Gépgyártástechnológia alapjai 2012/13 I. félév
|
|
|
- Virág Szőke
- 7 évvel ezelőtt
- Látták:
Átírás
1 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF ( miskolc.hu/~ggytmazs)

2
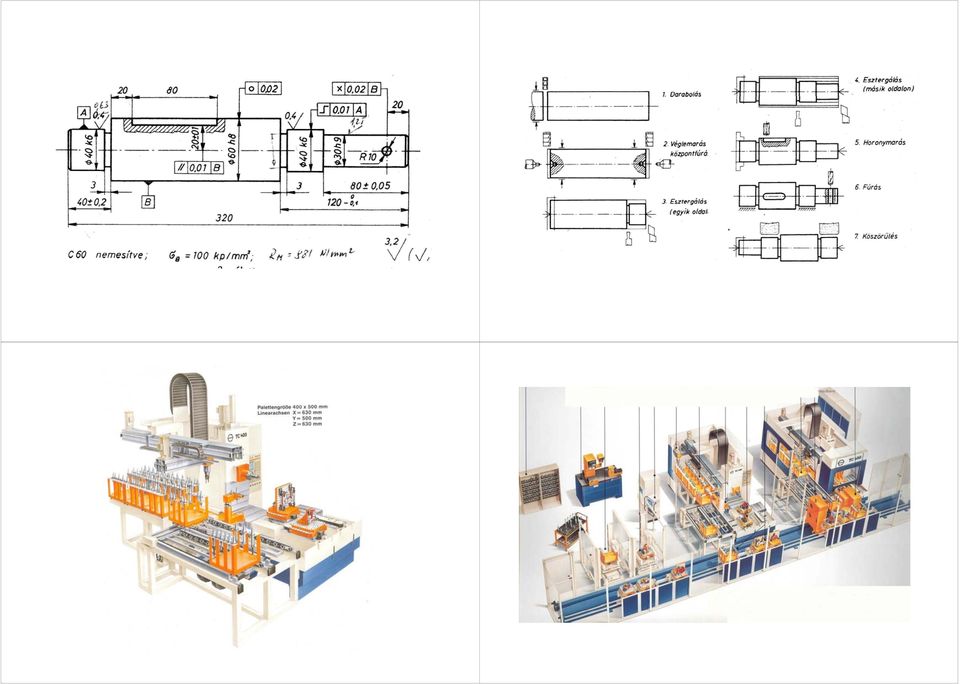
3 Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB

4
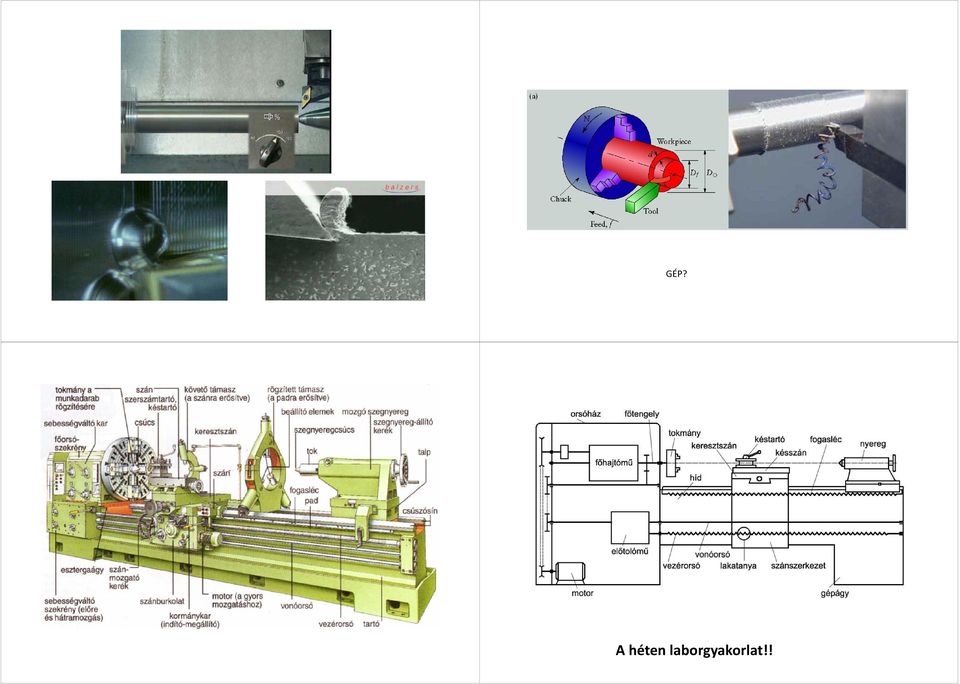
5 GÉP? A héten laborgyakorlat!!
6
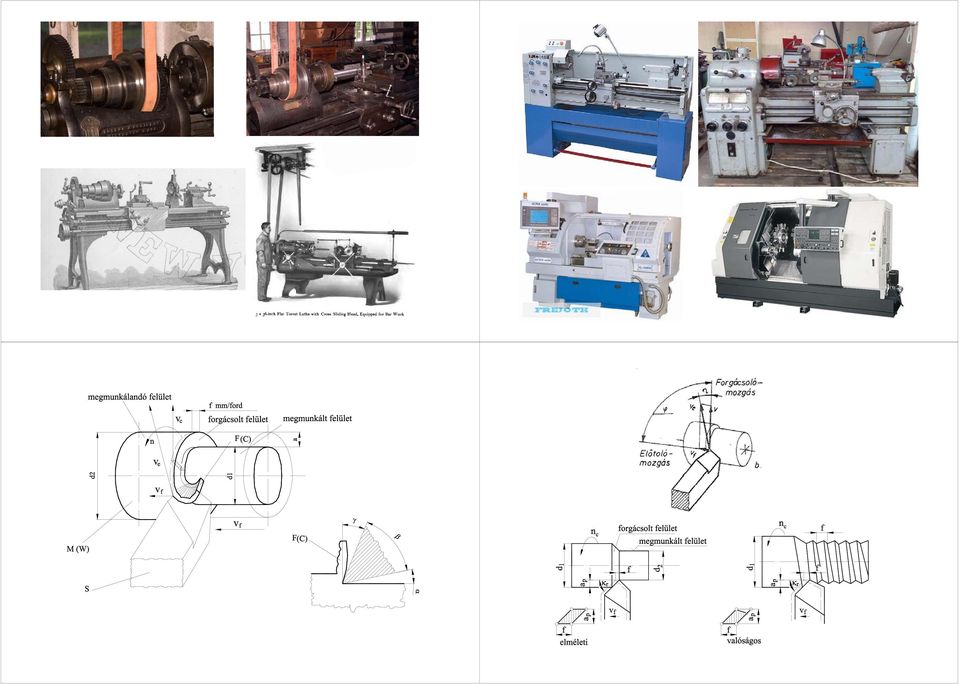
7 A forgácsolószerszám Határozott, egyélű szerszámok forgácsoló kések (eszterga kések) monolit forrasztott lapkás szerelt lapkás Van e közük egymáshoz?

8 4.5 A forgácsolószerszám élgeometriája A forgácsolószerszám élgeometriája Definíciókat tudni kell!! A terelőszög szerepe Forgácsolóél, mellékél, csúcssugár

9 Forrasztott lapkás forgácsoló kések tipusai Forgácsoló élanyagok 4.6 Forgácsoló élanyagok

10 4.7 Forgácsképződés A forgácsképződés fázisai a forgácsolás kezdetekor Forgácsképződés

11 Alakváltozások a forgácstőben Forgács alakváltozási tényezők λ h = h /h forgácsvastagság A forgács térfogata állandó, vagyis ι l λ l = hosszúság bhl ' ' ' l = 1 b h l λ b = b /b szélesség azaz λ b λ h λ l = 1 h tgφ = b a Forgács fajták, forgács alakok folyó, töredezett tt és nyírt tforgács mivel vagyis h' b = ; a = h tgγ cosγ h h cosγ cosγ tgφ = = = b a h' h sinγ λ sinγ h Ahol λ h a forgács vastagságirányú g alakváltozási tényezője λ h = h /h

12 Forgács alakok Szalag Kusza Cső alakúl Spirál Csavar darab A forgácsolás termikus jelenségei A forgácsolás hőmérséklete A forgácstő hőforrásai: belső súrlódás a nyírási síkban, (1) anyagszétválasztás a szerszám csúcsánál, (2) súrlódás a homlokfelületen, (3) súrlódás a hátfelületen, (4) további anyagdeformációk, (5) A bevitt energia több mint 90 % a hővé alakul!
 további anyagdeformációk, (5) A bevitt energia több mint 90 %")
13 A forgácsolás hőmérséklete A hűtés és a sebesség szerepe u A forgács és a homloklap érintkezésénél f Θ fköz. = értelmezzük c u f : a forgács egységnyi térfogatába táb távozó hő mennyisége, c : a munkadarab anyagának térfogategységre vonatkoztatott fajhője. Tapasztalati összefüggés: zθ Θ xθ yθ = C Θ v c h b A forgácsoló szerszám kopása A kopás fizikai folyamatai Igénybevétel: mechanikai, termikus, hő Követelmények: keménység, szilárdság, szívósság, hőállóság, hővezető képesség, kis hőtágulás, stb Abrazív kopás Adhéziós kopás Diffúziós kopás Oxidációs kopás

14 A kopás megjelenési formái A kopás megjelenési formái homlokkopás hátkopás élkopás csúcskopás A forgácsoló szerszámok éltartama A kopás időbeli folyamata Éltartam (T): a szerszám tönkremeneteléig forgácsolásban eltöltött idő Éltartam t kitéi kritériumok k kopás felületminőség pontosság forgácsoló erőő hőmérséklet rezgések stb. Az éltartamot legmarkánsabban a forgácsoló sebesség befolyásolja kezdeti vagy bekopás egyenletes kopás katasztrofális kopás vagy tönkremenetel

15 Rajz! Éltartam T 1 v 1 k c T = C v A kitevő alapvetően a szerszám anyagától függ m v c T = C v lgt=k lgv lgv c k lgc v Bővített Taylor egyenlet: v c = C v n p q m f a T VB p Az éltartam további mérőszámai Forgácsoló erő és teljesítmény (S T ) Éltartamút: a forgácsolóélnek T idő alatt a forgácsolóirányban megtett útja. T (L T ) Éltartamhossz: a forgácsolóélnek T idő alatt az előtoló irányban megtett hossza. (V T ) Éltartamtérfogat: a szerszám által T idő alatt leválasztott forgácstérfogat. (N T ) Éltartamdarabszám: a T idő alatt megmunkált darabok száma. Az éltartam megválasztása á gazdaságossági á ikérdés!
 Éltartamtérfogat: a szerszám által T idő alatt leválasztott forgácstérfogat. (N T ) Éltartamdarabszám: a T idő alatt megmunkált darabok száma.")
16 Forgácsoló erő és teljesítmény Fajlagos forgácsolóerő Kienzle: k = k h c z c11. (N / mm 2 ) A fajlagos forgácsolóerő módosító tényezői homlokszög korrekció K γ ; forgácsolósebesség gkorrekció K v; szerszámkopás korrekció K k ; szerszámanyag korrekció K s ; γ γ K γ = 1 15, , 5 =, acélokhoz, ( γ = ) γ γ K γ = 1 15, , =, öntöttvashoz, ( γ = ) A forgácsoló erőt befolyásoló tényezők A munkadarab anyaga Forgácsvastagság (előtolás) Forgácsszélesség (fogásmélység) Forgácsarány á Homlokszög Szerszám elhelyezési szög Forgácsoló sebesség A szerszám anyaga Hűtés kenés Szerszámkopás K v 100 v c 0, 1 K s = 1,2 gyorsacéloknál, K s =0,9 kerámiáknál, K k = 1 + VB k k c = k c1.1 h z K γ K v K k K s K a N/mm 2
 100 100 A forgácsoló erőt befolyásoló tényezők A munkadarab anyaga Forgácsvastagság (előtolás) Forgácsszélesség (fogásmélység) Forgácsarány á Homlokszög Szerszám elhelyezési")
17 A forgácsolt felület minősége Érdesség Forgácsolással előállított felületek tipusai Elméleti érdesség A szerszám nyomvonala által a munkadarabon kialakított elméleti profil

18 Elméleti érdesség Maradó feszültségek Keményedés Keményedési fok Η Η max ΔΗ = Η d d ESZTERGÁLÁS ESZTERGÁLÁSI MÓDOK Hosszesztergálás

19 ESZTERGÁLÁSI MÓDOK Keresztesztergálás (oldalazás) Kontúresztergálás (gömb) Beszúrás és profilesztergálás Kontúresztergálás t (profilesztergálás) Beszúrás Leszúrás Menetesztergálás Homlokbeszúrás Beszúrás furatban
 Beszúrás Leszúrás")
20 A megmunkálások méretpontossága Az ESZTERGÁLÁS SZERSZÁMAI A méretpontosság Pl.: 50H7 Belső méret y z D Névleges méret A a B b C c D d E e G H F f g h J j k m n p K M N P r s t u v x Alapeltérés, AE Tűrés, T Külső méret R S T Laza illesztés Átmeneti illesztés Szilárd V X illesztés Y Z 3 T = q i i = 0,45 D + 0, 001D IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 q Hárompofás tokmány Felfogás tüskére Szorítóhüvely Síktárcsa

21 Befogás tokmányba, csúccsal támasztva Befogás csúcsok közé, menesztés esztergaszívvel és menesztő tárcsával Forgó csúcs, álló csúcs Szegnyereg, forgó csúcs Befogás csúcsok közé, menesztés menesztő csúccsal Támasztás álló, vagy mozgó bábbal
22 Az esztergálás gépei GYALULÁS
23 Lengőhimbás (kulisszás) hajtómű Könyökös gyalukés alkalmazása Szerszám Munkadarab
24 Vésés
25 Üregelés
26
27
28 Csigafúró Csigafúró geometriája A csigafúró forgácsolási viszonyai Központfúró Süllyesztők Süllyesztőfúró, kúpos süllyesztő, csapos süllyesztő
29 Dörzsárak Dörzsárak gépi bevezető kúp forgácsoló rész kalibráló rész hátsó kúp kézi A csigafúró kopása és újraélezése A furatmegmunkálás gépei
30 Homlokmarás Palástmarás Homlokmarás Palástmarás Palástmarás
31 Homlokmarás Ellenirányú marás (up milling) Egyenirányú marás (down milling) palástmarók Palást homlokmarás (sarokmarás) száras marók homlokmarók furatos maró
32 hosszlyukmaró MARÓGÉPEK Függőleges marógép Függőleges marógép Vízszintes marógép Vízszintes marógép Függőleges CNC megmunkáló központ Vízszintes CNC megmunkáló központ Vízszintes fúró-marómű (horizont)
33 Filmek
34 Köszörülés Palástköszörülés Síkköszörülés Oldalelőtolásos palástköszörülés
35 Kopási folyamatok Szabályozás
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Acélszerkezetek tervezése tűzhatásra Bevezetés
 Előadás /10 2014. november 31., péntek, 9 50-11 30, B-1 terem Acélszerkezetek tervezése tűzhatásra Bevezetés Detroit Marseille Papp Ferenc Ph.D. Dr.habil, egy. docens Az előadás tartalmából Angolszász
Előadás /10 2014. november 31., péntek, 9 50-11 30, B-1 terem Acélszerkezetek tervezése tűzhatásra Bevezetés Detroit Marseille Papp Ferenc Ph.D. Dr.habil, egy. docens Az előadás tartalmából Angolszász
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ÉPSZERK-5 2014/2015. 2. félév
 ÉPSZERK-5 2014/2015. 2. félév NAGY MAGASSÁGÚ VÁLASZFALAK KÜLÖNLEGES VÁLASZFALAK Előadó JUHARYNÉ DR. KORONKAY ANDREA egyetemi docens BME ÉPÜLETSZERKEZETTANI TANSZÉK CSARNOK VÁLASZFAL RAKTÁR CSARNOKTÉR FELADAT
ÉPSZERK-5 2014/2015. 2. félév NAGY MAGASSÁGÚ VÁLASZFALAK KÜLÖNLEGES VÁLASZFALAK Előadó JUHARYNÉ DR. KORONKAY ANDREA egyetemi docens BME ÉPÜLETSZERKEZETTANI TANSZÉK CSARNOK VÁLASZFAL RAKTÁR CSARNOKTÉR FELADAT
54 521 01 0000 00 00 Gépgyártástechnológiai technikus. Gépgyártástechnológiai technikus 2/63
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 09 0001 31 01 Esztergályos Gépi forgácsoló
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
5. ESZTERGÁLÁS. 5.1. Rendszerezés, felosztás
 5. ESZTERGÁLÁS 5.1. Renszerezés, felosztás Esztergálás a szétválasztás elnevezésű főcsoporton belül a forgácsolás határozott élű szerszámmal elnevezésű csoportjának alcsoportja Az esztergálás folyamatos,
5. ESZTERGÁLÁS 5.1. Renszerezés, felosztás Esztergálás a szétválasztás elnevezésű főcsoporton belül a forgácsolás határozott élű szerszámmal elnevezésű csoportjának alcsoportja Az esztergálás folyamatos,
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A Ni-BÁZISÚ SZUPERÖTVÖZETEK MEGMUNKÁLHATÓSÁGA HORONYMARÁSKOR. MACHINEBILITY OF THE Ni-BASED SUPERALLOYS BY END MILLING
 Gradus Vol 2, No 2 (2015) 219-226 ISSN 2064-8014 A Ni-BÁZISÚ SZUPERÖTVÖZETEK MEGMUNKÁLHATÓSÁGA HORONYMARÁSKOR MACHINEBILITY OF THE Ni-BASED SUPERALLOYS BY END MILLING Kodácsy János 1, Kovács Zsolt Ferenc
Gradus Vol 2, No 2 (2015) 219-226 ISSN 2064-8014 A Ni-BÁZISÚ SZUPERÖTVÖZETEK MEGMUNKÁLHATÓSÁGA HORONYMARÁSKOR MACHINEBILITY OF THE Ni-BASED SUPERALLOYS BY END MILLING Kodácsy János 1, Kovács Zsolt Ferenc
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
31 521 11 0100 31 05 Hegesztő-vágó gép kezelője Hegesztő
 /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés, szakképesítés-elágazás,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
Kültéri folyóka 100 mm keret nélküli horganyzott T alakú ráccsal
 AVZ101-R101 Kültéri folyóka 100 mm keret nélküli horganyzott T alakú ráccsal Bruttó kiskereskedelmi ár: 5.390 Ft Sportpályák, zöld területek, magánterületek, bekötő utak, gyalogosok és kerékpározók területeinek
AVZ101-R101 Kültéri folyóka 100 mm keret nélküli horganyzott T alakú ráccsal Bruttó kiskereskedelmi ár: 5.390 Ft Sportpályák, zöld területek, magánterületek, bekötő utak, gyalogosok és kerékpározók területeinek
Műszaki rendszerkézikönyv Kezelőház fogókerettel
 Műszaki rendszerkézikönyv Kezelőház fogókerettel A raktárról azonnal kapható fogókeretes kezelőházak magas szintű ergonómiával és szerelési hatékonysággal, valamint lenyűgöző formatervezéssel tűnnek ki.
Műszaki rendszerkézikönyv Kezelőház fogókerettel A raktárról azonnal kapható fogókeretes kezelőházak magas szintű ergonómiával és szerelési hatékonysággal, valamint lenyűgöző formatervezéssel tűnnek ki.
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 6. Esztergálás sajátosságai,
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
E-mail: info@silliker.hu web: www.silliker.hu Telefon: +36-30-479-1802
 Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** 60⁰ Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok: fogadógarat
Pom T-206/3 szállítócsiga Műszaki adatok : T-206/3 4-9 t/h Alapgép hossza (m) 4 Maximális hossz (m) 6 1,7* 4,3** 60⁰ Belső átmérő (mm) 100 1,5 1420 Gép tömege (kb) 80 Kiegészítő tartozékok: fogadógarat
Tartószerkezet-rekonstrukciós Szakmérnöki Képzés
 6.2. fejezet 483 FEJEZET BEVEZETŐ 6.2. fejezet: Síkalapozás (vb. lemezalapozás) Az irodaház szerkezete, geometriája, a helyszín és a geotechnikai adottságok is megegyeznek az előző (6.1-es) fejezetben
6.2. fejezet 483 FEJEZET BEVEZETŐ 6.2. fejezet: Síkalapozás (vb. lemezalapozás) Az irodaház szerkezete, geometriája, a helyszín és a geotechnikai adottságok is megegyeznek az előző (6.1-es) fejezetben
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
 Í ÍÍÍ Í Í Í Ö Ö Ö Ö Ö Ö Ö Ö Ú É Í Ö Á Á É Ö É Ö É É Á Á Ö Ú Ö Ö Í Á É É Í Á É Í Ö Ö Á Á É Í Ö Ö Ö Ö Ö Ö Á É Ö É É Ö É Ö Í Á É É Ö Ö É Ö Í Í Í Í Ö Ö Ö Í Ö É Ö É É Ö Ö Í É Ö Í É É Ö Í É Á É É Ű Ö Í É É Ö
Í ÍÍÍ Í Í Í Ö Ö Ö Ö Ö Ö Ö Ö Ú É Í Ö Á Á É Ö É Ö É É Á Á Ö Ú Ö Ö Í Á É É Í Á É Í Ö Ö Á Á É Í Ö Ö Ö Ö Ö Ö Á É Ö É É Ö É Ö Í Á É É Ö Ö É Ö Í Í Í Í Ö Ö Ö Í Ö É Ö É É Ö Ö Í É Ö Í É É Ö Í É Á É É Ű Ö Í É É Ö
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok
 Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0244-11 Gázhegesztő feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0244-11/2 Gázhegesztő és vágó szakmai ismeretek Szóbeli vizsgatevékenység
Mechanikai megmunkálás Ipari termék- és formatervezıknek
 Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai megmunkálás Ipari termék- és formatervezıknek Összeállította: Dr. Kovács Zsolt NyME FMK Terméktervezési és Gyártástechnológiai Intézet http://tgyi.fmk.nyme.hu NYME FMK TGYI 2006.08.28. 7/1.
Mechanikai anyagvizsgálatok
 1 Szakma: 345 21-06 hegesztő Mechanikai anyagvizsgálatok Modul: 10162-12 Gépészeti alapozó feladatok gyakorlata Tantervi téma: Anyagvizsgálatok: Mechanikai vizsgálatok Az anyagvizsgálatokról Általában
1 Szakma: 345 21-06 hegesztő Mechanikai anyagvizsgálatok Modul: 10162-12 Gépészeti alapozó feladatok gyakorlata Tantervi téma: Anyagvizsgálatok: Mechanikai vizsgálatok Az anyagvizsgálatokról Általában
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
KÉRDÉSEK_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b)
Termékkompetencia. Marás _SZAKÉRTELEM A FORGÁCSOLÁSBAN. ConeFit TM szintű flexibilitás. a legmagasabb
 Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
Termékkompetencia _SZAKÉRTELEM A FORGÁCSOLÁSBAN Marás ConeFit TM szintű flexibilitás. a legmagasabb WALTER PROTOTYP ConeFit moduláris rendszer maráshoz A SZERSZÁMRENDSZER moduláris tömör keményfém marórendszer
LÉPCSŐ I. (alapismeretek, beton lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó
 ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó") LÉPCSŐ I. (alapismeretek, beton lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: -.. áthidalása -.. irányú közlekedés Építészeti szerkezet:
LÉPCSŐ I. (alapismeretek, beton lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: -.. áthidalása -.. irányú közlekedés Építészeti szerkezet:
ISONAL 2000. Villamosipari VEZETÉKCSATORNA. rendszer. Termékismertető és alkalmazási útmutató
 ISONAL 2000 Villamosipari VEZETÉKCSATORNA rendszer Termékismertető és alkalmazási útmutató Csatorna család Méret és idomválaszték Kábelcsatornák Belső és külső könyökök Végelzárók Kábelrögzítők és toldó
ISONAL 2000 Villamosipari VEZETÉKCSATORNA rendszer Termékismertető és alkalmazási útmutató Csatorna család Méret és idomválaszték Kábelcsatornák Belső és külső könyökök Végelzárók Kábelrögzítők és toldó
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
03 Bázisok és készülékek
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 03 Bázisok és készülékek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
TRAPÉZLEMEZ fal- és tető burkolat
 TRAPÉZLEMEZ fal- és tető burkolat Tetőhajlás (fok) 12 11 10 9 8 7 6 5 4 3 a) Lágyfedés ALKALMAZHATÓ FEDÉSFAJTÁK b) Fém lemezfedés c) Fém szalagfedés d) Szálerősítésű Hullámlemez e) Profilozott fémlemez
TRAPÉZLEMEZ fal- és tető burkolat Tetőhajlás (fok) 12 11 10 9 8 7 6 5 4 3 a) Lágyfedés ALKALMAZHATÓ FEDÉSFAJTÁK b) Fém lemezfedés c) Fém szalagfedés d) Szálerősítésű Hullámlemez e) Profilozott fémlemez
A javítási-értékelési útmutatótól eltérő helyes megoldásokat is el kell fogadni.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
EXAMENUL DE BACALAUREAT
 EXMEUL DE BCLURET - 007 Proba E: ecializarea : matematic informatic, tiin e ale naturii Proba F: Profil: tehnic toate secializ rile unt obligatorii to i itemii din dou arii tematice dintre cele atru rev
EXMEUL DE BCLURET - 007 Proba E: ecializarea : matematic informatic, tiin e ale naturii Proba F: Profil: tehnic toate secializ rile unt obligatorii to i itemii din dou arii tematice dintre cele atru rev
BELTÉRI EGYSÉG AY-XPC18LR
 OSZTOTT TÍPUSÚ BELTÉRI LÉGKONDICIONÁLÓ TELEPÍTÉSI KÉZIKÖNYV MAGYAR BELTÉRI EGYSÉG AY-XPC18LR MAGYAR A problémamentes telepítés érdekében olvassa el és tartsa be gondosan ezeket az utasításokat. Ez a kézikönyv
OSZTOTT TÍPUSÚ BELTÉRI LÉGKONDICIONÁLÓ TELEPÍTÉSI KÉZIKÖNYV MAGYAR BELTÉRI EGYSÉG AY-XPC18LR MAGYAR A problémamentes telepítés érdekében olvassa el és tartsa be gondosan ezeket az utasításokat. Ez a kézikönyv
31 521 11 0100 31 04 Gázhegesztő Gázhegesztő
 0248-0 Vágási műveletek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
0248-0 Vágási műveletek 10/2007 (II. 27.) SzMM rendelettel módosított 1/200 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
Robert Bosch GmbH. Lezser íróasztalka
 Lezser íróasztalka Intelligens bútor Lezser íróasztalka Kinek van ma már szüksége nagy fiókos és tárolórekeszes íróasztalra? Az íróasztalka sokkal lezserebb. 1 Bevezetés A nagy fiókos szekrények és irattartók
Lezser íróasztalka Intelligens bútor Lezser íróasztalka Kinek van ma már szüksége nagy fiókos és tárolórekeszes íróasztalra? Az íróasztalka sokkal lezserebb. 1 Bevezetés A nagy fiókos szekrények és irattartók
M é r é s é s s z a b á l y o z á s
 1. Méréstechnikai ismeretek KLÍMABERENDEZÉSEK SZABÁLYOZÁSA M é r é s é s s z a b á l y o z á s a. Mérőműszerek méréstechnikai jellemzői Pontosság: a műszer jelzésének hibája nem lehet nagyobb, mint a felső
1. Méréstechnikai ismeretek KLÍMABERENDEZÉSEK SZABÁLYOZÁSA M é r é s é s s z a b á l y o z á s a. Mérőműszerek méréstechnikai jellemzői Pontosság: a műszer jelzésének hibája nem lehet nagyobb, mint a felső
Név:...EHA kód:... 2007. tavasz
 VIZSGA_FIZIKA II (VHNB062/210/V/4) A MŰSZAKI INFORMATIKA SZAK Név:...EHA kód:... 2007. tavasz 1. Egy 20 g tömegű testet 8 m/s sebességgel függőlegesen felfelé dobunk. Határozza meg, milyen magasra repül,
VIZSGA_FIZIKA II (VHNB062/210/V/4) A MŰSZAKI INFORMATIKA SZAK Név:...EHA kód:... 2007. tavasz 1. Egy 20 g tömegű testet 8 m/s sebességgel függőlegesen felfelé dobunk. Határozza meg, milyen magasra repül,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
2. OPTIKA 2.1. Elmélet 2.1.1. Geometriai optika
 2. OPTIKA 2.1. Elmélet Az optika tudománya a látás élményéből fejlődött ki. A tárgyakat azért látjuk, mert fényt bocsátanak ki, vagy a rájuk eső fényt visszaverik, és ezt a fényt a szemünk érzékeli. A
2. OPTIKA 2.1. Elmélet Az optika tudománya a látás élményéből fejlődött ki. A tárgyakat azért látjuk, mert fényt bocsátanak ki, vagy a rájuk eső fényt visszaverik, és ezt a fényt a szemünk érzékeli. A
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
31 521 08 0010 31 02 Háztartási gépgyártó Gépgyártósori gépkezelő, gépszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Sajtóközlemény. Készítsen formatervezett kerti nyugágyat fából Lépésről lépésre a Bosch-sal. 2011. június 8.
 Sajtóközlemény Készítsen formatervezett kerti nyugágyat fából Lépésről lépésre a Bosch-sal 2011. június 8. Biztos, hogy a tíkfából készült nyugágyba beleszédül ha meglátja az árát. Mi megtaláltuk Önöknek
Sajtóközlemény Készítsen formatervezett kerti nyugágyat fából Lépésről lépésre a Bosch-sal 2011. június 8. Biztos, hogy a tíkfából készült nyugágyba beleszédül ha meglátja az árát. Mi megtaláltuk Önöknek
MOTOROS FORGÓKEFÉS CSIZMAMOSÓ BK09028000001
 MOTOROS FORGÓKEFÉS CSIZMAMOSÓ BK09028000001 1. ábra BK09028.DOC 8/2 2005. 11. 23. A berendezés főbb részei (1. ábra): 1. Lábrácsozat 1 db 2. Állítható láb 4 db 3. Alsó burkolat 1 db 4. Alsó kefe 1 db 5.
MOTOROS FORGÓKEFÉS CSIZMAMOSÓ BK09028000001 1. ábra BK09028.DOC 8/2 2005. 11. 23. A berendezés főbb részei (1. ábra): 1. Lábrácsozat 1 db 2. Állítható láb 4 db 3. Alsó burkolat 1 db 4. Alsó kefe 1 db 5.
Hogyan válasszunk ventilátort légtechnikai rendszerekhez?
 Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és
Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és
1.sz melléklet Nyári gyakorlat teljesítésének igazolása Hiányzások
 1.sz melléklet Nyári gyakorlat teljesítésének igazolása Hiányzások - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni.
1.sz melléklet Nyári gyakorlat teljesítésének igazolása Hiányzások - Az összefüggő szakmai gyakorlatról hiányozni nem lehet. Rendkívüli, nem tervezhető esemény esetén az igazgatóhelyettest kell értesíteni.
2011. NCT-104T ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY április 14-16. 2011. NCT-104T ÍRÁSBELI A kidolgozás időtartama 180 perc Jóváhagyta Apostol Attila Támogatók NCT Kft. NCT Akadémia graphit Kft. ISCAR
CSOpORT 016 MENETVáGÓ. Oldal...19. CSOpORT 021 hengeres. Oldal...24. CSOpORT 032. Oldal...56. Oldal...62. Oldal...90. CSOpORT. Oldal...
 CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
CSOpORT 010 TOMpahEGESzTETT ESzTERGaKÉSEK CSOpORT 016 MENETVáGÓ FEjEK ÉS KÉSEK CSOpORT 017 MENETjaVÍTÓ RESzElõK Oldal..........................18 Oldal..........................19 Oldal..........................19
EPA 320 CNC eszterga Oktatási segédlet
 MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
MISKOLCI EGYETEM SZERSZÁMGÉPEK TANSZÉKE EPA 320 CNC eszterga Oktatási segédlet Összeállította: Dr. Jakab Endre egyetemi docens Dr. Zsiga Zoltán foiskolai docens Miskolc, 2001 1. Általános ismerteto A bemutatandó
Oktatási segédlet. Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra. Dr. Jármai Károly.
 Oktatási segédlet Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra a Létesítmények acélszerkezetei tárgy hallgatóinak Dr. Jármai Károly Miskolci Egyetem 013 1 Acél- és alumínium-szerkezetek
Oktatási segédlet Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra a Létesítmények acélszerkezetei tárgy hallgatóinak Dr. Jármai Károly Miskolci Egyetem 013 1 Acél- és alumínium-szerkezetek
F) Egyes húzószerszámok szerkezeti megoldása
 Egyes húzószerszámok szerkezeti megoldása") ~ F) Egyes húzószerszámok szerkezeti megoldása 1. Egyszeres húzás dönthetõ körhagyósajtón (52 szerszámlap) Egyszeresen mûködõ, egyállványos sajtókon rugós vagy a szerszámba beépített pneumatikus ráncgátlóval
~ F) Egyes húzószerszámok szerkezeti megoldása 1. Egyszeres húzás dönthetõ körhagyósajtón (52 szerszámlap) Egyszeresen mûködõ, egyállványos sajtókon rugós vagy a szerszámba beépített pneumatikus ráncgátlóval
Előcsarnok világítótest
 Előcsarnok világítótest Igen pihentető Előcsarnok világítótest A fény hangulatot teremt. A trendi, doboz alakú világítótest tökéletes a kellemes, oldott hangulathoz. 1 Bevezetés Ez a dögös doboz a tökéletes
Előcsarnok világítótest Igen pihentető Előcsarnok világítótest A fény hangulatot teremt. A trendi, doboz alakú világítótest tökéletes a kellemes, oldott hangulathoz. 1 Bevezetés Ez a dögös doboz a tökéletes
SZERELÉSI ÚTMUTATÓ. SZERELÉSI ÚTMUTATÓ JS-síkkollektorok lapos tetıre, vagy talajra történı elhelyezéséhez JS-2.6PA; JS-2.6PB
 SZERELÉSI ÚTMUTATÓ JS-2.6PA; JS-2.6PB 2.65 m 2 -ES SÍKKOLLEKTOROK FERDE TETİRE TÖRTÉNİ ELHELYEZÉSÉHEZ 02/2009 A szerelés megkezdése elıtt kérjük elolvasni! 1 1. Bevezetı információk: Villámvédelem Amennyiben
SZERELÉSI ÚTMUTATÓ JS-2.6PA; JS-2.6PB 2.65 m 2 -ES SÍKKOLLEKTOROK FERDE TETİRE TÖRTÉNİ ELHELYEZÉSÉHEZ 02/2009 A szerelés megkezdése elıtt kérjük elolvasni! 1 1. Bevezetı információk: Villámvédelem Amennyiben
LÉPCSŐ I. ÉPSZ 1. ELŐADÁS. (alapismeretek, lebegő és gyámolított lépcsők) Összeállította: dr. Czeglédi Ottó. ÉPSZ 1 ea. LÉPCSŐK I.
 Összeállította: dr. Czeglédi Ottó. ÉPSZ 1 ea. LÉPCSŐK I.") LÉPCSŐ I. (alapismeretek, lebegő és gyámolított lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: - áthidalása - függőleges irányú közlekedés
LÉPCSŐ I. (alapismeretek, lebegő és gyámolított lépcsők) ÉPSZ 1. ELŐADÁS Összeállította: dr. Czeglédi Ottó ÉPSZ 1 ea. LÉPCSŐK I. 1 1. ALAPFOGALMAK: Rendeltetése: - áthidalása - függőleges irányú közlekedés
(az állvány tartozék)
") Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
Fém szalagfűrészek PPS-170TH megr. szám: 15000171 Visszahúzó rendszer kézi fűrészelés esetén (az állvány tartozék) Kezelőpanel Külön tartozékok a PPS-170TH-hoz: fűrészszalag, rugóacél, szél.: 20/ 8 fog/1
2013.05.28. HOMLOKZATBURKOLATOK 3/b. önhordó fal hátfal kapcsolata légrés átszellőzés - hőszigetelés ÉPÜLETSZERKEZETTAN 3. Dr.
 Dr. Hunyadi Zoltán ÉPÜLETSZERKEZETTAN 3 HOMLOKZATBURKOLATOK 3/b www.epszerk.bme.hu Budapesti Műszaki és Gazdaságtudományi Egyetem Építészmérnöki Kar Épületszerkezettani Tanszék SZERELT TÉGLABURKOLATOK
Dr. Hunyadi Zoltán ÉPÜLETSZERKEZETTAN 3 HOMLOKZATBURKOLATOK 3/b www.epszerk.bme.hu Budapesti Műszaki és Gazdaságtudományi Egyetem Építészmérnöki Kar Épületszerkezettani Tanszék SZERELT TÉGLABURKOLATOK
Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.)
") Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Andó Mátyás: Méretlánc átrendezés a gyakorlatban, 21 Gépész Tuning Kft. Méretlánc átrendezés a gyakorlatban (Készítette: Andó Mátyás, a számonkérés az elıadás és a gyakorlat anyagára is kiterjed.) 1. CNC
Szent István Egyetem
 Szent István Egyetem A FORGÁCSOLÁSNÁL ALKALMAZOTT MINIMÁLKENÉS (MMS) HATÁSMECHANIZMUSA- ÉS HATÉKONYSÁGÁNAK NÖVELÉSE Doktori (PhD) értekezés tézisei Kári-Horváth Attila Gödöllő 2009 1 A doktori iskola megnevezése:
Szent István Egyetem A FORGÁCSOLÁSNÁL ALKALMAZOTT MINIMÁLKENÉS (MMS) HATÁSMECHANIZMUSA- ÉS HATÉKONYSÁGÁNAK NÖVELÉSE Doktori (PhD) értekezés tézisei Kári-Horváth Attila Gödöllő 2009 1 A doktori iskola megnevezése:
V. Gyakorlat: Vasbeton gerendák nyírásvizsgálata Készítették: Friedman Noémi és Dr. Huszár Zsolt
 . Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
. Gyakorlat: asbeton gerenák nyírásvizsgálata Készítették: Frieman Noémi és Dr. Huszár Zsolt -- A nyírási teherbírás vizsgálata A nyírási teherbírás megfelelő, ha a következő követelmények minegyike egyiejűleg
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Földművek gyakorlat. Vasalt talajtámfal tervezése Eurocode szerint
 Földműve gyaorlat Vasalt talajtámfal tervezése Eurocode szerint Vasalt talajtámfal 2. Vasalt talajtámfal alalmazási területei Úttöltése vasúti töltése hídtöltése gáta védműve ipari épülete öztere repülőtere
Földműve gyaorlat Vasalt talajtámfal tervezése Eurocode szerint Vasalt talajtámfal 2. Vasalt talajtámfal alalmazási területei Úttöltése vasúti töltése hídtöltése gáta védműve ipari épülete öztere repülőtere
ŰRTECHNOLÓGIA GYAK. Általában a műszaki rajzokról A forgácsoló gépek áttekintés Konstrukciós szemelvények (GEKKO, BioDOS)
") ŰRTECHNOLÓGIA GYAK. Általában a műszaki rajzokról A forgácsoló gépek áttekintés Konstrukciós szemelvények (GEKKO, BioDOS) ea: dr. Bánfalvi Antal V1/105 Műszaki rajz Ha egy dokumentáció nem szöveges részéről
ŰRTECHNOLÓGIA GYAK. Általában a műszaki rajzokról A forgácsoló gépek áttekintés Konstrukciós szemelvények (GEKKO, BioDOS) ea: dr. Bánfalvi Antal V1/105 Műszaki rajz Ha egy dokumentáció nem szöveges részéről
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
31 521 11 0100 31 05 Hegesztő-vágó gép kezelője Hegesztő
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ
 JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI
JINN FA JSL-32A KEZELÉSI ÚTMUTATÓ 1 TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETŐ, BIZTONSÁGI ÓVINTÉZKEDÉSEK... 1.1. FIGYELMEZTETŐ ÁBRÁK, FELIRATOK... 1.2. A FIGYELMEZTETŐ FELIRATOK ELHELYEZKEDÉSE... 1.3. BIZTONSÁGI


Nem oldható kötések alkalmazása, szerszámai, technológiája
 Szabó László Nem oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és
Szabó László Nem oldható kötések alkalmazása, szerszámai, technológiája A követelménymodul megnevezése: Épületgépészeti alapfeladatok A követelménymodul száma: 0109-06 A tartalomelem azonosító száma és
A Budapesti TT Barátok (B.TT.B.) modulszabványa
 modulszabványa") 0. Bevezetés Szabványunk alapvetően a németországi "TT-modulok Baráti Köre ("Freundeskreis TT-Module") modulszabványának átültetése a hazai viszonyok közé, mely több éves működése során bizonyította, hogy
0. Bevezetés Szabványunk alapvetően a németországi "TT-modulok Baráti Köre ("Freundeskreis TT-Module") modulszabványának átültetése a hazai viszonyok közé, mely több éves működése során bizonyította, hogy
EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
2. előadás: További gömbi fogalmak
 2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
2 előadás: További gömbi fogalmak 2 előadás: További gömbi fogalmak Valamely gömbi főkör ívének α azimutja az ív egy tetszőleges pontjában az a szög, amit az ív és a meridián érintői zárnak be egymással
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
GÉPGYÁRTÁSTECHNOLÓGIA Kiemelt tématerületek a hallgatói felkészülés támogatására Összeállította: Dr. Varga Gyula Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet MISKOLCI EGYETEM 2014 TARTALOM
15-17 11-14 8-11 4-7 3 2
 15-17 11-14 8-11 4-7 3 2 Szigetelő és tömítőanyagok Vezetékjelölők és jelzőcímkék Tömítőszelencék Installációs kiegészítők Villanyszerelési dobozok Légvezeték tartozékok OLVASSA BE A KÓDOT! Nézze meg újdonságainkat
15-17 11-14 8-11 4-7 3 2 Szigetelő és tömítőanyagok Vezetékjelölők és jelzőcímkék Tömítőszelencék Installációs kiegészítők Villanyszerelési dobozok Légvezeték tartozékok OLVASSA BE A KÓDOT! Nézze meg újdonságainkat
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12
 PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
PTE, PMMK Stampfer M.: Gépelemek II / Tengelykapcsolókl/ 5 1/12 6. TENGELYKAPCSOLÓK A tengelykapcsoló két tengelyvég összekötésére, forgatónyomaték továbbítására szolgáló, összetett gépelem. A tengelykapcsolók
II./2. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK
 II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
II./. FOGASKEREKEK ÉS FOGAZOTT HAJTÁSOK A FOGASKEREKEK FUNKCIÓJA ÉS TÍPUSAI : Az áéel (ahol az index mindig a hajó kereke jelöli): n ω i n ω A fogszámviszony (ahol az index mindig a kisebb kereke jelöli):
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA LEMEZALAKÍTÓ ELJÁRÁSOK
 AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA 3. előadás LEMEZALAKÍTÓ ELJÁRÁSOK Dr. Rácz Pál egyetemi docens Budapest 2011. Lemezalakító eljárások Lemezalakításnak az olyan képlékenyalakító eljárásokat nevezzük, amelyeknél
AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA 3. előadás LEMEZALAKÍTÓ ELJÁRÁSOK Dr. Rácz Pál egyetemi docens Budapest 2011. Lemezalakító eljárások Lemezalakításnak az olyan képlékenyalakító eljárásokat nevezzük, amelyeknél
52 522 06 0000 00 00 Erőművi kazángépész Erőművi kazángépész
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Kézi forgácsolások végzése
 Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Gubán Gyula Kézi forgácsolások végzése A követelménymodul megnevezése: Karosszérialakatos feladatai A követelménymodul száma: 0594-06 A tartalomelem azonosító száma és célcsoportja: SzT-018-30 KÉZI FORGÁCSOLÁSOK
Alvás szebb környezetben Ez az álomba illő, minimalista, lapos kivitelű ágy, amely két éjjeliszekrénnyel egészül ki, a legújabb divatot követi.
 Minimáldesingos ágy Alvás szebb környezetben Ez az álomba illő, minimalista, lapos kivitelű ágy, amely két éjjeliszekrénnyel egészül ki, a legújabb divatot követi. 1 Bevezetés Egyszerű és lapos : ma is
Minimáldesingos ágy Alvás szebb környezetben Ez az álomba illő, minimalista, lapos kivitelű ágy, amely két éjjeliszekrénnyel egészül ki, a legújabb divatot követi. 1 Bevezetés Egyszerű és lapos : ma is
AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE. Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához
 Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű
Vetor László Richard AZ RD-33 HAJTÓMŰ SZERKEZETI FELÉPÍTÉSÉNEK ISMERTETÉSE Elektronikus tansegédlet az RD-33 hajtómű szerkezettani oktatásához A tansegédlet felépítése A bemutatón belül az RD-33 hajtómű