Gyártástechnológia alapjai
|
|
|
- Ervin Pap
- 8 évvel ezelőtt
- Látták:
Átírás

1 Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 1. Előadás Óbudai Egyetem, BGK AGI-GGY

2 SZERSZÁMGÉPEK Tudnivalók: 1.) Irodalom: Saját előadási és gyakorlaton készített jegyzet A gyártástechnológia alapjai I. jegyzet BDMF, Budapest, p Segédlet: Ellenőrző kérdések, példák 2.) Elektronikus anyagok: (letölthető a tanszéki honlapról)

3 A gyártási eljárások áttekintése, osztályozása A termék feldolgozottsági foka, készenléti állapota szerint a gyártási eljárások három csoportba sorolhatók:. előgyártás;. alkatrészgyártás;. szerelés. 3

4 SZERSZÁMGÉPEK
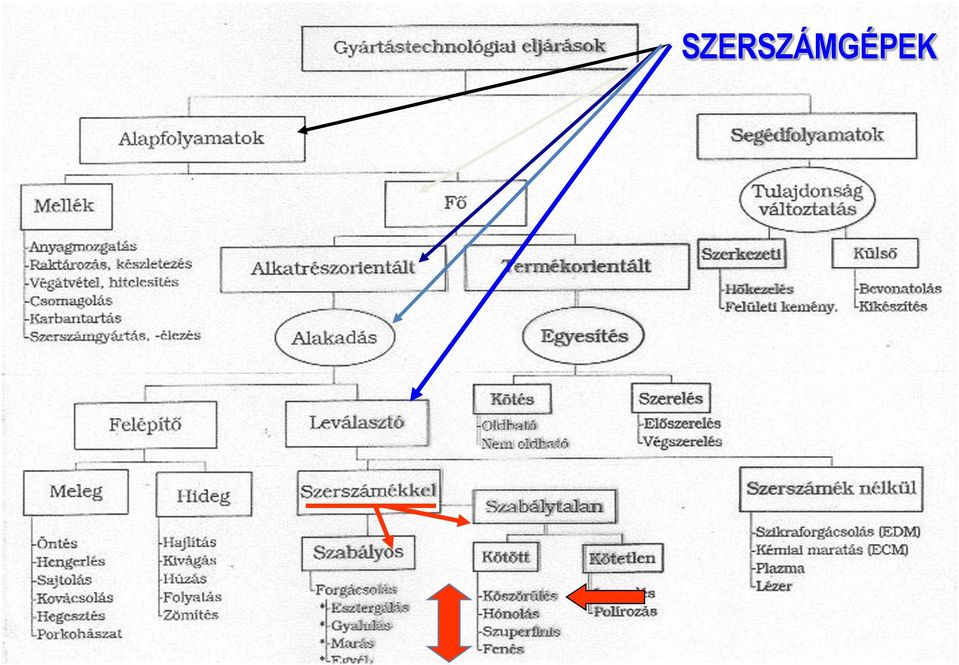
5 SZERSZÁMGÉPEK CSOPORTOSÍTÁSA Típus Főmozgás Mellékmozgás Élek száma Eszterga forgó munkadarab Egyenes vonalú Hosszgyalu Harántgyalu Egyenes vonalú Egyenes vonalú munkadarab szerszám Egyenes vonalú Egyenes vonalú Fúrógép forgó szerszám Egyenes vonalú Marógép forgó szerszám Egyenes vonalú Köszörűgép forgó szerszám Egyenes vonalú szerszám 1 szerszám 1 munkadarab 1 szerszám 2 szerszám 2-20 szerszám Vagy munkadarab végtelen

6 ESZTERGAGÉPEK CSOPORTOSÍTÁSA 1. Csúcsesztergák - Egyetemes eszterga - Műszerész eszterga - Finomeszterga - Teljesítményeszterga - Többkéses eszterga 1.1 Különleges esztergák - Hátraeszterga - Kerékpáreszterga 2. Síkesztergák - Fejeszterga - Karusszeleszterga 3. Revolveresztergák 4. Egyéb esztergák - Automaták

