GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1
|
|
|
- Gyula Fábián
- 8 évvel ezelőtt
- Látták:
Átírás
1 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak 10. előadás Különleges technológiák Összeállította: Dr. Pintér József
2 Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás 3. Ultrapreciziós megmunkálás 4. Nagysebességű forgácsolás 5. Minimálkenés, szárazforgácsolás
3 Különleges technológiák
4 Különleges technológiák

5 Szikraforgácsolás EDM Előtolómű Elvi vázlat

6 Szikraforgácsolás EDM Jellegzetes szikraforgácsolt alkatrészek

7 Szikraforgácsolás EDM Szikraforgácsolt alkatrész

8 Szikraforgácsolás EDM Szikraforgácsolás EDM
9 Szikraforgácsolás EDM
10 Szikraforgácsolás EDM S f homlokköz (nem egyenletes mérete a folyadék áramlásának irányába növekszik) S h oldalköz (az áramlás irányába növekvő méretű) Gyártástechnológia_Különleges technológiák 10
11 Szikraforgácsolás EDM

12 Szikraforgácsolás EDM
13 Szikraforgácsolás EDM Szikraforgácsolás változatai a. A szerszám alakja belegravírozódik munkadarab felületébe b. Szikraforgácsoló furás c. Huzalelektród 3,4,5,6 tengelyes EDM d. Szikraforgácsoló vágás (pl. keményfém darabolására) Gyártástechnológia_Különleges technológiák 13

14 Lézersugaras megmunkálás Lézersugaras megmunkálás Gyártástechnológia_Különleges technológiák 14

15 Lézersugaras megmunkálás Gyártástechnológia_Különleges technológiák 15

16 Lézersugaras megmunkálás Gyártástechnológia_Különleges technológiák 16
17 Lézersugaras megmunkálás A lézersugaras technológia a vágás példáján Gyártástechnológia_Különleges technológiák 17

18 Lézersugaras megmunkálás Gyártástechnológia_Különleges technológiák 18
19 Elektrokémiai megmunkálások Elektrokémiai megmunkálások ECM Electrochemical Machining Az elektromos áram vegyi hatásán alapul A fémlapokra egyenáramot kapcsolunk Elektrolízis folyamata Gyártástechnológia_Különleges technológiák 19
20 Ultrapreciziós megmunkálás Ultrapreciziós megmunkálás a 17. században: rézből tükröt üveg és porcelán megolvasztására. ill. csillagászati tükörteleszkópok késítésére E. Maignan 1648-ban: eszterga hiperbolikus (aszférikus) fémtükrök esztergálására 1945: szerszámélként természetes gyémánt egykristály Gyártástechnológia_Különleges technológiák 20
21 Ultrapreciziós megmunkálás UP fejlődését a teljesítménylézerek kifejlesztése, valamint az infravörös optika elterjedése ösztönözte szokásos elnevezések: szubmikronos-, ultrapreciziós megmunkálások, nanontechnológia, mikroforgácsolás, stb Gyártástechnológia_Különleges technológiák 21
22 Ultrapreciziós megmunkálás Megmunkálási eljárás/változat Megkövetelt pontosság Alakhiba/Érdesség (R a ) Osztálybasorolás Esztergálás, marás 50 µm / 1,6 µm Finommegmunkálás Finomesztergálás. köszörülés Leppelés, finomköszörülés Mikroforgácsolás, mikroköszörülés Polírozás, elektrokémiai polírozás 25 µm / 0,24 µm Precíziós megmunkálás 10 µm / 0,13 µm Nagypontosságú megmunkálás 1 µm / 0,1 µm Ultrpreciziós megmunkálás 0,1 µm / 0,01 µm Nanotechnológia Gyártástechnológia_Különleges technológiák 22
23 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Fényvisszaverő optikai elemek (tükrök) Scanner a megmunkáló lézerekhez Sík- és parabolatükrök a megmunkáló lézerekhez Fénymásoló és lézernyomtató dobok Alumíniu m Réz Arany Nikkel Ezüst Platina Molibdén Reflexió: 98% Alakpontosság: 0,2...0,01 µm Érdesség: R a 0,005 µm Gyártástechnológia_Különleges technológiák 23
24 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Áteresztő optikai elemek (lencsék) Freznellencse Germánium lencse napelemek lencséi A lézersugarak fókuszáló és kiléptető lencséi Optikai műanyagok Germánium Szilícium Ga As, Zn Se, Zn S Alakpontosság: 0,2...0,01 µm Érdesség: R a 0,002 µm Gyártástechnológia_Különleges technológiák 24
25 Ultrapreciziós megmunkálás Alkalmazási terület Anyag Követelmény Mechanikai elemek, alkatrészek Mágn. merev adattárolók (harddiszk) Videorekorderekhez szalagvezető görgők Légcsapágyazás alkatrészei Vákuumtömítések Részecskegyorsítók elektródái Alumínium Nikkel Réz Sárgaréz Alakpontosság: 0,5...0,1 µm Érdesség: R a 0,01 µm Gyártástechnológia_Különleges technológiák 25
26 Ultrapreciziós megmunkálás Vastartalmú anyagok gyémánt éllel nem forgácsolhatók, Köbös bórnitrid (CBN) ultrapreciziós keménymegmunkálás Technológiai adatok: Méretpontosság: IT5 Forgácsolási sebesség: v = m/min Forgács keresztmetszet: A c = µm 2 Éllekerekedés a szerszámon: r a = 0, µm Forgácsolóerő: F v = 0,1 N N Gyártástechnológia_Különleges technológiák 26
27 Szerszámgép: Ultrapreciziós megmunkálás Főorsó: aerosztatikus; n = f/min tehermentesített, rezgéscsillapított szíjhajtás futáspontossága: 0,05 µm merevsége: 500 N/µm (orsóközépen) anyagminőség: kerámia (deform. 7x kisebb), szánszálerősítésű műanyag (deform. 15x kisebb) elektrom. (érintk. nélküli) nyomatékátvitel Gyártástechnológia_Különleges technológiák 27
28 Ultrapreciziós megmunkálás Szerszámgép: Vezetékek: aerosztatikus (CBN hidrosztatikus) Környezet: klímatizált, 20±0,5C o, relatív nedvesség tartalom: 50%, hőegyensúly, emberi jelenlét nem kívánatos Rezgésszigetelt alap, gépágy: gránit, gömbgrafitos. öv., kerámia Munkadarab befogás: vakuumtokmány, műanyag, üveg ragasztással Gyártástechnológia_Különleges technológiák 28
29 Nagysebességű forgácsolás 2. Nagysebességű forgácsolás (HSC) A forgácsoló megmunkálás termelékenysége növelésének egyik útja a forgácsoló főmozgás és az előtolás sebességének növelése. Az évi chicagói nemzetközi szerszámgép világkiállításon az első olyan szerszámgépek, amelyek a nagysebességű megmunkálás gyakorlati megvalósítását jelentették. Az angol nyelvű szakirodalomban: High Speed Cutting (rövidítése HSC) terjedt el a szakirodalomban, (ritkábban a High Speed Milling, nagy sebességű marás, rövidítése HSM)
30 Nagysebességű forgácsolás A nagysebességű forgácsolás elméleti alapjai és feltételei Carl Salamon (1920) acél, színes és könnyű fémeket forgácsolt v = 440 m/min (acél), v = 2850 m/min (réz) és v = m/min (alumínium) forgácsolási sebességgel. Korábban mértékadó álláspont klasszikus a forgácsolási sebesség (v) és az éltartam (T) között fennálló Taylor összefüggés: C = T v m v c
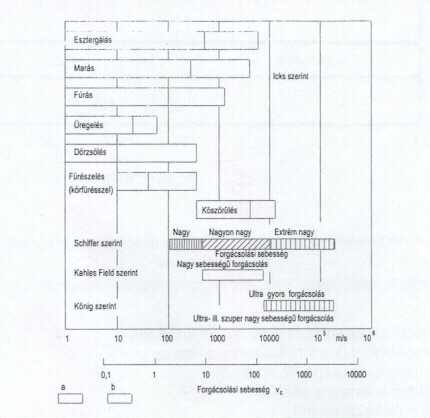
31 Nagysebességű forgácsolás Taylor összefüggés csak egy meghatározott határsebességig érvényes ezen határon túl fellép a halál völgye a drasztikusan megnövekedett forgácsolási hőmérséklet és szerszámkopás miatt. Salomon kísérleteinek eredménye ezzel ellentétes eredményt hozott a forgácsolási sebesség egy bizonyos határon túli növelése a forgácsolási hőmérséklet esetenként jelentős mértékű csökkenéséhez vezet (6. ábra).
32 Nagysebességű forgácsolás A 6. ábrából valamennyi megmunkálandó anyagnál létezik egy olyan forgácsolási sebességtartomány (ábrán b-vel jelölve), amely sebességtartományban nem lehetséges a gazdaságos forgácsoló megmunkálás. Megjegyzés: az alumínium forgácsolásakor azonos szerszáméltartam mellett az alkalmazható forgácsolási sebesség lényegesen nagyobb, mint acél forgácsolása esetén. Fontos az alumínium az élrátétképződési hajlam miatt v c < 90 m/min alatt nem forgácsolható.

33 Nagysebességű forgácsolás 6. ábra. A forgácsolási hőmérséklet és a forgácsolási sebesség összefüggése. Jelölések: a megmunkálható; b megmunkálás nem javasolt; c megmunkálható; d lágy alumínium; e vörösréz, sárgaréz; f bronz; g öntöttvas; h acél
34 Nagysebességű forgácsolás Az 1950-es években több országban, köztük az USAban is, ballisztikus kísérletekkel ellenőrizték Salomon hipotézisét. Alumínium ötvözésű anyagból készített lövedékeket lőttek ki keményfém és gyorsacél szerszámélek mentén v = m/min és v = m/min közötti forgácsolási sebességgel. A nagysebességű filmfelvételek ténylegesen forgácsolási folyamat valósult meg igen jó felületi minőség keletkezett, és szerszámkopás nem volt érzékelhető.
35 Nagysebességű forgácsolás Ebben az időben még nem álltak rendelkezésre olyan szerszámok és szerszámgépek, amelyek ebben a sebességtartományban képesek lettek volna forgácsoló megmunkálásra. Bizonyítást nyert a halál völgyére vonatkozó korábbi elmélet nem igaz. Ellenkezőleg: igen nagy forgácsolási sebességek esetén az időegység alatt leválasztott forgácsmennyiség, illetve a forgácsoló szerszám éltartama jelentősen megnő.
36 Nagysebességű forgácsolás A forgácsolási sebesség 500%-os növelésekor az időegység alatt leválasztott forgácsmennyiség 300%- al megnőtt, a fellépő forgácsoló erő pedig mintegy 70 %-al csökkent. A megmunkált felület felületi minősége igen kedvezően alakult, a munkadarab és a szerszám hőmérséklete alig változott, a forgácsolási folyamat során keletkezett hő túlnyomó részét a forgács vezette el.
37 Nagysebességű forgácsolás Az évi chicagói nemzetközi szerszámgépkiállításon az Ex-Cell-O olyan megmunkálóközpontot főorsója n = min-1 fordulatszámmal forgácsolt. A nagysebességű megmunkálás fogalma jó közelítéssel ha a forgácsolási sebesség meghaladja a v = 500 m/min értéket, nagysebességű forgácsolásról beszélünk. A sebességhatár erősen függ a megmunkálás módjától is. Az ábrából marásnál számottevően alacsonyabb a sebességhatár, mint esztergálásnál.
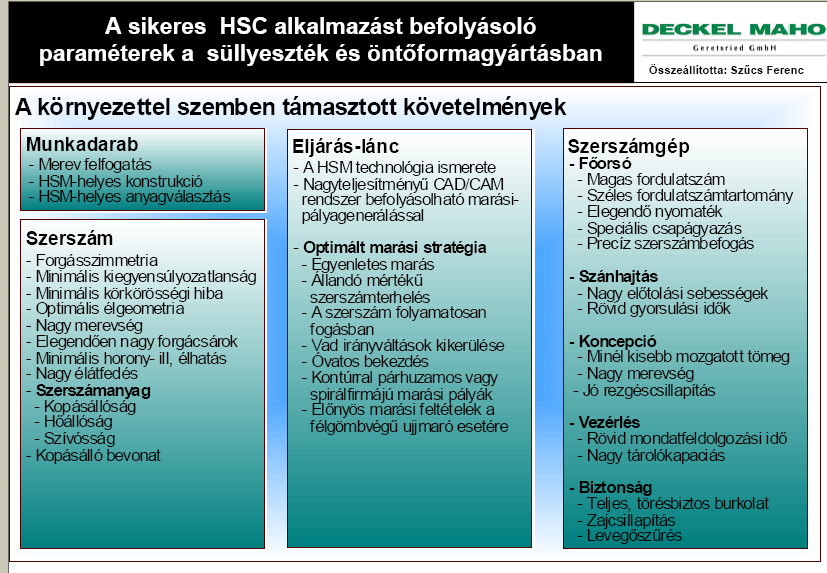
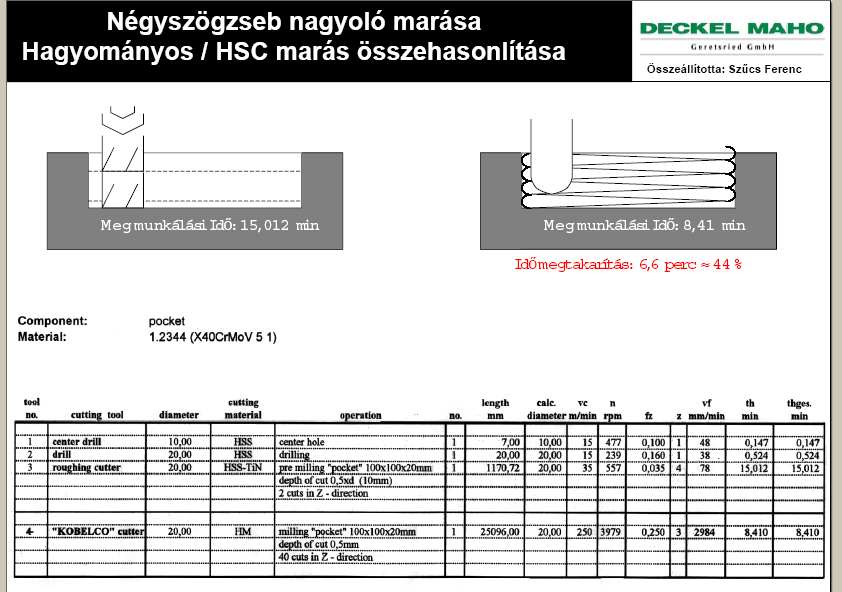
38 Nagysebességű forgácsolás
39 Nagysebességű forgácsolás
40 Nagysebességű forgácsolás
41 Nagysebességű forgácsolás
42 A HSC forgácsolási folyamat jellemzői: a forgácsoló él előtt az anyag rideggé válik, a forgács a forgácstőnél képlékeny alakváltozás nélkül letörik, egyenirányú marás alkalmazása Nagysebességű forgácsolás
43 Nagysebességű forgácsolás
44 Nagysebességű forgácsolás A HSC forgácsolási folyamat jellemzői: csökken a forgács lev.hoz szükséges energia jó felületi érdesség ( Ra=0,2 µm), kedvező szerszám éltartam, hűtés nagy nyomású levegővel, illetve szerszámon keresztül
45 Nagysebességű forgácsolás A nagysebességű forgácsolás alkalmazási területei: elsősorban a szerszám- és süllyeszték gyártásban, de egyre inkább teret kap a normál alkatrészgyártásban is, különösen a könnyű fémek és a műanyagok megmunkálása terén. Ezen belül is elsősorban nagyobb sorozatoknál és nagy bonyolultságú alkatrészek gyártásában várható jelentős térhódítása. A könnyűfémek és a műanyagok - anyagjellemzőik folytán - igen alkalmasak a nagysebességű forgácsolásra.
46 Nagysebességű forgácsolás
47 Nagysebességű forgácsolás A nagysebességű forgácsolás alkalmazási területei: Szerszámgyártás (edzett szerszámacélok, réz, öntöttvas, alumínium, grafit ), Kisméretű alkatrészek gyártása, Repülőgép alkatrészek gyártása (alumínium, rozsdamentes acél ), Járműipari alkatrészek gyártása (alumínium, öntöttvas, acél), Elektronikai ipar alkatrészeinek gyártása (alumínium, réz ), Orvosi műszergyártás (rozsdamentes acélok, titán), Edzett, kemény anyagok (akár 62 HRC keménységű anyagok) megmunkálása, Prototípus gyártás (alumínium, műanyagok )
48 Minimálkenés, száraz forgácsolás Minimálkenés, száraz forgácsolás Jelenleg a fémmegmunkáláshoz (forgácsolás, képlékeny alakítás) Magyarországon évente 4000 t hűtő-kenő anyagot használnak fel. Ebből 300 t nyomonkövethetően regenerálásra ill. megsemmisítésre, a többi a környezetet szennyező módon a levegőbe, csatornába, talajba kerül Gyártástechnológia_Különleges technológiák 48
49 Minimálkenés, száraz forgácsolás A száraz, kenő anyag nélküli megmunkálás ill. A minimális kenési technológia (2-50 ml/óra) alkalmazásával a felhasznált kenő anyag igen jelentősen csökken a hagyományos, elárasztásos kenéshez (2-10 l/óra) viszonyítva, csökken a környezet terhelése is. a minimálkenés kutatása az elmúlt években jelentősen felgyorsult, és EU-projektekbenfolyik Gyártástechnológia_Különleges technológiák 49

50 Minimálkenés, száraz forgácsolás A minimálkenéses forgácsolást befolyásoló tényezők Gyártástechnológia_Különleges technológiák 50
51 Minimálkenés, száraz forgácsolás Nemzeti, államilag támogatott programok (pl. Németországban Produktion Trockenbearbeitung) folynak nagy vállalatok (pl. BMW, BOSCH stb.) részvételével. Németországban az elmúlt években 10 ezer berendezést állítottak üzembe, a 2003-ban a minimálkenés aránya elérte a 20 %-ot Gyártástechnológia_Különleges technológiák 51
52 Minimálkenés, száraz forgácsolás Ismert a hűtő-kenő anyagok pozitív hatása a forgácsolási folyamatokban: A hűtő-kenő anyagok csökkentik szerszám és a munkadarab közötti súrlódást, illetve a forgácsolás során keletkezett hő jelentős részét elvezetik. Egyes esetekben fontos az öblítő hatásuk is, ennek révén a forgács eltávolítható a keletkezése helyéről. A hűtő-kenő anyagok használata a szerszámok élettartamát (éltartamát) megnöveli, és pozitívan befolyásolja a munkadarab méret- és alakpontosságát Gyártástechnológia_Különleges technológiák 52
53 Minimálkenés, száraz forgácsolás A minimálkenésről 2-50 ml/óra kenőanyag felhasználás esetén lehet beszélni. Minimális mennyiségű kenőanyaggal történő kenéssel (minimálkenéssel, MMS) acél- és alumínium anyagok megmunkálása esetén a hagyományos emulziós megmunkáláshoz hasonló forgácsolási paraméterek és eredmények érhetők el (1. ábra).

54 Egy komplett MMS-rendszer Minimálkenés, száraz forgácsolás Minimálkenő berendezés Forgácselvez etés Szerszám Minimálkenés 2-50m l/óra Szerszámgép Kenőanyag Gyártástechnológia

55 Minimálkenés, száraz forgácsolás Áramlástechnikailag optimalizált szerszámvég (Forrás: Gühring)
56 Az emulziós és a minimálkenéses megmunkálás áramlási képe Minimálkenés, száraz forgácsolás Emulziós megmunkálás áramlási képe Száraz megmunkálás áramlási képe

57 Minimálkenés, száraz forgácsolás MMS mennyiségét befolyásoló tényezők Forgácsolási sebesség Előtolási sebesség Fordulatszám Lépcsők száma Forgácsoló élek szma Vezetőélek száma Munkadarab anyaga paraméterek Egylépcsős NC dörzsár, öntvénymegmunkálás v=180 m/min f=0,15 mm/u MMS olaj = 20 ml/h Levegő = 80 l normalevegő/min Többlépcsős finomfúró szerszám, Al-megmunkálás v=1800 m/min f=0,1 mm/u MMS olaj = 200 ml/h Levegő = 400 l normalevegő/min 1. ábra Minimálkenés (MMS) és jellemzői
58 Minimálkenés, száraz forgácsolás Az MMS adagolása két módon történhet: kívülről fúvókákon, a szerszámgép főorsó, illetve a szerszám csatornáin keresztül belső hűtőközeg hozzávezetéssel (2. ábra)
 lehetséges")
59 Minimálkenés, száraz forgácsolás.. 2. ábra A minimálkenés (MMS) lehetséges módozatai

60 Minimálkenés, száraz forgácsolás 2. ábra Külső és belső minimálkenés fúráskor (Forrás :Titex)

61 Minimálkenés, száraz forgácsolás A munkatér és a minimálkenő berendezés
62 Minimálkenés, száraz forgácsolás Kedvezőbb a belső hűtőközeg hozzávezetés, mert a forgácsolóél folyamatos és biztonságos kenését csak így lehet biztosítani. A levegőnek és a kenőanyagnak a szerszámgép főorsón, illetve a szerszámon keresztül történő adagolásánál két változatot használnak. (1. táblázat)
63 Minimálkenés, száraz forgácsolás A belső MMS hozzávezetés konstrukciós kialakítása Forrás: HTCM LTD. Finomfúrás és dörzsárazás minimális mennyiségű kenéssel. Járművek
64 Minimálkenés, száraz forgácsolás Fő jellemzők Előnyök Hátrányok Egycsatornás elv Keverékképzés a forgórészbe történő bevezetés előtt egyszerűbb csatlakozás utólagosan kialakítható magas reakcióidő, az olaj kicentrifugálódása, kicsapódása, relatíve magas felhasználás Kétcsatornás elv Keverékképzés a főorsó és a szerszám közötti részen rövid reakcióidő, alacsonyabb olaj és levegő felhasználás, jobban beállítható, magas folyamatbiztonság nagyobb tervezési ráfordítás, költségesebb utólagos felszerelés nehézkes Gyártástechnológia_Különleges technológiák 64
65 Minimálkenés, száraz forgácsolás Az egycsatornás elv (3. ábra) hátránya, hogy a kenőanyag részlegesen kicentrifugálódik, továbbá nemkívánatos lerakódások keletkeznek a vezető csatornák azon éleinél, amelyek az áramlási útvonalak mentén helyezkednek el. Törekvés, a felhasználás helyéhez közel kell a levegőt és az olajat összekeverni, ez a kétcsatornás elv megvalósítását jelenti Gyártástechnológia_Különleges technológiák 65

66 Minimálkenés, száraz forgácsolás 3. ábra Az egycsatornás belső MMS adagolás

67 Minimálkenés, száraz forgácsolás Belső hozzávezetésű, egycsatornás minimálkenénő berendezés (Bielomatik)
68 Minimálkenés, száraz forgácsolás A kétcsatornás elv (4. ábra) szerint tervezett MMS hozzávezetésű főorsókkal megbízható, rövid reakcióidővel bíró kenőanyag ellátás valósítható meg közvetlenül a szerszámcsere után, akár n = f/min fordulatszámig.

69 Minimálkenés, száraz forgácsolá 4. ábra A kétcsatornás belső MMS adagolás
70 Minimálkenés, száraz forgácsolás Az MMS hatást gyakorol a szerszámgépek munkaterére is. Fontosabb követelmények: biztosítani kell a forgács szabad leesését a munkatérből, folyamatos forgácselvezetésről kell gondoskodni, el kell kerülni forgácsfészkek kialakulását, a forgáccsal érintkező szerszámgép részeket hőszigeteléssel kell ellátni, gondoskodni kell az elszívásról (por).
71 Minimálkenés, száraz forgácsolás 5. ábra A belső MMS hozzávezetés konstrukciós kialakítása
72 Minimálkenés, száraz forgácsolás Alulról történő ferde megmunkálás

73 Minimálkenés, száraz forgácsolás Száraz megmunkálásra alkalmas szerszámgép felépítése (Forrás: Excello)
74 Szerszámtartóba integrált kenőberendezés Minimálkenés, száraz forgácsolás 14. ábra. Ökotokmány felépítése
75 Keménymegmunkálás Keménymegmunkálások Az edzett acélok preciziós, nagypontosságú megmunkálása ma még többnyire köszörüléssel, azaz geometriailag határozatlan élű szemcsékkel történik. A kemény megmunkálás általában HRC-nél keményebb anyagok forgácsoló megmunkálását jelenti.
76 Keménymegmunkálás Keménymegmunkálások A CBN egykristály és polikristály szerszámanyagok továbbfejlesztésével, valamint a forgácsolási folyamat alapvető törvényszerűségeinek feltárásával lehetőség nyílt szabályos élgeometriával rendelkező szerszámokkal edzett acélok nagypontosságú megmunkálása a köszörülés alternatívájaként. Edzett alkatrészek "klasszikus" gyártási sorrendje: kovácsolás, forgácsolás, edzés, köszörülés.
77 Keménymegmunkálás Keménymegmunkálások A megmunkálandó anyagok forgácsolási tulajdonságainak javítása érdekében a kovácsolást követően még további hőkezelési műveleteket szoktak beiktatni a technológiai sorba. A gyártás költsége jelentős mértékben csökkenthető, ha az előgyártmányt a kovácsolást követően megedzik, és a munkadarabot egy műveletben készre forgácsolják. A művelethez szükséges magas anyagleválasztási sebesség és a szükséges felületi minőség szabályos élű CBN szerszámmal elérhető.
78 Keménymegmunkálás A megmunkálandó anyagok keménységüket két egymástól eltérő módon érik el: A tiszta martenzites keménységet kizárólag az anyag szövetszerkezetének megváltoztatásával érik el. Mivel a forgácsolás során a forgácstőben a leválasztandó anyag kilágyul, ezért a szerszámanyagnak a nagy keménység mellett magas melegszilárdsággal is rendelkeznie kell. A karbidkiválásos edzéskor az anyag keménységét a kemény karbidoknak köszönheti. Ebben az esetben a forgácsolás során relatíve lágy anyagszerkezetet forgácsolnak, miközben a karbidszemcsék jelentős abrazív, koptató hatást fejtenek ki. A szerszámnak tehát jó kopásállósággal kell rendelkeznie. Az élrátétképződéssel, is számolni kell.
79 Keménymegmunkálás Keménymegmunkálások A szuperkemény élanyagokat gyártó cégek (General Electric, De Beers, ASEA,stb.) keményforgácsolásra BZU 8000, DBC 50,, illetve BU 200 márkajelű köbös bórnitrid anyagokat ajánlják. A köbös bórnitrid (CBN) a gyémánt után a második legkeményebb ismert anyag. Rendkívüli nagy keménysége mellett a szívóssága is elfogadható, a keményfém és a kerámia között helyezkedik el. A hőmérséklet változásra nem érzékeny, 1000 C o -ig jó kémiai és fizikai ellenálló képességgel rendelkezik. Gyártása során hexagonális bórnitridből kiindulva, nagy nyomáson és magas hőmérsékleten állítják elő katalizátor segítségével.
80 Keménymegmunkálás Keménymegmunkálások A szerszámgyártók simításra γ=6 o -os homlokszöget és α=6 o - 8 o -os hátszöget ajánlanak. Az él csorbulás elleni védelme miatt 0,1x-20 o -os élfazettával is ellátják. A szokásos forgácsolási paraméterek tartománya: Fogásmélység: a p = [µm], Előtolás: f = [µm], Forgácsolási sebesség: v c = [m/min].


81 Keménymegmunkálás Kb C o Hőmérséklet-eloszlás a szerszámél környékén Hőmérséklet-eloszlás a forgácsban

82 Keménymegmunkálás Hőtérképek keménymegmunkálás kísérleti vizsgálatánál Forrás:
83 Keménymegmunkálás Az edzett acélok szabályos élgeometriával rendelkező szerszámmal történő kemény megmunkálása a következő előnyökkel bír: A megmunkálás pontossága közel azonos a köszörüléssel (köszörülési művelet már nem szükséges) A megmunkálandó felület alakja gyakorlatilag független a szerszámgeometriától, A megmunkálás nem igényel hűtőanyagot, (környezetvédelmi, gazdasági szempontból pozitívum) A felületi réteg károsodása lényegesen kisebb, mint köszörüléskor, Sokkal nagyobb anyagleválasztási sebesség érhető el, mint köszörüléskor.
84 Keménymegmunkálás Hátrányos tulajdonságok: Kisérletek bizonyítják, hogy a beállítható fogásmélység nem lehet tetszés szerinti kicsi értékű, mert kb µm- nél kisebb értékek alkalmazása esetén a felületi érdesség nem javul, hanem romlik. A megmunkálás eredménye rendkívül bizonytalan, ugyanis a forgácsolás körülményeinek esetleges változásaira igen érzékenyen reagál. (Ilyen bizonytalansági tényező például: a megmunkálandó anyag szerkezetének esetleges inhomogenitása. Speciális, drága szerszámot, és merev, drága gépet igényel. A legnagyobb problémát az éllekerekedés miatti relatíve nagy minimális fogásmélység okozza.
85 Keménymegmunkálás Keménymegmunkálások Amíg nagy sebességgel (HSC) általában elektróda anyagot, grafitot és könnyűfémeket forgácsolnak, addig a szerszámgyártásban felmerült annak szükségessége, hogy marógépeken 62 HRC keménységig edzett acél formaadó elemeket, nagy szilárdságú öntvényeket és más, igen kemény alapanyagokat lehessen 1 mikrométer pontossággal megmunkálni. A különböző HSC precíziós maróközpontokon mindenekelőtt a szerszám és formakészítésben lehet maximum 60 %-os időmegtakarítást elérni, mert ez a megmunkálás megközelítően köszörülési minőséget eredményez.

86 Köszönöm megtisztelő figyelmüket! Gyártástechnológia_Különleges technológiák 86
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges technológiák
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás
Minimálkenés, szárazforgácsolás Keménymegmunkálások
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Minimálkenés, szárazforgácsolás Keménymegmunkálások 4. előadás Összeállította: Dr. Pintér József Különleges technológiák Minimálkenés,
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Minimálkenés, szárazforgácsolás Keménymegmunkálások 4. előadás Összeállította: Dr. Pintér József Különleges technológiák Minimálkenés,
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2016. Felhasznált irodalom Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK FORGÁCSOLÓ MEGMUNKÁLÁS
 SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK FORGÁCSOLÓ MEGMUNKÁLÁS ÚJ TECHNOLÓGIÁK Kézirat Készítette: Dr. Pintér József Témakörök: 1. Nagysebességû forgácsolás (HSC) 2. Ultrapreciziós
SZÉCHENYI ISTVÁN EGYETEM ANYAGISMERETI ÉS JÁRMÛGYÁRTÁSI TANSZÉK FORGÁCSOLÓ MEGMUNKÁLÁS ÚJ TECHNOLÓGIÁK Kézirat Készítette: Dr. Pintér József Témakörök: 1. Nagysebességû forgácsolás (HSC) 2. Ultrapreciziós
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Korszerű technológiák
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Korszerű technológiák Dr. Pintér József 2015. A versenyképesség, termelékenység állandó növelési kényszere kihívást jelent a technológia fejlesztésének.
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS ALAPJAI
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
A nagysebességű marás technológiai alapjai és szerszámai
 A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
A nagysebességű marás technológiai alapjai és szerszámai HSC (HSM) HSC = High Speed Cutting Feltételei: - Szerszámgép - Szerszámbefogó - Szerszám - CNC program - Technológia - SZAKEMBER Szerszámgép Hajtás:
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK
 9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK Már a 17. században készítettek rézből tükröket üveg és porcelán kísérleti célból történő megolvasztásra, továbbá csillagászati tükörteleszkópok számára. Emanuel
9. FINOM- ÉS ULTRAPRECÍZIÓS MEGMUNKÁLÁSOK Már a 17. században készítettek rézből tükröket üveg és porcelán kísérleti célból történő megolvasztásra, továbbá csillagászati tükörteleszkópok számára. Emanuel
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GAFE. Forgácsolási erő. FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Forgácsolási erő v c = forgácsolósebesség v f = előtolósebesség n = fordulatszám F c = forgácsolóerő F f = előtoló-erő F m = mélyítő irányú erő
Fejlődés a trochoidális marás területén
 New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
New 2016. július Új termékek forgácsoló szakemberek számára Fejlődés a trochoidális marás területén A CircularLine szármarók lerövidítik a megmunkálási időket és meghosszabbítják az éltartamot TOTAL TOOLING
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2018. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér
11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC)
") 11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC) A forgácsolás a gépipari megmunkálások területén talán a legköltségesebb tevékenység, ugyanakkor a fejlesztésére fordított beruházás folyamatosan növekszik. Ezt a helyzetet
11. NAGYSEBESSÉGŰ FORGÁCSOLÁS (HSC) A forgácsolás a gépipari megmunkálások területén talán a legköltségesebb tevékenység, ugyanakkor a fejlesztésére fordított beruházás folyamatosan növekszik. Ezt a helyzetet
Új homlokfelület geometria szuper-kemény szerszámanyagokra. New rake surface geometrie for ultra hard tool materials
 Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Új homlokfelület geometria szuper-kemény szerszámanyagokra New rake surface geometrie for ultra hard tool materials FARKAS Balázs Zsolt 1, KESZENHEIMER Attila 2,dr. MÉSZÁROS Imre 3 1,2 PhD hallgató, 3
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Hatékonyság a gyorsacél tartományában
 New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
New 2017. június Új termékek forgácsoló szakemberek számára Hatékonyság a gyorsacél tartományában Az új, HSS-E-PM UNI típusú fúró lefedi a rést a gyorsacél és a tömör keményfém szerszámok között TOTAL
Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Forgácsoló erő, teljesítmény A forgácsoló megmunkálás hőjelenségei Dr. Pintér József 2016. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => solyom@oroszlany.com,
FORGÁCSOLÓ SZERSZÁMOK, SZERSZÁM- ÉS SEGÉDANYAGOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak, SZERSZÁM- ÉS SEGÉDANYAGOK Előadás Összeállította: , SZERSZÁM- ÉS SEGÉDANYAGOK 1. Szerszámok osztályozása 2.
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
KÚPOS LEMEZFÚRÓ. profiline
 KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
KÚPOS LEMEZFÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű kúpos lemezfúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen
dr. Sipos Sándor dr. Sipos Sándor
 Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
Korszerű szerszámanyagok A gépiparban használt korszerű szerszámanyagok három csoportja: acélalapú, kemény és szuperkemény szerszámanyagok 1 Acélalapú szerszámanyagok ötvözetlen szerszámacélok (S-sorozat)
10. Különleges megmunkálások. 11. Elektroeróziós megmunkálások. Elektroeróziós megmunkálások. Különleges megmunkálások csoportosítása
 10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Multicut XF simítómaró Surface Master new!
 passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
passion for precision Multicut XF simítómaró Surface Master new! Multicut XF EXtreme Finishing [ 2 ] Az új Multicut XF-szerszámunk legfőképpen ott bevethető, ahol pontos alak- és helyzettűréseket várunk
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!
 Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben!") Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Szerkó II. 1 vizsga megoldása 1.) Sorolja fel és ábrázolja az élanyagokat szabványos jelölésükkel a keménység-szívósság koordináta rendszerben! PVD fizikai bevonatolás HSS Gyorsacél (PM: porkohászati;
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz
 passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
passion for precision SpheroCarb gyémántbevonatú gömbvégű maró keményfém megmunkáláshoz Gyémántbevonatú gömbvégű maró keményfémek és műszaki kerámia univerzális megmunkálásához [ 2 ] A SpheroCarb keményfém
12. Kükönleges megmunkálások
 12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
LÉPCSŐS FÚRÓ. profiline
 LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
LÉPCSŐS FÚRÓ profiline Termék leírása Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb
Ultraprecíziós KutatóFejlesztő és. Szolgáltató Laboratórium. dldh.hu. dldh.hu/webshop. Direct Line Kft. DirectLine1
 Ultraprecíziós KutatóFejlesztő és Szolgáltató Laboratórium dldh.hu dldh.hu/webshop Direct Line Kft DirectLine1 Direct-Line Kft. 2330-Dunaharaszti Jedlik Ányos u. 14. email: info@dldh.hu weblap: www.dldh.hu
Ultraprecíziós KutatóFejlesztő és Szolgáltató Laboratórium dldh.hu dldh.hu/webshop Direct Line Kft DirectLine1 Direct-Line Kft. 2330-Dunaharaszti Jedlik Ányos u. 14. email: info@dldh.hu weblap: www.dldh.hu
passion for precision Nagy teljesítményű NB-RPS SupraCarb HPC maró új teljesítménydimenzióban!
 passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
passion for precision Nagy teljesítményű NB-RS SupraCarb HC maró új teljesítménydimenzióban! Ugrásszerű termelékenység növekedés a HC nagyoló megmunkálásban az NB-RS SupraCarb marószerszámmal [ 2 ] Az
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
 New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
New 2018. szeptember Új termékek forgácsoló szakemberek számára WTX Speed WTX Feed Fúrás felsőfokon A továbbfejlesztett Dragonskin bevonat új szintre emeli az WTX Speed és WTX Feed fúrók teljesítményét
Szerszám anyagok (élanyagok, szerszám bevonatok)
") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszám anyagok (élanyagok, szerszám bevonatok) Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Lépcsős fúró 1.04. Ezzel a robusztus szerszámmal a lemezek egy műveletben központosíthatóak, megfúrhatóak, kifúrhatóak és sorjázhatóak.
 » LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
» LÉPCSŐS FÚRÓ Lépcsős fúró Az új RUKO nagyteljesítményű lépcsős fúróknál a forgácshornyok köszörülése CBN eljárással történik a tömör, edzett anyagba. A CBN (köbös bórnitrid) lényegesen keményebb az olyan
Teljesítmény és biztonság kiemelkedő egysége
 _ XTRA TEC XT XTENDED TECHNOLOGY Teljesítmény és biztonság kiemelkedő egysége Termékfejlesztések Marás TELJESÍTMÉNY ÉS BIZTONSÁG KIEMELKEDŐ EGYSÉGE KÖZÖS SZEMLÉLET EGYEDI MEGOLDÁS. A sikeres Walter marószerszámcsalád
_ XTRA TEC XT XTENDED TECHNOLOGY Teljesítmény és biztonság kiemelkedő egysége Termékfejlesztések Marás TELJESÍTMÉNY ÉS BIZTONSÁG KIEMELKEDŐ EGYSÉGE KÖZÖS SZEMLÉLET EGYEDI MEGOLDÁS. A sikeres Walter marószerszámcsalád
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Termékújdonságok. CoroPak 10.1 Megjelenés: 2010. március 1.
 Termékújdonságok CoroPak 10.1 Megjelenés: 2010. március 1. Több ezer új termék. Ötletek milliói! A nehéz időkben nagyon fontos jó döntéseket hozni. Olyan döntéseket, amelyek segítenek biztosítani a sikeres
Termékújdonságok CoroPak 10.1 Megjelenés: 2010. március 1. Több ezer új termék. Ötletek milliói! A nehéz időkben nagyon fontos jó döntéseket hozni. Olyan döntéseket, amelyek segítenek biztosítani a sikeres
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
passion for precision Sphero-X simítás és nagyolás 40 és 70 HRC között
 passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
passion for precision simítás és nagyolás 40 és 70 között simítás és nagyolás 40 és 70 között [ 2 ] A az új nagyteljesítményű osztályt jelenti az edzett alapanyagok hatékony megmunkálása terén a szerszámgyártásban.
ÚJ! COMBICLICK fibertárcsa szabadalmaztatott hűtő és felfogató rendszerrel GERMAN FEDERAL AWARD 2008 FOR OUTSTANDING INNOVATION
 ÚJ! 25%-kal magasabb csiszolási teljesítmény. 30%-kal alacsonyabb munkadarab hőmérséklet. 30%-kal alacsonyabb szerszámkopás. 75% időmegtakarítás a gyorsabb szerszámcsere következtében. GERMAN FEDERAL AWARD
ÚJ! 25%-kal magasabb csiszolási teljesítmény. 30%-kal alacsonyabb munkadarab hőmérséklet. 30%-kal alacsonyabb szerszámkopás. 75% időmegtakarítás a gyorsabb szerszámcsere következtében. GERMAN FEDERAL AWARD
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
Szerszámok és készülékek november Fúrás és technologizálása Dr. Kozsely Gábor
 Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
Szerszámok és készülékek 2018. november 22. 8 00-11 15 Fúrás és technologizálása Dr. Kozsely Gábor MI A FÚRÁS? Azt a forgácsoló megmunkálási eljárást értjük, amellyel köralakú lyukakat (furatokat) készítünk.
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Din6527K, VHM-TSM33, z=4, spirál: 30, sarokletörés. Ajánlott: acélhoz 1300 MPaig, öntöttvashoz, alumíniumhoz, rézhez, mőanyagokhoz.
 Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
Horonymarók és ujjmarók rövid éllel P645-2-élő P647-3-élő P649-4-élő Din6527K, VHM-TSM33, z=2, spirál: 30, sarokletörés, átmérı tőrés: e8. Ajánlott: acélhoz 1300 MPa-ig, öntöttvashoz, alumíniumhoz, rézhez,
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 5. előadás: Forgácsoló szerszámok kopása és éltartama Előadó: Dr. Szigeti Ferenc főiskolai tanár Szerszám kopás
EcoCut ProfileMaster az új generáció
 New 2017. január Új termékek forgácsoló szakemberek számára ProfileMaster az új generáció Továbbfejlesztettük, hogy még jobb legyen! TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2 WNT Magyarország Kft. Madarász
New 2017. január Új termékek forgácsoló szakemberek számára ProfileMaster az új generáció Továbbfejlesztettük, hogy még jobb legyen! TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2 WNT Magyarország Kft. Madarász
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval
 passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
passion for precision Sphero-XP +/ 0,003 rádiusztűréssel Edzett acélok finommegmunkálása az új szuper precíziós gömbvégű maróval Sphero-XP Edzett acélok finommegmunkálása az új szuper precíziós gömbbel
Ön megtervezi, mi szállítjuk!
 New 2016. szeptember Új termékek forgácsoló szakemberek számára Ön megtervezi, mi szállítjuk! A WNT új, egyedileg tervezhető, tömör keményfém lépcsős fúrói szinte minden méretben a legnagyobb rugalmasságot
New 2016. szeptember Új termékek forgácsoló szakemberek számára Ön megtervezi, mi szállítjuk! A WNT új, egyedileg tervezhető, tömör keményfém lépcsős fúrói szinte minden méretben a legnagyobb rugalmasságot
KÖSZÖRÜLÉS FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS KÖSZÖRÜLÉS. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
2007-2008 / I. félév FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMETRIÁJÚ SZERSZÁMOKKAL KÖSZÖRÜLÉS Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás
Járműszerkezeti anyagok és megmunkálások II / I. félév. Kopás, éltartam. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
2007-2008 / I. félév Kopás, éltartam Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L.
Forgácsoló megmunkálások áttekintése 1.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
2011. tavaszi félév. Élanyagok. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élanyagok Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
Tájékoztató. Használható segédeszköz: számológép
 A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 4/2015. (II. 19.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 35 521 01 CNC-gépkezelő Tájékoztató A vizsgázó az első lapra írja fel a nevét! Ha a
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Járműszerkezeti anyagok és megmunkálások II / II. félév 2. előadás ÉLANYAGOK. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
2007-2008 / II. félév 2. előadás ÉLANYAGOK Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan
SZERSZÁMACÉL ISMERTETÕ. UHB 11 Keretacél. Überall, wo Werkzeuge hergestellt und verwendet werden
 SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
SZERSZÁMACÉL ISMERTETÕ UHB 11 Keretacél Überall, wo Werkzeuge hergestellt und verwendet werden Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand und vermitteln nur allgemeine
passion for precision Sphero-CVD Keményfém nagy teljesítményű marása gyémánt marószerszámokkal
 passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
passion for precision Sphero- Keményfém nagy teljesítményű marása gyémánt marószerszámokkal Keményfém gazdaságos marása nagy tisztaságú gyémánt marószerszámokkal [ 2 ] Ipari alkalmazásoknál a szerszámgyártásban
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Hatékony nagyolás az új -CB3 forgácstörővel. TOTAL TOOLING = MINŐSÉG x SZOLGÁLTATÁS 2
 2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
2017. május Selection Válogatott termékek a WNT alkalmazástechnikusaitól Az iőegység alatt leválasztott legnagyobb forgácsmennyiség alumínium forgácsolásakor Hatékony nagyolás az új -CB3 forgácstörővel
Nagy sebességű marás (HSC)
") Nagy sebességű marás (HSC) A nagy sebességű marás HSC = High Speed Cutting Nagy sebességű marás alatt a lehetőség szerint nagy forgácsolási sebességet értjük felületek megmunkálása során. Ezért a megmunkálási
Nagy sebességű marás (HSC) A nagy sebességű marás HSC = High Speed Cutting Nagy sebességű marás alatt a lehetőség szerint nagy forgácsolási sebességet értjük felületek megmunkálása során. Ezért a megmunkálási
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Lehúzás rögzített gyémántlehúzó szerszámmal:
 Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
Lehúzás rögzített gyémántlehúzó szerszámmal: A lehúzás elsődlegesen az ütésmentes forgás és a megfelelő geometria kialakítására szolgál. Emellett fontos eszköze az optimális kőfelület és a vágótulajdonságok
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
Reszelők, ráspolyok. edzése biztosítja a magas keménységet és forgács-teljesítményt. - simító vágás... 3 - kettős simító vágás...
 Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
Reszelők, ráspolyok Reszelők, ráspolyok vágási finomsága és jele: durvavágás... elővágás... A reszelők alapanyaga speciális, jó minőségű szerszámacél, melynek sófürdőben való félsimító vágás... edzése
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
Ezen katalógusban azok a tömör keményfém
 F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
F Ó K U S Z B A N A T E J E S Í T M É N Y 2 TÖMÖR KEMÉNYFÉM SZERSZÁMOK TÖMÖR KEMÉNYFÉM SZERSZÁMOK A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak. Cégünk
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 1. Előadás Alapjelenségek-I. Dr. Palásti Kovács Béla főiskolai tanár, tantárgyfelelős 142. szoba Konzultációs idő: SZ: 12.30-14.30 Horváth Richárd t.
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés