5.2 Rugalmas gyártórendszerek alrendszerei. a) A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ
|
|
|
- Diána Nagy
- 9 évvel ezelőtt
- Látták:
Átírás
1 Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok tárolása és szállítása szerszámok, készülékek és egyéb gyártóeszközök szállítása és tárolása a) A megmunkáló alrendszer és elemei Megmunkáló központ Automatikus munkadarab csere automatikus szerszámcsere minimum három lineáris tengely + 2 elfordulást biztosító tengely gyakran állandó asztalmagasság (könnyebb palettacsere) Forgácskezelő alrendszer a forgács kiszállítása a munkatérből szeparál, aprít, centrifugál, brikettez (sajtol) Információs alrendszer Az alrendszereket és elemeiket irányítja és hangolja össze, látja el információkkal
 Forgácskezelő alrendszer a forgács")
2

3 Jellegzetes gépelrendezések (megmunkáló központ) Több megmunkáló orsós megmunkáló központok Vízszintes főorsó, vízszintes asztalsík (forgatható) Eszterga megmunkáló központok 1. Revolver fej 2. Revolver fej 1. főorsó 2. főorsó 3. Revolver fej

4 Eszterga megmunkáló központok revolverfejben a szerszámok forgó mozgást is végezhetnek szabályozott forgású főorsó ( C tengely, indexelt) a szerszám 3 irányú elmozdulásra képes Többszános esztergaközpontok Többorsós esztergaközpontok Több művelet egy megmunkáló gépen (cella)

5 b) Szerszámellátó alrendszer Pozícionált főorsó Hatszögletes alakzat marása Kitérő tengelyű furat horonymarás Sebesség és pozíció interpoláció (spirál horony marása) Szerszámtár típusok Dob Egyenes Lánc S alakú Doboz Szerszámváltás Szerszámellátás Közvetlenül a főorsóba Szerszámváltóval

6 c) Munkadarab ellátó alrendszer Paletta csatlakoztatás a gépre Paletta: munkadarab hordozó asztal Palettacsere Cella kiszolgálás: Paletta cserélő Robot

7 Munkadarab ellátó alrendszer Munkadarabok szállítása Görgősorok és szállítószalagok (terhelhetőség) lehetnek: nyitott (+ robot vagy kocsi) zárt rendszerűek Pályához kötött szállítóeszközök lehetnek: sínhez kötött konvejor szerű munkadarab tárolók Raktárak Palettázók Munkadarab szállítók Munkadarab átadók Munkadarab befogók Robotok Önjáró targoncák (szellemkocsik) induktív vezérlés a padlóban helyspórolás viszonylag rugalmas d) Forgácskezelő alrendszer Palettaátvevő illesztés a szállító rendszer és a megmunkáló gép között Előfeltétel: a megmunkáló cella képes legyen a forgácsot a munkatérből eltávolítani (ferde ágy, nagynyomású mosás) Feladatok: forgácstörés (esztergálás) munkatér forgácstalanítása (lemosás, elszívás, lefújás) forgácsvédelem (ne kerüljön nem megfelelő helyre, ferde ágy) a forgács és a HKF szétválasztása (néha centrifugálás) a forgács kihordása a forgács tárolása (konténerek) a forgács alakítása (aprítás,brikettezés)
 Feladatok: forgácstörés (esztergálás) munkatér forgácstalanítása (lemosás, elszívás, lefújás) forgácsvédelem (ne kerüljön nem megfelelő helyre,")
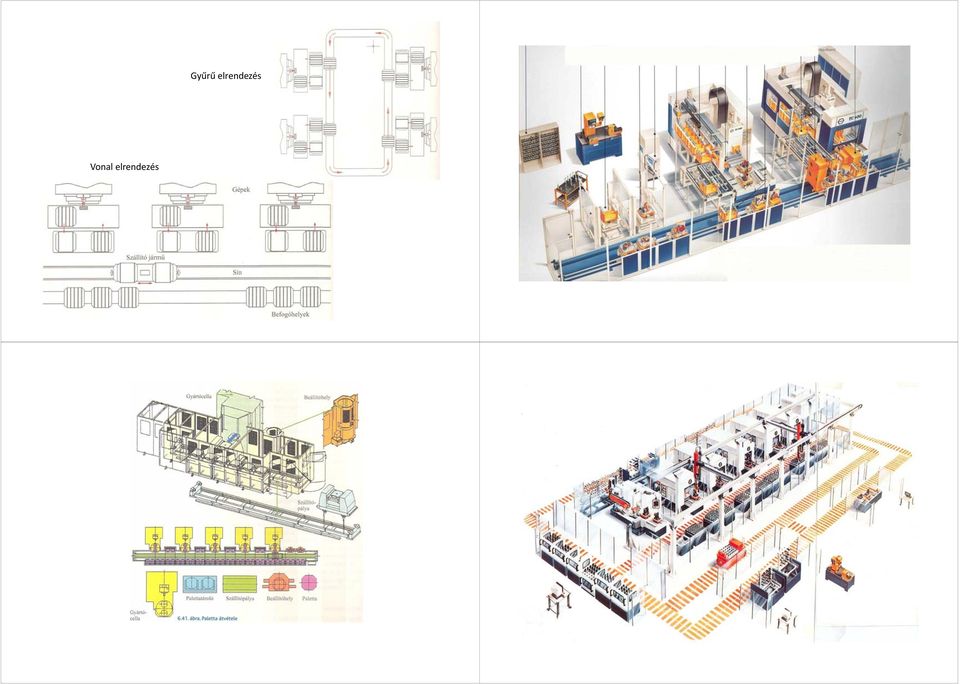
8 Forgácskihordók Forgácskihordók Hevederes forgácsszállító Forgácsaprító Forgácseltávolítás szállító csigával Bálázó (brikettező) Mágnesgörgősforgácskihordó Rendszerbe építet centrifuga 5.3. Rugalmas gyártórendszerek típusai és kialakításuk Síkelrendezés (nagy munkadarabok) Létra elrendezés (rugalmas ütemezés)

9 Vonal elrendezés Gyűrű elrendezés
10 6. Robotok és manipulátorok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti Engedelmeskednie kell az embernek, kivéve, ha az (1) be ütközik Köteles megvédeni önmagát, mindaddig, míg az (1), (2) be nem ütközik 6.1 Manipulátorok Manipulátor: a tömeggyártás berendezése, általában egy célú, merev programú, kevés szabadságfokú Főbb fejlődési állomások: 1954: Ipari robot fogalma (USA) 1962: első ipari robot a piacon 1972: több cég gyárt robotokat 1983: európai alkalmazások elterjedése Működtetése szerint lehet: mechanikus pneumatikus hidraulikus Mechanikus manipulátor Első ipari alkalmazások: járműgyártás Kötött programú manipulátor: állandó programú, berendezéshez kötött, megváltoztatásuk csak a szerkezet átalakításával lehetséges merev úthatárolós állítható úthatárolós Kötött programú pneumatikus manipulátor Modul rendszerű manipulátorok Elemekből beszerezhető csereszabatosak egymáshoz csatlakoztathatók kis helyigény tipizáltság Szinkron manipulátor: mozgását közvetlenül a kezelő személy szabályozza (ha kamera segítségével: közvetett vezérlésű ún. teleoperátor) Video:manipulator

11 6.2 Ipari robotok Több mozgásirányban szabadon (mechanikus beavatkozás nélkül) programozható megfogó elemekkel ellátott berendezés szerszámmal vagy más gyártóeszközzel felszerelhető anyagkezelési és technológiai feladatra használható A robot: irányított mechanizmus átprogramozható előírt pályán mozog a pálya mentén (vagy előírt pontokban) előírt feladatokat lát el Robotok csoportosítása 1. Az elvégzendő feladat alapján: a) anyagmozgató robotok technológiai gépeket kiszolgálók rakodó robotok b) technológiai műveleteket végzők hegesztőrobotok festőrobotok szerelőrobotok mérő ellenőrző robotok stb. Szerkezeti kialakítás: hajtóegység karrendszer, mechanika megfogó szerkezet érzékelők irányító rendszer 2. A működtető energia alapján: pneumatikus hidraulikus elektromos 3. Mozgatási rendszer alapján egyenes vonalú, transzlációs (T) forgó, rotációs (R) vegyes mozgatásúak (R) és (T) kombinációi 6. Betanítási mód szerint a) közvetlen programozás (on line) betanító berendezéssel (playback) öntanulás, betanítás b) közvetett programozás (off line) szöveges programozás szimulációs programozás 7. Telepítési formák szerint fix telepítésű mobil robotok (előre meghatározott pályán tud mozogni) autonom mobil robot (látó és érzékelő rendszerekkel felszerelt, kikerüli az akadályt) 4. Tengelyszám alapján: gyakorlatilag a szabadságfokok száma másképp adjuk meg mint CNC gépeknél (pl.: 3/2 vagy 3+2) az ipari robotok többsége 3+3 as video1 5. Mozgatható tömeg alapján: kis tömeg (mechatronika, elektronika) közepes tömeg (ez a zöm) nagy tömeg (nehézipar kovácsolás, öntészet) 8. Fejlettségi szint alapján önálló programbefolyásolás nélkül (minden külön program betöltendő) programszelekció (a robot külső jel hatására választ a programok közül) programadaptáció (a tárolt programok sorbarendezését automatikus azonosítás végzi, pl. látó modul)

12 6.2.2 Robotok felépítése minden robot rendelkezik ún. világ koordináta rendszerrel (ez általában az állványzathoz kötött, ebben definiálható a munkavégző pont koordinátája) robotkarokhoz is rendelhető koordináta rendszer (általában a karokat összekapcsóló csuklótól értelmezzük) felépítésüket az első három csukló fajtája szerint rendszerezzük a) Derékszögű koordináta rendszerű robotok (TTT) a robot karjait egyenes vonalú (transzlációs), többnyire merőleges tengely mentén mozgatjuk kivitele lehet: hasábrobot (nincs holttér) portálrobot (nagy munkatér, több szerszámgépet is kiszolgálhat) b) Henger koordináta rendszerű robotok (RTT) egy rotációs és két transzlációs tengely egyszerű vezérlés, az egyik legrégebben kifejlesztett típus szűk hozzáférések esetén előnyös présgépek, forgácsoló szerszámgépekhez c) Gömbi koordináta rendszerű robotok (RRT) egy transzlációs, két rotációs tengely a mozgástér gömbbel határolt kevéssé elterjedt (kis munkatér) d) Csuklókaros robotok rotációs tengelyekkel rendelkezik (RRR+..) egymáshoz kapcsolódó karokból áll A csuklók elmozdulási síkja szerint : függőleges síkú, RRR (humanoid emberi kar mozgása) vízszintes síkú (SCARA: Selective Compliance Assembly Robot Arm) Robotok mozgásterei mozgási tartomány= munkatér + nem kihasználható tér munkatér= a mozgatott szerszám által bejárható tér nem kihasználható tér= a robot részei által bejárt tér, pl mozgató kar hátrahúzás Biztonsági tér (munkavédelmi szempontok alapján méretéhez képest nagy munkatér bonyolult programozás legelterjedtebb ipari robot főleg szerelési feladatokra (TRR) nagy pontosság kis terhelhetőség
 portálrobot (nagy munkatér, több szerszámgépet is kiszolgálhat) b) Henger koordináta rendszerű robotok (RTT)")
13 Megfogók Robotok programozása a munkadarab vagy a szerszám megfogását szolgálja többnyire egyedi kialakításúak a felhasználó tervezi meg szabványosított csatlakozása van (ISO 94.09) esetleg automatikusan is cserélhetők vezérelt pont: TCP (Tool Center Point) a megfogás módja szerint csoportosíthatók a megfogók ujjas (szorítópofás) vákuumos mágneses különleges Közvetett: számítógépen, szövegszerkesztővel (szöveges) vagy grafikus szimulációval Közvetlen: betanító berendezéssel (modell robot, szimulátor playback) öntanulással (betanítással) Példa robotciklusra: Robotok alkalmazása anyagmozgatásra Feladat: tároló szállító berendezés munkahely szállítóberendezés tároló raktározás, rakodás szerszámgépek kiszolgálása sajtoló, kovácsoló gépek kiszolgálása video2

14 6.2.4 Robotok alkalmazása technológiai műveletekre Leggyakoribb műveletek ponthegesztés (járműipar) ívhegesztés (lassú de állandó sebesség) festékszórás (nagy sebesség, kis pontosság) szerelés (nagy pontosság, adaptivitás) 7. Számítógéppel integrált gyártás Computer Integrated Manufacturing CIM video3 Vevő megbízás fejlesztési terv PPS termelés tervezés/ irányítás C A E C A D tervezés További CIM koncepciók C A I C A O beszerzés C A M üzemi vezérlés felügyelet gyártás pénzügy értékesítés személyzet tervezés igazgatás felügyelet termékek TERVEZÉS IRÁNYÍTÁS PPS TERVEZÉS, IRÁNYÍTÁS RENDELÉS TERMELÉS TERV MRP SZÜKSÉGLET TERV. KAPACITÁS ANYAG HATÁRIDŐ GYÁRIRÁNYÍTÁS MUNKA KIOSZTÁS MUNKA ÜTEMEZÉS WDA ADATGYUJTÉS ANYAG GÉP MINOSÉG JELENTÉS C A P gyártáselőkészítés ADAT- BÁZIS ALAKADÁS CAD/CAM CAE FEJLESZTÉS CAD KONSTRUKCIÓ CAPP GYÁRTÁSTERVEZÉS NC PROGRAMOZÁS CAM TERMELOESZKÖZÖK IRÁNYÍTÁSA NC, DNC SZÁLLÍTÁS SZERELÉS CAQ TERMÉK TERVEZÉS TERMELÉS A Siemens cég CIM modellje ISO TC 184 által javasolt CIM megvalósítási modell

15 Vállalati szint Rendelés DATEXP Osztály szint Üzemi Szint Gyártócella szint Gazdasági tervezés (Pénzügyi személyi eszköz) Nyilvántartás Költségszámítás CAA FI QA MI Ügyvitel gépesítés Üzemi kommunikáció CAM Szállítás Raktározás CIM CAE CAD Konstrukciós fejlesztés, tervezés CAST Gyártás- és anyagfolyam vezérlés Üzemi adatgyűjtés PPS Beszerzés Anyaggazdálkodás Termelés tervezés CAPP Szerelés, gyártás- és ellenőrzés előkészítés Üzemeltetés határidő és Kapacitás tervezés CAQ Marketing Forgalmazás Minőségbiztosítás Minőségellenőrzése Adat-gyűjtés Termék WAN Gépszint NC/CNC PLC ROC MMC CIM modell a vállalat vertikumában CÍM wheel modell A CIM fogalmához vezető fejlődési irányok

6. Robotok a rugalmas gyártórendszerekben. 6.1 Manipulátorok
 6. Robotok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti Engedelmeskednie
6. Robotok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti Engedelmeskednie
6. Robotok és manipulátorok a rugalmas gyártórendszerekben. 6.1 Manipulátorok
 6. Robotok és manipulátorok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti
6. Robotok és manipulátorok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás
 Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Megmunkáló központok munkadarab ellátása, robotos kiszolgálás Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek
Gyártórendszerek fejlődésének fázisai
 Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Marógépek, megmunkáló központok
 1 Marógépek, megmunkáló központok Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében HAGYOMÁNYOS
1 Marógépek, megmunkáló központok Készült 2010-2011 években a Marcali, Barcs, Kadarkút, Nagyatád Szakképzés Szervezési Társulás részére a TÁMOP-2.2.3-09/1-2009-0016 azonosítószámú projekt keretében HAGYOMÁNYOS
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
Forgácsoló gyártócellák, gyártórendszerek 2.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
6. A SZÁMÍTÓGÉPPEL INTEGRÁLT GYÁRTÁS (CIM)
") 6. A SZÁMÍTÓGÉPPEL INTEGRÁLT GYÁRTÁS (CIM) A CIM a PPS rendszereken túlmenő számítógépes adatfeldolgozással megvalósuló integrációt jelent. Hozzátartoznak mindenek előtt a gyártás műszaki adatfeldolgozó
6. A SZÁMÍTÓGÉPPEL INTEGRÁLT GYÁRTÁS (CIM) A CIM a PPS rendszereken túlmenő számítógépes adatfeldolgozással megvalósuló integrációt jelent. Hozzátartoznak mindenek előtt a gyártás műszaki adatfeldolgozó
Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések
 Záróvizsga orientáló kérdések") Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések 2015-2016. tanév 1. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja
Szerszámgépek és ipari robotok (BMEGEGTMG02; 4 kr.) Záróvizsga orientáló kérdések 2015-2016. tanév 1. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Gyártási folyamatok tervezése
 Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Gyártási folyamatok tervezése Dr. Kardos Károly, Jósvai János 2006. március 28. 2 Tartalomjegyzék 1. Gyártási folyamatok, bevezetés 9 1.1. Gyártó vállalatok modellezése.................. 9 1.1.1. Számítógéppel
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék 2012/13 2. félév 3. Előadás Dr. Kulcsár Gyula egyetemi docens Vállalati funkcionális modellek és számítógépes alkalmazási
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék 2012/13 2. félév 3. Előadás Dr. Kulcsár Gyula egyetemi docens Vállalati funkcionális modellek és számítógépes alkalmazási
Ipari robotok. A másik megfogalmazásunk ennél tömörebb: A robot olyan, nyílt kinematikai láncú mechanizmus, amely:
 Ipari robotok Mobil robotok egyelőre nem játszanak alapvető szerepet átfogó ipari alkalmazások terén. Jelenleg meglepő tulajdonságokkal rendelkező, leginkább játékra, házibuli-meglepetésként alkalmazható
Ipari robotok Mobil robotok egyelőre nem játszanak alapvető szerepet átfogó ipari alkalmazások terén. Jelenleg meglepő tulajdonságokkal rendelkező, leginkább játékra, házibuli-meglepetésként alkalmazható
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium
 Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
Újpesti Két Tanítási Nyelvű Műszaki Szakközépiskola, Szakiskola és Gimnázium Oktatási azonosító: 035268 HELYI TANTERV Gépészet..SZAKMACSOPORT Gépgyártástechnológiai technikus..szakma OKJ SZÁMA: 54 521
NC technológia és programozás I.
 NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
NC technológia és programozás I. Történeti áttekintés Hagyományos szerszámgépek (egyetemes szerszámgépek) Gépészmérnök szak Dr. Sipos Jenő főiskolai tanár 2 Történeti áttekintés Másoló gépek Gépészmérnök
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
Elektronikus közelítéskapcsolók
 Elektronikus közelítéskapcsolók A Mechatronikában az érzékelők (szenzorok) szinte minden fajtáját alkalmazzák A közelítéskapcsolók csoportosítása a működési alapelvük szerint: 1. mágneses közelítéskapcsolók;
Elektronikus közelítéskapcsolók A Mechatronikában az érzékelők (szenzorok) szinte minden fajtáját alkalmazzák A közelítéskapcsolók csoportosítása a működési alapelvük szerint: 1. mágneses közelítéskapcsolók;
XV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 XV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2010. március 25-26. ÍVHEGESZTŐ ROBOT ALKALMAZÁSTECHNIKAI JELLEMZŐI BAGYINSZKI Gyula, BITAY Enikő Abstract The arc welding is the important joining
XV. FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2010. március 25-26. ÍVHEGESZTŐ ROBOT ALKALMAZÁSTECHNIKAI JELLEMZŐI BAGYINSZKI Gyula, BITAY Enikő Abstract The arc welding is the important joining
M1194 FELADATOK. Közreműködik a gépipari berendezések üzembe helyezésében, működtetésében, műszaki felügyeletében és karbantartásában
 M1194 FELADATOK Megtervezi az anyagok tulajdonságainak 4 megváltoztatására, az alkalmas módszereket Az anyagegyesítési eljárásokat, azok jelentőségét 5 felismeri, alkalmazza 6 Az anyagkötési eljárásokat
M1194 FELADATOK Megtervezi az anyagok tulajdonságainak 4 megváltoztatására, az alkalmas módszereket Az anyagegyesítési eljárásokat, azok jelentőségét 5 felismeri, alkalmazza 6 Az anyagkötési eljárásokat
Ipari robotok hajtása
 IPARI ROBOTOK Ipari robotok hajtása 4. előad adás Dr. Pintér r JózsefJ A hajtási rendszerek feladata az, hogy a robot TCP pontját az előírt pontossággal - az irányítórendszer utasításainak megfelelően
IPARI ROBOTOK Ipari robotok hajtása 4. előad adás Dr. Pintér r JózsefJ A hajtási rendszerek feladata az, hogy a robot TCP pontját az előírt pontossággal - az irányítórendszer utasításainak megfelelően
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:
![[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:](/thumbs/38/17850036.jpg "[ ] Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45. E[M]CONOMY jelentése:") [ ] E[M]CONOMY jelentése: Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45 Nagyteljesítményű forgácsoló központ komplett esztergálási megmunkálásokhoz HYPERTURN 45 [Y-tengely] [Felső szerszám rendszer]
[ ] E[M]CONOMY jelentése: Kimagasló teljesítmény sorozatgyártáshoz. HYPERTURN 45 Nagyteljesítményű forgácsoló központ komplett esztergálási megmunkálásokhoz HYPERTURN 45 [Y-tengely] [Felső szerszám rendszer]
ROBOTTECHNIKA FEJLŐDÉSTÖRTÉNET, ALKALMAZÁSOK, ROBOT FOGALMA. 1. előadás. Dr. Pintér József. Robottechnika
 ROBOTTECHNIKA FEJLŐDÉSTÖRTÉNET, ALKALMAZÁSOK, ROBOT FOGALMA 1. előadás Dr. Pintér József 1 Tananyag vázlata IPARI ROBOTOK fejlődésének áttekintése A robot szó eredete, alkalmazási területek, a "kiábrándulás"
ROBOTTECHNIKA FEJLŐDÉSTÖRTÉNET, ALKALMAZÁSOK, ROBOT FOGALMA 1. előadás Dr. Pintér József 1 Tananyag vázlata IPARI ROBOTOK fejlődésének áttekintése A robot szó eredete, alkalmazási területek, a "kiábrándulás"
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
ÁLLATTARTÁS MŰSZAKI ISMERETEI. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
ÁLLATTARTÁS MŰSZAKI ISMERETEI Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Takarmányok erjesztéses tartósításának műszaki kérdései 1. Szálastakarmányok aprításának gépei és
CNC technika. segédlet a CNC tantárgy oktatásához. Készítette: Paróczai János 2005.12.08
 CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
CNC technika segédlet a CNC tantárgy oktatásához Készítette: Paróczai János 2005.12.08 3. A CNC technika és a szerszámgép 3.1. Bevezetés A különböző gépi megmunkálási technológiák szüntelen továbbfejlődésén
PNEUMATIKA ALKALMAZÁSA A GÉPGYÁRTÁSBAN ÉS A GYÁRTÁSAUTOMATIZÁLÁSBAN Készüléktervezés - Szerelés
 PNEUMATIKA ALKALMAZÁSA A GÉPGYÁRTÁSBAN ÉS A GYÁRTÁSAUTOMATIZÁLÁSBAN Készüléktervezés - Szerelés Oktatási segédanyag 2009. Dr. Alpek Ferenc okl. gépész- és okl. villamosmérnök tud. főmunkatárs, honorary
PNEUMATIKA ALKALMAZÁSA A GÉPGYÁRTÁSBAN ÉS A GYÁRTÁSAUTOMATIZÁLÁSBAN Készüléktervezés - Szerelés Oktatási segédanyag 2009. Dr. Alpek Ferenc okl. gépész- és okl. villamosmérnök tud. főmunkatárs, honorary
MUNKAANYAG. Fekete Éva. Marási műveletek végzése fogazó. marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel
 Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Fekete Éva Marási műveletek végzése fogazó marógéppel, másoló marógéppel, láncmarógéppel, és pánthely maró géppel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul
Beiskolázás a 2016/2017. tanévre az érettségi utáni képzésekben
 Beiskolázás a 2016/2017. tanévre az érettségi utáni képzésekben Készítette: Szilágyi Sándor szakképzési igazgató-helyettes 2015. január 54 525 01 Autóelektronikai műszerész 54 525 02 Autószerelő 54 523
Beiskolázás a 2016/2017. tanévre az érettségi utáni képzésekben Készítette: Szilágyi Sándor szakképzési igazgató-helyettes 2015. január 54 525 01 Autóelektronikai műszerész 54 525 02 Autószerelő 54 523
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: CNC szerszámgépek fő részei Számjegyvezérlési módok CNC gépeken
 CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
CNC PROGRAMOZÁS A CNC szerszámgépek alkalmazásának főbb előnyei: a szerszámcsere és a szerszámmozgatás automatizálása révén csökken a mellékidő,nincs szükség különleges alakú egyedi szerszámokra és készülékekre,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZERSZÁMKÉSZÍTŐ MESTERKÉPZÉSI PROGRAM
 MAGYAR KERESKEDELMI ÉS IPARKAMARA SZERSZÁMKÉSZÍTŐ MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről szóló 2011. évi
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZERSZÁMKÉSZÍTŐ MESTERKÉPZÉSI PROGRAM 2013 I. Általános irányelvek 1. A mesterképzés szabályozásának jogi háttere A mesterképzési program a szakképzésről szóló 2011. évi
TENGELYCSONK MEGMUNKÁLÓ CELLA
 TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
TENGELYCSONK MEGMUNKÁLÓ CELLA Egy tengelycsonk gyártócella az alábbi f egységekb l épül fel: - 2 db SLT6300/1000MC (B102) típusú CNC-esztergagép - 1 db HNS gyártmányú mér gép (Megrendel beszállítja) -
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Szerszámkészítő szakma gyakorlati oktatásához OKJ száma: 34 521 10 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Szerszámkészítő szakma gyakorlati oktatásához OKJ száma: 34 521 10 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Gépek biztonsági berendezéseinek csoportosítása, a kialakítás szabályai. A védőburkolatok fajtái, biztonságtechnikai követelményei.
 A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
A munkaeszköz és a gép (mint technikai rendszer) definíciója, osztályozása az átalakítás jellege és az átalakítandó közeg szerint. A gép fogalma és jellegzetes veszélyforrásainak csoportosítása. A gép,
CNC marás. Optimum Szerviz. mert a jó szerviz nem csak nekünk fontos!
 TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
Műszaki ismeretek Géptan
 Műszaki ismeretek Géptan 1. Ismertesse a benzin- és diesel motorok szerkezeti felépítését, működését vázlatrajz segítségével! Hogyan határozhatjuk meg a motor effektív teljesítményét méréssel? 2. Ismertesse
Műszaki ismeretek Géptan 1. Ismertesse a benzin- és diesel motorok szerkezeti felépítését, működését vázlatrajz segítségével! Hogyan határozhatjuk meg a motor effektív teljesítményét méréssel? 2. Ismertesse
Mintaterv. PTE PMMIK - Tanulmányi tájékoztató 2012 - Gépipari mérnökasszisztens. Anyagtan és alkalmazások
 PTE PMMIK - Tanulmányi tájékoztató 0 - Gépipari mérnökasszisztens oldal / Mintaterv korszerű munkaszervezés Számítógépes és hálózati alapismeretek Felhasználói programok alkalmazása Környezet- és munkavédelem
PTE PMMIK - Tanulmányi tájékoztató 0 - Gépipari mérnökasszisztens oldal / Mintaterv korszerű munkaszervezés Számítógépes és hálózati alapismeretek Felhasználói programok alkalmazása Környezet- és munkavédelem
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Logisztika A. 3. témakör
 Logisztika A tantárgy 3. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika stratégiái MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ
Logisztika A tantárgy 3. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika stratégiái MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ
A mesterséges intelligencia alkalmazásának egyik legfontosabb és leglátványosabb területe
 Robotika A mesterséges intelligencia alkalmazásának egyik legfontosabb és leglátványosabb területe Werner Ágnes Bevezetés Maga a robot szó 1921-ben CARELC CAPEK Rossum Univerzális Robotjai című színdarabjában
Robotika A mesterséges intelligencia alkalmazásának egyik legfontosabb és leglátványosabb területe Werner Ágnes Bevezetés Maga a robot szó 1921-ben CARELC CAPEK Rossum Univerzális Robotjai című színdarabjában
- Fanuc 0i TF - Színes TFT monitor - USB Interface és Ethernet - ManualGuide i 3Ds-szimulációval. [Vezérlés]
![- Fanuc 0i TF - Színes TFT monitor - USB Interface és Ethernet - ManualGuide i 3Ds-szimulációval. [Vezérlés]](/thumbs/39/19037363.jpg "- Fanuc 0i TF - Színes TFT monitor - USB Interface és Ethernet - ManualGuide i 3Ds-szimulációval. [Vezérlés]") [ E[M]CONOMY ] jelentése: Több érték a pénzéért. EMCOTURN E65 Univerzális megmunkáló központ rúd- és tárcsa anyagok komplett esztergálási megmunkálásához EMCOTURN E65 [ÚJ] - Fanuc 0i TF - Színes TFT monitor
[ E[M]CONOMY ] jelentése: Több érték a pénzéért. EMCOTURN E65 Univerzális megmunkáló központ rúd- és tárcsa anyagok komplett esztergálási megmunkálásához EMCOTURN E65 [ÚJ] - Fanuc 0i TF - Színes TFT monitor
Logisztika (KOKUM207) 1. Az anyagmozgató rendszerek szerepe a logisztikai rendszerben
 1. Az anyagmozgató rendszerek szerepe a logisztikai rendszerben") Logisztika (KOKUM207) 1. Az anyagmozgató rendszerek szerepe a logisztikai rendszerben feladata: o mikrologisztikai rendszeren belüli anyagáramlás megvalósítása, o térbeli különbségek áthidalása, o mindig
Logisztika (KOKUM207) 1. Az anyagmozgató rendszerek szerepe a logisztikai rendszerben feladata: o mikrologisztikai rendszeren belüli anyagáramlás megvalósítása, o térbeli különbségek áthidalása, o mindig
890,- 329,- 1.350,- 1.449,- Kegészítők fúrókhoz. BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére
 Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték
Kegészítők fúrókhoz Fémmegmunkálás ipari és kereskedelmi célra mill BF 16 Vario - Kis méretű, kedvező árfekvésű fúró-maró gép az igényes modellépítők részére Sokoldalú alkalmazási lehetőség Minden vezeték
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ
 JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
Komplett berendezésektől a komponensekig. Szervizszolgáltatás. Alkatrészgyártás. Legyen szó komplett berendezésekről, előbbiek
 Már 10 éve a legmodernebb CNC technológiákat fejlesztjük és alkalmazzuk, mellyel ügyfeleinknek magas termelési hatékonyságot és csúcsminőséget tudunk biztosítani. Legyen szó komplett berendezésekről, előbbiek
Már 10 éve a legmodernebb CNC technológiákat fejlesztjük és alkalmazzuk, mellyel ügyfeleinknek magas termelési hatékonyságot és csúcsminőséget tudunk biztosítani. Legyen szó komplett berendezésekről, előbbiek
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
Termék adatlap AS-100 (standard)
") Termék adatlap AS-100 (standard) Forgókaros elektromechanikus beléptető beltéri vagy kültéri kivitelben Műszaki paraméterek Működtetés: Átengedés: Kivitel: Funkciója: Mechanika: Kézi meghajtás, mechanikus
Termék adatlap AS-100 (standard) Forgókaros elektromechanikus beléptető beltéri vagy kültéri kivitelben Műszaki paraméterek Működtetés: Átengedés: Kivitel: Funkciója: Mechanika: Kézi meghajtás, mechanikus
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
A tételhez használható segédeszközöket a vizsgaszervező biztosítja.
 A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben megadott szakmai követelménymodulok témaköreit tartalmazzák. A tételhez
A vizsgafeladat ismertetése: A szóbeli vizsgatevékenység központilag összeállított vizsgakérdései a 4. Szakmai követelmények fejezetben megadott szakmai követelménymodulok témaköreit tartalmazzák. A tételhez
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Ha vasalják a szinusz-görbét
 A dolgozat szerzőjének neve: Szabó Szilárd, Lorenzovici Zsombor Intézmény megnevezése: Bolyai Farkas Elméleti Líceum Témavezető tanár neve: Szász Ágota Beosztása: Fizika Ha vasalják a szinusz-görbét Tartalomjegyzék
A dolgozat szerzőjének neve: Szabó Szilárd, Lorenzovici Zsombor Intézmény megnevezése: Bolyai Farkas Elméleti Líceum Témavezető tanár neve: Szász Ágota Beosztása: Fizika Ha vasalják a szinusz-görbét Tartalomjegyzék
Modern alkalmazások. Rendszerbe illesztés. Modern alkalmazások. Aktuátorok. Aktuátor (Munkahenger) Master KRC. Szelepek (Út-váltó, folytóvisszacsapó
 Master KRC. Szelepek (Út-váltó, folytóvisszacsapó") Modern alkalmazások Aktuátorok Rendszerbe illesztés Modern alkalmazások Aktuátor (Munkahenger) Master KRC Servo Szelepegység Fő munkahenger Vezérlő egység Kiegyenlítő henger Kommunikációs kábelek Master
Modern alkalmazások Aktuátorok Rendszerbe illesztés Modern alkalmazások Aktuátor (Munkahenger) Master KRC Servo Szelepegység Fő munkahenger Vezérlő egység Kiegyenlítő henger Kommunikációs kábelek Master
Vasúti kerekek esztergálása
 ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
ALKALMAZÁSI ÚTMUTATÓ Vasúti kerekek esztergálása Újraesztergálás és új kerekek esztergálása TARTALOM BEVEZETÉS 4 Különböző vonattípusok 5 Kerékanyagok 6 Kerékméretek 7 Kerékalakok 7 A kerekek gyártási
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK
 CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
CNC-FORGÁCSOLÓ SZAKKÉPESÍTÉS SZAKMAI ÉS VIZSGAKÖVETELMÉNYEI I. ORSZÁGOS KÉPZÉSI JEGYZÉKBEN SZEREPLŐ ADATOK 1. A szakképesítés azonosító száma: 31 521 02 0000 00 00 2. A szakképesítés megnevezése: CNC-forgácsoló
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MŰSZAKI ISMERETEK. Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010
 MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Öntözőszivattyúk Öntöző berendezések, szórófejek Öntözési módok árasztó öntözés barázdás
MŰSZAKI ISMERETEK Az Agrármérnöki MSc szak tananyagfejlesztése TÁMOP-4.1.2-08/1/A-2009-0010 Az előadás áttekintése Öntözőszivattyúk Öntöző berendezések, szórófejek Öntözési módok árasztó öntözés barázdás
Szóbeli vizsgatantárgyak. 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, minőségbiztosítás 3. Gazdasági alapismeretek
 Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, minőségbiztosítás 3. Gazdasági alapismeretek 2 1. Szakmai ismeretek szóbeli vizsgatételei "A" tételek: 1. Az alapanyagok
Szóbeli vizsgatantárgyak 1. Szakmai ismeretek 2. Munkajogi, munkavédelmi ismeretek, minőségbiztosítás 3. Gazdasági alapismeretek 2 1. Szakmai ismeretek szóbeli vizsgatételei "A" tételek: 1. Az alapanyagok
A LEGJOBB TOVÁBBFEJLESZTVE. Az új DEUTZ-FAHR 6. széria Agrotron 6150.4-6160.4-6150-6160-6180-6190
 A LEGJOBB TOVÁBBFEJLESZTVE Az új DEUTZ-FAHR 6. széria Agrotron 6150.4-6160.4-6150-6160-6180-6190 TELJESÍTMÉNY TOVÁBBFEJLESZTVE IntellIgencIától vezérelve A legújabb technológiák intelligens felhasználása
A LEGJOBB TOVÁBBFEJLESZTVE Az új DEUTZ-FAHR 6. széria Agrotron 6150.4-6160.4-6150-6160-6180-6190 TELJESÍTMÉNY TOVÁBBFEJLESZTVE IntellIgencIától vezérelve A legújabb technológiák intelligens felhasználása
Fröccsöntés, fröccsöntő szerszámok. Fröccsöntő gépek
 Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
Fröccsöntés, fröccsöntő szerszámok 1 Fröccsöntő gépek 2 1 Fröccsöntési folyamat 3 Fröccsöntő gép struktúrája 4 2 Egységek Fröccsegység 5 Egységek Fröccs egység Csiga mozgató mechanizmus Alapanyag tároló
ROSCAMAT. Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A.
 KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
KEZELÉSI UTASÍTÁS ROSCAMAT Szériaszám. Gépszám. Gyártási év TECNOSPIRO, S.A. Pol. Ind. Pla dels Vinyats, nau 2 08250 St.Joan de Vilatorrada (Barcelona) Spain 938764359 938764242 938767738 938764044 E-mail:
Modul-Bake. kft. Sütőipari gépek a gyártótól
 Modul-Bake kft. Sütőipari a gyártótól kedő technikai háttérrel vállaljuk sütőipari javítását és felújítását is gyári vagy utángyártott alkatrészekkel. Cégünkről Cégünk 1989-ben alakult, Magyar tulajdonban
Modul-Bake kft. Sütőipari a gyártótól kedő technikai háttérrel vállaljuk sütőipari javítását és felújítását is gyári vagy utángyártott alkatrészekkel. Cégünkről Cégünk 1989-ben alakult, Magyar tulajdonban
MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101
 MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101 markator BEVEZETŐ Szakértői vagyunk az ipari alkatrészek hamisíthatatlan, tartós és gazdaságos jelölésének. A MARKATOR több mint 25 éve fejleszt
MARKATOR -TERMÉKSKÁLA JELÖLŐRENDSZEREK MV5 ZE 100 ÉS 101 markator BEVEZETŐ Szakértői vagyunk az ipari alkatrészek hamisíthatatlan, tartós és gazdaságos jelölésének. A MARKATOR több mint 25 éve fejleszt
CNC Robot Robomachine. M-2iA
 CNC Robot Robomachine M-2iA M-2iA/3S M-2iA/3SL Tartalom Bevezetés... 03 Főbb jellemzők... 04 Műszaki adatok... 05 Csuklóterhelési diagram Normál tehetetlenségű üzemmód... 06 Opció: nagy tehetetlenségű
CNC Robot Robomachine M-2iA M-2iA/3S M-2iA/3SL Tartalom Bevezetés... 03 Főbb jellemzők... 04 Műszaki adatok... 05 Csuklóterhelési diagram Normál tehetetlenségű üzemmód... 06 Opció: nagy tehetetlenségű
03 Bázisok és készülékek
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Faipari gépek és technológiák
 1. 2. 3. Faipari gépek és technológiák pont Technológia: az iparág gyártási eljárásai pont Anyagismeret: az anyagok, és alkalmazási eljárásai vagy géptan: - a gép helye a technológiában - a gép felépítése,
1. 2. 3. Faipari gépek és technológiák pont Technológia: az iparág gyártási eljárásai pont Anyagismeret: az anyagok, és alkalmazási eljárásai vagy géptan: - a gép helye a technológiában - a gép felépítése,
A Felhívás 2. számú szakmai melléklete
 A Felhívás 2. számú szakmai melléklete VTSZ lista XVI Áruosztály - Gépek és mechanikus berendezések; villamossági cikkek; ezek alkatrészei; hangfelevő és -lejátszó készülékek, kép- és hangfelvevő és -lejátszó
A Felhívás 2. számú szakmai melléklete VTSZ lista XVI Áruosztály - Gépek és mechanikus berendezések; villamossági cikkek; ezek alkatrészei; hangfelevő és -lejátszó készülékek, kép- és hangfelvevő és -lejátszó
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag
 A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
A vizsgafeladat ismertetése: Gyártósori gépbeállító feladatok ismeretanyag A tételhez segédeszköz nem használható. A feladatsor első részében található 1-20-ig számozott vizsgakérdéseket ki kell nyomtatni,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
a NAT-6-0035/2006 számú akkreditálási ügyirathoz
 Nemzeti Akkreditáló Testület KIEGÉSZÍTÕ RÉSZLETEZÕ OKIRAT a NAT-6-0035/2006 számú akkreditálási ügyirathoz A Magyar Elektrotechnikai Ellenõrzõ Intézet Kft. (1132 Budapest, Váci út 48/a-b) akkreditált mûszaki
Nemzeti Akkreditáló Testület KIEGÉSZÍTÕ RÉSZLETEZÕ OKIRAT a NAT-6-0035/2006 számú akkreditálási ügyirathoz A Magyar Elektrotechnikai Ellenõrzõ Intézet Kft. (1132 Budapest, Váci út 48/a-b) akkreditált mûszaki
www.hauseurope.com DEKANTERCENTRIFUGA
 www.hauseurope.com DEKANTERCENTRIFUGA CENTRIFUGE.TECHNOLOGIES TÖBB, MINT GÉP: DEKANTER A dekantercentrifuga egy nagy sebességgel forgó dobból, egy vele azonos tengely körül, de kissé eltérő fordulatszámmal
www.hauseurope.com DEKANTERCENTRIFUGA CENTRIFUGE.TECHNOLOGIES TÖBB, MINT GÉP: DEKANTER A dekantercentrifuga egy nagy sebességgel forgó dobból, egy vele azonos tengely körül, de kissé eltérő fordulatszámmal
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 KAFO-NCT BMC-...31
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 KAFO-NCT BMC-...31
MUNKAANYAG. Tóth György. Gyalugépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
Tóth György Gyalugépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-011-30
FASZÁRÍTÓ BERENDEZÉS - LEM 86.58.41
 FASZÁRÍTÓ BERENDEZÉS - LEM 86.58.41 BERENDEZÉSEK SZÁMA 2 MODELL: LEM 86.58.41 BERENDEZÉS MÉRETEI: 1,2 Méretek L (m) P (m) H (m) Belső hasznos 8,6 5,8 4,1 méretek Külső max. 9,2 6,0 5,4 méretek Rakodókapu
FASZÁRÍTÓ BERENDEZÉS - LEM 86.58.41 BERENDEZÉSEK SZÁMA 2 MODELL: LEM 86.58.41 BERENDEZÉS MÉRETEI: 1,2 Méretek L (m) P (m) H (m) Belső hasznos 8,6 5,8 4,1 méretek Külső max. 9,2 6,0 5,4 méretek Rakodókapu
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
III. BÉLA SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM HELYI TANTERV ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORT AUTOMATIKAI TECHNIKUS
 III. ÉLA SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM HELYI TANTERV ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORT AUTOMATIKAI TECHNIKUS 54 523 04 1000 00 00 K é s z ü l t : Az 17723-2/2011. VIII. 25. k ö z l e m é n yb e
III. ÉLA SZAKKÉPZŐ ISKOLA ÉS KOLLÉGIUM HELYI TANTERV ELEKTROTECHNIKA-ELEKTRONIKA SZAKMACSOPORT AUTOMATIKAI TECHNIKUS 54 523 04 1000 00 00 K é s z ü l t : Az 17723-2/2011. VIII. 25. k ö z l e m é n yb e
Termékismertető. LEITZ REFERENCE TERMÉKCSALÁD Univerzális koordináta-mérőgépek és fogaskerék-mérőrendszerek
 Termékismertető LEITZ REFERENCE TERMÉKCSALÁD Univerzális koordináta-mérőgépek és fogaskerék-mérőrendszerek A DÖNTÉSEK ILYEN EGYSZERŰEK LEHETNEK Jó tudni, hogy a dolgok még egy ilyen bonyolult világban
Termékismertető LEITZ REFERENCE TERMÉKCSALÁD Univerzális koordináta-mérőgépek és fogaskerék-mérőrendszerek A DÖNTÉSEK ILYEN EGYSZERŰEK LEHETNEK Jó tudni, hogy a dolgok még egy ilyen bonyolult világban
SAJÁTCÉLÚ VASÚTI PÁLYAHÁLÓZATOK SZOLGÁLATI UTASÍTÁSA. Hatálybalépés időpontja: 20... hó..nap.
 SCVPSZU Sajátcélú Vasúti Pályahálózatok Szolgálati Utasítása 1/151 SAJÁTCÉLÚ VASÚTI PÁLYAHÁLÓZATOK SZOLGÁLATI UTASÍTÁSA Hatálybalépés időpontja: 20... hó..nap. JÓVÁHAGYTA A NEMZETI KÖZLEKEDÉSI HATÓSÁG
SCVPSZU Sajátcélú Vasúti Pályahálózatok Szolgálati Utasítása 1/151 SAJÁTCÉLÚ VASÚTI PÁLYAHÁLÓZATOK SZOLGÁLATI UTASÍTÁSA Hatálybalépés időpontja: 20... hó..nap. JÓVÁHAGYTA A NEMZETI KÖZLEKEDÉSI HATÓSÁG
Számítógéppel integrált gyártás (CIM), számítógéppel integrált logisztika (CIL)
, számítógéppel integrált logisztika (CIL)") Számítógéppel integrált gyártás (CIM), számítógéppel integrált logisztika (CIL) A 80-as évek közepétől egyre jobban kiélesedő piaci verseny kiemelt feladatként jelöli ki a vállalati versenyképesség megmaradását.
Számítógéppel integrált gyártás (CIM), számítógéppel integrált logisztika (CIL) A 80-as évek közepétől egyre jobban kiélesedő piaci verseny kiemelt feladatként jelöli ki a vállalati versenyképesség megmaradását.
20/1996. (III. 28.) IKM rendelet
 IKM rendelet") 20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
20/1996. (III. 28.) IKM rendelet az ipari és kereskedelmi szakképesítések szakmai és vizsgakövetelményeiről szóló 18/1995. (VI. 6.) IKM rendelet módosításáról A szakképzésről szóló 1993. évi LXXVI. törvény
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Tartalomjegyzék Bevezetés Termelési paradigma fogalma Paradigma váltások A CIM fogalmának
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Tartalomjegyzék Bevezetés Termelési paradigma fogalma Paradigma váltások A CIM fogalmának
Szóbeli vizsgatantárgyak. 1. Mélyépítéstan 2. Szilárdságtan 3. Szervezési és vállalkozási ismeretek
 Szóbeli vizsgatantárgyak 1. Mélyépítéstan 2. Szilárdságtan 3. Szervezési és vállalkozási ismeretek Megjegyzések: 1. A Mélyépítéstan vizsgatantárgy szóbeli tételei szóban és vázlatrajzokkal megválaszolható
Szóbeli vizsgatantárgyak 1. Mélyépítéstan 2. Szilárdságtan 3. Szervezési és vállalkozási ismeretek Megjegyzések: 1. A Mélyépítéstan vizsgatantárgy szóbeli tételei szóban és vázlatrajzokkal megválaszolható
A földművelésügyi és vidékfejlesztési miniszter./2007. ( ) FVM rendelete
 FVM rendelete") A földművelésügyi és vidékfejlesztési miniszter./2007. ( ) FVM rendelete az Európai Mezőgazdasági Vidékfejlesztési Alapból a mikrovállalkozások létrehozására és fejlesztésére nyújtandó támogatások részletes
A földművelésügyi és vidékfejlesztési miniszter./2007. ( ) FVM rendelete az Európai Mezőgazdasági Vidékfejlesztési Alapból a mikrovállalkozások létrehozására és fejlesztésére nyújtandó támogatások részletes
31 543 01 0000 00 00 Finomkerámiagyártó gép kezelője
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Pécsi Tudományegyetem. Szegmentált tükrű digitális csillagászati távcső tervezése
 Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Szegmentált tükrű digitális csillagászati távcső tervezése TDK dolgozat Készítette Szőke András mérnök informatikus hallgató Konzulens: Háber István PTE-PMMK-MIT
Pécsi Tudományegyetem Pollack Mihály Műszaki Kar Szegmentált tükrű digitális csillagászati távcső tervezése TDK dolgozat Készítette Szőke András mérnök informatikus hallgató Konzulens: Háber István PTE-PMMK-MIT
Szívó- és szűrőberendezések (közepes nyomású) A szűrőberendezés felépítése... 71. Intelligens szűréstechnika... 72
 A szűrőberendezés felépítése... 71. Intelligens szűréstechnika... 72") Szívó- és szűrőberendezések (közepes nyomású) A szűrőberendezés felépítése... 71 Intelligens szűréstechnika... 72 Elszívó- és szűrőberendezések részletei...... 73-74 Központi elszívórendszerek felépítése
Szívó- és szűrőberendezések (közepes nyomású) A szűrőberendezés felépítése... 71 Intelligens szűréstechnika... 72 Elszívó- és szűrőberendezések részletei...... 73-74 Központi elszívórendszerek felépítése
Ipari robotok megfogó szerkezetei
 ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
ROBOTTECHNIKA Ipari robotok megfogó szerkezetei 7. előad adás Dr. Pintér József Tananyag vázlatav 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó szerkezetek kialakítása
CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI
 CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI I. A CNC gépkezelő mestervizsgára jelentkezés feltételei 1. A CNC gépkezelő mestervizsgához szükséges szakképesítési feltételek A CNC gépkezelő mestervizsgára jelentkezéshez
CNC GÉPKEZELŐ MESTERVIZSGA KÖVETELMÉNYEI I. A CNC gépkezelő mestervizsgára jelentkezés feltételei 1. A CNC gépkezelő mestervizsgához szükséges szakképesítési feltételek A CNC gépkezelő mestervizsgára jelentkezéshez
(11) Lajstromszám: E 006 840 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA
 Lajstromszám: E 006 840 (13) T2 EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA") !HU000006840T2! (19) HU (11) Lajstromszám: E 006 840 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 828881 (22) A bejelentés napja:
!HU000006840T2! (19) HU (11) Lajstromszám: E 006 840 (13) T2 MAGYAR KÖZTÁRSASÁG Magyar Szabadalmi Hivatal EURÓPAI SZABADALOM SZÖVEGÉNEK FORDÍTÁSA (21) Magyar ügyszám: E 06 828881 (22) A bejelentés napja:
Fékek. 2011. 03. 10. Csonka György 1
 Fékek 2011. 03. 10. Csonka György 1 AZ ÓRA ÁTTEKINTÉSE Fékek Fékezés alapfogalmai A fékezés elmélete Fékrendszerek csoportosítása Féktípusok Hidraulikus fékek Vákuummembrános fékrásegítő Dobfék Tárcsafék
Fékek 2011. 03. 10. Csonka György 1 AZ ÓRA ÁTTEKINTÉSE Fékek Fékezés alapfogalmai A fékezés elmélete Fékrendszerek csoportosítása Féktípusok Hidraulikus fékek Vákuummembrános fékrásegítő Dobfék Tárcsafék
ÉPÍTŐANYAGIPARI GÉPEK
 Budapesti Műszaki és Gazdaságtudományi Egyetem Építőgépek, Anyagmozgatógépek és Üzemi Logisztika Tanszék Dr. Rácz Kornélia ÉPÍTŐANYAGIPARI GÉPEK BME ÉAGT Budapest 200. - - TARTALOMJEGYZÉK TARTALOMJEGYZÉK....
Budapesti Műszaki és Gazdaságtudományi Egyetem Építőgépek, Anyagmozgatógépek és Üzemi Logisztika Tanszék Dr. Rácz Kornélia ÉPÍTŐANYAGIPARI GÉPEK BME ÉAGT Budapest 200. - - TARTALOMJEGYZÉK TARTALOMJEGYZÉK....