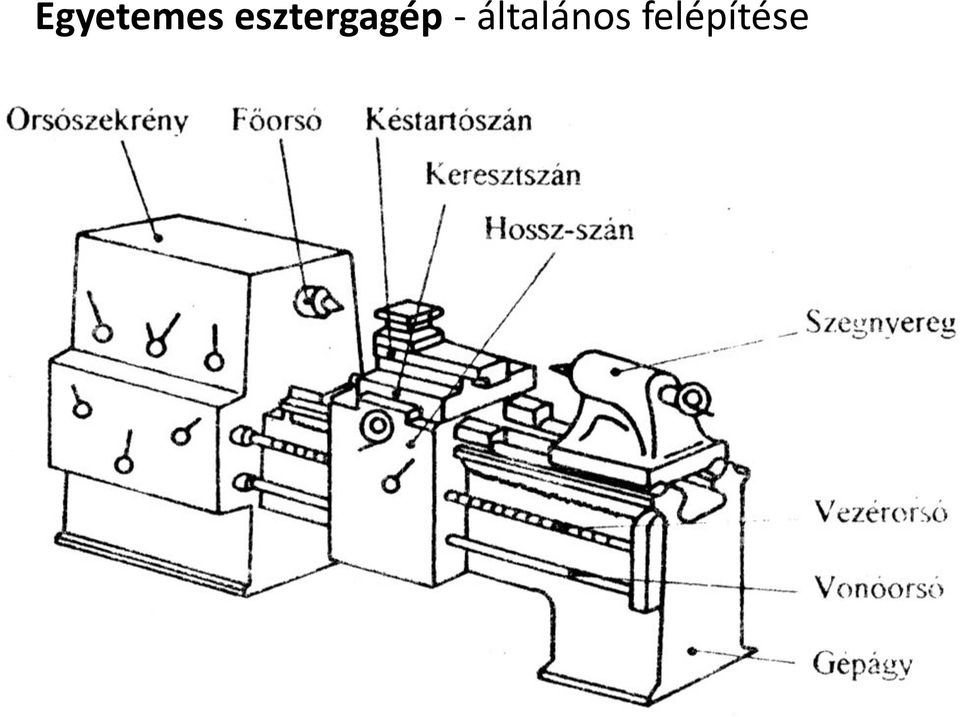
7 Egyetemes esztergagép - általános felépítése
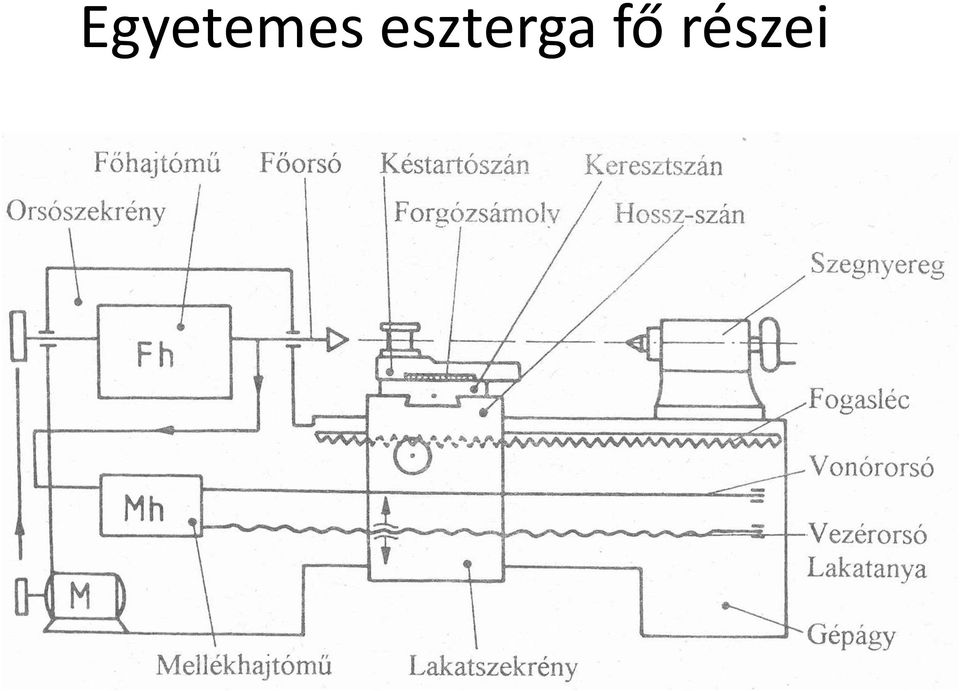
8 Egyetemes eszterga fő részei
9 Egyetemes eszterga

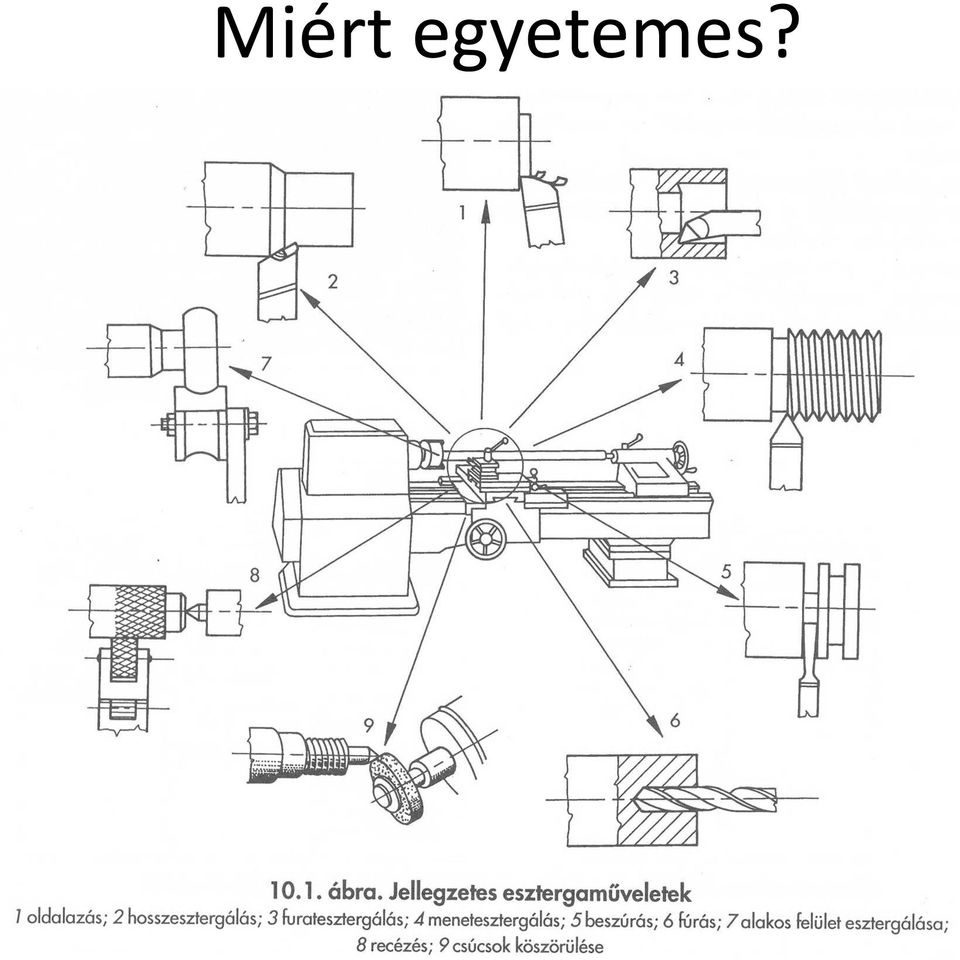
10 Miért egyetemes?
11 Egyetemes eszterga Ágy Az összes szerkezeti egység közös alapja. Követelmény a jó merevség, a szánok biztos vezetése, és az akadálytalan forgácselvezetés. Esztergagépeknél prizmatikus és laposvezetéket (4) használnak úgy a hossz-szán, mint a szegnyereg részére. Esztergák 11
 használnak úgy a")
12 Prizmatikus vezeték a hossz szán vezetésére Sík vagy lapos vezeték

