2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
|
|
|
- Eszter Adél Sipos
- 9 évvel ezelőtt
- Látták:
Átírás
1 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: / Budapest Universityof Technology and Economics Járműgyártás és -javítás Tanszék Bemenő jellemzők A FORG. FOLYAMAT Kimenő jellemzők Rendszer jellemzők -gép -szerszám Beállítási értékek -sebesség -előtolás Folyamat jellemzők -erő, teljesítmény -hőmérséklet Folyamat eredménye -mdb. méret, alak -készülék -fogásmélység -rezgések -érdesség -nyersdarab -anyag -hűtés -akusztikus emisszió -felületi réteg -geom. útinformációk -szerszám -gép, készülék 2 1

2 használhatóság vége, törés bekopás lineáris kopás katasztrofális kopás Degresszív Progresszív IDŐ 3 Kopásfajták Összkopás Diffúziós Abrazív Oxidációs Kopásformák - Hátkopás - Kráteres kopás - Fésűs kopás - Szélkopás (sarokkopás) Adhéziós (felhegedéses) Forg. sebesség (hő) - Kimorzsolódás - Kitöredezés - Plasztikus deform. - Törés 4 2
 Forg.")
3 B C D Abrazív Diffúziós Oxidációs Hatások: A Mechanikai B Hő C Kémiai D Abrazív Fáradásos Adhéziós 5 Hátkopás Szélkopás Kráteres kopás Fésűs kopás forrás: Coromant 6 3

4 Kitöredezés háton Plasztikus deformáció Kitöredezés csúcson forrás: Coromant 7 VB hátkopás KT krátermélység KB kráter szélesség KM kráter középtávolság KL kráter széle a főéltől VB max maximális hátkopás 8 4

5 Kopás az idő függvényében: 9 VB VB MEG Kopások Domináns kopás Megengedett kopás v 1 > v 2 > v 3 ÉLTARTAM KRITÉRIUM kritikus kopás T (lg) (min) T 3 T 2 T 1 α m=tgα T 1 T 2 T 3 t (IDŐ) Élanyag mdb anyag Élgeometria állandó f, a - ÉLTARTAM v 3 v 2 v 1 C TAYLOR EGYENLET v T m = C v (lg) (m/min) 10 5
 (m/min) 10")
6 T (lg) T (lg) T (lg) acél Al-Si Mg CA v (lg) HS S HW v (lg) öv v (lg) T (lg) BŐVÍTETT TAYLOR EGYENLET v = C v b xv h y v T m v (lg) ÉLTARTAM 11 NAGYOBB KÍSÉRLETI RÁFORDÍTÁS NAGYOBB ISMÉTLÉSI PONTOSSÁG NAGYOBB SZÓRÁSTARTOMÁNY ÉLTARTAM 12 6

7 Adatok a Taylor egyenlethez: a=1 mm f=0,1 mm VB MEG =0,4 ÉLTARTAM Forrás:TÖNSCHOFF 13 - Munkadarab anyagának hatása az éltartamra Rm [n/mm2] Korrekció: 1,69 1 0,81 Felület: kérges, revés korr: 0,7-1,0 - Szerszám - Élanyag - Élgeometria - Szerszámgép - Teljesítmény - Állapot (dinamikai tulajdonságok) - Beállíthatóság ÉLTARTAMOT BEFOLYÁSOLÓ TÉNYEZŐK 14 7
 - Beállíthatóság ÉLTARTAMOT BEFOLYÁSOLÓ")
 1 m K G dk dv = 0 v K OPT t cs szerszám csere idő GAZDASÁGOS ÉLTARTAM K SZ T KOPT =( 1)(t cs + ) m Taylor -")
8 ÉLTARTAMOT BEFOLYÁSOLÓ TÉNYEZŐK 15 Költség K K min db költség Szerszámhoz kötődő költség (K SZ ) V kopt Géphez kötődő költségek (K G ) Állandó költségek V K = F(v) 1 m K G dk dv = 0 v K OPT t cs szerszám csere idő GAZDASÁGOS ÉLTARTAM K SZ T KOPT =( 1)(t cs + ) m Taylor - kitevő 16 8
(t cs + ) m Taylor -")
9 P MAX P produktivitás (termelékenység) t cs szerszám csere idő m Taylor - kitevő V POPT V T POPT =( 1 m 1) t cs TERMELÉKENY ÉLTARTAM 17 Forgácsolási adatok meghatározása szükséges - Művelet tervezéséhez - Szerszám tervezéséhez - Normaidő képzéséhez - NC / CNC programozáshoz Technológiai folyamat optimalizálásához! 18 9

10 Technológiai adatok meghatározása Ki? - Gépkezelő - Gépkezelő/technológus - Technológus Tech. adat meghat. ráfordítás Nyereség tech. adat meghatból Hogyan? - Saját tapasztalat - Általános irányérték táblázatok - Üzem irányérték táblázatok - Kézi optimálás - Számítógépes optimálás 19 Gyártási összköltség: 20 10

11 21 Beállítható technológiai adatok Fogásmélység (a) Előtolás (f) Forgács keresztmetszet (A) Korlátok Megengedett forgács szélesség Megengedett forgács vastagság Forgácsolási sebesség (V c ) Szerszám Min. fogásmélység Min. forgács vastagság (tekintettel χ-ra) Megengedett forgácsolási erő A mdb anyag-élanyag kombinációhoz tartozó kopás egyenlet érvényességi tartománya Mdb anyaga Gép Munkadarab Legkisebb fogásmélység Rezgés határ Adott ráhagyás Megfelelő forgács alak kritériuma Max. előtolás Érdesség Max. nyomaték Max. teljesítm. Forgácsolási seb. Gép stabilitása Mdb. stabilitása Max. teljesítmény Max. fordszám Min. fordszám Forgácsolási hossz VDI SZERINT 22 11

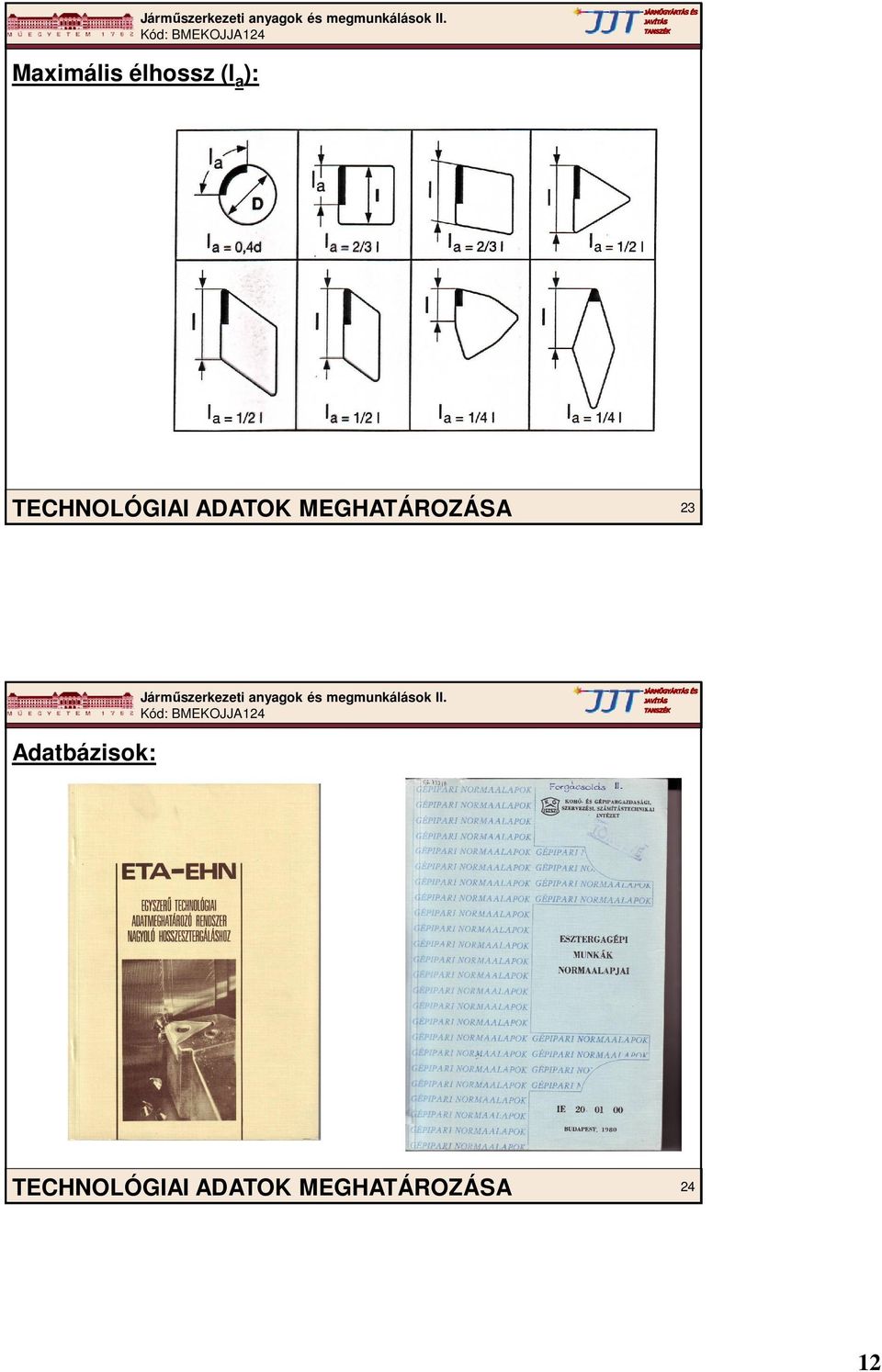
12 Maximális élhossz (l a ): 23 Adatbázisok: 24 12
13 Adatbázisok: 25 Segédeszközök: 26 13

14 Segédeszközök: 27 Segédeszközök: 28 14

15 CÉLSZÁMÍTÓGÉPEK 29 CÉLSZÁMÍTÓGÉPEK 30 15
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Jármőszerkezeti anyagok és megmunkálások II. Kopás, éltartam. Dr. Szmejkál Attila Dr. Ozsváth Péter
 Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
Kopás, éltartam Dr. Szmejkál Attila Dr. Ozsváth Péter Budapesti Mőszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Jármőgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2. Zép. 608. e-mail:
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
Forgácsolási paraméterek meghatározása Mikó Balázs, E ép. II. 7.
