Előadó: Érseki Csaba
|
|
|
- Donát Tóth
- 10 évvel ezelőtt
- Látták:
Átírás
1 Előadó: Érseki Csaba
2 Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * - viszonylag egyszerű szerszámok, általában a gépsor gyártója a géppel együtt szállítja, beüzemelve ** - konkrét tervezést igénylő feladat

3 Az extrudált profilok csoportosítása Alapanyag típusa szerint: - PE, PP, PS, PMMA, PVC, POM... Alapanyag minősége szerint: - kemény ( tömör vagy habosított ) - lágy ( tömör vagy habosított ) - koextrudált Alak szerint: - üreg nélküli profil ( kábelcsatorna ) - üreges profil ( cső ) - kombinált profilok ( redőnyléc )
 - koextrudált Alak szerint: - üreg nélküli profil (")
4 A gyártásba vétel tervezési részfeladatai: Egyeztetett darabrajz létrehozása Extruder szerszám tervezés Hűtő kalibráló berendezés tervezése Kiegészítő eszközök tervezése: (szükség szerint) - alakos húzó görgők vagy lánc szegmensek - alakos leszorítók a vágáshoz - perforáló berendezés - sorjázó eszközök

5 Darabrajz készítése: Kapott rajz esetén: - funkció elemzés, rajzbírálat, módosítás Kapott minta alapján: - a minta esetleges hibáinak elemzése, funkció elemzés, rajzkészítés Ha egyik sincs: a profil kitalálása, megrajzolása a funkciók és a gyárthatóság optimumának figyelembe vételével A darabrajz méretezése, a tűrések felvétele a darab funkciójának alapján készüljön!

6 A profil extruder szerszám funkciója: Egyenletes áramlási sebességgel kilépő megfelelő hőmérsékletű anyagot kapjunk a megkívánt alakban A szerszámban levő anyag fő jellemzője az áramlás. A műanyag ömledékek áramlásának tudománya a REOLÓGIA

7 A műanyagok áramlására jellemző Lahti képlet: Ahol: Q - a résen kiáramló anyag mennyisége F - alaktényező a - a rés vastagsága b - a rés szélessége Dp - a vasaló szakasz nyomásesése L - a vasaló szakasz hossza - az ömledék viszkozitása

8 Értelmezzük képletünket egy olyan esetre, amelynél eltérő méretű réseken kell az ömledéknek kilépnie a szerszámból Ha b lényegesen nagyobb az a-nál az F értéke közelít az egyhez, ezért elhanyagoljuk A nyomásesés és viszkozitás hányadosát állandónak tekintjük Ha a vasaló szakasz hossza (L) és a rés szélesség (b) egyenlő, akkor az egyszerűsítések után megkapjuk, hogy a réseken kiáramló anyag mennyisége a résméret (a) harmadik hatványával arányos!
 harmadik")
9 Anyagkilépés a vázolt szerszámból A kilépő sebességek különbsége csavarodást okoz a kilépő anyagban

10 A kilépő sebességek korrekciója Lehetőségek: A vasaló szakasz hosszának méretezése Fékező elem beépítése Geometria torzítása Darabrajz módosítása egyenletes falvastagságra

11 A vasaló szakasz hosszának méretezése Ha Lahti képletébe behelyettesítünk, megkapjuk, hogy a kétféle résen kiáramló anyag sebessége akkor egyenlő, ha a vasaló szakasz hossza arányos a résméret négyzetével ( Kétszeres résmérethez négyszeres vasaló szakasz hosszúság szükséges! )