13 Fecskefark alakú vezeték a keresztszánon Körvezeték mint vonóorsó

14 Egyetemes eszterga Orsószekrény A főorsót és a főhajtóművet foglalja magába, a hozzátartozó kezelő és vezérlő szervekkel együtt. A főorsó két helyen csapágyazott, merev csőtengely, melynek axiális terhelést is fel kell vennie. Biztosítani kell a tokmány rögzítését is. Esztergák 14

15 Cserekerék szekrény Egyetemes eszterga A főorsó és a mellékhajtómű között létesít kapcsolatot. A géppel együtt szállított fogaskerék készlettből többféle áttétel valósítható meg. Esztergák 15

16 Egyetemes eszterga Előtoló szekrény A vezér és vonóorsó fordulatszám-váltó berendezését az orsószekrény alatt találjuk. Hajtását a főorsóról a cserekerekes hajtóművön keresztül kapja. A vonóorsó és a vezérorsó felváltva kapcsolható. A vezérorsóval a lakatanya bekapcsolásakor mene-tet esztergálunk, míg a vonóorsó fordulatait a szánszekrényben talál-ható szerkezet alakítja át egyenes vonalú mozgássá Esztergák 16

17 Szánrendszer Egyetemes eszterga 1 hossz-szán 2 keresztszán 3 forgózsámoly 4 késtartószán 5 - szánszekrény Esztergák 17