 orgácsolási paraméterek meghatározása 1 orgácsolási paraméterek meghatározása Mikó Balázs, E ép. II. 7. a [mm] : ogásmélység [mm/ord] : elõtolás n [1/min] : ordulatszám v [m/min] : orgácsolási sebesség
orgácsolási paraméterek meghatározása 1 orgácsolási paraméterek meghatározása Mikó Balázs, E ép. II. 7. a [mm] : ogásmélység [mm/ord] : elõtolás n [1/min] : ordulatszám v [m/min] : orgácsolási sebesség
Seite 1. Térfogatalakító eljárások. Zömítés. Térfogatalakító eljárások. Prof. Dr. Tisza Miklós Miskolci Egyetem
 10. előad adás Térfogatalakító eljárások Prof. Dr. Tisza Miklós 1 Térfogatalakító eljárások A térfogatalakító eljárások definíciója olyan képlékenyalakító eljárások, amelyeknél» az alakváltozó zóna egy
10. előad adás Térfogatalakító eljárások Prof. Dr. Tisza Miklós 1 Térfogatalakító eljárások A térfogatalakító eljárások definíciója olyan képlékenyalakító eljárások, amelyeknél» az alakváltozó zóna egy
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Finomfelületi megmunkálás
 2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
2011. tavaszi félév Finomfelületi megmunkálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL
 KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
KÜLSŐ HENGERES FELÜLET ÉLETTARTAM-NÖVELŐ MEGMUNKÁLÁSA A FELÜLETI RÉTEG TÖMÖRÍTÉSÉVEL 7.1. Tartósságnövelő megmunkálások Gépek működésekor a legtöbb igénybevétel elsősorban a gépelemek felületét vagy bizonyos
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012.
 Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
Munkavédelmi mérnökasszisztens Galla Jánosné, 2012. 1 Hossz- és szögmérés A hosszméréstechnika alaptételei Mérési segédeszközök Egyszerű hosszmérő eszközök Szögmérés 2 Felosztásuk történhet metrológiai
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Hidraulika. 5. előadás
 Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Hidraulika 5. előadás Automatizálás technika alapjai Hidraulika I. előadás Farkas Zsolt BME GT3 2014 1 Hidraulikus energiaátvitel 1. Előnyök kisméretű elemek alkalmazásával nagy erők átvitele, azaz a teljesítménysűrűség
Méréstechnika 5. Galla Jánosné 2014
 Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
Méréstechnika 5. Galla Jánosné 014 A mérési hiba (error) a mérendő mennyiség értékének és a mérendő mennyiség referencia értékének különbsége: ahol: H i = x i x ref H i - a mérési hiba; x i - a mért érték;
10. OPTIMÁLÁSI LEHETŐSÉGEK A MŰVELET-ELEMEK TERVEZÉSEKOR
 10. OPIMÁLÁSI LEHEŐSÉGEK A MŰVELE-ELEMEK ERVEZÉSEKOR A technológiai terezés ezen szintén a fő feladatok a köetkezők: a forgácsolási paraméterek meghatározása, a szerszám mozgásciklusok (üresárati, munkautak)
10. OPIMÁLÁSI LEHEŐSÉGEK A MŰVELE-ELEMEK ERVEZÉSEKOR A technológiai terezés ezen szintén a fő feladatok a köetkezők: a forgácsolási paraméterek meghatározása, a szerszám mozgásciklusok (üresárati, munkautak)
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
2/36. 33 521 08 1000 00 00 Szerszámkészítő Szerszámkészítő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/10. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A.11. Nyomott rudak. A.11.1. Bevezetés
 A.. Nyomott rudak A... Bevezetés A nyomott szerkezeti elem fogalmat általában olyan szerkezeti elemek jelölésére használjuk, amelyekre csak tengelyirányú nyomóerő hat. Ez lehet speciális terhelésű oszlop,
A.. Nyomott rudak A... Bevezetés A nyomott szerkezeti elem fogalmat általában olyan szerkezeti elemek jelölésére használjuk, amelyekre csak tengelyirányú nyomóerő hat. Ez lehet speciális terhelésű oszlop,
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
Hajlított vasbeton keresztmetszet ellenőrzése III. feszültségi állapotban
 Hajlított vasbeton keresztmetszet ellenőrzése III. feszültségi állapotban /Határnyomaték számítás/ 4. előadás A számítást III. feszültségi állapotban végezzük. A számításokban feltételezzük, hogy: -a rúd
Hajlított vasbeton keresztmetszet ellenőrzése III. feszültségi állapotban /Határnyomaték számítás/ 4. előadás A számítást III. feszültségi állapotban végezzük. A számításokban feltételezzük, hogy: -a rúd
Oktatási segédlet. Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra. Dr. Jármai Károly.
 Oktatási segédlet Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra a Létesítmények acélszerkezetei tárgy hallgatóinak Dr. Jármai Károly Miskolci Egyetem 013 1 Acél- és alumínium-szerkezetek
Oktatási segédlet Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra a Létesítmények acélszerkezetei tárgy hallgatóinak Dr. Jármai Károly Miskolci Egyetem 013 1 Acél- és alumínium-szerkezetek
1.9. A forgácsoló szerszámok éltartama
 1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
1. oldal, összesen: 8 1.9. A forgácsoló szerszámok éltartama A forgácsoló szerszámok eredeti szabályos mértani alakjukat bizonyos ideig tartó forgácsolás után elvesztik. Ilyenkor a szerszámokat újra kell
AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA LEMEZALAKÍTÓ ELJÁRÁSOK
 AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA 3. előadás LEMEZALAKÍTÓ ELJÁRÁSOK Dr. Rácz Pál egyetemi docens Budapest 2011. Lemezalakító eljárások Lemezalakításnak az olyan képlékenyalakító eljárásokat nevezzük, amelyeknél
AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA 3. előadás LEMEZALAKÍTÓ ELJÁRÁSOK Dr. Rácz Pál egyetemi docens Budapest 2011. Lemezalakító eljárások Lemezalakításnak az olyan képlékenyalakító eljárásokat nevezzük, amelyeknél
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
4.4 Oszlop- és pillérzsaluzó elemek. 4.5 Koszorúelemek. 5. Tartószerkezeti tervezési szabályok: statika
 c./redônykávás áthidalók A rednykávás FABETON áthidaló homogén keresztmetszetû, így biztosítja a redôny mögötti faltest hôhídmentességét. Statikai szempontból önhordó, kéttámaszú gerendaként viselkedik,
c./redônykávás áthidalók A rednykávás FABETON áthidaló homogén keresztmetszetû, így biztosítja a redôny mögötti faltest hôhídmentességét. Statikai szempontból önhordó, kéttámaszú gerendaként viselkedik,
FOLYADÉKOK ÉS GÁZOK MECHANIKAI TULAJDONSÁGAI
 FOLYADÉKOK ÉS GÁZOK MECHANIKAI TULAJDONSÁGAI A gázok és gzök egyharmad hangsebesség alatti áramlása nem mutat eltérést a folyadékok áramlásánál. Emiatt nem mindig szükséges a kétféle halmazállaot megkülönböztetése.
FOLYADÉKOK ÉS GÁZOK MECHANIKAI TULAJDONSÁGAI A gázok és gzök egyharmad hangsebesség alatti áramlása nem mutat eltérést a folyadékok áramlásánál. Emiatt nem mindig szükséges a kétféle halmazállaot megkülönböztetése.


HEGESZTÉS BIZTONSÁGTECHNIKÁJA. Készítette: Bujnóczki Tibor Lezárva: 2005. március 1.
 HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 HEGESZTŐ KÉSZÜLÉKEK Munkadarabok rögzítése Kivágódás veszély (vetemedés) Zúzódásveszély Helyzetmeghatározás: -3 pont
HEGESZTÉS BIZTONSÁGTECHNIKÁJA Készítette: Bujnóczki Tibor Lezárva: 2005. március 1. 1 HEGESZTŐ KÉSZÜLÉKEK Munkadarabok rögzítése Kivágódás veszély (vetemedés) Zúzódásveszély Helyzetmeghatározás: -3 pont
9. A FORGÁCSOLÁSTECHNOLÓGIAI TERVEZŐ-RENDSZER FUNKCIONÁLIS STRUKTÚRÁJA
 9. A FORGÁCSOLÁSTECHNOLÓGIAI TERVEZŐ-RENDSZER FUNKCIONÁLIS STRUKTÚRÁJA Egy-egy konkrét forgácsolástechnológiai tervezőrendszer saját, a fejlesztő által megfogalmazott struktúrát testesít meg. Az itt tárgyalt
9. A FORGÁCSOLÁSTECHNOLÓGIAI TERVEZŐ-RENDSZER FUNKCIONÁLIS STRUKTÚRÁJA Egy-egy konkrét forgácsolástechnológiai tervezőrendszer saját, a fejlesztő által megfogalmazott struktúrát testesít meg. Az itt tárgyalt
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
HEGTOLDATOS KARIMA GYÁRTÁS
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR VEGYIPARI GÉPEK TANSZÉKE HEGTOLDATOS KARIMA GYÁRTÁS KÉSZÍTETTE: Jákob László KONZULENS: Bokros István mérnöktanár Miskolc, 2012 Tartalomjegyzék 1. Bevezetés...
