Forgácsnélküli alakítás NGB_AJ010_1 Melegalakítás Segédlet
|
|
|
- Gréta Hegedüsné
- 6 évvel ezelőtt
- Látták:
Átírás



1 Forgácsnélküli alakítás NGB_AJ010_1 Melegalakítás Segédlet Ez a segédlet csak kiegészítés az órai anyaghoz és a kötelező irodalmakhoz. Az anyag nem mentesíti a hallgatót a kötelező és ajánlott irodalom ismerete alól! A ZH az irodalmakból, a segédletből, az előadások és laborgyakorlatok tartalmából fog összeállni!
2 2 Tartalom Szálasodás melegalakítás során A kovácsolás célja Szabadalakító kovácsolás Süllyesztékes kovácsolás célja, jellemzői Együregű süllyesztékes kovácsolás Többüregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai Alakító gépek
3 3 Meleg- és hidegalakítás összehasonlítása Melegalakítás: az anyagra jellemző újrakristályosítási hőmérséklet feletti hőmérsékleten végzett alakítás. Jellemzői: Az alakítás során nincs felkeményedés, mert folyamatosan lejátszódik az újrakristályosodás Az alakítás mértéke szinte korlátlan Kis erőkkel elvégezhető az alakítás, mert az anyag alakítási szilárdsága hőmérsékletnövekedés hatására erősen lecsökken. Hidegalakítás: az anyagra jellemző újrakristályosítási hőmérséklet alatti hőmérsékleten végzett alakítás. Jellemzői: Az alakítás során az anyag felkeményedik, szilárdsági jellemzői növekednek, képlékenységi jellemzői csökkennek. Az alakítás mértéke korlátolt. Egyre növekvő erővel végezhető az alakítás, mert az anyag alakítási szilárdsága növekszik.
4 4 Technológiák Meleg térfogatalakító technológiák: Kovácsolás Meleghengerlés Varratnélküli csőgyártás Melegsajtolás stb. Hideg térfogatalakító technológiák: Rúdhúzás, dróthúzás, Csőhúzás Hideghengerlés stb.
5 5 Tartalom Melegalakítás és hidegalakítás A kovácsolás célja Szabadalakító kovácsolás Süllyesztékes kovácsolás célja, jellemzői Együregű süllyesztékes kovácsolás Többüregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai Alakító gépek
6 6 Szálasodás Kovácsolás hatására a szövetszerkezetben lévő karbidok összetörnek, a szemcseszerkezet finomodik, kialakul a szálasodás, amely irányban a mechanikai tulajdonságok nagymértékben javulnak. Kovácsolás során kialakult szálelrendeződés figyelhető meg az ábrán. A kovácsolás hatására kialakult szálasodás nagy mértékben hat a mechanikai tulajdonságokra. Különösen jelentős mértékben befolyásolja az ütőmunkát. A kovácsolt alkatrészek szálirányban jóval nagyobb ütőmunkával rendelkeznek, mint egy öntéssel, vagy forgácsolással előállított alkatrész. Egyes dinamikus igénybevételnek erősen kitett alkatrészeknél (pl.: gépjárművek motorelemei, fogaskerekei, kormánymű alkatrészei stb.) elsősorban kovácsolt előgyártmányt kell alkalmazni.
7 7 Átkovácsolási szám A szálasodás a többszöri átkovácsolás során alakul ki. Teljes keresztmetszetben történő átkovácsolást a zömítés és a nyújtás biztosít. A zömítés szálasodásra gyakorolt hatása kisebb mértékű, mint a nyújtásé, ezért az összesített átkovácsolási szám meghatározásánál a zömítési műveletekre meghatározott átkovácsolási számot egynél kisebb tényezővel szorozzuk be, egyenértékesítjük. A gyakorlatban: =0,7 0,9. Az átkovácsolási szám az egyes zömítési, nyújtási műveletek során elért alakváltozási mérőszám. Meghatározására az egyes szabadon alakító műveleteknél részletesen kitérünk Az összesített átkovácsolási szám (k ö ) az alábbiak alapján határozható meg k ö =(k z1 1 ) (k z2 2 ) (k z3 3 ).. k ny1 k ny2 k ny3
8 8 Átkovácsolás hatása a mechanikai tulajdonságokra
9 9 Tartalom Melegalakítás és hidegalakítás Szálasodás melegalakítás során Szabadalakító kovácsolás Süllyesztékes kovácsolás célja, jellemzői Együregű süllyesztékes kovácsolás Többüregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai Alakító gépek
10 10 Célja Célja: alakadás: a végső felhasználási alak megközelítése esetleg késztermék gyártása, alapanyag javítás: kovácsolással az öntött durvaszemcsés szerkezetet finomszemcséssé teszik, kialakul a szálasodás (szálszerűen helyezkedik el) így javul a termék mechanikai tulajdonsága, alapanyag megtakarítás: előkovácsolt darabból sokkal kevesebb forgács eltávolítással készgyártmány nyerhető, így alapanyaggal takarékoskodunk. Magyarországon évente t forgács keletkezik. termelékenység növelése: kovácsolt darabból sokkal gyorsabban tudunk készterméket előállítani, mint más kiinduló alapanyagból.

11 11 Típusai
12 12 Tartalom Melegalakítás és hidegalakítás Szálasodás melegalakítás során A kovácsolás célja Süllyesztékes kovácsolás célja, jellemzői Együregű süllyesztékes kovácsolás Többüregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai Alakító gépek
13 13 Szabadalakító kovácsolás A szabadalakító kovácsolás széles mérethatárok között akár egyedi darabok, akár nagyobb mennyiségű alkatrész gyártására alkalmas. A technológiai módszer megválasztását a gyártási költségek határozzák meg. A gyártási és egyéb költségeket döntően a kovácsdarabok sorozatnagysága határozza meg. Gazdaságossági számításokkal állapítható meg az a sorozatnagyság, amely alatt csakis a szabadon alakító kovácsolás, illetve ami fölött a süllyesztékes kovácsolás jöhet szóba. A gyártási költség több tényezőből tevődik össze (forgácsolási költség). Szabadalakító kovácsolásnál mindig nagyobb forgácsolási hozzáadással kell dolgozni, ezért a forgácsolási költségek nagyobbak, nem beszélve az anyagköltségről. A süllyesztékes kovácsoláskor a süllyesztékszerszám költségeit kell figyelembe venni. Nagyobb szériák esetén a szerszámköltség egyre kisebb hányadot képvisel. Számításba kell még venni a melegítéssel, gépműködtetéssel, az élőmunka ráfordítással stb. kapcsolatos költségeket is.
14 14 A kovácsolás alapanyaga A kovácsolás alapanyagát ma már szinte kizárólag elektrokemencében vagy konverterben állítják elő. Mivel az előírt acélösszetételt legjobban az ívfényes elektrokemencében lehet biztosítani, ezért az ötvözött acélokat inkább ezzel a módszerrel gyártják. A kovácsolási célra előállított folyékony acélt általában kokillába, néha folyamatosan öntik. A nagyméretű szabadon alakított kovácsdarabok kiinduló anyaga az öntött tuskó, a kis tömegű kovácsdarabok kiinduló anyaga pedig előalakított buga vagy rúdtermék. Az előalakítást hengerléssel vagy előkovácsolással végzik. Az öntött kovácstuskó készülhet alsó vagy felső öntéssel. Felső öntéskor az acélt olyan kokillába öntik, amelynek különleges lábrésze van. Itt gyűlhetnek össze a salakrészecskék, és a felfreccsenések többé-kevésbé elkerülhetők. Az alsó öntésű tuskók felülete tiszta, belsejének tisztasági foka viszont rosszabb, mint a felső öntésű tuskóé.
15 15 Alapanyag hibái Az egyenlőtlen dermedés miatt a tuskó magjában üregek, lyukak keletkeznek, és megnövekszik a foszfor- és kéntartalom (dúsulás). A tuskó fejrészében található üregek a lunkerek, amelyek szerencsétlen esetben akár a tuskó teljes hosszában végighúzódhatnak. A tuskóban előforduló szennyezők a lábrészben gyűlnek össze, így a megszilárdulás után a fej- és lábrész között jelentős lesz a különbség. Az öntés folyamán levegő és más gázok kerülnek az olvadékba. Amíg az acél folyékony, a gázok a felületre diffundálhatnak, megdermedéskor azonban bezáródnak az acélba. Ha a gázhólyagok felülete fémesen tiszta, akkor jó átkovácsolással összehegeszthetők. A felülethez közeli hólyagok azonban a kovácsolás folyamán felnyílhatnak, ezek nyújtás után hosszirányú repedések formájában jelennek meg. A legnagyobb problémát a nem fémes zárványok (salak- és tűzállóanyag részecskék) okozzák. Ezek a szennyezők az acék megdermedésekor a kristályok közé záródnak. Nyújtáskor sorokban helyezkednek el, emiatt az acél szálas szövetű lesz, a szilárdsági tulajdonságok pedig eltérőek lesznek hossz- és keresztirányban. A nem fémes zárványok melegítéskor és edzéskor feszültségi repedéseket okozhatnak. A gázhólyagok, a nem fémes zárványok és a lunkerek mennyiségét a lehetőség szerinti minimumra kell csökkenteni. Ezt különleges alakú kokillákkal, vagy/és a hűlésidermedési folyamat lassításával lehet elérni.
16 16 A kovácstuskó alakja Az öntött kovácstuskó tömege általában 0, t, rendkívüli igények esetén készíthetnek nagyobbat is. A magasság (hosszúság)/átmérő viszony 1,7...3,0 körül mozog. A hosszabb tuskók dúsulása kedvezőbb, a zömökebbek viszont duzzasztáskor kedvezőbbek, mert elférnek az alakító gépen. A kovácstuskó méreteinek, alakjának megválasztásakor meg kell vizsgálni, hogy a megfelelő átkovácsolás biztosítható-e. A kellő átkovácsolás érdekében a tuskó átmérőjének mindig igazodnia kell a kovácsdarab legnagyobb átmérőjéhez. Egyértelmű, hogy a kovácsdarab középső részeinek annál jobb a minősége, minél jobban átkovácsolják a magrészt. A kovácstuskók alakja általában felfelé szélesedő csonkagúla, keresztmetszetük pedig négy-, hat- vagy nyolcszög. A nagy tömegű tuskókat még nagyobb szögszámmal vagy hullámos felülettel öntik. A kör keresztmetszetű tuskók hajlamosak a felületi repedésekre. Ugyancsak növelik a repedésveszélyt a túl kis lekerekítéssel tervezett élek. Ez az élszög és a lekerekítés növelésével csökkenthető.
17 17 A kovácstuskó alakja A tuskó kialakításánál ügyelni kell az anyagkihozatalra, azaz hogy a tuskó minél kisebb része legyen használhatatlan rész (mint például a fej és a láb). A fej lehetséges legkisebb méretét a tuskó dermedésekor lejátszódó folyamatok határozzák meg. A fejben kell elhelyezkedniük a szívódási üregeknek, és itt kell összegyűlniük a dúsulásoknak is. Általában a fej tömege a tuskó tömegének %-a.
18 18 A szabadalakító kovácsolás művelettervezése A kovácsolási technológia tervezésekor sok, néha egymásnak ellentmondó követelménynek kell megfelelni. Az egyik ilyen tényező a helyes szálelrendeződés megvalósítása, mert ilyenkor kedvezőbbek a kész darab szilárdsági tulajdonságai. Minél nagyobb méretű viszont a darab, annál nehezebben lehet megszakítás nélküli szálelrendeződést biztosítani. Ilyenkor gyakran több részből kovácsolják a darabot, és a különálló részeket utólag egyesítik. A szabadon alakító kovácsolás gyártástechnológiájának lépései: 1. a kovácsdarab rajzának elkészítését, 2. a kiinduló darab tömegének és méreteinek meghatározását, 3. a műveleti sorrendet és a szükséges szerszámok megválasztását, 4. az átkovácsolás mértékének meghatározását, 5. a szükséges alakító berendezés(ek) kiválasztását, 6. a kemence típusának meghatározását, a melegítési és hűtési technológia rögzítését, 7. a szállító és emelő berendezések kiválasztását, 8. a munkaerő (létszám) megállapítását.
19 19 A kovácsdarab rajza A szabadalakítással gyártandó kovácsdarabokat a megrendelő az üzemtől a készremunkált darab rajza (gépészeti rajz), kovácsrajz vagy mintadarab alapján rendelheti meg. Bárhogy is történik a megrendelés, a kovácsdarab rajzát (a kovácsrajzot) a kovácsüzemben el kell készíteni, vagy át kell dolgozni. A legfontosabb az, hogy a darab forgácsolással megmunkálandó felületeit a megmunkálási ráhagyással meg kell növelni, és a rajzon fel kell tüntetni a kovácsolási tűréseket. A rajzon mind a megmunkálandó, mind a nyersen maradó felületeket meg kell jelölni. Ráhagyások csak a megmunkálandó felületen szükségesek, a tűréseket azonban a nyersen maradó és a megmunkálandó felületre egyaránt elő kell írni. A ráhagyások és a tűrések nagyságát az MSZ 5744 írja elő, és nomogramokból lehet megállapítani.