18 Szánrendszer Egyetemes eszterga Esztergák 18

19 Egyetemes eszterga Szegnyereg A szegnyeregbe a munkadarab megtámasztására álló- és forgócsúcs fogható be. A hüvelybe furatmegmunkáló szerszám (fúró, menetfúró, dörzsár) is behelyezhető. Karcsú mdb megtámasztása Esztergák 19
 is behelyezhető.")
20 Szegnyeregbe fogott állócsúcs (félcsúcs) Esztergák 20
")
21 Szegnyeregbe fogott forgócsúcs Esztergák 21
22 Egyetemes eszterga Szerszámbefogók: Egykéses késtartó Esztergák 22
23 Egyetemes eszterga Szerszámbefogók: Négykéses késtartó Esztergák 23
24 Egyetemes eszterga Szerszámbefogók: Gyorsváltó késtartó Esztergák 24
25 Egyetemes eszterga Szerszámbefogók: Revolverfejek: Esztergák 25
26 Munkadarab felfogása Cél: központosítás Tokmány (és csúcs) Síktárcsa Csúcsok között Szorítóhüvely Esztergatüske 26
27 Befogás tokmányba Legáltalánosabb. Alkalmazása: hengeres, vagy szabályos sokszög alakok Gyorsabb, de pontatlanabb mint csúcsok között. Merevebb, nagyobb nyomaték vihető át. Nagyoló megmunkálásoknál kemény pofa Simító megmunkálásoknál az átmérőnek megfelelően felesztergált puhapofa. Puhapofa felesztergálása mindig feszített állapotban. 27
28 Befogás tokmányba l/d<3 esetén nem szükséges csúccsal támasztani 3<l/d<12 csúccsal meg kell támasztani l/d > 12 báb alkalmazása szükséges 28
29 Cushmann Tokmány A pofák központosítását a síkmenet (homlokmenet) adja Nagy szorító erő Esztergák 29
30 Síktárcsa Alkalmazása: Nem szimmetrikus tárgyak Nagy méretű tárcsák Jellemző: Központosítani kell Ki kell egyensúlyozni Esztergák 30
31 Felfogás síktárcsán Nem tengelyszimmetrikus darabok felfogására A pofák függetlenül állítható, nem központosítanak A központosságot ki kell mérni, hosszadalmas 31
32 Befogás csúcsok közé Munkadarab megfogók: Esztergaszív Nem lehet a munkadarabot teljes hosszában megmunkálni Esztergák 32
33 Felfogás csúcsok között Bázis: központfurat Legpontosabb módszer A megmunkálás során nem változik A bázisváltási hibák minimálisak 33
34 Állócsúcs (n max =500 1/ford) Fél állócsúcs (oldalazáshoz) Keményfém betétes csúcs Felfogás csúcsok között Univerzális forgócsúcs (kevésbé pontos helyzet meghatározás, kopott csúcs rezgésveszély) 34
35 Menesztés A menesztés feladata a nyomatékátvitel. Nem akadályozhatja a megmunkálást. Homlokmenesztő Esztergaszív és menesztőtárcsa 35
36 Befogás csúcsok közé Munkadarab megfogó Homlok menesztő: Végig megmunkálható Kisebb forgácsoló erő Esztergák 36
37 Befogás csúcsok közé Munkadarab megfogó Állócsúcs: kis fordulatszám, nagy méret, nagy súly, kenni kell Forgó csúcs: nagy fordulatszámoknál Állócsúcs Forgócsúcs Esztergák 37
38 Eszterga báb l/d > 12 tengelyek esetén a munkadarabot célszerű megtámasztani. Állóbáb: a gépágyhoz rögzítve / Mozgóbáb: a szánhoz rögzítve Mechanikus / Hidraulikus 38
39 Egyetemes eszterga Munkadarab megfogók: állóbáb Ágyvezetéken van rögzítve Nem lehet a munkadarabot végig egy fogásban megmunkálni Durva felületek esetén bábhelyet kell esztergálni Esztergák 39
40 Egyetemes eszterga Munkadarab megfogók: mozgó báb bábbábok A munkadarabbal együtt halad, alapszánon van rögzítve Esztergák 40
41 Szorítóhüvely Kis átmérőjű, pontos darabok megfogására. Behúzó és kitoló szorítás. Mechanikus / Hidraulikus Automatizálható Sorozatgyártás 41
42 Egyetemes eszterga Munkadarab megfogó Patron befogófej Patronos megfogás Patronbefogó és patron készlet Esztergák 42
43 Esztergatüske Vékonyfalú, átmenő furatú alkatrészek megfogására. Nem deformálja darabot. Lehetővé teszi a teljes hossz menti megmunkálást. 43
44 Fejeszterga Síkeszterga Gépágyas fejeszterga Alaplemezes fejeszterga Fejesztergák jellemzői: - rövid szerkezeti hossz - nincs vezérorsó - nincs szegnyereg - síktárcsa átmérő 1000 ~ 4000 mm - fordulatszám 0,2 ~ 50 ford/ min - az alaplemezes kivitelnél független típusú mellékhajtómű van. Esztergák 44
45 Karusszelesztergák Síkeszterga Egyállványos kivitel Kétállványos kivitel A gépgyártás óriásai Esztergák 45
46 Karusszeleszterga Esztergák 46
47 Revolvereszterga a toronyrevolvereszterga b dobrevolvereszterga 1 ágy 2 orsóház 3 előtoló szekrény 4 keresztszán-rendszer 5 revolverszán-rendszer Esztergák 47
48 Revolvereszterga Főidő csökkentés - egyesített szerszámbefogó - maga a revolverfej Esztergák 48
49 Revolvereszterga Mellékidő csökkentés - ütközők alkalmazása a szánok mozgásánál mérés helyett - szánmozgatás gyorsmenettel - munkadarab megfogás gépi eszközzel (gépi tokmány, patron, rúdanyag adagoló) - szerszámváltás a revolverfejjel Esztergák 49
50 Gyalugépek
51 Gyalugépek csoportosítása Gyalugépek Haránt gyaluk Vésőgépek Hosszgyaluk Különleges gyaluk Egy állványos Mozgóállványos hosszgyalu Két állványos Lemezgyalu Másológyalu Gyalugépek 51
52 Harántgyalu Gyalulás mozgásai Gyalugépek 52
53 Harántgyalu Harántgyalu részei Gyalugépek 53

54 Harántgyalu Harántgyalu részei Gyalugépek 54
55 Harántgyalu Gyalugépek 55
56 Harántgyalu főhajtóműve Gyalugépek 56
57 Hosszgyalugépek Gyalugépek 57
58 Hosszgyalugépek Gyalugépek 58
59 Hosszgyalugépek Hosszgyalu részei Gyalugépek 59

60 Hosszgyalugépek Hosszgyalu részei Gyalugépek 60
61 Hosszgyalugépek Emlékeztető: Asztal mozgatása csigafogasléc vagy fogaskerekfogasléc kapcsolattal Gyalugépek 61
62 Hosszgyalugépek Szerszámgépágy vezetékének gyalulása: Gyalugépek 62
63 Különleges gyalu Mozgóállványos hosszgyalu (veremgyalu) A gépipar legnagyobb mdb-inak megmunkálására való. Az alaplapra rögzített mdb semmilyen mozgást nem végez. 1 alaplap 2 ágyvezeték 3 állvány 4 kereszttartó 5 - keresztszán A főmozgást, a mellékmozgást és a beállító mozgásokat egyaránt a szerszám végzi. A főmozgást úgy valósítják meg, hogy a szerszámot hordozó állvány mozog a forgácsolás irányában odavissza. Gyalugépek 63
64 Különleges gyalu Lemezélgyalu Gyalugépek 64
65 Vésőgépek Gyalugépek 65

