Műanyagfeldolgozó gépek és szerszámok
|
|
|
- Zsuzsanna Péter
- 6 évvel ezelőtt
- Látták:
Átírás

1 Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék
2 Feldolgozási technológiák Hőre lágyuló Hőre nem lágyuló Feldolgozás ömledékállapotban Feldolgozás nagyrugalmas állapotban Kémiai reakciók és alakadás egy időben Kevésbé termelékeny Fúrás, esztergálás, forgácsolás, fűrészelés Extrúzió Fröccsöntés Extrúziós fúvás Kalanderezés Rotációs öntés Termoformázás Fröccsfúvás 2/34









3 Extrúzió - bevezetés Az extrúzió műanyagtermékek folyamatos gyártására szolgáló eljárás, a végtelen terméket darabolással hozzák a végső felhasználási formára. 3/34


4 Extruder gyártók Alkalmazás szerint Laborextruder Ipari extruder Fontosabb gyártók Brabender, Battenfeld, Bandera, Berstoff, Collin, Haake, Labtech 4/34
 Kaliber (méret és alak")

5 Extruder gyártósor Extruder Szerszám (alakadás) Kaliber (méret és alak rögzítése) Hűtés Elhúzás Tekercselés vagy darabolás Perforálás Nyomdázás Jelölések 5/34


6 Alkalmazások Lemezgyártás Csőgyártás Kábelbevonás Profilgyártás Palackfúvás 6/34

7 Az extruder felépítése 7/34

8 Az extruder felépítése meghajtás Meghajtóegység, motor Elektromos Változtatható sebesség Sebességváltó Sebesség csökkentése Fogaskerék Direkt meghajtás Gyorsváltós sebességváltó Tengelykapcsoló Talpcsapágy Motor Kúpgörgős vagy golyóscsapágy Kuplung, biztonsági egységek Talpcsapágy Csapágyak Talpcsapágyra ható erő = Fejnyomás csiga keresztmetszet Kulcs Csapágyak 8/34



9 Az extruder felépítése garat Tölcsér Garat nyílás Etetés, betáplálás Garaton keresztül, tölcsér segítségével Folyamatos vagy éheztetéses Hűtő csatornák Garat hűtése! +Nagyobb kihozatal +Ömledékhőmérséklet csökkenése +Egyenletesebb szállítóteljesítmény Barázdált garat -Nagyobb motorteljesítmény szükséges -Érzékeny az anyag karakterisztikájára -Lágy alapanyag és darálék feldolgozására alkalmatlan -Speciális csigakialakítást igényel 9/34

10 Az extruder felépítése henger, csiga, fűtés A csiga egy termosztált hengerben forog Nagy felületi keménység, kopásállóság Szerszámacél Rozsdamentes acél Bimetál Henger hőfokszabályozása zónákra bontva Bimetál bevonatok Fém Hozzáadva Rockwell C keménység Tulajdonságok Fe Ni, Si, B, Cr Kiváló kopásállóság, rossz korrózióállóság Ni/Co Fe, Si, B, Cr Jó kopásállóság, kiváló korrózióállóság Ni/Cr W, B, Fe, Si Kiváló kopásállóság, nagyon jó korrózióállóság Hűtés Henger Fűtés, szabályozás Nyomásmérő Szűrő Törőtárcsa 10/34
11 Nyomás (bar) Az extruder felépítése csiga, nyomásprofil Szilárd anyag Kompresszió Ömledék Szilárdanyag szállítás 2. Kompressziós zóna/megömlés 3. Ömledékszállítás 8 D 7 D 5 D Csiga hossza = 20 D 11/34

12 Az extruder felépítése csiga, nyomásprofil Kompresszió Dekompresszió Csatorna szélesség Anyagáram Szárnyak dőlésszöge Mag Átmérő Csatorna mélység Hátsó szárny Csiga szárnyak Etetés Vákuum Kompresszió viszony = Csatornamélység szilárd a. zónában Menetmélység öml. száll. zónában 12/34

13 Az extruder felépítése működés feltétele Olyan súrlódási viszonyok legyenek, hogy az anyag a csigán csússzon meg, ugyanis ezzel biztosítható a szerszám felé történő áramlás Henger felszíne Ömledék film Ömledék/szilárd határfelület Szilárd anyag Csigaszárny Ömledék, forgó áramlás Kompresszió növelhető: Magprogresszív Menetprogresszív 13/34



14 Az extruder felépítése törőtárcsa, szűrő Törőtárcsa és szűrő feladata Termikus homogenitás javítása Meg nem ömlött szilárd anyag, illetve szennyezés visszatartása Az ömledék áramlási profiljának megváltoztatása 14/34


15 Csigakialakítások hagyományos csigák Teljes hosszúság: D Szilárdanyag szállítási szakasz: 4-8 D Ömledékszállítási szakasz: 6-10 D Kompresszió viszony: 2-4 Kompressziós zóna hossza anyagfüggő 15/34
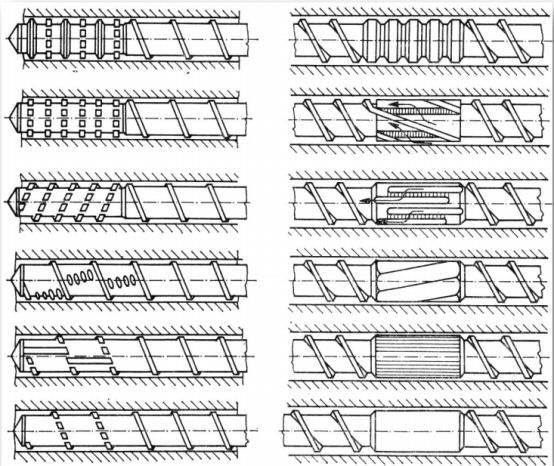
16 Csigakialakítások hagyományos csigák Lehetséges módosítások Duplaszárnyas kialakítás a szilárdanyag szállítási zónában: a nyomás ingadozások kiegyenlítésére, csökkenti a csigák meghibásodását. Kisebb termelékenység. Csigaszárnyak szögének megnövelése: optimalizálták a szöget a szilárdanyag szállítási zónában és az ömledékszállítási zónában. Gumitermékek extrúziójához. 16/34
17 Csigakialakítások hagyományos csigák Lehetséges módosítások Ömledékszállító zóna nélkül - fröccsöntéshez Csak kompressziós zóna fokozatos tömörítés (PA66 termékek) Rövid kompressziós zóna (1D) Dekompressziós csiga 17/34
18 Csigakialakítások gumi feldolgozása Mai extruderek elődjei Elsőként a melegetetéses extruderek terjedtek el Hidegetetés előnyei Kisebb beruházási költség Szélesebb körű anyagválasztás Hőmérséklet pontosabb szabályozása Különbségek Kisebb hossz Hűtés, fűtés Garat és csigakialakítás 18/34
19 Csigakialakítások gumi feldolgozása Tipikus csigageometria: állandó csatornamélység, csökkenő menetemelkedés. Változó magátmérő, csatornamélység. Általában nagyobb mélység, a nyírás csökkentése érdekében. Pirelli által kifejlesztett extruder. Garatnál nagyobb csigaátmérő, amely gyorsan csökken. A megoldás növeli a homogenizáló képességet. 19/34

20 Csigakialakítások gumi feldolgozása Keresztező szárnyak és bemetszések a főszárnyon. Megváltoztatja az áramlási viszonyokat, növeli a nyírást, így segíti a homogenizálás hatékonyságát. QSM keresztirányú áramlással kever. A henger tüskéket tartalmaz. Nagyon jó keverési hatékonyság és kis energiafogyasztás jellemzi. 20/34

21 Csigakialakítások gáztalanító csiga Ömledékes etetés Állítható tüske 21/34


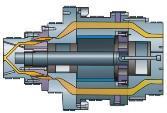
22 Csigakialakítások Barrier csiga Barrier zóna: elején egy barrier szárnyat vezetnek be Henger A rés a barrier szárny és a henger között nagyobb, mint a főszárny és a henger között Barrieren átjut az ömledék, a szilárd anyag nem Fő szárny Ömledék Barrier szárny Szilárd anyag Szilárd anyag a barrier szárny aktív oldalán, az ömledék a passzív oldalán marad szeparáció A szilárd anyag teljes megömlését, illetve nagyobb mértékű keveredést biztosít 22/34


 Kopott elemek külön")
23 Csigakialakítások moduláris csigák A teljes geometria elemenként építhető (henger és csiga is!) Kopott elemek külön cserélhetők 23/34
24 Csigakialakítások dinamikus keverőelemek 24/34
 Ára jóval magasabb 1 henger 2 csigák 3 8-as alakú")
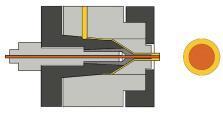
25 Csigatípusok kétcsigás extruderek Speciálisabb feladatok ellátása (PVC termékek gyártása, keverékek, kompozitok előállítása) Nagyfokú keverési hatékonyság Por feldolgozására az egycsigás berendezések nem alkalmasak Reaktív feldolgozás (polimerek ojtása, átészterezés) Ára jóval magasabb 1 henger 2 csigák 3 8-as alakú hengertér 25/34

26 Csigatípusok kétcsigás extruderek Csoportosítás: Forgási irány Azonos irányba forgó Ellentétes irányba forgó Csigák elrendezése Független Részlegesen illeszkedő Szorosan illeszkedő 26/34
27 Csigatípusok kétcsigás extruderek Nyírás szabályozó Függőleges adagoló Szállító elem Vákuumnyílás Nyíró elem Szállító elem Gyúró elem Homogenizáló elemek 27/34
28 Az extrúzió lépései 1. Szilárdanyag szállítás A problémamentes extrúzió feltétele a folyamatos, akadásmentes betáplálás (adagolórendszerek) Dugószerű áramlás Tömörödés, kipréselt levegő a garaton át távozik Boltozódás elkerülése 2. Megömlés Kompressziós zónában (hőmérséklet, nyomás, súrlódás) 28/34
29 Az extrúzió lépései 3. Ömledékszállítás 3/a. Vivő-, sodróáram a csiga és a henger között jön létre, miközben a csiga magja υ 0 kerületi sebességgel forog Sodróáram nagysága függ: Csiga geometriája Csiga fordulatszáma 29/34
30 Az extrúzió lépései 3/b. Torlóáram elsősorban fojtásból ered, az anyagáram útjába eső alkatrészek miatt (szerszám is) Sodróáram nagysága függ: Csiga geometriája Ömledék viszkozitása Nyomáskülönbség 3/c. Résáram régi, kopott csigák, hengerek esetén fordul elő 30/34
31 Szállítóteljesítmény Az extruder működése Sodróáram Torlóáram Eredő térfogatáram 2 csigás, szorosan illeszkedő, nagyobb fordulatszám 2 csigás, szorosan illeszkedő Nyomáskülönbség 31/34
32 Hőmérséklet- és nyomásszabályozás A megfelelő gyártáshoz legalább ismerni kell: hőmérséklet, nyomás, fordulatszám Nyomás: feldolgozás szabályozása, balesetvédelem Fejnyomás: meghatározza a kihozatalt Kapilláris elven vagy nyomórudas/dugattyúszáras 32/34