20 20 Ráhagyások Cél az optimális ráhagyás maghatározása!
21 21 A szabadalakító kovácsolás jellege megkívánja, hogy a darab alakját leegyszerűsítsék. A kisebb lépcsőket, bevágásokat, lyukakat, a nehezen kialakítható mélyedéseket a szomszédos darabrészek méretével kovácsolják. A darabon tehát a kész munkadarab szempontjából felesleges anyaghozzáadás, megnövelt ráhagyás alakul ki. A kovácsdarabon általában az 50 mm-nél kisebb, vagy egy perem vastagságának kétharmadával kisebb furatokat nem lyukasztják. Vállak és peremek kialakításakor a vállazó szerszámok alakja, elcsúszása és a darabtorzulások miatt 10 -os ferdeséggel számolnak. Véglevágáskor ez a ferdeség 15 -os.
22 22 Nyújtás k ny A A o 1 1 x 1 2 a a Olyan alakító művelet amely során a kovácsolt darab keresztmetszetét csökkentjük a hosszának növelése mellett. Nyújtás hatására jelentős szálasodás alakul ki, amely különösen szálirányban kedvezően hat a mechanikai tulajdonságokra.
23 23 Nyújtás A nyújtás a legalapvetőbb kovácsolási művelet. Kalapácson vagy hidraulikus sajtón nyújtóbetétekkel végzik. A nyújtóbetét általában lapos, téglalap nyomófelületű szerszám. A nyújtóbetét éleit a begyűrődések elkerülése és a jobb nyújtóhatás érdekében mintegy mm sugárral lekerekítik. Az ilyen módon kialakított betét egyetlen hátránya az, hogy a nyújtott felület hullámos lesz, amit utólagos simító művelettel kell kiküszöbölni. Nyújtás közben a csökken a darab magassága, növekszik a szélessége és természetesen a hosszúsága. A darab és a szerszám egy téglalap alakú nyomott felület (A nyom =l 0 b köz ) mentén érintkezik egymással. Nyújtáskor fontos, hogy minél egyenletesebb legyen a darabon belül az alakváltozás, mert ellenkező esetben akár fel is szakadhat a darab belseje, belső repedések keletkezhetnek. A következő ábrán egy hidraulikus sajtón, sík felületű nyújtóbetéttel, 1100 Con végzett nyújtás eredményeként kialakult egyenlőtlen alakváltozás értékei láthatók. Az átlagos fajlagos alakváltozás 0,233. Látható, hogy a nyújtóbetét alatti anyagrész három zónára oszlik. A legfeltűnőbb a II zóna, ahol a helyi magasságirányú alakváltozás nagyobb(!), mint az átlagos alakváltozás, az I ésiii zónában viszont kisebb.
24 24 Nyújtás Négyszög keresztmetszetű darabok nyújtásakor a darab középvonalában a helyi magasságirányú alakváltozás és az átlagos alakváltozás között gyakorlatilag lineáris összefüggés mutatható ki. A helyi alakváltozás mértéke az l 0 /h 0 viszonyszámtól független. Kör-keresztmetszetű darabok sík felületek közötti nyújtásakor a darab tengelyében elérhető helyi alakváltozás lényegesen kisebb lehet az átlagos alakváltozásnál. Az alakítás kezdetén ugyanis az él menti érintkezés miatt a nyomott felület szélessége nulla, s a nyomott felület csak fokozatosan alakul ki. Alakos nyújtószerszámok között végzett nyújtáskor - a keresztmetszet alakjától és méreteitől függően - a nyújtás mértéke %-kal nagyobb, mint lapos szerszámok között. Alakos szerszámként köríves, vagy és ez a gyakoribb os V-alakú nyújtóbetétet használnak, mivel ezekkel lehet a kovácsdarab magját a legjobban átkovácsolni.
25 25 Nyújtás Lapos nyújtóbetétek között a könnyen kovácsolható acélokat a jó átkovácsolás, valamint a szélesedés visszaverése érdekében egyik oldaluk teljes végigkovácsolása után 90 -kal elfordítják, és így folytatják a nyújtást. A kisebb méretű, emiatt könnyen mozgatható, kemény acélokat (pl. a szerszámacélokat, amelyek újrakristályosodási sebessége kicsi) úgy nyújtják, hogy minden ütés után ugyanabban az irányban vagy felvátva, jobbra-balra elfordítják.
26 26 Zömítés A 2 d 0 2 A 1 2 d1 4 k z A 1 1 A 0 A művelet során a munkadarab keresztmetszetét növeljük, hosszát, magasságát csökkentjük. Az alakítás a teljes keresztmetszetre kiterjed
27 27 Duzzasztás Helyi alakító művelet, amely a munkadarab egy vagy több keresztmetszetére terjed ki. Jellemző duzzasztási művelet a csavar fejrészének gyártása.
 növekszik. Tipikus duzzasztott forma a hordó alak. Ha a duzzasztást túl nagy alakítási sebességgel végzik (pl.")
28 28 Duzzasztás A duzzasztást általában sík lapok között végzik, mégpedig úgy, hogy a kovácsdarab (kovácstuskó) felfekvő felületénél nagyobb legyen az alakító gép (hidraulikus sajtó vagy kalapács) nyomólapja. Duzzasztáskor a darab magassága csökken, miközben szélessége (átmérője) növekszik. Tipikus duzzasztott forma a hordó alak. Ha a duzzasztást túl nagy alakítási sebességgel végzik (pl. kalapácson), előfordulhat homorú alak is. A hordósodás oka a szerszám és a darab között fellépő súrlódás, mert ez a szerszámfelülethez közeli rétegekben csökkenti a szélesedést. A duzzasztott keresztmetszetben három zónát különböztethetünk meg: az I zónában a súrlódás miatt alig mozdul el az anyag, a fő alakváltozás a II zónában van, míg a III zónában kismértékű, de egyenletes alakváltozással lehet számolni. A kihajlás elkerülésére a duzzasztásra kerülő darab kiinduló magassága és az átmérője viszonya lágy szénacéloknál nem lehet nagyobb 3-nál, ötvözött acélok esetén pedig 2-nél. A duzzasztható darab legnagyobb hosszúságát az alakító gép lökete határozza meg.
29 29 Átkovácsolás A kovácsüzemi gyakorlatban az alakítás mértékét rendszerint az alakítás módjától vizsgálják, és az átkovácsolási számmal jellemzik. Az átkovácsolási szám 1-nél nagyobb, és az alábbiak szerint számítjuk: nyújtáskor : k duzzasztáskor ny : k A A z o 1 1 A 1 1 A 0 Az egymást követő alakítási műveletek eredő átkovácsolási számát a rész átkovácsolási számok szorzataként értelmezzük k k k... e 1 2 k n Az átkovácsolás következményeként az öntési szövet elroncsolódik, és az anyagban lévő salakés oxidzárványok, valamint a dúsulások az alakváltozás irányának megfelelően sorokba rendeződnek. A soros szövet miatt az eredetileg minden irányban azonos mechanikai tulajdonságokban anizotrópiát tapasztalunk. A mechanikai tulajdonságok a szálak irányában rendszerint kedvezőbbek, mint keresztirányban. A szálas szövet kialakulása elsősorban az acél képlékenységét jellemző mérőszámokra (kontrakció, nyúlás, fajlagos ütőmunka) van hatással. Ezen mérőszámok alakulását mutatjuk be a következő ábrán (a szakítószilárdság és a folyáshatár kevésbé függ a szálasodástól és az alakváltozás mértékétől).
30 30 Átkovácsolás
31 31 Átkovácsolás Az átkovácsolási szám helyett talán célszerűbb az e típusú mérőszámok használata (e = DA/A 0 ). Az alakváltozás mértéke és a keresztmetszet-változás között ugyanis lineáris az összefüggés, és a kisebb alakváltozási tartományban jobban jellemzi az alakítást. A kiinduló anyagra vonatkoztatott kezdő érték nem 1, hanem 0, ami jobban szemlélteti az alakítási viszonyokat. A nyújtás mértékének meghatározásakor például az alábbi összefüggésekkel lehet áttérni az új mérőszámra (hasonlóan lehet a duzzasztás vonatkozásában is): Az átkovácsolási szám nem veszi figyelembe a darabban kialakult szálaknak az alakítás irányához viszonyított helyzetét, noha ennek nagy a jelentősége. A szálak iránya nyújtáskor (szélesítéskor, feltágításkor) mindig merőleges a szerszám mozgási irányára, és többnyire párhuzamos a munkadarab hossztengelyével. A szálírányra merőleges duzzasztás megkülönböztetésére be kell vezetni a keresztirányú duzzasztás fogalmát.
32 32 Átkovácsolás Keresztirányú duzzasztáskor az alakváltozás: illetve hengeres kovácsdarab keresztirányú duzzasztásakor:
33 33 Átkovácsolás
34 34 Átkovácsolás Szabadon alakító kovácsoláskor a munkadarabok a legtöbb esetben nyújtással és duzzasztással elkészíthetők. A duzzasztást általában azért alkalmazzák, hogy kis keresztmetszetű kovácstuskóból is megfelelő átkovácsolással lehessen előállítani a kovácsdarabot. Ennek érdekében különböző módszereket alkalmazhatnak: - az öntött tuskó duzzasztása, majd alakítás nyújtással, - egy kezdeti nyújtást duzzasztás követ, majd a kovácsdarabot nyújtással alakítják tovább, - a duzzasztást keresztirányú nyújtás követi. A duzzasztás és a nyújtás váltakozó, többszöri alkalmazásával elvileg tetszőleges mértékű átkovácsolást lehet elérni, ennek ellenére az anyag mechanikai tulajdonságait - a kezdeti javulás után - csak korlátozott mértékben lehet javítani.
35 35 Lyukasztás

