ismertetô Alapvetô jellemzôk Ábra. ventilátorok
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA A tömlőbuborék stabilitása fóliafúváskor A fóliafúvás termelékenységének korlátait ma gyakran nem az extruder kapacitása, hanem a fóliatömlő stabilitása szabja meg, és az, hogy milyen
MŰANYAGOK FELDOLGOZÁSA A tömlőbuborék stabilitása fóliafúváskor A fóliafúvás termelékenységének korlátait ma gyakran nem az extruder kapacitása, hanem a fóliatömlő stabilitása szabja meg, és az, hogy milyen
TÖMÍTÉSSZERELŐ- SZERSZÁMOK
 TÖMÍTÉSSZERELŐ- SZERSZÁMOK SZERSZÁMOK TÖMÍTÉS ELTÁVOLÍTÁSÁHOZ MENETES TÖMÍTÉS- SZERELŐ-SZERSZÁM A menetes tömítésszerelő szerszám forgótengely tömítések, horonygyűrűk és zárófedelek ki és beszereléséhez
TÖMÍTÉSSZERELŐ- SZERSZÁMOK SZERSZÁMOK TÖMÍTÉS ELTÁVOLÍTÁSÁHOZ MENETES TÖMÍTÉS- SZERELŐ-SZERSZÁM A menetes tömítésszerelő szerszám forgótengely tömítések, horonygyűrűk és zárófedelek ki és beszereléséhez
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
KARTONPALLET papír raklap. Az ideális raklap a legjobb áron
 KARTONPALLET papír raklap Az ideális raklap a legjobb áron általános termékek Erősített raklapok Szabvány méretű raklapok Keretek Raklap láb Könnyített raklapok Koncepció KARTONPALLET méretpontos, egyedi,
KARTONPALLET papír raklap Az ideális raklap a legjobb áron általános termékek Erősített raklapok Szabvány méretű raklapok Keretek Raklap láb Könnyített raklapok Koncepció KARTONPALLET méretpontos, egyedi,
Danfoss Elektronikus Akadémia Hőelosztó hálózatok nyomáslengései
 Danfoss Elektronikus Akadémia Hőelosztó hálózatok nyomáslengései Előadó: Egyházi Zoltán okl. gépészmérnök Divízióvezető 1 Danfoss Heating Segment District Energy Division Tartalom Nyomáslengések a távhő
Danfoss Elektronikus Akadémia Hőelosztó hálózatok nyomáslengései Előadó: Egyházi Zoltán okl. gépészmérnök Divízióvezető 1 Danfoss Heating Segment District Energy Division Tartalom Nyomáslengések a távhő
8. oldaltól folytatni
 TARTÁLY ÉS TORONY JELLEGŰ KÉSZÜLÉKEK KIVÁLASZTÁSA, MEGHIBÁSODÁSA, KARBANTARTÁSA 8. oldaltól folytatni 2015.09.15. Németh János Tartály jellegű készülékek csoportosítása A készülékekben uralkodó maximális
TARTÁLY ÉS TORONY JELLEGŰ KÉSZÜLÉKEK KIVÁLASZTÁSA, MEGHIBÁSODÁSA, KARBANTARTÁSA 8. oldaltól folytatni 2015.09.15. Németh János Tartály jellegű készülékek csoportosítása A készülékekben uralkodó maximális
PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll.
 Leírás PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll. A PS-25 tűzvédelmi szalag speciális grafittal és adalékokkal készül,
Leírás PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll. A PS-25 tűzvédelmi szalag speciális grafittal és adalékokkal készül,
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
Műanyag- és nyomdaipari műszeres mérések. Készítette: Hajsz Tibor GAMF Kecskemét, 2010.5.31.
 Műanyag- és nyomdaipari műszeres mérések Készítette: Hajsz Tibor GAMF Kecskemét, 2010.5.31. Bevezetés Mérési igények: Amit a törvény előír Amit a vevő előír Ami csak magunknak kell Bevezetés Mérési igények:
Műanyag- és nyomdaipari műszeres mérések Készítette: Hajsz Tibor GAMF Kecskemét, 2010.5.31. Bevezetés Mérési igények: Amit a törvény előír Amit a vevő előír Ami csak magunknak kell Bevezetés Mérési igények:
Fröccsöntött alkatrészek végeselemes modellezése. Szőcs András. Budapest, 2010. IV. 29.
 Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
Fröccsöntött alkatrészek végeselemes modellezése Szőcs András Budapest, 2010. IV. 29. 1 Tartalom Mőanyag- és Gumitechnológiai Szakcsoport bemutatása Méréstechnika Elızmények Szilárdságtani modellezés Termo-mechanikai
Fűtési rendszerek hidraulikai méretezése. Baumann Mihály adjunktus Lenkovics László tanársegéd PTE MIK Gépészmérnök Tanszék
 Fűtési rendszerek hidraulikai méretezése Baumann Mihály adjunktus Lenkovics László tanársegéd PTE MIK Gépészmérnök Tanszék Hidraulikai méretezés lépései 1. A hálózat kialakítása, alaprajzok, függőleges
Fűtési rendszerek hidraulikai méretezése Baumann Mihály adjunktus Lenkovics László tanársegéd PTE MIK Gépészmérnök Tanszék Hidraulikai méretezés lépései 1. A hálózat kialakítása, alaprajzok, függőleges
3M Csiszolóanyag Csiszológépek katalógusa. Érvényes: 2012. augusztus 1-től. www.kucsaker.eu
 3M Csiszolóanyag Csiszológépek katalógusa Érvényes: 2012. augusztus 1-től 3M Excenter csiszológépek - ÚJ ELITE SZÉRIA A már megszokott, megbízható minőségű 3M csiszolókorongok és csiszolótalpak használatához
3M Csiszolóanyag Csiszológépek katalógusa Érvényes: 2012. augusztus 1-től 3M Excenter csiszológépek - ÚJ ELITE SZÉRIA A már megszokott, megbízható minőségű 3M csiszolókorongok és csiszolótalpak használatához
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA
 H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
Szabályozó áramlásmérővel
 Méretek Ød Ødi l Leírás Alkalmazási terület Az áramlásmérő felhasználható szabályozásra és folyamatos áramlásmérésre is. Állandó beépítésre készült, így már a tervezési fázisban specifikálni kell. Szerelési,
Méretek Ød Ødi l Leírás Alkalmazási terület Az áramlásmérő felhasználható szabályozásra és folyamatos áramlásmérésre is. Állandó beépítésre készült, így már a tervezési fázisban specifikálni kell. Szerelési,
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:
 Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:") ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
2. mérés Áramlási veszteségek mérése
 . mérés Áramlási veszteségek mérése A mérésről készült rövid videó az itt látható QR-kód segítségével: vagy az alábbi linken érhető el: http://www.uni-miskolc.hu/gepelemek/tantargyaink/00b_gepeszmernoki_alapismeretek/.meres.mp4
. mérés Áramlási veszteségek mérése A mérésről készült rövid videó az itt látható QR-kód segítségével: vagy az alábbi linken érhető el: http://www.uni-miskolc.hu/gepelemek/tantargyaink/00b_gepeszmernoki_alapismeretek/.meres.mp4
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
SZERELÉS ELŐTTI INFORMÁCIÓK
 HU CAPRICE DOCCIA SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők MAX. 40 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket
HU CAPRICE DOCCIA SZERELÉS ELŐTTI INFORMÁCIÓK A méretek mm-ben értendők MAX. 40 2 SZERELÉS ELŐTTI INFORMÁCIÓK SZERELÉS ÉS ÜZEMBE HELYEZÉS ELŐTT Figyelem! A keverőcsap beszerelése előtt a bekötő csővezetékeket
kyvezérelje az áramlást
 . kyvezérelje az áramlást Alfa Laval Unique RV-ST Szabályozószelep Koncepció A Unique RV-ST az Alfa Laval együlékes szelepeinek olyan, harmadik generációja amelyeket arra terveztek, hogy megfeleljenek