66 Vésőgépek Vésés elrendezése átmenő furatban és zsákfuratban Gyalugépek 66
67 Vésőgépek Vésőgép részei Gyalugépek 67
68 Fúrógépek
69 Fúrógépek csoportosítása Fúrógépek Egyorsós fúrógépek Többorsós fúrógépek Mélyfúrógépek Asztali fúrógép Soros fúrógép Vízszintes Oszlopos fúrógép Ágas, csoportfúrógép Függőleges Állványos fúrógép Sugár fúrógép Különleges fúrógép Csúcsfészek fúrógép Fúrógépek 69
70 Asztali fúrógép Általánosan használt fúrógép 3 fokozatú szíjtárcsás főhajtómű, kézi előtolás jellemzi, kis teljesítményű motor. Maximum 10 mmes átmérőjű fúrót lehet befogni a tokmányba. Az asztal T hornyába, satut, készüléket lehet rögzíteni. Fúrógépek 70
71 Oszlopos fúrógép Állítható asztal, kézi/gépi előtolás Nagyobb teljesítmény Felfogás az asztalon és a talapzaton A munkadarabok felfogása és beállítása nehézkes Leszorítás nélküli munkadarabot fúrni tilos Fúrógépek 71
72 Állványos fúrógép Robosztus felépítés jellemzi az állványos fúrógépet. Szabványos körülmények között (átlagos szilárdságú) acélba, hűtés nélkül mm átmérőjű furatot lehet a géppel telibe fúrni. Fúrógépek 72
73 Sugárfúrógép Nagy méretű munkadarabok Gyors beállítás, készülékkel pontos fúrás Munkadarab felett szabaddá tehető tér Könnyű szerszámcsere Egyszerű kezelés Gépi mellékmozgás Univerzális alkalmazás Fúrógépek 73
74 Többorsós fúrógép Soros fúrógép A mdb-on lévő furatok megmunkálását műveletelem mélységig szét bontjuk, mindegyik gép egy műveletelemet munkál meg. Pl.: központfúrás, fúrás, felfúrás, dörzsölés Fúrógépek 74
75 Többorsós fúrógép Egyetlen lökettel készül a munkadarabon található összes furat. Lehet: ágas és szekrényes csoportfúrógép Különböző ágak, különböző fordulatszámmal is képesek forogni Az 1920-as években Többorsós fúrófej Fúrógépek 75
76 Többorsós fúrógép A megmunkálóközpontok kiszorították mára a tömeggyártásból is. Fúrógépek 76
77 Marógépek Óbudai Egyetem, BGK AGI-GGY Magyarkuti József mérnöktanár
78 Marási módok a homlokmarás b - palástmarás Marógépek 78
79 Marógépek csoportosítása Marógépek Konzolos marógépek Síkmarógépek (ágyas marógépek) Másolómarógépek Vízszintes mararógépek Hosszmarógépek Horonymaró gépek Függőleges marógépek Portálmarógépek Körmarógépek Egyetemes marógépek Körasztalos marógépek Bütyköstengely marógépek Szerszámmarógépek Alaplemezes marógépek Egyéb Különleges marógépek Marógépek 79
80 Vízszintes konzolos marógép Marógépek 80
81 Függőleges konzolos marógép Marógépek 81
82 Egyetemes marógép Marógépek 82
83 Egyetemes marógép kinematikája
84 Egyetemes marógép tartozékai Egyetemes osztófej Marógépek 84
85 Egyetemes marógép tartozékai Gépsatu Egyszerű osztó készülék Függőleges marófej Vésőfej Körasztal Marógépek 85
86 Szerszámmarógép Bonyolult alakú munkadarabok megmunkálására alkalmas a sokkféle beállítható mozgás és orsó pozíció végett. Sokféle tartozék rendelhető a géphez. Marógépek 86
87 Síkmarógépek Hosszmarógép Vízszintes orsójú hosszmarógép Függőleges orsójú hosszmarógép Marógépek 87
88 Síkmarógépek Portálmarógép Marógépek 88
89 Körasztalos marógép Síkmarógépek Marógépek 89
90 Másoló marógép Pantográf Mechanikus és hidraulikus másoló marógépek léteznek, de ma már ezeket a CNC vezérlésű marógépek kiszorították a termelő üzemekből. Marógépek 90
