TOPPER-NCT TNL-100AL, -120AL és -130A
|
|
|
- Anna Deák
- 10 évvel ezelőtt
- Látták:
Átírás
1 GÉPKÖNYV a TOPPER-NCT TNL-100AL, -120AL és -130A CNC vezérlésű esztergához NCT Ipari Elektronikai Kft. H Budapest Fogarasi u. 7. Tel:(+36-1) Telefax:(+36-1)
 46 76 300 Telefax:(+36-1)")
2 TARTALOMJEGYZÉK... 2 TARTALOMJEGYZÉK ADATLAP ELŐSZÓ JOGI NYILATKOZATOK SZAVATOSSÁGI NYILATKOZAT GARANCIÁLIS NYILATKOZAT MUNKAVÉDELMI NYILATKOZAT MŰSZAKI ADATOK MUNKATÉR ÁBRA SZÁNRENDSZER SZEGNYEREG FŐHAJTÁS MELLÉKHAJTÁS CNC VEZÉRLŐ ELEKTROMOS ADATOK REVOLVERFEJ /távolkeleti kivitel/ A GÉP BEFOGLALÓ MÉRETEI /forgácsszállítóval/ RAKTÁROZÁS, ÜZEMELTETÉS KLIMÁJA MŰSZAKI LEIRÁS GÉPÁGY ORSÓHÁZ FŐHAJTÁS SZEGNYEREG SZÁNRENDSZER MELLÉKHAJTÁSOK SZERSZÁMOZÁS BURKOLAT HIDRAULIKA KÖZPONTI KENŐRENDSZER /75

3 5. TARTOZÉKOK MUNKADARAB BEFOGÓK /átm.200mm/ KÉZIMÜKÖDTETÉSÜ TOKMÁNYOK GÉPI MÜKÖDTETÉSÜ TOKMÁNYOK HIDRAULIKUS TOKMÁNY (áteresztős) HIDRAULIKUS PATRONBEFOGÓ OPCIÓK VILLAMOS KÉZIKERÉK AUTOMATIKUS SZERSZÁMBEMÉRÉS MUNKADARAB ELVEVŐ TÁROLÓVAL SZERSZÁMBEMÉRŐ Kézi működtetésű RÚDADAGOLÓ REVOLVERFEJ VDI 40 KIVITEL FORGÓSZERSZÁMOS REVOLVERFEJ VDI 40 KIVITEL SZÁLLíTÁS-TELEPÍTÉS SZÁLLITÁS RAKTÁROZÁS ÜZEMBEHELYEZÉS TELEPITÉS Helyigény forgácskihordóval Helyigény viztartály forgácstálcával Gépalapozás A GÉP SZINTEZÉSE A VEZETÉKEK VÉDELME A GÉP FELTÖLTÉSE HÜTÖFOLYADÉK ELEKTROMOS BERENDEZÉS KEZELÉSE BIZTONSÁGTECHNIKAI ELÖIRÁSOK KEZELÉS GÉPKEZELÖ A GÉPKEZELÖ FELELÖSSÉGE VÉDÖFELSZERELÉSEK ÜZEMELTETÉS MUNKAKEZDÉS ELÖTTI FELADATOK BEÁLLITÓ ÜZEMMÓD MUNKAVÉGZÉS MÜSZAKVÉGI TEENDÖK KARBANTARTÁS KARBANTARTÁSI UTASITÁS MECHANIKUS EGYSÉGEK KARBANTARTÁSA ORSOHÁZ - FÖHAJTÁS /75

4 SZÁNRENDSZER HIDRAULIKA KARBANTARTÁSA KÖZPONTI KENÖRENDSZER LEVEGŐ ELLÁTÁS MUNKADARAB BEFOGÓ ELEKTROMOS BERENDEZÉS KARBANTARTÁSA ÖSSZEVONT KARBANTARTÁSI UTASITÁS HIBAKERESÉS, HIBAELHÁRITÁS FŐ EGYSÉGEK ÉS ALKATRÉSZEIK RÉSZEGYSÉGEK EGYSÉGEK I EGYSÉGEK II FŐORSÓHÁZ X ELŐTOLÓ EGYSÉG REVOLVERFEJ SZEGNYEREG HIDRAULIKUS TÁPEGYSÉG FORGÁCSSZÁLLÍTÓ HŰTŐVíZ TARTÁLLYAL SZERSZÁMBEMÉRŐ MUNKADARAB ELKAPO Munkadarabot szállító egység FŐORSÓ FÉK Kiegészítő hidraulikus ábra a főorsó fé-+forgószrszámos revolverfej esetén Kihelyezett mozgatható pult /75

5 A gép megnevezése: TOPPER-NCT ADATLAP TNL-100AL TNL-120AL TNL-130A CNC vezérlésű eszterga Gyártási száma: Sorszám / Évszám A vevő Neve: Címe: A gépre, vagy kivitelére vonatkozó megjegyzés: Opciók : Ferdeágyas esztergagép NCT-104T vezérlővel Hidraulikus áteresztős gépi tokmány és meghúzó hidraulikus szegnyereg, 12 állású revolverfej /távolkeleti kivitel/ Szerelt gördülő vezeték X és Z irányban Központi olajkenésű szánrendszer és golyósorsók Hűtővíztartály és forgácstálca Pozicionáló főorsó asszinkron főmotorral szerszámbemérő pneumatikus munkadarab elvevő munkadarab elszállító konvejor szervó C tengely fok felbontással 12 állású revolverfej VDI 40-as revolvertárcsával,forgószerszámmal 12 állású revolverfej VDI 40-as revolvertártcsával forgácskihordó, rúdadagoló és szálvezető berendezés hidraulikus műkődtetésű patrontokmány kihelyezett mozgatható vezérlőpult Villamos kézikerék /75

6 Tisztelt Felhasználó! 1. ELŐSZÓ Ön az TNL 100AL, -120AL és -130A típusú CNC vezérlésű eszterga gépkönyvét tartja a kezében, ami tartalmazza mindazon információkat melyek a gép rendeltetésszerű üzemeltetéséhez szükségesek. Meggyőződésünk, hogy Ön rendelkezik egy ilyen gép kezeléséhez szükséges ismeretekkel, ennek ellenére javasoljuk a gépkönyv tanulmányozását és az abban előírtak betartását a gép üzembeállítása és üzemeltetése során. Amennyiben ezzel kapcsolatban kérdései adódnak, készséggel állunk rendelkezésére betanítással, oktatással. A gépkönyv olyan kezelési, karbantartási és munkavédelmi előírásokat tartalmaz, melyek szükségesek a gép optimális, balesetmentes üzemeltetéséhez. Ezért már az üzembe helyezés előtt az idevonatkozó fejezetek tanulmányozását ajánljuk, ezzel megelőzve az ismeretek hiányából adódó esetleges sérüléseket, meghibásodásokat. A gépkönyv segítséget nyújt a váratlan, vagy a természetes elhasználódásból adódó üzemzavarok elhárításához, pótalkatrészek rendeléséhez, melyen túlmenően szervízszolgáltatásunkkal is rendelkezésre állunk. Esetleges átalakításokhoz, vagy bővítési feladatok megoldásához szintén található megfelelő tájékoztatás a gépkönyvben, de igény esetén konzultálásra is készek vagyunk. Biztosak vagyunk abban, hogy előírásszerű, gondos kezelés és karbantartás mellett gépe megbízható társa lesz munkája során, amihez sok sikert kívánunk. NCT Kft /75

7 A gépkönyv szöveges utalásokat, előírásokat, rajzokat és műszaki információkat tartalmaz, melyeket sem egészében, sem részleteiben sokszorosítani, közreadni, verseny céljából jogtalanul felhasználni, vagy harmadik személynek kiadni TILOS. 2. JOGI NYILATKOZATOK Termékeinket folyamatosan fejlesztjük, ezért a változtatás jogát fenntartjuk! 2.1. SZAVATOSSÁGI NYILATKOZAT Szavatosságot vállalunk - a gép adataiért, - a gép fő műszaki paramétereiért, - a géppel együtt szállított, vagy külön tartozékként rendelt egységek csatlakozó méreteiért, - az alapozási adatokért, - a pontossági vizsgálatok űrlapjába irt adatokért, - a gép és annak biztonságtechnikai szempontból minősített példánya közötti azonosságáért GARANCIÁLIS NYILATKOZAT Ez a gép az ÁTVÉTELI UTASITÁS-ban feltüntetett pontossággal készült. Üzembe helyezés után a pontosságot, csak abban az esetben szavatoljuk, ha a gép szállítása, raktározása, üzembeállítása, valamint a garanciális idő alatt az üzemszerű használat az előírtaknak megfelelően történt. A garancia időtartamát az adás-vételiszerződés tartalmazza. Amennyiben erre az külön nem tér ki, a mindenkor hatályos jogszabályok az érvényesek. A garancia megszűnik - ha a gépkönyv előírásait nem tartják be, - ha a gépet nem rendeltetésének megfelelően használják, - ha a gépen a gyártó engedélye nélkül bármilyen átalakítást, változtatást végeznek MUNKAVÉDELMI NYILATKOZAT A gép az érvényben levő munkavédelmi előírásoknak megfelel. A gépen termelési és üzemeltetési feladatokra utasítást, vagy kezelői tevékenységet csak kioktatott és munkavédelmi vizsgát tett személy adhat illetve végezhet /75

8 3. MŰSZAKI ADATOK 3.1.MUNKATÉR ÁBRA - Elforduló átmérő - a hosszvezeték burkolata felett 420 mm - Esztergálható méret - átmérő 300 mm - hossz, szegnyereggel 600 mm 3.2. ORSÓHÁZ - Főorsófej mérete (DIN 5526 ill. MSZ 5038) A2-6 / A2-8 / A2-8 - Főorsó furatátmérője - húzócső nélkül 62 mm - húzócsővel 51 / 68 / 74 mm - Mellső csapágyátmérő 100 / 120 / 130 mm /75

9 - Max. fordulatszám 4500 / 3500 / /min - Ajánlott tokmányátmérő 200 / 250 / 250 mm 3.3. SZÁNRENDSZER - Vezetékek (X,Z) előfeszített golyós - Golyósorsók 32x12 mm - X irányú mozgás 170 mm - Z irányú mozgás 600 mm - Munkameneti előtolás 0, mm/min - Max. gyorsjárati sebesség x/z 20/24 m/min /75

