Gyártástechnológiai III. 13. előadás Szerszámgépek. Előadó: Dr. Szigeti Ferenc főiskolai tanár
|
|
|
- Sarolta Vincze
- 6 évvel ezelőtt
- Látták:
Átírás
1 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 13. előadás Szerszámgépek Előadó: Dr. Szigeti Ferenc főiskolai tanár
2 I. Esztergagépek Esztergagépek különféle automatizáltságú típusai Esztergák osztályozásának szempontjai: - főorsó helyzete (vízszintes, függőleges) - főorsók száma - munkatér mérete (elforduló átmérő, csúcstávolság) - szerszámrendszer - elérhető pontosság (,,ultraprecíziós eszterga) - automatizáltsági szint Az esztergák jellegét, alakját az állványszerkezet határozza meg (amely a szánok és a főorsószekrény helyzetét biztosítja).
3 Esztergák csoportosítása az állványszerkezet szerint 1. Vízszintes vezetékrendszerű eszterga: - nagy merevség, egyszerű felépítés - egyetemes esztergák ilyenek 2. Ferde ágyelrendezésű eszterga: - nagy merevség - forró forgács és hűtő-kenő folyadék gyors elvezetésével a gép hőstabilitása is biztosított - helyszükséglete kicsi, hozzáférése kedvező - CNC-vezérlésű esztergák gyakran ilyenek 3. Rövid eszterga (fejeszterga) - tárcsajellegű mdb.-ok megmunkálására - szegnyerge nincs főorsóval szemből történő automatikus alkatrész adagolás lehetséges (front eszterga) - menetvágásra nem használható (orsószekrény és szánrendszer külön egységet képez)
4 Esztergaelrendezések Síkeszterga: Fejeszterga
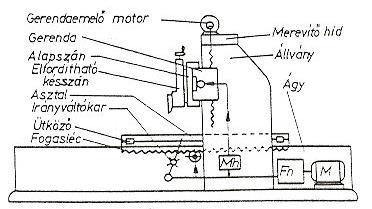
5 4. Függőleges főorsó elrendezés (karusszel eszterga) - nagyméretű, súlyú mdb.-nál előnyös, főorsó hajlító igénybevétele kicsi - többszános, egy vagy kétállványos kivitelű ( mm asztalátmérő; kétállványosnál: 1,5 20 m asztalátmérő) - a függőleges főorsó: mdb. adagolást is egyszerűsíti: mdb.-ot a súlyerő,,belenyomja a tokmányba (automatizált mdb. ellátásnál előnyös) - függesztett főorsójú, különleges kivitel: - forgács eltávolítást megkönnyíti - képes: mdb.-ot a tokmánnyal vegye fel, tegye le
6 Karusszel eszterga
7 5. Többorsós, mechanikus vezérlésű automaták - termelékeny esztergálás - jellegzetes részegységük az orsótömb
8 Esztergák szerszámhordozói: - egyszerű késtartó - revolverfej különböző típusai - automatikus szerszám cserélős, 1 vagy 2 szerszámhelyes fejek Mdb. befogás: - tokmányokkal (pofás, patronos) vagy szorítópatronokkal - hosszú mdb.: szegnyereg + álló- vagy mozgó-báb Automata mdb. ellátás: - rúdanyag adagoló szerkezet - mdb. ki-berakó manipulátorok gyakran a szerszámgépre - ipari robotok épül rá
9 Esztergák automatizáltsági szintje fejlődésének állomásai, jellegzetes géptípusok 1. Egyetemes eszterga - sokoldalúan felhasználható, kézi vezérlésű szerszámgép - szakképzett, felkészült gépkezelő - jellemzője: sokfokozatú, kézzel kapcsolható fogaskerekes fő- és mellékhajtómű, általában 4 oldalas késtartó, szerszámok kézzel válthatók, cserélhetők. 2. Revolvereszterga - termelékenység nagy, többhelyzetes szerszámbefogóval és ütközőrendszerrel szerelik fel. - a szerszám csere/váltás-t az ún. revolverfejek könnyítik - szánmozgások határolását, mdb. méretek beállítását mechanikus ütközők, előtolás megszakítók végzik
10 Revolverfej típusok a, revolverfej vízszintes tengellyel b, revolverfej függőleges tengellyel c, dobrevolverfej munkaorsókkal d, tömbrevolver
11 Revolvereszterga: sorozatgyártásban a, toronyrevolver b, dobrevolver
12 2.a, toronyrevolver eszterga: - főorsóra merőleges forgástengelyű szerszámbefogóval rendelkezik (vízszintes vagy függőleges) - tárcsa jellegű mdb.-ok megmunkálására - nagyobb méretű, többszerszámos szerszámtartók is befoghatók egy szerszám helyre 2.b, dobrevolver eszterga: - legfontosabb részegysége: a főorsóval párhuzamos tengelyű szerszámbefogó, a szerszámot a homlokfelületén hordozza: dobrevolverfej - kis és közepes átmérőjű, rúdból készülő alkatrészek kis- és közép-sorozatú megmunkálására - keresztesztergálás a revolverfej forgatásával történik - mérethatárolás mechanikus ütközővel
13 Toronyrevolver eszterga felszerszámozása
14 Dobrevolver eszterga felszerszámozása
15 A revolveresztergák jellemzői kezelő: betanított munkás gépbeállító: beállítás, felszerszámozás egyetemes esztergához képest megkönnyíti a gépkezelő feladatát, termelékenység növelését biztosítja gépkezelő feladata: - megmunkálási program végrehajtása, a műveleti sorrendnek megfelelően, - technológiai adatok beállítása, aktiválása - szükséges szerszám beváltása (még ha azok a műveleti sorrendnek megfelelően vannak is elhelyezve)
16 3. Programvezérlésű eszterga: A megmunkálás programját automatikusan végrehajtják; a megmunkáláshoz szükséges mozgásokat önműködően végzik, az egyes munkaciklusok megismétlését a vezérmű biztosítja. a, az első programvezérlésű esztergák mechanikus vezérlésűek voltak (mechanikus szerkezetű szerszámgépek, bonyolult mechanizmusokkal) - jellemzőjük: útinformációkat, kapcsolási információkat (megmunkálási sorrend) vezértárcsák, vezérdobok tárolják. - ha a mdb. ellátás is automatizált (általában rúdanyag adagolásával automatizálható) automatizált programvezérlésű eszterga; ha nem félautomata - hátránya: - a főmozgás és mellékmozgás sebességét cserekerekes hajtóművel kell beállítani ezeket műveletről műveletre nem lehet változtatni optimális forgácsolási paraméterek nem biztosíthatók - minden mdb.-hoz külön vezértárcsa készlet kell költséges, hosszadalmas, csak tömeggyártásban
17 3.b, Többorsós programvezérlésű eszterga - orsók számának megfelelő egyorsós gépet helyettesít - termelékenysége az orsószámmal egyenesen arányosan nő - ára, helyszükséglete, átprogramozásának időigénye kisebb mértékben nő csak - belső anyagmozgatás egyszerűen automatizálható - kizárólag tömeggyártásban - hátrányok: - cserekerekes hajtómű technológiai adatok nem optimálhatók (főorsó és vezértengely fordulat állítás) - gép átállítása drága, hosszadalmas
18 3.c, Elektromechanikus programvezérlésű eszterga először: cserekerekes hajtómű felváltása elektromágneses tengelykapcsolós hajtóművel - fordulatszám váltást műveletről műveletre a vezértengellyel szinkronban forgó kapcsolódob végzi később: vezértárcsák, vezértengely kiváltása: útinformációkat, kapcsolási információkat helyzetkapcsolók, programtároló egységek vezérlik követő vezérlésűek: megmunkálási programban lépésről lépésre haladva, az előző lépés teljes végrehajtását vizsgálva működnek a programozást a programtároló átprogramozása, a helyzetkapcsolók működtetésének átszerelése jelenti hosszadalmas
19 Elektromechanikus programvezérlésű eszterga jellemzői - helyzetkapcsolók pontossága ~0,1mm - külön szükséges: gépbeállító/programozó + gépkezelő - a mechanikus és elektromechanikus programvezérlésű esztergagépek a tömeggyártás jól bevált gépei (mdb. ellátás automatizálásával) - a megmunkálási feladat legkisebb változására sem képesek automatikusan reagálni, új feladatra átállni flexibilis gyártásra nem alkalmas
20 2.d, NC vagy CNC (Numerical Control: számvezérlés; Computer Numerical Control: számítógépes számvezérlés): rugalmasan programozható eszterga vezérlése. - NC: a gépet számokkal, betűkkel és más jelekkel kódolt utasítások vezérlik utasításokat kimenő elektromos jelekké alakítják amelyek a hajtásokat aktivizálják - NC-program tartalmazza: - megmunkálási utak leírását - mozgás sebességét - művelet szerszámainak kódját - segédfunkció utasításait (pl. hűtő-kenő folyadék ellátás) Esztergáló cella: ipari robottal történő kiszolgálás megvalósítása - pl.: eszterga oldalára épített ipari robot: gép és tároló között dolgozik Esztergáló központ: CNC-esztergából kifejlesztett szerszámgép, amely egymaga képes a mdb. komplex megmunkálására.
21 Esztergáló cella Forgástest megmunkáló cella (2 gépes) CNC eszterga Robot CNC eszterga (ERI - 250) (RB - 241) (EEN - 400) CNC megmunkálóközpont (MK - 500) 3 koordinátás mérőgép (DEA) y z x Munkadarab tároló Paletta cserélő Munkadarab tároló Raktár be vagy ki Robot kocsis, vagy más megoldású munkadarab, paletta szállítás
22
23
24 II. Megmunkáló központok Megmunkáló központok: a termelékenység növelésére - fúrás, marás, dörzsölés, menetvágás stb. egy gépen, egy felfogásban történő elvégzését, mdb. készremunkálását teszik lehetővé - jellemzői: - CNC vezérlés - automatikus szerszámcsere - osztó vagy forgó asztal (lehetővé teszi a mdb. 4 oldalának megmunkálását) - mérési és felügyeleti funkciókra, automatikus mdb. (paletta) cserélésére is képes lehet - kis- és közép-sorozatban; mert automatizáltsági szintjük magas, változó gyártási feladathoz gyorsan, automatikusan alkalmazkodni képesek.
25 Megmunkáló központok gyártórendszerek alapjai (ha mdb. cserélővel ellátottak); építőelemei: szerszámtár és az automata szerszámcserélő; szerszámtár lehet: - dobtár } - lánctár } biztonság, gyorsaság - egyenes tár } tartozékai: palettacserélő; két paletta: egyiken: mdb. megmunkálás másikon: gépkezelő cseréli a kész illetve nyers mdb.-ot paletták segítségével végzik az automatikus mdb. ellátást a rugalmas gyártórendszerekben
26

27 III. Fúrógépek Műveletek fúrógépeken: a, fúrás; b, felfúrás; c, süllyesztés; e, dörzsölés; f, menetfúrás; d, felületezés, h, süllyesztés
28
29 Sugárfúrógép
30 Vízszintes fúró-marómű

31 Fúrótokmány Kúpos szárú furatmegmunkáló szerszámok befogása
32 Gyorsváltó fúrófej
33 Fúrógéptípusok 1. Revolverfejes fúrógép - revolverfejben automatikusan munkahelyzetbe állítható szerszám - merev kivitelű, marógépként is használható - CNC-vezérlésű változata is van gyártósorok is építhetők 2. Többorsós fúrógép (ágas fúrógép) - sorozat vagy tömeggyártásban (célgép) - egyes orsók hajtásukat kardáncsuklós tengelyekről kapják - furatkép adott határok között átállítható - célgép egységként

34 3. Helyzetfúrógép (koordináta fúrógép) - furatok nagy helyzet- és méretpontossággal való megmunkálására - szerszám és idomszergyártásban - klimatizált környezetet igényel 4. Hosszlyukfúrógép - 1:3 1:200 l/d furatok fúrására - hűtő-kenő folyadék hozzávezetés, forgács eltávolítás különleges szerszámot és gépkonstrukciót igényel - főmozgást: mdb., szerszám vagy mindkettő, szembe forgásával
35 5. Finomfúrógép - nagy merevségű, csillapítású, hőstabilitású felépítés - kis forgácsoló-teljesítmény, nagy fordulatszám - méret- és helyzetpontossága: IT5-ös (IT4)
36 IV. Marógépek Az egyetemes marógép
37 Függőleges marógép
38 Hosszmarógép Portálmarógép
39 Palástmarók befogása vízszintes tengelyű marógépen

40 Homlokmarók és palástmarók befogása függőleges marógépen

41 A mdb. rögzítés lehetőségei a marógép asztalon Befogás szorítóvasakkal: a, gépasztalra b, alátétre Körasztal
42 Marógépek osztályozása a szerszámhordozó rendszer mozgástengelyeinek száma szerint
43 V. Köszörűgépek Egyetemes palástköszörű vázlata
44 Csúcsnélküli köszörűgép
45 Furatköszörűgép
46 Vízszintes síkköszörűgép
47 Függőleges síkköszörűgép
48 VI. Gyalu- és vésőgépek Egyetemes gyalugép
49 Lengőhimbás hajtómű
50 Kétállványos hosszgyalu
51 A vésőgép felépítése és kinematikai vázlata
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Gyártástechnológia alapjai
 Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 1. Előadás Óbudai Egyetem, BGK AGI-GGY SZERSZÁMGÉPEK Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai
Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 1. Előadás Óbudai Egyetem, BGK AGI-GGY SZERSZÁMGÉPEK Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártástechnológiai III. 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
 szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.") GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
GYÁRTÁSAUTOMATIZÁLÁS
 Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2. Forgácsoló szerszámgépek
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Forgácsoló szerszámgépek 3-4. előadás Összeállította: Dr. Pintér József Forgácsoló szerszámgépek Kinematikai alapok, mozgások
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Forgácsoló szerszámgépek 3-4. előadás Összeállította: Dr. Pintér József Forgácsoló szerszámgépek Kinematikai alapok, mozgások
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
HORVÁTH ATTILA EV. CÉG alapítva:1989. www.mechanika.hu
 HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Sieg Hungary Árlista
 Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Szerszámgépek, robotok
 Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás
 szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás") SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
Szerszámgépek 1. előadás 2007. Február 13. Szerszámg. 1. előad. Miskolc - Egyetemváros 2006/2007 2.félév
 Szerszámg mgépek 1. előad adás Miskolc - Egyetemváros 2006/2007 2.félév 1 A Szerszámg mgépek Tanszékének nek rövid r bemutatása A Gépészmérnöki és Informatikai Kar meghatározó szaktanszéke, jelentős ipari
Szerszámg mgépek 1. előad adás Miskolc - Egyetemváros 2006/2007 2.félév 1 A Szerszámg mgépek Tanszékének nek rövid r bemutatása A Gépészmérnöki és Informatikai Kar meghatározó szaktanszéke, jelentős ipari
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
MUNKAANYAG. Rozovits Zoltán. Eszetergálás gépei és eszközei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
2016 MET-NA KFT. Géplista
 2016 MET-NA KFT. Géplista Hüller-Hille NBH6+ - 3 db Évjárat: 2007, 2008, 2009 Főorsó: HSK100; SK50 Függőleges megmunkáló központ Mozgástartományok: 1000x800x1000 Vezérlő típusa: SIEMENS 840D Hüller-Hille
2016 MET-NA KFT. Géplista Hüller-Hille NBH6+ - 3 db Évjárat: 2007, 2008, 2009 Főorsó: HSK100; SK50 Függőleges megmunkáló központ Mozgástartományok: 1000x800x1000 Vezérlő típusa: SIEMENS 840D Hüller-Hille
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat!
 Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
Záróvizsga orientáló kérdések
 Szerszámgépek és ipari robotok (BMEGEGTMG02) Záróvizsga orientáló kérdések 2014-2015. tanév 2. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja a záróvizsgán
Szerszámgépek és ipari robotok (BMEGEGTMG02) Záróvizsga orientáló kérdések 2014-2015. tanév 2. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja a záróvizsgán
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5
 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5") KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
KÉRDÉSEK PROGRAMOZÁSBÓL_TKU (ESZTERGÁLÁS) 1. Írd le а CNC megmunkáló rendszerek jellemző pontjainak neveit: a) М 0,5 b) А 0,5 c) W 0,5 d) R 0,5 2. Rajzold le a CNC megmunkáló rendszerek jellemző pontjait:
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4.
 Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
Több mint gép, segítő barát a munkában
 Több mint gép, segítő barát a munkában Esztergagépek Marógépek Fúrógépek Kombinált gépek Készülékek Elforduló átmérő az ágy f elett Csúcstávolság Áteresztő f urat Szegnyereg rögzítőcsavar Keresztszán munkaút
Több mint gép, segítő barát a munkában Esztergagépek Marógépek Fúrógépek Kombinált gépek Készülékek Elforduló átmérő az ágy f elett Csúcstávolság Áteresztő f urat Szegnyereg rögzítőcsavar Keresztszán munkaút
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
5.2 Rugalmas gyártórendszerek alrendszerei. a) A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ
 A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ") Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
2018 MET-NA KFT. Géplista
 2018 MET-NA KFT. Géplista Hüller-Hille NBH6+ - 3 db Évjárat: 2007, 2008, 2009 Főorsó: HSK100; SK50 Függőleges megmunkáló központ Mozgástartományok: 1000x800x1000 Vezérlő típusa: SIEMENS 840D Hüller-Hille
2018 MET-NA KFT. Géplista Hüller-Hille NBH6+ - 3 db Évjárat: 2007, 2008, 2009 Főorsó: HSK100; SK50 Függőleges megmunkáló központ Mozgástartományok: 1000x800x1000 Vezérlő típusa: SIEMENS 840D Hüller-Hille
Munkalap1. Tamil Kft. géplista. Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány
 Tamil Kft. géplista CNC gépek Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány Lemezmegmunkáló 2000x1500 mm 1 LMC 250+L központ kivágás,lyukasztás,níbbelés,peremezés 6mm-es lemezvastagságig Tervezet:
Tamil Kft. géplista CNC gépek Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány Lemezmegmunkáló 2000x1500 mm 1 LMC 250+L központ kivágás,lyukasztás,níbbelés,peremezés 6mm-es lemezvastagságig Tervezet:
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
FOGLALKOZÁSI TERV. Kósa Péter műszaki oktató. A gyakorlati jegy megszerzésének feltétele: min. 51 pont elérése. Készítette: Ellenőrizte: Jóváhagyta:
 FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
FOGLALKOZÁSI TERV NYÍREGYHÁZI FŐISKOLA Gépgyártástechnológia szakirányú gyakorlat II. tantárgy MŰSZAKI ALAPOZÓ ÉS GÉPGYÁRTTECHN. 2009/2010. tanév, II. félév TANSZÉK GMB. III. évfolyam Gyak.jegy, kredit:
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
MAXXMILL 630. Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM
 MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
Orsó-fordulatszám (S), orsó-forgásirány (M3, M4, M5)
, orsó-forgásirány (M3, M4, M5)") Funkció Az orsó-fordulatszám és -forgásirány megadása a főorsót forgásba hozza és ezzel megteremti a forgácsolás előfeltételét. Szintaxis Kép 1 Orsómozgások esztergálásnál A főorsó mellett lehetnek további
Funkció Az orsó-fordulatszám és -forgásirány megadása a főorsót forgásba hozza és ezzel megteremti a forgácsolás előfeltételét. Szintaxis Kép 1 Orsómozgások esztergálásnál A főorsó mellett lehetnek további
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Marógépek, megmunkáló központok
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
GYÁRTÓRENDSZER IRÁNYÍTÁSA, FELÜGYELETE
 2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó
2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
Oktatás a gyártás közben. CONCEPT TURN 460. CNC oktatás ipari színvonalon TURNING
 Oktatás a gyártás közben. CONCEPT TURN 60 CNC oktatás ipari színvonalon TURNING emco-world.com CONCEPT SZERSZÁMVÁLTÓ férőhelyes, axiális VDI0 szerszámbefogás 6 meghajtott szerszám (opció) Poligon felületek
Oktatás a gyártás közben. CONCEPT TURN 60 CNC oktatás ipari színvonalon TURNING emco-world.com CONCEPT SZERSZÁMVÁLTÓ férőhelyes, axiális VDI0 szerszámbefogás 6 meghajtott szerszám (opció) Poligon felületek
Gyártástechnológia alapjai
 Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 3. Előadás Óbudai Egyetem, BGK AGI-GGY Forgómozgású főhajtóművek csoportosítása Forgómozgást létesítő hajtóművek 2 Főhajtás variációk Fokozatos típusok
Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 3. Előadás Óbudai Egyetem, BGK AGI-GGY Forgómozgású főhajtóművek csoportosítása Forgómozgást létesítő hajtóművek 2 Főhajtás variációk Fokozatos típusok
Az Eötvös Loránd Szakközépiskola és Szakiskola ERASMUS+ programja
 Az Eötvös Loránd Szakközépiskola és Szakiskola ERASMUS+ programja Krakkó, 2014. szeptember 22. - október 10. Gyártástervezési, gyártásirányítási ismeretek elmélyítése, gyártási folyamatok modellezése A
Az Eötvös Loránd Szakközépiskola és Szakiskola ERASMUS+ programja Krakkó, 2014. szeptember 22. - október 10. Gyártástervezési, gyártásirányítási ismeretek elmélyítése, gyártási folyamatok modellezése A
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló 2/42
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,