36 36 Áttolás
37 37 Hajlítás
38 38 Csavarás

39 39 Tágítás Célja: a kilyukasztott gyűrűk átmérőjének növelése, falvastagságának csökkentése

40 40 Gyakorlati példák


41 41 Gyakorlati példák
42 42 Tartalom Melegalakítás és hidegalakítás Szálasodás melegalakítás során A kovácsolás célja Szabadalakító kovácsolás Együregű süllyesztékes kovácsolás Többüregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai Alakító gépek
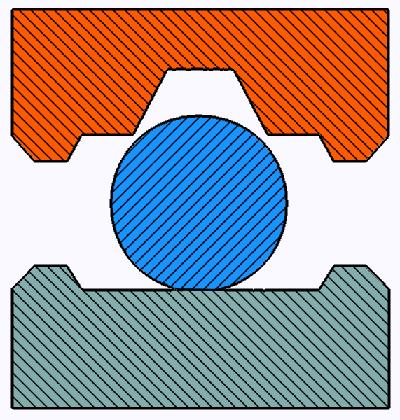
43 43 Célja, jellemzői Olyan alakító művelet, amely során a kovácsolási hőmérsékletre felhevített darabot a munkadarab alakjának megfelelő üregbe vagy süllyesztékbe nyomjuk, vagy sajtoljuk. Alkalmazása: - Ha a kovácsolandó darab szabadalakító kovácsolással sok lépésben állítható elő. Nagyon időigényes. - Ha nagy az előállítani kívánt darabszám vagy nagy a sorozat. - Ha fontos a munkadarabok alakhűsége és méretpontossága. Sokkal pontosabban tudunk előállítani munkadarabot süllyesztékben mint szabadalakító kovácsolással. - Ha a kovácsolt darabok szövetszerkezetének azonosnak kell lennie. Csoportosítása - Zárt üregű süllyesztékes kovácsolás. Sorja nélküli süllyesztékes kovácsolás. Nagyon pontos darabolást kíván. Ritkábban használatos. - Sorjás süllyesztékes kovácsolás. Az üregbe behelyezett kovácsolandó darab térfogata nagyobb, mint a kész munkadarab térfogata. A felesleges anyagmennyiség az üregből kiáramlik és ún. sorja (fánc) keletkezik. A sorját a kovácsolás befejező műveleteként el kell távolítani. Ezt a műveletet sorjázásnak nevezzük.

44 44 Példák
45 45 Tartalom Melegalakítás és hidegalakítás Szálasodás melegalakítás során A kovácsolás célja Szabadalakító kovácsolás Süllyesztékes kovácsolás célja, jellemzői Többüregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai Alakító gépek
46 46 Együregű süllyesztékes kovácsolás elve Menete: a kovácsolási hőmérsékletre felhevített kovácsdarabot a kész alaknak megfelelő üregbe helyezzük és egy-két ütéssel alakra hozzuk A kovácsolt darabot sorjázni kell, amely a munkadarab körülvágásával történik
47 47 Sorjacsatorna Biztosítja a süllyesztéküreg tökéletes kitöltését, befogadja a felesleges anyagmennyiséget. Két részből áll. Egyik része a h s magasságú sorjahíd, amely megnehezíti az anyag kifutását a süllyesztéküregből, un. sorjareakciót biztosít. A másik része a b 1 szélességű sorjazseb, amely a felesleges anyagmennyiség felvételére, tárolására szolgál.

48 48 Sorjacsatorna típusok Általános sorjacsatorna típus Fordított sorjacsatorna típus Sorjacsatorna bővített sorjazsebbel Növelt sorjareakciójú sorjacsatorna Bővülő sorjacsatorna
49 49 Előnyei - az alakítás egy üregben elvégezhető, - olcsó, csak egy süllyesztékes tömbpárra van szükség, - rövidebb a műveleti idő. Hátrányai: - nagy az üreg igénybevétele, - gyorsan kopik az üreg, - kevés az egyes felújítások közt kovácsolható munkadarabok száma - gyakrabban fel kell újítani az üreget.
50 50 Tartalom Melegalakítás és hidegalakítás Szálasodás melegalakítás során A kovácsolás célja Szabadalakító kovácsolás Süllyesztékes kovácsolás célja, jellemzői Együregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai Alakító gépek
51 51 Tulajdonságai Összetett alakú munkadarabot egy üregben nem tudunk készre alakítani. Ebben az esetben az anyag elosztását, nyújtást, zömítést, hajlítást más-más üregben végezzük. Fokozatosan alakítjuk ki a kovácsdarabot, majd az utolsó üregben, az un. készüregben végső alakra alakítjuk. Alkalmazható üregek: - anyagelosztó üreg, - nyújtó üreg, - zömítő üreg, - hajlító üreg, - kész előtti üreg, - kész üreg.

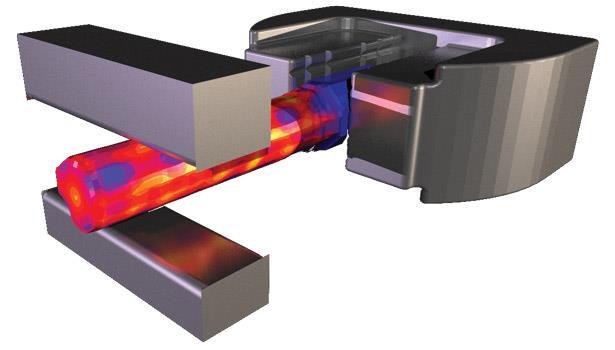
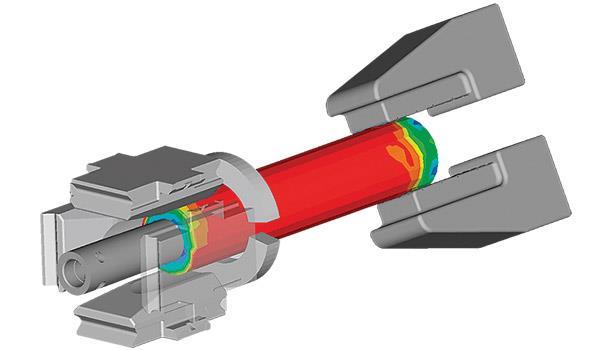
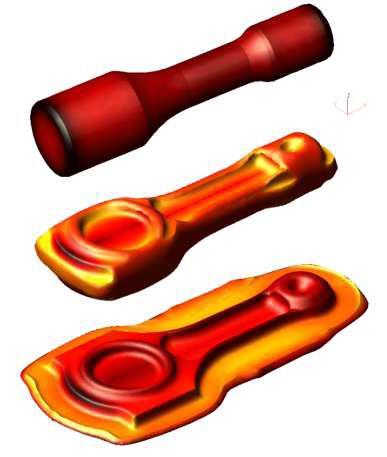
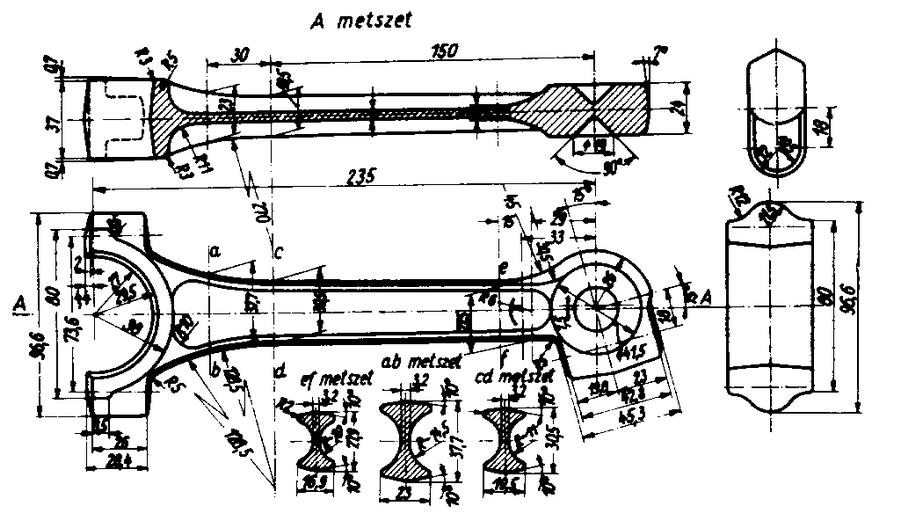
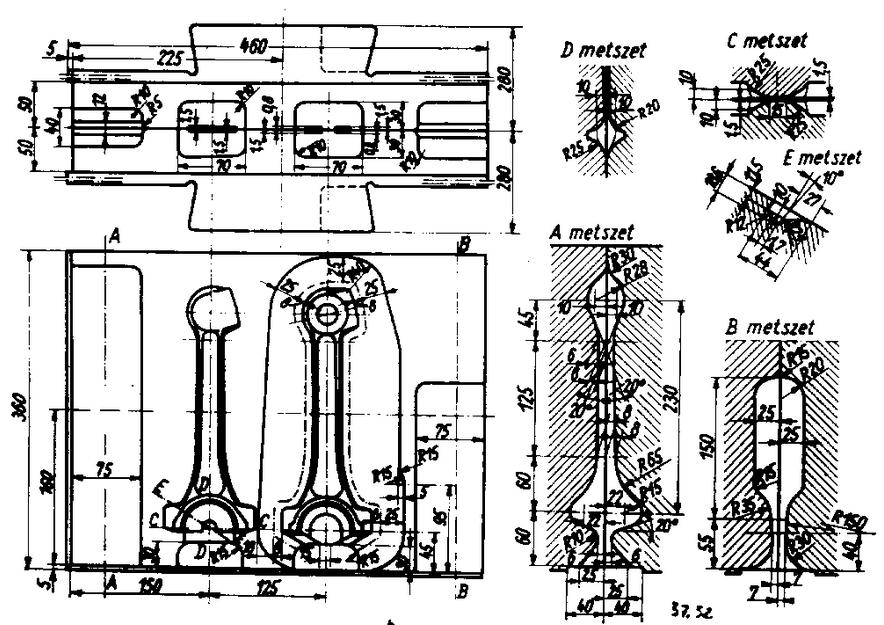
52 52 Hajtókar kovácsolása
53 53 Kovácsolás menete többüregű süllyesztéktömbben nyers kovácsdarabot leszabjuk, levágjuk, rúdból vagy négyszög keresztmetszetű szelvényből vagy bugából, az anyag felhevítése a melegalakítás hőmérsékletére, süllyesztéküreget előmelegítjük, közel C-ra revétlenítés: acélok esetében fontos, mert a reve lerövidíti az üreg élettartamát - mechanikus például ütögetés, - forgó drótkoronggal, - nagynyomású vízzel süllyesztéküreg kenése, kenőanyagok - olajos kenőanyagok grafittal dúsítva - NaCl oldat, amit bepermeteznek az üregbe kovácsolás több lépésben a munkadarab alakjától függően, a kovácsdarab körbevágása vagy sorjázása, levegőn való hűtés újabb revétlenítés - mechanikus pl. drótkefe, apró darabok esetén koptatódobban - homokfúvás, - sörétezés - kémiai úton savas pácok (HCl, H 2 SO 4, H 3 PO 4 ) átmeneti korrózióvédelem
54 54 Tartalom Melegalakítás és hidegalakítás Szálasodás melegalakítás során A kovácsolás célja Szabadalakító kovácsolás Süllyesztékes kovácsolás célja, jellemzői Együregű süllyesztékes kovácsolás Többüregű süllyesztékes kovácsolás Alakító gépek
55 55 Kovácsdarab tervezési szempontjai A szélesebb értelemben vett süllyesztékes kovácsolási technológia több egymásra épülő és egymással összefüggő tervezési részfolyamat eredményeképpen jön létre. A technológia tervezésének két fő eleme van: a kovácsdarab tervezése, valamint a szűkebben értelmezett technológiatervezés (az előkovácsolás módja, a kiinduló darab meghatározása, a hőmérsékleti viszonyok tisztázása, valamint az alakítógép megválasztása és a süllyeszték- és a sorjázó szerszámok tervezése). Ezen tervezési részfolyamatok természetesen egymással szorosan összefüggnek. A kovácsdarab megtervezését már bizonyos mértékig befolyásolja az alakítás majdani módja, az alakítógép típusa és mérete stb. Az optimális hőmérséklet meghatározásához ugyancsak szükség van a kovácsológép ismeretére. A sorjacsatorna (sorjahíd) méreteinek megállapításához az üregben végbemenő alakváltozási folyamatokat kellene ismerni, ezeket a folyamatokat viszont erőteljesen befolyásolják az alkalmazott sorjahíd méretei. Ezekből következik, hogy a technológia helyes megtervezése nem egy automatikus tevékenység, több tényezők figyelembe kell venni és azok egymásra gyakorolt hatását is vizsgálni kell.
56 56 Süllyesztékes kovácsdarabok tervezése