91 Horonymarógép Egyszerű robosztus szerkezete miatt a nagysorozatban készülő hornyokhoz még ma is használatos a gép. Félautomata üzemmódban munkálja meg a hornyokat. Marógépek 91
92 Köszörűgépek
93 Köszörűgépek felosztása Köszörűgépek Körköszörűgépek Síkköszörűgépek Szerszámélköszörűgépek Durva-köszörűgépek Különleges köszörűgépek Palástköszörűl (csúccsal) Korong palásttal dolgozó síkköszörű Egyetemes szerszámélező Darabolók Egyszerű palásköszörűk Koronghomlokkal dolgozó síkköszörű Különböző egyedi élezők Nagyolók Egyetemes palástköszörűk Ágyvezeték síkkösörű Csúcsnélküli köszörűk Lyukköszörűk Hengerfurat köszörűk Köszörűgépek 93
94 Egyetemes palástköszörűgép Palástköszörűgépek Ha az egyszerű palástköszörűgép rendelkezik a következőkkel: - asztal vízszintes síkban elfordítható kis nyílásszögű (+-19 fok) kúpok köszörüléséhez, - korongorsó-ház és tárgyorsóház függőleges tengely körül elforgatható, - rendelkezik a korongorsó-házon furatköszörülésre alkalmaz készülékkel, Akkor a gép EGYETEMES PALÁSTKÖSZÖRŰGÉP. 94
95 Egyetemes palástköszörűgép Palástköszörűgépek Köszörűgépek 95
96 Csúcs nélküli köszörülés Hosszú, váll nélküli munkaarabok áteresztő (hosszelőtolásos) köszörülése. Vállas munkadarabok beszúró köszörülése. 96
97 Csúcsnélküli köszörűgép Köszörűgépek 97
98 Lyukköszörűk Furatköszörűgép: Kisebb furatokhoz A munkadarab forog 6 mm-nél nagyobb furatok Nagy fordulatszám ezer 1/min Hosszmozgást végezheti a szerszám és a munkadarab is Fogásvétel mindig a koronggal Furat köszörülés forgó munkadarabbal: Köszörűgépek 98
99 Hengerfurat köszörűgép: A munkadarab nem forog A korong bolygómozgást végez Lyukköszörűk 1 excentrikusan ágyazott köszörűorsó 2 excentrikusan ágyazott orsóház 3 hüvely 4 - ház Furatköszörülés bolygó köszörűorsóval Köszörűgépek 99
100 Síkköszörűgépek Síkköszörülés változatai a síkköszörülés korongpalásttal hosszasztalos köszörűgépen b síkköszörülés korongpalásttal körasztalos köszörűgépen c síkköszörülés koronghomlokkal hosszasztalos köszörűgépen d síkköszörülés koronghomlokkal körasztalos köszörűgépen Köszörűgépek 100
101 Sík felületek köszörülése Edzett acélok Nagy pontosság, jó felületi minőség (IT 6, Ra 0,4) Kisebb erőhatás Több alkatrész felfogása 101
102 Síkköszörűgépek Korongpalásttal dolgozó síkköszörűgépek változatai a a gépeknek váltakozó mozgású hosszasztaluk van b körasztalos síkköszörűgépek Köszörűgépek 102
103 Síkköszörűgépek Korongpalásttal dolgozó síkköszörűgép CNC vezérléssel a munkadarabot mágnesasztalon rögzítjük Egyszerre több hurok lefedése szükséges Köszörűgépek 103
104 Koronghomlokkal dolgozó síkköszörűgép Síkköszörűgépek Nagy teljesítmény Korong szegmensekkel dolgozik Oldalelőtolás nincs Korong főorsó közvetlenül a motorra kapcsolódik Köszörűgépek 104
105 Szerszámélköszörű-gépek Egyetemes szerszám élezőgép Köszörűgépek 105
106 Szerszámélköszörű-gépek Egyetemes szerszám élezőgép Főorsó egy oszlopban van, fogasléccel lehet függőlegesen állítani Ez az oszlop elforgatható Az asztal hossz és kereszt irányú mozgást végez, és elforgatható Az asztal gördülővezetéken fut, általában kézi mozgatással A szerszámot (mdb.) forgatható és billenthető befogófejbe rögzítik Számos tartozék Köszörűgépek 106