33 Hőmérséklet és nyomásszabályozás Hőmérsékletmérés a henger zónáiban, szerszámban, akár ömledékben is ON/OFF vagy PID szabályozás Áramlás útjába helyezhető Külső lézeres vagy infravörös eszközök is lehetnek 33/34
34 Köszönöm a figyelmet! Bartos András bartos.andras@mail.bme.hu /34
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
E2/M2. Az extrúzió alapjai
 E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
E2/M2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Az extrúzió alapjai A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
A3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU A LABORGYAKORLAT HELYSZÍNE
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
Extrúzió BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
A3 Kiadva: 2016. február 22. BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEBOLDALON KELL ELLENŐRIZNI! WWW.PT.BME.HU
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok V. előadás Fröccsöntés Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási technológiák
Műanyagfeldolgozó gépek és szerszámok V. előadás Fröccsöntés Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási technológiák
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RBX : 2 részes granulátum gyártó gép kemény műanyagokra
 RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Extruderek működtetése maximális hatékonysággal Minden feldolgozó célja, hogy gépeivel maximális hatékonysággal dolgozzon. Ehhez nem árt néha mások gyakorlatát megismerni, tanácsait
MŰANYAGOK FELDOLGOZÁSA Extruderek működtetése maximális hatékonysággal Minden feldolgozó célja, hogy gépeivel maximális hatékonysággal dolgozzon. Ehhez nem árt néha mások gyakorlatát megismerni, tanácsait
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz
 2015 ősz") Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
Felkészülést segítő kérdések Polimertechnika (BMEGEPTAMT0) 2015 ősz 1. Mi a polimer; monomer; oligomer? 2. Ismertesse a szerkezeti anyagok csoportosítását! 3. Mi a különbség a polimer és a műanyag között?
FORGÓ DOB ELŐFŐZŐ/FŐZŐBERENDEZÉS
 Food Processing Equipment NEAEN RotaBlanch FORGÓ DOB ELŐFŐZŐ/FŐZŐBERENDEZÉS A NEAEN RotaBlanch forgó dob előfőző-berendezést zöldségek, gyümölcsök, saláták, tészták és tengeri ételek konzerválás és fagyasztás
Food Processing Equipment NEAEN RotaBlanch FORGÓ DOB ELŐFŐZŐ/FŐZŐBERENDEZÉS A NEAEN RotaBlanch forgó dob előfőző-berendezést zöldségek, gyümölcsök, saláták, tészták és tengeri ételek konzerválás és fagyasztás
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
A keverés fogalma és csoportosítása
 A keverés A keverés fogalma és csoportosítása olyan vegyipari művelet, melynek célja a homogenizálás (koncentráció-, hőmérséklet-, sűrűség-, viszkozitás kiegyenlítése) vagy a részecskék közvetlenebb érintkezésének
A keverés A keverés fogalma és csoportosítása olyan vegyipari művelet, melynek célja a homogenizálás (koncentráció-, hőmérséklet-, sűrűség-, viszkozitás kiegyenlítése) vagy a részecskék közvetlenebb érintkezésének
Működésbiztonsági veszélyelemzés (Hazard and Operability Studies, HAZOP) MSZ
 MSZ") Működésbiztonsági veszélyelemzés (Hazard and Operability Studies, HAZOP) MSZ-09-960614-87 Célja: a szisztematikus zavar-feltárás, nyomozás. A tervezett működési körülményektől eltérő állapotok azonosítása,
Működésbiztonsági veszélyelemzés (Hazard and Operability Studies, HAZOP) MSZ-09-960614-87 Célja: a szisztematikus zavar-feltárás, nyomozás. A tervezett működési körülményektől eltérő állapotok azonosítása,
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
HÁZI FELADAT KIÍRÁS. 1. ábra Adapter kialakítás
 HÁZI FELADAT KIÍRÁS (Extrúziós technológiák (BMEGEPTMG21) A házi feladat célja egy adott termék gyártásához szükséges extruder szerszám megtervezése, illetve a tervezett szerszámgeometria figyelembevételével
HÁZI FELADAT KIÍRÁS (Extrúziós technológiák (BMEGEPTMG21) A házi feladat célja egy adott termék gyártásához szükséges extruder szerszám megtervezése, illetve a tervezett szerszámgeometria figyelembevételével
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Amit nem, vagy rosszul tudnak az extrudálásról Az extrúzió során a műanyag felhevítése jórészt a súrlódás által, mechanikai energia bevitelével történik. A csiga geometriájának helyes
MŰANYAGOK FELDOLGOZÁSA Amit nem, vagy rosszul tudnak az extrudálásról Az extrúzió során a műanyag felhevítése jórészt a súrlódás által, mechanikai energia bevitelével történik. A csiga geometriájának helyes
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
SCM 012-130 motor. Típus
 SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
Szigetelőanyagok. Műanyagok; fajták és megmunkálás
 Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
Szigetelőanyagok Műanyagok; fajták és megmunkálás Mi a műanyag? Minden rövidebb láncolatú (kis)molekulából mesterségesen előállított óriásmolekulájú anyagot így nevezünk. természetben nem fordul elő eleve
Hőszivattyúk - kompresszor technológiák Január 25. Lurdy Ház
 Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
A POLIPROPILÉN TATREN IM
 TATREN IM 6 56 A POLIPROPILÉN TATREN IM 6 56 blokk kopolimer típust akkumulátor házak, háztartási eszközök, autó - és egyéb műszaki alkatrészek fröccsöntésére fejlesztettük ki, ahol a tartós hőállóság
TATREN IM 6 56 A POLIPROPILÉN TATREN IM 6 56 blokk kopolimer típust akkumulátor házak, háztartási eszközök, autó - és egyéb műszaki alkatrészek fröccsöntésére fejlesztettük ki, ahol a tartós hőállóság
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:
 Dr. Kiss Antal Dr. Kovács Péter Kötelező irodalom: Ajánlott irodalom:") ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
ANNOTÁCIÓ Műanyagalakítás (GEMTT080M) 2 1 g 4 Előtanulmányi feltétel (ETF): nincs Dr. Kiss Antal, a tantárgy előadója I/N, gyakorlati foglalkozást tart I/N. Dr. Kovács Péter a tárgy feleőse. A műanyagok
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés.
 BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
BALINIT bevonatok alkalmazása fémek nyomásos öntésekor. Nagyobb tartósság, jobb termelékenység, megbízhatóbb termelés. Nyomásos öntés A sikeres öntéshez az Oerlikon Balzers az Ön megbízható partnere! A
SCM 012-130 motor. Típus
 SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
V5003F Kombi-VX ELŐBEÁLLÍTHATÓ, TÉRFOGATÁRAM SZABÁLYOZÓ SZELEP
 V5003F Kombi-VX ELŐBEÁLLÍTHATÓ, TÉRFOGATÁRAM SZABÁLYOZÓ SZELEP Alkalmazás TERMÉKADATOK A V5003F Kombi-VX egy automatikus beszabályozó szelep. A szelepet fűtési- és hűtési rendszerek beszabályozására terveztük,
V5003F Kombi-VX ELŐBEÁLLÍTHATÓ, TÉRFOGATÁRAM SZABÁLYOZÓ SZELEP Alkalmazás TERMÉKADATOK A V5003F Kombi-VX egy automatikus beszabályozó szelep. A szelepet fűtési- és hűtési rendszerek beszabályozására terveztük,
passion for precision Nagy teljesítményű NB-RPS SupraCarb HPC maró új teljesítménydimenzióban!
 passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban
 passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban Maximális folyamatbiztonság minimális költségek mellett [ 2 ] A menetformázás biztonságosabb és gazdaságosabb, mint
passion for precision Lightform Steel menetformázó Biztonságos menetkészítés acélban Maximális folyamatbiztonság minimális költségek mellett [ 2 ] A menetformázás biztonságosabb és gazdaságosabb, mint
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
6. Extrúzió szerszám, termék
 6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
Anyagismeret. Polimerek feldolgozás-technológiái. Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék
 Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
Polimer alapanyagok áttekintése 2 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek viselkedése fűtés/hűtés során Termomechanikai görbék Polimerek feldolgozás-technológiái
NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ
 Food Processing Equipment NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ A NEAEN VarioT kapartfalú hőcserélő professzionális, a lehető legjobb megoldást jelenti különböző gyártási folyamatokban. A termék tulajdonságaitól,
Food Processing Equipment NEAEN VarioT KAPARTFALÚ HŐCSERÉLŐ A NEAEN VarioT kapartfalú hőcserélő professzionális, a lehető legjobb megoldást jelenti különböző gyártási folyamatokban. A termék tulajdonságaitól,
KS-409.3 / KS-409.1 ELŐNYPONTOK
 KS-409.3 / KS-409.1 AUTOMATIZÁLT IZOKINETIKUS MINTAVEVŐ MÉRŐKÖR SÓSAV, FLUORIDOK, ILLÉKONY FÉMEK TÖMEGKONCENTRÁCIÓJÁNAK, EMISSZIÓJÁNAK MEGHATÁROZÁSÁRA ELŐNYPONTOK A burkoló csőből könnyen kivehető, tisztítható
KS-409.3 / KS-409.1 AUTOMATIZÁLT IZOKINETIKUS MINTAVEVŐ MÉRŐKÖR SÓSAV, FLUORIDOK, ILLÉKONY FÉMEK TÖMEGKONCENTRÁCIÓJÁNAK, EMISSZIÓJÁNAK MEGHATÁROZÁSÁRA ELŐNYPONTOK A burkoló csőből könnyen kivehető, tisztítható
Műanyagok feldolgozása Miskolczi, Norbert, Pannon Egyetem
 Műanyagok Miskolczi, Norbert, Pannon Egyetem Műanyagok írta Miskolczi, Norbert Publication date 2012 Szerzői jog 2012 Pannon Egyetem A digitális tananyag a Pannon Egyetemen a TÁMOP-4.1.2/A/2-10/1-2010-0012
Műanyagok Miskolczi, Norbert, Pannon Egyetem Műanyagok írta Miskolczi, Norbert Publication date 2012 Szerzői jog 2012 Pannon Egyetem A digitális tananyag a Pannon Egyetemen a TÁMOP-4.1.2/A/2-10/1-2010-0012
SG-50 Központi Daráló
 Központi Daráló Porleválasztó ciklon A darálék a felhordó ventilátoron keresztül a ciklonba kerül. Hűtött vágókamra könnyű alacsony hőmérsékleten tartani az alapanyag darálást Álló és forgó kések Keménység:
Központi Daráló Porleválasztó ciklon A darálék a felhordó ventilátoron keresztül a ciklonba kerül. Hűtött vágókamra könnyű alacsony hőmérsékleten tartani az alapanyag darálást Álló és forgó kések Keménység:
Polimer nanokompozit blendek mechanikai és termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
SZÉCHENYI ISTVÁN EGYETEM Anyagtudományi és Technológiai Tanszék Polimer nanokompozit blendek mechanikai és termikus tulajdonságai Dr. Hargitai Hajnalka, Ibriksz Tamás Mojzes Imre Nano Törzsasztal 2013.
MEZŐGAZDASÁGI GÉP ALKATRÉSZ KENŐANYAG - SZERVIZ Telephely: 7522 Kaposújlak, 610-es Fő út, 095/3 hrsz. Telefon: 82/713-274, 82/714-030, 30/336-9804,
 METAL-FACH bálázók Z562 A Z562 bálázógép gyártásánál a Metal-Fach elsőként az országban alkalmazott olyan innovatív gyártási módszert, ahol a megbízhatóságot és a magas fokú préselést (szorítást) a teljesen
METAL-FACH bálázók Z562 A Z562 bálázógép gyártásánál a Metal-Fach elsőként az országban alkalmazott olyan innovatív gyártási módszert, ahol a megbízhatóságot és a magas fokú préselést (szorítást) a teljesen
Polimer kompozitok technológiái
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok technológiái DR Hargitai Hajnalka 2011.11.30. Polimer kompozit A kompozitok két vagy több
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimer kompozitok technológiái DR Hargitai Hajnalka 2011.11.30. Polimer kompozit A kompozitok két vagy több
Mérnöki alapok 4. előadás
 Mérnöki alapok 4. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék, Budapest, Műegyetem rkp. 3. D ép. 334. Tel: 463-6-80
Mérnöki alapok 4. előadás Készítette: dr. Váradi Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem Gépészmérnöki Kar Hidrodinamikai Rendszerek Tanszék, Budapest, Műegyetem rkp. 3. D ép. 334. Tel: 463-6-80
Öblösüveggyártás kihívásai a XXI században
 Öblösüveggyártás kihívásai a XXI században Vulkáni tevékenységgel felszínre kerül(t) az ÜVEG A vulkáni tevékenységből időnként és helyenként természetes üveg kerül a felszínre Ez a természetes üveg az
Öblösüveggyártás kihívásai a XXI században Vulkáni tevékenységgel felszínre kerül(t) az ÜVEG A vulkáni tevékenységből időnként és helyenként természetes üveg kerül a felszínre Ez a természetes üveg az
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG
 ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
Burkolati jelek Elvárások és lehetőségek
 Burkolati jelek Elvárások és lehetőségek Magyar Plastiroute Kft. Rövid áttekintés Elvárások és lehetőségek Anyagválasztás Felhordási technológiák (gépválasztás) Utánszóró anyagok Új generációs burkolati
Burkolati jelek Elvárások és lehetőségek Magyar Plastiroute Kft. Rövid áttekintés Elvárások és lehetőségek Anyagválasztás Felhordási technológiák (gépválasztás) Utánszóró anyagok Új generációs burkolati
SHD-U EURO GARAT SZÁRÍTÓ CSALÁD
 Forgalmazó: Extrémplast Bt 8000 Székesfehérvár, Berényi út 1/A Tel.:22 784 270, Mobil:70 327 0746 info@extremplast.hu www.extremplast.hu SHD-U EURO GARAT SZÁRÍTÓ CSALÁD SHD-U "EURO" garatszárítók a fentről
Forgalmazó: Extrémplast Bt 8000 Székesfehérvár, Berényi út 1/A Tel.:22 784 270, Mobil:70 327 0746 info@extremplast.hu www.extremplast.hu SHD-U EURO GARAT SZÁRÍTÓ CSALÁD SHD-U "EURO" garatszárítók a fentről
FS-65HDSTV tipusú 3-rétegű flakongyártó gép
 FS-65HDSTV tipusú 3-rétegű flakongyártó gép A FULL SHINE (Tajvan legnagyobb flakongép gyártója) a 2013-as K Kunstoff Messe kiállításon egy 3-rétegű flakonok gyártására alkalmas gépet fog bemutatni, az
FS-65HDSTV tipusú 3-rétegű flakongyártó gép A FULL SHINE (Tajvan legnagyobb flakongép gyártója) a 2013-as K Kunstoff Messe kiállításon egy 3-rétegű flakonok gyártására alkalmas gépet fog bemutatni, az
Használati utasítás KMS Fűmagvető
 Használati utasítás KMS Fűmagvető Gyártó: KMS-Rinklin GmbH Freiburgerstr. 10 Gewerbepark Breisgau D-79427 Eschbach Tel.: +49-7634/505488-0 Fax: +49-7634/505488-20 E-Mail: info@kms-rinklin.de Internet:
Használati utasítás KMS Fűmagvető Gyártó: KMS-Rinklin GmbH Freiburgerstr. 10 Gewerbepark Breisgau D-79427 Eschbach Tel.: +49-7634/505488-0 Fax: +49-7634/505488-20 E-Mail: info@kms-rinklin.de Internet:
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Fémek technológiája ACÉLOK ÁTEDZHETŐ ÁTMÉRŐJÉNEK MEGHATÁROZÁSA Dr. Palotás Béla / Dr. Németh Árpád palotasb@eik.bme.hu A gyakorlat előkészítő előadás fő témakörei Az
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (25/2014. (VIII. 26.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 543 03 Formacikk gyártó Tájékoztató
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
watec Pneumatikus zsaluzás www.watec.at Polimerbeton és helyszíni betonozás alkalmazásával készített monolit rendszerkivitelű tojásszelvényű csatornák
 watec Polimerbeton és helyszíni betonozás alkalmazásával készített monolit rendszerkivitelű tojásszelvényű csatornák 2012 Watec Vertriebs GmbH Helyszíni betonozást alkalmazó korszerű kivitel www.watec.at
watec Polimerbeton és helyszíni betonozás alkalmazásával készített monolit rendszerkivitelű tojásszelvényű csatornák 2012 Watec Vertriebs GmbH Helyszíni betonozást alkalmazó korszerű kivitel www.watec.at
SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. III. feladat Mezőgazdasági gépész. Feladat sorozatjele: Mg III.
 Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT az 56/2016. (VIII. 19.) FM rendelet alapján III. feladat Szakképesítés azonosító száma és megnevezése:
FOLYAMATOS ÜZEMŰ CSAVAROS ELŐFŐZŐ/FŐZŐBERENDEZÉS
 Food Processing Equipment NEAEN ThermoScrew FOLYAMATOS ÜZEMŰ CSAVAROS ELŐFŐZŐ/FŐZŐBERENDEZÉS A NEAEN ThermoScrew folyamatos üzemű csavaros előfőző/ főzőberendezés egy kényelmes és hatékony megoldás az
Food Processing Equipment NEAEN ThermoScrew FOLYAMATOS ÜZEMŰ CSAVAROS ELŐFŐZŐ/FŐZŐBERENDEZÉS A NEAEN ThermoScrew folyamatos üzemű csavaros előfőző/ főzőberendezés egy kényelmes és hatékony megoldás az
Mobilitás és Környezet Konferencia
 Mobilitás és Környezet Konferencia Magyar Tudományos Akadémia Budapest, 01. január 3. Polimer nanokompozitok fejlesztése Dr. Hargitai Hajnalka: PA6/HDPE nanokompozit blendek előállítása és vizsgálata Dr.
Mobilitás és Környezet Konferencia Magyar Tudományos Akadémia Budapest, 01. január 3. Polimer nanokompozitok fejlesztése Dr. Hargitai Hajnalka: PA6/HDPE nanokompozit blendek előállítása és vizsgálata Dr.
Műanyag- és nyomdaipari műszeres mérések. Készítette: Hajsz Tibor GAMF Kecskemét, 2010.5.31.
 Műanyag- és nyomdaipari műszeres mérések Készítette: Hajsz Tibor GAMF Kecskemét, 2010.5.31. Bevezetés Mérési igények: Amit a törvény előír Amit a vevő előír Ami csak magunknak kell Bevezetés Mérési igények:
Műanyag- és nyomdaipari műszeres mérések Készítette: Hajsz Tibor GAMF Kecskemét, 2010.5.31. Bevezetés Mérési igények: Amit a törvény előír Amit a vevő előír Ami csak magunknak kell Bevezetés Mérési igények:
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
A 29/2016. (VIII. 26.) NGM 27/2012. (VIII. 27.) NGM
 NGM 27/2012. (VIII. 27.) NGM") A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsga kérdései a 4. Szakmai követelmények fejezetben megadott témakörök mindegyikét tartalmazza. Egy kiválasztott műanyag
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsga kérdései a 4. Szakmai követelmények fejezetben megadott témakörök mindegyikét tartalmazza. Egy kiválasztott műanyag
6SR. 6 elektromos csőszivattyúk. TELJESÍTMÉNYTARTOMÁNY Szállítási teljesítmény 1000 l/perc-ig (60 m³/óra) Emelési magasság 390 m-ig
 Emelési magasság 390 m-ig") 6SR 6 elektromos csőszivattyúk Tiszta vízhez (Homoktartalom max. g/m³) Háztartási használat Lakossági használat Ipari használat TELJESÍTMÉNYTARTOMÁNY Szállítási teljesítmény l/perc-ig (6 m³/óra) Emelési
6SR 6 elektromos csőszivattyúk Tiszta vízhez (Homoktartalom max. g/m³) Háztartási használat Lakossági használat Ipari használat TELJESÍTMÉNYTARTOMÁNY Szállítási teljesítmény l/perc-ig (6 m³/óra) Emelési
Minden egyben kompakt Szárazlevegős Szárító
 CD Rozsgamentes acél munkafelülület ellenáll a víznek és egyéb más anyagoknak PID szabályzó lehetőséget ad hogy minden napra beállítsunk szárítási időt Szervízablak lehetőséget ad a fő tartály gyors tisztítására
CD Rozsgamentes acél munkafelülület ellenáll a víznek és egyéb más anyagoknak PID szabályzó lehetőséget ad hogy minden napra beállítsunk szárítási időt Szervízablak lehetőséget ad a fő tartály gyors tisztítására
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA
 H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
H01 TEHERAUTÓ ÉS BUSZMODELL SZÉLCSATORNA VIZSGÁLATA 1. A mérés célja A mérési feladat moduláris felépítésű járműmodellen a c D ellenállástényező meghatározása különböző kialakítások esetén, szélcsatornában.
S Z I N T V I Z S G A F E L A D A T
 S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai és vizsgáztatási
S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai és vizsgáztatási
Fali indukciós befúvó DISA-W
 Fali indukciós befúvó DISA-W Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 74 63-980 - 0 Telefax +49 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás...3 Előnyők...3 Működés...3
Fali indukciós befúvó DISA-W Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 74 63-980 - 0 Telefax +49 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás...3 Előnyők...3 Működés...3
SZINIMPEX KFT. ELEKTROMOS FŰTŐELEMEK GYÁRTÁSA ÉS FORGALMAZÁSA
 SZINIMPEX KFT. ELEKTROMOS FŰTŐELEMEK GYÁRTÁSA ÉS FORGALMAZÁSA BEMUTATKOZÁS A Szinimpex Kft. magyar tulajdonban lévő vállalkozás, mely 2013 óta kínál széles választékban elektromos fűtőelemeket, Kecskeméten.
SZINIMPEX KFT. ELEKTROMOS FŰTŐELEMEK GYÁRTÁSA ÉS FORGALMAZÁSA BEMUTATKOZÁS A Szinimpex Kft. magyar tulajdonban lévő vállalkozás, mely 2013 óta kínál széles választékban elektromos fűtőelemeket, Kecskeméten.
6SR. 6" elektromos csőszivattyúk TELJESÍTMÉNYTARTOMÁNY HASZNÁLATI KORLÁTOK ÜZEMBEHELYEZÉS ÉS HASZNÁLAT KIVITELEZÉS ÉS BIZTONSÁGI SZABÁLYOK
 6SR 6" elektromos csőszivattyúk TELJESÍTMÉNYTARTOMÁNY Szállitási teljesítmény l/perc-ig (6 m³/óra) Emelési magasság 39 m-ig HASZNÁLATI KORLÁTOK Folyadékhőhérséklet +35 C Homok tartalom max. g/m³ Telepitési
6SR 6" elektromos csőszivattyúk TELJESÍTMÉNYTARTOMÁNY Szállitási teljesítmény l/perc-ig (6 m³/óra) Emelési magasság 39 m-ig HASZNÁLATI KORLÁTOK Folyadékhőhérséklet +35 C Homok tartalom max. g/m³ Telepitési
4. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
4. feladat Géprajz-Gépelemek (GEGET4B) c. tárgyból a űszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TOKOS TENGELYKAPCSOLÓ méretezése és szerkesztése útmutató segítségével 1. Villamos motorról
Mit nevezünk nehézségi erőnek?
 Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
A tételhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
SZÁLLÍTÓSZALAG ELŐFŐZŐ/FŐZŐBERENDEZÉS
 Food Processing Equipment NEAEN ContiBlanch SZÁLLÍTÓSZALAG ELŐFŐZŐ/FŐZŐBERENDEZÉS szállítószalag előfőző/főzőberendezés olyan termékek széles választékának hőkezelésére szolgál, amelyek az előfőzés vagy
Food Processing Equipment NEAEN ContiBlanch SZÁLLÍTÓSZALAG ELŐFŐZŐ/FŐZŐBERENDEZÉS szállítószalag előfőző/főzőberendezés olyan termékek széles választékának hőkezelésére szolgál, amelyek az előfőzés vagy
METAL-FACH bálacsomagolók
 Z552 - helyben csomagoláshoz MEZŐGAZDASÁGI GÉP ALKATRÉSZ KENŐANYAG - SZERVIZ METAL-FACH bálacsomagolók A Z552 bálacsomagoló helyben történő csomagolásra alkalmas. A traktorhoz hárompont felfüggesztéssel
Z552 - helyben csomagoláshoz MEZŐGAZDASÁGI GÉP ALKATRÉSZ KENŐANYAG - SZERVIZ METAL-FACH bálacsomagolók A Z552 bálacsomagoló helyben történő csomagolásra alkalmas. A traktorhoz hárompont felfüggesztéssel