TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
|
|
|
- Jenő Vörös
- 9 évvel ezelőtt
- Látták:
Átírás
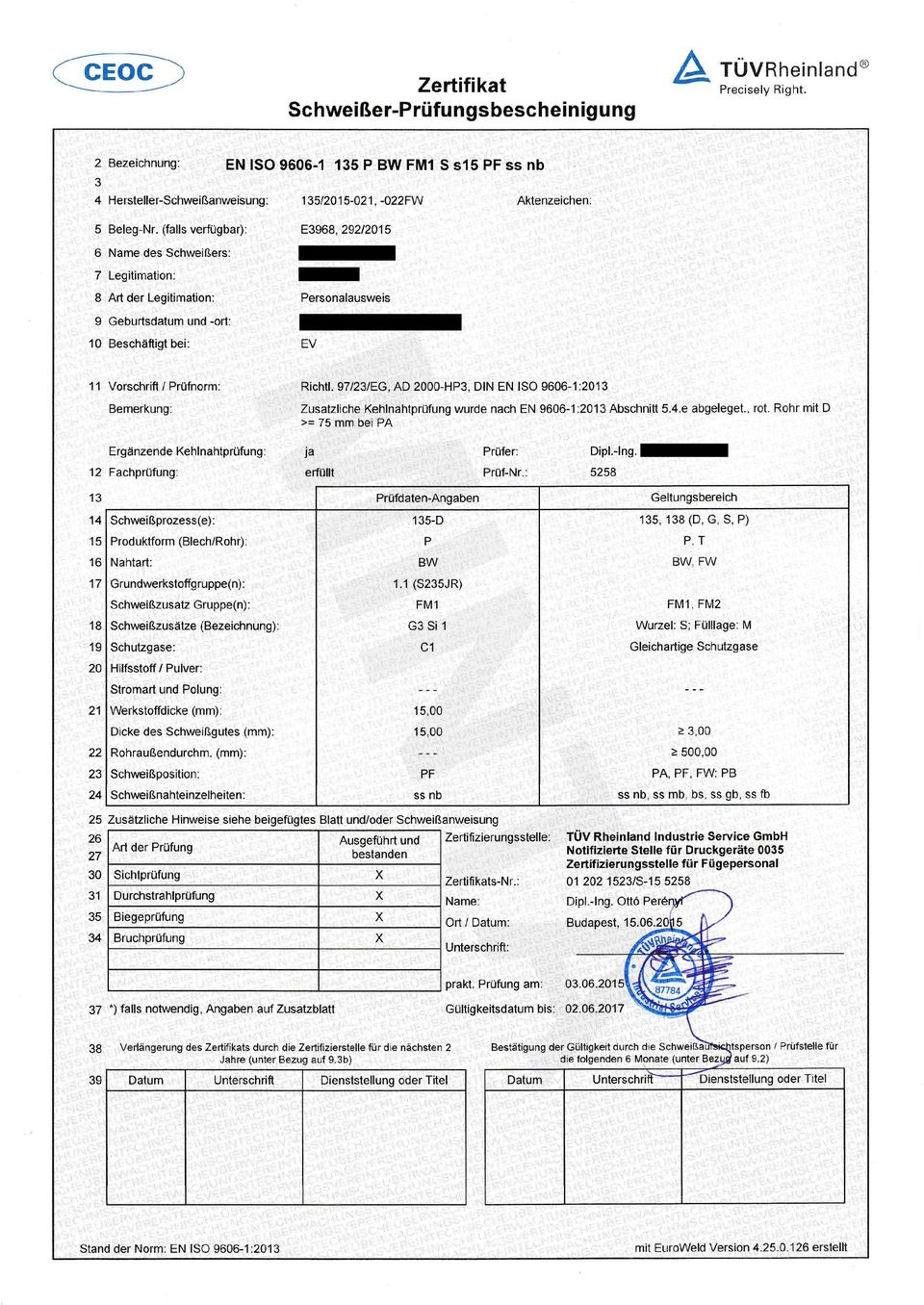
1 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS FOGYÓELEKTRÓDÁS, VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona

2
3

4 Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési Utasítás ( WPS ) az MSZ EN ISO alapján 2015/135/ /1 Gyártóhely: 1108 Budapest, Kozma utca 4. Alapanyag 1: WPAR No.: - Alapanyag 2: Gyártó neve: Eszkimó Magyarország Zrt. Tisztítás / előkészítés: köszörülés, drótkefézés Hegesztési eljárás: 135 Varrat típus: BW (tompavarrat) Hegesztő: Hegesztő minősítése: Falvastagság t 1 [mm]: 15 Falvastagság t 2 [mm]: 15 Külső átmérő D [mm]: P BW FM1 S t15 PF ss nb Varrat előkészítése: A varrat kialakítása Varrat felépítése: Sorok száma Hegesztési eljárás Hegesztési pozíció Hegesztési hozaganyag átmérő [mm] Hegesztési áramerősség [A] A hegesztés paraméterei Hegesztési feszültség [V] Polaritás Huzal adagolási sebesség [m/min] Hegesztési sebesség [cm/min] Fajlagos hőbevitel [KJ/mm] Előmelegítési hőmérséklet [C ] PF 1, = / , PF 1, = / , PF 1, = / , PF 1, = / , Megjegyzés Hegesztőanyag, védőgázok és hőmérsékleti jellemzők: Hegesztőanyag jelölés: ER70S-6 (EN ISO A) Hegesztőanyag márkanév: EURO SUP Hegesztőanyag szárítás: [C ; h] - Védőgáz / fedőpor: Védőgáz: Corgon 18 (EN ISO M21) Gyökvédelem: - Gázáramlás: Védőgáz: [l/min] 8-10 Gyökvédelem: [l/min] - Volfrám elektróda típus, átmérő: [mm] - Gyökmegtámasztás: - Előmelegítési hőmérséklet: [C ] - Legnagyobb sorközi hőmérséklet: [C ] - Hőkezelés: - Hőkezelési eljárás típusa: - Hőntartás hőmérséklete, ideje: - Fűtési sebesség: [ C/h] - Hűtési sebesség: [ C/h] - Elektróda lengetés: N.A. Impulzushegesztés adatai: N.A. Áramátadó - munkadarab távolság: N.A. Plazmahegesztés adatai: N.A. Égő dőlésszöge: N.A. Varratok értékelése: MSZ EN ISO 5817 B szerint Megjegyzés: N.A. További információk: N.A. Ívelőmozgás (amplitúdó, frekvencia, kitartási idő): Készítette: Ellenőrizte: Jóváhagyta: Név: Schmíz Dávid Név: Torma István Név: Schmíz Dávid Dátum: Dátum: Dátum:
![Tisztítás / előkészítés: köszörülés, drótkefézés Hegesztési eljárás: 135 Varrat típus: BW (tompavarrat) Hegesztő: Hegesztő minősítése: Falvastagság t 1 [mm]: 15 Falvastagság t 2 [mm]: 15 Külső átmérő](/docs-images/47/17379860/images/page_4.jpg "D [mm]: - 135 P BW FM1 S t15 PF ss nb Varrat előkészítése: A varrat kialakítása Varrat felépítése: Sorok száma Hegesztési eljárás Hegesztési pozíció Hegesztési hozaganyag átmérő [mm] Hegesztési")
5
6 3. SZAKKIFEJEZÉSEK ÉS MEGHATÁROZÁSOK Az ISO 9606 szabványsorozat e részére a következő szakkifejezések és meghatározások érvényesek hegesztő (welder): Az elektródaforgatót, a hegesztőpisztolyt vagy a hegesztő égőt kézzel tartó és vezető személy gyártó (manufacturer): A hegesztéssel végzett gyártásért felelős személy vagy szervezet. 3.3.minősítő (examiner): A vonatkozó szabványnak megfelelőség ellenőrzésére és igazolására megnevezett személy. MEGJEGYZÉS: Bizonyos esetekben független minősítő jelenlétére lehet szükség tanúsító szervezet (examining body): A vonatkozó szabványnak megfelelőség igazolására megnevezett testület. MEGJGYZÉS: Bizonyos esetben független tanúsító szervezet jelenlétére lehet szükség hegfürdő megtámasztással (material backing): A hegfürdő megtámasztással az olvadt hegesztési ömledék alátéteként használt anyaggal hegfürdő megtámasztása védőgázzal (gas backing): A hegfürdő megtámasztása elsősorban az oxidáció elkerülése céljából alkalmazott gázzal hegfürdő megtámasztása fedőporral (flux backing): A hegfürdő megtámasztása elsősorban az oxidáció elkerülése céljából alkalmazott fedőporral (porpárna). MEGJEGYZÉS: Fedett ívű hegesztéskor a hegfürdő megtámasztására alkalmazott fedőpor a hegfürdő átroskadási veszélyét csökkentheti beolvadóbetét (consumable insert): Hozaganyag, amit hegesztés előtt a kötés gyökében kell elhelyezni és teljesen a gyökbe kell ömleszteni réteg (layer): Egy vagy több sorból álló, hegesztéssel készített anyagréteg gyöksor (root run, root pass): <Többrétegű hegesztéskor> a gyök első rétegét képző sor(ok) töltősor (filling run): <Többrétegű hegesztéskor> a gyökréteg (-rétegeket) követően és a takaróréteg (-rétegeket) megelőzően hegesztett sor(ok) takarósor (capping run): <Többrétegű hegesztéskor> a varratfelületeken a hegesztés befejezése után látható sor(ok) varratvastagság (deposited thickness): A varrat dudor nélküli vastagsága balra hegesztés (leftward welding): Gázhegesztési módszer, amikor a hegesztési irányt tekintve a hozaganyag a hegesztőpisztoly előtt halad jobbra hegesztés (rightward welding): Gázhegesztési módszer, amikor a hegesztési irányt tekintve a hozaganyag a hegesztőpisztoly mögött halad csőelágazás kötése (branch joint): Egy vagy több csőelem kötése a főcsővezetékhez vagy a tartályköpenyhez sarokvarrat (fillet weld): T kötés, sarokkötés vagy átlapolt kötéshez derékszögű élkiképzésben készített háromszög alakú varrat Igazoló ellenőrzés (verification): Annak a megerősítése objektív bizonyíték szolgáltatásával, hogy az előírt követelmények teljesültek. -1-
: A vonatkozó szabványnak megfelelőség igazolására megnevezett testület.")
7 4. SZÁMJELEK, JELÖLÉSEK ÉS RÖVIDÍTÉSEK 4.1. Általános követelmények A következő számjelek és rövidítéseket kell alkalmazni a hegesztő minősítési bizonyítványnak (lásd az A mellékletet) készítésekor A hegesztési eljárások számjelei Az ISO 9606 szabványsorozat e része a következő kézi és részben gépiesített hegesztési eljárásokra vonatkozik ( a jelképi ábrázoláshoz szükséges számjeleket az ISO 4063 tartalmazza). 111 Kézi ívhegesztés bevont elektródával 114 Önvédő ívhegesztés porbeles huzalelektródával 121 Fedett ívű hegesztés tömör huzalelektródával (részben gépiesített) 125 Fedett ívű hegesztés porbeles huzalelektródával (részben gépiesített) 131 Fogyóelektródás, semleges védőgázos ívhegesztés (MIG-hegesztés) 135 Fogyóelektródás, aktív védőgázos ívhegesztés (MAG-hegesztés) 136 Fogyóelektródás, aktív védőgázos ívhegesztés porbeles huzalelektródával 138 Fogyóelektródás, aktív védőgázos ívhegesztés fémportöltetű huzalelektródával 141 Volfrámelektródás, semleges védőgázos ívhegesztés (TIG-hegesztés) 142 TIG hegesztés hozaganyag nélkül 143 TIG hegesztés porbeles hozaganyaggal 145 TIG hegesztés redukáló gázzal és tömör hozaganyaggal (huzal/pálca) 15 Plazmaívhegesztés 311 Oxigén-acetilén hegesztés A kézi vagy részben gépiesített hegesztésre vonatkozó meghatalmazásokat az ISO/TR és az ISO tartalmazza. MEGJEGYZÉS: Az ISO 9606 szabványsorozat e részének alapelvei más ömlesztő-hegesztési eljárásokra is alkalmazhatók JELÖLÉSEK ÉS RÖVIDÍTÉSEK A vizsgadarabra vonatkozó rövidítések a BW D FW l 1 l 2 l f P s t s 1 a sarokvarrat névleges vastagsága tompavarrat a cső külső átmérője sarokvarrat a vizsgadarab hosszúsága a vizsgadarab szélességének fele vizsgálati hossz lemez tompavarratoknál a varratvastagság vagy a megömlesztett heganyag vastagsága a vizsgadarab anyagvastagsága (lemez- vagy a falvastagság) a vizsgadarab 1. hegesztési eljárással készített varratvastagsága -2-
 125 Fedett ívű hegesztés porbeles")
8 s 2 T z a vizsgadarab 2. hegesztési eljárással készített varratvastagsága cső a sarokvarrat szárhosszúsága A hozaganyagokra vonatkozó rövidítések nm hozaganyag nélkül A bevont vagy a töltet típusára utaló jelölések a különböző nemzetközi szabványok szerintieken alapulnak. 03 rutil-bázikus bevonat 10 cellulózbevonat 11 cellulózbevonat 12 rutilos bevonat 13 rutilos bevonat 14 rutilos és vasporos bevonat 15 bázikus bevonat 16 bázikus bevonat 18 bázikus és vasporos bevonat 19 ilmenittartalmú bevonat 20 vas-oxid-tartalmú bevonat 24 rutilos és vasporos bevonat 27 vas-oxid-tartalmú bevonat 28 bázikus és vasporos bevonat 45 bázikus bevonat 48 bázikus bevonat A B C R RA RB RC RR M P S V W Y Z savas bevonat bázikus bevonat vagy bázikus töltetű porbeles huzalelektróda cellulózbevonat rutilos bevonat vagy rutilos töltetű porbeles huzalelektróda lassan dermedő salakkal rutilos-savas bevonat rutilos-bázikus bevonat rutilos-cellulóz bevonat vastag rutilos bevonat fémportöltetű porbeles huzalelektróda vagy fémpor porbeles huzalelektróda rutilos, gyorsan dermedő salakos tömör huzalelektróda-tömör pálca porbeles huzalelektróda-rutilos vagy bázikus/fluoridos porbeles huzalelektróda- bázikus/fluoridos, lassan dermedő salakos porbeles huzalelektróda- bázikus/fluoridos, gyorsan dermedő salakos porbeles huzalelektróda- egyéb típusok -3-

9 Egyéb hegesztéstechnikai adatokra vonatkozó rövidítések fb bs ci lw mb gb ml nb rw sl ss hegfürdő megtámasztása fedőporral hegesztés két oldalról beolvadóbetét balra hegesztés hegfürdő megtámasztása hegfürdő megtámasztása védőgázzal többrétegű hegesztés hegfürdő- megtámasztása nélkül jobbra hegesztés egyrétegű hegesztés egy oldalról A hajlító vizsgálatra vonatkozó rövidítések A d ts az anyagelőírás szerinti legkisebb szakadási nyúlás a hajlítótüske vagy a belső hajlítógörgő ármérője a hajlítópróbatest vastagsága Az ívhegesztés típusai MAG fogóelektródás, aktív védőgázos MÍG fogóelektródás, semleges védőgázos TIG volfrámelektródás, aktív védőgázos -4-

10 FOGYÓELEKTRÓDÁS, VÉDŐGÁZAS ÍVHEGESZTÉS (Kód: 135) Az eljárás elve Védőgázas ívhegesztéskor egy vagy több, az elektróda és a munkadarab - vagy két elektróda között - égő hegesztőív hatására alakul ki a hegfürdő. A hegesztőívet, a hegfürdőt és az elektródát a levegő káros hatásától védőgáz óvja (1. ábra). A védőgáztól függően megkülönböztetünk: 1. ábra: A fogyóelektródás, védőgázas ívhegesztés semleges (nemes) gázas fogyóelektródás ívhegesztést (AFI-eljárás), aktív védőgázas fogyóelektródás ívhegesztést (CO 2 eljárás), keverék védőgázas (kevertgázas) fogyóelektródás ívhegesztést. A hegesztőív lehet nem vezérelt (szórt ív, hosszú ív és rövid ív) vagy vezérelt lüktető impulzusos ív. Egyenárammal fordított polaritásról (a fogyóelektróda a pozitív pólusáról) kell hegeszteni. -1-
 fogyóelektródás ívhegesztést. A hegesztőív lehet nem vezérelt (szórt ív, hosszú ív és rövid ív) vagy vezérelt lüktető impulzusos ív.")
11 A fogyóelektródás, védőgázas ívhegesztés berendezései és eszközei 2. ábra: A huzalelőtolás változatai fogyóelektródás, védőgázas ívhegesztő berendezéseken a) kompakt; b) univerzális; c) tandem; d) húzó-toló (push-pull); e) kis huzaldobos 1 áramforrás; 2 védőgázellátás; 3 hegesztőpisztoly tömlővel; 4 huzalelőtoló; 5 huzaldob; 6 huzalhúzó; 7 huzaltoló A fogyóelektródás, védőgázas ívhegesztés berendezéseit a 2. ábra foglalja össze. Kompakt, zárt rendszerű, huzalelőtolóval egybeépített áramforrás 0,8...1,2 mm átmérőjű huzallal, legfeljebb m hosszú hegesztőtömlővel. Univerzális, különálló huzalelőtoló berendezés 0,8...2,4 mm huzalátmérővel. A huzalelőtoló és az áramforrás között tetszőleges a távolság, a huzalelőtoló és a pisztoly között 3 m. A tandem hegesztő-berendezés hasonlóképpen használható, mint az univerzális, azzal a különbséggel, hogy a hegesztési munkahely váltásakor a hegesztőnek nem kell a huzaldobot mozgatnia. A húzó-toló (push-pull) berendezés előnye, hogy vékonyabb, Ć 0,6 mm-es huzalok is használhatók. Hatósugara 10 m. A kis dobos berendezésnek a hegesztőpisztolyában van a huzaldob (max. 0,5 kg acélhuzallal). Alumínium vékony huzalos hegesztéshez a legalkalmasabb berendezés. -2-

12 3. ábra: A hegesztőáram változása a hegesztőívhossz változásának függvényében 1 hosszú ív; 2 rövid ív; az elektróda előtolási sebessége az A pontban 3,8 m/min, B pontban 7 m/min A hegesztő áramforrások jelleggörbéje vízszintes vagy enyhén eső. A 3. ábrából látható a vízszintes jelleggörbe előnye. Az ívhossz változtatásával eső jelleggörbe esetében igen kis áramerősség-változás érhető el (II. jelleggörbe), míg vízszintes jelleggörbe esetén, pl. 1,2 mm-es átmérőjű huzalelektródával, akár 130 A változás is elérhető 8 V hegesztési feszültségváltozás mellett (I. jelleggörbe). A fogyóelektródás ívhegesztéshez nagy teljesítményű áramforrásra van szükség. A leolvadási teljesítmény függvényében a 4. táblázatban láthatók az áramforrás kiválasztásának paraméterei. 4. táblázat Az áramforrás kiválasztásának irányértékei Típus bi, % I max, A U max, V MAG MAG MAG MAG A szükséges legnagyobb áramerősség különböző átmérőjű elektródákhoz: Ć 0,8 mm-hez 220 A, Ć 1,2 mm-hez 320 A, Ć 1,0 mm-hez 260 A, Ć 1,6 mm-hez 460 A. Az inverteres áramforrás (4. táblázat) tömege a hagyományos áramforrásokénál lényegesen kisebb. 10 A hegesztőáram előállításához a hagyományos áramforrás általában kg, az inverteres áramforrás 1...1,2 kg. -3-
.")
13 5. ábra Impulzushegesztésre alkalmas inverteres áramforrás elvi felépítése 1 egyenirányító; 2 tranzisztoros váltókapcsoló; 3 transzformátor; 4 egyenirányító; 5 fojtótekercs (simítás) Először a hálózati váltakozó áramot egyenirányítja és simítja, majd kapcsolóüzemű tranzisztoron váltókapcsolón keresztül általában 20 khz-nél nagyobb frekvenciás lüktető váltakozó áramot vagy egyenáramot állít elő. A nagy frekvencia átalakítására lényegesen kisebb transzformátorra van szükség mint az 50 Hz esetében. A transzformátor után az egyenirányító ismételten egyenáramot állít elő, amelynek simításához tömegében szintén kisebb egységet kell beépíteni. A statikus jelleggörbe vagy az áramforma az impulzushegesztés során a kapcsolóüzemű 2 tranzisztor megfelelő vezérlésével változtatható meg. A vezérlőberendezés feladata a hegesztési folyamathoz szükséges kapcsolások elvégzése, valamint a hűtővíz- és a védőgázellátás ellenőrzése és szabályozása. Az ívgyújtást elősegítő elektronikus egység is a vezérlőberendezésben foglal helyet. -4-

14 6. ábra: A hegesztési folyamat szabályozása a) kétlépcsős kapcsolással; b) négylépcsős kapcsolással A kapcsolási utasításokat a hegesztőpisztolyon elhelyezett nyomógombokkal adjuk ki. Két általános kapcsolási rendszer van: a kétlépcsős és a négylépcsős. Kétlépcsős kapcsolás esetén a védőgáz, a huzalelőtolás és a hegesztőáram addig folyik, amíg a kapcsoló a hegesztőpisztolyon bekapcsolt állapotban van. Ezt a szabályozást általában a rövid varratokhoz alkalmazzuk (6a ábra). -5-

15 Négylépcsős kapcsoláskor a hegesztőpisztolyon lévő kapcsológomb benyomásával először a védőgáz-áramlás indul meg, elengedésekor pedig bekapcsolja a hegesztőáramot és a huzal előtolást. A hegesztési folyamat befejezésekor a gomb ismételt lenyomásával először az áramot és a huzalelőtolást kapcsolja ki, a védőgáz a gomb lenyomva tartásáig tovább áramlik (6b ábra). Az ábrán látható, hogy ívgyújtáskor csökkentett huzalelőtolási sebesség állítható be, és csak a hegesztési áramkör zárása után működik a teljes huzalelőtolás. Az ív megszakításakor a huzalelőtolást is szabályozni kell, a huzal nem futhat bele a hegfürdőbe. Helyesen beállított elektróda-visszaégési idő esetén az elektróda kevéssel a hegfürdő felett áll meg. Túl hosszú visszaégési idő az áramvezető hüvelyig való visszaégést okozhat, ill. a huzal végén kialakuló megdermedt hozaganyagcsepp akadályozza az újragyújtást. A visszaégési idő beállításának a hatása a 7. ábrán látható. Nem minden hegesztő-berendezésen állítható a visszaégési idő, de impulzusos üzemmódban külön programmal, az utolsó áramimpulzussal cseppforma nélküli huzalelektróda-vég alakítható ki. 7. ábra: A visszaégési idő hatása a huzalvég kialakulására A huzalelőtoló berendezés fő feladata a hegesztőhuzal egyenletes, megtörés nélküli előtolása a beállított huzalsebességgel. A jelenleg alkalmazott előtolók m/min sebességgel dolgoznak. A stabil hegesztési folyamat feltétele a huzalelőtolási sebesség és a huzalleolvadási sebesség egyensúlya. Különböző anyagtípusokra a huzalelektródák leolvadási sebessége a huzal előtolási sebesség függvényében a 8. ábrán látható. 8. ábra: Huzalelektródák leolvadási sebessége és fajlagos leolvadása a huzal-előtolási sebesség függvényében. A görbékre írt számok a d e huzalátmérőt jelentik mm-ben. -6-

16 A huzaladagoló berendezés főbb részeit a 9. ábra szemlélteti. A különféle huzalelőtoló berendezések elvét a 10. ábra foglalja össze. 9. ábra. Huzaladagoló berendezés (Munske szerint) 1 huzalfelvezető gyűrű 2 huzalegyengető berendezés 3 huzalelőtoló 4 huzalbevezető gyűrű A huzalelőtoló görgők készülhetnek sima hornyos és fogazott hornyos változatban (11. ábra). A huzalelőtoló görgők és a huzalbevezető gyűrű távolságának irányértéke a 12. ábráról olvasható le. E távolságon belül a huzal nem törik meg és nem gyűrődik be. A huzalelőtolás erőszükséglete a 13. táblázatban található. A huzalelőtoló görgőket egy vagy két motor hajtja (14. ábra). A huzalelőtoló-gyártó cégek berendezéseinek gépkönyvei pontos értékeket adnak a huzalátmérő és anyagminőség függvényében a görgők nyomóerejének beállítására. A helytelen nyomóerő vagy a görgő hibás kialakításának következményei a 15. ábrán láthatók. Védőgáz ellátó egység. A hegesztést palack vagy körvezeték látja el gázzal. A szükséges gázmennyiséget nyomáscsökkentő szelep állítja be. Az átfolyó gáz mennyiségét mérő berendezést a nyomáscsökkentő szelep után helyezik el. A legegyszerűbb gázátfolyásmérő berendezés a 16. ábrán látható, az argonadagoló mágnesszeleppel együtt. A hegesztők felszerelésének tartozéka a pisztoly végén kilépő gáz mennyiségét mérő tölcséres rotaméter. A gázfúvókára felhelyezve a hegesztés helyén ténylegesen kiáramló gázmennyiséget 1/min értékben adja meg. Egy görgőpáros: szorító és hajtógörgő. A hajtógörgő nem fogazott Egy görgőpáros: szorító- és hajtógörgő. Fogazott hajtógörgő Két görgőpáros: szorító- és hajtógörgők. A hajtógörgők nem fogazottal Két görgőpáros: szorító- és hajtógörgők. Fogazott hajtógörgők Három görgőpáros: szorítógörgők és fogazott hajtógörgők (vastag porbeles huzalokhoz) Bolygóműves hajtómű 10. ábra. Huzalelőtoló berendezések -7-
 1 huzalfelvezető gyűrű 2 huzalegyengető berendezés 3 huzalelőtoló 4 huzalbevezető gyűrű A huzalelőtoló görgők készülhetnek sima hornyos és fogazott hornyos")
17 11. ábra. A huzalelőtoló görgők felületének kialakítása a), b), c) különféle horonyformák; d) ideális horonyforma; D a huzal átmérője (Kittel szerint) 12. ábra. A huzaltávolság és a huzalt megtörő erő összefüggése 13. táblázat A huzalelőtolás erőszükséglete (3...4 m hosszú huzaltömlőre) Huzalátmérő, d e, mm 0 6 0,8 1,0 1,2 1,6 2,0 2,4 3,2 Legkisebb előtolóerő, F, N ábra. Egy- és kétmotoros huzal görgőhajtás a) egymotoros hajtás egy áttételi fogaskerékkel, két továbbító görgővel; b) két, sorba kapcsolt egyenáramú motorral hajtott továbbító görgő -8-
 Huzalátmérő, d e, mm 0 6 0,8 1,0 1,2 1,6 2,0 2,4 3,2 Legkisebb előtolóerő, F, N 40 50 70 100 120 150 180 250 14. ábra.")
18 15. ábra. A huzalelőtoló nyomóerejének és görgőkialakításának hatása a) helyes nyomóerő: az előtológörgő csak nagy ellenállás esetén csúszik meg; b) a nyomóerő túl nagy; c) a horony túl kicsi; d) a horony túl nagy vagy kopott 16. ábra. Gázmennyiség-mérő (rotaméter) A hegesztőpisztoly lehet léghűtéses és vízhűtéses. A vízhűtéses pisztolyok a kézi vagy a gépi hegesztési eljárás pisztolyai. Alkalmazási területük: léghűtéses vagy gázhűtéses pisztoly kb. 250 A-ig, vízhűtéses, kézzel vezetett pisztoly kb. 500 A-ig, vízhűtéses gépi hegesztőpisztoly kb. 800 A-ig használható. A jó hegesztőpisztolynak a lehető legkönnyebbnek kell lennie. Hosszú varratok hegesztésekor nehéz fizikai munkát jelent a hegesztőpisztoly megfelelő szögben tartása és vezetése. A pisztoly kiválasztásának szempontjai: feleljen meg a legnagyobb hegesztőáramnak, a védőgáz és a vízhűtés megfelelő szigetelése legyen kifogástalan, a gyakran kopó alkatrészek könnyen cserélhetők és olcsók legyenek, a hegesztőtömlő legyen hajlékony és könnyű. -9-

19 17. táblázat A védőgázok jelölése és fizikai tulajdonságai A gáz Hegesztés során fellépő reakció Sűrűség 0,1 MPa nyomáson és 15 C-on A palack színe Argon, Ar Semleges 1,759 Szürke Hélium, He Semleges 1,176 Szürke Szén-dioxid, CO 2 Oxidáló 1,849 Szürke+jelölés Oxigén*, O 2 Oxidáló 1,336 Kék A fogyóelektródás, védőgázas ívhegesztés technológiája Az anyagátmenet a védőgáztól és a hegesztési jellemzőktől függően többféle lehet. A szórtíves anyagátmenet permetszerű, finomcseppes, amelynek során az elektróda és az alapanyag között nem jön létre rövidzárlat. Semleges védőgázban vagy nagy argontartalmú kevert védőgázban alakulhat ki. Elsősorban vízszintes helyzetű hegesztésre ajánlott. A hosszúíves anyagátmenet durvacseppes, amelynek során az elektróda és az alapanyag között ismételten rövidzárlat jön létre. Szén-dioxidos védőgáz használatára jellemző fémátviteli módszer. Ez is elsősorban vízszintes helyzetű hegesztésre ajánlott. A rövidíves anyagátmenet kis ívfeszültség és áramerősség esetén, CO 2 -védőgáz használatakor sem durvacseppes. Felváltva lép fel rövidzárlat, ill. ég az ív. A rövidzárlati frekvencia függ az áramerősségtől, az ívfeszültségtől, valamint a védőgáztól. Másodpercenként rövidzárlat jöhet létre. Kényszerhelyzetű hegesztésre is ajánlott. A vegyesíves anyagátmenet során a hozaganyag egy része szabadon, rövidzárlat nélkül megy át, ezzel egyidejűleg durvacseppes anyagátvitel és rövidzárlat is bekövetkezik. Az erőteljes fröcskölés miatt célszerű elkerülni. Az anyagátmenetek módjai az áramerősség és az ívfeszültség függvényében a 18. ábrán láthatók. Impulzusos ívvel az áramimpulzusok periodikusságának beállításával irányított cseppátmenet jön létre. Az alapáram megakadályozza az ömledék és az elektródavég megdermedését, míg erősebb áramimpulzus hatására egy vagy több cseppben megy át az anyag. Helyes munkarendi adatok megválasztása esetén egy csepp-egy impulzus állapot alakul ki. Semleges vagy nagy százalék argont tartalmazó védőgáz szükséges. 18. ábra. Anyagátmenet fogyóelektródás, védőgázas ívhegesztéskor, az áramerősség és az ívfeszültség függvényében -10-

20 A kisebb áramerősség az irányított cseppátmenettel összekapcsolva a következő előnyöket adja: szabályozható hőbevitel a hegesztés folyamán; a nőbevitel csökkenthető a hagyományos eljárásokkal szemben; szabályozható ívteljesítmény; vékonyabb lemezek hegesztéséhez az alap- és a csúcsáramerősség váltakozásának kisebb frekvenciája szükséges, nagyobb anyagvastagsághoz nagyobb teljesítményt, nagyobb frekvenciát kell beállítani. A szabályozási lehetőség az impulzusos ívhegesztési eljárást minden helyzetben, a legszélesebb anyagvastagság-tartományban is alkalmazhatóvá teszi; nagyobb elektródaátmérőkkel lehet vékonylemez-hegesztéssel is dolgozni, csökken a vékony huzalok előtolásának nehézségeiből adódó hibalehetőség. Különösen alumínium és ötvözeteinek hegesztését teszi könnyebbé; a hegesztett ömledékből a gázok kiválásához a folyamat kedvezőbb, gázmentesebb varratok készíthetők; kevésbé rövidzárlatos és kevésbé fröcsköléses a fémátvitel. Az f impulzusfrekvencia: f = 1000/(t cs + t A ) Hz, ahol t cs csúcsáramidő, ms; t A alapáramidő, ms. A D cseppméret: D» (50d e v e /f) 1/3 mm, ahol d e az elektróda átmérő, mm; v e az elektróda előtolási sebessége, m/min. A védőgáz tulajdonságainak hatása a hegesztési folyamatra. A védőgáz befolyásolja az anyagátmenetet, a rövidzárlati jelenségeket, a beolvadási mélységét és a hegesztett ömledék oxidációs folyamatait. Nagy fajlagos leolvadási és megfelelő ívfeszültség esetén csak argon vagy hélium védőgáz teszi lehetővé a szórt ívű anyagátmenetet. Ha Ar-CO 2 vegyes gázt használjuk, 18%-os CO 2 -tartalomig, ill. növelt áramerősség esetén legfeljebb 25% CO 2 -ig biztosítható a rövidzárlat nélküli anyagátmenet. Az anyagátmenet alakulása a védőgáz és az áramerősség függvényében a ábrán látható. Argon védőgázban kis, 20 Hz-es rövid zárlati frekvenciával történik a cseppátmenet. 250 A-tól rövidzárlat nélküli cseppátmenet jön létre. A háromalkotójú (Ar + CO 2 + O 2 ) védőgázban már viszonylag kis áramerősségnél is létrejön a rövidzárlat nélküli cseppátmenet, annak ellenére, hogy 100 és 200 A között a tiszta argon védőgázhoz hasonlítva lényegesen nagyobb a rövidzárlat-frekvencia. Tiszta CO 2 -ben és 40% Ar+60% CO 2 -ben 500 A alatt nincs rövidzárlat nélküli anyagátmenet. Ilyen védőgázban a hegesztés folyamán mindig erőteljes fröcsköléssel kell számolni. Ar+25% CO 2 -ben még lehetséges a hegesztés a szórt ívű anyagátmenet felső határán. A diagramban szereplő tájékoztató értékek igen erősen függenek az áramforrás dinamikus tulajdonságától is. -11-

21 A védőgáz összetétele befolyásolja a varratalakot és a beolvadási mélységet is. Azonos áramerősség esetén CO 2 védőgázban nagyobb a beolvadás és a fajlagos leolvadás, mint argonnal kevert gázban. A technológiai adatok beállítása. Az áramforrás beállításának két lehetősége van: a huzalelőtolás változtatása vagy az áramforrás jelleggörbéjének kiválasztása (19. ábra). Az áramerősség változtatásának a hatását (előtolás változtatása) a 21. ábra szemlélteti. Az előtolás változtatása az ív hosszának változásához vezet. Amennyiben az ív túlságosan lerövidül, rövidzárlatos anyagátmenet alakul ki erőteljes fröcsköléssel, és zavar keletkezik a hegesztési folyamatban. A 22. ábrán látható az előtolási sebesség változtatásának, valamint az ívfeszültség változtatásának az együttes hatása. Nagyobb áramerősségnél nagyobb ívfeszültséget, ill. kisebb áramerősségnél kisebb ívfeszültséget kell állítani az áramforráson, a jelleggörbe eltolásával. A 23. ábra az AFI/CO 2 hegesztő-berendezés kedvező munka ponttartományának beállítását szemlélteti. 19. ábra Beállítási lehetőségek az AFI/CO 2 hegesztő-berendezésen l a huzal-előtolási sebesség (áramerősség) beállítása; U a jelleggörbe (feszültség) beállítása; d durva; f finom 20. táblázat Vékonyhuzalos alumíniumhegesztés varrat-előkészítése s, mm Élelőkészítés Varratfelépítés b, mm c a mm fok Megjegyzés ,25s - _ Befogókészülék jelentősen elősegíti a hegesztést 5 10 < 1,0 - - Két oldalról hegesztve < 1,0 2,5 90 Gyök alátétlemez jelentősen segíti a hibátlan hegesztést -12-
22 < 1,0 2,5 60 Kényszerhelyzetben célszerű a gyök AWI-hegesztése > 10 < 1,0 2,5 90 Gyök utánhegesztés > 10 <1, > ábra. Az áramerősség változtatásának hatása a munkapontra M munkapont -13-
23 22. ábra. Az áramerősség és ívfeszültség változtatásának hatása a munkapontra M munkapont 23. ábra. Munkapont tartomány beállítása a jelleggörbe eltolásával és az előtolás változtatásával A védőgázfajtától függően az ívfeszültség azonos ívhossz esetében is változik. A 24. ábrán látható, hogy a CO 2 mennyiségének növelésével nő az ívfeszültség igény. 24. ábra. Optimális ívfeszültség és áramerősség különböző védőgázfajtákhoz SG 2 Ć 1,2 mm-es huzalelektróda -14-
24 A hegesztőpisztoly helyzete. A megfelelő ívfeszültség és előtolási sebesség beállítása után következhet az ívgyújtás, az alapanyag megérintésével. A hegesztőpisztolyt megfelelő helyzetbe és az alapanyagtól a szükséges távolságba hozzuk, hogy az ívgyújtás után a hegesztési folyamat közvetlenül folytatódhasson. A hegesztőpisztoly beállítása, ill. tartása a hegesztés folyamán alapvetően meghatározza a varrat alakját és az ömledék minőségét (25. ábra). Majdnem minden helyzetben előretartva, tolva kell a hegesztést végezni. A védőgáz hatása a legjobban akkor érvényesül, ha az alapanyaghoz viszonyítva a pisztolyt 90 -ban tartjuk. Így azonban a varratömledéket a gázfúvóka eltakarja a hegesztő elől. A megengedett legnagyobb eltérés a függőlegestől 30. Vízszintes helyzetben hegesztve a pisztolyt húzzuk, és a hegesztési irányhoz képest döntsük vissza kal. Helytelen pisztolytartás esetén a varrat gázosodik. Az ebből adódó és egyéb, a gázosodást okozó tényezők a 26. ábrán láthatók. A varrat a levegőből nitrogént, oxigént és hidrogént vesz fel. 25. ábra. A hegesztőpisztoly tartása fogyóelektródás, védőgázas ívhegesztéskor 26. ábra. Az ömledékek gázfelvételének okai 1 turbulencia a védőgáz túl nagy mennyisége miatt; 2 túl kevés a védőgáz; 3 injektorhatás; 4 zsíros huzalból; 5 akadozó huzalelőtolás, rossz áramátmenet, helytelen hegesztési jellemzők következtében nyugtalan ív, turbulencia; 6 turbulencia a fröcskölés miatt; 7 turbulencia a hőfejlődés miatt; 8 szennyeződés, rozsda, reve, bevonat, festékek; 9 pórusok, gázzárványok 27. ábra. A hegesztőpisztoly beállításának hatása a varratalakra és a beolvadási mélységre b varrat szélesség; t beolvadási mélység -15-
25 28. ábra. A hegesztőpisztoly tengelyének beállítása a) tompavarrathoz; b) sarokvarrathoz 29. ábra. Az alapanyag és az áram hozzávezető hüvely k távolságának hatása a hegesztőáramra Csőhegesztéskor a hegesztőpisztoly helyzete befolyásolja a beolvadási mélységet és a varratszélességet (27. ábra). A helyes beállításnak különösen gépesített hegesztés esetén van jelentősége. Tompa- és sarokvarrat hegesztésekor a hegesztőpisztoly helyes tengelybeállítása a 28. ábrán látható. Az áramvezető hüvely és alapanyag távolsága a hegesztő áram nagyságát befolyásolja (29. ábra). A védőgáz mennyiség beállítására a 30. táblázat ad irányértékeket. Általában igaz, hogy a percenként átfolyó védőgáz mennyiség a huzalátmérő szerese. A védőgáz szükséglet a leolvadási sebesség függvényében a 32. ábrán látható. A különféle anyagokhoz használatos védőgázokat és gázkeverékeket a 31. táblázat foglalja össze. 30. táblázat A fogyóelektródás hegesztés védőgáz szükséglete d e, mm Védőgáz-szükséglet, l/min rövidívhez szórtívhez 0,8 1,0 1,2 1,4 1,6 8,0 10,0 10,0 12,0 nem ajánlott 12,0 12,0 15,0 16,0 18,0-16-
26 31. táblázat Védőgázok különféle fémek fogyóelektródás, védőgázas hegesztéséhez Alapanyag Alumínium és ötvözetei Magnézium és ötvözetei Ötvözetlen acél Gyengén ötvözött acél Korrózióálló acél Réz és ötvözetei Nikkel és ötvözetei Titán és ötvözetei Védőgáz* I 1, I 2, I 3 I 1 M , M , M , C1 M , M , M , (C 1) M 1.2, M 1.3, M 2.3, M 3.2, (I 1) I 1, I 2, I 3 I 1, (R 1) I ábra. Védőgáz szükséglet a leolvadási sebesség függvényében A pontvonal a példa Az áramerősség, az ívfeszültség és a hegesztési sebesség összefüggése fogyóelektródás, védőgázas ívhegesztés esetén. Az áramerősség változtatása a leolvadást és a beolvadási mélységet befolyásolja. CO 2 védőgázas közegben a leolvadási sebesség alakulása az áramerősség függvényében a 33. ábrán látható. A fajlagos leolvadás függ a huzalelektróda átmérőjétől. Azonos áramerősség esetén a kisebb átmérőjű elektróda fajlagos leolvadása nagyobb. Az egységnyi hosszú vékonyabb huzal elektromos ellenállása nagyobb, mint a vastagé, nagyobb az áramvezető hüvely utáni szabad huzalhosszon a felmelegedése. Az ívfeszültség növelésével a varrat szélesebb lesz, és az ömledék folyósabbá válik. Függőlegesen felülről lefelé hegesztve az ömledék előrefolyásának megakadályozására kisebb ívfeszültséget kell választani az ömledék előrefolyásának megakadályozására kisebb ívfeszültséget kell választani. -17-
27 33. ábra. A leolvadási sebesség az áramerősség függvényében A görbékre írt számok a huzalelektróda átmérőjét adják meg A hegesztési sebesség hatása a beolvadási mélységre a 34. ábrán látható. A kis hegesztési sebesség a leggyakoribb oka a hidegkötésnek. 34. ábra. A hegesztési sebesség hatása a beolvadási mélységre 1 minimális beolvadási mélység az előrefutó ömledék miatt; 2 maximális beolvadási mélység a helyes hegesztési sebesség eredményeképpen; 3 kis beolvadási mélység a gyors hegesztés következtében e) A fogyóelektródás, védőgázas ívhegesztés változatai Az impulzushegesztés alapfogalmait a 35. táblázat foglalja össze. Az alapáram feladata, hogy az ív a csúcsáramok közötti időszakokban se aludjon ki. Nagysága általában A, de jó hővezető anyagok (Al, Cu) hegesztésekor - különösen, ha vastagok A értékre célszerű növelni, az esetleges hidegkötés elkerülésére. A csúcsáram biztosítja a rövidzárlat nélküli anyagátmenetet. Az ehhez szükséges minimális csúcsáram értékének megválasztása függ a huzalelektróda anyagától és átmérőjétől, a védőgáz összetételétől és a csúcsáram időtartamától. -18-
28 35. táblázat A fogyóelektródás, védőgázas impulzushegesztés alapfogalmai Alapfogalom Mértékegység Meghatározás Előtolási sebesség, v e cm/min Az előtolón beállított huzaladagolási sebesség Áramnövekedési sebesség, v i ka/s Az alapáramról csúcsáramra növekedés sebessége. Argon védőgáz esetében kisebb lehet, mint szén-dioxid védőgáznál Alapáram, I A A Kis áramerősség, amely közvetlenül vagy a hozzá tartozó feszültségen keresztül állítható be Alapfeszültség, U A V Az alapáramhoz tartozó feszültség Alapáramidő, t A ms Az alapáram hatásának időtartama Csúcsáram, I cs A Nagy áramerősség, amely közvetlenül vagy a hozzá tartozó feszültségen keresztül állítható be Csúcsfeszültség, U cs V A csúcsáramhoz tartozó feszültség Csúcsáramidő, t cs ms A csúcsáram hatásának időtartama Impulzusfrekvencia, f Hz A másodpercenkénti áramimpulzusok száma Kedvező esetben ms időtartamú csúcsimpulzus kell ahhoz, hogy az elektródavégről a csepp leváljon. Az alapáramnak a csúcsáramra szén-dioxidban és kevert védőgázban gyorsabban kell növekednie, mint argonban. Az impulzusfrekvenciát kézi hegesztés esetén nem célszerű 30 Hz alá csökkenteni, mert a hegesztő szemének erős megterhelést jelent. A huzalelőtolási sebesség és az impulzusfrekvencia összehangolásához az irányértékek a 36. ábráról olvashatók le. Az effektív feszültség összefüggését az áramerősséggel, a huzalelőtolást sebességgel, az impulzusfrekvenciával és az alap áramidővel a 37. ábra szemlélteti. 36. ábra. Az impulzusfrekvencia és a huzalelőtolást sebesség irányértékei nagy argontartalmú védőgázban Csúcsáramidő: 1,5...2 ms; csúcsáram > 400 A; alapáram: < 40 A -19-
29 37. ábra. Az effektív feszültség összefüggése az áramerősséggel, a huzalelőtolási sebességgel, az impulzusfrekvenciával és az alapáramidővel, azonos impulzusforma esetében Fogyóelektródás, védőgázas ívhegesztés porbeles huzalelektródával. A porbeles elektróda belseje nem tömör, hanem rutilos vagy bázikus portöltet található benne. Előnyei: igen termelékeny; széles körű vegyi összetételhez használható; az illesztési hézag eltérésre, élettolódásra kevésbé érzékeny; kis energiafelhasználással hegeszthető; kevésbé fröcsköl; a képződött salakréteg leköti az oxigént és a nitrogént; stabilabb hegesztőívet ad. Hátránya, hogy drága, továbbá, hogy hegesztés előtt gondosan ki kell szárítani. Néhány jellemző kialakítás keresztmetszete a 38. ábrán látható. Az a) és a c) szelvényű elektróda nagy árammal terhelhető, és relatíve kis átmérővel készül. A b) szelvényű elektróda főleg felrakóhegesztésre alkalmas. A d), e) és f) formák főleg az önvédő porbeles huzalelektródák szelvényei. A huzalelektróda teljes tömegének és a töltet tömegének a hányadosa adja meg százalékban a töltési fokot. A hazai gyártású önvédő porbeles huzal jellemzői a 39. táblázatban, a DIN 8559 szerinti porbeles huzalok összetétele a 40. táblázatban találhatók. 38. ábra. Porbeles huzalelektródák keresztmetszete a), b) és c) egyrétegű; d), e) és f) kétrétegű; a) zárt szelvényű; b...f) nyitott szelvényű -20-
30 39. táblázat Hazai gyártmányú porbeles huzalok összetétele és jellemzői Jellemzők PP-AN 3 PP-AN 7 A hozaganyag összetétele, C 0,07...0,12 0,07...0,12 Mn 0,7...1,2 0,7...1,3 Si 0,2...0,5 0,2...0,5 S, ill. P, legfeljebb 0,03 0,03 A hozaganyag mechanikai jellemzői R e, MPa R m, MPa A 5, % Z, % TTKV 28 C Ł -30 Ł -20 Huzalátmérő, d e, mm 3,0 2,0; 2,3 Áramnem Áramerősség, I, A Feszültség, U, V Huzal-előtolási sebesség, v huz, m/min Leolvadási sebesség, g/s kg/h Kihozatal, % egyenáram, pozitív ,8...5,0 1,2..2, elektróda, egyenáram, pozitív , ,1...1, elektróda, 40. táblázat Német gyártmányú porbeles huzalok vegyi összetétele (a DIN 8559 alapján) Jelölés Összetétel, % C Si Mn Ni max. Egyéb SG R 1 0,05...0,12 0,2... 0,6 0,8...1,4 0,7 Cr: 0,15, V: 0,03, Zr+Ti: 0,15 SG B 1 0,05...0,12 0,15...0,45 0,8...1,6 0,7 A1:0,02, Mo: 0,15-21-
31 41. táblázat A védőgázas ívhegesztés technológiai irányértékei ötvözetlen és gyengén ötvözött acélok tompahegesztésére a) Kevert védőgáz esetén s, mm Varratalak a, fok b, mm Hegesztési helyzet d e, mm v huz m/min I, A U, V Rétegszám 1,0 I - 0 PA, PB 0,8 3, ,5 I - 1 PA, PB 0,8 5, ,0 I - 1 PA 1,0 4, ,5 1 2,0 I - 1,5 PB 0,8 7, ,5 1 3,0 I - 1,5 PA 1,0 4, ,0 I - 2,0 PB 1,0 4, ,0 I - 2,0 PA 1,0 4, ,0 I - 2,5 PB 1,0 5, ,0 V 50 2,0 PA 1,0 4,3 8, , ,0 V 50 2,0 PB 1,0 4,7 5, , ,5 2 6,0 V 50 2,0 PA 1,0 4,3 8, , ,5 2 6,0 V 50 2,0 PB 1,0 4,7 5, , ,5 2 8,0 V 50 2,0 PA 1,2 3,1 8, , ,0 V 50 2,0 PF, PG 1,0 3, ,0 V 50 2,5 PA 1,2 3,2 9, , ,0 V 50 2,5 PF, PG 1,0 4, ,0 V 50 2,5 PA 1,2 3,4 9, , ,0 V 50 2,5 PF, PG 1,0 3,7 4, , , ,0 V 60 1,0 PA 0,8 1,2 1,2 5,7 8, ,0 V 50 3,0 PF, PG 1,2 3,2 4, , ,5 1 2 Hegesztőhuzalok: SG 2/SG 3, G 2/G
32 42. táblázat folytatása b) CO 2 védőgáz esetén s, mm Varratalak a, fok b, mm Hegesztési helyzet d e, mm v huz, m/min I, A U, V Rétegszám 0,75 I - 0 PA 0,8 3, ,75 I - 0 PB 0,9 5, ,0 I - 0 PA 0,8 4, ,5 1 1,0 I - 0 PB 0,9 4, ,0 I - 0,3 PA 0,9 5, ,0 I - 1,0 PA 0,8 3, ,0 I - 1,0 PB 0,8 3, ,0 I - 1,5 PA 1,0 3, ,0 I - 1,7 PA 1,0 4, ,0 I - 2,0 PB 1,0 4, ,0 V 60 1,7 PA 1,2 3, ,0 V 60 1,7 PB 1,2 3, ,0 V 60 1,7 PA 1,2 3, ,0 V 60 1,7 PB 1,2 3, ,0 V 60 1,7 PB PF, PG 1,2 1,2 3,4 3, ,0 V 60 1,7 PA PA 1,2 1,6 3,4 6, ,0 X 60 1,7 PF, PG 1,2 3, ,0 V 60 1,0 PF, PG PF, PG 0,8 1,0 5,7 5,
33 43. táblázat Az AFI-eljárás technológiai irányértékei alumínium tompahegesztésére argonban s, mm Varratalak a, fok b, mm c, mm d e, mm v huz, m/min I, A U, V 2 I ,8 5, I ,2 3, I - 0 S 1,6 4, Y ,5 1,6 5, I ,6 7, Y ,5 1,6 6, Y ,5 1,6 1. sor 6,8 2.sor 6,8 10 Y ,0 1,6 1. sor 6,2 2. sor 6,0 gyök 7,2 12 Y ,5 1,2 1. sor 13,7 2. sor 12,2 gyök 15, táblázat A CO 2 -eljárás technológiai irányértékei ötvözetlen és gyengén ötvözött acélok sarokvarrat-hegesztésére a, mm Hegesztési helyzet a) Kevert gázzal d e, mm v huz, I, A U, V Rétegszám m/min 1,0 PA, PC 0,8 3, ,0 PG 0,8 3, ,5 PA, PC 0,8 7, ,5 PG 0,8 7, ,0 PA, PC 0,8 7, ,0 PG 0,8 7, ,5 1 3,0 PC 1,0 10, ,
34 3,0 PG 1,0 9, ,5 1 4,0 PA, PC 1,0 10, ,0 PG 1,2 6, ,0 PA 1,2 9, ,0 PA 1,2 9, ,5 1 5,0 PG 1,2 4, ,5 3 6,0 PA 1,2 9, ,5 1 6,0 PF 1,0 4, ,5 1 8,0 PA 1,2 9, ,5 3 8,0 PF 1,0 4, ,5 2 10,0 PA 1,2 9, ,5 4 10,0 PF 1,2 4, ,0 PA 1,6 6, Huzalelektróda/védőgáz: SG2/G2 vagy SG3/G3. a, mm Hegesztési helyzet b) Tiszta szén-dioxiddal d e, mm v huz. m/min I, A U, V 1,0 PA 0,6 4, ,0 PG 0,6 5, ,0 PC 0,9 5, ,75 PC 0,8 5, ,75 PG 0,8 5, ,0 PC 1,0 5, ,0 PG 0,8 7, ,5 PG 1,0 7, ,0 PG 1,2 4, ,5-25-
35 3,5 PC 1,0 9, ,5 PG 1,2 5, ,0 PC 1,2 6, ,0 PC 1,2 9, Megjegyzés: Minden esetben csak egy réteget kell hegeszteni. Huzalelektróda/védőgáz: SG2/G2 vagy SG3/G táblázat Az AFI-ponthegesztés technológiai irányértékei alumíniumra A hegesztendő anyag d e, mm v huz, m/min I, A U, V t, s d 1, mm Nyíróerő, N/pont minősége vastagsága, mm felső, s 1, alsó, s 2, Al99, ,6 4, ,5...2, ,0 3, ,2...3, ,6 5, ,8...2, ,0 4, ,0...2, ,6 6, ,2...3, ,0 4, ,6...2, ,6 6, ,0...3, ,0 5, ,6...2, AlMg ,0 5,8 2, ,0 6,0 2, d e a huzalelektróda; d, a lencse átmérője; t a hegesztési idő. 46. táblázat Az AFI-eljárás technológiai irányértékei réz hegesztésére s, mm Illesztési forma d e, mm b, mm I, A Argonfogyasztás, l/min 6 1,6 (2,4) ,6 (2,4) ,6 (2,4)
36 6 1,6 (2,4) ,6 (2,4) ,6 (2,4) ,6 (2,4) ,6 (2,4) , táblázat Az AFI-eljárás technológiai irányértékei alumínium és ötvözeteinek hegesztésére (Smith nyomán) s, Varratalak a, Hegesztési helyzet d e, mm I, A U, V mm fok v huz, m/min Argonfogyasztás, l/min Rétegszám 5 V 60 PA 1, , PF 1, , PE 1, , V 60 PA 2, , PF 1, , PE 1, , X 90 PA 2, , PF 1, , V 60 PA 2, , PF 1, , PE 1, , X 60 PA 2, , PF 1, , U 30 PA 2, ,
37 48. táblázat Az AFI impulzusos eljárás technológiai irányértékei saválló acélok hegesztésére kényszerhelyzetben s, mm a, mm Hegesztési helyzet (Potapevszkij és Bucsinszkij nyomán) d e, mm Huzalkinyúlás, mm I, A U, V Argonfogyasztás, l/min 1, PG 1, , PF 1, PE 1, PG 1,2...1, , PF 1,2...1, ,5...19, PE 1,2...1, ,5...19, PG 1, , PF 1, PE 1, PG 1,6...2, , PF 1,6...2, ,5...20, PE 1,6...2, , PG 2, , PF 2, PE 2, ,5...20, Nagy áramerősségű CO 2 -védőgázas hegesztés esetén növekvő áramerősséggel csökken a fröcskölés mértéke, és egyúttal mély szélkiolvadás alakul ki, amelybe az ív szinte belesüllyed. Ezáltal a fröcskölés nagy részét már maga az ömledék fogja fel. A hegesztés során általában 1,6 mm huzalátmérőt és 450 A-nél nagyobb áramerősséget használunk. A nagy áramerősségű hegesztés alapvető jellemzője az áramsűrűség: i = I/d e 2 ahol i az áramsűrűség; I az áramerősség, A; d e huzalátmérő, mm. Nagy áramerősségű CO 2 -eljárás során i = A/mm 2. A teljesen gépesített eljárás előnyei: nagy fajlagos leolvadás, nagy hegesztési teljesítmény, nagy beolvadási mélység. -28-
38 A keskenyrés-hegesztés elve a 49. ábrán látható. Végezhető egy vagy két hegesztőfejjel. Két hegesztőfej esetében az egyik a baloldalra rak le egy sarokvarratot, míg a másik a horony jobb oldalára. A két sarokvarrat átfedi egymást. 49. ábra. A keskenyrés-hegesztés elve 50. ábra. Az ívponthegesztés elve Egyfejes hegesztés esetén lengetett ívvel kell hegeszteni. Az illesztési hézag mm, a hegeszthető anyagvastagság mm, a védőgáz: 80% Ar + 20% CO 2, az áramerősség A. Lengetett ívű változatban tiszta CO 2 védőgáz is használatos. Az ívponthegesztés elve a 50. ábrán látható. Az átlapolt lemezekre távtartó gyűrűs gázfúvókát nyomunk. A felső lemez mérete legfeljebb 4 mm lehet, a lemezek között a légrés nem lehet 1 mm-nél nagyobb. Az eljárás leginkább finomlemezekhez használatos. Utóbbi időben erőteljesen elterjedt a járműiparban. A hegesztési hibákat a 53. és 54. táblázat foglalja össze. Különös figyelmet kell fordítani a kötéshibára és a hegesztett varrat begázosodására, amelyek jellegzetes hibaforrások. -29-
39 A varrat begázosodása a túl kicsi hegfürdőre, ill. a túl szűk varratnyílásra vezethető vissza. Lehetőség szerint csökkenteni kell az ömledék lehűlési sebességét. Az előmelegítés elősegíti a varratömledék kigázosodását. Kötéshiba elsősorban a kis ívteljesítményből adódhat, de a túl nagy ívteljesítmény is hasonló hibát okoz. A túl kis áramerősség hatására nem olvadnak meg eléggé a varratélek, és a rövidzárlat alatt átment hozaganyag csak ráragad a varratéleire. Az áramhozzávezető-hüvely és alapanyag közötti túl nagy távolság is az ívteljesítmény csökkenéséhez vezet. A hosszú huzalkinyúlás miatt az ellenállásból adódó felmelegedés a szabad huzalszakaszon csökkenti az ív teljesítményét, kevesebb energia jut az alapanyag megolvasztására. A túl nagy teljesítmény következtében túl sok alap- és hozaganyag ömlik meg. Az előrefutó ömledéken égő ív így az ömledék rosszabb hővezető képessége következtében nem tudja felmelegíteni az alapanyagot. 51. táblázat A CO 2 -ívponthegesztés technológiai irányértékei különböző vastagságú lemezekre s 1 +s 2, mm d e, mm I, A U, V t, s 1, , , , , , ,5 3, , ,0 3, , ,0 5, , ,0 52. táblázat CO 2 ívponthegesztés technológiai irányértékei azonos vastagságú lemezekre a járműiparban (tompakötés hegesztése részben gépesített eljárással) s, mm b, mm Hegesztési helyzet U, V I, A v huz v heg Fajlagos szükséglet m/min cm/min hozaganyag, védőgáz, főidő, t f g/m l/m min/m 1,0 0 PG , ,0 1,0 0,5 PG , ,5 1,0 0 PA , ,0 1,0 0,5 PA , ,5 1,5 0,5 PG , ,2 1,5 1,0 PG , ,5 1,5 0,5 PA , ,4 1,5 1,0 PA , ,5 Varratalak: I varrat. Alapanyag: ötvözetlen finomlemez. Hozaganyag: Ć 0,8 mm-es huzalelektróda. Védőgáz: M21, 8 l/min fogyasztással. -30-
40 53. táblázat Fogyóelektródás, CO 2 védőgázas ívhegesztés során előforduló hibák és kiküszöbölésük A hiba Valószínű ok A kiküszöbölés módja Kevés vagy sok védőgáz A szükséges gázmennyiség beállítása Szél vagy huzat elviszi a védőgázt Gondoskodni kell megfelelő védelemről Fröcskölésből származó lerakódások vannak a gázfúvókában Meg kell tisztítani a gázfúvókát A védőgáz nedves Le kell fúvatni a szén-dioxidos palackból a vizet, vagy nedvességmegkötő készüléket kell alkalmazni, szükség esetén a palackot ki kell cserélni Befagyott a nyomáscsökkentő (gázreduktor) Üzembe kell helyezni a nyomáscsökkentőre csatolható gázmelegítőt Porozitás Nagy a huzalkinyúlás Túl nagy ívfeszültség A megfelelő huzalkinyúlással kell hegeszteni A helyes ívfeszültség beállítása A hegesztett anyag szennyezett (rozsda, reve, festék stb.) Az alapanyag megtisztítása Megakad vagy akadozik a huzal A huzalelőtolás nem elegendő, ezért kicsi A szükséges áramerősség beállítása az áramerősség, a fürdő hamar a huzalelőtolási sebesség által megdermed és a gázok nem tudnak távozni, ill. porbeles huzal használata esetén a salak sem tudja kifejteni a hatását A huzal nedves, rozsdás, szennyezett, a porbeles huzal nem ép A varrat túlhevül a helytelen hegesztési adatok következtében A huzal megtisztítása vagy kicserélése A megfelelő technológiai adatok beállítása, ill. a hegesztési sebesség növelése A szorítógörgők nem szorítanak vagy túl Be kell állítani az optimális erősen szorítanak és a huzalt ellapítják, görgőnyomást így az beszorul az áramátadó hüvelybe A huzal nincs egyenletesen felcsévélve a A huzalt befűzés előtt dobra, emiatt legombolyításkor megmegakad egyenletes, szép felületű tekercset szemrevételezzük és csak használjunk -31-
41 A pisztoly tömlője gyűrött Hegesztés közben a tömlő minél egyenesebben helyezkedjen el A tompa vagy sarokvarrat felületén taraj található A varrat felszíne sima, de fénytelen, szürke. Valószínű, hogy a varrat porózus, esetleg csak fémhártya található a felszínen, és alatta ún. alagút van Melegrepedés Az adott áramerősséghez és A megfelelő ívfeszültség beállítása, huzalátmérőhöz túl kicsi az ívfeszültség, a hegesztési sebesség csökkentése ill. túl nagy a hegesztési sebesség Okai ugyanazok lehetnek, mint a porozitás okai Túl nagy ívfeszültség Az alapanyag sok szenet, ként vagy egyéb szennyező anyagot tartalmaz Az elhárítás módja megegyezik a porozitás elhárítási módjával Az ívfeszültség összehangolása az áramerősséggel Az alapanyag vegyi összetételének az ellenőrzése Kis ívfeszültség Az ívfeszültség növelése Salakzárvány (porbeles huzal használata esetén) A salak előrefolyik a kis hegesztési sebesség vagy helytelen ívelés miatt A helyes hegesztési sebesség beállítása, a salak visszaszorítása ívnyomással Szélkiolvadás A salak az előző rétegről maradt ott Nagy az ívfeszültség A pisztoly vezetése helytelen A salakot minden réteg után el kell távolítani Helyes ívfeszültség beállítása A pisztolyvezetésen módosítani kell, íveléskor a széleken ki kell tartani 54. táblázat Fogyóelektródás, argon védőgázas ívhegesztés során előforduló hibák és kiküszöbölésük A hiba Valószínű ok A kiküszöbölés módja Erős fröcskölés Kevés az argon Az argon mennyiségének növelése Levegő szívódik be az ívbe Hiba a huzaladagolásban Az argon vezetékének átvizsgálása A huzaladagolót át kell vizsgálni Az ív égése szabálytalan Hibás a hegesztőpisztoly tömítése, vízszivárgás A tömítés kicserélése Kevés vagy sok az argon Az argonszolgáltatás ellenőrzése A fúvókát beszennyezte a fröcskölés A fúvóka letisztítása -32-
42 A varrat porózus Szennyeződés az alapanyagon Hideg az anyag Szennyezett a hegesztőhuzal Nem eléggé tiszta az argon Nem megfelelő a hegesztőhuzal Szennyezett a hegesztőhuzal Szennyeződés az alapanyagon Nem eléggé tiszta az argon Az alapanyag letisztítása Az anyag előmelegítése A huzalcséve kicserélése Az argonpalack kicserélése A huzalcséve kicserélése A huzalcséve kicserélése Az alapanyag letisztítása Az alapanyag letisztítása Nem jól megválasztott hegesztési technológia Túl nagy az áramátadó hüvely távolsága A hegesztőpisztoly tartását változtatni, az áramerősséget növelni, a hegesztési sebességet csökkentem Az alapanyag és a hüvely közötti távolságot csökkenteni Nem megfelelő varratbeolvadás A hegesztés kezdetén rossz a varrat minősége Az ívet segédanyagon kell húzni vagy a hegesztés előtt az anyagot előmelegíteni Túl nagy a hegesztési sebesség Nagy az áramerősség Túl hosszú az ív Túl kicsi az ív feszültsége A hegesztési sebességet csökkenteni kell vagy az anyagot előmelegíteni A huzaladagolás sebességének csökkentése Az ív feszültségének csökkentése A feszültség helyes beállítása Nincs ív vagy az ív azonnal kialszik Nem folyamatos a huzaladagolás A huzaladagoló berendezés átvizsgálása Megszakadt a vezérlőkábel, rossz a kapcsoló érintkezése A vezeték és a kapcsoló felülvizsgálata Kicsi az adagolási sebesség Az adagolási sebesség növelése A huzal összeolvad a fúvókával Túl nagy ívfeszültség A feszültség beállítása Nem folyamatos a huzaladagolás Az adagolóberendezés átvizsgálása Kicsi az adagológörgők nyomása Az adagológörgők nyomásának növelése Az ív az anyagban ég Túl kicsi az ív feszültsége Túl nagy a huzaladagolás sebessége A feszültség helyes beállítása A huzaladagolás sebességének csökkentése -33-
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS VOLFRÁMELEKTRÓDÁS, SEMLEGES VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal:
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS VOLFRÁMELEKTRÓDÁS, SEMLEGES VÉDŐGÁZAS ÍVHEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal:
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS OXIGÉNACETILÉN HEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési Utasítás
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS OXIGÉNACETILÉN HEGESZTÉS A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési Utasítás
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS
 TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
TÜV HEGESZTŐ MINŐSÍTŐ KÉPZÉS KÉZI ÍVHEGESZTÉS BEVONT ELEKTRÓDÁVAL A szolgáltatás helyszíne: A szolgáltatás időpontja: Ez a jegyzet tulajdona Eszkimó Magyarország Zrt. WPS: Rev. : Oldal: Gyártói Hegesztési
31 521 11 0100 31 04 Gázhegesztő Hegesztő 31 521 11 0000 00 00 Hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/. (IV. 22.) Korm. rendelet. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre.
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettel a munkabiztonsági és környezetvédelmi ismeretekre. Amennyiben a tétel kidolgozásához segédeszköz szükséges,
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET. Gyártástechnológia. Dr. Palotás Béla palotasb@mail.duf.hu.
 DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
DUNAÚJVÁROSI FŐISKOLA ANYAGTUDOMÁNYI ÉS GÉPÉSZETI INTÉZET Gyártástechnológia Hegesztési eljárások 1. Ömlesztő hegesztési eljárások Dr. Palotás Béla palotasb@mail.duf.hu Lánghegesztés Disszu-gáz: az acetilént
Hegesztés 1. Bevezetés. Hegesztés elméleti alapjai
 Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
Hegesztés 1. Bevezetés Statisztikai adatok szerint az ipari termékek kétharmadában szerepet kap valamilyen hegesztési eljárás. Bizonyos területeken a hegesztés alapvető technológia. Hegesztéssel készülnek
31 521 11 0100 31 04 Gázhegesztő Hegesztő 4 2/61
 0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
0/2007 (II. 27.) SzMM rendelettel módosított /200 (II. 7.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Mesterkurzusok hegeszt szakembereknek
 Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
Mesterkurzusok hegeszt szakembereknek Hegeszt anyagok PORTÖLTÉSES HUZALELEKTRÓDÁK Dr. Tóth Károly Budapest, 2013.05.17 Az alábbiakban a fogyóelektródás ívhegesztésnél felhasználásra kerül portöltéses huzalelektródákkal
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Eszkimó Magyarország Oktatási Zrt.
 Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
Eszkimó Magyarország Oktatási Zrt. Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, és megnevezése: 31 521 09 Volfrámelektródás védőgázas ívhegesztő Modul: 11457-12 Volfrámelektródás
GÉPELEMEK GÉP. Gépegység /Részegység/ Alkatrész /Gépelem/ Alkatrész. Alkatrész GÉPELEMEK CSOPORTOSÍTÁSA
 GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
GÉPELEMEK A gépeket alkatrészekb l, gépegységekb l állítják össze. A gépelemek olyan szerkezeti egységek, amelyek a különféle gépeken a gép rendeltetését l függetlenül azonos feladatot látnak el. GÉP Gépegység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0245-11 Volfrámelektródás védőgázas ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0245-11/2 Volfrámelektródás semleges
31 521 11 0000 00 00 Hegesztő Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
31 521 11 0100 31 01 Bevontelektródás hegesztő Hegesztő
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok
 feladatok") Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0246-11 Fogyóelektródás védőgázas ívhegesztő (MIG/MAG) feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0246-11/2 Fogyóelektródás
31 521 11 0100 31 03 Fogyóelektródás hegesztő Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0243-11 Bevontelektródás kézi ívhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0243-11/2 Bevont elektródás kézi ívhegesztő
31/1994. (XI. 10.) IKM rendelet. Hegesztési Biztonsági Szabályzat kiadásáról. Hegesztési Biztonsági Szabályzat
 IKM rendelet. Hegesztési Biztonsági Szabályzat kiadásáról. Hegesztési Biztonsági Szabályzat") 1. oldal, összesen: 24 1. oldal, összesen: 24 43/1999. (VIII. 4.) GM rendelet a Hegesztési Biztonsági Szabályzat kiadásáról szóló. (XI. 10.) IKM rendelet módosításáról A munkavédelemr l szóló 1993. évi
1. oldal, összesen: 24 1. oldal, összesen: 24 43/1999. (VIII. 4.) GM rendelet a Hegesztési Biztonsági Szabályzat kiadásáról szóló. (XI. 10.) IKM rendelet módosításáról A munkavédelemr l szóló 1993. évi
HASZNÁLATI ÚTMUTATÓ. TIGVERT 160/50 ADV Típusú Hegesztő inverter
 HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
HASZNÁLATI ÚTMUTATÓ TIGVERT 160/50 ADV Típusú Hegesztő inverter 1. ÁLTALÁNOS TUDNIVALÓK------ --------------------------- Mielıtt hegeszteni kezdene, kérjük, olvassa el figyelmesen a használati útmutatót,
31 521 11 0000 00 00 Hegesztő Hegesztő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A hegesztési eljárások áttekintése. A hegesztési eljárások osztályozása
 A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
A hegesztési eljárások áttekintése A hegesztés célja két vagy több, fémes vagy nemfémes alkatrész között mechanikai igénybevételre alkalmas nem oldható kötés létrehozása. A nem oldható kötés fémek esetében
Kötő- és rögzítőtechnológiák
 Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Kötő- és rögzítőtechnológiák Szilárd anyagok illeszkedő felületük mentén külső (fizikai eredetű) vagy belső (kémiai eredetű) erővel köthetők össze. Külső erőnek az anyagok darabjait összefogó, összeszorító
Átlapolt horganyzott lemezek MIG/MAG hegesztése
 Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
Átlapolt horganyzott lemezek MIG/MAG hegesztése Az ívhegesztés forrása számos a környezetre káros hatást okoz (UV sugárzás, zaj, füst, fröcskölés ), A horganyzással történı korrózió elleni védelem az autóiparban
FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS
 Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
Budapesti Műszaki és Gazdaságtudományi Egyetem FEDETT ÍVŰ HEGESZTÉS ÉS SALAKHEGESZTÉS Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Fedett ívű hegesztés Leolvadó huzalelektróda(k)
1. táblázat. Szórt bevonatokhoz használható fémek és kerámiaanyagok jellemzői
 5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
5.3.1. Termikus szórási eljárások általános jellemzése Termikus szóráskor a por, granulátum, pálca vagy huzal formájában adagolt hozag (1 és 2. táblázatok) részleges vagy teljes megolvasztásával és így
VASTAGLEMEZEK HEGESZTÉSE
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR ANYAGSZERKEZETTANI ÉS ANYAGTECHNOLÓGIAI INTÉZET MECHANIKAI TECHNOLÓGIAI INTÉZETI TANSZÉK VASTAGLEMEZEK HEGESZTÉSE Biszku Gábor KYXMFZ 4800 VÁSÁROSNAMÉNY
MECHANIKAI TECHNOLÓGIA
 SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
SZENT ISTVÁN EGYETEM Gépészmérnöki Kar LEVELEZŐ TAGOZAT Tanulási útmutató a MECHANIKAI TECHNOLÓGIA tantárgyhoz Összeállította: Dr. PÁLINKÁS ISTVÁN, Dr. PELLÉNYI LAJOS Gödöllő. 2010 1. ELŐSZÓ A Mechanikai
UNIVERSAL 2P MIG hegesztıgép. Használati utasítás
 UNIVERSAL 2P MIG hegesztıgép Használati utasítás 1 Gratulálunk, hogy gondosan megtervezett termékünket választotta. Annak érdekében, hogy a leghasznosabban alkalmazhassa a készüléket, kérjük, figyelmesen
UNIVERSAL 2P MIG hegesztıgép Használati utasítás 1 Gratulálunk, hogy gondosan megtervezett termékünket választotta. Annak érdekében, hogy a leghasznosabban alkalmazhassa a készüléket, kérjük, figyelmesen
Dobránczky János. Hegesztés. 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika.
 Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Dobránczky János Hegesztés 60 percig fog hegeszteni MINDENKI gyakorlaton, pontos érkezés elvárt. A hegesztés egy alakadási technika. Alakadási lehetőségek: öntés, porkohászat, képlékeny alakítás, forgácsolás,
Bevontelektródás kézi ívhegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
Budapesti Műszaki és Gazdaságtudományi Egyetem Bevontelektródás kézi ívhegesztés Dr. Palotás Béla Anyagtudomány és Technológia Tanszék Bevontelektródás kézi ívhegesztés Consumable electrode: hozaganyag
1. Előszó. Dorog, 2016.02.25. old. 1
 1. Előszó A hegesztett sínkötési technológia alkalmazása a Dorogi Szénbányák Homokvasúti üzemrészlegében került bevezetésre. A folyamat alkalmazását Posch Győző Viktor művezető irányította, a gyakorlati
1. Előszó A hegesztett sínkötési technológia alkalmazása a Dorogi Szénbányák Homokvasúti üzemrészlegében került bevezetésre. A folyamat alkalmazását Posch Győző Viktor művezető irányította, a gyakorlati
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
MAGYAR KERESKEDELMI ÉS IPARKAMARA HEGESZTŐ MESTER MESTERKÉPZÉSI PROGRAM
 MAGYAR KERESKEDELMI ÉS IPARKAMARA HEGESZTŐ MESTER MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről szóló 2011. évi
MAGYAR KERESKEDELMI ÉS IPARKAMARA HEGESZTŐ MESTER MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről szóló 2011. évi
D.20 ismeretek hegesztő felügyelők számára - Felrakó hegesztési ismeretek
 Összevont éves időszakos műszaki,forgalmi és védelmi ( munka-,tűz-környezet) oktatás, időszakos műszaki vizsga, pótlólagos szakvizsgák (D.5.,D,12/H, D,20) D.20 ismeretek hegesztő felügyelők számára - Felrakó
Összevont éves időszakos műszaki,forgalmi és védelmi ( munka-,tűz-környezet) oktatás, időszakos műszaki vizsga, pótlólagos szakvizsgák (D.5.,D,12/H, D,20) D.20 ismeretek hegesztő felügyelők számára - Felrakó
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Szóbeli vizsgatantárgyak. 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 52 5432 06/V
 Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
Szóbeli vizsgatantárgyak 1. Kohászati technológia 2. Kohászati géptan 3. Gazdasági, munkajogi, munka- és környezetvédelmi ismeretek 2 Kohászati technológia tantárgy szóbeli vizsgatételei 1. a. Ismertesse
MUNKAANYAG. Ujszászi Antal. Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok. A követelménymodul megnevezése:
 Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Ujszászi Antal Fogyóelektródás védőgázas ívhegesztés anyagai, hegesztőhuzalok, védőgázok A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma
Gépbiztonság. Biztonságtechnikai és szabványok áttekintése.
 Gépbiztonság. Biztonságtechnikai és szabványok áttekintése. 1. Bevezetés. A gépek biztonsága tekintetében az EU.ban több szintű szabványrendszer van kialakítva, amely a gépek lehető legszélesebb körét
Gépbiztonság. Biztonságtechnikai és szabványok áttekintése. 1. Bevezetés. A gépek biztonsága tekintetében az EU.ban több szintű szabványrendszer van kialakítva, amely a gépek lehető legszélesebb körét
MUNKAANYAG. Dabi Ágnes. A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása
 Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Dabi Ágnes A villamos ívhegesztés fajtái, berendezései, anyagai, segédanyagai, berendezésének alkalmazása A követelménymodul megnevezése: Gépészeti kötési feladatok A követelménymodul száma: 0220-06 A
Használati utasítás SW ponthegesztő berendezésekhez
 1 Használati utasítás SW ponthegesztő berendezésekhez Gyártó: DECA SA San Marino Forgalmazó: Hód-Welding Kft 6800 Hódmezővásárhely Könyves u. 29 Tel: +36 62 534 830 Használati utasítás SW ponthegesztő
1 Használati utasítás SW ponthegesztő berendezésekhez Gyártó: DECA SA San Marino Forgalmazó: Hód-Welding Kft 6800 Hódmezővásárhely Könyves u. 29 Tel: +36 62 534 830 Használati utasítás SW ponthegesztő
MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK
 MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK Műanyagok lézeres hegesztése kváziszimultán eljárással A műanyagok összeépítéséhez egyre népszerűbb lézeres hegesztésnek egy új módszere a kváziszimultán hegesztés,
MŰANYAGOK ALKALMAZÁSA, UTÓMŰVELETEK Műanyagok lézeres hegesztése kváziszimultán eljárással A műanyagok összeépítéséhez egyre népszerűbb lézeres hegesztésnek egy új módszere a kváziszimultán hegesztés,
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK
 SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
SolarHP 43 50 MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók... 3 1.1.1. A gyártó felelőssége...
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül)
") Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
Fordító hajtások SGExC 05.1 SGExC 12.1 AUMA NORM (vezérlés nélkül) Üzemeltetési utasítás Szerelés, kezelés, üzembe helyezés Tartalomjegyzék SGExC 05.1 SGExC 12.1 Először olvassa el az útmutatót! Tartsa
14/1998. (XI. 27.) GM rendelet a Gázpalack Biztonsági Szabályzatról
 GM rendelet a Gázpalack Biztonsági Szabályzatról") 14/1998. (XI. 7.) GM rendelet a Gázpalack Biztonsági Szabályzatról 011.08.06-tól hatályos szöveg! A műszaki-biztonsági felügyeletet ellátó szervezetről szóló 166/199. (XII. 7.) Korm. rendelet 3. - ának
14/1998. (XI. 7.) GM rendelet a Gázpalack Biztonsági Szabályzatról 011.08.06-tól hatályos szöveg! A műszaki-biztonsági felügyeletet ellátó szervezetről szóló 166/199. (XII. 7.) Korm. rendelet 3. - ának
31 521 11 0100 31 01 Bevontelektródás hegesztő Bevontelektródás hegesztő
 023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
023-0 evontelektródás kézi ívhegesztő feladatok 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és
Hegesztő és bevonatoló rendszerek Áttekintés
 5. Hegesztő és bevonatoló rendszerek Hegesztő és bevonatoló rendszerek Áttekintés Hegesztőrendszer joke multispot 3 339 344 346 347 Kézi hegesztőpisztoly Hegesztőkészülék joke easywig Munkahely felszereltsége
5. Hegesztő és bevonatoló rendszerek Hegesztő és bevonatoló rendszerek Áttekintés Hegesztőrendszer joke multispot 3 339 344 346 347 Kézi hegesztőpisztoly Hegesztőkészülék joke easywig Munkahely felszereltsége
beolvadási hibájának ultrahang-frekvenciás kimutatása
 A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
www.umundum.hu HEGESZTŐGÉP TERMÉKKÍNÁLAT FORRÓLEVEGŐS HEGESZTŐGÉPEK EXTRÚDEREK TOMPAHEGESZTŐ GÉPEK
 www.umundum.hu HEGESZTŐGÉP TERMÉKKÍNÁLAT FORRÓLEVEGŐS HEGESZTŐGÉPEK EXTRÚDEREK TOMPAHEGESZTŐ GÉPEK A tartály- és berendezésgyártás során a hatékony és eredményes munkához csak néhány dologra van szükség:
www.umundum.hu HEGESZTŐGÉP TERMÉKKÍNÁLAT FORRÓLEVEGŐS HEGESZTŐGÉPEK EXTRÚDEREK TOMPAHEGESZTŐ GÉPEK A tartály- és berendezésgyártás során a hatékony és eredményes munkához csak néhány dologra van szükség:
2201_08_DU_01_E_2015_M-01. Munkaárok kialakításának elvi vázlata 1/1
 2201_08_DU_01_E_2015_M-01 Munkaárok kialakításának elvi vázlata 1/1 Módosítások részletes leírása Sorszám 1. 1 DÁTUMA 2016. 05.06. MÓDOSÍTÁS HELYE (Leírása) II. A dokumentum írója fejezetben az alábbi
2201_08_DU_01_E_2015_M-01 Munkaárok kialakításának elvi vázlata 1/1 Módosítások részletes leírása Sorszám 1. 1 DÁTUMA 2016. 05.06. MÓDOSÍTÁS HELYE (Leírása) II. A dokumentum írója fejezetben az alábbi
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
2016 ÉVI MAGYAR DRIFT ORSZÁGOS BAJNOKSÁG TECHNIKAI, SZABÁLYZATA PRO/SEMIPRO KATEGÓRIA
 FIGYELMEZTETÉS! A versenyzés veszélyes sport! Olyan, hogy biztonságos verseny nem létezik. A versenyzés mindig magában hordozza a súlyos vagy halálos sérüléssel járó baleset kockázatát. Ez a veszély mindig
FIGYELMEZTETÉS! A versenyzés veszélyes sport! Olyan, hogy biztonságos verseny nem létezik. A versenyzés mindig magában hordozza a súlyos vagy halálos sérüléssel járó baleset kockázatát. Ez a veszély mindig
Tangó+ kerámia tetõcserép
 0 A cserépcsalád kerámia elemei A cserépfedés nézete TANGÓ+ alapcserép,-0, db / m TANGÓ+ szellőzőcserép TANGÓ+ hófogócserép db / szarufaköz, min. db / 0 m táblázat szerint TANGÓ+ jobbos szegőcserép,-,0
0 A cserépcsalád kerámia elemei A cserépfedés nézete TANGÓ+ alapcserép,-0, db / m TANGÓ+ szellőzőcserép TANGÓ+ hófogócserép db / szarufaköz, min. db / 0 m táblázat szerint TANGÓ+ jobbos szegőcserép,-,0
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
ELEKTRÓDÁK TÖMÖR HUZALOK ÉS PÁLCÁK PORBELES HUZALOK FEDŐPOR ALATTI HUZALOK ÉS POR FORRASZOK ÉS FOLYASZTÓSZEREK FÉMPOROK
 ELEKTRÓDÁK TÖMÖR HUZALOK ÉS PÁLCÁK PORBELES HUZALOK FEDŐPOR ALATTI HUZALOK ÉS POR FORRASZOK ÉS FOLYASZTÓSZEREK FÉMPOROK Karbantartáshoz, javításhoz és gyártáshoz szükséges hegesztőanyagok UTP Schweißmaterial
ELEKTRÓDÁK TÖMÖR HUZALOK ÉS PÁLCÁK PORBELES HUZALOK FEDŐPOR ALATTI HUZALOK ÉS POR FORRASZOK ÉS FOLYASZTÓSZEREK FÉMPOROK Karbantartáshoz, javításhoz és gyártáshoz szükséges hegesztőanyagok UTP Schweißmaterial
31 521 11 0100 31 06 Volfrámelektródás hegesztő Volfrámelektródás hegesztő
 02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
02-0 Volfrámelektródás semleges védőgázas ívhegesztő (TIG) feladatok /2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe
ZRT. Légtechnikai rendszerek. Variálható örvénybefúvó VD sorozat DN 315, DN 400. Alkalmazási terület. Működési leírás
 Légtechnikai rendszerek ZRT Variálható örvénybefúvó Alkalmazási terület A variálható örvénybefúvója eleget tesz a befúvónkénti nagyobb friss levegő térfogatáram és a nagyobb termikus terhelésváltozás igényének.
Légtechnikai rendszerek ZRT Variálható örvénybefúvó Alkalmazási terület A variálható örvénybefúvója eleget tesz a befúvónkénti nagyobb friss levegő térfogatáram és a nagyobb termikus terhelésváltozás igényének.
Hegesztési védôgázok. A szakértelem összeköt
 Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
Hegesztési védôgázok A szakértelem összeköt Tartalom Védôgázok kiválasztása 3 Hegesztési védôgáz komponenseinek tulajdonságai 3 Hegesztési védôgázok felhasználási eljárásai 4 Hegesztési védôgázok csoportosítása
Levegő sűrűségének meghatározása
 Gázok mechanikája Eszközök és kísérletek a gázok mechanikájának vizsgálatához. Levegő sűrűségének meghatározása P0401700 A sűrűség a szilárd és cseppfolyós testek jellemző anyagtulajdonságaként ismert.
Gázok mechanikája Eszközök és kísérletek a gázok mechanikájának vizsgálatához. Levegő sűrűségének meghatározása P0401700 A sűrűség a szilárd és cseppfolyós testek jellemző anyagtulajdonságaként ismert.
Hegesztő szakképesítés
 Don Bosco Általános Iskola, Szakiskola, Középiskola és Kollégium 3700 Kazincbarcika, Május 1 út 11 SZAKMAI PROGRAM Hegesztő szakképesítés OKJ azonosító szám 31 521 11 0000 00 00 11. 12. szakképző évfolyam
Don Bosco Általános Iskola, Szakiskola, Középiskola és Kollégium 3700 Kazincbarcika, Május 1 út 11 SZAKMAI PROGRAM Hegesztő szakképesítés OKJ azonosító szám 31 521 11 0000 00 00 11. 12. szakképző évfolyam
Viega Megapress. Vastagfalú acél préselése: hidegen, biztonságosan és villámgyorsan.
 Viega Megapress Vastagfalú acél préselése: hidegen, biztonságosan és villámgyorsan. Viega. Egy ötlettel több! Vannak olyan dolgok, amelyek sokáig érvényesek. Több mint 110 év elteltével is. A Viegánál
Viega Megapress Vastagfalú acél préselése: hidegen, biztonságosan és villámgyorsan. Viega. Egy ötlettel több! Vannak olyan dolgok, amelyek sokáig érvényesek. Több mint 110 év elteltével is. A Viegánál
Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában
 Fodor Olivér- Lehoczky Judit Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában A hegesztési varratok megfelelősége, különböző szabvány előírások szerinti eljárásvizsgálatok, vagy technológiavizsgálatok
Fodor Olivér- Lehoczky Judit Gyakorlati tapasztalatok hegesztett kötések eljárásvizsgálatában A hegesztési varratok megfelelősége, különböző szabvány előírások szerinti eljárásvizsgálatok, vagy technológiavizsgálatok
cokom@chello.hu chello.hu
 Hegesztés I (Minősítés) s) Dr. Komócsin Mihály cokom@chello.hu chello.hu 1 Példa acélhegeszt lhegesztők k minősítésének nek jelölésére 136-S S P BW 1.3 ph 150 B s15 PE ss nb 1 2 3 4 5 6 7 9 10 2 A hegesztés
Hegesztés I (Minősítés) s) Dr. Komócsin Mihály cokom@chello.hu chello.hu 1 Példa acélhegeszt lhegesztők k minősítésének nek jelölésére 136-S S P BW 1.3 ph 150 B s15 PE ss nb 1 2 3 4 5 6 7 9 10 2 A hegesztés
Anyagfelvitel nélküli felületkezelések
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
SZÉCHENYI ISTVÁN EGYETEM GYŐR Felületi technológiák Anyagfelvitel nélküli felületkezelések 1. Felületszilárdítás 2. Felületedzés 3. Felületi átolvasztás 4. Felolvasztó hegesztés 1. Felületszilárdító csoportosítása
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
M Ű S Z A K I K Ö V E T E L M É N Y
 Hatálybalépés időpontja: 2013. május 28. Módosítás száma: 0. 1 / 12 oldal M Ű S Z A K I K Ö V E T E L M É N Y FG-III-B31-MK003-2013 Membrános gázmérők v1 Zajkövetelmények 2013. május 28. v0 Eredeti utasítás
Hatálybalépés időpontja: 2013. május 28. Módosítás száma: 0. 1 / 12 oldal M Ű S Z A K I K Ö V E T E L M É N Y FG-III-B31-MK003-2013 Membrános gázmérők v1 Zajkövetelmények 2013. május 28. v0 Eredeti utasítás
Strangszabályozó- és elzárószelep. BOA-Control/BOA-Control IMS. Üzemeltetési útmutató
 Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Strangszabályozó- és elzárószelep BOA-Control/BOA-Control IMS Üzemeltetési útmutató Impresszum Üzemeltetési útmutató BOA-Control/BOA-Control IMS Minden jog fenntartva. A tartalmak a gyártó írásos hozzájárulása
Szerelési és karbantartási utasítás
 630 8889 00/06 HU Szakemberek számára Szerelési és karbantartási utasítás Logano GE55 speciális olaj-/gáztüzelésű kazán A szerelés és karbantartás előtt kérjük gondosan átolvasni Előszó Ehhez az utasításhoz
630 8889 00/06 HU Szakemberek számára Szerelési és karbantartási utasítás Logano GE55 speciális olaj-/gáztüzelésű kazán A szerelés és karbantartás előtt kérjük gondosan átolvasni Előszó Ehhez az utasításhoz
CSŐVEZETÉK SZAKASZ KIVÁLTÁS,
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE CSŐVEZETÉK SZAKASZ KIVÁLTÁS, SZILÁRDSÁGI ELLENŐRZÉS KÉSZÍTETTE: Szerafi Máté TERVEZÉSVEZETŐ: Bokros István mérnöktanár KONZULENS:
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE CSŐVEZETÉK SZAKASZ KIVÁLTÁS, SZILÁRDSÁGI ELLENŐRZÉS KÉSZÍTETTE: Szerafi Máté TERVEZÉSVEZETŐ: Bokros István mérnöktanár KONZULENS:
4.5. Villamos gyújtóberendezések (Ötödik rész)
") 4.5. Villamos gyújtóberendezések (Ötödik rész) A 4.4. cikkünkben bemutatott zárásszög szabályzású, primeráram határolós gyújtóberendezések bár már jeladós gyújtások voltak, de az előgyújtásszög változtatását
4.5. Villamos gyújtóberendezések (Ötödik rész) A 4.4. cikkünkben bemutatott zárásszög szabályzású, primeráram határolós gyújtóberendezések bár már jeladós gyújtások voltak, de az előgyújtásszög változtatását
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket!
 Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Milyen kötésmódokat ismer? Ismertesse az oldható és nem oldhatókötéseket! Oldható kötés: Oldható kötések azok a kötések, melyek a kötőelem roncsolása nélkül oldhatóak. Ilyen kötés lehet például az ék-,
Remeha P 320. Olaj/gáz tüzelésű kazánok GÉPKÖNYV. Magyar 19/10/05
 Remeha P 320 Olaj/gáz tüzelésű kazánok Magyar 19/10/05 GÉPKÖNYV - Tartalom Bevezetés...................................................................................3 Leírás......................................................................................4
Remeha P 320 Olaj/gáz tüzelésű kazánok Magyar 19/10/05 GÉPKÖNYV - Tartalom Bevezetés...................................................................................3 Leírás......................................................................................4
Csőtávvezetékek gépesített és félig-gépesített hegesztése különös tekintettel az irányított rövidzárlatos gyökhegesztésre
 Csőtávvezetékek gépesített és félig-gépesített hegesztése különös tekintettel az irányított rövidzárlatos gyökhegesztésre Scsaurszki Tamás Hegesztő mérnök, EWE, IWE KVV Zrt. scstamas@hotmail.com Absztrakt:
Csőtávvezetékek gépesített és félig-gépesített hegesztése különös tekintettel az irányított rövidzárlatos gyökhegesztésre Scsaurszki Tamás Hegesztő mérnök, EWE, IWE KVV Zrt. scstamas@hotmail.com Absztrakt:
6. füzet Első osztályú és nemzetközi minősítésű füves labdarúgópályák öntözése 35 db szórófejjel a 115 78 m-es stadionokba
 A Magyar Labdarúgó Szövetség és a Magyar Öntözési Egyesület (MÖE) ajánlása labdarúgópályák öntözésének építéséhez beruházóknak, sportegyesületeknek és önkormányzatoknak 6. füzet Első osztályú és nemzetközi
A Magyar Labdarúgó Szövetség és a Magyar Öntözési Egyesület (MÖE) ajánlása labdarúgópályák öntözésének építéséhez beruházóknak, sportegyesületeknek és önkormányzatoknak 6. füzet Első osztályú és nemzetközi
AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE. Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához
 Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
MUNKAANYAG. Vincze István. Hegesztett kötés készítése gázhegesztéssel. A követelménymodul megnevezése: Hegesztő feladatok
 Vincze István Hegesztett kötés készítése gázhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-30
Vincze István Hegesztett kötés készítése gázhegesztéssel A követelménymodul megnevezése: Hegesztő feladatok A követelménymodul száma: 0240-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-30
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
MEGNÖVELT HATÁSFOKÚ, SÖTÉTEN SUGÁRZÓK
 SolarHP R 12 23 36 MEGNÖVELT HATÁSFOKÚ, HŐSZIGETELT, KÉTFOKOZATÚ SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók...
SolarHP R 12 23 36 MEGNÖVELT HATÁSFOKÚ, HŐSZIGETELT, KÉTFOKOZATÚ SÖTÉTEN SUGÁRZÓK MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2015.11.17. - 2 - Tartalom 1. Bevezetés... 3 1.1. Általános tudnivalók...
HEGESZTŐ MESTERVIZSGA KÖVETELEMÉNYEI
 HEGESZTŐ MESTERVIZSGA KÖVETELEMÉNYEI I. A Hegesztő mestervizsgára jelentkezés feltételei 1. A hegesztő mestervizsgához szükséges szakképesítési feltételek A Hegesztő mestervizsgára jelentkezéshez az alábbi
HEGESZTŐ MESTERVIZSGA KÖVETELEMÉNYEI I. A Hegesztő mestervizsgára jelentkezés feltételei 1. A hegesztő mestervizsgához szükséges szakképesítési feltételek A Hegesztő mestervizsgára jelentkezéshez az alábbi
31 521 11 0100 31 03 Fogyóelektródás hegesztő Fogyóelektródás hegesztő
 02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
02-0 Fogyóelektródás védőgázas ívhegesztő (MIG/MG) feladatok Fogyóelektródás védőgázas ívhegesztő (MIG/MG) szakmai ismeretek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos
SOLARTUBE TL 23 36 45
 SOLARTUBE SÖTÉTEN SUGÁRZÓ FŰTŐKÉSZÜLÉK TL 23 36 45 MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2013.10.14. - 2 - TARTALOMJEGYZÉK ÁLTALÁNOS TUDNIVALÓK 3. oldal MŰSZAKI ELŐÍRÁSOK 4. oldal - FŰTÉSI
SOLARTUBE SÖTÉTEN SUGÁRZÓ FŰTŐKÉSZÜLÉK TL 23 36 45 MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2013.10.14. - 2 - TARTALOMJEGYZÉK ÁLTALÁNOS TUDNIVALÓK 3. oldal MŰSZAKI ELŐÍRÁSOK 4. oldal - FŰTÉSI
HG és HGV AUTOMATIKUS GÁZÉGŐK
 HG és HGV típusú AUTOMATIKUS GÁZÉGŐK GÉPKÖNYVE Tüzeléstechnikai Kft. Nyilvántartási szám: HU-MSZT - 503 / 0095(3)-285(3) MSZ EN ISO 9001:2001 (ISO 9001:2000) 1103 Budapest, Szlávy u. 22-30. Levélcím: 1475
HG és HGV típusú AUTOMATIKUS GÁZÉGŐK GÉPKÖNYVE Tüzeléstechnikai Kft. Nyilvántartási szám: HU-MSZT - 503 / 0095(3)-285(3) MSZ EN ISO 9001:2001 (ISO 9001:2000) 1103 Budapest, Szlávy u. 22-30. Levélcím: 1475
Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája. Épületgépészeti kivitelezési ismeretek 2012. szeptember 6.
 Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája Épületgépészeti kivitelezési ismeretek 2012. szeptember 6. 1 Az anyagválasztás szempontjai: Rendszerkövetelmények: hőmérséklet
Épületgépészeti csőanyagok kiválasztási szempontjai és szereléstechnikája Épületgépészeti kivitelezési ismeretek 2012. szeptember 6. 1 Az anyagválasztás szempontjai: Rendszerkövetelmények: hőmérséklet
Nemcsak más, hanem jobb! MdA. mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET
 Nemcsak más, hanem jobb! MdA mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET Rólunk A Industria-Technik egy épületgépészeti-, energiatechnikai- és környezetvédelmi mérnöki irodából jött létre.
Nemcsak más, hanem jobb! MdA mágneses dinamikus finomiszapleválasztó TERVEZÉSI SEGÉDLET Rólunk A Industria-Technik egy épületgépészeti-, energiatechnikai- és környezetvédelmi mérnöki irodából jött létre.
atmocraft VK 654/9 1654/9 HU; PL
 atmocraft VK 654/9 654/9 HU; PL Szakemberek számára Szerelési és karbantartási útmutató atmocraft Gázüzemű fűtőkazán HU Tartalomjegyzék Tartalomjegyzék Megjegyzések a dokumentációhoz........ 3. A dokumentumok
atmocraft VK 654/9 654/9 HU; PL Szakemberek számára Szerelési és karbantartási útmutató atmocraft Gázüzemű fűtőkazán HU Tartalomjegyzék Tartalomjegyzék Megjegyzések a dokumentációhoz........ 3. A dokumentumok
VIESMANN. Szervizre vonatkozó utasítás VITOLIGNO 100-S. a szakember részére
 Szervizre vonatkozó utasítás a szakember részére VIESMANN Vitoligno 100-S Típus: VL1A Faelgázosító kazán max. 50 cm hosszúságú hasábfa elégetésére VITOLIGNO 100-S 12/2008 Kérjük, őrizze meg! Biztonságtechnikai
Szervizre vonatkozó utasítás a szakember részére VIESMANN Vitoligno 100-S Típus: VL1A Faelgázosító kazán max. 50 cm hosszúságú hasábfa elégetésére VITOLIGNO 100-S 12/2008 Kérjük, őrizze meg! Biztonságtechnikai
DREHMO Standard hajtások gépkönyve
 DREHMO Standard hajtások gépkönyve Az üzemeltetési leírás vezérlő és szabályozó hajtóművekre érvényes Többfordulatú és lineáris hajtóművek szerelési utasítása, üzemeltetési leírása, szerviz leírása MEGJEGYZÉS
DREHMO Standard hajtások gépkönyve Az üzemeltetési leírás vezérlő és szabályozó hajtóművekre érvényes Többfordulatú és lineáris hajtóművek szerelési utasítása, üzemeltetési leírása, szerviz leírása MEGJEGYZÉS
7/2006. (V. 24.) TNM rendelet az épületek energetikai jellemzőinek meghatározásáról 1. 2. 3. 4.
 TNM rendelet az épületek energetikai jellemzőinek meghatározásáról 1. 2. 3. 4.") 7/2006. (V. 24.) TNM rendelet az épületek energetikai jellemzőinek meghatározásáról 2016.01.01 2017.12.31 8 7/2006. (V. 24.) TNM rendelet az épületek energetikai jellemzőinek meghatározásáról Az épített
7/2006. (V. 24.) TNM rendelet az épületek energetikai jellemzőinek meghatározásáról 2016.01.01 2017.12.31 8 7/2006. (V. 24.) TNM rendelet az épületek energetikai jellemzőinek meghatározásáról Az épített
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
31 521 11 0100 31 05 Hegesztő-vágó gép kezelője Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
GÉNIUSZ DÍJ - 2006. EcoDryer. Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére
 GÉNIUSZ DÍJ - 2006 EcoDryer Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére Működési ismertető Mezőgazdasági Technológia Fejlesztő és Kereskedelmi
GÉNIUSZ DÍJ - 2006 EcoDryer Eljárás és berendezés szemestermények tárolásközbeni áramló levegős szárítására és minőségmegóvó szellőztetésére Működési ismertető Mezőgazdasági Technológia Fejlesztő és Kereskedelmi
Műszaki Biztonsági Szabályzat
 Műszaki Biztonsági Szabályzat 2. Fogalommeghatározások 2.1. Általános fogalommeghatározások Almérő: olyan gázmérő, mely a joghatással járó elszámolási mérő által mért gázfogyasztások, vagy gázfogyasztó
Műszaki Biztonsági Szabályzat 2. Fogalommeghatározások 2.1. Általános fogalommeghatározások Almérő: olyan gázmérő, mely a joghatással járó elszámolási mérő által mért gázfogyasztások, vagy gázfogyasztó
Interkerám Kft. 6000 Kecskemét, Parasztfőiskola 12. A recept szerint bemért nyersanyagok keverékét 1400 C-on, olvasztókemencében
 Ékszerzománc rézre, tombakra, ezüstre és aranyra 1. A tűzzománcokról általában A tűzzománc nem teljesen kiolvasztott, szervetlen, főleg oxidos összetételű lényegében üvegesen megszilárdult anyag. A recept
Ékszerzománc rézre, tombakra, ezüstre és aranyra 1. A tűzzománcokról általában A tűzzománc nem teljesen kiolvasztott, szervetlen, főleg oxidos összetételű lényegében üvegesen megszilárdult anyag. A recept
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK
 HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
HITELESÍTÉSI ELŐÍRÁS HIDEGVÍZMÉRŐK ÁLTALÁNOS ELŐÍRÁSOK HE 6/1-2005 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS
Hegesztés és rokon eljárások. Dr. Kovács Mihály docens nemzetközi hegesztőmérnök
 Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
Hegesztés és rokon eljárások Dr. Kovács Mihály docens nemzetközi hegesztőmérnök Hegeszthetőség Az acél hegeszthetősége az acélnak bizonyos fokú alkalmassága adott alkalmazásra, meghatározott
7. GÉPÉSZMÉRNÖK MSC SZAK ZÁRÓVIZSGA SZABÁLYAI - Anyag- és gyártástechnológiák specializáció -
 7. GÉPÉSZMÉRNÖK MSC SZAK ZÁRÓVIZSGA SZABÁLYAI - Anyag- és gyártástechnológiák specializáció - a) A komplex záróvizsga és diplomamunka-védés sorrendisége, ütemezése A komplex záróvizsga és a diplomamunka
7. GÉPÉSZMÉRNÖK MSC SZAK ZÁRÓVIZSGA SZABÁLYAI - Anyag- és gyártástechnológiák specializáció - a) A komplex záróvizsga és diplomamunka-védés sorrendisége, ütemezése A komplex záróvizsga és a diplomamunka
DUNAMENTI TŰZVÉDELEM RT. H-2131 GÖD, Nemeskéri Kiss Miklós u. 33. kivitelezes_polyplast_k_ka belatvezetes_v1 Munkautasítás
 1.0. Az általános munkavédelmi utasításban foglaltakon túli sajátos veszélyek A kábelátvezetések való kitöltése során előforduló veszélyek: - a hatóanyag összeállításánál, keverésénél, a felhordásánál
1.0. Az általános munkavédelmi utasításban foglaltakon túli sajátos veszélyek A kábelátvezetések való kitöltése során előforduló veszélyek: - a hatóanyag összeállításánál, keverésénél, a felhordásánál
EWM Taurus 301 típusú hegesztőgép alkalmazástechnikai vizsgálata
 EWM Taurus 301 típusú hegesztőgép alkalmazástechnikai vizsgálata Kovács-Coskun Tünde a, Pinke Péter b,a a) Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar kovacs.tunde@bgk.uni-obuda.hu
EWM Taurus 301 típusú hegesztőgép alkalmazástechnikai vizsgálata Kovács-Coskun Tünde a, Pinke Péter b,a a) Óbudai Egyetem, Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar kovacs.tunde@bgk.uni-obuda.hu
ÉPÜLETGÉPÉSZ TECHNIKUS SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI
 ÉPÜLETGÉPÉSZ TEHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 582 01 0000 00 00 2. szakképesítés megnevezése: Épületgépész
ÉPÜLETGÉPÉSZ TEHNIKUS SZKKÉPESÍTÉS SZKMI ÉS VIZSGKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKEN SZEREPLŐ DTOK 1. szakképesítés azonosító száma: 54 582 01 0000 00 00 2. szakképesítés megnevezése: Épületgépész