107 Szerszámgépek
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Gyártástechnológiai III. 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 12. előadás Egyetemes csúcseszterga felépítése, főbb részei mozgásláncolata Előadó: Dr. Szigeti Ferenc főiskolai
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Szerszámgépek, robotok
 Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
Szerszámgépek, robotok II. Esztergagépek Csúcsesztergák 2 1 5 7 3 4 6 Egyetemes csúcseszterga (E 400) meredekmenetváltó FH fék cserekerekek M hossz-előtolás kereszt-előtolás szorzómű MEANDER NORTON vezérorsó
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Gyártástechnológiai III. 13. előadás Szerszámgépek. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 13. előadás Szerszámgépek Előadó: Dr. Szigeti Ferenc főiskolai tanár I. Esztergagépek Esztergagépek különféle
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 13. előadás Szerszámgépek Előadó: Dr. Szigeti Ferenc főiskolai tanár I. Esztergagépek Esztergagépek különféle
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Sieg Hungary Árlista
 Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2010 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
MUNKAANYAG. Rozovits Zoltán. Eszetergálás gépei és eszközei. A követelménymodul megnevezése: Javítástechnológiai feladatok
 Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
Rozovits Zoltán Eszetergálás gépei és eszközei A követelménymodul megnevezése: Javítástechnológiai feladatok A követelménymodul száma: 2277-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Több mint gép, segítő barát a munkában
 Több mint gép, segítő barát a munkában Esztergagépek Marógépek Fúrógépek Kombinált gépek Készülékek Elforduló átmérő az ágy f elett Csúcstávolság Áteresztő f urat Szegnyereg rögzítőcsavar Keresztszán munkaút
Több mint gép, segítő barát a munkában Esztergagépek Marógépek Fúrógépek Kombinált gépek Készülékek Elforduló átmérő az ágy f elett Csúcstávolság Áteresztő f urat Szegnyereg rögzítőcsavar Keresztszán munkaút
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat!
 Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
Sieg Hungary Árlista Érvényes 2011 dec. 31-ig Az alábbi lista csak tájékoztató jellegű, ajánlati kötöttséget nem ad! Az árváltoztatás jogát fenntartjuk! Kérje személyre szabott árajánlatunkat! Megnevezés
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
MUNKAANYAG. Szőrös Gábor. Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai
 Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szőrös Gábor Az egyetemes esztergagép működése, szerkezete, szerszámai, készülékei és gyakori típusai A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Munkalap1. Tamil Kft. géplista. Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány
 Tamil Kft. géplista CNC gépek Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány Lemezmegmunkáló 2000x1500 mm 1 LMC 250+L központ kivágás,lyukasztás,níbbelés,peremezés 6mm-es lemezvastagságig Tervezet:
Tamil Kft. géplista CNC gépek Leírás Megmunkálási Mennyiség Típus Megjegyzés tartomány Lemezmegmunkáló 2000x1500 mm 1 LMC 250+L központ kivágás,lyukasztás,níbbelés,peremezés 6mm-es lemezvastagságig Tervezet:
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 1.1. Orientáció 1.2. Különleges
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Gyártástechnológiai III. 6. előadás Esztergálás, gyalulás, vésés. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 6. előadás Esztergálás, gyalulás, vésés Előadó: Dr. Szigeti Ferenc főiskolai tanár Esztergálás Leggyakoribb
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
TANMENET. Tanév: 2014/2015. Szakképesítés száma: 34 521 03. Követelménymodul: Követelménymodul száma: 10176-12. Tantárgy: Tananyag típus: Évfolyam:
 TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
TANMENET Tanév: 2014/2015 Szakképesítés megnevezése: Gépi forgácsoló Szakképesítés száma: 34 521 03 Követelménymodul: Marós feladatok Követelménymodul száma: 10176-12 Tantárgy: Tananyag típus: Évfolyam:
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
A gépi forgácsolás alapfogalmai
 A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
A gépi forgácsolás alapfogalmai A forgácsolás olyan megmunkálás, amelynek során a munkadarab kívánt alakját, méreteit és előírt felületi minőségét úgy érjük el, hogy a rajta lévő anyagfölösleget egy forgácsoló
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Technológiai sorrend
 Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Technológiai sorrend A helyes technológiai sorrend megválasztásának menete 1. A gyártási folyamat tervezésének alapjai Gyártástervezés: a gyártás fő és segédfolyamatainak tervezése olyan mélységben, ahogyan
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Gépmőhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. 6. Az esztergagép felépítése,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. 6. Az esztergagép felépítése,
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
Mechanikai megmunkálás
 Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai megmunkálás IV.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Járműszerkezeti anyagok és megmunkálások II / I. félév. Fúrás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
2007-2008 / I. félév Fúrás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
ÍRÁSBELI FELADAT MEGOLDÁSA
 31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
31 521 09 1000 00 00-2015 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 31 521 09 1000 00 00 SZVK rendelet száma: 32/2011. (VIII. 25.)
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Marógépek, megmunkáló központok
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
TR-800/2700 D CNC. A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult meg.
 TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
A GRANTOOL BEMUTATJA ÚJ, PRECÍZIÓS SATUCSALÁDJAIT PRECÍZIÓS SATUK
 PRECÍZIÓS SATUK STANDARD (széria) satuk STANDARDFLEX flexibilis moduláris rendszer XL moduláris rendszerû satuk OK MULTITASKING MULTIFLEX több darab egyidejû megfogása MEGFOGÁSTECHNIKAI RENDSZERÉPÍTÔ ELEMEK
PRECÍZIÓS SATUK STANDARD (széria) satuk STANDARDFLEX flexibilis moduláris rendszer XL moduláris rendszerû satuk OK MULTITASKING MULTIFLEX több darab egyidejû megfogása MEGFOGÁSTECHNIKAI RENDSZERÉPÍTÔ ELEMEK