57 57 Általános szempontok A kovácsrajzon fel kell tüntetni az osztófelület helyét, meg kell jelölni az utólagos, forgácsoló megmunkálással eltávolítandó darabrészeket, a befogáshoz szükséges helyeket, a próbavétel helyét és módját, a szükséges felületi és hőkezeléseket, valamint az átvételi feltételeket. A kovácsdarabok tervezésekor mindig figyelembe kell venni a kovácsolás technológiai szempontokat, a kész darab alakját és az utólagos megmunkálásokat. A süllyesztékben sorjával kovácsolható darabok méretei néhány millimétertől több méter hosszúságig terjedhetnek. A süllyesztékes kovácsdaraboknak a tömegük mellett vannak olyan egyéb kritikus mérethatárai is, amelyek elérésekor a gyártás gazdaságtalanná válik, vagy el sem készíthető a munkadarab. Ilyen mérethatárok az alábbiak: - a kovácsdarab falára és bordáira vonatkozó vastagság/magasság viszonyszám; - a csapokra vonatkozó átmérő/hosszúság viszonyszám; - a darabon kialakított fenékrészek vastagság/átmérő, ill. vastagság/szélesség viszonyszáma; - a kovácsdarab lekerekítési sugarai; - a kovácsdarab oldalferdeségei. Egyszerűsített példa:
58 58 Általános szempontok Az osztófelület megválasztása után a tervezéshez szükséges (szabványos) értékeket meghatározzuk, majd a gépészeti szempontok alapján megtervezett (gépészeti) darabon elhelyezzük őket az alábbi sorrendben: - a megmunkálásra kerülő felületekre a forgácsolási hozzáadásokat, - az osztófelületnek megfelelően az oldalferdeséget, - végül az éleket lekerekítjük. A kovácsdarab és a gépészeti darab tömegének hányadosát anyagfelhasználási együtthatónak nevezzük (1-nél nagyobb szám):
59 59 Az osztófelület meghatározása Ahhoz, hogy az adott darabot osztott, kétrészes süllyesztékszerszámban lehessen kovácsolni, a kovácsolási technológiának megfelelően át kell szerkeszteni. Először megválasztjuk azt az osztófelületet, amely a legkedvezőbb kovácsolási lehetőséget és a legkisebb anyagfelhasználást biztosítja. Az osztófelület típusai: - Sík felület - Szimmetrikusan tört felület - Aszimmetrikusan tört felület
60 60 Az osztófelület Az osztófelület a darabot két részre osztja, így az egyik fele az alsó, a másik a felső süllyesztékszerszámba kerül. Az osztófelület a helyétől függően az alábbiakat befolyásolja: - A kovácsolás menetét (a kovácsdarab kivehető legyen a szerszámból, a két szerszámfelet eltoló erő nagysága minimális, vagy teljesen elkerülhető legyen), - a kovácsdarab szerkezeti részleteit (az oldalferdeség, a fal- és bordaméretek az üregmélységtől függnek), - a kovácsdarab minőségi tulajdonságait (a sorjacsatorna helyétől függ az anyagáramlás és a szálelrendeződés), - a forgácsolási feltételeket (a jól megválasztott osztás minimális anyagtöbbletet biztosít, s ettől függhet a forgácsolási hozzáadásból származó anyagtöbblet mértéke is), - a süllyesztékszerszám és a sorjázószerszám megmunkálását (ha egyéb szempontokkal nem ütközik, célszerűbb az egyszerűbb előállítási módot választani, pl. esztergálást marás helyett).

61 Osztófelület Az osztófelület megválasztásakor alapvető követelmény, hogy a kovácsdarabot a süllyesztékszerszámból ki lehessen venni. Ezért az üreg az osztófelület felől nézve csak szűkülhet, alámetszés nem lehet. Kivételes esetekben mégis alkalmazható alámetszés, pl. akkor, ha a süllyesztékfél több darabból áll, vagy az egyik oldali oldalferdeség vagy a darab alakja ezt megengedi. Az osztósík megválasztásának általános szempontjai: - Ne legyenek alámetszések, a munkadarab kivehető legyen. - A kovácsdarab ne legyen túl mély, túl magas az osztósíkhoz képest. - Lehetőleg sík legyen. Ferde osztósík oldalirányú erőket ad át az alakító gépnek, amelyet lehetőleg kerülni kell. Ha mégis szükséges ferde osztósíkot választani, akkor gondoskodni kell a tömbben az oldalirányú erő felvételére, például egymással szemben két munkadarabot kovácsolunk egyszerre. - Úgy válasszuk meg, hogy az oldalferdeségek miatti anyagtöbblet minimális legyen. Segédlet - Melegalakítás 61
62 62 Az osztófelület kialakítása Az osztófelület megválasztásakor több, sokszor egymásnak ellentmondó technológiai, gépészeti, gazdaságossági stb. feltételt kell figyelembe venni. Az osztás lehetőleg sík felületű legyen, mert a szerszám megmunkálása egyszerűbb, a szerszám és a kovácsológép igénybevétele is kedvezőbb. Az osztás tegye könnyen felismerhetővé a két süllyesztékfél esetleges eltolódását. A túlzott mértékű süllyesztékelcsúszás selejtet eredményez. A jól megválasztott osztásnak biztosítania kell a legcélszerűbb szálelrendeződést és a könnyű anyagfolyatást, a sorjázáskor átvágott szálak teherbírása ugyanis kicsi. Ha a hosszúkás alakú darab tengelye görbe, akkor is van lehetőség sík felületű osztás megvalósítására, de elképzelhető, hogy akkor az oldalferdeségből adódó anyagtöbblet jelentősen több lenne, vagy külön hajlítóüreget is kellene alkalmazni. Ilyenkor tört osztófelületet kell választani. A tört osztófelületnek nem szabad függőlegesen, de még túlzottan nagy szögben sem haladnia, mert a sorjázás nem lenne elvégezhető.


63 63 Az osztófelület kialakítása Az aszimmetrikusan tört osztófelület velejárója az alakítás során a vízszintes irányú erőkomponensek megjelenése, amik a süllyesztékfeleket egymáshoz képest el akarják tolni. Ez mind a szerszám, mind az alakítógép szempontjából kedvezőtlen. Ezért az ilyen erőkomponensek semlegesítéséről gondoskodni kell pl. a kovácsdarab megfelelő döntésével, vagy két azonos kovácsdarab szembefordításával.
64 64 Forgácsolási, technológiai hozzáadás A szabadalakító és a süllyesztékes kovácsolás méretpontossága a legtöbb esetben nem felel meg a különböző alkatrészek számára. Ebben az esetben a forgácsolt alkatrész méreteit meg kell növelni, úgynevezett megmunkálási hozzáadással. A kovácsdarab tervezésekor a forgácsolásra kerülő darab biztos befogásáról is gondoskodni kell. Ha nincs a darabon befogásra alkalmas felület, akkor különleges, ún. megmunkálási ráhagyást kell alkalmazni, amely lehetővé teszi a kovácsdarab befogását pl. egy esztergatokmányba. A forgácsolási hozzáadások mértékét szabványok írják elő. Az irányértékek a mindenkori legnagyobb táblázati értékek, amelyeket be lehet, és ennek megfelelően be kell tartani.

65 65 Fal és bordaméretek A bordák olyan alakzatok a kovácsdarabon, amelyeknek magassága általában nagyobb, mint a szélessége, de kisebb, mint a hosszúsága és az alapfelületre merőlegesen helyezkednek el. Feladatuk többnyire a lapos darabok merevítése, a kihajlási szilárdság növelése. A bordák helyzete az alapfelülethez viszonyítva lehet külső vagy belső, egyoldali vagy kétoldali, hosszvagy keresztirányú. A darab osztásához viszonyítva a bordák lehetnek alsó vagy felső helyzetűek. A gazdaságos kovácsolásra való tekintettel a borda méretei egy határérték alá nem mehetnek. A nagyon keskeny bordák üregeit nem lehet tökéletesen kitölteni, az alakítási ellenállás annál nagyobb lesz, minél szűkebb az üreg. Ha túl keskeny a borda, számolni kell a becsípődés veszélyével is. A bordák lekerekítési sugarai sem lehetnek egy határértéknél kisebbek, mert az anyagáramlás miatt gyorsan elkopnak, illetve deformálódnak annyira, hogy esetleg a darabot nem lehet kivenni az üregből.
66 66 Üregek, fenékvastagságok Az üregrészek a süllyesztékes kovácsdarabokon a mélységüknek a szélességükhöz, illetve átmérőjükhöz való viszonyukkal jellemezhetők. Az üregrészek nem lehetnek átmenő bemélyedések! A fenékrészek vékony, lapos alakzatok a kovácsdarabon. Egy fenékrészt vagy nem vesz körbe semmi, de körbezárhat részben vagy egészben valamilyen más formájú alakzat. A fenékrész vastagsága lehet egyenletes, lépcsőzetes, vagy folyamatosan változó. A fenékrész vastagsága egy bizonyos minimális érték alá nem csökkenthető, mert növekvő b/s vagy d/s viszonyszám mellett az alakítási ellenállás erősen növekszik, ami a szerszám terhelésének növekedését okozza. Ezt a terhelést a fenékvastagság növelésével csökkenteni lehet.
67 67 Oldalferdeség Az oldalferdeség az a szög, ami a kovácsdarab felülete és az ütés, illetve a darabkiemelés iránya között mérhető. Ha az oldalferdeség nagyon kicsi, akkor a kovácsdarab beragadhat az üregbe. A megnövekedett érintkezési idő a darab és a szerszám között a szerszám felületi rétegeinek kilágyulásához vezet, a szerszám így idő előtt használhatatlanná válik, tehát a kovácsdarab süllyesztékből való kivételének megkönnyítését oldalferdeségekkel biztosítjuk. Az oldalferdeség mértéke függ a kovácsoló gép típusától, illetve attól, hogy az adott gép, illetve süllyesztéktömb tartalmaz-e kilökőt. Beépített kilökő esetén kisebb lehet az oldalferdeség.
: a kovácsdarab azon felületének szöge, amely a darab lehűlésekor közeledik a szerszám falához. Természetes ferdeség: a kovácsdarab alakjából eleve adódó ferdeség.")
68 68 Oldalferdeség fajtái Külső oldalferdeség (a k ): a kovácsdarab azon felületének szöge, amely a darab lehűlésekor távolodik a szerszám falától. Belső oldalferdeség (a b ): a kovácsdarab azon felületének szöge, amely a darab lehűlésekor közeledik a szerszám falához. Természetes ferdeség: a kovácsdarab alakjából eleve adódó ferdeség. Átmeneti ferdeség: annak a felületnek a dőlésszöge, amely az aszimmetrikus osztásból keletkezik az alacsonyabb üregrészen. Ez a ferdeség két felület kényszerkapcsolatából adódik, ha az oldalferdeség nagyságát a mélyebb üregrészre állapítottuk meg
69 69 Lekerekítések Minden kovácsdarab csak lekerekítési sugárral alakítható ki. Éles sarkok kovácsolásnál nem töltődnek ki rendesen, az anyag gyűrődését, rákovácsolását idézheti elő. A lekerekítéseket olyan nagyra kell választani, amennyire csak lehetséges. Ezzel az üreg kopását, deformálódását, a szerszámüreg megrepedését kerülhetjük el, az anyagáramlást megkönnyítjük, ugyanakkor elkerülhetjük a kis lekerekítésekkel gyakran együttjáró becsípődéseket. A belső lekerekítések általában nagyobbak a külső lekerekítésektől. A lekerekítési sugarak szabványból kiválaszthatók.
70 70 Méretpontosság, tűrésezés A kovácsdarab méretpontosságát meghatározza a kovácsdarab mérete, tömege, anyagminősége, minőségi osztályba történő sorolása. A szabványokból meghatározott tűrésmező szélességet a forgácsolási hozzáadással megnövelt méretre kell ráhelyezni úgy, hogy a tűrésmező 1/3-a csökkenti a méretet, negatív, a tűrésmező 2/3-a növeli a névleges méretet, pozitív. Ennek oka, hogy a süllyeszték használat közben kopik, növekszik a kovácsdarab mérete. Új süllyesztékben kezdve a kovácsolást az így tovább használható.
71 71 A süllyesztékes kovácsdarab megtervezése A kovácsdarabok megtervezését az alábbi sorrendben célszerű elvégezni: 1. az osztófelület megválasztása, 2. a bonyolultsági csoportszám megállapítása, 3. a gépészeti darab tömegének meghatározása, 4. a forgácsolási és a technológiai hozzáadások meghatározása, 5. a fal- és bordaméretek meghatározása, 6. a fenékvastagság meghatározása, 7. az oldalferdeségek meghatározása, 8. a lekerekítési sugarak meghatározása, 9. a kovácsdarab tömegének meghatározása, 10. a kovácsolási tűrések megállapítása.
72 72 A bonyolultsági csoportszám Minden kovácsdarabnak meg vannak a maga jellegzetes geometriai formái, amelyek az előzőekben felsorolt kritikus viszonyszámokat meghatározzák. E viszonyszámoknak a figyelembe vételével lehet megszerkeszteni a kovácsdarabot a készdarab méretei alapján. A jellegzetes geometriai alakzatok bonyolultsági csoportokba foglalva a DIN szabvány részét képezik. A DIN szabványban alkalmazott csoportosítás alapvetően három fő alakosztályt állapít meg: zömök, körszimmetrikus (tárcsaszerű) éshosszúkás alakú kovácsdarabok.


73 73 A bonyolultsági csoportszám 1. alakosztály: zömök darabok. Ide tartoznak a gömb és a kocka alakú kovácsdarabok, illetve azok, amelyeknek három egymásra merőleges mérete megközelítően azonos, a mellékalakzat pedig nem számottevő méretű. 2. alakosztály: tárcsa alakú darabok. Azok a darabok tartoznak ide, amelyek kör, négyzet, vagy hasonló vetületűek, valamint amelyeknek a metszete kereszt-, vagy H-alakú.
*b, a hosszú darabok kategóriájába az l = (8.")
74 74 A bonyolultsági csoportszám 3. alakosztály: hosszúkás alakú darabok. Ezen a csoporton belül ún. hosszúsági csoportokat állapítottak meg. A rövid darabok kategóriájába az l < 3b, a félhosszú darabok kategóriájába az l = (3...8)*b, a hosszú darabok kategóriájába az l = (8...16)*b, míg a nagyon hosszú darabok kategóriájába az l > 16*b méretarányú darabok tartoznak. A hosszúsági csoport számát a bonyolultsági csoportszámon belül törtvonallal lehet feltüntetni.
75 75 A gépészeti darab tömegének meghatározása A gépészeti darab tömegét kétféleképpen lehet meghatározni. Ha egyszerűbb a darab alakja, akkor olyan geometriai részalakzatokra lehet bontani (pl. hasáb, henger, gömb stb.), amelyek térfogata könnyen számítható, s ezek összegzésével adódik a darab térfogata. A tömeg a darab anyaga sűrűségének ismeretében számolható. A másik módszer alapja a keresztmetszet-diagram elkészítése. Ez úgy történik, hogy a darabot hossza mentén kellő számú részre osztjuk jellemző keresztmetszetei alapján, s az osztás helyén meghatározzuk a metszett szelvény területét. A kiszámolt vagy lemért területeket a hossz mentén koordináta-rendszerben ábrázoljuk. A kapott diagram alatti terület arányos a darab térfogatával.
76 76 Kovácsdarab tervezése Süllyesztékes kovácsdarabok tervezéséhez a német szabványban a DIN 7523 és a DIN 7526 tartalmaz előírásokat. Az előadáson e szabvány szerinti tervezést ismertetjük.
 figyelembe vételével kell meghatározni. Külön figyelemmel kell lenni a megengedett süllyesztékelcsúszásra és a megengedett görbeségre.")
77 77 Forgácsolási hozzáadások megállapítása A kovácsdarabok azon felületei, amelyek forgácsoló megmunkálást igényelnek, megmunkálási hozzáadást kapnak, amit a leválasztandó forgács minimálisan szükséges mennyisége és a megengedett méreteltérés (DIN 7526) figyelembe vételével kell meghatározni. Külön figyelemmel kell lenni a megengedett süllyesztékelcsúszásra és a megengedett görbeségre. Hosszú kovácsdaraboknál, ahol az ütésirány a hossztengelyre merőleges, a megmunkálási hozzáadás a kovácsdarab legnagyobb hosszától és a legnagyobb vastagságától vagy szélességétől függ.

78 78 Fenékvastagság, a falvastagság, a bordaméretek meghatározása a) A fenékvastagság meghatározása A kovácsdarabokon alkalmazott fenékvastagságok csökkentése az anyagfelhasználási együttható értékének és utólagos forgácsolási megmunkálás költségeinek csökkentése miatt indokolt. A fenékvastagság csökkenésével azonban növekszik a fajlagos alakító erő, ami befolyásolja az üregkopást, illetve az alakító eljárásnak és a gépi berendezés nagyságának a megválasztását.

79 79 Fenékvastagság, a falvastagság, a bordaméretek meghatározása b) A falvastagság és a bordaméretek megállapítása Falaknak és bordáknak az olyan hosszúkás részalakzatokat tekintjük, amelyek magasság és vastagság, illetve szélesség viszonya legalább 1,25 : 1. Ha a viszony nő, akkor nagyobb lesz a fajlagos alakító erő is. A bordavég lekerekítésénél az üreg különösen repedésérzékeny, és a bordák tövénél lévő hornyok fokozottabb kopásnak vannak kitéve.

80 80 Az oldalferdeségek meghatározása Azért, hogy a kovácsdarab a süllyesztéküregből kiemelhető legyen, az ütésirányba eső felületeket megfelelő dőléssel kell kiképezni. A szükséges oldalferdeség az alakító eljárástól függően a kovácsdarab alakja és nagysága szerint a belső és a külső felületeken eltérő mértékű. Ha az alkalmazott alakító berendezés kilökő szerkezettel van ellátva, akkor a kovácsdarab oldalferdesége kisebb értékűre választható. Kicsi és könnyű kovácsdarabokon rendszerint nagyobb oldalferdeséget alkalmaznak, mint ami a nehezebb kovácsdarabon szükséges, hogy a darab a sorjázó szerszámba jól behelyezhető legyen. Finoman tagolt kovácsdaraboknál és hosszúkás kovácsdarabok mellékalakzatainál nagyobb belső ferdeség szükséges.
 középpontja a kovácsdarabon")


81 81 Lekerekítések meghatározása a) Élek lekerekítése Az élek lekerekítésénél a sugár (r él ) középpontja a kovácsdarabon belül helyezkedik el. Minél kisebb az élek lekerekítése a kovácsdarabon, annál nagyobb alakító erőre van szükség, hogy az anyagot az adott üregrészbe besajtolja. A feszültségkoncentráció ezeken a helyeken feszültségi repedéseket idézhet elő az üregben.
, ha pedig a sorjacsatorna felé")

82 82 Lekerekítések meghatározása b) Hornyolatok lekerekítése Hornyolatoknál a lekerekítés középpontja a kovácsdarabon kívül helyezkedik el. Ha egy kovácsdarabon ezek a lekerekítések a darab közepe felé irányulnak, akkor belső hornyolatokról (r hb ), ha pedig a sorjacsatorna felé irányulnak, akkor külső hornyolatokról (r hk ) beszélünk. A belső és külső hornyolatok megfelelő kialakításától függ elsősorban az, hogy az alakítás során bekövetkező anyagáramlás a kovácsdarabon semmilyen hibát (becsípődést, gyűrődést, rálapolódást stb.) és az üregben semmilyen meg nem engedett erőteljes kopást ne okozzon.

83 83 A kovácsdarab tömege A kovácsdarabok tömegét a keresztmetszet-diagram segítségével határozzuk meg. A keresztmetszet-diagram precíz, pontos megrajzolása alapvető fontosságú, mert a darab tömegén kívül ennek segítségével határozzuk meg az előgyártmányt, az előalakítás módját és végső soron a kiinduló darab méreteit. A hosszúkás alakú kovácsdarabot az ábra szerint hossza mentén jellemző keresztmetszeteinél elmetsszük, majd a metszetterületeket meghatározzuk. A kiszámolt keresztmetszet-területeket az A-l koordináta-rendszerben ábrázoljuk. A keresztmetszet-diagram alatti terület azonos a kovácsdarab térfogatával. A véges számú metszet miatt a keresztmetszet-diagram szükségszerűen szögletes lesz. Ha a kijelölt metszetek száma túl kevés, akkor ezeket a szögleteket, kiugrásokat lekerekíthetjük úgy, hogy a darab alakjának megfelelően egészítjük ki a keresztmetszet-diagramot.
84 84 A kovácsolási tűrések meghatározása A tűrésekben minden olyan eltérést figyelembe kell venni, amit a süllyesztékszerszám kopása, a sorjamaradék, vagy a különböző mértékű zsugorodás okoz. a) A kovácsolás minősége A DIN szabványban kétféle kovácsolási minőséget különböztetünk meg: F minőség: ez a tűrés a legtöbb felhasználói területen megfelel. Az általában alkalmazott kovácsoló berendezésekkel a szokásos gyártási módszerekkel biztosítani lehet. E minőség: ebbe a csoportba a szűk tűrések tartoznak, amelyeknek a betartásához nagy gyártási ráfordítások szükségesek. Alkalmazását csak ritkán követelik meg. b) Anyagminőségi tényező: Az anyagminőségi tényező azt veszi figyelembe, hogy kovácsoláskor növekvő karbontartalommal és növekvő ötvözőmennyiséggel növekszik a méreteltérés és a szerszámkopás. M1 csoport: a legfeljebb 0,65 % C-t tartalmazó acél, amelyben a Mn, Cr, Ni, Mo, V és W ötvözőelemek összmennyisége nem haladja meg az 5 %-ot. M2 csoport: a 0,65 %-ot meghaladó C-t tartalmazó, vagy összesen 5 %-ot meghaladó ötvözőelemet (Mn, Cr, Ni, Mo, V és W) tartalmazó acél.
85 85 A kovácsolási tűrések meghatározása c) A kovácsdarab bonyolultsága A kovácsdarab bonyolultságát (tagoltságát) az S tényező fejezi ki: a kovácsdarab tömege; a kovácsdarab legnagyobb méretei által meghatározott burkolótest (hasáb vagy henger) tömege. A tűrések fogalmába nemcsak a hossz, szélesség, magasság és vastagság irányú mérettűrések tartoznak, hanem a behajlás és vetemedés kivételével a különböző alakeltérések is. a körkörösségtől való eltérés, a körhengertől való eltérés, a síktól való eltérés, az előírt kontúrtól való eltérés. Ezek az alakeltérések a tűrésekkel megadott határokat nem léphetik túl.
86 86 A kovácsolási tűrések meghatározása A különböző méretekhez tartozó tűrések négy csoportba sorolhatók: 1. a hossz-, szélesség és magasság irányú tűrések, a megengedett elcsúszás, a sorjaszegély és vágási mélység, a furatméretek tűrései. 2. a vastagsági méretek tűrései, a kilökőbélyeg nyoma. 3. görbeség és vetemedés, középtávolságok tűrései. 4. az élek és hornyolatok lekerekítéseinek tűrései, a sorjázási szakáll magassága és szélessége, a felületi hibák mélysége, az oldalak dőlésének tűrései, a homlokfelületi eltérés (tengelyeltérés), az alakítatlan részek tűrései, a vágott végek tűrései.
87 Példa a hossz-, szélesség és magasság irányú tűrések meghatározására Az ábrán jelölt méretek: - a 1 és a 2 vastagsági méret, - b 1 és b 2 szélességi méret, - d 1 és d 2 átmérő, - h 1 és h 2 magassági méret, - l 1 és l 2 hosszúsági méret, - p 1 és p 2 lépcsőzeti méret. A tűrések meghatározásához szabályként kell megemlíteni, hogy általában a mindenkori legnagyobb hossz-, szélesség- és magasságméretet kell felhasználni. A körkeresztmetszetű agyak vagy bemélyedések átmérőjére vonatkozó tűrésekhez a legnagyobb szélességi méretet kell felhasználni. A tűrések meghatározásához a tömeg oszlopból kell kiindulni. Jobbra haladva elérjük az anyagcsoport (M) oszlopát. Ha a kovácsdarab anyaga az M1csoportba tartozik, akkor vízszintesen kell továbbhaladni, ha az M2-be, akkor ferdén lefelé mindaddig, amíg elérjük a tagoltsági oszlopot (S). Az S1 tényező esetén vízszintesen keresztezzük ezt az oszlopot, egyéb esetekben ferdén lefelé haladunk az adott tényező vonaláig, majd innen jobbra haladunk vízszintesen az adott névleges méret oszlopáig, ahol megtaláljuk a tűrést, illetve a megengedett eltérés nagyságát. Segédlet - Melegalakítás 87


88 88 Példa a hossz-, szélesség és magasság irányú tűrések meghatározására
89 89 Tűrések az MSZ szabvány szerint A kovácsdarab valamennyi hosszúsági méretére a darab legnagyobb hosszúságához, valamennyi szélességi méretére a darab legnagyobb szélességéhez, valamennyi magassági méretére a darab legnagyobb magasságához tartozó tűréseket kell alkalmazni.
90 90 A kovácsdarab rajza A kovácsdarab megtervezése a kovácsdarab rajzának (kovácsrajz) elkészítésével fejeződik be. A kovácsdarab rajza műszaki rajz, amelyre a műszaki rajzokra vonatkozó általános szabványos előírások érvényesek. Tartalmaznia kell a szükséges nézeteket, metszeteket, részletkiemeléseket, az osztófelület megjelölését, a méreteket, a tűréseket és az esetleges szöveges előírásokat. A kovácsrajz alapján tervezik a kovácsolás technológiáját, a süllyesztéküreg(ek)et és ez alapján veszi át a megrendelő a kovácsdarabot a gyártótól. A kovácsdarab rajzával kapcsolatos követelményeket az MSZ 7189 szabvány írja elő.
91 91 Süllyesztékes kovácsolási technológia tervezése
92 92 A technológiai tervezés általános alapjai A süllyesztékes kovácsolás technológiájának tervezésekor általában két fő feltételrendszert kell alapul venni: a kívánt minőségű késztermék gyártási feltételei: itt azt kell megvizsgálni, hogy az adott technológiát befolyásoló tényezők milyen értékhatárok között változhatnak anélkül, hogy az előírt minőségi paraméterek a megengedett tűrési tartományból kiessenek; a gazdaságosság biztosításának feltételei: az adott gyártási feladatot befolyásoló paramétereket úgy kell meghatározni, vagy kiválasztani, hogy a gyártás a leggazdaságosabb legyen. A gazdaságos gyártást biztosító technológiai paramétereket a minőség szempontjából lehetséges technológiai paraméterektől való megkülönböztetés érdekében optimális technológiai paramétereknek nevezik. A kovácsolási technológia kidolgozásakor a tervezőnek az elméleti alapok mellett természetesen fel kell használni az üzemi, gyártási tapasztalatokból származó ismereteket is. Az elmélet és a gyakorlat együttes felhasználásával határozható meg a gazdaságossági feltételeket kielégítő technológia.
93 93 A technológiai tervezés általános alapjai A kovácsdarab megtervezését követően a technológiatervezés a következő lépésekből áll: 1.a gyártási módszer meghatározása, 2.az alakító gép megválasztása, 3.a kiinduló darab alakjának és nagyságának meghatározása, 4.az optimális hevítési hőmérséklet megválasztása, 5.a süllyesztékszerszám tervezése, 6.a sorjázás módja, a sorjázó szerszám tervezése, a sorjázó berendezés megválasztása.

94 94 A süllyesztékes kovácsolás gyártási módszerei A süllyesztékes kovácsolást végezhetik egy, vagy több üregben. Az, hogy milyen módszert választunk, több tényezőtől függ: a kovácsdarab alakjától, tömegétől, a rendelkezésre álló gépi berendezésektől, az üzem gépesítési fokától stb. A gyártás lehetséges módszerei: kovácsolás egy üregben, előkovácsolás nélkül, kovácsolás egy üregben, előkovácsolással, kovácsolás egy gépen, több üregben, kovácsolás több gépen, több üregben.

95 95 A kovácsolási módszer megválasztása A kovácsolási módszer meghatározása nemcsak az (elő)alakítás módjának, azaz a kész alak megközelítése módszerének a megválasztását jelenti. A kovácsolási módszer meghatározása alatt a kiinduló darab megválasztását, illetve annak alakítási módját is értjük. Az egyes kovácsolási módszerek meghatározásához nyújt segítséget az ábra, amelyből a kovácsolási módszert a kovácsdarab tömege és hosszúsága alapján lehet kiolvasni. Meg kell azonban jegyezni, hogy az egyes módszerek alkalmazási területét nem lehet mereven szétválasztani egymástól.
96 96 A sorjacsatorna típusának és méreteinek meghatározása Mint a korábbi fejezetekben említettük, az optimális sorjacsatorna méretének meghatározása meglehetősen bonyolult feladat. Általában azonban - legalábbis első közelítésben - megfelelő pontosságú eredményt érhetünk el a következő összefüggés alkalmazásával: ahol h s a sorjahíd magassága, mm; m kd a kovácsdarab tömege, kg.


97 97 Sorjacsatorna típusok kalapácsokon mechanikus sajtókon

98 98 A kiinduló darab alakjának és nagyságának meghatározása A kiinduló darab alakját és méreteit az ún. ideális elméleti előgyártmány alapján határozzuk meg. Az ideális elméleti előgyártmányt a kovácsdarab keresztmetszet-diagramja alapján szerkeszthetjük meg. Az előgyártmány méreteit a kovácsdarab (készüreg) jellemző keresztmetszeteiből és a sorjába futó anyagmennyiségből kell meghatározni. Az előgyártmány valamely szelvényének keresztmetszet-területe: ahol A kd,i a kovácsdarab vonatkozó szelvényének keresztmetszet-területe; A s,i a sorja keresztmetszete.
, mm 3 ; l e az előgyártmány hossza, mm.")
99 99 Az előalakító üregek fajtájának meghatározása Ha meghatározzuk a keresztmetszet-diagram alatti területet, a közepes keresztmetszet (A e,k ) kiszámolható: ahol V e az elméleti előgyártmány térfogata (azaz a keresztmetszet-diagram területe), mm 3 ; l e az előgyártmány hossza, mm. A keresztmetszet-diagramba berajzolt közepes keresztmetszet vonala (vagy az ebből számolt d e,k közepes átmérő) az elméleti előgyártmányt két részre osztja: szár részére és fej részére. A szárrészbe tartoznak a darab mindazon részei, amelyeknek d e,k -nál kisebb az átmérője, fejrészbe pedig azok, amelyeknek átmérője ettől kisebb. Az egy fejrészből és a hozzá tartozó szárrészből álló ideális előgyártmányt elemi kovácsdarabnak nevezzük. Az elméleti előgyártmány(ok) méretei alapján lehet meghatározni az előalakításhoz szükséges előalakító üregek fajtáit.
100 100 Előalakító üregek tervezése nyomóüreg alakítóüreg anyagelosztó üreg nyújtóüreg


101 101 A kész- és a kész előtti üreg tervezése A készüreg alakját a technológiai szempontból helyesen megtervezett kovácsdarab alakja határozza meg. A méretek megállapításakor figyelembe kell venni a süllyesztékben kovácsolt darab lehűlésekor jelentkező zsugorodást és a leégési veszteséget. Munka közben a süllyeszték is felmelegszik, a méretezéskor a darab zsugorodásán kívül ezt is figyelembe kell venni. A zsugorodás mértéke a kovácsolás befejező hőmérsékletétől és az alakított anyag kémiai összetételétől függ. A kész előtti üreg a készüreg kopásának csökkentésére szolgál. Az üreg alakja a készüregéhez hasonló, tehát a végső alak kialakításához szükséges alakváltozás nagy része már ebben megtörténik. A kész előtti üreget - eltérően a készüregtől - sorjacsatorna nem veszi körül, az anyagfelesleg a két süllyesztékfél párhuzamos felületei közé áramlik ki. Az üregtöltés megkönnyítése céljából a kész előtti üreg oldalferdeségei 2-3 -kal nagyobbak a készüregétől, lekerekítési sugarai pedig lényegesen nagyobbak (különösen azokon a helyeken, ahol nagyobb mennyiségű anyagot kell elszorítani).
102 102 Az üregek elhelyezése a süllyesztéktömbben Süllyesztékes kovácsolásnál alapvető követelmény, hogy az alakítás során ható erők ne okozzanak olyan fölösleges járulékos igénybevételeket, amelyek mind a szerszámra, mind az alakító gépre károsak. Ez olyan szerszámszerkesztési módszerrel érhető el, hogy a kovácsdarab és a sorja vetületének együttes súlypontját ráhelyezik a süllyesztékszerszám súlypontjára (a fecskefarok és a rögzítő retesz tengelye metszéspontjára), a szerszámot pedig ezt követően természetesen központosan szerelik a medvére.
103 103 A süllyesztéktömb anyagának megválasztása A süllyesztéktömb anyagának kiválasztásánál egy sokoldalú követelményrendszert kell figyelembe venni: a süllyeszték anyaga legyen kemény, az alakítás során nem szabad deformálódnia, egyúttal legyen szívós is, rugalmassági határa nagy legyen. Legyen kopásálló, szövetszerkezete egyenletes és teljes keresztmetszetében feszültségmentes és legyen jól átedzhető. A süllyesztékek túlnyomó része kovácsolt acélból készül. Kémiai összetételüket illetően nagy eltérések mutatkoznak. Az anyagválasztást gazdaságossági szempontok határozzák meg. Kisebb igénybevételekre, kisszámú és egyszerű alakú darabok kovácsolására jól használhatók a szénacélok. A C-tartalom növekedésével nő szilárdságuk és keménységük, de csökken szívósságuk. A süllyesztékacélok sokoldalú igénybevételének azonban csak az ötvözött acélok tudnak megfelelni. Az ötvözött süllyesztékacélok hő-, kopás- és korrózióálló, nagy keménységű és nagy melegszilárdságú, nagy tartósfolyású acélok. Mechanikai tulajdonságaik hőkezeléssel tág határok között változtathatók.
104 104 A rögzítő elemek méretei A legtöbb süllyesztéktömbön fecskefarkot képeznek ki, amelynek segítségével a süllyesztéket ékekkel erősítik fel. Maga a szerszám a fecskefarok felületén fekszik fel a medvén. Így minél nagyobb a fecskefarok szélessége, annál nagyobb felületen fekszik fel a szerszám és annál kisebb a törés veszélye. A süllyeszték hosszirányú eltolódásának megakadályozására reteszhoronyban fekvő reteszeket alkalmaznak. rögzítőék illesztőretesz
105 A fellépő alakító erő meghatározása Az adott kovácsdarab alakítása során fellépő alakító erők ismerete több szempontból is rendkívül fontos. Egyrészt első közelítésben eszerint választhatunk alakító gépet, másrészt ez alapján ellenőrizzük a süllyesztékszerszám felületét összeütésre, harmadrészt pedig a meghatározott alakítási hőmérséklet és a kiválasztott kalapács összhangját is le kell ellenőrizni. Az alakító erő meghatározásának alapja az alakítási szilárdság kiszámítása. Az alakítási szilárdságot legcélszerűbben a következő összefüggés segítségével határozhatjuk meg: ahol k f az alakítási szilárdság; k f0 a f=0,1, a f pont =10 s -1 és a T = 1000 C értékekhez tartozó alakítási szilárdság; tényező, ami a hőmérséklet hatását veszi figyelembe; az alakváltozás hatását figyelembe vevő tényező; az alakváltozási sebesség hatását figyelembe vevő tényező. A szorzótényezőkben szereplő k f0, A i és m i mennyiségek nagysága elsősorban az acélok kémiai összetételétől függ. Segédlet - Melegalakítás 105

106 A fellépő alakító erő meghatározása A kovácsdarab adott metszetére vonatkozóan a k f ismeretében meghatározhatók a jellemző alakítási ellenállás értékek A sorjaellenállás: ahol k fs a sorjahídban lévő anyag alakítási szilárdsága; b s h s a sorjahíd szélessége; a sorjahíd magassága. Segédlet - Melegalakítás 106
107 A fellépő alakító erő meghatározása A sorjahídban a sorjaellenállás változását lineárisnak tekintjük. Feltételezzük, hogy a sorjahíd belső élére kiszámított fajlagos erő érvényes az üreg teljes szélességére. Erre a fajlagos erőre szuperponáljuk az üregben értelmezhető kisajtoláshoz szükséges alakítási ellenállást: ahol k fü az üregben lévő anyag közepes alakítási szilárdsága; b ü b foly az üreg szélessége; a folyatással töltődő üregrész szélessége. Az üregre vonatkozó közepes alakítási ellenállás (p k ) a feszültségdomb átlagaként értelmezhető, de a gyakorlatban a következő összefüggéssel számolnak. Segédlet - Melegalakítás 107
108 108 A fellépő alakító erő meghatározása Változó keresztmetszetű, hosszúkás alakú kovácsdarabok esetén a darabot hossza mentén jellemző keresztmetszetekre osztjuk fel, és ezekre külön-külön meghatározzuk a közepes alakítási ellenállásokat. Ismerve a részhosszúságokat, az egész darabra vonatkozó átlagos alakítási ellenállást súlyozott átlagszámítással határozhatjuk meg: Az alakító erő: A legnagyobb alakító erő nagy valószínűséggel az utolsó ütésben lép fel. Az ismertetett számítási módszer alkalmazásánál ezért az utolsó ütésben ismerni kell a kf aktuális értékén kívül az alakváltozás és az alakváltozási sebesség nagyságát is. Ehhez olyan tervezési módszerre van szükség, amely biztosítja ezeket az adatokat. Ennek hiányában - üzemi és kísérleti adatok ismeretében - feltételezett, vagy valószínű adatokkal lehet számolni.
109 109 A süllyesztékszerszám rajza
110 110 A süllyesztékszerszám rajza
111 111 Tartalom Melegalakítás és hidegalakítás Szálasodás melegalakítás során A kovácsolás célja Szabadalakító kovácsolás Süllyesztékes kovácsolás célja, jellemzői Együregű süllyesztékes kovácsolás Többüregű süllyesztékes kovácsolás Kovácsdarab tervezési szempontjai
112 112 Erő jellegű alakító gépek Az egyre nagyobb méretű öntött tuskók teljes keresztmetszetben történő átkovácsolása egyre nagyobb méretű, munkavégző képességű kalapácsokat kívánt meg. A nagyméretű kalapácsok ütési energiáját felvevő üllő egyre nagyobb méretű alapozást kívánt meg. Ennek ellenére viszonylag rövid idő alatt a kalapácsok az üllőt egyre jobban bekovácsolták az alapba. Ezt a problémát oldották meg a hidraulikus működésű sajtoló gépek. Ebben az esetben a sajtoló erőt a masszív állványzat veszi fel. Nagyméretű hidraulikus sajtók alkalmazásával lehetővé vált a nagyméretű tuskók teljes keresztmetszetben történő átmunkálása. A sajtók jellemző adata az általa kifejthető alakítóerő. A hidraulikus sajtókat négyállványos, kétállványos vagy zártkeretes kivitelben építik. A hidraulikus sajtóknak a kalapácsokkal összevetve több előnyük is van: az alakító erő a sajtó zárt keretét veszi igénybe, az alapozást csak a gép önsúlya terheli; a kisebb alakítási sebesség (0,1...2 m/s) következtében kisebb az alakítási szilárdság, így azonos alakváltozás kisebb erővel valósítható meg, mint kalapácsokon; egyszerűbb és kevésbé balesetveszélyes a gép kiszolgálása, működtetése.


113 113 Erő jellegű alakító gépek Hidraulikus sajtó
114 114 Úttól függő alakító gépek A süllyesztékes kovácsolás céljaira épített különleges forgattyús sajtók Maximasajtó néven ismertek. Nagypontosságú többüreges süllyesztékes kovácsolásra, vagy más gépen előállított kovácsdarabok meleg kalibrálására használják. A Maxima sajtók nagy termelékenységgel és igen pontos magassági megmunkálással rendelkeznek. A medve alsó holtponti helyzete mindig azonos. A sajtó főtengelye excenteres, amit egy általában pneumatikus kuplungon keresztül villanymotor hajt. A főtengely végén lévő nagy átmérőjű fogaskerék betölti a lendítőkerék szerepét is. Egy egy fordulat megtétele után a főtengely felső holtpontban való megállítását a fékrendszer biztosítja. A két süllyesztékfél zárásának mértékét a menetes orsóval mozgatható állító ék segítségével végzik. Maxima sajtókon a zárt sorjacsatorna helyett a nyitott sorjacsatorna használatos.

115 115 Maxima sajtó
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Seite 1. Képlékenyalakítás 12. előadás. Képlékenyalakítás. Kovácsolás. A kovácsolás jellemzői. Kovácsolás, süllyesztékes alakító eljárások
 12. előadás Kovácsolás, süllyesztékes alakító eljárások Prof. Dr. Tisza Miklós 1 Kovácsolás A kovácsolás olyan» hideg-, vagy» meleg térfogatalakító eljárás, amelyet» szabadon (az alak határolása nélkül),
12. előadás Kovácsolás, süllyesztékes alakító eljárások Prof. Dr. Tisza Miklós 1 Kovácsolás A kovácsolás olyan» hideg-, vagy» meleg térfogatalakító eljárás, amelyet» szabadon (az alak határolása nélkül),
KOVÁCSOLÁS TECHNOLÓGIÁJA
 KOVÁCSOLÁS TECHNOLÓGIÁJA ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
KOVÁCSOLÁS TECHNOLÓGIÁJA ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE. Házi Feladat. Süllyesztékes kovácsolás
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Hőkezelő technológia tervezése
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Hőkezelő technológia tervezése Hőkezelés és hegesztés II. című tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Feladat: Tervezze
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN
 KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN KOHÓMÉRNÖK MESTERKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN KOHÓMÉRNÖK MESTERKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
www.menet-szerszam.hu MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.)
") Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
Sebesség, előtolás, és kenés MENETFÚRÓ HASZNOS TÁBLÁZATOK (SEBESSÉG, ELŐFÚRÓ, STB.) A menetfúrás sebessége számos tényezőn alapul: a) A menetemelkedés b) Megmunkált anyag c) Furat mélység d) Furat típusa:
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári)
") 2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
03 Előgyártmány választás
 Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
isd dunaferr termékkatalógus
 isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
isd dunaferr termékkatalógus HIDEGEN HAJLÍTOTT IDOMACÉL TERMÉKEK A hidegen hajlított idomacélokat folyamatos görgős hajlítással állítjuk elő, tekercselt hasított szalagokból, az egymás mögé épített állványokba
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
ACÉLSZERKEZETEK GYÁRTÁSA 3.
 SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
SZÉCHNYI ISTVÁN GYTM SZRKZTÉPÍTÉS II. lőadó: Dr. Bukovics Ádám ACÉLSZRKZTK GYÁRTÁSA 3. Az előadás anyagának elkészítésénél nagy segítséget kaptam a HO-RA Kft.- től. Külön köszönet Szili Lászlónak, Kiss
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
2011.11.08. 7. előadás Falszerkezetek
 2011.11.08. 7. előadás Falszerkezetek Falazott szerkezetek: MSZ EN 1996 (Eurocode 6) 1-1. rész: Az épületekre vonatkozó általános szabályok. Falazott szerkezetek vasalással és vasalás nélkül 1-2. rész:
2011.11.08. 7. előadás Falszerkezetek Falazott szerkezetek: MSZ EN 1996 (Eurocode 6) 1-1. rész: Az épületekre vonatkozó általános szabályok. Falazott szerkezetek vasalással és vasalás nélkül 1-2. rész:
Segédlet a gördülőcsapágyak számításához
 Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
D I P L O M A M U N K A
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Szerszámgépek Intézeti Tanszéke Anyagszerkezettani és Anyagtechnológiai Intézet Szám: SZG-2013/14-2-04M. Gépészmérnök Mesterszak (MSc) CAD/CAM Szakirány
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Szerszámgépek Intézeti Tanszéke Anyagszerkezettani és Anyagtechnológiai Intézet Szám: SZG-2013/14-2-04M. Gépészmérnök Mesterszak (MSc) CAD/CAM Szakirány
Ajánlott szakmai jellegű feladatok
 Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Ajánlott szakmai jellegű feladatok A feladatok szakmai jellegűek, alkalmazásuk mindenképpen a tanulók motiválását szolgálja. Segít abban, hogy a tanulók a tanultak alkalmazhatóságát meglássák. Értsék meg,
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
A= a keresztmetszeti felület cm 2 ɣ = biztonsági tényező
 Statika méretezés Húzás nyomás: Amennyiben a keresztmetszetre húzó-, vagy nyomóerő hat, akkor normálfeszültség (húzó-, vagy nyomó feszültség) keletkezik. Jele: σ. A feszültség: = ɣ Fajlagos alakváltozás:
Statika méretezés Húzás nyomás: Amennyiben a keresztmetszetre húzó-, vagy nyomóerő hat, akkor normálfeszültség (húzó-, vagy nyomó feszültség) keletkezik. Jele: σ. A feszültség: = ɣ Fajlagos alakváltozás:
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák.
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Méretlánc átrendezés elmélete
 1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
Acélszerkezetek gyártása
 Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Orbitool Sorjázó szerszám
 Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Orbitool Sorjázó szerszám HASZNÁLATI ÚTMUTATÓ ÜZEMELTETÉSI LEÍRÁS MANUEL D INSTALLATION ET DE SERVICE ISTRUZONI PER L USO Magyar Tartalomjegyzék Oldal 1. Általános ismertető... 3 2. Biztonsági útmutató...
Fém megmunkálás. Alapanyag. Térfogat- és lemezalakítások. Porkohászat. Öntészet homokba öntés, preciziós öntés kokilla öntés. fémporok feldolgozása
 Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Mit nevezünk nehézségi erőnek?
 Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
Mit nevezünk nehézségi erőnek? Azt az erőt, amelynek hatására a szabadon eső testek g (gravitációs) gyorsulással esnek a vonzó test centruma felé, nevezzük nehézségi erőnek. F neh = m g Mi a súly? Azt
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
1. feladat. CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak
 1. feladat CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak Vetületek képzése, alkatrészrajz készítése (formátum: A4) Készítse el a gyakorlatvezető által kiadott,
1. feladat CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak Vetületek képzése, alkatrészrajz készítése (formátum: A4) Készítse el a gyakorlatvezető által kiadott,
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához
 Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Tűrések. 12. előadás
 Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Golyós hüvely Raktári program
 Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
ALAKÍTÁSTECHNOLÓGIAI GYAKORLAT II.
 ALAKÍTÁSTECHNOLÓGIAI GYAKORLAT II. ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI,
ALAKÍTÁSTECHNOLÓGIAI GYAKORLAT II. ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI,
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
HELYI TANTERV. Mechanika
 HELYI TANTERV Mechanika Bevezető A mechanika tantárgy tanításának célja, hogy fejlessze a tanulók logikai készségét, alapozza meg a szakmai tantárgyak feldolgozását. A tanulók tanulási folyamata fejlessze
HELYI TANTERV Mechanika Bevezető A mechanika tantárgy tanításának célja, hogy fejlessze a tanulók logikai készségét, alapozza meg a szakmai tantárgyak feldolgozását. A tanulók tanulási folyamata fejlessze
W = F s A munka származtatott, előjeles skalármennyiség.
 Ha az erő és az elmozdulás egymásra merőleges, akkor fizikai értelemben nem történik munkavégzés. Pl.: ha egy táskát függőlegesen tartunk, és úgy sétálunk, akkor sem a tartóerő, sem a nehézségi erő nem
Ha az erő és az elmozdulás egymásra merőleges, akkor fizikai értelemben nem történik munkavégzés. Pl.: ha egy táskát függőlegesen tartunk, és úgy sétálunk, akkor sem a tartóerő, sem a nehézségi erő nem
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla palotasb@mail.duf.hu Készült: Dr. Krállics György (BME,
Hegeszthetőség és hegesztett kötések vizsgálata
 Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Hegeszthetőség és hegesztett kötések vizsgálata A világhálón talált és onnan letöltött anyag alapján 1 Kötési módok áttekintése 2 Mi a hegesztés? Két fém között hő hatással vagy erőhatással vagy mindkettővel
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A II. kategória Fizika OKTV mérési feladatainak megoldása
 Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Nyomaték (x 0 Nm) O k t a t á si Hivatal A II. kategória Fizika OKTV mérési feladatainak megoldása./ A mágnes-gyűrűket a feladatban meghatározott sorrendbe és helyre rögzítve az alábbi táblázatban feltüntetett
Méretlánc átrendezés a gyakorlatban
 Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
ÍRÁSBELI FELADAT MEGOLDÁSA
 34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
34 521 06-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 34 521 06 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Gépészeti
Asztalok gyorsan, méretre
 Asztalok gyorsan, méretre Bár a bútorüzletekben elég sokféle asztal közül lehet választani, ám a méretük adott, és a szín sem mindig passzol a meglévő berendezéshez. Akinek ettől eltérő az igénye, más
Asztalok gyorsan, méretre Bár a bútorüzletekben elég sokféle asztal közül lehet választani, ám a méretük adott, és a szín sem mindig passzol a meglévő berendezéshez. Akinek ettől eltérő az igénye, más
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
016. OKTÓBER KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 016. OKTÓBER 1. feladat Témakör: Közlekedési ismeretek Milyen találmány fűződik John
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
FAIPARI ALAPISMERETEK
 052 É RETTSÉGI VIZSGA 2005. október 24. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 052 2 / 5 . Szélesbítő toldás,
052 É RETTSÉGI VIZSGA 2005. október 24. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI MINISZTÉRIUM I. írásbeli vizsga 052 2 / 5 . Szélesbítő toldás,
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
Vízszintes kitűzések. 1-3. gyakorlat: Vízszintes kitűzések
 Vízszintes kitűzések A vízszintes kitűzések végrehajtása során általában nem találkozunk bonyolult számítási feladatokkal. A kitűzési munka nehézségeit elsősorban a kedvezőtlen munkakörülmények okozzák,
Vízszintes kitűzések A vízszintes kitűzések végrehajtása során általában nem találkozunk bonyolult számítási feladatokkal. A kitűzési munka nehézségeit elsősorban a kedvezőtlen munkakörülmények okozzák,
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI. Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.*
 FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
FELÜLETI VIZSGÁLATOK ÉRZÉKENYSÉGI SZINTJEI Szűcs Pál, okl. fizikus R.U.M. TESTING Kft.* Az EN sorozatú szabványok megjelenésével megváltozott a szemrevételezéses vizsgálat (VT) feladata. Amíg korábban
Vasbeton tartók méretezése hajlításra
 Vasbeton tartók méretezése hajlításra Képlékenység-tani méretezés: A vasbeton keresztmetszet teherbírásának számításánál a III. feszültségi állapotot vesszük alapul, amelyre az jellemző, hogy a hajlításból
Vasbeton tartók méretezése hajlításra Képlékenység-tani méretezés: A vasbeton keresztmetszet teherbírásának számításánál a III. feszültségi állapotot vesszük alapul, amelyre az jellemző, hogy a hajlításból
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak
 BSC szak") Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
FAIPARI ALAPISMERETEK
 Faipari alapismeretek középszint 1521 ÉRETTSÉGI VIZSGA 2016. október 17. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Faipari alapismeretek középszint 1521 ÉRETTSÉGI VIZSGA 2016. október 17. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
KULCS SZERKESZTÉS-TKK-2016
 KULCS SZERKESZTÉS-TKK-2016 1. A termelés alapjául szolgáló ötletek átalakítását projektre: 2 a) tervezésnek b) szerkesztésnek nevezzük. 2. A hasznossági fok a tervezési munka folyamán a következő mutatja:
KULCS SZERKESZTÉS-TKK-2016 1. A termelés alapjául szolgáló ötletek átalakítását projektre: 2 a) tervezésnek b) szerkesztésnek nevezzük. 2. A hasznossági fok a tervezési munka folyamán a következő mutatja:
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet
 Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
Vasbetonszerkezetek II. Vasbeton lemezek Rugalmas lemezelmélet 2. előadás A rugalmas lemezelmélet alapfeltevései A lemez anyaga homogén, izotróp, lineárisan rugalmas (Hooke törvény); A terheletlen állapotban
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor
 Dr. Kausay Tibor") Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Ütőmunka meghatározása acél próbatesten, Charpy-kalapáccsal, amely ingás ütő-hajlítómű (Charpyinga) Dr. Kausay Tibor Dr. Kausay Tibor 1 Charpy-kalapács, 10 m kp = 100 J legnagyobb ütőenergiával A vizsgálatot
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való