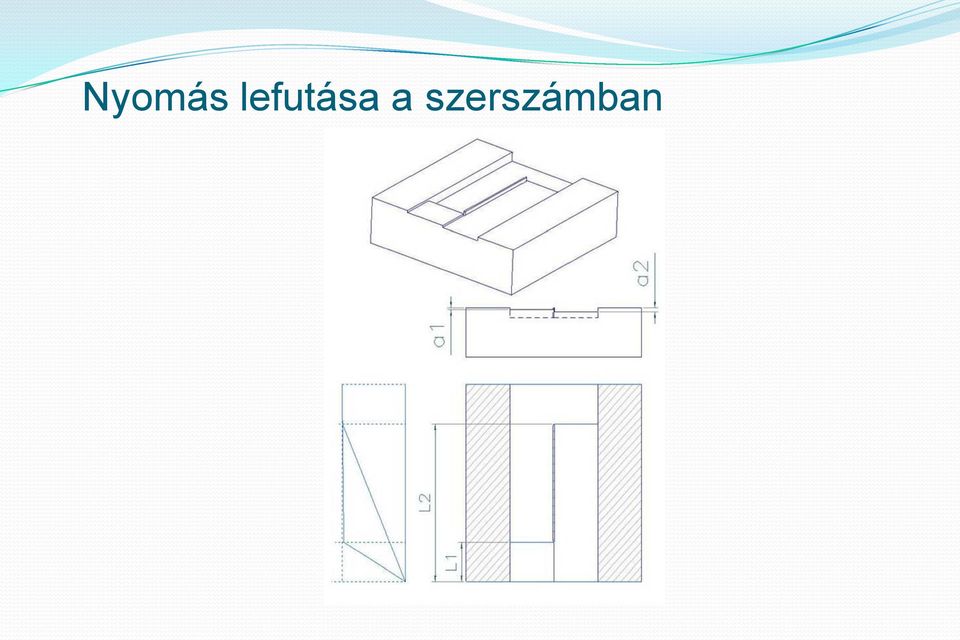
12 Nyomás lefutása a szerszámban
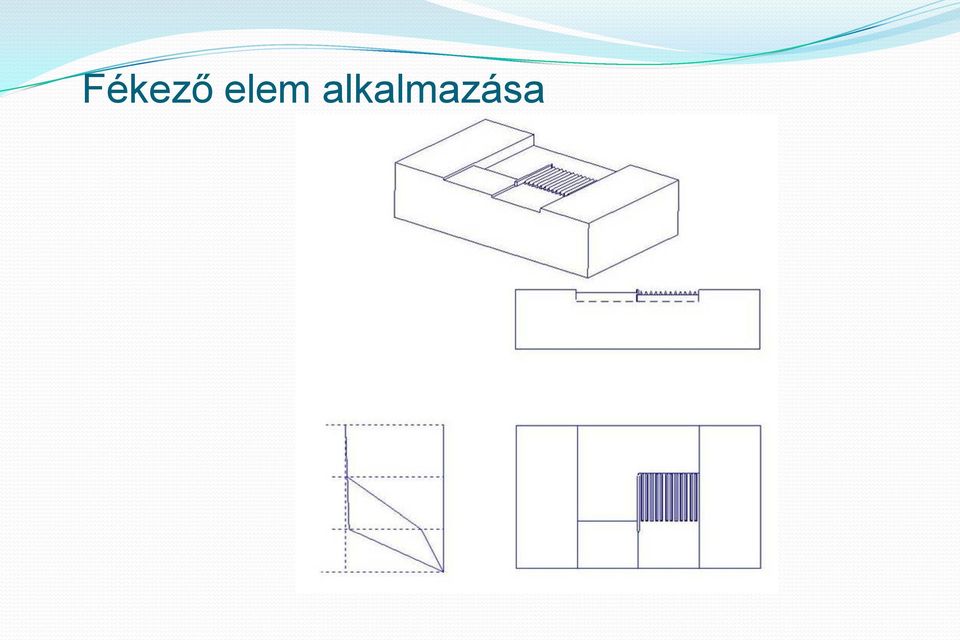
13 Fékező elem alkalmazása
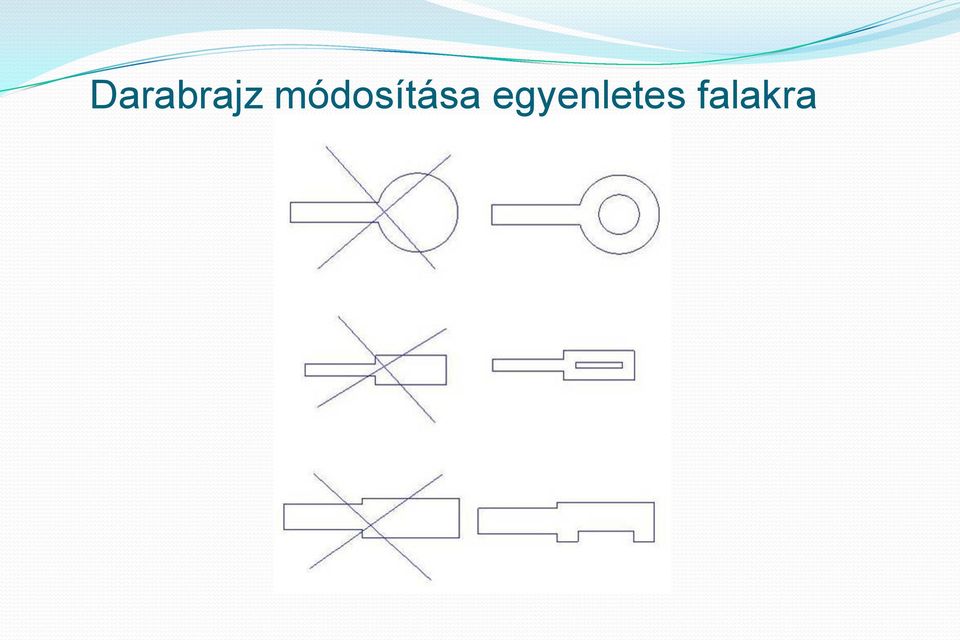
14 Darabrajz módosítása egyenletes falakra
15 A torzítás alkalmazása Torzított profil Tervezett profil

16 A szerszám kialakításának szempontjai: Ideális áramlás kialakítása Egyszerű és pontos szerelhetőség Tisztíthatóság Javíthatóság Az alkatrészek gyárthatósága Megfelelő szilárdság Megfelelő kopásállóság

17 Távtartó extruder szerszám

18 Szerszám szerelt maggal
19 Bemenő oldal felőli nézet

20 Terelő betétek alkalmazása

21 Lábakkal beépített mag alkalmazása
22 Egyszerű extruder szerszám felépítés
23 Az egyszerű szerszám részei bevezető átmeneti vasaló szakasz szakasz szakasz
24 Extrudáláskor fellépő jelenségek és kompenzálásuk egyenetlen áramlás az elhúzás sebességének növelése a profil szerelvény csökkenése a kilépő szelvény növelése duzzadás A kilépő rések csökkentése
25 Profil torzítása az extruder szerszámon
26 Az osztott formalap jellegzetes hibája Recés kilépő él kialakulása
27 Formalap kialakítása osztás nélkül startbetét alkalmazása a huzalos szikraforgács alkalmazásához
28 Élvédő extruder szerszám kialakítása
29 Széthúzott szerszám (belső élek látszanak)
30 Kalibrálás Funkciója: a kívánt alakra hűteni az extruder szerszámból kilépő ömledéket A jó hőátadáshoz biztosítani kell a műanyag és a kaliber felülete közötti érintkezést, ezt leggyakrabban vákuum alkalmazásával oldjuk meg
31 A kaliber kialakításának szempontjai Megfelelő intenzitású hűtés biztosítása Kellően zárt vákuum kialakítása Kopásállóság Tisztíthatóság Megmunkálhatóság Optimális hossz kialakítása

32 Kaliber a távtartó profilhoz
33 Profil a kaliberben
34 A kihűlő műanyag deformációja a kaliberben A hűlő műanyag a kaliber fal irányában kifelé zsugorodik! Ennek feltétele, hogy az állandó érintkezés és hűtés biztosítva legyen
35 Az extrudált profil gyakorlatilag mindig feszültséges! A lehűlő műanyag profil szelvénye nem hűl ki egyszerre! A kaliberből kilépő anyag a hűtött felületeken mindig hidegebb, mint a hűtéstől távoli pontokon, ezek a részek a későbbi hűlés miatt feszültséget visznek a profilba. Ez a feszültség csak ideálisan szimmetrikus profilok esetén nem okoz deformációt
36 Egyoldalú hűtés hatása Kaliber test műanyag profil deformálódott profil
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Előadó: Érseki Csaba http://ersekicsaba.hu Extruder szerszámok fajtái: Csőszerszámok Lemezszerszámok Profilszerszámok Az extruder szerszámok funkciója: Egyenletes áramlási sebességgel kilépő megfelelő
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük.
 5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
5. Extrúzió Exrúzió alatt műanyag por vagy granulátumból kiindulva folyamatos, végtelen hosszúságú adott profilú műanyag rúd előállítását értjük. Egycsigás extruder 1 csiga, 2 henger, 3 tölcsér vízzel
6. Extrúzió szerszám, termék
 6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
6. Extrúzió szerszám, termék Bevezetés Szerszám, termék folyás a szerszámban rúd és profilgyártás csőgyártás lemezextrúzió filmgyártás koextrúzió kábelextrúzió Követőberendezések Szabályozás, vezérlés
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
11. Hegesztés; egyéb műveletek
 11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
11. Hegesztés; egyéb műveletek Bevezetés Hegesztés direkt hegesztés indirekt hegesztés Préselés Őrlés, darálás Keverés, homogenizálás Egyéb műveletek hőkezelés, szárítás Mechanikai megmunkálás esztergálás
9. Üreges testek gyártása
 9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
9. Üreges testek gyártása Bevezetés Extrúziós fúvás a folyamat elemi lépései berendezés, működés az extrúziós fúvás folyamata terméktulajdonságok Fröccsfúvás Orientációs fúvás Rotációs öntés berendezés
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Fröccsöntés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Fröccsöntés Fröccsöntés 2 tetszőlegesen bonyolult alakú, 3D-s, térben erősen tagolt, nagypontosságú, kis falvastagságú alkatrészeket
Tengelyanyák Szorítóhüvelyek Biztosítólemezek Öntöttvas- és lemez Y csapágyházak Öntöttvas osztott, álló csapágyházak. www.adix.hu

27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") 27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
27/2012. (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés azonosítószáma és megnevezése 34 521 09 Műanyagfeldolgozó Tájékoztató
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek követőberendezések Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós
V. Moldex3D Szeminárium - econ Felhasználói Találkozó
 V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
V. Moldex3D Szeminárium - econ Felhasználói Találkozó A Moldex3D szerepe a minőségi termékgyártásban Dr. Molnár László econ Engineering Kft 2 econ Engineering Kft. High quality in CAE Cégadatok: Alapítás
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: Egy kiválasztott műanyag jellemző fizikai és kémiai tulajdonságainak ismertetése Adott műanyag termék gyártásához anyag, gép és szerszám választása, majd a gyártástechnológia
A vizsgafeladat ismertetése: Egy kiválasztott műanyag jellemző fizikai és kémiai tulajdonságainak ismertetése Adott műanyag termék gyártásához anyag, gép és szerszám választása, majd a gyártástechnológia
S-típus. Félautomata impulzus fóliahegesztő gépek. Csúcsminőség. Rugalmasság. Moduláris rendszer.
 S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
S-típus Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Félautomata impulzus fóliahegesztő gépek Csúcsminőség. Rugalmasság. Moduláris rendszer. Az S-típusú félautomata
Műanyag félkésztermék árjegyzék
 Tisztelt érdeklődő, Ön az aktuális árlistánkat látja, mely visszavonásig érvényes. Konkrét megrendelés esetén kérem, tájékozódjon az árak pontosítása érdekében személyesen, vagy egyéb elérhetőségeink valamelyikén.
Tisztelt érdeklődő, Ön az aktuális árlistánkat látja, mely visszavonásig érvényes. Konkrét megrendelés esetén kérem, tájékozódjon az árak pontosítása érdekében személyesen, vagy egyéb elérhetőségeink valamelyikén.
SZIMULÁCIÓ ÉS MODELLEZÉS AZ ANSYS ALKALMAZÁSÁVAL
 SZIMULÁCIÓ ÉS MODELLEZÉS AZ ANSYS ALKALMAZÁSÁVAL MAGYAR TUDOMÁNY NAPJA KONFERENCIA 2010 GÁBOR DÉNES FŐISKOLA CSUKA ANTAL TARTALOM A KÍSÉRLET ÉS MÉRÉS JELENTŐSÉGE A MÉRNÖKI GYAKORLATBAN, MECHANIKAI FESZÜLTSÉG
SZIMULÁCIÓ ÉS MODELLEZÉS AZ ANSYS ALKALMAZÁSÁVAL MAGYAR TUDOMÁNY NAPJA KONFERENCIA 2010 GÁBOR DÉNES FŐISKOLA CSUKA ANTAL TARTALOM A KÍSÉRLET ÉS MÉRÉS JELENTŐSÉGE A MÉRNÖKI GYAKORLATBAN, MECHANIKAI FESZÜLTSÉG
8. Fröccsöntés szerszám, termék, tulajdonságok
 8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
8. Fröccsöntés szerszám, termék, tulajdonságok Bevezetés Fröccsszerszámok szerszámkonstrukció, típusok folyási út kidobás szerszámhőmérséklet záróerő munkavédelem Szerkezet és tulajdonságok héj-mag szerkezet
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I.
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
A világító elem polikarbonát része 100%-ban újrafelhasználható, és a gyártás során keletkezett hulladék is újrahasznosítható.
 Alkalmazási terület A Kingspan KS 1000 WL38 (Wall-Lite) panel egy fényáteresztő falpanel, mely egyszerűen kombinálható a KS1000 AWP falpanelekkel. Jó hőtechnikai tulajdonságai révén ideális megoldást jelent
Alkalmazási terület A Kingspan KS 1000 WL38 (Wall-Lite) panel egy fényáteresztő falpanel, mely egyszerűen kombinálható a KS1000 AWP falpanelekkel. Jó hőtechnikai tulajdonságai révén ideális megoldást jelent
Műanyagfeldolgozó gépek és szerszámok
 Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
Műanyagfeldolgozó gépek és szerszámok III. előadás Az extrúzió szerszámai Budapesti Műszaki és Gazdaságtudományi Egyetem Vegyészmérnöki és Biomérnöki Kar Fizikai Kémiai és Anyagtudományi Tanszék Fontos
E-mail: [email protected] web: www.silliker.hu Telefon: +36-30-479-1802
 Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** 60⁰ Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok: fogadógarat
Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** 60⁰ Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok: fogadógarat
A m ű a n ya g f o rmá zó / T h e p l a st i c f o rme r. www.hd-rotatech.hu. Víz és csatornázási üzletág
 A m ű a n ya g f o rmá zó / T h e p l a st i c f o rme r 2014 www.hd-rotatech.hu Víz és csatornázási üzletág A HD-ROTATECH Kft.-ről A HD-ROTATECH Kft. egy világszerte széleskörűen alkalmazott, de Magyarországon
A m ű a n ya g f o rmá zó / T h e p l a st i c f o rme r 2014 www.hd-rotatech.hu Víz és csatornázási üzletág A HD-ROTATECH Kft.-ről A HD-ROTATECH Kft. egy világszerte széleskörűen alkalmazott, de Magyarországon
Résbefúvó: Leírás. Rendelési minta. Anyagok és felületkezelés. comfort mennyezeti anemosztátok
 A C B + D eírás Az alumíniumból készült, téglalap alakú résbefúvó, amely befúvásra és elszívásra egyaránt használható. Az légterelőkkel van felszerelve, ami lehetővé teszi használatát vízszintes befúvásra.
A C B + D eírás Az alumíniumból készült, téglalap alakú résbefúvó, amely befúvásra és elszívásra egyaránt használható. Az légterelőkkel van felszerelve, ami lehetővé teszi használatát vízszintes befúvásra.
Anyagok az energetikában
 Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagok az energetikában BMEGEMTBEA1, 6 krp (3+0+2) Gyártástechnológiák Dr. Tamás-Bényei Péter 2018. október 17. Polimerek keverése 2 / 47 Keverés: száraz vagy nedves (folyadék/ömledék állapotú) Diszperzív
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Mőanyag alkatrész fröccsöntésének szimulációja ÓE-B09 alap közepes
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN
 Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter [email protected] econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Moldex3D I2 FRÖCCSÖNTÉS SZIMULÁCIÓ A SZERKEZETI ANALÍZIS SZOLGÁLATÁBAN Készítette: Polyvás Péter [email protected] econengineering Kft. www.econengineering.com 2010.04.28. Moldex3D Vezető
Kereskedelmi árlista
 Kereskedelmi árlista Tartalom Üregkamrás, cellás polikarbonátok... 2 Polikarbonát hullámlemez... 3 Polikarbonát trapézlemez 76/18... 3 Kellékanyagok üregkamrás polikarbonát szereléséhez... 4 Tömör polikarbonát
Kereskedelmi árlista Tartalom Üregkamrás, cellás polikarbonátok... 2 Polikarbonát hullámlemez... 3 Polikarbonát trapézlemez 76/18... 3 Kellékanyagok üregkamrás polikarbonát szereléséhez... 4 Tömör polikarbonát
VINK PLAST KFT. ÁRLISTA. Lexan Thermoclear, Standard ÜKPC, Vikalu PC kiegészítők, Lexan Exell D, Lexan 9030
 VINK PLAST KFT. ÁRLISTA Lexan Thermoclear, Standard ÜKPC, Vikalu PC kiegészítők, Lexan Exell D, Lexan 9030 Tartalomjegyzék Oldal LEXAN Thermoclear üregkamrás polikarbonát lemezek 2. Standard (HQ) üregkamrás
VINK PLAST KFT. ÁRLISTA Lexan Thermoclear, Standard ÜKPC, Vikalu PC kiegészítők, Lexan Exell D, Lexan 9030 Tartalomjegyzék Oldal LEXAN Thermoclear üregkamrás polikarbonát lemezek 2. Standard (HQ) üregkamrás
tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk (egy lépésben) zárt szerszámban történő formaadással
 zárt szerszámban történő formaadással") Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Fröccs ccsöntő-szerszám tervezés Kovács József J GáborG Fröccs ccsöntés 2 tetszőleges alakú 3D-s alkatrészeket és termékeket gyárthatunk
Polimerek reológiája
 SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek reológiája DR Hargitai Hajnalka REOLÓGIA Az anyag deformációjának és folyásának a tudománya. rheo -
SZÉCHENYI ISTVÁN EGYETEM ANYAGTUDOMÁNYI ÉS TECHNOLÓGIAI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek reológiája DR Hargitai Hajnalka REOLÓGIA Az anyag deformációjának és folyásának a tudománya. rheo -
Gyakorlat 04 Keresztmetszetek III.
 Gyakorlat 04 Keresztmetszetek III. 1. Feladat Hajlítás és nyírás Végezzük el az alábbi gerenda keresztmetszeti vizsgálatait (tiszta esetek és lehetséges kölcsönhatások) kétféle anyaggal: S235; S355! (1)
Gyakorlat 04 Keresztmetszetek III. 1. Feladat Hajlítás és nyírás Végezzük el az alábbi gerenda keresztmetszeti vizsgálatait (tiszta esetek és lehetséges kölcsönhatások) kétféle anyaggal: S235; S355! (1)
SHD-U EURO GARAT SZÁRÍTÓ CSALÁD
 Forgalmazó: Extrémplast Bt 8000 Székesfehérvár, Berényi út 1/A Tel.:22 784 270, Mobil:70 327 0746 [email protected] www.extremplast.hu SHD-U EURO GARAT SZÁRÍTÓ CSALÁD SHD-U "EURO" garatszárítók a fentről
Forgalmazó: Extrémplast Bt 8000 Székesfehérvár, Berényi út 1/A Tel.:22 784 270, Mobil:70 327 0746 [email protected] www.extremplast.hu SHD-U EURO GARAT SZÁRÍTÓ CSALÁD SHD-U "EURO" garatszárítók a fentről
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
Kereskedelmi árlista
 ! HUNGARY Zrt. Kereskedelmi árlista Tartalom Üregkamrás, cellás polikarbonátok... 2 Polikarbonát hullámlemez... 3 Polikarbonát trapézlemez 76/18... 3 Kellékanyagok üregkamrás polikarbonát szereléséhez...
! HUNGARY Zrt. Kereskedelmi árlista Tartalom Üregkamrás, cellás polikarbonátok... 2 Polikarbonát hullámlemez... 3 Polikarbonát trapézlemez 76/18... 3 Kellékanyagok üregkamrás polikarbonát szereléséhez...
RBX : 2 részes granulátum gyártó gép kemény műanyagokra
 RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
RBX : 2 részes granulátum gyártó gép kemény műanyagokra Rideg, hőre lágyuló műanyagok újrahasznosítására, mint pl. : ABS, PC+ABS, PC, PP, PE, PS, PBT, PET (palack, doboz, láda) Technikai adatlap Modell
Hidegfolyató eljárások
 Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
Műszaki leírás Főbb jellemzők
 RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
RJD-800D Extruder Fejlett nemzetközi technológiát és számos innovációt tartalmazó műanyag síkfóliát gyártó extruder. A berendezés két-, vagy háromrétegű PP, PS, PE síkfólia gyártására alkalmas. Ezzel készült
Segédlet az ADCA szabályzó szelepekhez
 Segédlet az ADCA szabályzó szelepekhez Gőz, kondenzszerelvények és berendezések A SZELEP MÉRETEZÉSE A szelepek méretezése a Kv érték számítása alapján történik. A Kv érték azt a vízmennyiséget jelenti
Segédlet az ADCA szabályzó szelepekhez Gőz, kondenzszerelvények és berendezések A SZELEP MÉRETEZÉSE A szelepek méretezése a Kv érték számítása alapján történik. A Kv érték azt a vízmennyiséget jelenti
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Primus Line technológia