04 Bázisok és készülékek
 Y Forgácsolástechnológia alapjai 04 Bázisok és készülékek r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 munkadarab szabadságfokai Szabadságfok: egy dimenziós elmozdulási lehetőség. Y C Z X Y 6
Y Forgácsolástechnológia alapjai 04 Bázisok és készülékek r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 munkadarab szabadságfokai Szabadságfok: egy dimenziós elmozdulási lehetőség. Y C Z X Y 6
HORVÁTH ATTILA EV. CÉG alapítva:1989. www.mechanika.hu
 HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III. 28.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
Gyártástechnológia alapjai
 Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 3. Előadás Óbudai Egyetem, BGK AGI-GGY Forgómozgású főhajtóművek csoportosítása Forgómozgást létesítő hajtóművek 2 Főhajtás variációk Fokozatos típusok
Gyártástechnológia alapjai BAGGA11MNC SZERSZÁMGÉPEK 3. Előadás Óbudai Egyetem, BGK AGI-GGY Forgómozgású főhajtóművek csoportosítása Forgómozgást létesítő hajtóművek 2 Főhajtás variációk Fokozatos típusok
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
RÖHM TERMÉK VÁLASZTÉK. Kiváló termékek befogástechnikai szakértőtől
 RÖHM TERMÉK VÁLASZTÉK Kiváló termékek befogástechnikai szakértőtől RÖHM - DRIVEN BY TECHNOLOGY A RÖHM név, több mint 100 éve biztosíték a gyorsaságra, erőre és precizításra. Ha nagyteljesítményű befogószerszámokról
RÖHM TERMÉK VÁLASZTÉK Kiváló termékek befogástechnikai szakértőtől RÖHM - DRIVEN BY TECHNOLOGY A RÖHM név, több mint 100 éve biztosíték a gyorsaságra, erőre és precizításra. Ha nagyteljesítményű befogószerszámokról
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gépmőhelygyakorlat I.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. Munkadarabok befogása, ütköztetése,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Gépmőhelygyakorlat I. Munkadarabok befogása, ütköztetése,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TOPPER-NCT TCS-1500 és -2000 CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TOPPER-NCT TCS-1500 és -2000 CNC
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Előgyártmány, ráhagyás
 GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
GYÁRTÁSTERVEZÉS A gyártástervezés feladata Megtervezni a konstruktőr által megtervezett termék gyártási folyamatát. A technológiai tervezés célja: a gyártáshoz szükséges dokumentációk előállítása. Fogalmak
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2. Forgácsoló szerszámgépek
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Forgácsoló szerszámgépek 3-4. előadás Összeállította: Dr. Pintér József Forgácsoló szerszámgépek Kinematikai alapok, mozgások
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Forgácsoló szerszámgépek 3-4. előadás Összeállította: Dr. Pintér József Forgácsoló szerszámgépek Kinematikai alapok, mozgások
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
A szerszámok tervezésének általános szempontjait röviden az alábbiakban foglaljuk össze.
 1. oldal, összesen: 18 1.10. A forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: a meghatározott anyagrész leválasztására, a
1. oldal, összesen: 18 1.10. A forgácsoló szerszámok A forgácsoló szerszámokkal szemben két fı követelményt támasztanak. Eszerint a szerszám legyen alkalmas: a meghatározott anyagrész leválasztására, a
Elektromos nagygépek
 Asztali fúrógép L605 005 Méretkód A6 A9 A12 540 540 540 700-10000 390-6500 250-5000 Fúró átmérő acélban/ 6 9 12 / Fúrótokmányfelfogó kúp B16 B16 B16 Menetvágás M6 M8 M10 64 64 64 Asztali fúrógép L605 020-030
Asztali fúrógép L605 005 Méretkód A6 A9 A12 540 540 540 700-10000 390-6500 250-5000 Fúró átmérő acélban/ 6 9 12 / Fúrótokmányfelfogó kúp B16 B16 B16 Menetvágás M6 M8 M10 64 64 64 Asztali fúrógép L605 020-030
Szakképesítés: 34 521 03 Gépi forgácsoló Szóbeli vizsgatevékenység A vizsgafeladat megnevezése: A gépi forgácsolás technológiái és anyagismerete
 A vizsgafeladat ismertetése: Válaszadás a vizsgakövetelmények alapján összeállított, előre kiadott tételsorokból húzott kérdésekre. A központilag összeállított szóbeli vizsga kérdései a IV. Szakmai követelmények
A vizsgafeladat ismertetése: Válaszadás a vizsgakövetelmények alapján összeállított, előre kiadott tételsorokból húzott kérdésekre. A központilag összeállított szóbeli vizsga kérdései a IV. Szakmai követelmények
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-85A és -100A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-85A és -100A CNC esztergagépek
Szerszámgépek Célgép tervezés
 Szerszámgépek Célgép tervezés Hervay Péter BGK-AGI 2012 Célgép tervezés Indokoltság: a tömegszerű gyártás Célgép összevetése a CNC gépekkel és rugalmas gyártórendszerekkel -Elsődleges: gazdasági szempont
Szerszámgépek Célgép tervezés Hervay Péter BGK-AGI 2012 Célgép tervezés Indokoltság: a tömegszerű gyártás Célgép összevetése a CNC gépekkel és rugalmas gyártórendszerekkel -Elsődleges: gazdasági szempont
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / MAU 5000 Innovatív mérőóra tartó. Rendeljen Ön is azonnal a Webáruházból!
 TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / 2017 Rendeljen Ön is azonnal a Webáruházból! www.meusburger.com MAU 5000 Innovatív mérőóra tartó MÉRŐESZKÖZÖK Ideális a fröccsöntőgépek záróerejének ellenőrzésére
TERMÉKÚJDONSÁGOK MŰHELYFELSZERELÉSEK II / 2017 Rendeljen Ön is azonnal a Webáruházból! www.meusburger.com MAU 5000 Innovatív mérőóra tartó MÉRŐESZKÖZÖK Ideális a fröccsöntőgépek záróerejének ellenőrzésére
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
Ciklusvezérelt univerzális eszterga
 Ciklusvezérelt univerzális eszterga EMCOMAT E-200 MC - egyedi vagy ciklusvezérelt 1 ORSÓHÁZ Stabil öntvénykonstrukció CAMLOCK orsóorr ø 53 (50) mm rúdbeeresztés 2 VEZÉRLÉS Sinumerik 828D Egyszerű programozás
Ciklusvezérelt univerzális eszterga EMCOMAT E-200 MC - egyedi vagy ciklusvezérelt 1 ORSÓHÁZ Stabil öntvénykonstrukció CAMLOCK orsóorr ø 53 (50) mm rúdbeeresztés 2 VEZÉRLÉS Sinumerik 828D Egyszerű programozás
Versenyző kódja: 16 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
34 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 03 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Forgácsolási
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi