Műanyagfeldolgozó gépek és szerszámok
|
|
|
- Vince Barta
- 6 évvel ezelőtt
- Látták:
Átírás

1 Műanyagfeldolgozó gépek és szerszámok V. előadás Fröccsöntés Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék
2 Feldolgozási technológiák Hőre lágyuló Hőre nem lágyuló Feldolgozás ömledékállapotban Feldolgozás nagyrugalmas állapotban Kémiai reakciók és alakadás egy időben Kevésbé termelékeny Fúrás, esztergálás, forgácsolás, fűrészelés Extrúzió Fröccsöntés Extrúziós fúvás Kalanderezés Rotációs öntés Termoformázás Fröccsfúvás 2/51





3 Fröccsöntés Szakaszos automatizálás szükséges MFI fröccs típus vs. extrúziós típus Polimer megömlesztése alakadó szerszám hűtés (alak rögzítése) kidobás Méretpontosság, komplex geometriájú termékek gyártása szerszámtervezés Nincs éles átmenet a laboreszköz és gyártóberendezés között! Legfőbb gyártók: Arburg Engel Fanuc Krauss-Maffei Sumitomo Demag Wittman-Battenfeld 3/51

4 Fröccsöntés Szerszámzárás Záróerő felépülése Fröccsegység előre Fröccsöntés Utónyomás Hűtés Tehermentesítés Plasztikálás Fröccsegység hátra Záróerő megszűnés Szerszámnyitás Kidobás Teljes (?) ciklusidő Idő [s] 4/51
![Fröccsöntés Fröccsöntő gép kiválasztásának szempontjai: Maximális fröccsnyomás [bar] Maximális fröccstérfogat [cm 3 ] Maximális záróerő [kn vagy t] Szerszámfelfogólap mérete (vezetőoszlopok!](/docs-images/93/113144777/images/5-2.jpg ") [mm] Elektromos, hidraulikus vagy hibrid?")
5 Fröccsöntés Fröccsöntő gép kiválasztásának szempontjai: Maximális fröccsnyomás [bar] Maximális fröccstérfogat [cm 3 ] Maximális záróerő [kn vagy t] Szerszámfelfogólap mérete (vezetőoszlopok!) [mm] Elektromos, hidraulikus vagy hibrid? Anyag (szilárd) Alakadás (ömledék) Termék (szilárd) Hőbevezetés Hőelvonás Fröccsegység: szilárd granulátum megömlesztése és szerszámba juttatása 5/51



6 Fröccsöntő gép részei 6/51



7 Vezérlés Felhasználóbarát kezelőfelület Gyártási paraméterek beállítása, elmentése Gyártás folyamatos online ellenőrzése Nyomás- és útdiagramok kirajzolása, hibaüzenetek Út szerinti vezérlés Nyomás szerinti vezérlés Idő szerinti vezérlés 7/51


8 Meghajtási lehetőségek hidraulikus gépek Hidraulikus meghajtás az első fröccsöntő gépek Hengerek, dugattyúk és nagy nyomással préselt olaj végzi a mozgásokat és az erő fenntartását Motorok, szivattyúk, szelepek, csőrendszer, tömítések, olajtartály A tartály méretezése fontos Olaj minőségét ellenőrizni kell Habosodás kilevegőztetés Szennyeződés, dugulás olajcsere Analóg vagy digitális vezérlés 8/51
 Olajtartály; 2) Szivattyú; 3) Nyomáshatároló szelep; 4-5) Útváltó szelepek; 6)")
9 Meghajtási lehetőségek hidraulikus gépek Az olajtartályból szivattyú segítségével nagy nyomású folyadék lesz Szelepeken, csöveken áramolva munkát végez a munkahengerben A nyomásvesztett olaj visszakerül a tartályba Az áramló olaj ellátja a kenési és hővezetési funkciókat is Olaj viszkozitása fontos T függés 1) Olajtartály; 2) Szivattyú; 3) Nyomáshatároló szelep; 4-5) Útváltó szelepek; 6) Nyomáshatároló szelep; 7) Fojtószelep ;8) Dugattyús munkahenger; 9) Mozgatandó egység; P) Nyomóág; T) Visszafolyó ág 9/51

 Nyomások")
10 Meghajtási lehetőségek elektromech. gépek Állandó vagy változtatható sebességű villamos motorok Csiga forgatása váltó segítségével A tekercsbe meghatározott áramot és feszültséget juttatva a csiga fordulatszáma fokozatmentesen állítható Kenőzsír/olaj használata szükséges (mozgások itt is vannak) Nyomások mérése szenzorokkal Villamos áramot alakít át mechanikus energiává 10/51
11 Meghajtási lehetőségek elektromech. gépek Szervomotorok alkalmazása (villamos, pneumatikus, hidraulikus) Bemenő jel: feszültség vagy áram, kimenő jel: szögelfordulás, elmozdulás Rendkívül rövid, gyors indulás, adott pozícióba nagyon pontos beállás Követelmények: Fordulatszám változtatás tág határok között Forgásirány gyorsan és egyszerűen változtatható legyen Gyors működésű legyen (nagy indítónyomaték) Stabil fordulatszám-nyomaték jelleggörbe széles határok között Lehet AC vagy DC 11/51

12 Meghajtási lehetőségek elektromech. gépek A meghajtás főbb részei Szervomotor Távadó Fordulatszám szabályozó egység Hajtómű Szerszám nyitás-zárás könyökemelős mechanizmussal Olaj vagy zsírkenés mozgó elemeknél Szabályozórendszer 12/51
13 Meghajtási lehetőségek elektromech. gépek Zárásra, csiga forgatásra, csiga előre mozgatására (dugattyú mozgás) és a kilökésre külön motor Mikroprocesszorok alkalmazásával gyors visszacsatolások a különböző egységek motorjai között Akár mikrométeres pontosság a mozgásokban A különböző egységek mozgásai átfedhetnek ciklusidő Állítható sebességű meghajtások egyszerre növelik a hatékonyságot és kímélik a gépet ( lágy indítások) 13/51
14 Meghajtási lehetőségek összehasonlítás Elektromechanikus gépek előnyei a hidraulikussal szemben: Olajmentes mozgás (tömítettség, szennyeződések, HŰTÉS!) Kisebb átadott hő a környezetnek Különböző mozgások átlapolhatók Gyors indítás és mozgások Kevesebb felügyeletet igényel az operátor részéről Jobb hatásfok és reprodukálhatóság Alacsonyabb zajszint (70 db alatti) Hátrányok: Drágább Kisebb méretű fröccsöntő gépekhez Sokkal több alkatrész, minden mozgáshoz külön szervomotor Szerszámzárás és befröccsöntés nagysága 14/51
15 Meghajtási lehetőségek összehasonlítás Hidraulikus és elektromechanikus gépek összehasonlítása: g 15/51
16 Meghajtási lehetőségek hibrid gépek Elektromechanikus gépek hátrányai (sokkal kisebb záróerő, kisebb fröccstérfogat, gyengébb alkatrészek, drága csere) Megoldás: hibrid meghajtás A két korábbi technika előnyeinek ötvözése: a hidraulikus gépek kiváló záróereje (kialakítása és megtartása egyaránt) és az elektromechanikus gépek gyors, precíz mozgása egyben Sokszínűség lehetséges kombinációk növelik a gyártás rugalmasságát Változtatható sebességű AC meghajtás a fix DC szivattyúk helyett Kevesebb leállás 16/51

17 Meghajtási lehetőségek hibrid gépek Hibrid meghajtású fröccsöntő gép: 17/51


18 Záróegység, zárószerkezet Záróegység feladata: szerszám mozgatása és záróerő megtartása, kidobó szerkezet mozgatása Záróerő > nyitóerő Két fészkes szerszám Levetített felület A záróegység összetartó erejét lehetőleg 80 %-nál nagyobb mértékben nem szokás igénybe venni! Beömlő Termék Záróerő kn = p A 18/51
19 Záróegység, zárószerkezet Szerszám zárva Magasságállítás, nullpont állítás szerszámcserénél Oszlopos és oszlop nélküli gépek Nyitás-zárás során a sebességprofil állítható 19/51


20 Oszlopos szerszámzárás csoportosítás Az álló szerszámfelfogó és támasztólap közötti 4 hengeres elem a mozgó szerszámlap vezetéséhez Két alsó vezetősín 20/51
21 Hidraulikus szerszámzárás Mozgólap és támasztó lap között hidraulikus munkahengerek Gyorsjáratú henger és zárásért felelős henger Dugattyú a támasztólaphoz, hengere egy sokkal nagyobb záródugattyúval közvetlenül a mozgó laphoz csatlakozik Kis keresztmetszet miatt kevés olajjal gyors mozgás, nagy záróerő kialakítására nem alkalmas 0,2-0,3 mm-ig ezzel mozgatunk Mozgás közben a záródugattyú is előre mozog, a mögötte lévő térrész olajjal telítődik A szelep lezár, nagynyomású olaj a nagy felületű záródugattyúhoz jut +Megfelelő temperálás mellett precíz záróerőbeállítás +A záróerő széles határok között változtatható -Maximális záróerő közelében dolgozva könnyen nyílik 21/51


22 Hidraulikus szerszámzárás 22/51


23 Mechanikus szerszámzárás Fontos a hátsó támasztólap megfelelő pozícionálása Könyökemelős mechanizmus teljesen kifeszített állapotába kerül (Fogaskerekek szinkronban történő mozgatásával lehet elérni) +Karok kifeszítéséhez kis erő szükséges, ezt követően a könyökemelő öntartó -A csuklók folyamatos kenése szükséges -Záróerő csak szűk határok között változtatható 23/51
 Támasztólap elhagyása miatt a gép lerövidül Kis záróerők esetén a könyökemelőssel nem tudják felvenni a versenyt")
24 Kombinált vagy DUO szerszámzárás Gyorsjáratú szerszámzárás Mozgó lapot mechanikusan az oszlopokhoz reteszelik Minden oszlopot hidraulikus munkahengerrel meghúznak Záróerő DUO: a támasztólap elhagyása Nagy záróerő (5000 kn felett) Támasztólap elhagyása miatt a gép lerövidül Kis záróerők esetén a könyökemelőssel nem tudják felvenni a versenyt 24/51

25 DUO szerszámzárás DUO fröccsöntő gép: 25/51


26 Oszlop nélküli szerszámzárás 1989-ben mutatták be elsőként kn +Nagyobb szerszám is felhelyezhető +Az oszlopok nem akadályozzák a megközelíthetőséget +Termék eltávolítás egyszerűbb +Nem szükséges kenés az oszlopokon -Hatalmas gépek, nagy tömeggel -A kilökő szerkezet korlátozott megközelíthetősége -Nehéz hozzáférés a fúvókához 26/51
27 Oszlop nélküli szerszámzárás 27/51
Álló szerszámfelfogó lap; 13)Egységet mozgató munkahenger; 14)Gépállvány; 15)Garathűtés; 16)Garat; 17)Fröccsegység csúszósín; 18-19)")
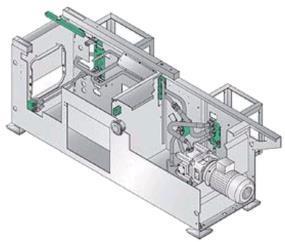
28 Fröccsegység 1)Henger; 2)Csiga; 3)Csigacsúcs, zárógyűrű; 4)Fűtőtest; 5)Fúvóka; 6)Hőszenzor; 7)Fűtőtestek, védőburkolat; 8)Adagolótölcsér; 9-10) Hajtómű; 11) Csigaforgató motor; 12)Álló szerszámfelfogó lap; 13)Egységet mozgató munkahenger; 14)Gépállvány; 15)Garathűtés; 16)Garat; 17)Fröccsegység csúszósín; 18-19) Meghajtás 28/51
29 Fröccsegység Csiga forgatásával anyagot plasztikál a csigacsúcs elé Szerszámzárás után szorosan az álló laphoz illeszkedik Nagy nyomással az ömledéket a fúvókán keresztül a szerszámba juttatja (csiga dugattyú mozgást végez) Az egész fröccsegység előre-, illetve hátra mozgást végez Utónyomás után hátrajár (mindig?) a káros hőtranszport miatt Csiga és csigaelemek kopásának mértéke fontos tényező Az alkalmazható fordulatszám az átmérővel fordítottan arányos Kis átmérő: 400 min -1 Nagy átmérő: min -1 Függ az anyagtól is 29/51
30 Fröccsegység Garat hőmérséklete Fúvóka hőmérséklete T öml [ C] T csiga [ C] T megömlési [ C] Homogenizáló zóna Kompressziós zóna Behúzó zóna L csiga [mm] 30/51
 Általában 20 L/D Igények: jó keverési hatásfok, jó ömledék- és")
 Univerzális, Barrier,")
31 A csiga kialakítása Komplett kialakítás (zónák, keverőelemek, zárógyűrű, csigacsúcs) Általában 20 L/D Igények: jó keverési hatásfok, jó ömledék- és termikus homogenitás, minimális kopás, öntisztuló legyen, univerzális legyen (amorf és kristályosra egyaránt jó) Univerzális, Barrier, kigázosító 31/51

32 A csiga kialakítása Anyaga: acél, elvárások: kiváló korrózióállóság, hőállóság, szilárdság és szívósság, illetve kopásállóság Üvegszál, ásványi töltőanyagok: felületkezelés kell Hőkezelés: nitridált, nikkelezett, krómozott, átedzett Befogatás Csiga Csigacsúcs Keverőelem 32/51
33 A csiga kialakítása Kis L/D arányú csiga Ömledék rövidebb tartózkodási ideje a fröccshengerben Fröccsöntő gép kisebb helyet foglal el Kisebb nyomaték szükséges, kisebb csiga kevésbé hajlik ki Csigára kisebb erő hat Olcsóbb berendezés, olcsóbb karbantartás Nagy L/D arányú csiga Változtatható csigakonfiguráció, így egyenletesebb kihozatal és jobb keveredés érhető el Nagyobb teljesítmény, nagyobb anyagkihozatal Nagyobb fröccsnyomásokat lehet kialakítani Homogénebb ömledék kisebb nyírás mellett a több fűtési zónával 33/51
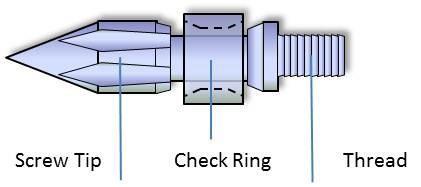
34 A csiga kialakítása Befogatás: csigakialakítástól függetlenül leggyakrabban bordás tengely könnyű kialakíthatóság, jó alkalmazhatóság forgó és vízszintes irányú mozgásnál egyaránt Csiga: 20 L/D (8-7-5), magprogresszív, menetprogresszív Keverőelemek: statikus és dinamikus Csigacsúcs a zárógyűrűvel (visszaáramlás gátló): lehetővé teszi a dugattyúmozgást 34/51
35 Keverőelemek Az ömledék megfelelő homogenitását (hőmérsékletben is) biztosítják Diszperzív vagy disztributív keverés Adalékanyagok (mesterkeverék) tökéletes elkeverése A szilárdanyag- és ömledék-szállítási zónában a keveredés csekély, kompressziós zónában nagy nyíró igénybevétel A keverőelemek intenzív irányváltozást okoznak 35/51

")


36 Keverőelemek Dinamikus keverőelemek a csigával együtt mozognak, a csiga egy különálló része (ömledékszállító zóna után) Csökkenti a csiga hatékony hosszát Csökkenti a plasztikálási teljesítményt A termikus degradáció érzékeny anyagoknál kerülni kell (tartózkodási idő) 36/51




37 Keverőelemek Statikus keverőelemek a fúvókába integrálható Nem mozog, keverőhatást bonyolult geometriával éri el (az ömledéket folyamatos irányváltásra kényszeríti) Nem csökkenti a csiga hasznos hosszát StaMixCo LLC. 90 -ban elforgatott keverőelemek Zeg-zugos áramlás 1 elem mm 37/51

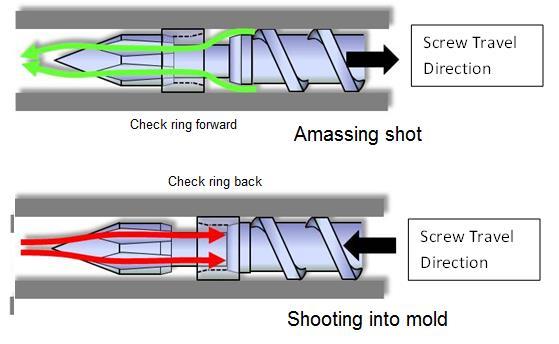
38 Csigacsúcs, visszaáramlás gátló A fröccsöntő csiga legfontosabb eleme 3 fő részből áll: csigacsúcs (alaptest), zárógyűrű, tartógyűrű Általában 3 áttörés a csigacsúcson Plasztikálás: ömledék nyomása miatt a zárógyűrű előre mozog szabad áramlás Fröccsöntéskor a csiga előre mozdul, az ömledék a zárógyűrűt a támasztógyűrűre nyomja nincs visszaáramlás PVC és hőre nem lágyuló anyag esetében nem használjuk (η) 38/51
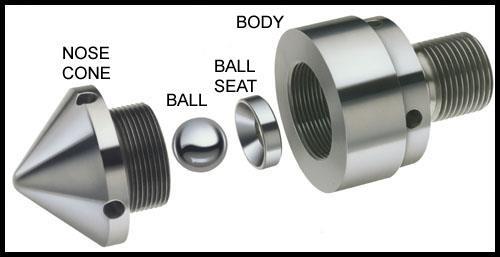

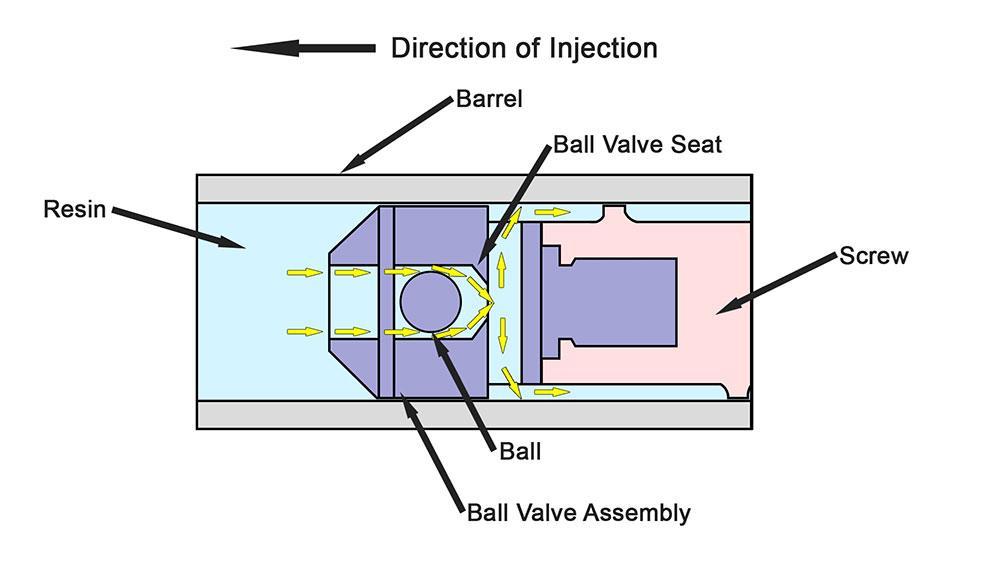
39 Csigacsúcs, visszaáramlás gátló Golyós visszáramlás gátló 39/51
40 Csigacsúcs, visszaáramlás gátló 1-3D közötti adagolási úthossz (1D: anyagpárna) Anyagpárna: ne koppanjon fel a csiga (fúvóka és csigacsúcs) >3D úthossz: levegő juthat a szerszámba (degradáció, termékhibák) Nyomásesés fröccsöntés során: rossz zárás, zárógyűrű kopása, szennyeződés szorult alá 40/51

41 Fúvóka kialakítások Fröccsegység és szerszám közötti kapcsolat megteremtése Hogyan fog az ömledék a szerszámba jutni? Fúvóka tökéletes felfekvése a beömlő perselyre Mindkét felület tökéletesen sík Beömlő persely felületének sugara nagyobb, mint a fúvóka felületének sugara A fúvóka furatának sugara kisebb legyen, mint a beömlő perselyé (hirtelen irányváltás, degradáció) Megfelelő erő kialakítása a fröccsegység és a szerszám között Egytengelyűség 41/51


42 Fúvóka kialakítások A hengerhez menetes véggel csatlakoznak De legalább könnyen cserélhető 42/51

43 Fúvóka kialakítások Fúvóka (és furat) átmérője Típusai: nyitott, merülő, zárt (önzáró) Fröccsegység hátra, majd plasztikálás, vagy plasztikálás és fröccsegység hátra? Az ömledék viszkozitásától és az alkalmazott fúvóka típusától függ Ha a két folyamat egyszerre megy, rövidebb ciklusidő 43/51

44 Fúvóka kialakítások Nyitott fúvóka Egyszerű geometria, könnyű kialakítás, könnyebb tisztítás Az ömledék áramlása kíméletes, kisebb a beégés veszélye Gázképződés esetén ezt használják Az ömledék nem folyhat ki a nyitott résen keresztül a plasztikálás után (hogyan?) R = r+1 (beömlő persely íve 1 mm-el nagyobb sugarú, mint a fúvókáé) D = d+1 (beömlő persely átmérője 1 mm-el nagyobb, mint a fúvókáé) 1) Fúvóka 2) Fűtés 3) Beömlő persely 4) Szerszámtest 44/51
45 Fúvóka kialakítások Merülő fúvóka Síkfelületű, forrócsatornás szerszámok esetében Zárt fúvóka Kis viszkozitású anyagok esetében (pl. PA, PBT) Bonyolultabb kialakítás Ömledék útját nyitni, zárni kell Zárás lehet mechanikusan, rugóval, sűrített levegővel 45/51



46 Fúvóka kialakítások Sűrített levegős zárás Mechanikus zárás Rugós fúvóka zárás 46/51
47 Henger fűtése, hűtése Elsősorban elektromos fűtőelemek Szorosan illeszkedik a hengerhez, első felfűtés után csavarok meghúzása Garat hűtése Csigacsúcs, fúvóka fűtése 47/51

48 Fröccsöntő gép kiválasztása 48/51

49 Fröccsöntő gép kiválasztása 49/51


50 Fröccsöntő gép kiválasztása 50/51
51 Köszönöm a figyelmet! Bartos András bartos.andras@mail.bme.hu /51
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
7. Fröccsöntés általános szempontok, folyamatok
 7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
7. Fröccsöntés általános szempontok, folyamatok Bevezetés A folyamat elemi lépései A fröccsöntőgép részei plasztikáló- és fröccsegység szerszámzáró egység, szerszám A fröccsciklus A fröccsöntési folyamat
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
Műanyagfeldolgozó gépek és szerszámok 2. előadás Az extrudálás technológiája Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Feldolgozási
ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS FRÖCCSÖNTŐ GÉP GIANT sorozat
 Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
Nem jeleníthető meg a csatolt kép. Lehet, hogy a fájlt áthelyezték, átnevezték vagy törölték. Győződjön meg arról, hogy a csatolás a megfelelő fájlra és helyre mutat. ASIAN PLASTIC NAGY ZÁRÓEREJŰ KÖNYÖKEMELŐS
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
KTS SZERVO SOROZAT FRÖCCSÖNTŐGÉP
 KTS SZERVO SOROZAT FRÖCCSÖNTŐGÉP A Forstar KTS szervo fröccsöntőgép sorozat a hatékonyság, energiatakarékosság, pontosság és környezetvédelem szempontjait szem előtt tartva lett megtervezve. Ötvözi a hagyományos
KTS SZERVO SOROZAT FRÖCCSÖNTŐGÉP A Forstar KTS szervo fröccsöntőgép sorozat a hatékonyság, energiatakarékosság, pontosság és környezetvédelem szempontjait szem előtt tartva lett megtervezve. Ötvözi a hagyományos
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Teljesen elektromos fröccsöntő gépek
 A MÛANYAGOK FELDOLGOZÁSA 2.2 Teljesen elektromos fröccsöntő gépek Tárgyszavak: műanyag-feldolgozás; fröccsöntés; teljesen villamos üzemű fröccsöntő gép; gépgyártók. A teljesen elektromos fröccsöntő gépekkel
A MÛANYAGOK FELDOLGOZÁSA 2.2 Teljesen elektromos fröccsöntő gépek Tárgyszavak: műanyag-feldolgozás; fröccsöntés; teljesen villamos üzemű fröccsöntő gép; gépgyártók. A teljesen elektromos fröccsöntő gépekkel
A tételhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
A vizsgafeladat ismertetése: A központilag összeállított szóbeli feladat tartalmazza az alábbi témaköröket: Fröccsöntés technológiájának legfontosabb paraméterei Műanyagok megömlesztésének paraméterei
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG
 ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
ÁRA: 38.300 Euro MINŐSÉG.MEGBÍZHATÓSÁG.HATÉKONYSÁG ECO sorozat... ECO 130-420 gép jellemzők Start-stop inverter rendszer 30-70% energia megtakarítást eredményez LG (Korea) PLC vezérlés 7.2-es vagy 8.4-es
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás, melynek
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE
 9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
9. Gyakorlat HŐRE LÁGYULÓ MŰANYAGOK FRÖCCSÖNTÉSE 9.1 BEVEZETÉS A fröccsöntés a polimer késztermékek előállítására alkalmas módszerek közül a legsokoldalúbb és a legdinamikusabban fejlődő, szakaszos eljárás,
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
7. Próbagyártás ASIAN PLASTIC
 7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
7. Próbagyártás 7.1 Gyártás előtti ellenőrzési pontok Bármilyen ismert eltérést vagy hibát ki kell javítani a gép beindítása előtt. Sz. Ellenörző pontok Ellen- Megj. őrizve 1. Távolítsa el a rozsdagátló
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
CDC 2000 Vezérlő 7. Vezérlőelemek figyelése Asian Plastic
 7.1 Programsorok szerkesztése Menü 36 Ez a menü akkor használatos, ha a számítógép program figyelése vagy karbantartása szükségessé válik. Csakis képzett szakember változtathat a programon. Nem szakszerű
7.1 Programsorok szerkesztése Menü 36 Ez a menü akkor használatos, ha a számítógép program figyelése vagy karbantartása szükségessé válik. Csakis képzett szakember változtathat a programon. Nem szakszerű
Útváltók. Fenyvesi D. Dr. Harkay G. OE-BGK
 Útváltók Fenyvesi D. Dr. Harkay G. OE-BGK Irányítóelemek Irányítóelemek A hidraulikus rendszer alapvető irányítási feladatait, a működtetett rendszer igényei határozzák meg, mint pl. Mozgásirány: útváltók.
Útváltók Fenyvesi D. Dr. Harkay G. OE-BGK Irányítóelemek Irányítóelemek A hidraulikus rendszer alapvető irányítási feladatait, a működtetett rendszer igényei határozzák meg, mint pl. Mozgásirány: útváltók.
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
CDC 2000 Vezérlő 2.Működési módok Asian Plastic
 2.1 Rendszer teszt Menü 00 Bekapcsoláskor a 00 számú menü jelenik meg a képernyőn 3 mp időtartamig, amíg az elektromos rendszer teszteli önmagát. A menüben megjelenő információk gép specifikusak, változtatni
2.1 Rendszer teszt Menü 00 Bekapcsoláskor a 00 számú menü jelenik meg a képernyőn 3 mp időtartamig, amíg az elektromos rendszer teszteli önmagát. A menüben megjelenő információk gép specifikusak, változtatni
FS-65HDSTV tipusú 3-rétegű flakongyártó gép
 FS-65HDSTV tipusú 3-rétegű flakongyártó gép A FULL SHINE (Tajvan legnagyobb flakongép gyártója) a 2013-as K Kunstoff Messe kiállításon egy 3-rétegű flakonok gyártására alkalmas gépet fog bemutatni, az
FS-65HDSTV tipusú 3-rétegű flakongyártó gép A FULL SHINE (Tajvan legnagyobb flakongép gyártója) a 2013-as K Kunstoff Messe kiállításon egy 3-rétegű flakonok gyártására alkalmas gépet fog bemutatni, az
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
Műanyagfeldolgozó gépek és szerszámok I. előadás Előkészítési lépések Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék A tantárgy
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása
 FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
FLAP hajlékonyszárnyú nyílóajtó Szerelési utasítása Verzió: 02/2002 Dátum: 2002. október Fordította: Dvorák László -2 1. ábra. Kézi mûködtetésû flap Rögzítse az (A) helyezõ fülekkel szerelt (igény esetén
Hidrosztatikus hajtások, Szivattyúk és motorok BMEGEVGAG11
 Hidrosztatikus hajtások, Szivattyúk és motorok BMEGEVGAG11 Dr. Hős Csaba, csaba.hos@hds.bme.hu 2013. november 4. Áttekintés 1 Főbb típusok 2 Dugattyús gépek 3 Forgó géptípusok Főbb típusok Dugattyús gépek
Hidrosztatikus hajtások, Szivattyúk és motorok BMEGEVGAG11 Dr. Hős Csaba, csaba.hos@hds.bme.hu 2013. november 4. Áttekintés 1 Főbb típusok 2 Dugattyús gépek 3 Forgó géptípusok Főbb típusok Dugattyús gépek
Hidrosztatikus hajtások, Szivattyúk és motorok BMEGEVGAG11
 Hidrosztatikus hajtások, Szivattyúk és motorok BMEGEVGAG11 Dr. Hős Csaba, csaba.hos@hds.bme.hu 2018. október 9. Áttekintés 1 Főbb típusok 2 Dugattyús gépek 3 Forgó géptípusok Főbb típusok Dugattyús gépek:
Hidrosztatikus hajtások, Szivattyúk és motorok BMEGEVGAG11 Dr. Hős Csaba, csaba.hos@hds.bme.hu 2018. október 9. Áttekintés 1 Főbb típusok 2 Dugattyús gépek 3 Forgó géptípusok Főbb típusok Dugattyús gépek:
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Fröccsöntés BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE
 B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
B3 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Fröccsöntés HŐRE LÁGYULÓ POLIMEREK FRÖCCSÖNTÉSE A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON KELL ELLENŐRIZNI!
V. Moldex3D Szeminárium - econ Felhasználói Találkozó
 V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
PROGRAM ÁTTEKINTŐ. Gyártástechnológiai elemek és rendszerek. Munkadarab befogástechnika. Hidraulikus rögzítőhengerek
 PROGRAM ÁTTEKINTŐ Gyártástechnológiai elemek és rendszerek Munkadarab befogástechnika Hidraulikus rögzítőhengerek Nyomás előállító egységek Hidraulikus rögzítő és ipari tápegységek Szerelés- és kezeléstechnikai
PROGRAM ÁTTEKINTŐ Gyártástechnológiai elemek és rendszerek Munkadarab befogástechnika Hidraulikus rögzítőhengerek Nyomás előállító egységek Hidraulikus rögzítő és ipari tápegységek Szerelés- és kezeléstechnikai
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
4. Pneumatikus útszelepek működése
 4. Pneumatikus útszelepek működése Elektromos, direkt vezérlésű szelepek működése A közvetlen, vagy direkt vezérlésű útszelepek szerkezeti kialakításuk szerint - jellemzően - ülékes szelepek, ahol a szeleptányér
4. Pneumatikus útszelepek működése Elektromos, direkt vezérlésű szelepek működése A közvetlen, vagy direkt vezérlésű útszelepek szerkezeti kialakításuk szerint - jellemzően - ülékes szelepek, ahol a szeleptányér
CDC 2000 Vezérlő 4. Fröccsegység beállítások Asian Plastic
 4.1 Befröccsöntés Menü 11 A képernyő tartalmát három részre oszthatjuk. A felső harmadban a befröccsöntés, a középső harmadban az utánnyomás, az alsó harmadban pedig egyéb beállításokat végezhetünk. Anyagpárna:
4.1 Befröccsöntés Menü 11 A képernyő tartalmát három részre oszthatjuk. A felső harmadban a befröccsöntés, a középső harmadban az utánnyomás, az alsó harmadban pedig egyéb beállításokat végezhetünk. Anyagpárna:
Megújult külső. Újratervezett műszerfal és kormányoszlop. Modern megjelenés és tökéletes rálátás a gép körüli területekre.
 Megújult külső Újratervezett műszerfal és kormányoszlop. Modern megjelenés és tökéletes rálátás a gép körüli területekre. Jóval kisebb erőfeszítés szükséges az előre/hátrameneti pedál működtetéséhez. A
Megújult külső Újratervezett műszerfal és kormányoszlop. Modern megjelenés és tökéletes rálátás a gép körüli területekre. Jóval kisebb erőfeszítés szükséges az előre/hátrameneti pedál működtetéséhez. A
AIRPOL PRM frekvenciaváltós csavarkompresszorok. Airpol PRM frekvenciaváltós csavarkompresszorok
 Airpol PRM frekvenciaváltós csavarkompresszorok Az Airpol PRM frekvenciaváltós csavarkompresszorok változtatható sebességű meghajtással rendelkeznek 50-100%-ig. Ha a sűrített levegő fogyasztás kevesebb,
Airpol PRM frekvenciaváltós csavarkompresszorok Az Airpol PRM frekvenciaváltós csavarkompresszorok változtatható sebességű meghajtással rendelkeznek 50-100%-ig. Ha a sűrített levegő fogyasztás kevesebb,
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear B / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Pro Xp Európai termékbevezetés
 Pro Xp Európai termékbevezetés 1 Pro Xp Program Általános javulások Préslevegős porlasztású pisztolyok Levegőrásegítéses Airless pisztolyok Tartozékok Garancia és javítás 2 Pro Xp Általános javulások Alacsonyabb
Pro Xp Európai termékbevezetés 1 Pro Xp Program Általános javulások Préslevegős porlasztású pisztolyok Levegőrásegítéses Airless pisztolyok Tartozékok Garancia és javítás 2 Pro Xp Általános javulások Alacsonyabb
KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV
 KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV Kettős könyökcsuklós műanyag fröccsöntőgép SUPERMASTER SM50 - SM450 Sorozat MACHINERY CO., LTD. TAIWAN Előszó Tisztelt vásárló! Köszönjük, hogy megtisztelt bennünket
KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV Kettős könyökcsuklós műanyag fröccsöntőgép SUPERMASTER SM50 - SM450 Sorozat MACHINERY CO., LTD. TAIWAN Előszó Tisztelt vásárló! Köszönjük, hogy megtisztelt bennünket
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
EGYÉB HIDRAULIKUS ALKATRÉSZEK
 EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
SCM 012-130 motor. Típus
 SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU SAE A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
www.electromega.hu AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE
 AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE MI AZ AUTÓK LÉNYEGE? Rövid szabályozott robbanások sorozatán eljutni A -ból B -be. MI IS KELL EHHEZ? MOTOR melyben a robbanások erejéből adódó alternáló mozgást először
AZ ELEKTROMOS AUTÓZÁS ELŐNYEI, JÖVŐJE MI AZ AUTÓK LÉNYEGE? Rövid szabályozott robbanások sorozatán eljutni A -ból B -be. MI IS KELL EHHEZ? MOTOR melyben a robbanások erejéből adódó alternáló mozgást először
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben szereplő szakmai követelménymodulok témaköreit tartalmazza A tételekhez
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben szereplő szakmai követelménymodulok témaköreit tartalmazza A tételekhez
Az állítószelepek Típus 3222 együlékes átmeneti szelepből és erőzáró villamos állítóműből vagy pneumatikus állítóműből állnak.
 Villamos állítószelepek Típus 3222/5857, 3222/5824, 3222/5825 Pneumatikus állítószelepek Típus 3222/2780-1, 3222/2780-2 Együlékes átmeneti szelep Típus 3222 Alkalmazás A fűtés-, szellőzés- és klímatechnikában
Villamos állítószelepek Típus 3222/5857, 3222/5824, 3222/5825 Pneumatikus állítószelepek Típus 3222/2780-1, 3222/2780-2 Együlékes átmeneti szelep Típus 3222 Alkalmazás A fűtés-, szellőzés- és klímatechnikában
Teljesítmény, pontosság és biztonság a tűzifavágás során.
 , pontosság és biztonság a tűzifavágás során. 29 A rönkhasítók a tűzifa-előkészítés speciális eszközei. Hosszában vágják el a törzseket, így biztosítják könnyű darabolásukat a kazánok, kandallók és kályhák
, pontosság és biztonság a tűzifavágás során. 29 A rönkhasítók a tűzifa-előkészítés speciális eszközei. Hosszában vágják el a törzseket, így biztosítják könnyű darabolásukat a kazánok, kandallók és kályhák
Alaplapos útváltó Cetop5 / NG10
 Alaplapos útváltó Cetop5 / NG10 HM03-AD5.1 ARON útváltó alaplapos beépítéshez, csatlakozó furatkép CETOP RP 121H 4.2.4.05 és/vagy UNI ISO 4401-AC-05-4-A szerint. Nagy megengedett térfogatárammal és magas
Alaplapos útváltó Cetop5 / NG10 HM03-AD5.1 ARON útváltó alaplapos beépítéshez, csatlakozó furatkép CETOP RP 121H 4.2.4.05 és/vagy UNI ISO 4401-AC-05-4-A szerint. Nagy megengedett térfogatárammal és magas
Airvent típusú előlap: ÖV FRONT - XXX - X Airvent típusú állítható lamellás perdületes befúvó dobozzal együtt:
 ÖV/ÖVB állítható lamellás perdületes befúvó Alkalmazási terület Állítható lamellás perdületes mennyezeti elemek, melyek nagyobb hőmérsékletkülönbség esetén is alkalmazhatók befúvásra és elszívásra egyaránt.
ÖV/ÖVB állítható lamellás perdületes befúvó Alkalmazási terület Állítható lamellás perdületes mennyezeti elemek, melyek nagyobb hőmérsékletkülönbség esetén is alkalmazhatók befúvásra és elszívásra egyaránt.
MŰANYAGOK FELDOLGOZÁSA
 MŰANYAGOK FELDOLGOZÁSA Precíziós fröccsöntés Az elektromos meghajtású fröccsgépek gyártói gépeiket precíziós berendezésként pozicionálják. Kiállják-e az összehasonlítást más típusú gépekkel? A befröccsöntött
MŰANYAGOK FELDOLGOZÁSA Precíziós fröccsöntés Az elektromos meghajtású fröccsgépek gyártói gépeiket precíziós berendezésként pozicionálják. Kiállják-e az összehasonlítást más típusú gépekkel? A befröccsöntött
2. építésű szivattyú alternatívák Zárólapba épített nyomás és térfogat szelepek. 2. építésű szivattyú, VS Zárólapba épített fix nyomáshatárolóval
 2. építésű szivattyú alternatívák Zárólapba épített nyomás és térfogat szelepek. HM03-2TKSC.1 VS.P.T.PT.FR.FR.PT Beépített szelep alternatívák jelölés nélkül= alapkivitel Beépített fix nyomáshatárolóval
2. építésű szivattyú alternatívák Zárólapba épített nyomás és térfogat szelepek. HM03-2TKSC.1 VS.P.T.PT.FR.FR.PT Beépített szelep alternatívák jelölés nélkül= alapkivitel Beépített fix nyomáshatárolóval
EGYÉB HIDRAULIKUS ALKATRÉSZEK
 EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
EGYÉB HIDRAULIKUS ALKATRÉSZEK PNEUMATIKUS KAPCSOLÓK 402-400CP1SI 1 utas pneumatikus kapcsoló 402-CP2SI 2 utas pneumatikus kapcsoló 402-CP3SI 3 utas pneumatikus kapcsoló TECHNIKAI ADATOK Maximális üzemi
Programozható irányító berendezések és szenzorrendszerek. Az ipari irányítástechnika gyakorlati eszközei Végrehajtók, beavatkozók
 Programozható irányító berendezések és szenzorrendszerek Szabályozási kör hatásvázlata Az ipari irányítástechnika gyakorlati eszközei Végrehajtók, beavatkozók X a : alapjel X v : végrehajtójel X m : módosított
Programozható irányító berendezések és szenzorrendszerek Szabályozási kör hatásvázlata Az ipari irányítástechnika gyakorlati eszközei Végrehajtók, beavatkozók X a : alapjel X v : végrehajtójel X m : módosított
SCM 012-130 motor. Típus
 SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
SCM 012-130 motor HU ISO A Sunfab SCM robusztus axiáldugattyús motorcsalád, amely különösen alkalmas mobil hidraulikus rendszerekhez. A Sunfab SCM könyökös tengelyes, gömbdugattyús típus. A kialakítás
Ipari robotok hajtása
 IPARI ROBOTOK Ipari robotok hajtása 4. előad adás Dr. Pintér r JózsefJ A hajtási rendszerek feladata az, hogy a robot TCP pontját az előírt pontossággal - az irányítórendszer utasításainak megfelelően
IPARI ROBOTOK Ipari robotok hajtása 4. előad adás Dr. Pintér r JózsefJ A hajtási rendszerek feladata az, hogy a robot TCP pontját az előírt pontossággal - az irányítórendszer utasításainak megfelelően
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
Levegőelőkészitők HAFNER
 evegőelőkészitők 8 HFNR Hafner szelepek Hafner Pneumatika elsődlegesen az ipari automatizálás területére gyárt komplett szelepprogramot. szelepek széles választéka a hagyományos és modern vezérlőrendszerek
evegőelőkészitők 8 HFNR Hafner szelepek Hafner Pneumatika elsődlegesen az ipari automatizálás területére gyárt komplett szelepprogramot. szelepek széles választéka a hagyományos és modern vezérlőrendszerek
Tervezés katalógusokkal kisfeladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
+ Egyszeres muködésu szögletes henger: +Tömlohenger: (17. ábra) Jellemzok
 Jellemzok") 19 +Tömlohenger: (17. ábra) Jellemzok - kis beépítési méret - elvi lökethossz 80%-a'ha,sználható, külso lökethossz-határoló szükséges - szöget bezáró felilletek,között is használható - ero a lökethossz
19 +Tömlohenger: (17. ábra) Jellemzok - kis beépítési méret - elvi lökethossz 80%-a'ha,sználható, külso lökethossz-határoló szükséges - szöget bezáró felilletek,között is használható - ero a lökethossz
Szerelvények. Épületgépészeti kivitelezési ismeretek B.Sc. Épületgépészeti képzés, 5. félév szeptember 26.
 Szerelvények Épületgépészeti kivitelezési ismeretek B.Sc. Épületgépészeti képzés, 5. félév 2013. szeptember 26. Szerelvények (fűtéstechnika, vízellátás, gázellátás) záró- és szabályozó szerelvények biztonsági
Szerelvények Épületgépészeti kivitelezési ismeretek B.Sc. Épületgépészeti képzés, 5. félév 2013. szeptember 26. Szerelvények (fűtéstechnika, vízellátás, gázellátás) záró- és szabályozó szerelvények biztonsági
S Z I N T V I Z S G A F E L A D A T
 S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai és vizsgáztatási
S Z I N T V I Z S G A F E L A D A T a Magyar Agrár-, Élelmiszergazdasági és Vidékfejlesztési Kamara hatáskörébe tartozó szakképesítéshez, a 41/2013. (V. 28.) VM rendelettel kiadott szakmai és vizsgáztatási
Minőség elérhető áron!
 Nyomáshatároló szelepek, könnyű kivitel (közvetlen vezérlés) A nyomáshatároló szelepek elsősorban a hidraulika rendszerek túlterhelését gátolják gyors és megbízható módon. Amint a rendszernyomás a szelepen
Nyomáshatároló szelepek, könnyű kivitel (közvetlen vezérlés) A nyomáshatároló szelepek elsősorban a hidraulika rendszerek túlterhelését gátolják gyors és megbízható módon. Amint a rendszernyomás a szelepen
Üvegszál szóró eljárás
 Üvegszál szóró eljárás Az üvegszál szóró eljárás egy modern kézi lamináló eljárás. A hagyományos kézi lamináló eljárásokkal ellentétben itt nincs szükség porhoz vagy emulzióhoz kötött üvegre sem, mert
Üvegszál szóró eljárás Az üvegszál szóró eljárás egy modern kézi lamináló eljárás. A hagyományos kézi lamináló eljárásokkal ellentétben itt nincs szükség porhoz vagy emulzióhoz kötött üvegre sem, mert
Melléklet MŰSZAKI PARAMÉTEREK. MVD ibend B / SZAKMAI JELLEMZŐK. Hidraulikus CNC vezérlésű élhajlító
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
F l e x C o m. Maximális rugalmasságot biztosító új koncepció
 Kombinációs egység F l e x C o m Maximális rugalmasságot biztosító új koncepció Setting the standard 7,5 tonna össztömeg GVW jármű A hidraulikusan mozgatható válaszfal Nagyon felhasználóbarát Hidraulikus
Kombinációs egység F l e x C o m Maximális rugalmasságot biztosító új koncepció Setting the standard 7,5 tonna össztömeg GVW jármű A hidraulikusan mozgatható válaszfal Nagyon felhasználóbarát Hidraulikus
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0
 Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
Szárazjeges tisztítás hatásai hegesztő szerszámokon 2012 GESTAMP 0 Karbantartás Szárazjeges tisztítás hatásai hegesztő szerszámokon Október 2014. október 15. Készítette: Kemény Béla Gestamp Hungária Kft
Mechatronikai megoldások a lemezek vizsgálatában
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
Beavatkozószervek. Összeállította: dr. Gerzson Miklós egyetemi docens Pannon Egyetem Automatizálási Tanszék
 Beavatkozószervek Összeállította: dr. Gerzson Miklós egyetemi docens Pannon Egyetem Automatizálási Tanszék 2007.12.02. 1 Beavatkozószervek beavatkozószervek feladatuk: az irányítórendszertől (szabályzó
Beavatkozószervek Összeállította: dr. Gerzson Miklós egyetemi docens Pannon Egyetem Automatizálási Tanszék 2007.12.02. 1 Beavatkozószervek beavatkozószervek feladatuk: az irányítórendszertől (szabályzó
HIDRAULIKUS EMELŐK ÉS SZERSZÁMOK
 HIDRAULIKUS EMELŐK ÉS SZERSZÁMOK 323 Hidraulikus emelők és szerszámok Tartalomjegyzék Oldalszám A hidraulikus termékek jellemzője az akár 700 bar Hidraulikus hengerek, nagyságú üzemi nyomás, mely a legnagyobb
HIDRAULIKUS EMELŐK ÉS SZERSZÁMOK 323 Hidraulikus emelők és szerszámok Tartalomjegyzék Oldalszám A hidraulikus termékek jellemzője az akár 700 bar Hidraulikus hengerek, nagyságú üzemi nyomás, mely a legnagyobb
Hőszivattyúk - kompresszor technológiák Január 25. Lurdy Ház
 Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Guangdong Sunslux Forstar Precision Machine co., Ltd. Prepared by: Mr. Wu. Chef Eng. Date: Jan 2011
 2011 Termék Bemutató Prepared by: Mr. Wu. Chef Eng. Date: Jan 2011 Tipusválaszték FVT - V Széria Változó átfolyású szivattyú FST - S Széria Szervo motoros szivattyú F - Eco Széria Költséghatékony Speciális
2011 Termék Bemutató Prepared by: Mr. Wu. Chef Eng. Date: Jan 2011 Tipusválaszték FVT - V Széria Változó átfolyású szivattyú FST - S Széria Szervo motoros szivattyú F - Eco Széria Költséghatékony Speciális
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok VIII. előadás Automatizálás, speciális fröccsöntési technikák Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi
Műanyagfeldolgozó gépek és szerszámok VIII. előadás Automatizálás, speciális fröccsöntési technikák Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi
SL és SC típusminta. Két elkülönített kör
 SL és SC típusminta Két elkülönített kör A Sunfab kétáramú szivattyúja két teljesen különálló fogyasztó kiszolgálására képes. A külön hidraulikus körök mindegyikét nyomáshatároló szeleppel kell ellátni.
SL és SC típusminta Két elkülönített kör A Sunfab kétáramú szivattyúja két teljesen különálló fogyasztó kiszolgálására képes. A külön hidraulikus körök mindegyikét nyomáshatároló szeleppel kell ellátni.
Megoldások az ipari termelési folyamatokhoz
 Megoldások az ipari termelési folyamatokhoz Ipari termelési folyamatok Megoldások a berendezések élettartamának minden szakaszára Teljes körű megoldások tervezéstől a javításig Alkatrészek gyártása Berendezések
Megoldások az ipari termelési folyamatokhoz Ipari termelési folyamatok Megoldások a berendezések élettartamának minden szakaszára Teljes körű megoldások tervezéstől a javításig Alkatrészek gyártása Berendezések
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK
 MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK A polimer tulajdonságainak hatása a fröccsöntés eredményére Az elektronikai termékek miniatürizálását követniük kell a hőre lágyuló műanyagokból készülő fröccstermékeknek
MŰANYAGOK FELDOLGOZÁSA, ADDITÍV TECHNOLÓGIÁK A polimer tulajdonságainak hatása a fröccsöntés eredményére Az elektronikai termékek miniatürizálását követniük kell a hőre lágyuló műanyagokból készülő fröccstermékeknek
T 8331 HU, T HU, T 5857 HU, T 5824 HU, T 5840 HU
 Villamos állítószelepek Típus 3260/5857, 3260/5824, 3260/5825, 3260/3374, 3260/3274 Pneumatikus állítószelepek Típus 3260/2780, 3260/3371, 3260/3372, 3260-1, 3260-7 Háromjáratú szelep Típus 3260 Alkalmazás
Villamos állítószelepek Típus 3260/5857, 3260/5824, 3260/5825, 3260/3374, 3260/3274 Pneumatikus állítószelepek Típus 3260/2780, 3260/3371, 3260/3372, 3260-1, 3260-7 Háromjáratú szelep Típus 3260 Alkalmazás
Az ábrán a mechatronikát alkotó tudományos területek egymás közötti viszonya látható. A szenzorok és aktuátorok a mechanika és elektrotechnika szoros
 Aktuátorok Az ábrán a mechatronikát alkotó tudományos területek egymás közötti viszonya látható. A szenzorok és aktuátorok a mechanika és elektrotechnika szoros kapcsolatára utalnak. mért nagyság A fizikai
Aktuátorok Az ábrán a mechatronikát alkotó tudományos területek egymás közötti viszonya látható. A szenzorok és aktuátorok a mechanika és elektrotechnika szoros kapcsolatára utalnak. mért nagyság A fizikai
TERMÉKÚJDONSÁGOK FRÖCCSSZERSZÁM KÉSZÍTÉS I / 2018
 TERMÉKÚJDONSÁGOK FRÖCCSSZERSZÁM KÉSZÍTÉS I / 2018 E 7048 BEÉPÍTHETŐ MUNKAHENGER FELFOGATÓTÁRCSÁVAL A beépíthető munkahenger kiválóan alkalmazható a legkisebb beépítési helyek esetén. A beépítés egyszerűen
TERMÉKÚJDONSÁGOK FRÖCCSSZERSZÁM KÉSZÍTÉS I / 2018 E 7048 BEÉPÍTHETŐ MUNKAHENGER FELFOGATÓTÁRCSÁVAL A beépíthető munkahenger kiválóan alkalmazható a legkisebb beépítési helyek esetén. A beépítés egyszerűen
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
Energiamegtakarítás SULZER HST Turbókompresszorokkal
 Energiamegtakarítás SULZER HST Turbókompresszorokkal Szennyvíztisztítás Üzemeltetési Költségeinek Csökkentése Szakmai Nap Budapest, 2018. április 19. Miért a sűrített levegő ellátás? Szennyvíztisztító
Energiamegtakarítás SULZER HST Turbókompresszorokkal Szennyvíztisztítás Üzemeltetési Költségeinek Csökkentése Szakmai Nap Budapest, 2018. április 19. Miért a sűrített levegő ellátás? Szennyvíztisztító
Elektromos szelepállító
 4 865 Elektromos szelepállító Kis szelepekhez VVP47, VVI47..., VXP47..., VMP47... SFP21/18 SFP21/18 AC 230 V működtető feszültség, 2-pont vezérlőjel AC 24 V működtető feszültség, 2- pont vezérlőjel 105
4 865 Elektromos szelepállító Kis szelepekhez VVP47, VVI47..., VXP47..., VMP47... SFP21/18 SFP21/18 AC 230 V működtető feszültség, 2-pont vezérlőjel AC 24 V működtető feszültség, 2- pont vezérlőjel 105
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
DR16 EVS. Motoros pillangó szelep ENGINEERING ADVANTAGE
 Szabályozó szelepek DR16 EVS Motoros pillangó szelep Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE Épületgépészeti és ipari rendszerekben szabályozásra
Szabályozó szelepek DR16 EVS Motoros pillangó szelep Nyomástartás & Vízminőség Beszabályozás & Szabályozás Hőmérséklet-szabályozás ENGINEERING ADVANTAGE Épületgépészeti és ipari rendszerekben szabályozásra
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
STAF, STAF-SG. Beszabályozó szelepek DN , PN 16 és PN 25
 STAF, STAF-SG Beszabályozó szelepek DN 20-400, PN 16 és PN 25 IMI TA / Beszabályozó szelepek / STAF, STAF-SG STAF, STAF-SG A karimás, szürkeöntvény (STAF) és gömbgrafitos öntvény (STAF-SG) beszabályozó
STAF, STAF-SG Beszabályozó szelepek DN 20-400, PN 16 és PN 25 IMI TA / Beszabályozó szelepek / STAF, STAF-SG STAF, STAF-SG A karimás, szürkeöntvény (STAF) és gömbgrafitos öntvény (STAF-SG) beszabályozó
Adatlap. 2/2-utú szervó-mûködtetésû Mágnesszelepek Típus EV 220B DN 15-50. 2000 Augusztus DKACV.PD.200.D2.47 520B0190
 Adatlap /-utú szervó-mûködtetésû Mágnesszelepek Típus EV 0B DN 5-50 000 Augusztus DKACV.PD.00.D.7 50B090 /-es szervó-mûködtetésû mágnesszelepek Feszültségmentesen zárt semleges folyadékokra és gázokra
Adatlap /-utú szervó-mûködtetésû Mágnesszelepek Típus EV 0B DN 5-50 000 Augusztus DKACV.PD.00.D.7 50B090 /-es szervó-mûködtetésû mágnesszelepek Feszültségmentesen zárt semleges folyadékokra és gázokra