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
CNC - hosszautomata --------------------------- CNC - automata ---------------------------
 CNC - hosszautomata --------------------------- CNC - automata --------------------------- A termelőgépek Az optimum műszaki színvonalban és árban A legjobb áron a legjobb tech- attraktív árral, hanem
CNC - hosszautomata --------------------------- CNC - automata --------------------------- A termelőgépek Az optimum műszaki színvonalban és árban A legjobb áron a legjobb tech- attraktív árral, hanem
EGYENLETEK, EGYENLŐTLENSÉGEK, EGYENLETRENDSZEREK
 X. Témakör: feladatok 1 Huszk@ Jenő X.TÉMAKÖR EGYENLETEK, EGYENLŐTLENSÉGEK, EGYENLETRENDSZEREK Téma Egyenletek, egyenlőtlenségek grafikus megoldása Egyszerűbb modellalkotást igénylő, elsőfokú egyenletre
X. Témakör: feladatok 1 Huszk@ Jenő X.TÉMAKÖR EGYENLETEK, EGYENLŐTLENSÉGEK, EGYENLETRENDSZEREK Téma Egyenletek, egyenlőtlenségek grafikus megoldása Egyszerűbb modellalkotást igénylő, elsőfokú egyenletre
Termelési logisztikai rendszerek tervezése-fejlesztése
 Termelési logisztikai rendszerek tervezése-fejlesztése Fejlesztés-tervezés színterei Meglévő, működő rendszerek jellemzőinek értékelése, intenzifikálása Új termelési logisztikai rendszer tervezése Termelési
Termelési logisztikai rendszerek tervezése-fejlesztése Fejlesztés-tervezés színterei Meglévő, működő rendszerek jellemzőinek értékelése, intenzifikálása Új termelési logisztikai rendszer tervezése Termelési
Tartószerkezetek IV. 2014/2015 I. félév. Előadás /2 2014. szeptember 12., péntek, 9 50-11 30, B-1 terem
 Előadás /2 2014. szeptember 12., péntek, 9 50-11 30, B-1 terem Tetőszerkezetek I. Másodlagos tetőszerkezeti elemek tervezése Rácsos gerendatartók kialakítása és méretezése (3. előadás) Papp Ferenc Ph.D.
Előadás /2 2014. szeptember 12., péntek, 9 50-11 30, B-1 terem Tetőszerkezetek I. Másodlagos tetőszerkezeti elemek tervezése Rácsos gerendatartók kialakítása és méretezése (3. előadás) Papp Ferenc Ph.D.
Alumínium és ötvözeteinek hegesztése
 Budapesti Műszaki és Gazdaságtudományi Egyetem Alumínium és ötvözeteinek hegesztése Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1
Budapesti Műszaki és Gazdaságtudományi Egyetem Alumínium és ötvözeteinek hegesztése Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hegesztés előadások Szerző: dr. Palotás Béla 1
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
Használhatósági határállapotok
 Használhatósági határállapotok Repedéstágasság ellenőrzése Alakváltozás ellenőrzése 10. előadás Definíciók Határállapot: A tartószerkezet olyan állapotai, amelyeken túl már nem teljesülnek a vonatkozó
Használhatósági határállapotok Repedéstágasság ellenőrzése Alakváltozás ellenőrzése 10. előadás Definíciók Határállapot: A tartószerkezet olyan állapotai, amelyeken túl már nem teljesülnek a vonatkozó
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi forgácsoló Tájékoztató
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK
 B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
B FEJEZET FURATMEGMUNKÁLÓ SZERSZÁMOK Központfúrók, NC központfúrók B 7 Hengeresszárú gyorsacél csigafúrók B 7 Kúposszárú gyorsacél csigafúrók B Keményfém és keményfémlapkás csigafúrók B Felfúrók, süllyesztõk,
Megmunkálások. Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Megmunkálás típusa: Nemesített/edzett állapot: régen ma
 KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
KEMÉNYMEGMUNKÁLÁS Megmunkálások Megmunkálás típusa: Lágy/nemesített állapot: régen ma Nemesített/edzett állapot: régen ma Köszörülés: Szikra-forgácsolás: Marás: Fúrás: Menetmegmunkálás: Mi az a HX megmunkálás?
TBS Nagy fejű csavar Szénacél fehér horganyzással
 TBS Nagy fejű csavar Szénacél fehér horganyzással ETA 11/0030 CSOMAGOLÁS Doboz + Ce papír + bit SPECIÁLIS ACÉL nagy rugalmasságú acél (lehetővé teszi a fa mozgását) és nagy ellenállású (f y,k = 1000 n/mm
TBS Nagy fejű csavar Szénacél fehér horganyzással ETA 11/0030 CSOMAGOLÁS Doboz + Ce papír + bit SPECIÁLIS ACÉL nagy rugalmasságú acél (lehetővé teszi a fa mozgását) és nagy ellenállású (f y,k = 1000 n/mm
Acélszerkezetek. 2. előadás 2012.02.17.