. kyvezérelje az áramlást Alfa Laval Unique RV-ST Szabályozószelep Koncepció A Unique RV-ST az Alfa Laval együlékes szelepeinek olyan, harmadik generációja amelyeket arra terveztek, hogy megfeleljenek
KS-409.3 / KS-409.1 ELŐNYPONTOK
 KS-409.3 / KS-409.1 AUTOMATIZÁLT IZOKINETIKUS MINTAVEVŐ MÉRŐKÖR SÓSAV, FLUORIDOK, ILLÉKONY FÉMEK TÖMEGKONCENTRÁCIÓJÁNAK, EMISSZIÓJÁNAK MEGHATÁROZÁSÁRA ELŐNYPONTOK A burkoló csőből könnyen kivehető, tisztítható
KS-409.3 / KS-409.1 AUTOMATIZÁLT IZOKINETIKUS MINTAVEVŐ MÉRŐKÖR SÓSAV, FLUORIDOK, ILLÉKONY FÉMEK TÖMEGKONCENTRÁCIÓJÁNAK, EMISSZIÓJÁNAK MEGHATÁROZÁSÁRA ELŐNYPONTOK A burkoló csőből könnyen kivehető, tisztítható
3D bútorfrontok (előlapok) gyártása
 gyártása") 3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
3D bútorfrontok (előlapok) gyártása 1 2 3 4 5 6 7 8 9 MDF lapok vágása Marás rakatolás Tisztítás Ragasztófelhordás 3D film laminálás Szegély eltávolítása Tisztítás Kész bútorfront Membránpréses kasírozás
Virtus a jövőre szabott megoldás VIII. Ipari- és Technológiai Szakmai Nap
 Virtus a jövőre szabott megoldás VIII. Ipari- és Technológiai Szakmai Nap Előadó: Egyházi Zoltán okl. gépészmérnök Danfoss Kft. Távfűtés Területvezető 2018.09.25 Virtus Danfoss új nyomás- és térfogatáram
Virtus a jövőre szabott megoldás VIII. Ipari- és Technológiai Szakmai Nap Előadó: Egyházi Zoltán okl. gépészmérnök Danfoss Kft. Távfűtés Területvezető 2018.09.25 Virtus Danfoss új nyomás- és térfogatáram
Szűrő berendezések. Használati útmutató. Ipari mágneses vízszűrők CP1-03-01126 HASZNÁLATI ÚTMUTATÓ
 Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 Ipari mágneses vízszűrők CP1-03-01123 CP1-03-01124 CP1-03-01125 CP1-03-01126 Mágneses szűrők 1. HASZNÁLATI ÉS KARBANTARTÁSI útmutatások 1.1.
Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 Ipari mágneses vízszűrők CP1-03-01123 CP1-03-01124 CP1-03-01125 CP1-03-01126 Mágneses szűrők 1. HASZNÁLATI ÉS KARBANTARTÁSI útmutatások 1.1.
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
POR-- ÉS PÁLYAVÉDELEM
 2008as kiadás HENNLICH IPARTECHNIKA KFT. GÉPELEM ÉS TÖMÍTÉSTECHNIKA ÜZLETÁG H6000 KecskemétKadafalva Heliport Reptér Tel.: 0676/470309 Fax: 0676/470308 Email: gepelem@hennlich.hu www.hennlich.hu POR ÉS
2008as kiadás HENNLICH IPARTECHNIKA KFT. GÉPELEM ÉS TÖMÍTÉSTECHNIKA ÜZLETÁG H6000 KecskemétKadafalva Heliport Reptér Tel.: 0676/470309 Fax: 0676/470308 Email: gepelem@hennlich.hu www.hennlich.hu POR ÉS
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
Nyomáskülönbség a szelepen (ΔpV): Max. nyomáskülönbség a szelepen (ΔpV max
: Max. nyomáskülönbség a szelepen (ΔpV max") IMI TA / Kombinált szabályozó és beszabályozó szelepek TA-Modulator Nyomásfüggetlen szabályozó és beszabályozó szelep folyamatos szabályozáshoz Az új, egyedi EQM karakterisztika nagyon pontos hőmérsékletszabályozást
IMI TA / Kombinált szabályozó és beszabályozó szelepek TA-Modulator Nyomásfüggetlen szabályozó és beszabályozó szelep folyamatos szabályozáshoz Az új, egyedi EQM karakterisztika nagyon pontos hőmérsékletszabályozást
STAD-C. Beszabályozó szelep ENGINEERING ADVANTAGE
 Beszabályozó szelepek STAD-C Beszabályozó szelep Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE A STAD-C beszabályozó szelep speciálisan indirekt hűtési
Beszabályozó szelepek STAD-C Beszabályozó szelep Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE A STAD-C beszabályozó szelep speciálisan indirekt hűtési
ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK
 ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK I. LEMO Diszkomat /850 U B tasakgyártó II. LEMO Diskomat 850 W-B szemeteszsákgyártó gépsor III. LEMO Rotomat 850 tip. konfekcionáló gép IV. Reifenhauser R-45/30-as típusú
ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK I. LEMO Diszkomat /850 U B tasakgyártó II. LEMO Diskomat 850 W-B szemeteszsákgyártó gépsor III. LEMO Rotomat 850 tip. konfekcionáló gép IV. Reifenhauser R-45/30-as típusú
TENGELYŰ GÉPEK, FESZÍTŐ ELEMEK
 Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
Csiszoló gépek katalógusa SUHNER + GARBOLI 2009 CÉGEK KIZÁRÓLAGOS KÉPVISELETE: ELEKTROMOS, PNEUMATIKUS CSISZOLÓK, FLEXIBILIS TENGELYŰ GÉPEK, CSISZOLÓ ANYAGOK SZTACIONÁRIUS CSISZOLÓ ÉS POLÍROZÓ GÉPEK FÚRÓ
DLDY. Négyszög egyenes hangcsillapító. Méretek
 Négyszög egyenes hangcsillapító Méretek a + 00 b Leírás A egy kulisszás hangcsillapító, melyben a csatlakozó keresztmetszeten kívül beépített oldalsó kulisszák találhatók. A hangcsillapító minden standard
Négyszög egyenes hangcsillapító Méretek a + 00 b Leírás A egy kulisszás hangcsillapító, melyben a csatlakozó keresztmetszeten kívül beépített oldalsó kulisszák találhatók. A hangcsillapító minden standard
A DR-PAck fejlesztései PE fólia gyártástechnológiában
 A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. III. feladat Mezőgazdasági gépész. Feladat sorozatjele: Mg III.
 Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
Tubpla Airtight légtechnikai elemek
 ÚJ Tubpla Airtight légtechnikai elemek Rendkívül egyszerű és gyors összeszerelhetőség; A kis helyigényű elemek segítségével lehetővé válik a szűk helyeken történő megfelelő keresztmetszetű légtechnikai
ÚJ Tubpla Airtight légtechnikai elemek Rendkívül egyszerű és gyors összeszerelhetőség; A kis helyigényű elemek segítségével lehetővé válik a szűk helyeken történő megfelelő keresztmetszetű légtechnikai
Kör légcsatornára szerelhető rács
 Méretek B+0 A+0 A B Leírás Az négyszögletes szellőzőrács állítható, függőleges lamellákkal, amely közvetlenül felszerelhető kör keresztmetszetű légcsatornára. A rács egyaránt használható befúvásra és elszívásra.
Méretek B+0 A+0 A B Leírás Az négyszögletes szellőzőrács állítható, függőleges lamellákkal, amely közvetlenül felszerelhető kör keresztmetszetű légcsatornára. A rács egyaránt használható befúvásra és elszívásra.
TBV. Beszabályozó szelepek Készülék beszabályozó szelep
 TBV Beszabályozó szelepek Készülék beszabályozó szelep IMI TA / Beszabályozó szelepek / TBV TBV A TBV szelep lehetővé teszi a pontos hidraulikai beszabályozást. Kiemelt tulajdonságok > > Kézikerék Felhasználóbarát
TBV Beszabályozó szelepek Készülék beszabályozó szelep IMI TA / Beszabályozó szelepek / TBV TBV A TBV szelep lehetővé teszi a pontos hidraulikai beszabályozást. Kiemelt tulajdonságok > > Kézikerék Felhasználóbarát