10 3.4. SZEGNYEREG Hidraulikus működtetésű - szegnyereghüvely kúpja MK5 - szegnyereghüvely lökete 100 mm - szegnyereghüvely átmérője mm 3.5. FŐHAJTÁS - Hajtás - Gyártó NCT Kft. - Típus DA 48/72D asszikron - Motor - gyártója BAUMÜLLER Gmbh. - típusa DAF 132K23A teljesítménye ED 100% 20 kw - nyomatéka 191 Nm - max. fordulatszáma /min 3.6. MELLÉKHAJTÁS - Hajtás - Gyártó NCT Kft. - Típus DS 6/12D szinkron - Motor - gyártója NCT Kft. - típusa Z koordináta A EH/4096 X koordináta A6BZ EH/ nyomatéka 6 Nm - max. fordulatszáma /min 3.7. CNC VEZÉRLŐ - Gyártó NCT Kft. - Típus NCT-104 T - Felbontás 0,001 mm - Munkaelőtolás 0, mm/min - Gyorsjárat max. X/Z 20/24 m/min 3.8. ELEKTROMOS ADATOK - Működtető feszültség 3 x 400 ±10% V - Frekvencia 50 Hz - Max. teljesítmény felvétel 20 kw - Max. áramfelvétel 32 A /75

11 - Gépen kívüli főbiztositó (C) 63 A - Tápkábel 5 x 6 mm² 3.9. REVOLVERFEJ /távolkeleti kivitel/ - Gyártó LIO SHING Ltd - Típus LS Szerszámhelyek száma 12 - Szerszámváltási idő (szerszámtól szerszámig) 0,15 sec - Max. szerszámváltási idő (180 ) 1,8 sec - Befogható szerszámszár keresztmetszete 25x25 mm - Befogható fúrórúd átmérője 32 mm /75
 1,8 sec - Befogható szerszámszár keresztmetszete 25x25 mm -")
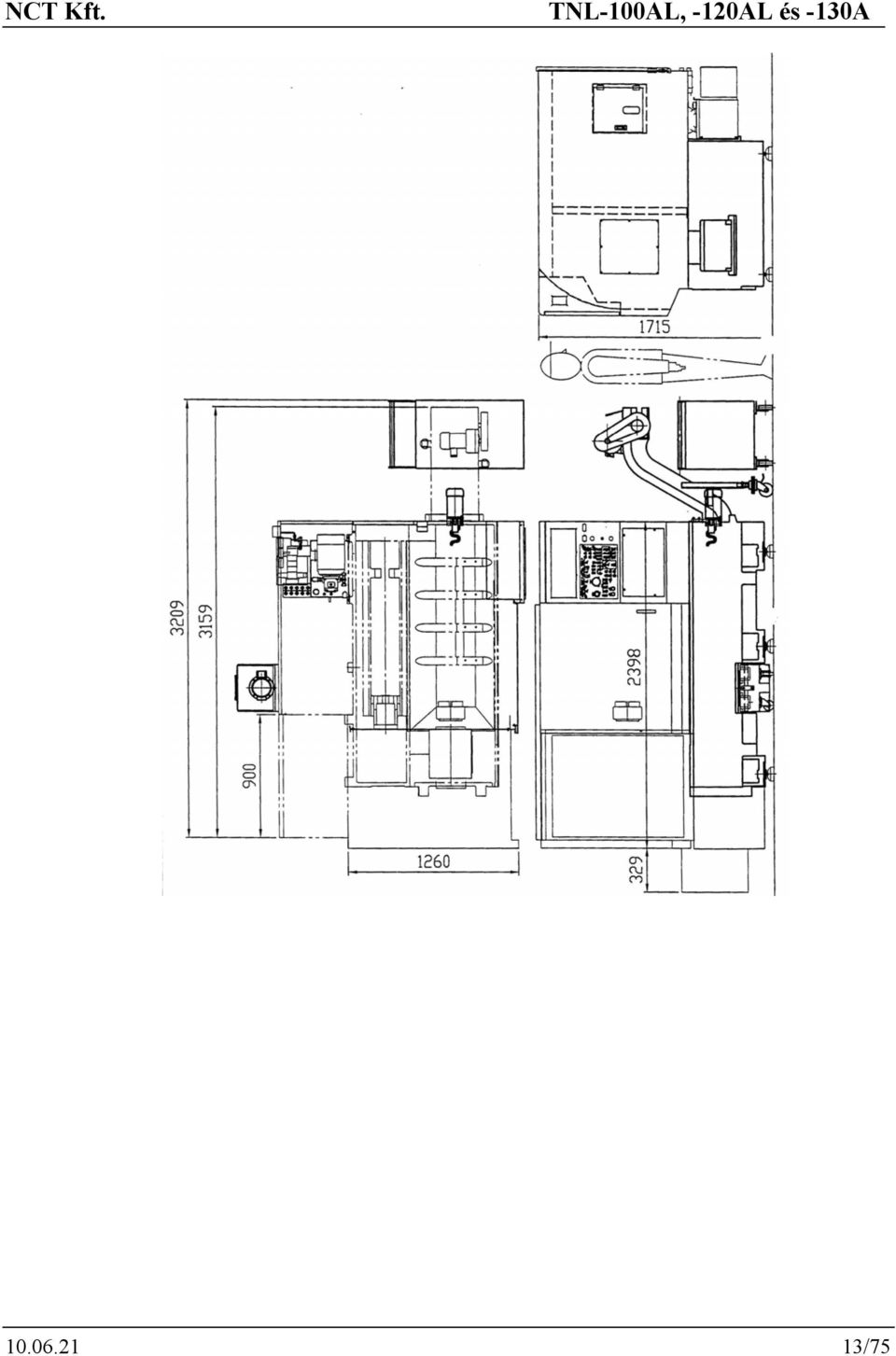
12 3.10. A GÉP BEFOGLALÓ MÉRETEI /forgácsszállítóval/ - szélesség 1830 mm - hosszúság mm - magasság 1725 mm - Összsúly (alapgép) 3500 dan /75

13 /75
14 3.11. RAKTÁROZÁS, ÜZEMELTETÉS KLIMÁJA - Hőmérséklet határok C - Relatív páratartalom % max. 8 órán keresztül 95 % Egy gép rendeltetésszerű használatának fontos feltétele szerkezeti egységeinek ismerete. A következő fejezetekben a gép főbb egységeit ismertetjük olyan mélységig, hogy szerkezeti kialakításuk és működésük megismerhető legyen. A leírás megértését nagyban segíti a vonatkozó ábrák egyidejű tanulmányozása /75

15 4.MŰSZAKI LEIRÁS 4.1. GÉPÁGY A gép meghatározó része az öntött gépágy, ugyanis erre épülnek fel a további egységek. E szerkezet a gép tartós pontosságának fontos elemei. A gépágyban kapott elhelyezést a forgácsgyűjtő, a hűtővíztartály és hordja továbbá a hidraulikus tápegységet, a villamos szekrényt, a vezérlőszelepeket és a munkatért burkoló kabint a vezérlővel. Az ágyöntvény viseli magán az orsóházat, az alap- és keresztszánt, valamint a szegnyerget ORSÓHÁZ A gép tartós pontossága és használhatósága szempontjából az orsóház kialakítása, csapágyazása rendkívül lényeges, ezért ezek a csapágy-gyártók legújabb kutatási eredményei alapján kerültek meghatározásra, beépítésre. A merev öntvényben helyezkedik el a főorsó a csapágyazásával. Az első és hátsó hengergörgős, és a középső ferde hatásvonalú golyóscsapágy, gyárilag beállított könnyű előfeszítéssel rendelkeznek és tartós zsírkenéssel vannak ellátva. A főorsófej szabványos kialakítású FŐHAJTÁS A peremes főmotor az ágy öntvényére erősített motortartón helyezkedik el. A motor és az orsóház között POLY-V szíj kapcsolat van. A beépített korszerű motor méreteihez képest nagy teljesítménnyel és fordulatszámmal rendelkezik, amit rendkívüli dinamikával tud megvalósítani. A motor saját szellőző motorral rendelkezik SZEGNYEREG A szegnyereg a hosszú munkadarabok megmunkálás közbeni megtámasztására szolgál és hidraulikus működtetésű. Használaton kívűli állapotban hátsó helyzetbe kell tolni és elmozdulás ellen rögzíteni. Fokozott figyelemmel kell lenni a szerszámokkal való ütközés elkerülésére. A szegnyereg támasztóerejét a nyomás függvényében a következő diagramm ábrázolja. A mindenkor szükséges támasztóerő a főforgácsoló erő kb. 50%-a legyen. Tilos a szegnyereg felé haladva forgácsolni! /75

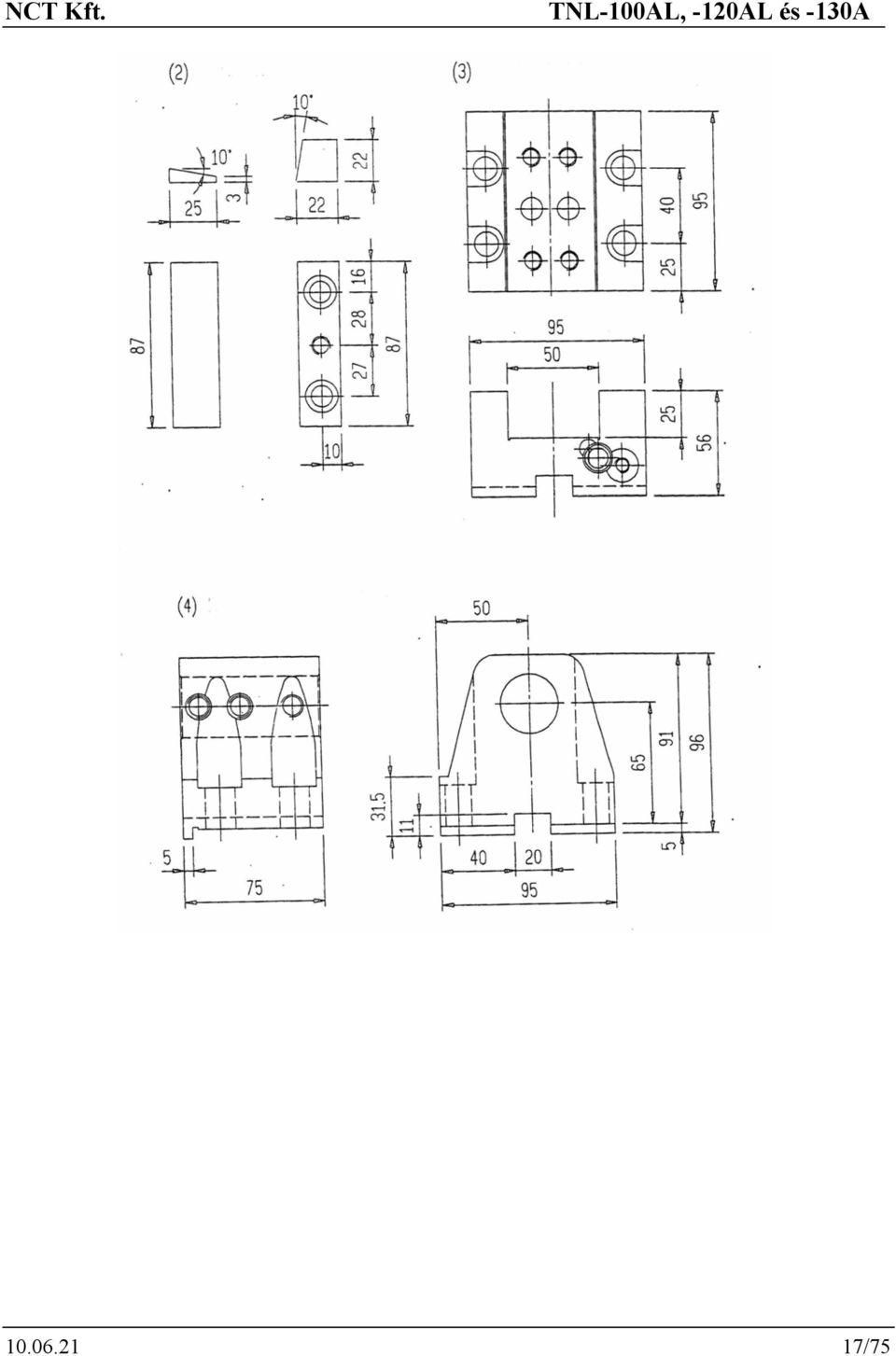
16 4.5. SZÁNRENDSZER A hossz-szán (Z) az ágyöntvényre erősített előfeszített - golyós vezetéken mozog. A megvezetés előfeszítése gyárilag beállított, könnyű, de határozott mozgás jön létre. A keresztszán szintén előfeszített golyós vezetéke az alapszánra van rögzítve. A keresztszán helyzete ferde, 45 -os. A keresztszán alkalmas különböző szerszámozási változatok fogadására. A szánrendszer vezetékeit automatikusan működő központi kenőberendezés látja el megfelelő kenőanyaggal. A vezetékeket a forgács káros hatásaitól burkolatok védik MELLÉKHAJTÁSOK A szánok mozgatását végző egységek AC motorok, amiből az egyik (Z) az ágyra, a másik (X) az alapszánra van felerősítve. A két előtolóhajtás szerkezeti megoldásában teljesen azonos, eltérés csak a golyósorsók hosszában jelentkezik. Az előtolómotorok tengelykapcsolón keresztűl közvetlenül forgatják a golyósorsókat és ezek elfordulását a motorokon levő forgó jeladók jelzik a CNC vezérlő felé. A motorok a munkatéren kívül vannak elhelyezve és lemezekkel védettek SZERSZÁMOZÁS Az eszterga keresztszánja (X) 12 állású hidraulkus revoverfejjel kerül szállításra. A csupán revolverfejjel csúcs megtámasztása nélküli való megmunkálásnál forgácsolható munkatér sértetlen, míg csúcscsal való megtámasztásnál ez csökken. A szerszámtartók nem szabványosak ezért azt csak a gyártótól lehet beszerezni /75
 az ágyra, a másik (X) az alapszánra van felerősítve.")
17 /75
18 4.8. BURKOLAT A burkolat feladata a gép különböző részeinek burkolása, védelme a forgács ellen, valamint munkavédelmi és ergonómiai funkcióin túlmenően tetszetős megjelenést és kompakt kivitelt eredményez. A burkolat levehető és nyitható fedelei lehetővé teszik a könnyű hozzáférést a gép fő egységeihez, karbantartás, vagy javítás esetén. A forgácsvédő ajtó a munkateret zárja le, biztonságosan elválasztva a dolgozót a veszélyforrásoktól. A nagyméretű biztonsági üvegen keresztül jól figyelemmel kísérhetők a munkafolyamatok. A munkatér zártságát biztonsági kapcsoló és reteszelés biztosítja. A kezelőpult a burkolaton kívül forgathatóan, jól láthatóan és könnyen elérhetően került elhelyezésre. Az elektromos szekrény a gép hátulján helyezkedik el. Ebben vannak az elektromos berendezések, jól áttekinthetően, könnyen hozzáférhetően HIDRAULIKA A hidraulikus berendezés a gépágy hátulján helyezkedik el megfelelő szellőzéssel. A revolverfej, a szegnyereg és elsősorban a hidraulikus munkadarab befogó berendezés működtetéséhez szükséges. A berendezés egy egységet képez az olajhűtővel. A hidraulika működését és ellenőrzését a CNC vezérlés végzi, kézi beavatkozásra csak a tokmány és a szegnyereg nyomásállításakor van szükség, amely a tápegységen elhelyezett nyomásmérők közelében lévő fojtószelepek segítségével történik. A tápegység névleges nyomása 30 bar, ennek meglétét a nyomáskapcsoló ellenőrzi. A tartályban az olajszint fogyását szintmérő figyeli, szükség esetén fel kell tölteni KÖZPONTI KENŐRENDSZER A szánrendszer golyós vezetékeit, valamint a golyósorsók automatikus kenését végzi. A CNC vezérlővel meghatározott időközönként, azonos mennyiségű kenőanyagot juttat adagolók segítségével a megfelelő kenési helyekre /75

19 A gépváltozatokhoz különböző berendezések rendelhetők különtartozékként. Ezek egy része utólag is felszerelhető, de célszerű a gép megrendelésekor meghatározni, így azokat már a gyártás során felszereljük. 5. TARTOZÉKOK 5.1. MUNKADARAB BEFOGÓK /átm.200mm/ A géphez alkalmazható munkadarab befogó berendezések sokféle kialakításúak lehetnek és különböző gyártóktól származhatnak. Kiválasztásukat a megoldandó feladatok, a munkadarabok jellege alapján körültekintően kell elvégezni, amiben készséggel állunk rendelkezésükre. Az általunk ajánlott befogó-berendezések a következők KÉZIMÜKÖDTETÉSÜ TOKMÁNYOK Kézi működtetésű tokmány alkalmazását egyszerűbb esetekben ajánljuk, amikor az azonos munkadarabok száma kicsi, illetve speciális, vagy egyedi megmunkálások esetén. Az esztergán alkalmazható minden A2-6 főorsóra szerelhető tokmány GÉPI MÜKÖDTETÉSÜ TOKMÁNYOK A munkadarabok cseréjét, rögzítését egyszerűsitő berendezések, melyek a gépkezelő munkáját nagymértékben megkönnyítik. A tokmányok alkalmazásához, használatához a berendezéshez mellékelt eredeti gyári előírások az irányadók HIDRAULIKUS TOKMÁNY (áteresztős) A legelterjedtebben alkalmazott befogó berendezés. Egyaránt alkalmas darabolt és szálanyagok megfogására is. A biztonságos befogást nyomáskapcsolók és végálláskapcsolók ellenőrzik. Gyártó RÖHM STRONG TONFOU Tokmány típus KFD-HE 210/3 N208 A6 TF3B-08 Meghúzó típus SZS-E 52/148 M 1875 (M 1552) RC-10 Max. áteresztés 52 mm 52 mm 52 mm Max. fordulatszám /min /min /min /75

20 HIDRAULIKUS PATRONBEFOGÓ Elsősorban a szálanyagból való gyártás legjobban bevált befogó berendezése. A menesztőfejhez alapkivitelben hengeres patronokat szállítunk, de külön igény esetén lehetőség van négy, vagy hatszög szelvény befogására alkalmas betétek szállítására is. Gyártó RÖHM STRONG Patronbefogó fej tipusa KZF 60/6 CR60A6 Max. áteresztés 60 mm 60 mm Max. fordulatszám /min /min Patron típusa 185E (DIN 6343) 185E/ OPCIÓK A gép a következőkben ismertetett speciális berendezésekkel és kivitelben is szállítható. Ezt azonban a megrendeléskor specifikálni kell, mert utólagos kiépítésük körülményes és költséges VILLAMOS KÉZIKERÉK A szánok "kézzel" való JOG mozgatását, a szerszámbemérést, érintő fogásvételét könnyitő berendezés, ami az egyik szánt beállítható lépésenként mozgatja. (Az X tengelynél ez átmérőre vonatkozik.) A szánok között bármikor átkapcsolható. A gépen kívánt helyét ( kihelyezett vagy beépített ) megrendeléskor kell rögzíteni AUTOMATIKUS SZERSZÁMBEMÉRÉS A szerszám méretbeállítását könnyíti meg. A berendezés egy merev kar végére szerelt tapintóból áll, amit a főorsó közelében kialakított csatlakozó felülethez van rögzítve. A CNC vezérlő mérésciklusa a szerszámokat egymás után a tapintóra viszi, majd a kapcsolás után azonnal aktualizálja a szerszám méretkoordinátáit. A pontosság növelése érdekében az első méretreálláskor (a betanuláskor) igyekezni kell a mérendő szerszámélet a mérőtapintó közepére állítani. Gyártó Mérési pontosság NCT Kft. ± 0,01 mm MUNKADARAB ELVEVŐ TÁROLÓVAL Pneumatikus működtetésű elvevő - Gyártó Tong Tai Machin Ltd - Munkadarab max. súlya 250 gramm - Működtető levegő nyomása 5 bar /75