 Acélszerkezetek 2. előadás 2012.02.17. Méretezési eladat Tervezés: új eladat Keresztmetszeti méretek, szerkezet, kapcsolatok a tervező által meghatározandóak Gazdasági, műszaki, esztétikai érdekek Ellenőrzés:
Acélszerkezetek 2. előadás 2012.02.17. Méretezési eladat Tervezés: új eladat Keresztmetszeti méretek, szerkezet, kapcsolatok a tervező által meghatározandóak Gazdasági, műszaki, esztétikai érdekek Ellenőrzés:
SVERKER 21 hidegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
SZERSZÁMACÉL ISMERTETÕ SVERKER 21 hidegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärti-gen Wissensstand und vermitteln nur
Álpadló rendszer 2. F 175 2006/08. Knauf Camillo H. Knauf F175 Camillo H nem bontható öntött álpadló rendszer
 Álpadló rendszer 2. F 175 2006/08 Knauf Camillo H Knauf F175 Camillo H nem bontható öntött álpadló rendszer Álpadló rendszer Mûszaki adatok F175 Mechanikai tulajdonságok Álpadló rendszer Estrich vastagság
Álpadló rendszer 2. F 175 2006/08 Knauf Camillo H Knauf F175 Camillo H nem bontható öntött álpadló rendszer Álpadló rendszer Mûszaki adatok F175 Mechanikai tulajdonságok Álpadló rendszer Estrich vastagság
A HÉJSZERKEZETEK TERVEZÉSÉNEK GYAKORLATI KÉRDÉSEI 1. A NYOMÁSTARTÓ EDÉNYEK TERVEZÉSÉNEK ÁLTALÁNOS ELVEI
 Gépészeti szerkezetek tervezése (GEGEMGGT) Gyakorlati útmutató 1/55 A HÉJSZERKEZETEK TERVEZÉSÉNEK GYAKORLATI KÉRDÉSEI Kollár György tudományos munkatárs, BME Gép- és Terméktervezés Tanszék A lemez- és
Gépészeti szerkezetek tervezése (GEGEMGGT) Gyakorlati útmutató 1/55 A HÉJSZERKEZETEK TERVEZÉSÉNEK GYAKORLATI KÉRDÉSEI Kollár György tudományos munkatárs, BME Gép- és Terméktervezés Tanszék A lemez- és
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától!
 Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
Az akció 2016 augusztus 31.-ig érvényes, a postára adás dátumától! SYNCHRO MENETFÚRÓK TAP Menetfúrók SYNCHRO SYNCHRO MENETMEGMUNKÁLÁS SYNCHRO TAP MENETFÚRÓ SYNCHRO mentfúró család Menetmegmunkáló szerszámok
A betonok összetételének tervezése
 A betonok összetételének tervezése A beton összetételének tervezése: (1m 3 ) A megoldásakor figyelembe kell venni: - az előírt betonszilárdságot - megfelelő tartósságot (környezeti hatások) - az adalékanyag
A betonok összetételének tervezése A beton összetételének tervezése: (1m 3 ) A megoldásakor figyelembe kell venni: - az előírt betonszilárdságot - megfelelő tartósságot (környezeti hatások) - az adalékanyag
Színesfémek forgácsolása
 Színesfémek forgácsolása Szerzı: Dr. Maros Zsolt Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék Bevezetés 3 1. Színesfémek forgácsolásának sajátosságai 3 2. Alumíniumötvözetek csoportosítása 4 3. Alumíniumötvözetek
Színesfémek forgácsolása Szerzı: Dr. Maros Zsolt Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék Bevezetés 3 1. Színesfémek forgácsolásának sajátosságai 3 2. Alumíniumötvözetek csoportosítása 4 3. Alumíniumötvözetek
Állvány alkatrész Megnevezés/cikkszám Méretek / Súly 1. Keret Cikkszám. BAL-073-01-00
 KATALÓGUS BAL Állvány alkatrész Megnevezés/cikkszám Méretek / Súly 1. Keret Cikkszám. BAL-073-01-00 2155 mm 19,30 kg 2. Nyitható járólap 2,57 m alumínium létrával Cikkszám BAL-073-02-01 Nyitható járólap
KATALÓGUS BAL Állvány alkatrész Megnevezés/cikkszám Méretek / Súly 1. Keret Cikkszám. BAL-073-01-00 2155 mm 19,30 kg 2. Nyitható járólap 2,57 m alumínium létrával Cikkszám BAL-073-02-01 Nyitható járólap
Téma: A szerkezeti acélanyagok fajtái, jelölésük. Mechanikai tulajdonságok. Acélszerkezeti termékek. Keresztmetszeti jellemzők számítása
 1. gakorlat: Téma: A szerkezeti acélanagok fajtái, jelölésük. echanikai tulajdonságok. Acélszerkezeti termékek. Keresztmetszeti jellemzők számítása A szerkezeti acélanagok fajtái, jelölésük: Ádán Dulácska-Dunai-Fernezeli-Horváth:
1. gakorlat: Téma: A szerkezeti acélanagok fajtái, jelölésük. echanikai tulajdonságok. Acélszerkezeti termékek. Keresztmetszeti jellemzők számítása A szerkezeti acélanagok fajtái, jelölésük: Ádán Dulácska-Dunai-Fernezeli-Horváth:
Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus Tartalom Kifordulás jelensége Rugalmas hajlított gerenda kritikus nyomatéka Valódi hajlított gerendák viselkedése
Fa- és Acélszerkezetek I. 6. Előadás Stabilitás II. Dr. Szalai József Főiskolai adjunktus Tartalom Kifordulás jelensége Rugalmas hajlított gerenda kritikus nyomatéka Valódi hajlított gerendák viselkedése
ZAJCSILLAPÍTOTT SZÁMÍTÓGÉPHÁZ TERVEZÉSE
 ZAJCSILLAPÍTOTT SZÁMÍTÓGÉPHÁZ TERVEZÉSE Kovács Gábor 2006. április 01. TARTALOMJEGYZÉK TARTALOMJEGYZÉK... 2 1. FELADAT MEGFOGALMAZÁSA... 3 2. LÉGCSATORNA ZAJCSILLAPÍTÁSA... 3 2.1 Négyzet keresztmetszet...
ZAJCSILLAPÍTOTT SZÁMÍTÓGÉPHÁZ TERVEZÉSE Kovács Gábor 2006. április 01. TARTALOMJEGYZÉK TARTALOMJEGYZÉK... 2 1. FELADAT MEGFOGALMAZÁSA... 3 2. LÉGCSATORNA ZAJCSILLAPÍTÁSA... 3 2.1 Négyzet keresztmetszet...
EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
ORVAR SUPREME Melegmunkaacél
 SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
SZERSZÁMACÉL ISMERTETÕ ORVAR Melegmunkaacél Überall, wo Werkzeuge hergestellt und verwendet werden Általános információk Az ORVAR egy króm-molibdénvanádium ötvözésû melegmunkaacél, melynek jellemzõi: Hirtelen
Épületenergetikai számítás 1. P a r c i á l i s v í z g ő z n y o m á s [ P a ]
![Épületenergetikai számítás 1. P a r c i á l i s v í z g ő z n y o m á s [ P a ]](/thumbs/34/16969920.jpg "Épületenergetikai számítás 1. P a r c i á l i s v í z g ő z n y o m á s [ P a ]") Éületenergetikai számítás Szerkezet tíusok: 8cm-es külső fal külső fal tervi hőátbocsátási tényező:. W/m K. W/m K A rétegtervi hőátbocsátási tényező megfelelő. Hőátbocsátási tényezőt módosító tag: % Eredő
Éületenergetikai számítás Szerkezet tíusok: 8cm-es külső fal külső fal tervi hőátbocsátási tényező:. W/m K. W/m K A rétegtervi hőátbocsátási tényező megfelelő. Hőátbocsátási tényezőt módosító tag: % Eredő
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
CARMO elõnemesített hidegmunkaacél karosszéria szerszámokhoz
 SZERSZÁMACÉL ISMERTETÕ CARMO elõnemesített hidegmunkaacél karosszéria szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
SZERSZÁMACÉL ISMERTETÕ CARMO elõnemesített hidegmunkaacél karosszéria szerszámokhoz Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen
Gépszerkezettan. A gépelemek méretezésének alapjai
 Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
Gépszerkezettan A gépelemek méretezésének alapjai 1. A gépelemek méretezésének alapjai A gépalkatrészeket leggyakrabban szilárdsági alapon, a megengedhető feszültség figyelembevételével méretezzük. Szükséges:
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Műszerek kiválasztása, jellemzése 2007.03.20. 1
 Műszerek kiválasztása, jellemzése 2007.03.20. 1 Kiválasztási szempontok Műszerek kiválasztásának általános szempontjai mérendő paraméter alkalmazható mérési elv mérendő érték, mérési tartomány környezeti
Műszerek kiválasztása, jellemzése 2007.03.20. 1 Kiválasztási szempontok Műszerek kiválasztásának általános szempontjai mérendő paraméter alkalmazható mérési elv mérendő érték, mérési tartomány környezeti
MAGYAR RÉZPIACI KÖZPONT. 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu
 MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
MAGYAR RÉZPIACI KÖZPONT 1241 Budapest, Pf. 62 Telefon 317-2421, Fax 266-6794 e-mail: hcpc.bp@euroweb.hu Tartalom 1. A villamos csatlakozások és érintkezôk fajtái............................5 2. Az érintkezések
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar. Járműelemek és Hajtások Tanszék. Siklócsapágyak.
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM K ö z l e k e d é s m é r n ö k i K a r Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműelemek és Hajtások Tanszék Járműelemek és
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM K ö z l e k e d é s m é r n ö k i K a r Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműelemek és Hajtások Tanszék Járműelemek és
GEOTECHNIKA I. LGB-SE005-01 VÍZMOZGÁSOK A TALAJBAN
 GEOTECHNIKA I. LGB-SE005-0 VÍZMOZGÁSOK A TALAJBAN Wolf Ákos Vízmozgások okai és következményei Vízmozgások okai Vízmozgások következményei Gravitáció Kapillaritás Termoozmózis Elektroozmózis Szemcsék szívóatása
GEOTECHNIKA I. LGB-SE005-0 VÍZMOZGÁSOK A TALAJBAN Wolf Ákos Vízmozgások okai és következményei Vízmozgások okai Vízmozgások következményei Gravitáció Kapillaritás Termoozmózis Elektroozmózis Szemcsék szívóatása
SZILÁRD ANYAGOKRA SZINTKAPCSOLÓK REZGŐRUDAS SZINTKAPCSOLÓK
 SZILÁRD ANYAGOKRA SZINTKAPCSOLÓK REZGŐRUDAS SZINTKAPCSOLÓK M I N D I G A F E L NIVOCONT R REZGŐRUDAS SZINTKAPCSOLÓK JELLEMZŐK Hosszabbítás 20 m-ig Állítható érzékenység Közeghőmérséklet 10 C-ig Univerzális
SZILÁRD ANYAGOKRA SZINTKAPCSOLÓK REZGŐRUDAS SZINTKAPCSOLÓK M I N D I G A F E L NIVOCONT R REZGŐRUDAS SZINTKAPCSOLÓK JELLEMZŐK Hosszabbítás 20 m-ig Állítható érzékenység Közeghőmérséklet 10 C-ig Univerzális
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Tartószerkezet-rekonstrukciós Szakmérnöki Képzés
 6.2. fejezet 483 FEJEZET BEVEZETŐ 6.2. fejezet: Síkalapozás (vb. lemezalapozás) Az irodaház szerkezete, geometriája, a helyszín és a geotechnikai adottságok is megegyeznek az előző (6.1-es) fejezetben
6.2. fejezet 483 FEJEZET BEVEZETŐ 6.2. fejezet: Síkalapozás (vb. lemezalapozás) Az irodaház szerkezete, geometriája, a helyszín és a geotechnikai adottságok is megegyeznek az előző (6.1-es) fejezetben
67.22-4300 67.23-4300. 2 NO (záróérintkező) nyitott érintkezők táv. 3 mm NYÁK-ba építhető. Csatlakozók nézetei
 nyitott érintkezők táv. 3 mm NYÁK-ba építhető. Csatlakozók nézetei") 50 -es teljesítményrelék NYÁK-ba szereléshez, inverterekben történő alkalmazásra 2 vagy 3 záróérintkező (hídérintkezők) nyitott érintkezők távolsága 3 mm, a VDE 0126-1-1, EN 62109-1, EN 62109-2 szerint
50 -es teljesítményrelék NYÁK-ba szereléshez, inverterekben történő alkalmazásra 2 vagy 3 záróérintkező (hídérintkezők) nyitott érintkezők távolsága 3 mm, a VDE 0126-1-1, EN 62109-1, EN 62109-2 szerint
KBE-1 típusú biztonsági lefúvató szelep család
 Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
Kód: 485-0000.03g G É P K Ö N Y V KBE-1 típusú biztonsági lefúvató szelep család Készült: 2002.07.01. TARTALOMJEGYZÉK 1. Általános ismertetés 2. Műszaki adatok 3. Szerkezeti felépítés, működés 4. Átvétel,
Villás sínezés: alkalmazható csavaros kapcsokhoz Osztás 17,8 mm 56KE csatlakoztatható
 W VILLÁS SÍNEZÉS, 1 PÓLUSÚ, NEM KITÖRHETŐ 108 56KE csatlakoztatható BS900140 BS900140 BS900141-P LEÍRÁS / KERESZTMETSZET PÓLUSSZÁM MAX. A KE CS.E. EAN-CODE SZÁLLÍTÁS STORE RENDELÉSI SZÁM Villás sínezés
W VILLÁS SÍNEZÉS, 1 PÓLUSÚ, NEM KITÖRHETŐ 108 56KE csatlakoztatható BS900140 BS900140 BS900141-P LEÍRÁS / KERESZTMETSZET PÓLUSSZÁM MAX. A KE CS.E. EAN-CODE SZÁLLÍTÁS STORE RENDELÉSI SZÁM Villás sínezés
Vágó- és tisztítótárcsák Általános munkavédelmi és biztonsági javaslatok
 WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon P 03 4091/M 05 5011/B 06 0300 09/2002 Vágó- és tisztítótárcsák Általános munkavédelmi és biztonsági
WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon P 03 4091/M 05 5011/B 06 0300 09/2002 Vágó- és tisztítótárcsák Általános munkavédelmi és biztonsági
Energetikai minőségtanúsítvány összesítő
 Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület Megrendelő Szociális Szolg. Közp. 16db apartmanja Kál Nagyközség Önkormányzata 335 Kál, Szent István tér 2. Tanúsító Vereb
Energetikai minőségtanúsítvány 1 Energetikai minőségtanúsítvány összesítő Épület Megrendelő Szociális Szolg. Közp. 16db apartmanja Kál Nagyközség Önkormányzata 335 Kál, Szent István tér 2. Tanúsító Vereb
11. A talaj víz-, hő- és levegőgazdálkodása. Dr. Varga Csaba
 11. A talaj víz-, hő- és levegőgazdálkodása Dr. Varga Csaba A talaj vízforgalmának jellemzői A vízháztartás típusát a talajszelvényre ható input és output elemek számszerű értéke, s egymáshoz viszonyított
11. A talaj víz-, hő- és levegőgazdálkodása Dr. Varga Csaba A talaj vízforgalmának jellemzői A vízháztartás típusát a talajszelvényre ható input és output elemek számszerű értéke, s egymáshoz viszonyított
Tevékenység: Gyűjtse ki és tanulja meg a kötőcsavarok szilárdsági tulajdonságainak jelölési módját!
 Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Csavarkötés egy külső ( orsó ) és egy belső ( anya ) csavarmenet kapcsolódását jelenti. A következő képek a motor forgattyúsházában a főcsapágycsavarokat és a hajtókarcsavarokat mutatják. 1. Kötőcsavarok
Kereskedelmi csövek Raktári program
 Kereskedelmi csövek Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt rúdacélok
Kereskedelmi csövek Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt rúdacélok
54 523 05 1000 00 00 Mechatronikai technikus Mechatronikai technikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,