AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA LEMEZALAKÍTÓ ELJÁRÁSOK
|
|
|
- György Hegedűs
- 9 évvel ezelőtt
- Látták:
Átírás
1 AUTÓIPARI ALAKÍTÁSTECHNOLÓGIA 3. előadás LEMEZALAKÍTÓ ELJÁRÁSOK Dr. Rácz Pál egyetemi docens Budapest 2011.

2 Lemezalakító eljárások Lemezalakításnak az olyan képlékenyalakító eljárásokat nevezzük, amelyeknél lemezanyagok (tábla, szalag, lemezcsík, fólia) feldolgozását olyan képlékenyalakító technológiai eljárással valósítjuk meg, amelynek során a lemezvastagság nem, vagy nem szándékoltan változik. A lemezalakítás az autóipar kiemelten fontos gyártási eljárása. A lemezalakító eljárásokat két nagy csoportba oszthatjuk: anyagszétválasztással, illetve a térbeli alak megváltoztatásával alakító eljárások.

3 Lemezalakító eljárások Az anyagszétválasztással alakító eljárások: ollóval végzett vágások, vágószerszámokban végzett eljárások. A térbeli alak megváltoztatásával alakító lemezalakító eljárások: hajlító, peremező, göngyölítő, hengerítő eljárások, mélyhúzás különféle változatai, az autóiparban fontos nyújtóhúzás (karosszéria lemezalakítás), alaknyomó, alaksajtoló eljárások, peremszűkítés, nyakbehúzás alakító technológiái.

4 Anyagszétválasztó műveletek Az anyagszétválasztó műveleteket röviden vágásnak is nevezzük, amely az anyag szétválasztása, két egymáshoz képest elmozduló szerszámmal. alapanyag bélyeg d B megnyomott sorja rész tört felület h F behúzás fényes övezet s b) u u opt képlékeny zóna F munkadarab ajak vágólap u s d v alászakadozott rész a) c) u < u opt
 c) u <")
5 Anyagszétválasztó műveletek A vágóerő maximumát tekintjük vágóerőnek: F k A t k L s t N v nyírt m v m F B C F max A s W Fdh F s cf s J al 0 köz max F köz F ki 0 s h

6 Anyagszétválasztó műveletek Az ollón végzett vágások leggyakrabban a további alakító eljárások kiinduló gyártmányaként szolgáló teríték előállítására szolgálnak. Az ollók ennek megfelelően különböző méretű és alakú lemezek vágására alkalmas gépek. excenter Az olló felső alsó helyzete e mozgó kés lemez leszorító lemez B állítható ütköző álló kés

7 Anyagszétválasztó műveletek Az ollón végzett vágásoknál két kés éle lehet egymással párhuzamos, vagy szöget bezáró, ahol a vágóerő: F F ferde 2 s 2a t m s/tg 1 2 s 3 u s 4

8 Anyagszétválasztó műveletek A többnyire a lakatos munkáknál használatos rezgőollónak két rövid, egymáshoz képest nagy, = os szöget bezáró éle van. 5 mm lemezvastagságig minden olyan vágási vonalon elvégezhető a vágás, amelyen a legkisebb sugár legalább 15 mm

9 Anyagszétválasztó műveletek A kivágó és lyukasztó műveletek sajtolószerszámmal, zárt körvonal mentén végzett vágóműveletek. hulladék munkadarab munkadarab hulladék a, b,

10 Anyagszétválasztó műveletek A kivágó-lyukasztó műveletek gazdaságossága nagy mértékben függ a táblalemez, szalag, sáv kihasználásától. A lemezterv lehet hulladékos, hulladékszegény és hulladékmentes. Az anyagkihasználás növelhető többsoros elrendezéssel. u v D v u u t w a, v u v b, v c,

11 Anyagszétválasztó műveletek Hulladékszegény lemezterv készíthető a munkadarabok forgatásával, egymásba csúsztatásával e=16.5 e= a, 1.5 =50.5% b, =80.2% e=28mm d, =80% e=25mm c, =59.5% 15 e, =80% e=25mm

12 Anyagszétválasztó műveletek Hulladékmentes lemezterv készítése speciális esetekben lehetséges. Lemez-elrendezési terv munkadarab

13 Anyagszétválasztó műveletek A sávterv egy grafikus műveleti sorrendterv, amely a gyártandó munkadarab előállításához szükséges műveleteket mutatja. A sávterven a műveletek sorrendje mellett az ütköztetés módját és helyét is jelölni kell. E - I vasmag összeszerelése oldalvágó bélyeg ütköző kivágás - lyukasztás darabolás w páratlan rétegek páros rétegek e lyukasztás 1. művelet 2. művelet 3. művelet

14 Anyagszétválasztó műveletek A vágórés méretének hatása a vágott felület minőségére: u G optimális vágórés, a repedések találkoznak, u K a vágórés kicsi, ajak képződik a vágott felületen.

15 Anyagszétválasztó műveletek A hagyományos kivágás és a finomkivágás elve: hagyományos kivágás bélyeg, vágólap, finomkivágás bélyeg, vágólap, ékgyűrű, ellenbélyeg.