 Primus Line technológia Alkalmazási terület A Primus Line technológia új eljárás a nyomás alatti közművezetékek kitakarás nélküli felújításához. Előnyösen alkalmazható minden nyomás alatti vezeték-rekonstrukciónál
Primus Line technológia Alkalmazási terület A Primus Line technológia új eljárás a nyomás alatti közművezetékek kitakarás nélküli felújításához. Előnyösen alkalmazható minden nyomás alatti vezeték-rekonstrukciónál
PUSO PLASZTIK Kft. Tel/Fax: 06 1 432-2472 1106 Budapest Mobil: 06 30 961-4292
 Plexi lemezek értékesítése, feldolgozása: Extrudált és öntött változatban /2-25 mm vtg-ig/ Színes és strukturált termékeink (bordázott, érdesített, rovátkázott) Plexi feldolgozás, hajlítás (hideg, meleg
Plexi lemezek értékesítése, feldolgozása: Extrudált és öntött változatban /2-25 mm vtg-ig/ Színes és strukturált termékeink (bordázott, érdesített, rovátkázott) Plexi feldolgozás, hajlítás (hideg, meleg
Élhevítés, élhajlítás Mûanyag alapanyagokról szóló cikksorozatunkban ezúttal a megmunkálásról, azon belül az élhevítésrôl, élhajlításról lesz szó.
 sign 54 2009. január-február Élhevítés, élhajlítás Mûanyag alapanyagokról szóló cikksorozatunkban ezúttal a megmunkálásról, azon belül az élhevítésrôl, élhajlításról lesz szó. Aleggyakrabban használt plexi
sign 54 2009. január-február Élhevítés, élhajlítás Mûanyag alapanyagokról szóló cikksorozatunkban ezúttal a megmunkálásról, azon belül az élhevítésrôl, élhajlításról lesz szó. Aleggyakrabban használt plexi
Légcsatornák és idomok
 A szellőzési rendszerek terveiben szereplő légcsatornák kör vagy négyszög keresztmetszetűek lehetnek. Anyagukat a tervező határozza meg, amely általában horganyzott acél, alumínium vagy rozsdamentes acél
A szellőzési rendszerek terveiben szereplő légcsatornák kör vagy négyszög keresztmetszetűek lehetnek. Anyagukat a tervező határozza meg, amely általában horganyzott acél, alumínium vagy rozsdamentes acél
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08.
 Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
Szerszámtervezés és validálás Moldex3D és Cavity Eye rendszer támogatással. Pósa Márk 2015. Október 08. Cégbemutató 2004: Reológiai alapkutatás kezdete a Kecskeméti Főiskolán 2011: Doktori munka befejezése,
P L E X I C E N T R U M
 Plexi lemezek értékesítése, feldolgozása: Extrudált és öntött változatban /2-25 mm vtg-ig/ Színes és strukturált termékeink (bordázott, érdesített, rovátkázott) Plexi feldolgozás, hajlítás (hideg, meleg
Plexi lemezek értékesítése, feldolgozása: Extrudált és öntött változatban /2-25 mm vtg-ig/ Színes és strukturált termékeink (bordázott, érdesített, rovátkázott) Plexi feldolgozás, hajlítás (hideg, meleg
A JET szűrő. Felszereltség: alap / feláras. Szűrőrendszereink védik a: A közeg tisztaságának új definíciója. Szabadalmaztatott
 HU JET szűrő A közeg tisztaságának új definíciója Szűrőrendszereink védik a: A JET szűrő hűtővíz folyóvíz lemezes hőcserélőket fúvókákat tengervíz lerakódás- és salakanyageltávolítás emulzió technológiai
HU JET szűrő A közeg tisztaságának új definíciója Szűrőrendszereink védik a: A JET szűrő hűtővíz folyóvíz lemezes hőcserélőket fúvókákat tengervíz lerakódás- és salakanyageltávolítás emulzió technológiai
Kombinált lezárás PROMASTOP -VEN habarccsal
 0 EI 0-ig 3 3. táblázat a PROMASTOP -VEN tűzgátló lezárás méretei Beépítési pozíció 0 PROMASTOP -VEN habarcslezárás méretei 0 A részlet kombinált habarcslezárás tömör falban PROMASTOP -B felülete a PROMASTOP
0 EI 0-ig 3 3. táblázat a PROMASTOP -VEN tűzgátló lezárás méretei Beépítési pozíció 0 PROMASTOP -VEN habarcslezárás méretei 0 A részlet kombinált habarcslezárás tömör falban PROMASTOP -B felülete a PROMASTOP
RBF RBF. Résbefúvó. Standard méretek RBF: 500, 1000, 1250, 1500, 2000 mm hosszban és soros kivitelben.
 Résbefúvó RBF Leírás Az RBF álmennyezetbe építhető résbefúvó elszívásra és befúvásra egyaránt alkalmazható. Használata,7-3,9 m belmagasság esetén javasolt. Az RBF résbefúvók,, 3 és 4-soros kivitelben rendelhetők.
Résbefúvó RBF Leírás Az RBF álmennyezetbe építhető résbefúvó elszívásra és befúvásra egyaránt alkalmazható. Használata,7-3,9 m belmagasság esetén javasolt. Az RBF résbefúvók,, 3 és 4-soros kivitelben rendelhetők.
U alakú szilikon élvédő profilok széles méretválasztékban és alakzatban kerülnek kivitelezésre falvastagságokban és lemezfogadó méretekben.
 Szilikon élvédő szilikonok.hu /szilikon/szilikon-termekek/szilikon-profil/szilikon-elvedo/ Szilikon U profil Hideg és hőálló szilikon U profilok és szilikongumi élvédők gyártása műanyag, üveg, fa, aluminium,különbözö
Szilikon élvédő szilikonok.hu /szilikon/szilikon-termekek/szilikon-profil/szilikon-elvedo/ Szilikon U profil Hideg és hőálló szilikon U profilok és szilikongumi élvédők gyártása műanyag, üveg, fa, aluminium,különbözö
Üreges testek gyártása
 1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
1 Üreges testek gyártása á Pli Polimerek fldl feldolgozása 2009. március 5. Üreges testek gyártástechnológiái 2 Üreges testek: Egy darabból álló (nem összeszerelt), relatív vékonyfalú, zárt vagy nyitott
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
MŰSZAKI ADATLAP. Alkalmazások / Felhasználási területek. Tárolás / Feldolgozás. Minőségi jellemzők / Műszaki adatok EGGER EUROSPAN MUNKALAPOK TÁROLÁS
 MŰSZAKI ADATLAP EGGER EUROSPAN MUNKALAPOK Az EGGER EUROSPAN munkalapok kombinált elemek, melyek mind a felületükön, mind az éleiken dekoratív ekkel - varrat nélkül - borított EUROSPAN E1 nyers forgácslapokból
MŰSZAKI ADATLAP EGGER EUROSPAN MUNKALAPOK Az EGGER EUROSPAN munkalapok kombinált elemek, melyek mind a felületükön, mind az éleiken dekoratív ekkel - varrat nélkül - borított EUROSPAN E1 nyers forgácslapokból
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK. Csősín csatlakozó. (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.
 A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.") NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
Kecskeméti Főiskola GAMF Kar. Poliolefinek öregítő vizsgálata Szűcs András. Budapest, 2011. X. 18
 Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Kecskeméti Főiskola GAMF Kar Poliolefinek öregítő vizsgálata Szűcs András Budapest, 211. X. 18 1 Tartalom Műanyagot érő öregítő hatások Alapanyag és minta előkészítés Vizsgálati berendezések Mérési eredmények
Bondex Kft-t 1991-ben alapította Hellenpárt István okleveles vegyészmérnök vezetésével 4 fő 100 % magyar tulajdonosi körrel.
 Rólunk szilikonok.hu /szilikon/rolunk/ Együtt a jövő kihívásaival szemben Bondex Kft-t 1991-ben alapította Hellenpárt István okleveles vegyészmérnök vezetésével 4 fő 100 % magyar tulajdonosi körrel. Hellenpárt
Rólunk szilikonok.hu /szilikon/rolunk/ Együtt a jövő kihívásaival szemben Bondex Kft-t 1991-ben alapította Hellenpárt István okleveles vegyészmérnök vezetésével 4 fő 100 % magyar tulajdonosi körrel. Hellenpárt
Anyagválasztás Dr. Tábi Tamás
 Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
Anyagválasztás Dr. Tábi Tamás 2018. Február 7. Mi a mérnök feladata? 2 Mit kell tudni a mérnöknek ahhoz, hogy az általa tervezett termék sikeres legyen? Világunk anyagai 3 Polimerek Elasztomerek Fémek,
T-M 2. Extrúzió és fröccsöntés
 T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
T-M 2 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM GÉPÉSZMÉRNÖKI KAR POLIMERTECHNIKA TANSZÉK Extrúzió és fröccsöntés HŐRE LÁGYULÓ POLIMEREK FELDOLGOZÁSA A JEGYZET ÉRVÉNYESSÉGÉT A TANSZÉKI WEB OLDALON
PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll.
 Leírás PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll. A PS-25 tűzvédelmi szalag speciális grafittal és adalékokkal készül,
Leírás PS tűzgátló mandzsetta egy külső, horganyzott vagy rozsdamentes acél fémházból, valamint rugalmas PS-25 tűzvédelmi szalagból áll. A PS-25 tűzvédelmi szalag speciális grafittal és adalékokkal készül,
Projektfeladatok 2014, tavaszi félév
 Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
A DR-PAck fejlesztései PE fólia gyártástechnológiában
 A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
A DR-PAck fejlesztései PE fólia gyártástechnológiában Transpack fõoldal vissza, home A DR-PAck fejlesztései PE fólia gyártástechnológiában Hazánkban számos vállalkozás tevékenykedik a fóliagyártás területén.
Szabályozó áramlásmérővel
 Méretek Ød Ødi l Leírás Alkalmazási terület Az áramlásmérő felhasználható szabályozásra és folyamatos áramlásmérésre is. Állandó beépítésre készült, így már a tervezési fázisban specifikálni kell. Szerelési,
Méretek Ød Ødi l Leírás Alkalmazási terület Az áramlásmérő felhasználható szabályozásra és folyamatos áramlásmérésre is. Állandó beépítésre készült, így már a tervezési fázisban specifikálni kell. Szerelési,
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
TÁBLÁS ALAPANYAGOK ÁRLISTA
 ÁRLISTA 1 Grip1 - Hablemez akasztó Kézi erővel egyszerűen benyomható tábla akasztó, kifejezetten hablemezek felhelyezéséhez. A hablemezbe fúródó tüskék fixen tartják az akasztót. Megnevezés Mennyiség Szállítás
ÁRLISTA 1 Grip1 - Hablemez akasztó Kézi erővel egyszerűen benyomható tábla akasztó, kifejezetten hablemezek felhelyezéséhez. A hablemezbe fúródó tüskék fixen tartják az akasztót. Megnevezés Mennyiség Szállítás
Műanyag lemez kereskedelmi árlista
 Műanyag lemez kereskedelmi árlista Tartalom Üregkamrás, cellás polikarbonátok... 2 Polikarbonát hullámlemez... 3 Polikarbonát trapézlemez 76/18... 3 Kellékanyagok üregkamrás polikarbonát szereléséhez...
Műanyag lemez kereskedelmi árlista Tartalom Üregkamrás, cellás polikarbonátok... 2 Polikarbonát hullámlemez... 3 Polikarbonát trapézlemez 76/18... 3 Kellékanyagok üregkamrás polikarbonát szereléséhez...
WAVIN RENDSZERÛ MÛANYAG TISZTÍTÓAKNÁK KG CSATORNACSÖVEKHEZ
 WAVIN RENSERÛ MÛANYAG TISTÍTÓAKNÁK KG CSATORNACSÖVEKHE A Wavin Kft. a Wavin PVC KG csatornacsô rendszeréhez kapcsolódó mûanyag tisztítóaknarendszert kínál. A Wavin tisztítóaknák mindenhol alkalmazhatók,
WAVIN RENSERÛ MÛANYAG TISTÍTÓAKNÁK KG CSATORNACSÖVEKHE A Wavin Kft. a Wavin PVC KG csatornacsô rendszeréhez kapcsolódó mûanyag tisztítóaknarendszert kínál. A Wavin tisztítóaknák mindenhol alkalmazhatók,
Hőszivattyúk - kompresszor technológiák Január 25. Lurdy Ház
 Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
Hőszivattyúk - kompresszor technológiák 2017. Január 25. Lurdy Ház Tartalom Hőszivattyú felhasználások Fűtős kompresszor típusok Elérhető kompresszor típusok áttekintése kompresszor hatásfoka Minél kisebb
3. Mérőeszközök és segédberendezések
 3. Mérőeszközök és segédberendezések A leggyakrabban használt mérőeszközöket és használatukat is ismertetjük. Az ipari műszerek helyi, vagy távmérésre szolgálnak; lehetnek jelző és/vagy regisztráló műszerek;
3. Mérőeszközök és segédberendezések A leggyakrabban használt mérőeszközöket és használatukat is ismertetjük. Az ipari műszerek helyi, vagy távmérésre szolgálnak; lehetnek jelző és/vagy regisztráló műszerek;
MEZŐGAZDASÁGI CSEPEGTETŐ ÖNTÖZÉS
 MEZŐGAZDASÁGI CSEPEGTETŐ ÖNTÖZÉS Nagy áramlású csepegtető berendezés, mely a legjobb alapanyagokból készül, biztosítva a termék kiváló minőségét. A piacvezető CV értékek (1,5 %) és a legnagyobb használati
MEZŐGAZDASÁGI CSEPEGTETŐ ÖNTÖZÉS Nagy áramlású csepegtető berendezés, mely a legjobb alapanyagokból készül, biztosítva a termék kiváló minőségét. A piacvezető CV értékek (1,5 %) és a legnagyobb használati
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
WWW.HOTHOTEXCLUSIVE.COM
 AQUA AQUA - ELEMES RADIÁTOR A gömbölyű formákkal rendelkező, elegáns Aqua elemes radiátor ötvözi a klasszikus megjelenést a nagy teljesítménnyel és különféle színekkel. Alakjának köszönhetően a minimumra
AQUA AQUA - ELEMES RADIÁTOR A gömbölyű formákkal rendelkező, elegáns Aqua elemes radiátor ötvözi a klasszikus megjelenést a nagy teljesítménnyel és különféle színekkel. Alakjának köszönhetően a minimumra
4. Hőtani kérdések; extrúzió
 4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
4. Hőtani kérdések; extrúzió Bevezetés Hőátadási folyamatok az alapanyag hőtartalma mechanikai energia külső fűtés hűtés, energiaveszteség szabályozás hőkezelés Hőmérsékletszabályzás Extrúzió technológiai
Elektrofúzós karmanytúk újragondolva. A gyors és biztonságos csatlakozáshoz
 PE Elektrofúziós karmantyúk d355-d800 mm SDR11/17 Elektrofúzós karmanytúk újragondolva A gyors és biztonságos csatlakozáshoz 1 Monthly Report - Nr. Tartalomjegyzék 03 04 05 06 10 11 14 16 19 22 24 Áttekintés
PE Elektrofúziós karmantyúk d355-d800 mm SDR11/17 Elektrofúzós karmanytúk újragondolva A gyors és biztonságos csatlakozáshoz 1 Monthly Report - Nr. Tartalomjegyzék 03 04 05 06 10 11 14 16 19 22 24 Áttekintés
A készítmény leírása
 A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
A készítmény leírása Bevezetõ A sablon a postforming lapok eredményes összekapcsolására szolgál. Az áttetsző műanyag szerkezete, az egyes elemek egyértelmű leírása a sablonba vésve, több összefüggő ütköző,
ALACSONY ZAJSZINTŰ CSÖVEK ÉS SZERELVÉNYEK Alacsonyabb zajszintet (akár 19dB) és vibrációt biztosít.
 és vibrációt biztosít.") ALACSONY ZAJSZINTŰ CSÖVEK ÉS SZERELVÉNYEK Alacsonyabb zajszintet (akár 19dB) és vibrációt biztosít. Peštan világszerte A Peštan vállalat vezető pozíciót tölt be a műanyag csövek és PVC profilok gyártásában
ALACSONY ZAJSZINTŰ CSÖVEK ÉS SZERELVÉNYEK Alacsonyabb zajszintet (akár 19dB) és vibrációt biztosít. Peštan világszerte A Peštan vállalat vezető pozíciót tölt be a műanyag csövek és PVC profilok gyártásában
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor
 Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
Szálerősített anyagok fröccsöntése Dr. KOVÁCS József Gábor 2015. november 18. Előadásvázlat 2 / 32 Fröccsöntés (szálas) Ciklus (kiemelve a száltöltés szerepét) Anyagok (mátrix, szál, adhézió) Rövidszálas
J A G A C L I M A C A N A L
 J A G A C L I M A C A N A L Tökéletesen kontrollált klíma: fűtés, hűtés, szellőzés. Szerény mérete ellenére a Clima Canal egyben nagy teljesítményű fűtő-, hűtő és szellőzőrendszer, mely csendesen és diszkréten
J A G A C L I M A C A N A L Tökéletesen kontrollált klíma: fűtés, hűtés, szellőzés. Szerény mérete ellenére a Clima Canal egyben nagy teljesítményű fűtő-, hűtő és szellőzőrendszer, mely csendesen és diszkréten
POLIMERTECHNIKA Laboratóriumi gyakorlat
 MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
MÉRÉSI JEGYZŐKÖNYV Polimer anyagvizsgálat Név: Neptun kód: Dátum:. Gyakorlat célja: 1. Műanyagok folyóképességének vizsgálata, fontosabb reológiai jellemzők kiszámítása 2. Műanyagok Charpy-féle ütővizsgálata
Orosz Csaba Ügyvezető Igazgató. Orosz Sándor Ügyvezető Igazgató
 TURBOMARO Az Esztergakés Gyártó Kft. 1991-ben alakult családi vállalkozásként, amely a mai napig megőrizte családi jellegét. Kezdetben forrasztott keményfém lapkás esztergakéseket gyártott és értékesített.
TURBOMARO Az Esztergakés Gyártó Kft. 1991-ben alakult családi vállalkozásként, amely a mai napig megőrizte családi jellegét. Kezdetben forrasztott keményfém lapkás esztergakéseket gyártott és értékesített.
ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK
 ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK I. LEMO Diszkomat /850 U B tasakgyártó II. LEMO Diskomat 850 W-B szemeteszsákgyártó gépsor III. LEMO Rotomat 850 tip. konfekcionáló gép IV. Reifenhauser R-45/30-as típusú
ELADÓ MŰANYAGFELDOLGOZÓ GÉPEK I. LEMO Diszkomat /850 U B tasakgyártó II. LEMO Diskomat 850 W-B szemeteszsákgyártó gépsor III. LEMO Rotomat 850 tip. konfekcionáló gép IV. Reifenhauser R-45/30-as típusú
1 ábra a) Kompaundálás kétcsigás extruderben, előtermék: granulátum, b) extrudált lemez vákuumformázásának technológiai lépései, c) fröccsöntés
 Kompaundálás kétcsigás extruderben, előtermék: granulátum, b) extrudált lemez vákuumformázásának technológiai lépései, c) fröccsöntés") 1. Hőre lágyuló kompozitok előállítása és feldolgozása Tevékenység: A lecke áttanulmányozása után, a követelményekben meghatározottak alapján rögzítse, majd foglalja össze a lecke tartalmát, készítsen
1. Hőre lágyuló kompozitok előállítása és feldolgozása Tevékenység: A lecke áttanulmányozása után, a követelményekben meghatározottak alapján rögzítse, majd foglalja össze a lecke tartalmát, készítsen
Előszerelt energiatakarékos csatlakoztató rendszerek napkollektor berendezésekhez.
 A Kaiflex Solar EPDMplus 2in2 előszigetelt csatlakoztató rendszer szállítható rozsdamentes bordás acélcsövekkel (VA) vagy lágy rézcsövekkel (CU). A váltakozó hosszal gyártott Kaiflex Solar EPDMplus 2in2
A Kaiflex Solar EPDMplus 2in2 előszigetelt csatlakoztató rendszer szállítható rozsdamentes bordás acélcsövekkel (VA) vagy lágy rézcsövekkel (CU). A váltakozó hosszal gyártott Kaiflex Solar EPDMplus 2in2
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Lépcsőbefúvó SAR/SAQ
 Lépcsőbefúvó SAR/SAQ Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon 0 74 63-980 - 0 Telefax 0 74 63-980 - 200 [email protected] www.schako.de Lépcsőbefúvó SAR/SAQ Tartalom Leírás... 3 Kialakítás...
Lépcsőbefúvó SAR/SAQ Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon 0 74 63-980 - 0 Telefax 0 74 63-980 - 200 [email protected] www.schako.de Lépcsőbefúvó SAR/SAQ Tartalom Leírás... 3 Kialakítás...
Árjegyzék (Áraink a 27 %-os ÁFA-t nem tartalmazzák) Érvényes 2014. Szeptember 1-től
 Érvényes 2014. Szeptember 1-től") Honlap: Plexi lemezek: Táblaméret: 100 x 205 cm, 200 x 205 cm, 305 x 205 cm Vastagság Táblaár m 2 (XT) Darabolt ár m 2 (XT) 2 mm 3000,- 4.350,- 3 mm 4.600,- 6.500,- 4 mm 6.000,- 8.700,- 5 mm 7.500,- 10.880,-
Honlap: Plexi lemezek: Táblaméret: 100 x 205 cm, 200 x 205 cm, 305 x 205 cm Vastagság Táblaár m 2 (XT) Darabolt ár m 2 (XT) 2 mm 3000,- 4.350,- 3 mm 4.600,- 6.500,- 4 mm 6.000,- 8.700,- 5 mm 7.500,- 10.880,-
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás
 szakmacsoport Vegyipar (XIV.) ágazati besorolás") Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
Összefüggő gyakorlat követelménye Műanyagfeldolgozó technikus 54 521 06 Vegyipar (8.) szakmacsoport Vegyipar (XIV.) ágazati besorolás A szakmai program a 30/2016 (VIII 31) NGM rendelet és módosításai alapján
isd dunaferr termékkatalógus
 isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
A 29/2016. (VIII. 26.) NGM rendelet által módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 31 521 08 Műanyag hegesztő Tájékoztató
PLEXIGLAS Satinice lemezek és rudak
 PLEXIGLAS Satinice lemezek és rudak 2015.06.04. - v1.0 1 BEVEZETŐ A PLEXIGLAS márkanevű, pmma anyagú lemezek 1933- as bemutatása óta rendkívül sokféle felhasználási területen bizonyítottak. A gyártó megszámlálhatatlan
PLEXIGLAS Satinice lemezek és rudak 2015.06.04. - v1.0 1 BEVEZETŐ A PLEXIGLAS márkanevű, pmma anyagú lemezek 1933- as bemutatása óta rendkívül sokféle felhasználási területen bizonyítottak. A gyártó megszámlálhatatlan
Közelebbi és szükséges részletinformácók megtalálhatók az EUROLIGHT munkalapok: megmunkálási ismertető prospektusban.
 MŰSZAKI ADATLAP EUROLIGHT MUNKALAPOK Az EUROLIGHT Munkalap rétegragasztott termék, amely EUROLIGHT könnyített lapból áll, melynek a lapfelületét és/vagy a profilos élét tetszetős zel laminálnak. A vevő
MŰSZAKI ADATLAP EUROLIGHT MUNKALAPOK Az EUROLIGHT Munkalap rétegragasztott termék, amely EUROLIGHT könnyített lapból áll, melynek a lapfelületét és/vagy a profilos élét tetszetős zel laminálnak. A vevő
A 12/2013 (II. 8.) NGM rendelettel módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelettel módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 12/2013 (II. 8.) NGM rendelettel módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 10 Szárazépítő Tájékoztató A vizsgázó
A 12/2013 (II. 8.) NGM rendelettel módosított 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 582 10 Szárazépítő Tájékoztató A vizsgázó
Polimerek fizikai, mechanikai, termikus tulajdonságai
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMŰGYÁRTÁSI TANSZÉK POLIMERTECHNIKA NGB_AJ050_1 Polimerek fizikai, mechanikai, termikus tulajdonságai DR Hargitai Hajnalka 2011.10.05. BURGERS FÉLE NÉGYPARAMÉTERES
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6202-11 Épületgépészeti rendszerismeret
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6202-11 Épületgépészeti rendszerismeret Vizsgarészhez rendelt vizsgafeladat megnevezése: 6202-11/1 Általános épületgépészeti ismeretek Szóbeli
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 6202-11 Épületgépészeti rendszerismeret Vizsgarészhez rendelt vizsgafeladat megnevezése: 6202-11/1 Általános épületgépészeti ismeretek Szóbeli