21 SZERSZÁMBEMÉRŐ Kézi működtetésű - Gyártó Tong Tai Machin Ltd - Tapintó típusa MET ROLL - Mérési pontosság ± 0,01 mm /75
22 RÚDADAGOLÓ Pneumatikus működtetésű rúdadagoló - Gyártó Tong Tai Machin Ltd - Típus BF-1200, (BF-1500) - Működési helyszükséglet 1600(1900)x1120 mm - Főorsó magassága mm - Rúdadagoló súlya 210(240) kg - Működtető levegő nyomása: 5 bar - Rúd hossz: 1.5m - Rúdátmérő: 5-65mm REVOLVERFEJ VDI 40 KIVITEL Gyártó:-revolverfej Baruffaldi tipus: TB tárcsa Excel Csepel Kft. Szerszámhelyek száma: 12 Befogható szerszámszár keresztmetszete: 25*25 Befogható furórúd átmérője: 8-40 mm Szerszámtartó: DIN Megmunkálható átmérő:200mm FORGÓSZERSZÁMOS REVOLVERFEJ VDI 40 KIVITEL C TENGELYES ESZTERGAGÉPNÉL Gyártó: -revolverfejre Baruffaldi tipusa: TBMA tárcsa From-TongTai, vagy Excel Csepel Kft Szerszámtartó: Heimatec Gmbh Befogható szerszámszár keresztmetszete: 25*25mm Max. nyomaték: Nm Befogható fúrórud átmérő: Max fordulat:5000 f/perc Patron tipúsa: Patronba befogható méret: Megmunkálható átmérő:200mm FŐORSÓ POZICIONÁLÁS ÉS POZICIOBAN TARTÁS C tengely interpoláció C tengely szervó főmotorral Pozicionálási felbontás:0.002 fok Pozicionálási pontosság:+/-0.01 fok Ismétlési pontosság:+/ fok Meghajtott szerszámhelyek száma:12 Munkatér ábra: /75
23 /75
24 5.3. SZÁLLITÁS A gépet minden esetben védőbevonattal ellátva, fóliával letakarva, ládatalpra rögzítve szállítjuk. Külön kívánságra ládába csomagoljuk. SZÁLLíTÁS-TELEPÍTÉS A gépet kicsomagolás után szemrevételezni kell. A sérült, hiányos szállítmányról jegyzőkönyvet kell felvenni. A gép emelését a mellékelt emelési rajz alapján szabad elvégezni /75
25 /75
26 5.4.RAKTÁROZÁS Ha a gép ideiglenes helyen nyer elhelyezést, a talaj szilárd és vízszintes legyen. Tárolni csak száraz, pormentes helyen szabad. A műszaki adatoknál meghatározott klimatikus viszonyok a tárolásra is érvényesek. A szállítás során megsérült védőbevonatot pótolni kell (SHELL Ensis Oil 152) és a védőfóliát a gépre vissza kell helyezni. A tartozékládát csak a gyártó cég szerelőjének jelenlétében szabad felbontani ÜZEMBEHELYEZÉS /75
27 TELEPITÉS A gépet kicsomagolás után az előre elkészített betonalapra kell helyezni. Az alap vízszinttől való eltérése max. 5 mm lehet. A gép helyének meghatározásakor a következő szempontokat figyelembe kell venni. - Elegendő hely legyen a gép körül a balesetmentes mozgáshoz, kezeléshez, az ajtók kinyitásához, a javítások elvégzéséhez. -Szálból való munkák esetén a szálanyag behelyezéséhez teret kell biztosítani. -Nem szabad megfeledkezni a forgácsgyüjtő kihúzásához szükséges helyről sem /75
28 5.5.2.Helyigény forgácskihordóval /75
29 5.5.3.Helyigény viztartály forgácstálcával /75
30 Gépalapozás A GÉP SZINTEZÉSE A gép vízszintbe állítása befolyásolhatja a pontosságot és a z élettartamot.ezért a következőket be kell tartani. A gépet a helyére állítva a szintező csavarokat a géppel együtt szállított alátét pogácsákra kell helyezni. A következő lépésben a vízszintmérőt a revolverfejbe fogott tartóra kell helyezni az ábra szerint. A szintező csavarokkal úgy kell a gépet beállítani, hogy az alapszánt a Z tengelyt teljes mozgáshosszán végig mozgatva a vízszintmérőnek a két végen azonos értékmutatást kell mutatnia /75
31 A VEZETÉKEK VÉDELME A gördülő vezetékek a szállításhoz NEOVAL MTO 300 olajjal védettek, üzembeállításkor nem kell eltávolítani. A gép tisztítására agresszív oldószerek (aceton, nitróhigitó), tűzveszélyes anyagok (benzin), valamint a gép részegységeit károsító vegyszer alkalmazása TILOS! Az esetleges szennyeződéseket petróleumos ecsettel, vagy ronggyal lehet a felületekről eltávolítani. Közvetlenül ezután vékonyan be kell a felületeket olajozni /75
32 A GÉP FELTÖLTÉSE A gép hűtőfolyadék nélkül kerül szállitásra, ezért annak feltöltéséről üzembeállításkor gondoskodni kell. Ügyelni kell arra, hogy megfelelő tisztaságú és minőségű olaj kerüljön a gépbe. Betöltés helye Kenőanyag minőség Mennyiség (l) Hidraulika ISO HM46 30 Levegő előkészítő ISO HM 32 0,18 Kenőtápegység ISO G68 kb HÜTÖFOLYADÉK A gép hűtőfolyadék nélkül kerül szállításra, ezért annak feltöltéséről üzembeállításkor gondoskodni kell. A hűtőfolyadék tápegységet fel kell tölteni az oldalán levő felső szintjelző által meghatározott szintig hűtőfolyadékkal. A hűtőfolyadék javasolt összetétele acél forgácsolásához: 2-2,5 % emulziós olaj 0,4-0,6 % nátriumkarbonát 0,3 % nátriumnitrit 0,3 % trietenolamin 0,1-0,3 % difenolaxilát 100 % -ra vízzel kiegészítve Más összetételű hűtőfolyadék is alkalmazható, de a gép korrózió elleni védelme és egészségügyi szempontok alapján ph értékének 8-8,5 között kell lennie! Agresszív adalékot tartalmazó hűtőfolyadék nem alkalmazható! 57. ELEKTROMOS BERENDEZÉS KEZELÉSE A gép kezelése, programozása az üzembe helyezés után a CNC vezérlőn keresztül történik, melyhez mindig a gyártó dokumentációjában előírtak az érvényesek. A szükséges dokumentációkat a gépkönyvhöz mellékeljük /75
33 A gépkönyv előző fejezetei már tartalmaztak a biztonságos munkavégzéssel kapcsolatos utasításokat, ám a biztonságos üzemeltetéshez az alábbiakban összefoglalt előírások ismerete feltétlenül 6. BIZTONSÁGTECHNIKAI ELÖIRÁSOK szükséges. Ezeket az ismereteket az üzembeállítónak - a helyi körülményektől függően - a 47/1979./XI.30./MT. számú rendelet alapján a vállalat Munkavédelmi Szabályzatában, valamint az MSZ számú szabvány alapján készítendő technológiai, műveleti, kezelési és karbantartási utasításokban KI KELL EGÉSZITENIE! A gép telepítésekor figyelembe kell venni a MOTI tervezési irányelvekben az anyagmozgatás, anyagtárolás, karbantartás helyszükségletére vonatkozó előírásokat. Ajánlatos a gép környezetében az MSZ-04.61/1-73 számú szabványban rögzített megvilágítási értéket biztosítani. A gép megfelel a magyar vonatkozó zajvédelmi előírásoknak, azaz az üresjárati zajszjnje kisebb mint 80 dba. Megjegyzés: a háttér zaj kisebb kell, hogy legyen, mint 60 dba, a zajmérő műszer feleljen meg az IEC 651 szabványnak, és a módkapcsoló FAST állásban legyen, a mérés helye: magassága 1,6 m, távolsága 1 m legyen KEZELÉS GÉPKEZELÖ A gépet egyszerre csak egy gépkezelő üzemeltetheti! A gépkezelő csak olyan 18. életévét betöltött személy lehet, akit a gép kezelésével megbíztak és a gép üzemeltetéséhez szükséges szakmai ismeretekkel (minimálisan betanított munkás) rendelkezik, a gép kezelését elsajátította. A gép elöirásszerü kezelését, üzemeltetését begyakorolta és e munkára vonatkozó biztonságtechnikai, munkavédelmi vizsgával rendelkezik, valamint kielégíti ezen tevékenység egészségügyi és pályaalkalmassági feltételeit. Megjegyezzük, hogy a beállított, programozott gép üzembetartásához - kiszolgálásához, kezeléséhez - elég a betanított munkás képzettségű személy. A gép beállításához, programozásához, magasan kvalifikált gépbeállító közreműködése szükséges! A gépbeállító tevékenysége folyamán a gépkezelő semmiféle beavatkozást nem végezhet. A gépkezelő az elektromos szekrényt csak a munkavezető engedélyével, különös gondossággal nyithatja ki. Figyelem! A gépen fiatalkorú, csökkent munkaképességű, gyógyszer vagy alkohol befolyása alatt álló személy nem foglalkoztatható! A GÉPKEZELÖ FELELÖSSÉGE /75
34 A gépkezelő felelős a gépkönyv kezelési és biztonságtechnikai utasításaiban foglaltak megtartásáért, a gép és kiegészítő elemeinek munkakezdés előtti kötelező átvizsgálásáért, valamint az előirt karbantartási feladatok ellátásáért. A munkakezdés közben észlelt, veszélyt jelentő rendellenesség tőle várható módon történő megszüntetéséért, illetve ennek főnökének történő jelentéséért. A gép rendeltetésszerű használatáért. A géptől, illetéktelen személyeknek a távoltartásáért.a gépkezelő feladata a gép környezetének rendbentartása VÉDÖFELSZERELÉSEK A dolgozó - testi épségének védelme érdekében - olyan egyéni védőöltözéket köteles viselni, mely megfelelően zárt, könnyen tisztántartható. Laza öltözék, hosszú haj veszélyes. A kipattanó forgács, vagy kifröccsenő hűtő-kenő folyadék szembefröccsenése ellen védőszemüveg használata célszerű. A nehezebb munkadarabok okozta sérülések elkerülése érdekében páncél betétes bakancs használata ajánlott. TILOS minden olyan tárgy (pl. ékszer, nyaklánc,óra), ruhadarab viselése, aminek el- vagy beakadása balesetet okozhat ÜZEMELTETÉS MUNKAKEZDÉS ELÖTTI FELADATOK A gépkezelő köteles a gépet üzemkezdet előtt felülvizsgálni. A felülvizsgálat alkalmával ellenőrizze a gép erőátviteli egységeinek a munkatérben levő részegységek akadálymentes mozgáslehetőségeit, valamint a biztonságtechnikai berendezések működőképességét. Felülvizsgálandók: - A VÉSZ-STOP gomb. Minden mozgást le kell állítania. - A forgácsvédő ajtó Az ajtó nyitott állapotában a főorsó forgás nem indítható. A főorsó forgása közben az ajtó nem nyitható. - A munkadarab-befogó. A tokmánypofák rögzítettek. A szorító erő (hidraulika nyomás) értékének beállítása. A szorító erő irányának beállítása (külső - belső szorítás). A végálláskapcsolók üres tokmány esetén a főorsó forgást nem engedélyezik. - A munkadarab megtámasztó (szegnyereg) A szegnyereg rögzített. A támasztó erő (hidraulika nyomás) értékének beállítása. - A szerszámok, szerszámtartók. Megfelelő állapotúak és megfelelően rögzítettek /75
35 A fentiekben leirt feltételek teljesülése után szabad csak a gépet üzemeltetni! BEÁLLITÓ ÜZEMMÓD A munkatér-védő burkolat reteszelése hatástalanítható, így nyitott ajtóval üzemeltethető a gép, hogy a megfelelő, esetleg igen közeli szemrevételezést igénylő beállítási műveletek is elvégezhetők legyenek. A beállító üzemmód alatt különös gondossággal kell eljárni, mivel a gépbeállító a veszélyes térben végzi tevékenységét. Különösen kell vigyázni, hogy a forgó, mozgó egységeket nehogy kézzel, testtel megérintsék. Felhívjuk a figyelmet arra, hogy a beállító üzemmódot engedélyező kulcsot célszerű a beállítónál, vagy a művezetőnél tartani, hogy a gépkezelő ezt az állapotot munkavégzéséhez használni ne tudja MUNKAVÉGZÉS A gép működtetése során a nagyobb méretű munkadarabok ki- és befogásakor figyelemmel kell lenni az esetleg alkalmazott emelőberendezés és hevederek kifogástalan állapotára, a munkadarab megfelelő és helyes befogására. Az üzemszerű termelés közben tapasztalt működési rendellenességek esetén a gépet haladéktalanul le kell állítani. Közvetlen balesetveszély, vagy a gép épségét veszélyeztet hiba fellépése esetén a VÉSZ- STOP gomb benyomásával kell a gépet megállítani. Szerszámváltáskor fokozottan ügyelni kell a revolvertárcsába fogott szerszám akadálytalan elfordulására MÜSZAKVÉGI TEENDÖK A gépet minden műszak végén le kell takarítani. Ezt leállított és feszültségmentesített állapotban szabad végezni. A tisztításhoz az általánosan használt eszközök használhatók. A munkatérből a forgácsot eltávolítani, csak álló gépen és az erre a célra rendszeresített eszközökkel szabad. FIGYELEM: Géptisztításhoz sűrített levegőt használni nem szabad! A gépben munkadarabot befogva hagyni TILOS, mivel a befogó berendezések erejüket veszthetik KARBANTARTÁS A mechanikus részegységek javítását, karbantartását csak az e feladattal megbízott, megfelelően kioktatott géplakatos szakmunkás végezheti. A szaktudását meghaladó, vagy csak a megfelel célszerszámmal elvégezhető szereléseket a gyártó szakembereivel célszerű végeztetni. A villamos berendezés javítását, karbantartását csak az e feladattal megbízott, megfelelően kioktatott villanyszerelő szakmunkás végezheti. A CNC vezérlő javításához a gyártó szervizét kell igénybe venni. Bármilyen karbantartói tevékenységet csak akkor szabad megkezdeni, ha a munkavégzés alatt a veszélymentes állapot biztosítva van. A karbantartás idejére a gépen /75
36 A GÉP JAVíTÁS ALATT BEKAPCSOLNI TILOS! feliratú táblát kell elhelyezni. A nyomás alatt levő hidraulikus berendezéseket csak a túlnyomás megszüntetése után szabad megbontani. A javítás során a gépbe csak olyan alkatrészeket szabad beépíteni, melyek a várható legnagyobb igénybevételnek és az előirt biztonságtechnikai követelményeknek megfelelnek. FIGYELEM! Olyan javításokat, átalakításokat végezni, ami a gép biztonságtechnikai paramétereit károsan befolyásolnák, TILOS! /75
TNL-100ALII, -120ALII ÉS -130AII
 TNL-100ALII, -120ALII ÉS -130AII NCT Ipari Elektronikai Kft. 1/61 Dátum:2014.02.18. TARTALOMJEGYZÉK TNL-100Al, -120AL ÉS -130A 1. ELŐSZÓ... 6 2. JOGI NYILATKOZATOK... 7 2.1. Szavatossági nyilatkozat...
TNL-100ALII, -120ALII ÉS -130AII NCT Ipari Elektronikai Kft. 1/61 Dátum:2014.02.18. TARTALOMJEGYZÉK TNL-100Al, -120AL ÉS -130A 1. ELŐSZÓ... 6 2. JOGI NYILATKOZATOK... 7 2.1. Szavatossági nyilatkozat...
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 SMART-42 és -30Ms CNC esztergagép
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 SMART-42 és -30Ms CNC esztergagép
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TOPPER-NCT TCS-1500 és -2000 CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TOPPER-NCT TCS-1500 és -2000 CNC
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2200 és BNC-2600 típusú CNC
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-3000, -3500 és -4000 típusú
EUROturn-12C CNC VEZÉRLÉSŰ ELLENORSÓS ESZTERGA
 CNC VEZÉRLÉSŰ ELLENORSÓS ESZTERGA NCT Ipari Elektronikai Kft. 1 / 25 Dátum: 2013.09.02. NCT Ipari Elektronikai Kft. 2 / 25 Dátum: 2013.09.02. TARTALOMJEGYZÉK 1. ELŐSZÓ... 5 2. JOGI NYILATKOZATOK... 6 2.1.
CNC VEZÉRLÉSŰ ELLENORSÓS ESZTERGA NCT Ipari Elektronikai Kft. 1 / 25 Dátum: 2013.09.02. NCT Ipari Elektronikai Kft. 2 / 25 Dátum: 2013.09.02. TARTALOMJEGYZÉK 1. ELŐSZÓ... 5 2. JOGI NYILATKOZATOK... 6 2.1.
GÉPKÖNYV BF-1200, BF-1500 RUDADAGOLÓ BERENDEZÉSHEZ. NCT Ipari Elektronikai Kft. H -1148 Budapest Fogarasi u. 7.
 GÉPKÖNYV a RUDADAGOLÓ BERENDEZÉSHEZ NCT Ipari Elektronikai Kft. H -1148 Budapest Fogarasi u. 7. Tel:(361) 46 76 300 Telefax:(361) 46 76 309 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 ADATLAP...3 1. EMELÉSI ÁBRA...4
GÉPKÖNYV a RUDADAGOLÓ BERENDEZÉSHEZ NCT Ipari Elektronikai Kft. H -1148 Budapest Fogarasi u. 7. Tel:(361) 46 76 300 Telefax:(361) 46 76 309 TARTALOMJEGYZÉK TARTALOMJEGYZÉK...2 ADATLAP...3 1. EMELÉSI ÁBRA...4
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-85A és -100A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-85A és -100A CNC esztergagépek
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TA-20 és -25
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TA-20 és -25
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-18 típusú CNC esztergagép árlistája
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JCL-60 és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JCL-60 és
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUROturn-12C (EVO3) nagysebességű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUROturn-12C (EVO3) nagysebességű
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUROturn-12C nagysebességű CNC esztergagép
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUROturn-12C nagysebességű CNC esztergagép
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-20Y és -25Y Y tengelyes CNC esztergaközpontok
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-20Y és -25Y Y tengelyes CNC esztergaközpontok
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT Nr.: Készült: Paritás: Garancia: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76
Tárgy: NCT Nr.: Készült: Paritás: Garancia: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-100AL, -120AL és -130A CNC esztergagépek
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 HTés HTL-117
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 HTés HTL-117
40-00000143-03 TOPPER-NCT TNL-100AL, -120AL
 1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
1. lap Tárgy: TNL-100AL, -120AL és -130A CNC esztergagépek 1 60-00000900-00 Megjegyzések az Árajánlathoz: 5 40-00000143-03 TOPPER-NCT TNL-100AL, -120AL és -130A tip. CNC esztergagépek közös jellemzői és
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel
 TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
TAKISAWA TMM 200 ellenorsós CNC esztergagép, hajtott szerszámokkal és Y tengellyel FANUC 180is TB vezérl vel ALAPKIVITEL - 32 bit FANUC vezérlés, DNC, és internet csatlakozással, - 10,4 színes kijelz,
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 MM-800 CNC megmunkálóközpont 1.
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 MM-800 CNC megmunkálóközpont 1.
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TA-20 és -25
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TA-20 és -25
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -26-,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -26-,
HORVÁTH ATTILA EV. CÉG alapítva:1989. www.mechanika.hu
 HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
HORVÁTH ATTILA EV. CÉG alapítva:1989 www.mechanika.hu TMT új L sorozatú CNC eszterga-gépcsaládja egyenlő: minőség, átlagon felüli teljesítmény. Nagy pontosság, maximális stabilitás! Hatékony TMT- esztergák,
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-130AL és -160A CNC esztergagagép
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-130AL és -160A CNC esztergagagép
JCL-52/60TSM CNC ESZTERGAGÉP
 NCT Ipari Elektronikai Kft. 1148 Budapest, Fogarasi út 7. JCL-52/60TSM CNC ESZTERGAGÉP KEZELŐI KÉZIKÖNYV Kiadás dátuma: 2009-03-24 1 / 44 NCT Kft. TÁRGYMUTATÓ I. FEJEZET: BEVEZETÉS ÉS BIZTONSÁGI TÁJÉKOZTATÓ
NCT Ipari Elektronikai Kft. 1148 Budapest, Fogarasi út 7. JCL-52/60TSM CNC ESZTERGAGÉP KEZELŐI KÉZIKÖNYV Kiadás dátuma: 2009-03-24 1 / 44 NCT Kft. TÁRGYMUTATÓ I. FEJEZET: BEVEZETÉS ÉS BIZTONSÁGI TÁJÉKOZTATÓ
TR-800/2700 D CNC. A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult meg.
 TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
TR-800/2700 D CNC GÖRGGÉP VASÚTI TENGELYEK FELKEMÉNYÍTÉSÉHEZ ÉS FELÜLETI MINSÉG JAVÍTÁSÁHOZ A projekt az Európai Unió támogatásával, az Európai Regionális Fejlesztési Alap társfinanszírozásával valósult
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-710C és -710A Nagysebességű
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-130AL
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TNL-130AL
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT Nr.: Készült: Paritás: Garancia: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76
www.nct.hu Tárgy: NCT Nr.: Készült: Paritás: Garancia: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20A, -26A,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20A, -26A,
LT-52 ÉS LT-65 CNC ESZTERGA GÉPKÖNYV
 NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
NCT Ipari Elektronikai Kft. 1/36 Dátum: 2015. 09. 22. TARTALOMJEGYZÉK 1. BEVEZETÉS... 4 2. AZ ESZTERGA FŐ MŰSZAKI JELLEMZŐI... 5 3. FŐ MŰSZAKI ADATOK... 6 4. MÉRETEK ÉS RAJZOK... 8 4.1. Az LT sorozatú
KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV
 KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV Kettős könyökcsuklós műanyag fröccsöntőgép SUPERMASTER SM50 - SM450 Sorozat MACHINERY CO., LTD. TAIWAN Előszó Tisztelt vásárló! Köszönjük, hogy megtisztelt bennünket
KEZELÉSI ÉS KARBANTARTÁSI KÉZIKÖNYV Kettős könyökcsuklós műanyag fröccsöntőgép SUPERMASTER SM50 - SM450 Sorozat MACHINERY CO., LTD. TAIWAN Előszó Tisztelt vásárló! Köszönjük, hogy megtisztelt bennünket
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-5000 és
ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz
 Speciális gép 5. ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz A butilozó gép segítségével a hőszigetelő üvegszerkezetben lévő, alumínium távtartó lécek primer tömítését végezhetjük
Speciális gép 5. ISO-BUTIL 1000 Primer tömítő extruder hőszigetelő üveggyártáshoz A butilozó gép segítségével a hőszigetelő üvegszerkezetben lévő, alumínium távtartó lécek primer tömítését végezhetjük
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EEN320 CNC esztergagép 1. lap NCT
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EEN320 CNC esztergagép 1. lap NCT
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-2800 típusú nagyteljesítményű
ÁRAJÁNLAT 0,00 USD. Teljes bruttó ár: USD ÁFA: 0,00 USD 0,00. Címzett cég Vevői ajánlat minta (új gép) Szállító: NCT Kft. Mobil: / Cím:
 Szállító: NCT Kft. Mobil: / Cím:") 1. lap www.nct.hu NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 NCT Nr.: Címzett cég
1. lap www.nct.hu NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 NCT Nr.: Címzett cég
BEÉPÍTÉSI ÚTMUTATÓ VEC típusú központi ventilátorok. VEC típusú központi ventilátorok szereléséhez
 BEÉPÍTÉSI ÚTMUTATÓ VEC típusú központi ventilátorok VEC típusú központi ventilátorok szereléséhez A VEC egy olyan elszívó központi ventilátor család, amelyet kifejezetten a különböző lakó- és kereskedelmi
BEÉPÍTÉSI ÚTMUTATÓ VEC típusú központi ventilátorok VEC típusú központi ventilátorok szereléséhez A VEC egy olyan elszívó központi ventilátor család, amelyet kifejezetten a különböző lakó- és kereskedelmi
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
CNC Függőleges megmunkálóközpont
 GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
Szerelés és használati utasítások
 Szerelés és használati utasítások PickUp daru SX 2000 - A ŐRIZZE MEG EZT AZ ÚTMUTATÓT A KÉSŐBBIEKRE DARU SX 2000 - A az érvényes szabványok követelményeivel összhangban tervezve és gyártva, hogy biztosítva
Szerelés és használati utasítások PickUp daru SX 2000 - A ŐRIZZE MEG EZT AZ ÚTMUTATÓT A KÉSŐBBIEKRE DARU SX 2000 - A az érvényes szabványok követelményeivel összhangban tervezve és gyártva, hogy biztosítva
Ciklusvezérelt univerzális eszterga
 Ciklusvezérelt univerzális eszterga EMCOMAT E-200 MC - egyedi vagy ciklusvezérelt 1 ORSÓHÁZ Stabil öntvénykonstrukció CAMLOCK orsóorr ø 53 (50) mm rúdbeeresztés 2 VEZÉRLÉS Sinumerik 828D Egyszerű programozás
Ciklusvezérelt univerzális eszterga EMCOMAT E-200 MC - egyedi vagy ciklusvezérelt 1 ORSÓHÁZ Stabil öntvénykonstrukció CAMLOCK orsóorr ø 53 (50) mm rúdbeeresztés 2 VEZÉRLÉS Sinumerik 828D Egyszerű programozás
Vevő MINTA. Forrás bizonylat(ok): GARANCIA JEGY PEGO
: GARANCIA JEGY PEGO") Forrás bizonylat(ok): GARANCIA JEGY PEGO Amennyiben a garanciajegyben Önnek nem egyértelmű információkat talál, úgy kérjen felvilágosítást az eladó szervtől! HIBABEJELENTÉS, KAPCSOLAT: munkanapokon 06
Forrás bizonylat(ok): GARANCIA JEGY PEGO Amennyiben a garanciajegyben Önnek nem egyértelmű információkat talál, úgy kérjen felvilágosítást az eladó szervtől! HIBABEJELENTÉS, KAPCSOLAT: munkanapokon 06
JINN FA JCL 52/52A-60/60A CNC ESZTERGAGÉP KEZELÉSI ÚTMUTATÓ
 JINN FA JCL 52/52A-60/60A CNC ESZTERGAGÉP KEZELÉSI ÚTMUTATÓ Kiadás dátuma: 2009-04-06 1 / 33 NCT Kft. TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETÉS, BIZTONSÁGI ÓVINTÉZKEDÉSEK...3 1.1. ELŐSZÓ A FELHASZNÁLÓHOZ...3
JINN FA JCL 52/52A-60/60A CNC ESZTERGAGÉP KEZELÉSI ÚTMUTATÓ Kiadás dátuma: 2009-04-06 1 / 33 NCT Kft. TARTALOMJEGYZÉK 1. FEJEZET: BEVEZETÉS, BIZTONSÁGI ÓVINTÉZKEDÉSEK...3 1.1. ELŐSZÓ A FELHASZNÁLÓHOZ...3
1. Karbantartási ütemek:
 Műszaki tartalom A Keleti Pályaudvar telephelyén üzemelő Sculfort típ. padló alatti kerékeszterga karbantartása 1. Karbantartási ütemek: I. karbantartási ütem Tervezett időpont: 2018. október Bal és jobb
Műszaki tartalom A Keleti Pályaudvar telephelyén üzemelő Sculfort típ. padló alatti kerékeszterga karbantartása 1. Karbantartási ütemek: I. karbantartási ütem Tervezett időpont: 2018. október Bal és jobb
SC-32 CNC ESZTERGA GÉPKÖNYV
 SC-32 NCT Ipari Elektronikai Kft. 1 / 29 Dátum: 2013.09.27. Tartalomjegyzék 1. PONTOSSÁGI JEGYZŐKÖNYV... 3 2. BIZTONSÁG... 4 2.1. Biztonsági utasítások... 4 2.2. Figyelmeztető táblák elhelyezkedése...
SC-32 NCT Ipari Elektronikai Kft. 1 / 29 Dátum: 2013.09.27. Tartalomjegyzék 1. PONTOSSÁGI JEGYZŐKÖNYV... 3 2. BIZTONSÁG... 4 2.1. Biztonsági utasítások... 4 2.2. Figyelmeztető táblák elhelyezkedése...
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-510C és
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TMV-510C és
Szerelési, karbantartási útmutató
 ROTO ELZETT Vasalatkereskedelmi Kft. 9461 Lövő, Kossuth L. u.25. Szerelési, karbantartási útmutató Termékszavatossági előírások Az üvegezéstechnika ékelési előírásait be kell tartani. Agresszív faanyagok
ROTO ELZETT Vasalatkereskedelmi Kft. 9461 Lövő, Kossuth L. u.25. Szerelési, karbantartási útmutató Termékszavatossági előírások Az üvegezéstechnika ékelési előírásait be kell tartani. Agresszív faanyagok
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EEN400 CNC esztergagép 1. lap NCT
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EEN400 CNC esztergagép 1. lap NCT
CES Hőgenerátor Kezelési útmutató
 CES Hőgenerátor Kezelési útmutató CES KFT. Üzembe helyezés előtt figyelmesen olvassa el! Tartalom Bevezető... 3 C.E.S. kavitációs hőgenerátorok leírása és alkalmazása... 3 2. A C.E.S. kavitációs hőgenerátorok
CES Hőgenerátor Kezelési útmutató CES KFT. Üzembe helyezés előtt figyelmesen olvassa el! Tartalom Bevezető... 3 C.E.S. kavitációs hőgenerátorok leírása és alkalmazása... 3 2. A C.E.S. kavitációs hőgenerátorok
Késtartók. Géptartozékok. ostrana Typ 4414. Gyorsváltós késtartó alaptest E405 005 E405 005 060 E405 008 E405 007 E405 006. Méretkódok: 080-180
 Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
Gyorsváltós késtartó alaptest E5 005 Typ ok: 0 - Kivitel: E5 005 0 E5 005 0 E5 005 0 Ø E5 008 E5 007 E5 006 E5 005 E5 009 0 0 0 0 00 ( 8 8 6 6 6 8 8 00 00 ( Q ( R ( S 7 7 57,0,0 7,0 7,0 7,0,5,5,0,0,0,0,0,0,0,0,0
SC-32 CNC eszterga Gépkönyv
 SC-32 CNC eszterga Gépkönyv NCT Ipari Elektronikai Kft. 1 / 36 Dátum:2013.05.02. Pontossági jegyzőkönyv Ssz. Mért Ábra Tűrés [mm] Mérési eredmény [mm] 1 Főorsókúp radiális ütés 0,005 2 Főorsóhomlok radiális
SC-32 CNC eszterga Gépkönyv NCT Ipari Elektronikai Kft. 1 / 36 Dátum:2013.05.02. Pontossági jegyzőkönyv Ssz. Mért Ábra Tűrés [mm] Mérési eredmény [mm] 1 Főorsókúp radiális ütés 0,005 2 Főorsóhomlok radiális
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
BOB Használati és üzembe helyezési utasítás
 1 BENINCÁ BOB Használati és üzembe helyezési utasítás 2 Köszönjük, hogy az általunk forgalmazott, Benincá BOB típusú szettet választotta. A Benincá cég kínálatában található összes termék 20 éves gyártási
1 BENINCÁ BOB Használati és üzembe helyezési utasítás 2 Köszönjük, hogy az általunk forgalmazott, Benincá BOB típusú szettet választotta. A Benincá cég kínálatában található összes termék 20 éves gyártási
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 MM-760 CNC megmunkálóközpont árlistája
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 MM-760 CNC megmunkálóközpont árlistája
TOMILL-160 CNC MARÓGÉP
 TOMILL-160 NCT Ipari Elektronikai Kft. 1 / 36 Dátum: 2013.09.06 TARTALOMJEGYZÉK 1. JOGI NYILATKOZATOK... 7 1.1. Szavatossági nyilatkozat... 7 1.2. Garanciális nyilatkozat... 7 1.3. Munkavédelmi nyilatkozat...
TOMILL-160 NCT Ipari Elektronikai Kft. 1 / 36 Dátum: 2013.09.06 TARTALOMJEGYZÉK 1. JOGI NYILATKOZATOK... 7 1.1. Szavatossági nyilatkozat... 7 1.2. Garanciális nyilatkozat... 7 1.3. Munkavédelmi nyilatkozat...
Kézi- és villamos működtető mechanizmusok (hajtások) a KM-típusú kompakt megszakítókhoz. Műszaki ismertető
 a KM-típusú kompakt megszakítókhoz. Műszaki ismertető") Kézi- és villamos működtető mechanizmusok (hajtások) a KM-típusú kompakt megszakítókhoz Műszaki ismertető TRCON udapest Kft. KM-típusú megszakító-sorozata által nyújtott műszaki szolgáltatások körét bővítik
Kézi- és villamos működtető mechanizmusok (hajtások) a KM-típusú kompakt megszakítókhoz Műszaki ismertető TRCON udapest Kft. KM-típusú megszakító-sorozata által nyújtott műszaki szolgáltatások körét bővítik
Oktatás a gyártás közben. CONCEPT TURN 460. CNC oktatás ipari színvonalon TURNING
 Oktatás a gyártás közben. CONCEPT TURN 60 CNC oktatás ipari színvonalon TURNING emco-world.com CONCEPT SZERSZÁMVÁLTÓ férőhelyes, axiális VDI0 szerszámbefogás 6 meghajtott szerszám (opció) Poligon felületek
Oktatás a gyártás közben. CONCEPT TURN 60 CNC oktatás ipari színvonalon TURNING emco-world.com CONCEPT SZERSZÁMVÁLTÓ férőhelyes, axiális VDI0 szerszámbefogás 6 meghajtott szerszám (opció) Poligon felületek
HIDRAULIKUS SZERELŐ PRÉS HP-12,5/E Üzemeltetési és karbantartási kézikönyv
 HP-12,5/E Üzemeltetési és karbantartási kézikönyv TARTALOMJEGYZÉK 1. A gép rendeltetése 1. 2. Műszaki adatok 1. 3. Műszaki leírás.. 1. 3.1 Gépváz. 1. 3.2 Nyomófej. 1. 3.3 Présasztal. 1. 3.4 Hidraulikus
HP-12,5/E Üzemeltetési és karbantartási kézikönyv TARTALOMJEGYZÉK 1. A gép rendeltetése 1. 2. Műszaki adatok 1. 3. Műszaki leírás.. 1. 3.1 Gépváz. 1. 3.2 Nyomófej. 1. 3.3 Présasztal. 1. 3.4 Hidraulikus
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 KAFO-NCT SV-1000 CNC megmunkálóközpont
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 KAFO-NCT SV-1000 CNC megmunkálóközpont
GD Dollies Műszaki leírás
 GD Dollies Műszaki leírás A szállítóeszköz elektromos működtetésű, rádiós távvezérlésű két kocsiból álló egység, mely páros és szóló üzemmódban egyaránt használható. Elsősorban beltéri ill. üzemi területen
GD Dollies Műszaki leírás A szállítóeszköz elektromos működtetésű, rádiós távvezérlésű két kocsiból álló egység, mely páros és szóló üzemmódban egyaránt használható. Elsősorban beltéri ill. üzemi területen
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 HBM-4T típusú horizontális CNC fúró-marómű
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 HBM-4T típusú horizontális CNC fúró-marómű
Cégünk vállalja a projekttel kapcsolatos műszaki szaktanácsadást.
 ELoNYÖK Mozgó korona: a lámpatestek karbantartása a talajszinten elvégezhető, nagy magasságú, speciális emelőkocsit a munkálatok nem igényelnek. A fényforrások cseréje a forgalom jeletősebb zavarása nélkül
ELoNYÖK Mozgó korona: a lámpatestek karbantartása a talajszinten elvégezhető, nagy magasságú, speciális emelőkocsit a munkálatok nem igényelnek. A fényforrások cseréje a forgalom jeletősebb zavarása nélkül
CNC marás. Optimum Szerviz. mert a jó szerviz nem csak nekünk fontos!
 TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
TOVÁBBI INFORMÁCIÓKÉRT LÁTOGASSON EL WEBOLDALUNKRA: WWW.OPTIMUM-HUNGARIA.HU Optimum Szerviz CNC marás mert a jó szerviz nem csak nekünk fontos! Vállalt munkák: - Telepítés, üzembe helyezés - Oktatás, betanítás
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 TB-25 tip.,
AMV 55 Szelepmozgató motor. Vízoldali beavatkozókhoz. Tartozékok. Frekvencia. Típus Műk.fesz. Rend.sz. AMV V~ 082H3020 AMV V~ 082H3021
 Kivitel Alkalmazás, Illeszthetõség Típusválaszték, tartozékok szelepmeghajtó motorokat VL 2, VL és VFS 2 szelepekhez használjuk DN 65-től DN 100 méterig, VF szelepekhez DN 65-től DN 150 méterig használjuk.
Kivitel Alkalmazás, Illeszthetõség Típusválaszték, tartozékok szelepmeghajtó motorokat VL 2, VL és VFS 2 szelepekhez használjuk DN 65-től DN 100 méterig, VF szelepekhez DN 65-től DN 150 méterig használjuk.
GÖRDÜLŐCSAPÁGYAK élettartam-számítása
 MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPELEMEK c. tantárgyhoz GÖRDÜLŐCSAPÁGYAK élettartam-számítása Összeállította: Dr. Szente József egyetemi docens Miskolc, 2010. Gördülőcsapágyazás
MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPELEMEK c. tantárgyhoz GÖRDÜLŐCSAPÁGYAK élettartam-számítása Összeállította: Dr. Szente József egyetemi docens Miskolc, 2010. Gördülőcsapágyazás
Olvassa el a kézikönyvet alaposan, mielott a használatba helyezné.
 Olvassa el a kézikönyvet alaposan, mielott a használatba helyezné. 1 FIGYELMEZTETÉS Az összes biztonsági és muködtetési utasítást el kell olvasni a muveletek megkezdése elott. A helytelen muveletek maradandó
Olvassa el a kézikönyvet alaposan, mielott a használatba helyezné. 1 FIGYELMEZTETÉS Az összes biztonsági és muködtetési utasítást el kell olvasni a muveletek megkezdése elott. A helytelen muveletek maradandó
TB-20Y CNC eszterga Gépkönyv
 TB-20Y CNC eszterga Gépkönyv NCT Ipari Elektronikai Kft. 1 / 65 Dátum:2013.02.14. TARTALOMJEGYZÉK NCT Ipari Elektronikai Kft. 2 / 65 Dátum:2013.02.14. 1. Biztonsági utasítások 1-1 Általános biztonsági
TB-20Y CNC eszterga Gépkönyv NCT Ipari Elektronikai Kft. 1 / 65 Dátum:2013.02.14. TARTALOMJEGYZÉK NCT Ipari Elektronikai Kft. 2 / 65 Dátum:2013.02.14. 1. Biztonsági utasítások 1-1 Általános biztonsági
XE típusú excenteres erősített lemezhajlító gép Gépkönyv
 XE típusú excenteres erősített lemezhajlító gép Gépkönyv A gépkönyvet a gép használatbavétele előtt feltétlenül olvassa el! Szériaszám : Gyártási év : 2016. Gyártó : OK. GÉP Kft. Vevőszolgálat : H2314
XE típusú excenteres erősített lemezhajlító gép Gépkönyv A gépkönyvet a gép használatbavétele előtt feltétlenül olvassa el! Szériaszám : Gyártási év : 2016. Gyártó : OK. GÉP Kft. Vevőszolgálat : H2314
Első agy/ hátsó agy (tárcsafék)
") (Hungarian) DM-HB0005-03 Kereskedői kézikönyv ORSZÁGÚTI MTB Túra Városi túra/ Komfort kerékpár VÁROSI SPORT E-BIKE Első agy/ hátsó agy (tárcsafék) HB-M4050 FH-M4050 HB-M3050 FH-M3050 HB-RM33 FH-RM33 FH-RM35
(Hungarian) DM-HB0005-03 Kereskedői kézikönyv ORSZÁGÚTI MTB Túra Városi túra/ Komfort kerékpár VÁROSI SPORT E-BIKE Első agy/ hátsó agy (tárcsafék) HB-M4050 FH-M4050 HB-M3050 FH-M3050 HB-RM33 FH-RM33 FH-RM35
Niko érintőképernyő. Méret: 154 x 93mm (kb. 7 ) Felbontás: 800 x 480 pixel Képarány: 16:9
 Felbontás: 800 x 480 pixel Képarány: 16:9") Niko érintőképernyő 1. Általános leírás A Nikobus érintőképernyő segítségével könnyen kezelhetővé válik a telepített épületautomatizálási rendszer. A képernyő könnyen felszerelhető a falra, csak 1 szerelő
Niko érintőképernyő 1. Általános leírás A Nikobus érintőképernyő segítségével könnyen kezelhetővé válik a telepített épületautomatizálási rendszer. A képernyő könnyen felszerelhető a falra, csak 1 szerelő
Szűrő berendezések. Használati útmutató. mágneses vízszűrők HASZNÁLATI ÚTMUTATÓ FL1-03-01274 - WE FL1-03-01688 CP1-03-00022 - WE FL1-03-01690
 Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 mágneses vízszűrők MC22001 MC22002 FL1-03-01274 - WE FL1-03-01689 CP1-03-00022 - WE FL1-03-01688 FL1-03-01690 Mágneses szűrők 1. HASZNÁLATI
Szűrő berendezések HASZNÁLATI ÚTMUTATÓ Használati útmutató 2014 mágneses vízszűrők MC22001 MC22002 FL1-03-01274 - WE FL1-03-01689 CP1-03-00022 - WE FL1-03-01688 FL1-03-01690 Mágneses szűrők 1. HASZNÁLATI
JZD-(LiE1)-D(1-3)F-K-LF/FKvM
-D(1-3)F-K-LF/FKvM") Oldal: 1 / 14 Típusazonosító: Megnevezés: JZD-(LiE1)-D(1-3)F-K-LF/FKvM Kültéri tipizált fogyasztásmérő szekrény Műszaki adatlap Műszaki leírás Telepítési utasítás Dokumentáció melléklet Változatszám: JZ
Oldal: 1 / 14 Típusazonosító: Megnevezés: JZD-(LiE1)-D(1-3)F-K-LF/FKvM Kültéri tipizált fogyasztásmérő szekrény Műszaki adatlap Műszaki leírás Telepítési utasítás Dokumentáció melléklet Változatszám: JZ
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
LF, AF Zsalumozgató, rugó-visszatérítéssel. AC/DC 24 V LF24 AF24 kapcsolóval, 2 x EPU AC 230 V LF230 AF230
 F, AF 2-2. július KIVIE F AF Alkalmazás, illeszthetőség Az F.. és az AF... rugó-visszatérítésű zsalumozgatók légtechnikai zsaluzatok biztonsági mozgatására (fagyveszély, túlnyomáslevezetés, deresedésvédelem)
F, AF 2-2. július KIVIE F AF Alkalmazás, illeszthetőség Az F.. és az AF... rugó-visszatérítésű zsalumozgatók légtechnikai zsaluzatok biztonsági mozgatására (fagyveszély, túlnyomáslevezetés, deresedésvédelem)
C30 Láncos Ablakmozgató motor Telepítési útmutató
 1 C30 Láncos Ablakmozgató motor Telepítési útmutató Figyelem! A motorról a működtetés után a hálózati 230V-os feszültséget le kell kapcsolni. A motort vagy visszabillenős kapcsolóról vagy beállítható munkaidejű
1 C30 Láncos Ablakmozgató motor Telepítési útmutató Figyelem! A motorról a működtetés után a hálózati 230V-os feszültséget le kell kapcsolni. A motort vagy visszabillenős kapcsolóról vagy beállítható munkaidejű
Müszaki könyv: Silók feletti porátadóhoz
 Müszaki könyv Silók feletti porátadó Tervezö és kivitelezö: ENTRA-SYS Kft. Szeged Rigó u 29 Villeroy & Boch Magyarország Rt Padlóportöltö rendszer Oldal: 1 Müszaki könyv Silók feletti porátadóhoz 1. Müszaki
Müszaki könyv Silók feletti porátadó Tervezö és kivitelezö: ENTRA-SYS Kft. Szeged Rigó u 29 Villeroy & Boch Magyarország Rt Padlóportöltö rendszer Oldal: 1 Müszaki könyv Silók feletti porátadóhoz 1. Müszaki
Hidraulikus présszerszám
 Hidraulikus présszerszám Használati útmutató Présszerszám HHs-6 Cikkszám 215765 1. Műszaki adatok Felhasználási terület: A cikkszám tartalmaz: A készülék jellemzői: Biztonság: Felépítés: Védettség: Garancia:
Hidraulikus présszerszám Használati útmutató Présszerszám HHs-6 Cikkszám 215765 1. Műszaki adatok Felhasználási terület: A cikkszám tartalmaz: A készülék jellemzői: Biztonság: Felépítés: Védettség: Garancia:
DÍZEL AGGREGÁTOR TECHNIKAI ADATOK
 DÍZEL AGGREGÁTOR TECHNIKAI ADATOK HU KEDVES MAAG GENERÁTOR FELHASZNÁLÓ! Először is szeretnénk köszönetet mondani a MAAG generátor megvásárlásáért A hosszú évek tapasztalatainak köszönhetően a LogSol Kft.
DÍZEL AGGREGÁTOR TECHNIKAI ADATOK HU KEDVES MAAG GENERÁTOR FELHASZNÁLÓ! Először is szeretnénk köszönetet mondani a MAAG generátor megvásárlásáért A hosszú évek tapasztalatainak köszönhetően a LogSol Kft.
Melléklet MŰSZAKI PARAMÉTEREK. MVD ishear B / SZAKMAI JELLEMZŐK. Mechanikus lemezolló gép
 Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Atlanti-Szerszám Kereskedelmi és Szolgáltató Kft. Magyarország Tel.: +36 62 444 021 Fax: +36 62 440 753 E-mail: info@atlanti-szerszam.hu Web: www.atlanti-szerszam.hu Melléklet MŰSZAKI PARAMÉTEREK / SZAKMAI
Légsűrítők és kiegészítő rendszerelemek beszerzése fogaskerekű járművekhez
 Légsűrítők és kiegészítő rendszerelemek beszerzése fogaskerekű járművekhez Eljárás száma: MŰSZAKI DISZPOZÍCIÓ Budapest, 2017. A beszerzés tárgya, leírása: Az SGP gyártmányú fogaskerekű járműveinken a sűrített
Légsűrítők és kiegészítő rendszerelemek beszerzése fogaskerekű járművekhez Eljárás száma: MŰSZAKI DISZPOZÍCIÓ Budapest, 2017. A beszerzés tárgya, leírása: Az SGP gyártmányú fogaskerekű járműveinken a sűrített
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4.
 Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
ÁRAJÁNLAT 0,00 USD. Teljes bruttó ár: USD ÁFA: 0,00 USD 0,00. Címzett cég Vevői ajánlat minta (új gép) Szállító: NCT Kft. Mobil: +36-30/635-2275 Cím:
 Szállító: NCT Kft. Mobil: +36-30/635-2275 Cím:") 1. lap www.nct.hu nct@nct.hu NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 NCT Nr.: Címzett
1. lap www.nct.hu nct@nct.hu NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 NCT Nr.: Címzett
Használati utasítás KMS Fűmagvető
 Használati utasítás KMS Fűmagvető Gyártó: KMS-Rinklin GmbH Freiburgerstr. 10 Gewerbepark Breisgau D-79427 Eschbach Tel.: +49-7634/505488-0 Fax: +49-7634/505488-20 E-Mail: info@kms-rinklin.de Internet:
Használati utasítás KMS Fűmagvető Gyártó: KMS-Rinklin GmbH Freiburgerstr. 10 Gewerbepark Breisgau D-79427 Eschbach Tel.: +49-7634/505488-0 Fax: +49-7634/505488-20 E-Mail: info@kms-rinklin.de Internet:
KMC-3127 CNC PORTÁLMARÓGÉP GÉPKÖNYV KMC-3127 CNC PORTÁLMARÓGÉP GÉPKÖNYV Budapest, Fogarasi út 7. Tel.:
 KMC-3127 KMC-3127 NCTIpari Elektronikai Kft. 1/16 Dátum: 2015. 11. 20. TARTALOMJEGYZÉK KMC-3127 1. BIZTONSÁGI ELŐÍRÁSOK... 3 2. A GÉP ISMERTETÉSE... 4 2.1. A gép rendeltetése és üzemideje... 4 2.2. A gép
KMC-3127 KMC-3127 NCTIpari Elektronikai Kft. 1/16 Dátum: 2015. 11. 20. TARTALOMJEGYZÉK KMC-3127 1. BIZTONSÁGI ELŐÍRÁSOK... 3 2. A GÉP ISMERTETÉSE... 4 2.1. A gép rendeltetése és üzemideje... 4 2.2. A gép
A forgójeladók mechanikai kialakítása
 A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
Szelepmozgató AMV 335. Sebesség (választható): - 7,5 s/mm - 15 s/mm Max. közeghőmérséklet: 120 C LED üzemmód jelzés Véghelyzet jelzés Kézi üzem
: - 7,5 s/mm - 15 s/mm Max. közeghőmérséklet: 120 C LED üzemmód jelzés Véghelyzet jelzés Kézi üzem") AMV 5 KIVITEL AMV 5 ALKALMAZÁS, ILLESZTHETŐSÉG Az AMV 5 állítómű háromjáratú szelepeknél, VRB, VRG, VF és VL típusoknál alkalmazható, max. DN 80 méretig. A nyomatékkapcsolóval rendelkező fejlett technológia
AMV 5 KIVITEL AMV 5 ALKALMAZÁS, ILLESZTHETŐSÉG Az AMV 5 állítómű háromjáratú szelepeknél, VRB, VRG, VF és VL típusoknál alkalmazható, max. DN 80 méretig. A nyomatékkapcsolóval rendelkező fejlett technológia
Elülső agy/hátsó agy (standard típus)
") (Hungarian) DM-HB0001-06 Kereskedői kézikönyv ORSZÁGÚTI MTB Túra Városi túra/ Komfort kerékpár VÁROSI SPORT E-BIKE Elülső agy/hátsó agy (standard típus) ORSZÁGÚTI HB-3500 FH-3500 HB-2400 FH-2400 HB-RS400
(Hungarian) DM-HB0001-06 Kereskedői kézikönyv ORSZÁGÚTI MTB Túra Városi túra/ Komfort kerékpár VÁROSI SPORT E-BIKE Elülső agy/hátsó agy (standard típus) ORSZÁGÚTI HB-3500 FH-3500 HB-2400 FH-2400 HB-RS400
LM, NM, SM, GM Zsalumozgató, rugó-visszatérítés nélkül. Nyit-zár, 3 pont vezérlés
 Zsalumozgató, rugó-visszatérítés nélkül - - 00. július KIVITEL LM NM SM GM Alkalmazás, illeszthetõség Az LM.., az NM.., az SM.. és a GM.. zsalumozgatók a légtechnikai rendszerek különböző típusú, ill.
Zsalumozgató, rugó-visszatérítés nélkül - - 00. július KIVITEL LM NM SM GM Alkalmazás, illeszthetõség Az LM.., az NM.., az SM.. és a GM.. zsalumozgatók a légtechnikai rendszerek különböző típusú, ill.
CA légrétegződést gátló ventilátorok
 CA légrétegződést gátló ventilátorok MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2019.03.20. - 2 - A CA típusjelű ventilátorokat nagy légterű, nagy belmagasságú, ipari, kereskedelmi és szolgáltató
CA légrétegződést gátló ventilátorok MŰSZAKI INFORMÁCIÓ A SZERELŐ ÉS A FELHASZNÁLÓ SZÁMÁRA 2019.03.20. - 2 - A CA típusjelű ventilátorokat nagy légterű, nagy belmagasságú, ipari, kereskedelmi és szolgáltató
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BAOMA-NCT
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BAOMA-NCT
VIESMANN. Fűtési keverőszelep. Műszaki adatlap A rendelési számokat és az árakat lásd az árjegyzékben. Keverőszelep motorok
 VIESMANN Fűtési keverőszelepek Műszaki adatlap A rendelési számokat és az árakat lásd az árjegyzékben Fűtési keverőszelep 3 járatú fűtési keverőszelep, DN 20 DN 50 és R ¾ R 1¼ Speciális 3 járatú fűtési
VIESMANN Fűtési keverőszelepek Műszaki adatlap A rendelési számokat és az árakat lásd az árjegyzékben Fűtési keverőszelep 3 járatú fűtési keverőszelep, DN 20 DN 50 és R ¾ R 1¼ Speciális 3 járatú fűtési
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