16 Anyagszétválasztó műveletek Hagyományos kivágással és finomkivágással vágott darabok vágási felülete.

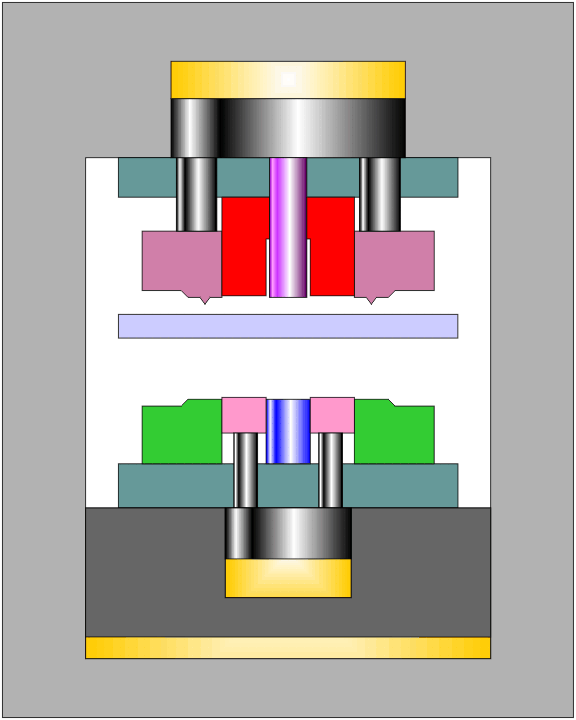

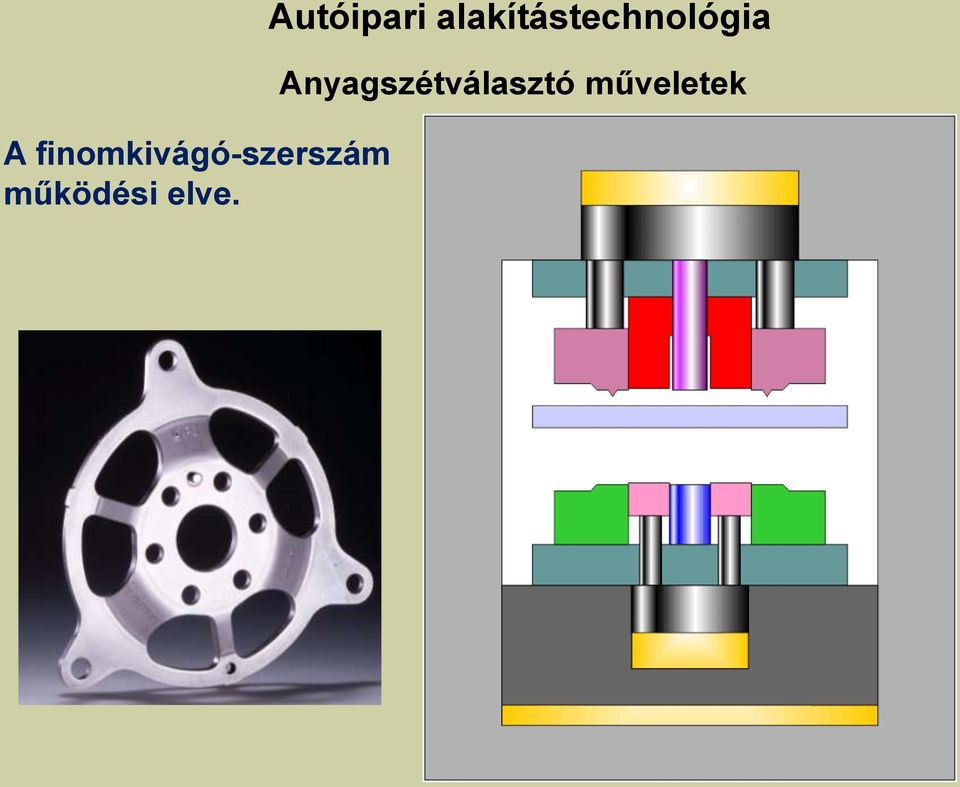
17 A finomkivágó-szerszám működési elve. Anyagszétválasztó műveletek
18 Anyagszétválasztó műveletek A vágó-lyukasztó szerszámok az elvégzett műveletek szerint: lehetnek kivágó, lyukasztó és összetett, hajlítással, mélyhúzással, vagy más alakadó műveletekkel kombinált szerszámok; működési módjuk szerint: egyszerű, vagy több műveletes szerszámok; ez utóbbiak lehetnek sorozat, illetve együttes működésű (blokk-) szerszámok; a szerszám felek vezetése szerint: vezetés nélküli, vezetőlapos, vezetőoszlopos és kombinált vezetésű szerszámok; az ütköztetés módja szerint: ütköző nélküliek, merev ütközősek, mozgó ütközősek, kereső (helyrehúzó) csaposak, oldalvágó bélyegesek.
 csaposak,")
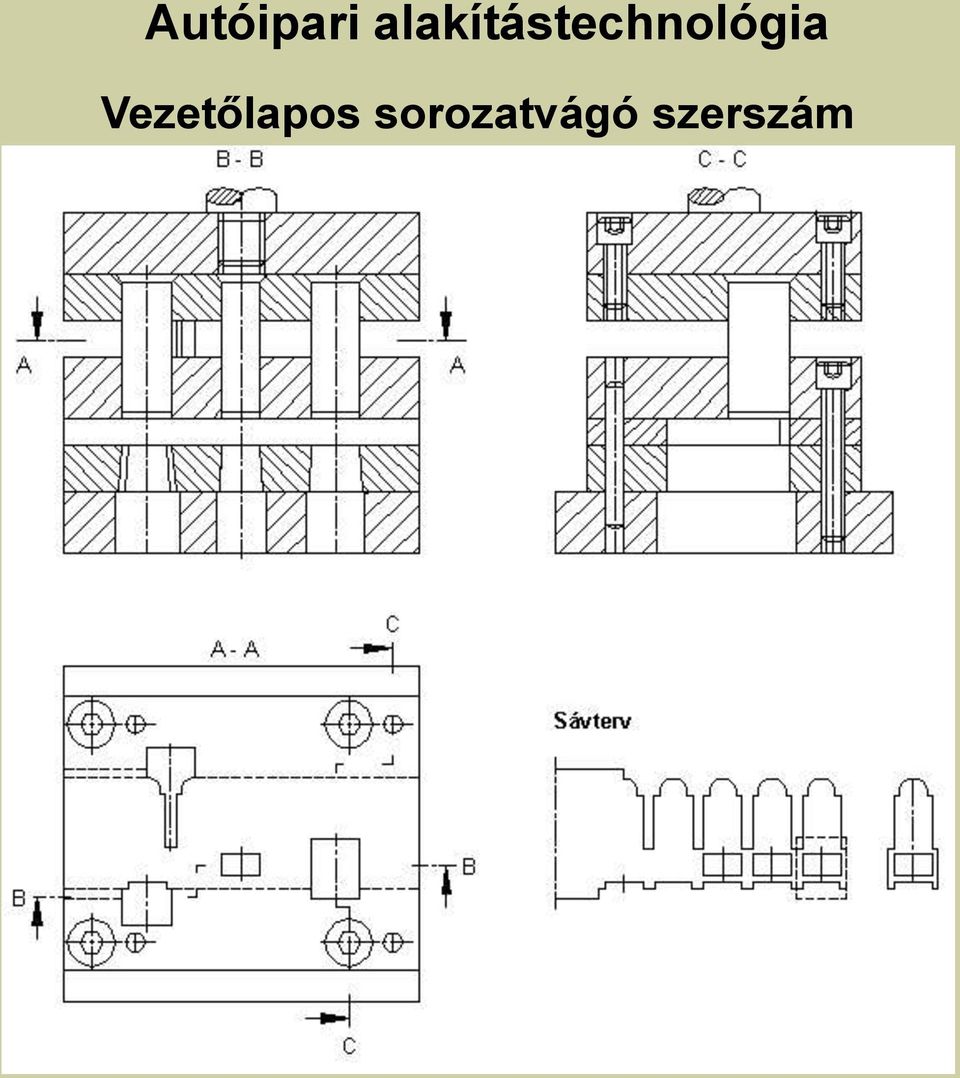
19 Vezetőlapos sorozatvágó szerszám
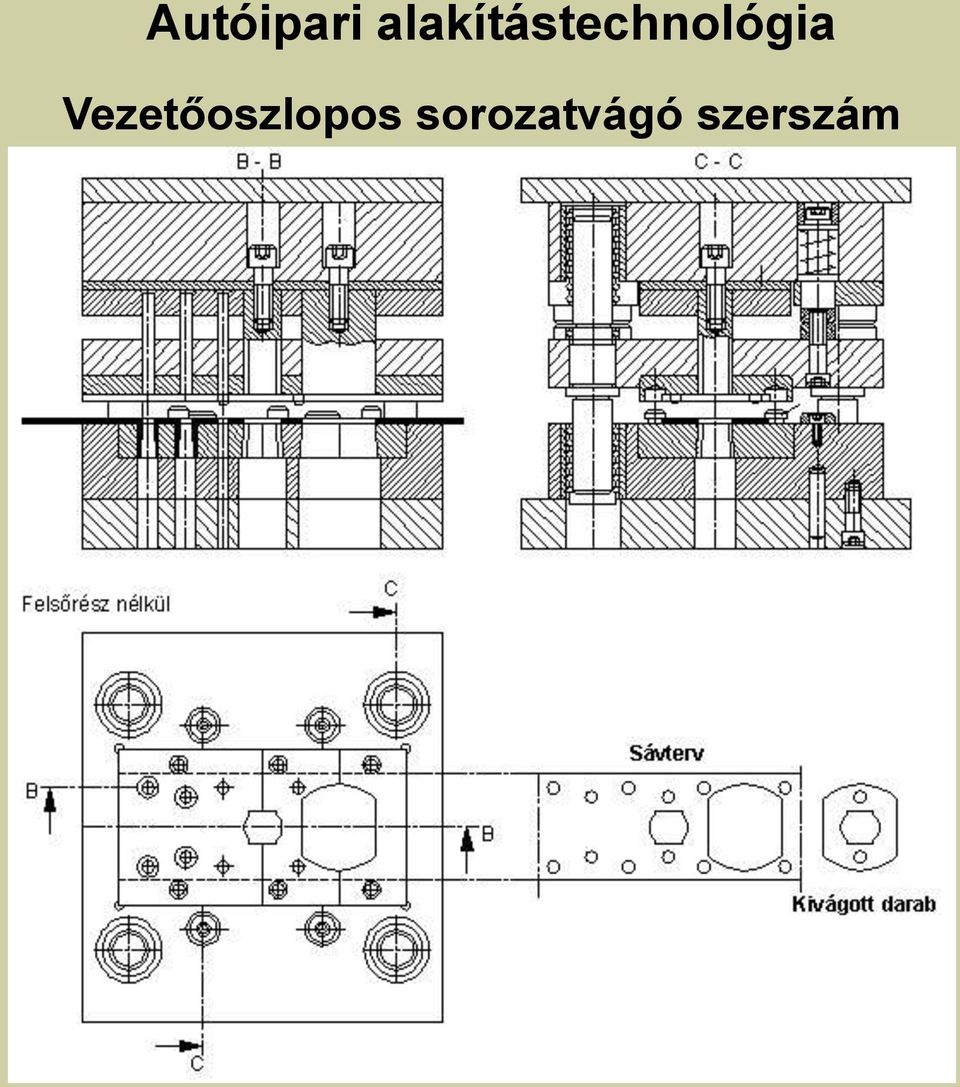
20 Vezetőoszlopos sorozatvágó szerszám
21 Blokk szerszám (vezetőoszlopos)
22 Finomkivágó szerszám
23 Hajlítás A hajlítás olyan képlékenyalakító művelet, amellyel az előgyártmány egyes felületei által bezárt szöget megváltoztatjuk. A hajlítást elterjedten alkalmazzák lemezek, rudak, csövek, profilok feldolgozásakor.
24 Hajlítás A hajlítási műveletet a hajlító bélyeg és a hajlító matrica között végzik. A szerszámok és a munkadarab alakja és mozgása alapján megkülönböztetünk szabad hajlítást, félsűllyesztékes, sűllyesztékes és lengő hajlítást. R B R B R B a, b, c, d,
25 Hajlítás Kisebb sorozatgyártásban olcsó megoldás a gumi matricás hajlítás.
26 Hajlítás A hajlított munkadarab előállításához szükséges kiinduló lemezméretet, a kiterített hosszt, annak figyelembevételével határozhatjuk meg, hogy a semleges szál hossza nem változik. A hajlításkor keletkező rugalmas feszültségek a hajlító erő megszüntetése után rugalmas visszatérítő nyomatékot eredményeznek, amelynek következtében a hajlított alak megváltozását okozó visszarugózás következik be. A visszarugózás következményeként megváltozik a hajlított munkadarabon a hajlítási sugár és a hajlítási szög is. A megengedett minimális hajlítási sugár a szélső szálban bekövetkező esetleges repedés miatt korlátozott.
27 Ékes mozgatású és billenő pofás hajlító szerszámok R
28 Mélyhúzás Mélyhúzással sík lemezből (felállító húzás), vagy üreges előgyártmányból (tovább húzás) üreges testet állítunk elő. A mélyhúzás két alapvetően különböző változata a falvékonyítás nélküli és a falvékonyító mélyhúzás. s 0 s 0 s 0 S 0 s 0 D 0
29 Mélyhúzás A mélyhúzás során a lemez meglehetősen bonyolult alakváltozási folyamaton megy keresztül. A peremfelületen anyagfelesleg van: a tangenciális irányban ható nyomófeszültségek hatására jelentős rövidülés következik be, amely ráncosodáshoz vezethet. A B a b d D 0 D 0 0 s 0 б t s 0 A' B' б t s=s 0 d 1 h a' b' 0 b) d 1 a)
30 Mélyhúzás A gyakorlati mélyhúzási feladatok többségénél a ráncképződést ráncgátló szerszámelem alkalmazásával kell megakadályozni. F Q Q ráncgátló munkadarab húzógyűrű
31 Mélyhúzás A teríték átmérője a térfogat-állandóság feltételéből határozható meg. Ha az edényfenék lekerekítését elhanyagoljuk, a húzás utáni közepes falvastagsággal számolunk és h levágási ráhagyást veszünk: D d k s0 sk dk h h' sk h' d 1 d k sk 2 D0 dk 4 dk h h' s 0 H h d b s k =s 0 s 0 s 0 D 0
32 Mélyhúzás A teríték átmérője általános esetben a Pappus-Guldin tételből határozható meg: L i az egyes meridián szakaszok hossza, r i az egyes meridián szakaszok súlypontja. D i n 1 L r i i D 0 8 n i 1 L r i i
33 Mélyhúzás A falvékonyítás nélküli mélyhúzásnál az átmérőváltozás nagyságának jellemzésére a húzási fokozati tényezőt használjuk. A húzási fokozati tényező (m) a húzóbélyeg átmérőjének és a kiinduló darab átmérőjének hányadosa, azaz kezdő húzásnál az előhúzó fokozati tényező: m o A továbbhúzások során a tovább húzási fokozati tényezők: d1 D d d di m ; m ;... m i d1 d2 di
34 Mélyhúzás Minél nagyobbak a mélyhúzandó anyag képlékenységével kapcsolatos anyagvizsgálati mérőszámok, továbbá a fajlagos vastagság (s/d), annál nagyobb alakváltozást lehet megengedni egy húzási fokozatban, azaz annál kisebb lehet a húzási fokozati tényező. A húzási fokozati tényező megengedhető értéke számos tényezőtől függ; a húzógyűrű és a húzóbélyeg közötti húzóréstől, a mélyhúzó szerszám anyagától, a lemezzel érintkező szerszám elemek felületének állapotától, a kenőanyagtól, a kenés mértékétől, valamint attól, hogy hányadik mélyhúzási műveletről van szó.
35 Mélyhúzás A húzási fokozati tényezők értékei a húzások során növekednek mo m1 m2... m azaz, az egymást követő húzások során egyre kisebb alakváltozás valósítható meg. Az egymást követő húzási műveletek során a munkadarab átmérők az alábbiak szerint számíthatók ki: d 1 m D, d m d m m D, d m d m m D, o d m d m m D. n 1 n 1 n 1 1 o o o n
36 Mélyhúzás A mélyhúzó műveletek során az alakított fém felkeményedik a további alakíthatóság feltételei romlanak. Újrakristályosító izzítás, lágyítás közbeiktatása nélkül az egymást követő húzási műveletek során egyre kisebb alakváltozás engedhető meg, azaz a húzási fokozati tényező értékét növelni kell Ha a húzási műveletek között lágyítást alkalmazunk, akkor a továbbhúzásnál ismét nagyobb alakváltozást, azaz kisebb húzási fokozati tényezőt engedhetünk meg.
37 Ráncgátlós mélyhúzó szerszámok a) b)
38 Nagy méretű karosszéria húzó szerszám
39 Hidroform húzó szerszám
40 Edény tágítása folyadékkal
41 Edény tágítása gumi betéttel
42 Képlékenyalakítással létrehozott kötések
43 Fémnyomás
Használható segédeszköz: számológép, vonalzók, körző, szögmérő, ceruza
 12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!
12/2013. (III. 29.) NFM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 525 06 Karosszérialakatos Tájékoztató A vizsgázó az első lapra írja fel a nevét!
rtórendszerek rendszerek tervezése gyakorlat
 Gyárt rtórendszerek rendszerek tervezése 1 gyakorlat G Miskolci Egyetem Gépgyártástechnológiai Tanszék Miskolc, 2005. 2 1. előadás Műveleti sorrendtervezés 3 Követelmények Személyre szóló tervezési feladat
Gyárt rtórendszerek rendszerek tervezése 1 gyakorlat G Miskolci Egyetem Gépgyártástechnológiai Tanszék Miskolc, 2005. 2 1. előadás Műveleti sorrendtervezés 3 Követelmények Személyre szóló tervezési feladat
Vágó- és tisztítótárcsák Általános munkavédelmi és biztonsági javaslatok
 WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon P 03 4091/M 05 5011/B 06 0300 09/2002 Vágó- és tisztítótárcsák Általános munkavédelmi és biztonsági
WÜRTH Szereléstechnika Kft. - 2040 Budaörs, Gyár u. 2. - Tel.: (00 36) 23/418-130 - Nyomtatva Magyarországon P 03 4091/M 05 5011/B 06 0300 09/2002 Vágó- és tisztítótárcsák Általános munkavédelmi és biztonsági
Képlékenyalakítás 4. előadás
 4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Profil, tevékenységi kör Üzemi teljesítőképesség, Vertikalitás Tömegszerűség, gyártási rendszer A gyártás időbeli lefolytatása A vállalat szervezete
 A vállalat általános jellemzői A vállalat általános jellemzői Profil, tevékenységi kör Üzemi teljesítőképesség, Vertikalitás Tömegszerűség, gyártási rendszer A gyártás időbeli lefolytatása A vállalat szervezete
A vállalat általános jellemzői A vállalat általános jellemzői Profil, tevékenységi kör Üzemi teljesítőképesség, Vertikalitás Tömegszerűség, gyártási rendszer A gyártás időbeli lefolytatása A vállalat szervezete
Oktatási segédlet. Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra. Dr. Jármai Károly.
 Oktatási segédlet Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra a Létesítmények acélszerkezetei tárgy hallgatóinak Dr. Jármai Károly Miskolci Egyetem 013 1 Acél- és alumínium-szerkezetek
Oktatási segédlet Acél- és alumínium-szerkezetek hegesztett kapcsolatainak méretezése fáradásra a Létesítmények acélszerkezetei tárgy hallgatóinak Dr. Jármai Károly Miskolci Egyetem 013 1 Acél- és alumínium-szerkezetek
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre
 A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
A vizsgafeladat ismertetése: Hegesztett termék előállításának ismertetése, különös tekintettl a munkabiztonság és környezetvédelmi ismeretekre Amennyiben a tétel kidolgozásához segédeszköz szükséges, annak
31 525 03 1000 00 00 Karosszérialakatos Karosszérialakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (V. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (V. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Dr. Gulyás József - Dr. Horváth Ákos - Illés Péter - Dr. Farkas Péter ACÉLOK HENGERLÉSE
 Dr. Gulyás József - Dr. Horváth Ákos - Illés Péter - Dr. Farkas Péter ACÉLOK HENGERLÉSE Miskolci Egyetem 2013 Dr. Gulyás József Dr. Horváth Ákos Illés Péter Dr. Farkas Péter műsz. tud. dokt. dr. univ.
Dr. Gulyás József - Dr. Horváth Ákos - Illés Péter - Dr. Farkas Péter ACÉLOK HENGERLÉSE Miskolci Egyetem 2013 Dr. Gulyás József Dr. Horváth Ákos Illés Péter Dr. Farkas Péter műsz. tud. dokt. dr. univ.
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
MUNKAANYAG. Szabó László. Szilárdságtan. A követelménymodul megnevezése:
 Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
Szabó László Szilárdságtan A követelménymodul megnevezése: Kőolaj- és vegyipari géprendszer üzemeltetője és vegyipari technikus feladatok A követelménymodul száma: 047-06 A tartalomelem azonosító száma
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
BBBZ kódex --------------------------------------------------------------------------------------------------------- 4.3.2.5 Hajócsavar-gyártás
 4.3.2.5 Hajócsavar-gyártás A hajócsavarok gyártása erősen speciális tevékenység, amelynél olyan eszközökre is szükség van, mint a nagy méretű öntvények készítéséhez használt berendezések, azok megmunkálására
4.3.2.5 Hajócsavar-gyártás A hajócsavarok gyártása erősen speciális tevékenység, amelynél olyan eszközökre is szükség van, mint a nagy méretű öntvények készítéséhez használt berendezések, azok megmunkálására
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
7. előad. szló 2012.
 7. előad adás Kis LászlL szló 2012. Előadás vázlat Lemez hidak, bordás hidak Lemez hidak Lemezhidak fogalma, osztályozása, Lemezhíd típusok bemutatása, Lemezhidak számítása, vasalása. Bordás hidak Bordás
7. előad adás Kis LászlL szló 2012. Előadás vázlat Lemez hidak, bordás hidak Lemez hidak Lemezhidak fogalma, osztályozása, Lemezhíd típusok bemutatása, Lemezhidak számítása, vasalása. Bordás hidak Bordás
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Hegesztőeljárások. Dr. Németh György főiskolai docens. Hegesztőeljárások energiaforrás szerint. A hegesztőeljárás. aluminotermikus.
 Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
Dr. Németh György főiskolai docens Hegesztőeljárások Hegesztőeljárások energiaforrás szerint energiaforrása mechanikai termokémiai villamos ív villamos ellenállás A hegesztőeljárás megnevezése hidegsajtoló
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2009. május 22. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÉRETTSÉGI VIZSGA 2009. május 22. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
ÉRETTSÉGI VIZSGA 2009. május 22. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÉRETTSÉGI VIZSGA 2009. május 22. 8:00 Az írásbeli vizsga időtartama: 240 perc Pótlapok száma Tisztázati Piszkozati OKTATÁSI ÉS KULTURÁLIS
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
σhúzó,n/mm 2 εny A FA HAJLÍTÁSA
 A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
A FA HAJLÍTÁSA A fa hajlítása a fa megmunkálásának egyik igen fontos módja. A hajlítás legfıbb elınye az anyagmegtakarítás, mivel az íves alkatrészek elıállításánál a kisebb keresztmetszeti méretek mellett
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
Lindab vékonyfalú profilok méretezése DimRoof statikai szoftverrel
 indab Profil oktatási program 010 indab vékonyfalú profilok méretezése DimRoof statikai szoftverrel indab Kft. 1 1. A statikai tervezés eszközei a indabnál indab vékonyfalú acélszelvények (burkolati lemezek
indab Profil oktatási program 010 indab vékonyfalú profilok méretezése DimRoof statikai szoftverrel indab Kft. 1 1. A statikai tervezés eszközei a indabnál indab vékonyfalú acélszelvények (burkolati lemezek
csiszolókorongok tépõzáras/öntapadós Oldal... 163 Oldal... 172,173 csapos polírozófilcek Oldal... 182,183 LevegõsrenDszer 259 tartozékok
 csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
Trapézlemezek szerelési UTASÍTÁSA
 Trapézlemezek szerelési UTASÍTÁSA 1. Az utasítás tárgya. Anyagfajták Az utasítás tárgya a BLACHY és POLMETÁL PRUSZYŃSKI (Pruszyński Lemezek) cég által gyártott trapézlemezek (1. ábra) szerelési irányelvei.
Trapézlemezek szerelési UTASÍTÁSA 1. Az utasítás tárgya. Anyagfajták Az utasítás tárgya a BLACHY és POLMETÁL PRUSZYŃSKI (Pruszyński Lemezek) cég által gyártott trapézlemezek (1. ábra) szerelési irányelvei.
Termékbemutató: Stabilo 5500 Gurulóállvány lépcsőfeljáróval
 Termékbemutató: Stabilo 5500 Gurulóállvány lépcsőfeljáróval Műszaki adatok Gurulóállvány a Stabilo profi sorozatból TÜV által ellenőrzött DIN EN 1004 szabvány 3 Állványcsoport: Terhelhetőség 200 kg/m²
Termékbemutató: Stabilo 5500 Gurulóállvány lépcsőfeljáróval Műszaki adatok Gurulóállvány a Stabilo profi sorozatból TÜV által ellenőrzött DIN EN 1004 szabvány 3 Állványcsoport: Terhelhetőség 200 kg/m²
TRAKTORVONTATÁSÚ PÓTKOCSIK ETK EP DP TP
 TRAKTORVONTATÁSÚ PÓTKOCSIK ETK EP DP TP ETK és EP TÍPUSÚ, 7500 kg ÖSSZTÖMEGŰ EGYTENGELYES PÓTKOCSIK Az ETK típusú egytengelyes pótkocsik kisebb szállítási munkákra készültek. Jellemzőik a nagyfokú mozgékonyság
TRAKTORVONTATÁSÚ PÓTKOCSIK ETK EP DP TP ETK és EP TÍPUSÚ, 7500 kg ÖSSZTÖMEGŰ EGYTENGELYES PÓTKOCSIK Az ETK típusú egytengelyes pótkocsik kisebb szállítási munkákra készültek. Jellemzőik a nagyfokú mozgékonyság
1.1 Lemezanyagok tulajdonságai és alakíthatóságuk
 1 Lemezanyagok tulajdonságai és alakíthatóságuk 1.1 Lemezanyagok tulajdonságai és alakíthatóságuk A lemezalkatrész-gyártás anyagait részben a szakítóvizsgálatból részben szabványos technológiai próbákból
1 Lemezanyagok tulajdonságai és alakíthatóságuk 1.1 Lemezanyagok tulajdonságai és alakíthatóságuk A lemezalkatrész-gyártás anyagait részben a szakítóvizsgálatból részben szabványos technológiai próbákból
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
Szerszámkészítő mester
 Szerszámkészítő mester (Vizsgatevékenységhez rendelt követelménymodul azonosítója, megnevezése) (Vizsgatevékenységhez rendelt követelménymodul azonosítója, megnevezése) Szóbeli vizsgatevékenység Szóbeli
Szerszámkészítő mester (Vizsgatevékenységhez rendelt követelménymodul azonosítója, megnevezése) (Vizsgatevékenységhez rendelt követelménymodul azonosítója, megnevezése) Szóbeli vizsgatevékenység Szóbeli
CSOPORT CSOPORT CSOPORT
 404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
404 Tárolódobozok Oldal........276-277 405 PolCok 405 MUnkAPAdok köszörült lapos szerszámacéllap 413 415 HÉzAGoló lemezek Oldal.......................278 Oldal........279-280 Oldal.......................281
Ellenálláshegesztés elméleti alapjai
 Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
Ellenálláshegesztés elméleti alapjai Hegesztési nyári egyetem 2013. július 6. Dr. Török Imre egyetemi docens Hegesztő eljárások csoportjai A hegesztőeljárások osztályba sorolása az MSZ ISO 4063:2000 szerint
Keresztmetszeti megmunkálás többfejes gyalugépekkel
 Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
Szabó Árpád Kálmán Keresztmetszeti megmunkálás többfejes gyalugépekkel A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító
ETB-2 ERDÉSZETI TÁRCSA
 ERDÉSZETI ÉS FAIPARI EGYETEM Erdőmérnöki Kar ERDÉSZETI GÉPTANI TANSZÉK ETB-2 ERDÉSZETI TÁRCSA 1996. 2 ERDÉSZETI ÉS FAIPARI EGYETEM Erdészeti Géptani Tanszék Tanszékvezető: Dr. Horváth Béla H-9400 Sopron,
ERDÉSZETI ÉS FAIPARI EGYETEM Erdőmérnöki Kar ERDÉSZETI GÉPTANI TANSZÉK ETB-2 ERDÉSZETI TÁRCSA 1996. 2 ERDÉSZETI ÉS FAIPARI EGYETEM Erdészeti Géptani Tanszék Tanszékvezető: Dr. Horváth Béla H-9400 Sopron,
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
MUNKAANYAG. Bukvai Albertné. Alkatrésztechnológia - nyakköreldolgozások. A követelménymodul megnevezése: Textiltermékek összeállítása
 Bukvai Albertné Alkatrésztechnológia - nyakköreldolgozások A követelménymodul megnevezése: Textiltermékek összeállítása A követelménymodul száma: 1321-06 A tartalomelem azonosító száma és célcsoportja:
Bukvai Albertné Alkatrésztechnológia - nyakköreldolgozások A követelménymodul megnevezése: Textiltermékek összeállítása A követelménymodul száma: 1321-06 A tartalomelem azonosító száma és célcsoportja:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre szakma gyakorlati oktatásához (OKJ száma: ) A napló vezetéséért felelős: A foglalkoztató vállalkozó, vállalkozás neve:.. Címe:. Ügyintéző neve,telefonszáma:... A tanuló
Foglalkozási napló a 20 /20. tanévre szakma gyakorlati oktatásához (OKJ száma: ) A napló vezetéséért felelős: A foglalkoztató vállalkozó, vállalkozás neve:.. Címe:. Ügyintéző neve,telefonszáma:... A tanuló
KERETSZERKEZETEK. Definíciók, Keretek igénybevételei, méretezése. 10. előadás
 KERETSZERKEZETEK Definíciók, Keretek igénybevételei, méretezése 10. előadás Definíciók: Oszlop definíciója: Az oszlop vonalas tartószerkezet, két keresztmetszeti mérete (h, b) lényegesen kisebb, mint a
KERETSZERKEZETEK Definíciók, Keretek igénybevételei, méretezése 10. előadás Definíciók: Oszlop definíciója: Az oszlop vonalas tartószerkezet, két keresztmetszeti mérete (h, b) lényegesen kisebb, mint a
beolvadási hibájának ultrahang-frekvenciás kimutatása
 A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
A TERMELÉSI FOLYAMAT MINÕSÉGKÉRDÉSEI, VIZSGÁLATOK 2.5 2.3 Ponthegesztett kötések beolvadási hibájának ultrahang-frekvenciás kimutatása Tárgyszavak: ponthegesztett kötések; ultrahang-frekvenciás hibakimutatás;
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Szerszámkészítő szakma gyakorlati oktatásához OKJ száma: 34 521 10 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Szerszámkészítő szakma gyakorlati oktatásához OKJ száma: 34 521 10 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
DOKTORI (PhD) ÉRTEKEZÉS. Pálinkás Sándor okleveles anyagmérnök. Tudományos témavezető: Dr. Roósz András egyetemi tanár
 ÉRTEKEZÉS. Pálinkás Sándor okleveles anyagmérnök. Tudományos témavezető: Dr. Roósz András egyetemi tanár") Miskolci Egyetem Műszaki Anyagtudományi Kar Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Quartó elrendezésű hengerállvány végeselemes modellezése a síkfekvési hibák csökkentése érdekében
Miskolci Egyetem Műszaki Anyagtudományi Kar Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Quartó elrendezésű hengerállvány végeselemes modellezése a síkfekvési hibák csökkentése érdekében
Tartók és trapézlemezes rögzitések
 Termékbemutató 8.0 Tartó szorító egyszerű tartóként 8.1 Univerzális csukló tetszés szerinti rögzítő szögben 8.2 Tartó szorító traverztartóhoz 8.3 Feszítőkarom traverztartókhoz / csavarok méretezése 8.4
Termékbemutató 8.0 Tartó szorító egyszerű tartóként 8.1 Univerzális csukló tetszés szerinti rögzítő szögben 8.2 Tartó szorító traverztartóhoz 8.3 Feszítőkarom traverztartókhoz / csavarok méretezése 8.4
Ragasztóberendezések
 Ragasztóberendezések 1. Open Top 700/1000/1240/1400/1600/1800 Különböző konfigurációk Gyártói filozófiánk legmagasabb szintű kifejezése. Nagy rugalmasság párosul magas termelékenységgel. Moduláris megoldásokkal
Ragasztóberendezések 1. Open Top 700/1000/1240/1400/1600/1800 Különböző konfigurációk Gyártói filozófiánk legmagasabb szintű kifejezése. Nagy rugalmasság párosul magas termelékenységgel. Moduláris megoldásokkal
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
52 523 03 0000 00 00 Mechatronikai műszerész Mechatronikai műszerész
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
VONÓELEMES HAJTÁSOK (Vázlat)
") VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
Fémes szerkezeti anyagok
 Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Fémek felosztása: Fémes szerkezeti anyagok periódusos rendszerben elfoglalt helyük alapján, sűrűségük alapján: - könnyű fémek, ha ρ 4,5 kg/ dm 3. olvadáspont alapján:
Hogyan válasszunk ventilátort légtechnikai rendszerekhez?
 Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és
Próhászkáné Varga Erzsébet Hogyan válasszunk ventilátort légtechnikai rendszerekhez? A követelménymodul megnevezése: Fluidumszállítás A követelménymodul száma: 699-06 A tartalomelem azonosító száma és
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com
 ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az
ACÉLSZERKEZETEK I. - 7. Előadás Dr. RADNAY László PhD. Tanársegéd Debreceni Egyetem Műszaki Kar Építőmérnöki Tanszék E-mail: radnaylaszlo@gmail.com Hegesztés Hegesztés: "homogén", anyagi kapcsolat, az


70év. Egy vállalat. Sok különböző pótkocsi. 70 éve minőség Ausztriából. tapasztalat N o. Nyugat-Európában. legyártott jármű
 1 Halfpipe 70 éve minőség Ausztriából Családi vállalkozás. 100% ausztriai gyártás. Kovácsműhelyből ipari üzemmé fejlődött, folyamatosan a minőségre összpontosítva. A legmodernebb gyártóberendezésekkel,
1 Halfpipe 70 éve minőség Ausztriából Családi vállalkozás. 100% ausztriai gyártás. Kovácsműhelyből ipari üzemmé fejlődött, folyamatosan a minőségre összpontosítva. A legmodernebb gyártóberendezésekkel,
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: B06 - Gépipari alkatrész technológiai tervezése ÓE-B06 alap
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
ÉPSZERK-5 2014/2015. 2. félév
 ÉPSZERK-5 2014/2015. 2. félév NAGY MAGASSÁGÚ VÁLASZFALAK KÜLÖNLEGES VÁLASZFALAK Előadó JUHARYNÉ DR. KORONKAY ANDREA egyetemi docens BME ÉPÜLETSZERKEZETTANI TANSZÉK CSARNOK VÁLASZFAL RAKTÁR CSARNOKTÉR FELADAT
ÉPSZERK-5 2014/2015. 2. félév NAGY MAGASSÁGÚ VÁLASZFALAK KÜLÖNLEGES VÁLASZFALAK Előadó JUHARYNÉ DR. KORONKAY ANDREA egyetemi docens BME ÉPÜLETSZERKEZETTANI TANSZÉK CSARNOK VÁLASZFAL RAKTÁR CSARNOKTÉR FELADAT
Mûszaki dokumentáció Kondenzációs falikazán család FGB/FGB-K
 Mûszaki dokumentáció Kondenzációs falikazán család FGB/FGB-K Wolf FGB falikazánok Az FGB sorozat kétféle hőteljesítménnyel (28 és 35 kw), fűtő és kombi kivitelben készül. Az FGB minden olyan tulajdonsággal
Mûszaki dokumentáció Kondenzációs falikazán család FGB/FGB-K Wolf FGB falikazánok Az FGB sorozat kétféle hőteljesítménnyel (28 és 35 kw), fűtő és kombi kivitelben készül. Az FGB minden olyan tulajdonsággal
Kvartó elrendezésű hengerállvány végeselemes modellezése a síkkifekvési hibák kimutatása érdekében. PhD értekezés tézisei
 Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Kvartó elrendezésű hengerállvány végeselemes modellezése a síkkifekvési hibák kimutatása érdekében PhD értekezés tézisei KÉSZÍTETTE: Pálinkás
Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Kvartó elrendezésű hengerállvány végeselemes modellezése a síkkifekvési hibák kimutatása érdekében PhD értekezés tézisei KÉSZÍTETTE: Pálinkás
Tevékenység: Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit!
 Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
Gyűjtse ki és tanulja meg a lemezkarosszéria alakítástechnológia tervezés-előkészítésének technológiai lépéseit! Maga az alakítástechnológia tervezés-előkészítése alapvetően négy-, egymástól jól elkülöníthető
GRUNDFO F S Sze z r e elé l s é i és é üz ü e z m e elt l e t té t s é i ut u a t sít í á t s
 GRUNDFOS Szerelési és üzemeltetési utasítás 2 3 4 TARTALOMJEGYZÉK 1. Típus megnevezés 2. Alkalmazási terület 3. Műszaki adatok 3.1 Környezeti hőmérséklet 3.2 Közeghőmérséklet 3.3 Maximális üzemi nyomás
GRUNDFOS Szerelési és üzemeltetési utasítás 2 3 4 TARTALOMJEGYZÉK 1. Típus megnevezés 2. Alkalmazási terület 3. Műszaki adatok 3.1 Környezeti hőmérséklet 3.2 Közeghőmérséklet 3.3 Maximális üzemi nyomás
TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI ALAPFOGALMAK 3 2. ISO-TŰRÉSRENDSZER 4. 2.1. Mérettartományok 5. 2.2. Tűrésfokozatok 6. 2.3. Szabványos tűrésnagyságok 7
 Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
A hidegzömítés alapesetei és geometriai viszonyai a 4.6. ábrán láthatók. 4.6. ábra A hidegzömítés alapesetei, zömítés (l/d) viszonyai
 viszonyai") Animáció - Hiegzömítés Ismételje át a zömítés tanult jellemzőit! Gyűjtse i és tanulmányozza a hiegzömítés alapeseteit! Rajzolja le a hiegzömítés alapeseteit! Jegyezze meg a megengeett zömítési viszony
Animáció - Hiegzömítés Ismételje át a zömítés tanult jellemzőit! Gyűjtse i és tanulmányozza a hiegzömítés alapeseteit! Rajzolja le a hiegzömítés alapeseteit! Jegyezze meg a megengeett zömítési viszony
Magyarkúti József. Anyagvizsgálatok. A követelménymodul megnevezése: Mérőtermi feladatok
 Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
Magyarkúti József Anyagvizsgálatok A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma és célcsoportja: SzT-001-50 ANYAGVIZSGÁLATOK ANYAGVIZSGÁLATOK
MUNKAANYAG. Gombos József. Marógépek ellenőrzése, beállítása. A követelménymodul megnevezése: A biztonságos munkavégzés feladatai
 Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
Gombos József Marógépek ellenőrzése, beállítása A követelménymodul megnevezése: A biztonságos munkavégzés feladatai A követelménymodul száma: 2273-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-30
Müszaki könyv: Nagy porledobóhoz
 Müszaki könyv Nagy porledobó Tervezö és kivitelezö: ENTRA-SYS Kft. Szeged Rigó u 29 Villeroy & Boch Magyarország Rt Padlóportöltö rendszer Oldal: 1 Müszaki könyv Nagy porledobóhoz 1. Müszaki leírás A berendezés
Müszaki könyv Nagy porledobó Tervezö és kivitelezö: ENTRA-SYS Kft. Szeged Rigó u 29 Villeroy & Boch Magyarország Rt Padlóportöltö rendszer Oldal: 1 Müszaki könyv Nagy porledobóhoz 1. Müszaki leírás A berendezés
Kisméretű alkatrészek megmunkálása
 SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
SANDVIK COROMANT FORGÁCSOLÓSZERSZÁMOK Kisméretű alkatrészek megmunkálása ESZTERGÁLÁS LESZÚRÁS ÉS BESZÚRÁS MENETKÉSZÍTÉS MARÁS FÚRÁS Tartalomjegyzék Bevezetés 2 Csúszófejes gépek 4 Rendelési információk
Kereskedelmi csövek Raktári program
 Kereskedelmi csövek Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt rúdacélok
Kereskedelmi csövek Raktári program ThyssenKrupp Ferroglobus ThyssenKrupp Hetedik kiadás 2006. április Ötvözetlen és alacsony ötvözésû lemeztermékek Betonacélok Szerszámacélok Melegen hengerelt rúdacélok
Elektronikus közelítéskapcsolók
 Elektronikus közelítéskapcsolók A Mechatronikában az érzékelők (szenzorok) szinte minden fajtáját alkalmazzák A közelítéskapcsolók csoportosítása a működési alapelvük szerint: 1. mágneses közelítéskapcsolók;
Elektronikus közelítéskapcsolók A Mechatronikában az érzékelők (szenzorok) szinte minden fajtáját alkalmazzák A közelítéskapcsolók csoportosítása a működési alapelvük szerint: 1. mágneses közelítéskapcsolók;
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016.
 KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
KÉRDÉSEK_GÉPELEMEKBŐL_TKK_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az
TERVEZÉSI SEGÉDLET SZERELÉSI UTASÍTÁS. SOLARONICS Central Europe Kereskedelmi Kft. 1116 Budapest, Építész u. 8-12. 2013.09.02
 KROBATH MELEGVIZES / GŐZÖS MENNYEZETI SUGÁRZÓK TERVEZÉSI SEGÉDLET és SZERELÉSI UTASÍTÁS Szerviz Tel.: (20) 495-7050, E-mail : szerviz@solaronics.hu 2013.09.02 TARTALOMJEGYZÉK 1. Termékleírás 4. oldal 1.1.
KROBATH MELEGVIZES / GŐZÖS MENNYEZETI SUGÁRZÓK TERVEZÉSI SEGÉDLET és SZERELÉSI UTASÍTÁS Szerviz Tel.: (20) 495-7050, E-mail : szerviz@solaronics.hu 2013.09.02 TARTALOMJEGYZÉK 1. Termékleírás 4. oldal 1.1.
MAGASÉPÍTÉSTAN MSc. Magasépítéstan MSc 6. Előadás. 2014/2015 II. szemeszter Horváth Imréné Dr. Baráti Ilona egyetemi docens, BME Magasépítési Tanszék
 Magasépítéstan MSc 6. Előadás BME MET Előadó: 2014/2015 II. szemeszter egyetemi docens, BME Magasépítési Tanszék 1 RÖGZÍTÉSTECHNIKA 1. Esettanulmány esetfelvetés 2. A téma jelentősége 3. A rögzítési módok
Magasépítéstan MSc 6. Előadás BME MET Előadó: 2014/2015 II. szemeszter egyetemi docens, BME Magasépítési Tanszék 1 RÖGZÍTÉSTECHNIKA 1. Esettanulmány esetfelvetés 2. A téma jelentősége 3. A rögzítési módok
10. OPTIMÁLÁSI LEHETŐSÉGEK A MŰVELET-ELEMEK TERVEZÉSEKOR
 10. OPIMÁLÁSI LEHEŐSÉGEK A MŰVELE-ELEMEK ERVEZÉSEKOR A technológiai terezés ezen szintén a fő feladatok a köetkezők: a forgácsolási paraméterek meghatározása, a szerszám mozgásciklusok (üresárati, munkautak)
10. OPIMÁLÁSI LEHEŐSÉGEK A MŰVELE-ELEMEK ERVEZÉSEKOR A technológiai terezés ezen szintén a fő feladatok a köetkezők: a forgácsolási paraméterek meghatározása, a szerszám mozgásciklusok (üresárati, munkautak)
Lindab Protectline Műszaki információ. Lindab Protectline. Lindab Tetőbiztonsági rendszer Műszaki információ
 Lindab Protectline Műszaki információ Lindab Protectline Lindab Tetőbiztonsági rendszer Műszaki információ Lindab Protectline Tetőbiztonsági rendszer Lindab Protectline tetőbiztonsági rendszer kiválóan
Lindab Protectline Műszaki információ Lindab Protectline Lindab Tetőbiztonsági rendszer Műszaki információ Lindab Protectline Tetőbiztonsági rendszer Lindab Protectline tetőbiztonsági rendszer kiválóan
ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS
 ÜREGBIZTOSÍTÁS") Miskolci Egyetem Bányászati és Geotechnikai Intézet Bányászati és Geotechnikai Intézeti Tanszék ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS Oktatási segédlet Szerző: Dr. Somosvári Zsolt DSc professzor emeritus Szerkesztette:
Miskolci Egyetem Bányászati és Geotechnikai Intézet Bányászati és Geotechnikai Intézeti Tanszék ACÉLÍVES (TH) ÜREGBIZTOSÍTÁS Oktatási segédlet Szerző: Dr. Somosvári Zsolt DSc professzor emeritus Szerkesztette:
Új! Ezekkel mindenki szívesen dolgozik. Az iparosok fűrészei.
 Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
KULCS_GÉPELEMEKBŐL III.
 KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
KULCS_GÉPELEMEKBŐL III. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket az adott mérettől
51 525 01 0100 31 02 Autókarbantartó és -ápoló Autószerelő
 120-06 Gépjárműjavítás III A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
120-06 Gépjárműjavítás III A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről
Kenhető, gyorsan kötő, elasztomer vízszigetelő anyag (folyékony fólia)
") Kenhető, gyorsan kötő, elasztomer vízszigetelő anyag (folyékony fólia) {tab=termékleírás} Felhasználásra kész, oldószermentes, nagy viszkozitású szigetelőanyag, mely megkötés után rugalmas, vízzáró, de
Kenhető, gyorsan kötő, elasztomer vízszigetelő anyag (folyékony fólia) {tab=termékleírás} Felhasználásra kész, oldószermentes, nagy viszkozitású szigetelőanyag, mely megkötés után rugalmas, vízzáró, de
Egyéb termékek. Korpuszba tolható ajtóvasalat Szekrényfelfüggesztő vasalat Összekötő vasalat
 Korpuszba tolható ajtóvasalat Szekrényfelfüggesztő vasalat Összekötő vasalat POCKET DOOR A praktikus bútorvasalat, mely lehetővé teszi a szekrény belsejébe való zavartalan belátást például TV szekrény.
Korpuszba tolható ajtóvasalat Szekrényfelfüggesztő vasalat Összekötő vasalat POCKET DOOR A praktikus bútorvasalat, mely lehetővé teszi a szekrény belsejébe való zavartalan belátást például TV szekrény.
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Tüzelőanyag előállítása a polgárdi pelletáló üzemben
 Tüzelőanyag előállítása a polgárdi pelletáló üzemben Nagy Sándor, tanszéki mérnök Miskolci Egyetem, Nyersanyagelőkészítési és Környezeti Eljárástechnikai Intézet Ferencz Károly, vezérigazgató Vertikál
Tüzelőanyag előállítása a polgárdi pelletáló üzemben Nagy Sándor, tanszéki mérnök Miskolci Egyetem, Nyersanyagelőkészítési és Környezeti Eljárástechnikai Intézet Ferencz Károly, vezérigazgató Vertikál
DM-GN0001-10. (Hungarian) Kereskedői kézikönyv. Általános működés
 Kereskedői kézikönyv. Általános működés") (Hungarian) DM-GN0001-10 Kereskedői kézikönyv Általános működés TARTALOM FONTOS FIGYELMEZTETÉS... 5 A BIZTONSÁG ÉRDKÉBEN...6 1 HÁTSÓVÁLTÓ... 7 MTB / TÚRAKERÉKPÁR HÁTSÓ VÁTÓ...8 ORSZÁGÚTI HÁTSÓ VÁTÓ...15
(Hungarian) DM-GN0001-10 Kereskedői kézikönyv Általános működés TARTALOM FONTOS FIGYELMEZTETÉS... 5 A BIZTONSÁG ÉRDKÉBEN...6 1 HÁTSÓVÁLTÓ... 7 MTB / TÚRAKERÉKPÁR HÁTSÓ VÁTÓ...8 ORSZÁGÚTI HÁTSÓ VÁTÓ...15
SZAKDOLGOZAT. Gömbcsap működtető orsó gyártástervezése
 Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Miskolci Egyetem Gépészmérnöki Kar Gyártástudományi Intézet SZAKDOLGOZAT Gömbcsap működtető orsó gyártástervezése Tervezésvezető: Felhő Csaba tanársegéd Konzulens: Tárkányi Ferenc üzemmérnök Készítette:
Az átkapcsoló. Izzófoglalat E 10 Műszaki adatok: max. feszültség: 42V 06170.00. Izzófoglalat E 14. max. feszültség: 42V 06171.00
 Elektromos kapcsolódoboz rendszer Az elektromosságtani bevezető kísérletekhez: Alkalmazható tanulói és bemutató kísérleteknél, rögzítés»pass«kettős karmantyúval Ütésálló műanyag ház érintésbiztos zárt
Elektromos kapcsolódoboz rendszer Az elektromosságtani bevezető kísérletekhez: Alkalmazható tanulói és bemutató kísérleteknél, rögzítés»pass«kettős karmantyúval Ütésálló műanyag ház érintésbiztos zárt
Tevékenység: Tanulmányozza a 4. táblázatot! Gyűjtse ki és tanulja meg a nagyszilárdságú mélyhúzott finom acélok típusait és jelölésüket!
 A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
A karosszéria merevségét a karosszéria forma, a lemez vastagsága és a strukturális részek rugalmassági modulusza határozza meg. A nagyszilárdságú lemezek alkalmazásakor a lemezvastagsággal elért súly csökkentés,
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR Robert Bosch Mechatronikai Tanszék FOKOZATNÉLKÜLI TELJESÍTMÉNY HAJTÓMŰVEK (Forgácsoló szerszámgépek fokozatnélküli főhajtóművei) Oktatási segédlet Dr.
MUNKAANYAG. Gergely József. Keretszerkezetek készítése. A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok
 Gergely József Keretszerkezetek készítése A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-30
Gergely József Keretszerkezetek készítése A követelménymodul megnevezése: Alapvető tömörfa megmunkálási feladatok A követelménymodul száma: 2302-06 A tartalomelem azonosító száma és célcsoportja: SzT-022-30
SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY
 MAGYAR NÉPKÖZTÁRSASÁG SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY Bejelentés napja 1970. IX. 22. (CE-781) Nemzetközi osztályozás: G Ot n 1/00, G 01 n 3/00, G 01 n 25/00 ORSZÁGOS TALÁLMÁNYI HIVATAL Közzététel
MAGYAR NÉPKÖZTÁRSASÁG SZABADALMI LEÍRÁS SZOLGÁLATI TALÁLMÁNY Bejelentés napja 1970. IX. 22. (CE-781) Nemzetközi osztályozás: G Ot n 1/00, G 01 n 3/00, G 01 n 25/00 ORSZÁGOS TALÁLMÁNYI HIVATAL Közzététel
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT. Férfiruha-készítő D feladat
 MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Férfiruha-készítő D feladat Szakképesítés azonosító száma, megnevezése: (Kamarai 3 éves képzés) Szakmai- és vizsgakövetelmény: 18/2005.(VII.1.)
MAGYAR KERESKEDELMI ÉS IPARKAMARA SZINTVIZSGA SZAKMAI GYAKORLATI FELADAT Férfiruha-készítő D feladat Szakképesítés azonosító száma, megnevezése: (Kamarai 3 éves képzés) Szakmai- és vizsgakövetelmény: 18/2005.(VII.1.)
VIZSGABIZTOS KÉPZÉS. 09_2. Kormányzás. Kádár Lehel. Budapest, 2012. - 1 -
 VIZSGABIZTOS KÉPZÉS 09_2. Kormányzás Kádár ehel Budapest, 2012. - 1 - 1.) A közúti járművek kormányzásával szembeni általános követelmények A közúti járművek kormányzásának az alábbi általános követelményeknek
VIZSGABIZTOS KÉPZÉS 09_2. Kormányzás Kádár ehel Budapest, 2012. - 1 - 1.) A közúti járművek kormányzásával szembeni általános követelmények A közúti járművek kormányzásának az alábbi általános követelményeknek
Használati útmutató. Biztonsági előírások. Tartalom. Szimbólumok. A műszer felhasználási célja. Tiltott használat. magyar. Biztonsági előírások
 77-116 tanley TLM 220i 1 2 4 5 7 10 11 13 3 6 8 9 12 14 15 2 1 3 4 1 2 3 8 5 7 4 7 6 6 5 asználati útmutató magyar Gratulálunk a tanley TLM 220i megvásárlásához! A termék használata előtt figyelmesen olvassa
77-116 tanley TLM 220i 1 2 4 5 7 10 11 13 3 6 8 9 12 14 15 2 1 3 4 1 2 3 8 5 7 4 7 6 6 5 asználati útmutató magyar Gratulálunk a tanley TLM 220i megvásárlásához! A termék használata előtt figyelmesen olvassa
6720647804-0. Síkkollektor. FKC-2 Tetőben történő szerelés. Szerelési és karbantartási utasítás 6 720 648 991 (2011/05) HU
 HU") 670647804-0 Síkkollektor FKC- Tetőben történő szerelés Szerelési és karbantartási utasítás HU Tartalomjegyzék HU Tartalomjegyzék Szimbólumok magyarázata és biztonsági tudnivalók...............................
670647804-0 Síkkollektor FKC- Tetőben történő szerelés Szerelési és karbantartási utasítás HU Tartalomjegyzék HU Tartalomjegyzék Szimbólumok magyarázata és biztonsági tudnivalók...............................
2. AZ ALUMÍNIUM SZERKEZETGYÁRTÁS KÜLÖNLEGES VONATKOZÁSAI
 ALUMÍNIUM SZERKEZETEK TERVEZÉSE 2. AZ ALUMÍNIUM SZERKEZETGYÁRTÁS KÜLÖNLEGES VONATKOZÁSAI SZAKMÉRNÖKI KURZUS AZ ALUMÍNIUM TULAJDONSÁGAI Előnyök Kis térfogatsúly Alakíthatóság Korrózió állóság Viszonylag
ALUMÍNIUM SZERKEZETEK TERVEZÉSE 2. AZ ALUMÍNIUM SZERKEZETGYÁRTÁS KÜLÖNLEGES VONATKOZÁSAI SZAKMÉRNÖKI KURZUS AZ ALUMÍNIUM TULAJDONSÁGAI Előnyök Kis térfogatsúly Alakíthatóság Korrózió állóság Viszonylag
MEVA termékskála. Falzsalu elemek és kiegészítô alkatrészek elônyei. Gyors elemkapcsolás. Zártszelvényû profilok. Alkus zsaluhéj
 Falzsalu elemek és kiegészítô alkatrészek elônyei Gyors elemkapcsolás MEVA zsalukapocs a szomszédos zsaluelemek között gyors és biztos kapcsolatot hoz létre. Súlya max. 2,8 kg, létrán állva akár egy kézzel
Falzsalu elemek és kiegészítô alkatrészek elônyei Gyors elemkapcsolás MEVA zsalukapocs a szomszédos zsaluelemek között gyors és biztos kapcsolatot hoz létre. Súlya max. 2,8 kg, létrán állva akár egy kézzel