Járműgyártás Győrben. Dr.Kovács Péter G/AM
|
|
|
- Léna Papp
- 6 évvel ezelőtt
- Látták:
Átírás


1 Járműgyártás Győrben Dr.Kovács Péter G/AM

2 Tartalomjegyzék Bevezetés Audi Hungaria általános információk Járműgyártás Présüzem Karosszériaüzem Lakkozóüzem Járműszerelde AVZ Logisztika Termelési rendszerek Minőségbiztosítás
 (Italdesign) Chiang Mai (Thailand) (Ducati) Manaus (Brasilien) (Ducati) Jakarta (Indonesien) São José dos Pinhais (Brasilien) (ab 2015) Moncalieri (Italien) (Italdesign Giugiaro)")
3 Az Audi Konszern telephelyei Neckarsulm Brüssel (Belgien) Ingolstadt Kaluga (Russland) Bratislava (Slowakei) Martorell (Spanien) Changchun (China) San José Chiapa (Mexiko) (ab 2016) Foshan (China) Barcelona (Spanien) (Italdesign) Chiang Mai (Thailand) (Ducati) Manaus (Brasilien) (Ducati) Jakarta (Indonesien) São José dos Pinhais (Brasilien) (ab 2015) Moncalieri (Italien) (Italdesign Giugiaro) Bologna (Italien) (Ducati) Sant Agata (Italien) (Lamborghini) Győr (Ungarn) Aurangabad (Indien)




4 AUDI HUNGARIA Zrt m munkatárs

5 A vállalat fejlődése Motorgyártás 2001 Műszaki fejlesztés 2011 Járműgyártás 1994 R4 Otto 1997 V6 Diesel 1998 Járműszerelde 2000 R4 Diesel 2004 V6 Otto Logisztika 2002 V8 V10 V Szerszámgyár Központi épület Szerelde Lakkozó Karosszériaüzem Logisztika Présüzem

6 Az Audi Hungaria négy fő területe ma Motorgyártás Járműgyártás Szerszámgyártás Fejlesztés

7 Járműgyártás




8 A teljes járműgyártási lánc Presswerk Présüzem Karosseriebau Karosszériagyár Lackiererei Lakkozó Montage Szerelde Kapazität: Kapacitás: 660 Jármű/nap Investition: 900 Mio. EUR Beruházás: 900 Millió EUR Mitarbeiter: mehr als Munkatársak: Fläche: 2 kmtöbb mint Terület: 2 km Automobile pro Tag Automobile pro Jahr Jármű/év




9 Járműgyártás termékei A3 és S3 Limousine Motorizáltság Otto: LE front/quattro Dízel: 150 LE front Sorozatgyártás A3 Cabriolet Motorizáltság Otto: LE front/quattro Dízel: 150 LE front Sorozatgyártás 22/ /2013 TT és TTS, TTRS Coupé Motorizáltság Otto: LE front/quattro Dízel: 184 LE front Sorozatgyártás TT és TTS, TTRSRoadster Motorizáltság Otto: LE front Dízel: 184 LE front Sorozatgyártás 27/ /2014

10 Járműgyártás fejlődése A3 Cabriolet TT Roadster TT Coupé RS 3 Sportback A3 Limousine


11 Európa Németország nélkül 30,2% Németország 14,1% USA Kanadával 30,8% Ázsia 6,4% Kína Hongkonggal 3,2% Afrika 4,1% Közép-és Dél- Amerika 6,5% Ausztrália 2,1%

12
13 Présüzem Összterület : Logisztikai terület: m m2 Présüzem









14 Présüzem 107 BSA 16 PXL EA Presse Lemezvágó berendezés : Győri, Ingolstadti és pozsonyi présüzemek ellátása Alu/Acél lemezekkel Présutca : Az Alu/Acél terítékek formázása kész termékké AHM, Ingolstadt, Neckarsulm, Brüsszel és Lipcse ellátása Beállító prés : Ideális préselési erő beállítása a 16 PXL présutca első darabjaira Minőségoptimálás Javítások Dolgozói létszám 2015: 180 fő Anyagfelhasználás: 360 tonna Alkatrész kibocsátás db/nap ebből 60 tonna alumínium
15 Présüzem Technológiai folyamat Minőség - ellenőrzés Minőség - ellenőrzés Minőség - ellenőrzés külső anyagraktár Anyagbeszállítás BSA lemezvágó présutca Készáru raktár Karosszéria üzem

16 Présüzem Külső lemezhenger raktár Külső lemezraktár: Nagy mennyiségű lemeztekercs tárolása Dorogon történik. Lemezek üzembe történő beszállítása csak 2-3 órával a tényleges vágás, illetve préselés előtt




17 Présüzem Lemezvágó berendezés Lemezvágó paraméterei: 65 vágás / perc Felhasználható tekercsméret 32t Egyaránt alkalmas acél és alumínium lemezek vágására Vágható formák: négyzet, trapéz, íves, rombusz
18 Présüzem A présutca Présutca paraméterei: Súlya kb.: 5000 tonna 6 prést foglal magába Összesen 8300 tonna préserő Prések meghajtás külön-külön, elektromotorok segítségével Acél és alu lemezek préselése Alaplemezek pozicionálása kamerák és robotok segítségével Prések közötti elemek továbbítása speciális robotok segítségével Felhasznált olajok: L hidraulika olaj 5.000L mosóolaj 5.000L kenőolaj 3.000L a lemezek előkezelésére

19 Présüzem A présgép felépítése Elektromos szervomotorok: Présszerszám mozgása szabadon programozható Prés kapacitása 17 löket/perc Préselés 6 különálló ütemben Alaplemezek betáplálása Automata szerszámcsere 3 perc alatt Elkészült elemek minőségellenőrzése, leszedése, tárolóba helyezése
20


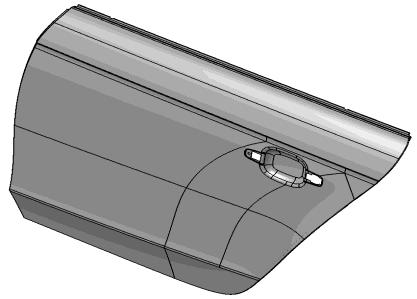
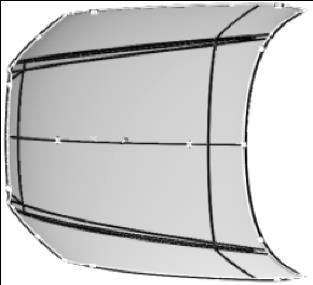
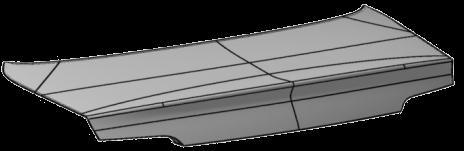

21 Présüzem Győrben préselt főbb karosszériaelemek Első ajtó Oldalfal Hátsó ajtó Motorháztető Tető Csomagtartó tető

22 Karosszériaüzem Karosszériaüzem
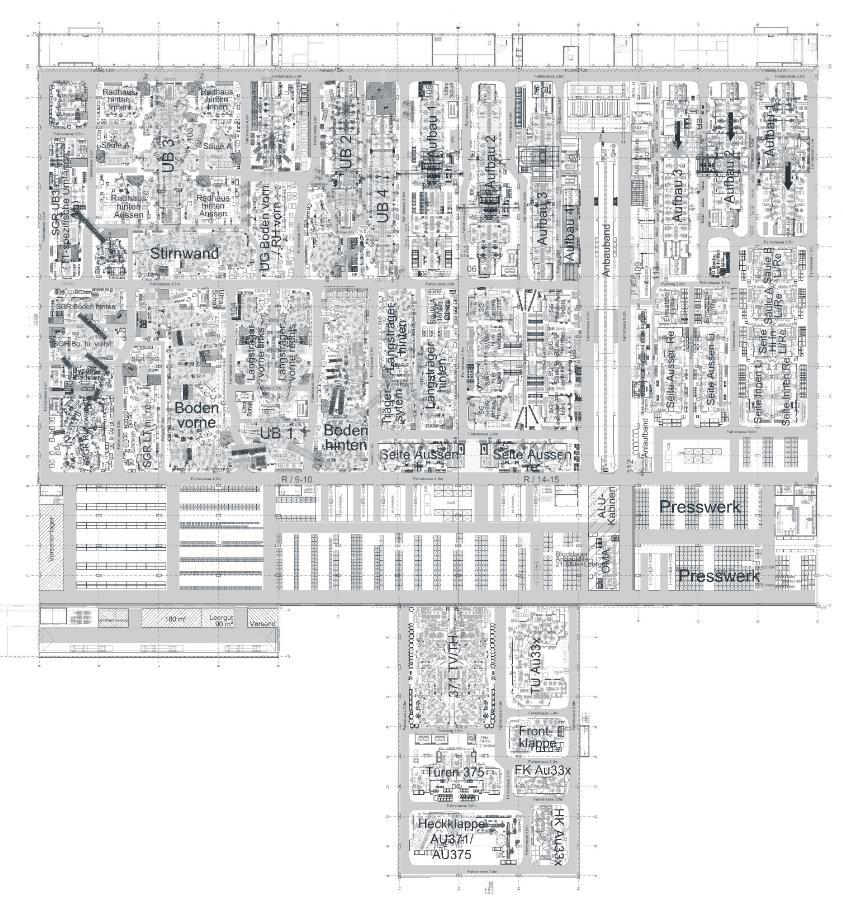





23 Karosszériaüzem Alaprajz Gyártás + Logisztikai felületek Alváz A3 /TT Felépítmény TT Felépítmény A3 Ajtók felszerelése / Finish Alváz TT Logistik Gyártás: m 2 Logisztika: m 2 Ajtók
24 Hátsó kerékjárat A oszlop Elülső hossznyúlvány Hátsó kerékjárat, külső rész Hátsó kerékjárat, belső rész A oszlop Oldalelem, tetőrekesz (csak TT Roadster) Belső oldalfal Kalaptartó (csak A3 Limousine) Külső oldalfal Szélvédőkeret (csak Roadster) Tető TT besorolás Ajtó Jobb/bal Első- és hátsó ajtó A3 Első Limousine ajtó A3 Cabrio Padlólemez, hátsó rész Padlólemez, hátsó rész (6Variáció) Elülső padlólemez Lábtér, kereszttartó 8 Variáció Homlokfal kerékjárat Végzáróelem Hátsó kerékjárat, külső rész Végzáróelem Vászontetőrekesz (csak TT Roadster) Vászontetőrekesz (csak A3 Cabrio) Csomagtérajtó Motorháztető Csomagtérajtó Motorháztető A oszlop belső, felső rész Belső oldalfal Külső oldalfal Tető Spoiler, integráció a csomagtérajtó berendezésébe Karosseriebau Győr Típusflexibilitás a fő és melléksorokon A3 és TT UB 3a AB 1 AB 2 AB 3 UB 1 UB 2 UB 3 UB 4 Anbau+Finish Lack AB 1 AB 2 AB 3 Kombi A3 TT


25 Karosszériaüzem Berendezések Berendezések Darabszám Robotok 928 Elektromotoros hegesztőfogó 530 Laser-hegesztőrobot 7 Ragasztórobot 157 Csaphegesztő 113 MAG-hegesztő 13




26 Karosszériaüzem Karosszériakoncepciók és kötéstechnikájuk Hidegen formázott acél Melegen formázott acél Alu lemez Alu öntvény Alu profil Kötéstechnikák Db/ hossz egység Vakszegecs 10 db Hozaganyag nélküli szegecs 121 db Peremragasztás 21,3 m HSSN- beültetett szegecs 65 db Lézer forrasztás 3,4 m Acél lézerhegesztés 6,1 m MAG-hegesztés 2,8 m Plasma-hegesztés 0,75 m Ponthegesztés 4853 pont Önmetsző csavarozás 2 db Szerkezeti-/szilárdsági és támasztó-/töltőragasztó 65,9 m Kötéstechnikák Db/ hossz egység VSN- beütött szegecs 44 db Hozaganyag nélküli szegecs 307 db Peremragasztás 27,6 m HSSN- beültetett szegecs db FDS csavarozás 128 db Alu lézerhegesztés 4,9 M MAG-hegesztés 2,4 m Ponthegesztés 3017 pont Önmetsző csavarozás 128 db Szerkezeti-/szilárdsági és támasztó-/töltőragasztó 86,9 m


27 Karosszériaüzem Gyártástechnológiák Lézerhegesztés Alkalmazása: Tetővarrat csiszolás a lézerhegesztés finommegmunkálása Tetővarrat vízvályú az oldalfalnál


28 Karosszériaüzem Gyártástechnológiák Csaphegesztés Alkamazása: Homlokfal Acél alváz Hossznyúlvány Dudorhegesztés Alkalmazása: Kardánalagút Hossznyúlvány


29 Karosszériaüzem Gyártástechnológiák Ellenállás-ponthegesztés Alkalmazása: Kerékjárati ív Oldalfal az alvázhoz Elektródsapka-marás Az elektródsapka felületét bizonyos számú ponthegesztés után fel kell frissíteni



30 Karosszériaüzem Gyártástechnológiák Ragasztás Alkalmazása: Oldalfal Ajtó, Alváz MAG-Hegesztés Alkalmazása: Alváz Crashreleváns kötéseknél

31

32 Lakkozóüzem Lakkozó

33 Lakkozóüzem Alaprajz Emelet Épület mérete: 300m x 72m x 26m Jellemző számok: 30 db. i.o. egység óránként Földszint

34 Lakkozóüzem Technikai adatok A fényezés célja: Környezeti hatások és vásárlói elvárások Funkcionális elvárások: Kő felverődés Só Autómosó Hideg/Nedvesség Madárürülék UV-Sugárzás Fagyanta Javítási lehetőség Optikai elvárások: Megjelenés Fényességi fok Színadás Színárnyalat stabilitás Effekt

35 Lakkozóüzem Technológiai folyamat Szárító Szárító Szárító Szárító Előkezelés (VBH) Katódos merítő bevonatolás (KTL) PVC-védelem Füller Bázislakk Klarlakk Üregvédelem (HRK) Végátvétel (Finish) Robotok: 4 x GAD lent 4x UBS 4x GAD belül 1x Schweller 4x FAD 3x SDM 1x Porusfelismerő Robotok: 3x Tisztító 4x Belsőlakkozó 4x Ajtónyitó Robotok 6x Belsőlakkozó 6x Ajtónyitó 2x Motor és csomagtérnyitó 2x Motor és csomagtérnyitó 4x Külső lakkozó nagy 4x Külsőlakkozó fordulatszámú porlasztóval 4x Külső lakkozó levegős porlasztóval Robotok 5x Belső lakkozó 6x Ajtónyitó 2x Motor és csomagtérnyitó 4x Külső lakkozó nagy fordulatszámú porlasztóval Össz.: 25 Össz.: 17 Össz.: 22 Össz.: 17




36 Lakkozóüzem Előkezelés és katódos merítőlakkozás Előkezelés célja: Zsírtalanított, tiszta karosszéria Foszfátbevonat a korrózió védelem és festéktapadás növelésére. KTL-bevonatolás célja: Korrózió védelem Tapadás javítása a következő lakkrétegek számára Üregek bevonatolása Homogén felület Rétegvastagság: ~20µm
 Rotációs technológia Optimalizált kaszkádrendszer")
37 Lakkozóüzem Előkezelés és katódos merítőlakkozás Technika: Fa. Dürr (RoDip) Rotációs technológia Optimalizált kaszkádrendszer


38 Lakkozóüzem PVC és Füller PVC : Kavics felverődés Alvázvédelem A PVC beégetett állapotban is elasztikus marad Automatizált/Manuális felvitel kívül és belül Füller: Előkészítő réteg a Bázislakk és Klarlakk részére Elfedi a felületi durvaságot KTL bevonat UV-védelme Kavicsfelverődés Vízbázisú lakk

 Megjelenés Elektrosztatikus felvitel magas fordulatszámú porlasztóval felszerelt robottal UV")
39 Lakkozóüzem Bázislakk és klarlakk Bázislakk: Vízbázisú lakk ~15µm rétegvastagsággal (függ a színárnyalattól) Színadás Effekt Alatta lévő rétegek elfedése Elektrosztatikus felvitel magas fordulatszámú porlasztóval felszerelt robottal Klarlakk: 2 Komponensű - Klarlakk : ~45µm bevonat vastagság Ellenálló minden funkcionális elvárással szemben (vegyszerek és mechanikai igénybevétel) Megjelenés Elektrosztatikus felvitel magas fordulatszámú porlasztóval felszerelt robottal UV állóság



40 Lakkozóüzem Individualis lakkozás Egyedi színek: 2014: 70 különböző szín 2015: 130 különböző szín Kapacitás: 6 szett / nap Elemek: - Lökhárítók - kilincs - Tükörház - hátsó spoiler - Küszöb - Tetőantenna



41 Lakkozóüzem Végellenőrzés Végellenőrzés (Finish) Felület / korrózióvédelem megfelelőségének ellenőrzése Kisebb lakkhibák javítása LED fényalagút Nem vakít / villog a hagyományos fénycsövekkel ellentétben Teljes terjedelmű reflexiós kép a karosszériáról Alacsony hő kibocsátás Energiatakarékos ERGO-LUX alagút Halogénlámpákkal ERGO-LUX alagút LED Technológiával
42

43 Járműszerelde Szerelde
 Taktok száma: 147 + 89 Terület: 58.")
44 Járműszerelde Általános információk Létszám 1700 fő Műszak: 3 műszak Napi kapacitás 660 Éves kapacitás: Taktidő: 120 Sec (folyamatos) Taktok száma: Terület: m2

45 Járműszerelde Gyártási folyamat


46 Próbaút Finish DP Technikai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM BA0 Ajtó leszerelés Panorámatető beépítés Alvázszám beütés HRK


47 Próbaút Finish DP Technikai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM BA1 és Műszerfal szerelés Motorkábelelvezetés Fékpedálbeszerelés Műszerfalbeépítés HRK


48 Próbaút Finish DP Technikai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM BA2 Szőnyegbeépítés Vászontetőbeépítés Szélvédőbeépítés HRK


49 Próbaút Finish DP Technikai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM BA3 és Futóműelőszerelés Házasítás Futómű és karosszéria összeszerelése Tankfedél és akkumlátor beépítés Hátsófutómű beépítés HRK


50 Próbaút Finish DP Technikai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM BA4 Lökhárító beépítés Kerékfelszerelés folyadékbetöltések HRK


51 Próbaút Finish DP Technikai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM BA5 és ajtószerelés Fékvizsgálat Ülésbeépítés Ajtó felszerelés Ajtózár beépítés HRK


52 Próbaút Finish DP Technológiai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM Technológiai vizsgálatok Futóműbeállítás Fényszóró beállítás Görgős vizsgálópad HRK


53 Próbaút Finish DP Technikai vizsgálatok HRK BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM Próbaút 100% menettulajdonság ellenőrzés Gyorsszakaszon Rázószakaszon Ellenőrzőrámpán 10% menettulajdonság ellenőrzés külső próbauton (25-35 km)


54 Próbaút Finish DP Technikai vizsgálatok BA0 TW TS EBV BA3 BA5 BA4 TVM BA2 BA1 CVM Finish Tömítettségvizsgálat Végátvétel Csomagolás HRK

55 Főfolyamatok


56 Analízis és előszéria centrum Központi épület AVZ Lakkozó ZP-5A ZP8 ZP7 Szerelde ZP-5.3 Karosszériaüzem ANLAUF- / ANALYSEZENTRUM + VORSERIENCENTER = Présüzem ANALYSE- / VORSERIENZENTRUM

57 Analízis és előszéria centrum Layout GQ-méréstechnika Meisterbock GQ-próbaút analízis GQ E-Labor GQ-Audit AVZ Győr Minőségbiztosítás











58 Előszéria analízis Projektmanagement Analízis és előszéria centrum Fő funkciók Projektek irányítása és kapcsolattartás a konszern gyáregységeivel Tervezés Felfutás Analízis Fejlesztés Autóépítés Jármű építés belső vevőknek felismerni a folyamat és termékhibákat az előszériás fázisban Előszériás autó építés Probléma felismerése Analízis Probléma megoldás Hatásosság vizsgálat Folyamatbiztos gyártáslefutás Karosszéria analízis Problémaledolgozási folyamatok a széria gyártásban Szerelde analízis Elektromos analízis Széria analízis
59 Logisztika
 FBU Logisztikai felületek integráltan a csarnokok területén belül találhatóak")

60 Logisztika Logisztikai koncepció Rugalmas logisztikai koncepció Szabályozott anyagáramlás (közlekedő utak nem keresztezik egymást) FBU Logisztikai felületek integráltan a csarnokok területén belül találhatóak Montage Super-markt Anyagraktározás a külső raktárban Karosseriebau Külső raktár az infrastruktúra fejlesztésének Köszönhetően már 6 percen belül elérhető Kész jármű kiszállítás közvetlenül a végellenőrzésről Logisztika



61 Logisztika Infrastruktúra: JIS beszállítók elhelyezkedése az Audi környékén JIS Park: Visszapillantó tükör» SMR Ajtó- oldalborítás» SMP, Grupo Antolin Kábelköteg» Kroschu, Dräxlmaier Középkonzol» AIS Hátsóhíd» ThyssenKrupp Üzemanyag tank» TI, Kautex Tetőkárpít» IAC, Grupo Antolin Vászontető» Valmet, Webasto Padlóburkolat» Ideal Kipufogórendszer» Tenneco, Bosal

62 Logisztika Az autógyártás szériaalkatrész beszállítói Beszállítók száma: 722 Szériaalkatrészek: db Szállítás felosztás Közút Vasút tengeri légi 1500 km 1000 km 500 km 150 km 20 Modullieferanten in Győr 84,7% 14,8% 0,5% > 0,01%







63 Logisztika Alkatrész ellátási koncepció LOC Külső raktár G80 Szerelde Puffer gyorsan forgó alkatrészek KLT Direkt / GLT Direkt lassan forgó alkatrészek KLT Direkt / GLT Direkt gyorsan forgó alkatrészek MONTAGELINIE gyorsanforgó Supermarkt AHM tulajdona lassan forgó F000 KLT Kom / GLT Kom Csak a beszerelés után lesz az AHM tulajdona JIS beszállító A F000 JIS-Beszállítás JIS beszállító B Termelés közeli szekvenciaképzés F000 JIS-Beszállítás

64 Logisztika FBU (fully build up = készjármű)-kiszállítás Tengerentúli régiók: Észak-Amerika Dél-Amerika Ázsia Vasút 70% Közút 30% Afrika St. Petersburg Moskau Vasút Emden» Emden EVAG, Emden Autoport, Creutzwald Győr Curtici Ingolstadt és Bremerhaven» 1 munkanapon belüli kiszállítás Közút Setubal Barcelona» 28 kapcsolódási pont, ebből 16 Németországon belül» CH, F, A, I, E, B, NL, SLO, P, SK, H FBU-Kiszállítás a kész autókat Győrből az közvetlenül importőröknek szállít: 129 piac 30 helyszín» 12 Spedíciós cég, amiket a VW választott ki» 48 órán belüli kiszállítás


65 Logisztika Központi irányító központ Győr IT Leitstand Termeléskritikus rendszerek felügyelete és támogatása IT-Leitstand Materialleitstand A belső anyagellátás központi kapcsolattartói Járműirányítás Járműprogramok tervezése és irányítása Karosszéria áramlás felügyelete Termelési kérdések központi kapcsolattartója Materialleitstand Gyártás Fahrzeugsteuerung Leitstand

 Technikai adatok Utcahosszok: 53,5 m (10 polc) Magasság: 30 m (11 rekesz) Mozgások sebessége: Oldalirányú :")

66 Logisztika Központi karosszéria tároló (ZKP) Általános információk a karosszéria tárolóról: Automatizált polcrendszer a nyers és lakkozott karosszériáknak Gyáregységek közötti kapcsolat Sorrend kiegyenlítés a gyáregységek között Elősoroló állomások: Lakk: 11 raktárhely Szerelde: 39 raktárhely (min. 24 Karosszéria) Technikai adatok Utcahosszok: 53,5 m (10 polc) Magasság: 30 m (11 rekesz) Mozgások sebessége: Oldalirányú : 160 m/perc Emelés: 60 m/perc Kapacitás: 35 ki- és beraktározás óránként Raktárhelyek funkciói Előszériás karosszériák 30 Zárolt karosszéria Logisztikai zárolás Minőségügyi zárolás Szekvenciaképzés Nyers karosszéria Lakkozott karosszéria Raktárhelyek mennyisége 30 MKD India 35 Túlfutási helyek 186 Összesen
67 Termelési rendszerek/ KVP A3/TT


 Az Audi Termelési Rendszer (APS) A termelési")
68 Termelési rendszerek/kvp A3/TT Az Audi Termelési Rendszer APS A célunk egy értékteremtés-orientált, szinkron vállalat létrehozása, egy olyan vállalaté, amely megteremti a rövid átfutási időket, alacsony készleteket és a folyamatos javítást, világos elveken alapszik, és ugyanakkor az emberek állnak a középpontban. (Frank Dreves) Az Audi Termelési Rendszer (APS) A termelési rendszer megvalósítása
69 Termelési rendszerek/kvp A3/TT A KVP-kaszkád 4 hullámból áll és az APS bevezetésének eszköze KVP-kaszkád Folyamatoptimalizálás Termékoptimalizálás 1. hullám 2. hullám 3. hullám 4. hullám Direkt terület/ Szériagyártás Indirekt terület Termékfejlesztés Beszállító menedzsment, beszállítói lánc 1. lépcső 2. lépcső 3. lépcső


70 Termelési rendszerek/kvp A3/TT Képzési koncepció a Járműgyár részére






71 Termelési rendszerek/kvp A3/TT Tréningközpont: Lean-tréning Célja: Az Audi Termelési Rendszer alapelveinek, alapvető módszereinek megismerése, gyakorlat orientált, könnyen érhető feladatok segítségével. JIT* - szimuláció A szabványosított munkavégzés 5S; ajtó-előszerelés szimuláció Kisteherautó-építés szimuláció Minőség a folyamatban (*) just in time





72 Termelési rendszerek/kvp A3/TT Tréningközpont: Alapkészség-fejlesztési tréningek Célja: Alapvető készségek elsajátítása, és a szabványosított munkavégzés fontosságának megismerése szereldei, karosszériagyártási, lakkozási, présüzemi, és logisztikai területeken. Alapkészség-fejlesztés: Szerelde Alapkészség-fejlesztés: Lakkozó Alapkészség-fejlesztés: Présüzem Alapkészség-fejlesztés: Karosszériagyártás Alapkészség-fejlesztés: Logisztika
73 Minőségbiztosítás
74 Minőségbiztosítás A minőségbiztosítás területei

75 hibaköltség Minőségbiztosítás Szabályzókörök a vevőig Berendezés-önellenörzés 2 1 Ütemen belül Ütemek között 3 4 R1 R2 R3 R4 Munkatárs Team koordinátor / FTL QRK vagy ZP-munkatárs ZP-8 munkatárs R5 Q-team Szerszám-/ berendezés szabályozókör Folyamatközeli Gyártásba integrált Gyártásközi Ember/ szerszám szabályozókör szabályozókör ZP-X szabályozókör ZP-8
76 Minőségbiztosítás A szabályzókörök rendszere R1 = Folyamatba integrált szabályozókör Munkatársi vizsgálat, Szerszám- /berendezés szabályozókör R2 = Folyamatközeli szabályozókör A folyamatlépésbe integrált vizsgálat és hibaelhárítás Ellenőrzés és hibaelhárítás az utánkövető folyamatlépésben A hibát a folyamatlépésen belül felfedezik és elhárítják A hibát a következő folyamatlépésben fedezik fel és hárítják el R3 = Gyártásba integrált szabályozókör Darabok vizsgálata az ellenőrzőponton megfelelő hibaelhárítással A hibát a saját gyártóterületen kívül fedezik fel és hárítják el. R4 = Gyártások közötti szabályozókör ZP-8 hozzátartozó hibaelhárítással A hibát utómunkával hárítják el R5 = Elemző szabályozókör (kívül esik) Jármű-Audit / tesztút / kikötői ellenőrzés / biztosítása hibaelhárítással A hibát röviddel a kiszállítás előtt ill. a termék használata során a külső vevő fedezi fel és hárítja el Minden hiba, amelyet nem találunk és nem szüntetünk meg, termékegységre eső többletköltséget és vevői elégedetlenséget okoz.
77 Spot- Kabine Elektrik/El ektronik Prüfstände (Rolle/FAS) Lichtlabor Fzg Audit Próbaútanalízis D K C & Minőségbiztosítás Minőségbiztosítás szabályzó körök az új gyárban Straßenfahrt intern Központi épület Dynamikfläche Tankstelle SW Straßenfahrt extern Próbaút (100% belső / 10% külső) platz Umschlagplatz Check- 750m rázópálya 1185m gyors pálya ZP-8 Endabnahme Szerelde Lakkozó ZP-5A 100% Lack Endabnahme Finish Korro- Audit Lack- Audit mosó tömítettség AVZ P-analízis Logistik Meisterbock / Messraum Transportschutz ZONE 2 Dichtprüfung ZONE 1 ZP-7 UP QRK 6 QRK 11 QRK 5 QRK 4 Prüf- & Finishbereich ZP-7 [Fzg.-Fertigstellung] [Tür-Vormontage] [Frontend/ [Hochzeit] Unterflurcheck] BA0 BA1 BA2 QRK 1 [nach HRK] ZP-6b QRK 11 [Cockpit-Vormontage] BA5 BA4 QRK 2 [Karossenvorbereitung] QRK 7-9 [Vorbereitung Hochzeit] BA3 QRK 3 [Greenhouse/Verdeck] Karosszériaüzem ZP-5.3 Auditterem Felület Zerstörraum Minőségbiztosítás Vizsgálópontok GQ QRK Termelés és min.bizt. együtt Szerelde / AVZ Synergie P / Q & AVZ


78 Köszönöm a figyelmet!
79 Back up
80
 megnyitása Új munkatársak képzése 2012 Építési munkálatok befejezése Gépek és berendezések telepítése 2013 Termelés kezdete")
81 A gyárbővítés mérföldkövei 2010 Döntés a gyárbővítésről 2011 Építési munkálatok kezdete Alapkőletétel Új gyárcsarnokok év végére tető alá kerülnek PTC (Projekt-és Oktatóközpont) megnyitása Új munkatársak képzése 2012 Építési munkálatok befejezése Gépek és berendezések telepítése 2013 Termelés kezdete
82 Általános információk a járműgyárról Beruházás több mint 900 millió euró Alapterület 2 millió m 2 új gyárterület 3,8 Mio. m 2 összes gyárterület Épület Alapterület m2 = 37 focipálya Bruttó terület m 2 = 50 focipálya Munkatársak új munkatárs
83 Minőségbiztosítás Minőségbiztosítási stratégia az új gyárban GQ irányítja a termelésbe integrált vizsgálati pontokat (QRK) 1 vizsgálati állomás tervezése minden termelési részlegre Vizsgálat egy független vizsgáló személy által GQ-Hibaledolgozási folyamat csarnokon belül GQ mint felelős és folyamatgazda vevő releváns hibák csarnokon belüli ledolgozása 5 munkatárs (Motor; Fahrwerk; Interieur; Exterieur; E/E) Irányítani & Szabályozni Hatás (Optikai & Tapintható) A vevő aktív észlelése Felépítése egy TaskForce Montage csapatnak (eseményorientált hibaledolgozás) GQ-specialisták a tervezési fázisra, csavarozások és betöltések a GQ-gyártástámogatás továbbfejlesztése a TaskForce Montageprozess csapattá (aktiv hibák hatékony ledolgozása a termeléssel közösen) Vevő közeliség kiépítése FAT-mérnökcsapat továbbfejlesztése; FAT online a vevőszolgálatoknál Robustdesign-Management közös kiépítése Ingolstadttal A negatív vevői tapasztalatoktól, a gyors és hatásos megoldásig Fókusz Vevő Széria & új Projektek Funkcionalitás dinamizmus Egyértelmű a vevő számára GQ irányítja a komplett próbapályás vizsgálatokat 100% próbaút belső 10% próbaút külső Próbapályás készautó-analízis a GQ által készautó-analízis kompetencia kiépítése a GQ-nál (Motor, váltó, futómű, akustika & zörgések, elektrik/elektronik) 13x technikus / 8x mérnök szoros kapcsolat a Feld analízissel
A járműgyártás Győrben
 A járműgyártás Győrben Tartalomjegyzék Bevezetés AHM általános információk Az új járműgyár: présüzem karosszériaüzem lakkozó járműszerelde AVZ logisztika termelési rendszerek minőségbiztosítás 2 Papp Bálint
A járműgyártás Győrben Tartalomjegyzék Bevezetés AHM általános információk Az új járműgyár: présüzem karosszériaüzem lakkozó járműszerelde AVZ logisztika termelési rendszerek minőségbiztosítás 2 Papp Bálint
Audi Hungaria Járműgyártás Győrben
 Audi Hungaria Járműgyártás Győrben Dr.Kovács Péter G/AM-7 Tartalomjegyzék Bevezetés Audi Hungaria általános információk Járműgyártás Présüzem Karosszériaüzem Lakkozóüzem Járműszerelde AVZ Logisztika Termelési
Audi Hungaria Járműgyártás Győrben Dr.Kovács Péter G/AM-7 Tartalomjegyzék Bevezetés Audi Hungaria általános információk Járműgyártás Présüzem Karosszériaüzem Lakkozóüzem Járműszerelde AVZ Logisztika Termelési
Audi Hungaria. IT a világ legnagyobb motorgyárában. Keller László. A Motor IT vezetője
 Audi Hungaria IT a világ legnagyobb motorgyárában Keller László A Motor IT vezetője Tartalom Audi AG / Audi Hungaria Audi Hungaria - Motorgyár Az IT szervezet Motor IT Szolgáltatásaink Belső folyamataink
Audi Hungaria IT a világ legnagyobb motorgyárában Keller László A Motor IT vezetője Tartalom Audi AG / Audi Hungaria Audi Hungaria - Motorgyár Az IT szervezet Motor IT Szolgáltatásaink Belső folyamataink
Az Audi Hungaria Motor Kft. logisztikai rendszere Jegyzet a Széchenyi István Egyetemen elhangzott előadás anyagából. Szamos Péter október 4.
 Jegyzet a Széchenyi István Egyetemen elhangzott előadás anyagából Szamos Péter 2011. október 4. A VW-konszern telephelyei 10 önálló márka 60 telephely 2 SZE, 2011.10.04., Szamos Péter Az Audi-konszern
Jegyzet a Széchenyi István Egyetemen elhangzott előadás anyagából Szamos Péter 2011. október 4. A VW-konszern telephelyei 10 önálló márka 60 telephely 2 SZE, 2011.10.04., Szamos Péter Az Audi-konszern
Fókuszban a kommunikáció az Audi új ingolstadti adminisztrációs épülete. Szalay János , Projektmenedzsment Fórum 2017
 Fókuszban a kommunikáció az Audi új ingolstadti adminisztrációs épülete Szalay János 2017.09.26., Projektmenedzsment Fórum 2017 Bemutatkozás Név: Szalay János Életkor: 38 Családi állapot: Nős, 1 hároméves
Fókuszban a kommunikáció az Audi új ingolstadti adminisztrációs épülete Szalay János 2017.09.26., Projektmenedzsment Fórum 2017 Bemutatkozás Név: Szalay János Életkor: 38 Családi állapot: Nős, 1 hároméves
AUDI HUNGARIA MOTOR Kft. Lőre Péter Vállalati kommunikáció és kormánykapcsolatok Miskolc, 2014. április 27.
 AUDI HUNGARIA MOTOR Kft. Lőre Péter Vállalati kommunikáció és kormánykapcsolatok Miskolc, 2014. április 27. 2 Győr Győr egy város ipari hagyományokkal A 19. század végén német és osztrák családi vállalkozások
AUDI HUNGARIA MOTOR Kft. Lőre Péter Vállalati kommunikáció és kormánykapcsolatok Miskolc, 2014. április 27. 2 Győr Győr egy város ipari hagyományokkal A 19. század végén német és osztrák családi vállalkozások
Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás
 Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 Janó László G/P4-5 2012.11.12 Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8
Audi Hungaria a jövőorientált vállalat - 2012 Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 Janó László G/P4-5 2012.11.12 Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8
Handout - Egy motorgyár létesítése
 Handout - Egy motorgyár létesítése 1 Horváth Gábor G/P4-55 Gábor, 2011.09.20. Az AUDI AG Története - Technológia, Innováció, Tradíció 1873 NSU 1885 1899 1907 Wanderer Horch DKW 1909 Audi 1960 NSU Motorenwerke
Handout - Egy motorgyár létesítése 1 Horváth Gábor G/P4-55 Gábor, 2011.09.20. Az AUDI AG Története - Technológia, Innováció, Tradíció 1873 NSU 1885 1899 1907 Wanderer Horch DKW 1909 Audi 1960 NSU Motorenwerke
Projekt-, Program- és Portfoliómanagement 1. PM-Akadémia konferencia, Budapest, 2012.06.14.
 Projekt-, Program- és Portfoliómanagement 1. PM-Akadémia konferencia, Budapest, 2012.06.14. Vagdalt László vezető G/GG-1 Projektoffice, Audi Hungaria Motor Kft. Projektmanagement Audi Hungaria 1. Az előadó
Projekt-, Program- és Portfoliómanagement 1. PM-Akadémia konferencia, Budapest, 2012.06.14. Vagdalt László vezető G/GG-1 Projektoffice, Audi Hungaria Motor Kft. Projektmanagement Audi Hungaria 1. Az előadó
Reflecting Excellence
 SMG / SMR Hungary Bt. cégismertető Az SMR (Samvardhana Motherson Reflectec) Hungary Bt. az SMG (Samvardhana Motherson Groupe) indiai telephelyű cégcsoport tagja. Az SMG világviszonylatban 140 telephellyel
SMG / SMR Hungary Bt. cégismertető Az SMR (Samvardhana Motherson Reflectec) Hungary Bt. az SMG (Samvardhana Motherson Groupe) indiai telephelyű cégcsoport tagja. Az SMG világviszonylatban 140 telephellyel
Audi Hungaria Ipari tapasztalatokon nyugvó felsőoktatási kooperációk Thomas Faustmann, az ügyvezetés elnöke Budapest, 2014. január 31.
 Audi Hungaria Ipari tapasztalatokon nyugvó felsőoktatási kooperációk Thomas Faustmann, az ügyvezetés elnöke Budapest, 2014. január 31. Az Audi Hungaria négy üzletága Motorgyártás Autógyártás Szerszámgyártás
Audi Hungaria Ipari tapasztalatokon nyugvó felsőoktatási kooperációk Thomas Faustmann, az ügyvezetés elnöke Budapest, 2014. január 31. Az Audi Hungaria négy üzletága Motorgyártás Autógyártás Szerszámgyártás
1 Cím vagy név, Terület, Dátum
 1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
Jövőm az Audi Hungariánál
 Jövőm az Audi Hungariánál 2011-ben az audis fiatalok közül kiválasztottak, így részt vehettem a Projekt- és Oktatóközpont megnyitóján, ahol a cég legfelső vezetőivel is találkozhattam. Nálam volt az új
Jövőm az Audi Hungariánál 2011-ben az audis fiatalok közül kiválasztottak, így részt vehettem a Projekt- és Oktatóközpont megnyitóján, ahol a cég legfelső vezetőivel is találkozhattam. Nálam volt az új
SONIMA. Az Ön partnere a moduláris üzleti szolgáltatások terén
 SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
A motortól a kész járműig, Járműfejlesztés BME,
 A motortól a kész járműig, Járműfejlesztés BME, 2018.04.18. 2 A motortól a kész járműig, Járműfejlesztés Járműfejlesztés Áttekintés Fejlesztéstámogatás Termo- és Energiamenedzsment Szilárdságtani elemzés
A motortól a kész járműig, Járműfejlesztés BME, 2018.04.18. 2 A motortól a kész járműig, Járműfejlesztés Járműfejlesztés Áttekintés Fejlesztéstámogatás Termo- és Energiamenedzsment Szilárdságtani elemzés
Ezután kifejezetten rátérek a szakdolgozatom középpontját adó Hydropulserre. Meghatározom milyen felhasználási lehetőségei vannak, mit is lehet vele
 1. Bevezetés A szakdolgozatom témájának kiválasztása egy hosszas folyamat volt. Mivel duális képzésben veszek részt ezért lehetőségem volt egy multinacionális vállalatnál az AUDI HUNGARIA MOTOR Kft-nél
1. Bevezetés A szakdolgozatom témájának kiválasztása egy hosszas folyamat volt. Mivel duális képzésben veszek részt ezért lehetőségem volt egy multinacionális vállalatnál az AUDI HUNGARIA MOTOR Kft-nél
Az Audi Hungaria Motor Kft. logisztikai rendszere Aktuális kihívások, amelyekkel a logisztikának szembe kell néznie
 Aktuális kihívások, amelyekkel a logisztikának szembe kell néznie Növekvő komplexitás (pl. több alkatrésztípust kell kezelni és a gyártósor mellett elhelyezni) Lerövidülő termék-életciklusok (pl. gyakori
Aktuális kihívások, amelyekkel a logisztikának szembe kell néznie Növekvő komplexitás (pl. több alkatrésztípust kell kezelni és a gyártósor mellett elhelyezni) Lerövidülő termék-életciklusok (pl. gyakori
Tartalom. Járműgyártás az Audi Hungaria Motor Kft-nél Dr.Foltányi Bence G/GQ-54 + G/GF-23, 2010.11.09. Járműgyártás számokban.
 Tartalom Járműgyártás számokban Győri termékek - műszaki újdonságok - technikai termékadatok Járműgyártás folyamata Folyamatbiztosítás a járműgyártásban Járműgyártás az Audi Hungaria Motor Kft-nél Dr.Foltányi
Tartalom Járműgyártás számokban Győri termékek - műszaki újdonságok - technikai termékadatok Járműgyártás folyamata Folyamatbiztosítás a járműgyártásban Járműgyártás az Audi Hungaria Motor Kft-nél Dr.Foltányi
Az Audi Hungaria Motor Kft. logisztikai rendszere Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása
 Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása Jelenlegi koncepció Tervezett / jövőbeni koncepció Alapkeret Standard Betét 2x Motorspecifikus Motorspecifikus Tartalma: 1 db
Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása Jelenlegi koncepció Tervezett / jövőbeni koncepció Alapkeret Standard Betét 2x Motorspecifikus Motorspecifikus Tartalma: 1 db
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 2. Előadás A beszerzési logisztika alapjai Beszerzési logisztika feladata/1 a termeléshez szükséges: alapanyagok
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 2. Előadás A beszerzési logisztika alapjai Beszerzési logisztika feladata/1 a termeléshez szükséges: alapanyagok
Műszaki Diszpozíció. Kétpályás felsővezeték-szerelő jármű nagyjavítása
 8. számú melléklet Műszaki Diszpozíció Kétpályás felsővezeték-szerelő jármű nagyjavítása Forgalmi rendszám: BRZ484 Típus: Skoda-Schörling 706 Gyártási év: 1982 Alvázszám: 090047101 I. Motor és segédberendezései,
8. számú melléklet Műszaki Diszpozíció Kétpályás felsővezeték-szerelő jármű nagyjavítása Forgalmi rendszám: BRZ484 Típus: Skoda-Schörling 706 Gyártási év: 1982 Alvázszám: 090047101 I. Motor és segédberendezései,
Mynet / Társaságok / Audi Hungaria / Szervezet / Személyügy (S) / Termékek, szolgáltatások / Munkatársi Ajánlási Program
 / Termékek, szolgáltatások / Munkatársi Ajánlási Program") 1 Cím vagy név, Terület, Dátum Mynet / Társaságok / Audi Hungaria / Szervezet / Személyügy (S) / Termékek, szolgáltatások / Munkatársi Ajánlási Program A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként
1 Cím vagy név, Terület, Dátum Mynet / Társaságok / Audi Hungaria / Szervezet / Személyügy (S) / Termékek, szolgáltatások / Munkatársi Ajánlási Program A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként
S91 városi midibusz fejlesztés: Rába-Molitus-Webasto RÁBA JÁRMŰ KFT.
 S91 városi midibusz fejlesztés: Rába-Molitus-Webasto 1 Rába B115.50-174 önjáró midibusz alváz 2 Rába B115.50-174 önjáró midibusz alváz 3 Megoldások Daimler OM 904 LA motor, 115kW / 610Nm Allison S2100
S91 városi midibusz fejlesztés: Rába-Molitus-Webasto 1 Rába B115.50-174 önjáró midibusz alváz 2 Rába B115.50-174 önjáró midibusz alváz 3 Megoldások Daimler OM 904 LA motor, 115kW / 610Nm Allison S2100
Daltim csoport bemutatása
 Daltim csoport bemutatása Press Tech Tool Trade TGT Hungary Transport Kemobil Építő ICS Hungária Real Estate Daltim csoport története 1994 Cégalapítás 1994-2007 Munkaruhagyártás, kereskedelem, fémszerkezetgyártás,
Daltim csoport bemutatása Press Tech Tool Trade TGT Hungary Transport Kemobil Építő ICS Hungária Real Estate Daltim csoport története 1994 Cégalapítás 1994-2007 Munkaruhagyártás, kereskedelem, fémszerkezetgyártás,
Teljes saját létszám: 182 fı Bérmunkás létszám: 73 fı Összesen: 255 fı
 Rába Jármő Kft. Rába Jármő Kft. Személyi összetétel Teljes saját létszám: 182 fı Bérmunkás létszám: 73 fı Összesen: 255 fı 2005.07.01-tıl integráció a Rába Alkatrész Kft gyıri gyárával ( A Jármő Kft addigi
Rába Jármő Kft. Rába Jármő Kft. Személyi összetétel Teljes saját létszám: 182 fı Bérmunkás létszám: 73 fı Összesen: 255 fı 2005.07.01-tıl integráció a Rába Alkatrész Kft gyıri gyárával ( A Jármő Kft addigi
Audi Termelési Rendszer (APS) Út elszigetelt hatékonyságnövelő intézkedésektől egy átfogó vállalatirányítási rendszerhez
 Út elszigetelt hatékonyságnövelő intézkedésektől egy átfogó vállalatirányítási rendszerhez") Audi Termelési Rendszer (APS) Út elszigetelt hatékonyságnövelő intézkedésektől egy átfogó vállalatirányítási rendszerhez Napi Gazdaság Hatékonyságfejlesztési Koferencia 2009.06.18 Budapest Gerbeaud-Ház
Audi Termelési Rendszer (APS) Út elszigetelt hatékonyságnövelő intézkedésektől egy átfogó vállalatirányítási rendszerhez Napi Gazdaság Hatékonyságfejlesztési Koferencia 2009.06.18 Budapest Gerbeaud-Ház
1 Cím vagy név, Terület, Dátum
 1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
REHAU és AUDI gyárlátogatással egybekötött Ipari-technológiai szakmai nap volt Győrben
 A Magyar Épületgépészek Szövetségének Ipari-technológiai Tagozata, az Épületgépészeti Hegesztési és Technológiai Klaszter, valamint a REHAU Kft. közös szervezésében gyárlátogatással egybekötött Ipari-technológiai
A Magyar Épületgépészek Szövetségének Ipari-technológiai Tagozata, az Épületgépészeti Hegesztési és Technológiai Klaszter, valamint a REHAU Kft. közös szervezésében gyárlátogatással egybekötött Ipari-technológiai
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I.
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS előadás KAROSSZÉRIA JAVÍTÁS I. Szerkezeti kialakítás Alvázas szerkezet, ahol az alváz és a felépítmény, ill. elkülönített utastér külön egységet képez. Önhordó kocsiszekrény,
Üdvözli Önöket a Balda Solutions Hungária Kft!
 Üdvözli Önöket a Balda Solutions Hungária Kft! 1 Helyszínek 99 év, 10 helyszín, 7400 alkalmazott Magyarország Németország Veszprém Beijing Kína Suzhou India Xiamen Chennai Taivan Taipei Manaus Malajzia
Üdvözli Önöket a Balda Solutions Hungária Kft! 1 Helyszínek 99 év, 10 helyszín, 7400 alkalmazott Magyarország Németország Veszprém Beijing Kína Suzhou India Xiamen Chennai Taivan Taipei Manaus Malajzia
Termelési rendszerek fejlesztési alapelveinek kiterjesztése üzleti folyamatokra az AUDI HUNGARIA MOTOR Kft.-nél
 Termelési rendszerek fejlesztési alapelveinek kiterjesztése üzleti folyamatokra az AUDI HUNGARIA MOTOR Kft.-nél Tartalomjegyzék 1. Az AUDI HUNGARIA MOTOR Kft. rövid bemutatása 2. A gazdaságosság és az
Termelési rendszerek fejlesztési alapelveinek kiterjesztése üzleti folyamatokra az AUDI HUNGARIA MOTOR Kft.-nél Tartalomjegyzék 1. Az AUDI HUNGARIA MOTOR Kft. rövid bemutatása 2. A gazdaságosság és az
Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék. 1. fólia
 Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 1. fólia Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 2. fólia 3. fólia Külső anyagmozgatás elemei Szállítás. közúti, vasúti, vízi, légi,
Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 1. fólia Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék 2. fólia 3. fólia Külső anyagmozgatás elemei Szállítás. közúti, vasúti, vízi, légi,
1 Cím vagy név, Terület, Dátum
 1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
1 Cím vagy név, Terület, Dátum A Munkatársi Ajánlási Program Az Audi Hungaria munkatársaiként többször bizonyítottuk már, hogy a legjobbak közé tartozunk. A program keretében kollegáink kapcsolatrendszerét
Jövőm az Audi Hungariánál
 Jövőm az Audi Hungariánál 2015-ben sikeresen teljesítettem a kiválasztáson, így a gyakorlati képzőhelyem a Projekt- és Oktatóközpont lett. A szakma elsajátítása mellett lehetőségem volt különböző szakmai,
Jövőm az Audi Hungariánál 2015-ben sikeresen teljesítettem a kiválasztáson, így a gyakorlati képzőhelyem a Projekt- és Oktatóközpont lett. A szakma elsajátítása mellett lehetőségem volt különböző szakmai,
Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel. Stircz Péter, G/AU-35
 Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel Stircz Péter, G/AU-35 2 Életrajz Stircz Péter Gyakorlati tapasztalatok: 2016/07 - Vezető Szerszámgyártás (G/AU-35) 2013/08 2016/06 Vezető Methodenplanung(G/GW-31)
Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel Stircz Péter, G/AU-35 2 Életrajz Stircz Péter Gyakorlati tapasztalatok: 2016/07 - Vezető Szerszámgyártás (G/AU-35) 2013/08 2016/06 Vezető Methodenplanung(G/GW-31)
Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel. Stircz Péter, G/AU-35
 1 Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel Stircz Péter, G/AU-35 2 Életrajz Stircz Péter Gyakorlati tapasztalatok: 2016/07 - Vezető - Szerszámgyártás (G/AU-35) 2013/08 2016/06 Vezető - Methodenplanung
1 Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel Stircz Péter, G/AU-35 2 Életrajz Stircz Péter Gyakorlati tapasztalatok: 2016/07 - Vezető - Szerszámgyártás (G/AU-35) 2013/08 2016/06 Vezető - Methodenplanung
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Anyagmozgatás és gépei. 1. témakör. Egyetemi szintű gépészmérnöki szak. MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék.
 Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2006-07. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2006-07. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Kecskemét & Mercedes-Benz: Sikertörténet, nem csak a Mercedes-Benz számára
 Kecskemét & Mercedes-Benz: Sikertörténet, nem csak a Mercedes-Benz számára Manfred Schulz 2014. május 27. Kezdetben pusztán egy vízió volt 2 A Mercedes-Benz kecskeméti gyárának bemutatása és mára, íme
Kecskemét & Mercedes-Benz: Sikertörténet, nem csak a Mercedes-Benz számára Manfred Schulz 2014. május 27. Kezdetben pusztán egy vízió volt 2 A Mercedes-Benz kecskeméti gyárának bemutatása és mára, íme
EMAS a gyakorlatban: előnyök, tapasztalatok
 EMAS a gyakorlatban: előnyök, tapasztalatok INFRA 25097 workshop Budapest, 2007. október 10-11. AUDI HUNGARIA MOTOR Kft. Üzemi Környezetvédelem Torma A., környezetvédelmi mérnök TARTALOM Tartalom I. I.
EMAS a gyakorlatban: előnyök, tapasztalatok INFRA 25097 workshop Budapest, 2007. október 10-11. AUDI HUNGARIA MOTOR Kft. Üzemi Környezetvédelem Torma A., környezetvédelmi mérnök TARTALOM Tartalom I. I.
DURMA RP típusú stancoló gépek
 DURMA RP típusú stancoló gépek A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában. Napjainkban,
DURMA RP típusú stancoló gépek A DURMAZLAR CÉG BEMUTATÁSA A Durmazlar Machine Törökország vezető gépgyártó vállalata, mely éves termelését tekintve világelső a fémmegmunkáló gépek gyártásában. Napjainkban,
LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI
 LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI Történelmi áttekintés Római Birodalom: Marcus Terentius Varro: Logisticon c. mőve A római hadseregben a logistas-ok biztosították a hadtápellátást. Középkor: Baron de
LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI Történelmi áttekintés Római Birodalom: Marcus Terentius Varro: Logisticon c. mőve A római hadseregben a logistas-ok biztosították a hadtápellátást. Középkor: Baron de
Az Audi Hungaria Szerszámgyára
 Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel KSU: X.X Bizalmasság/Datenklassifikation: XXX 2 Életrajz Stircz Péter Gyakorlati tapasztalatok: 2016/07 - Vezető - Szerszámgyártás (G/AU-35) 2013/08
Az Audi Hungaria Szerszámgyára Precizitás szenvedéllyel KSU: X.X Bizalmasság/Datenklassifikation: XXX 2 Életrajz Stircz Péter Gyakorlati tapasztalatok: 2016/07 - Vezető - Szerszámgyártás (G/AU-35) 2013/08
Egy motorgyár létesítésének kritériumai
 Egy motorgyár létesítésének kritériumai 1 Czingráber Rónaszéki Balázs, G/SK Tibor, 2011.02.09. A négy karika a piacon és a VW Konszernben 2 Rónaszéki Balázs, G/SK Autómárkák a piacon 3 Rónaszéki Balázs,
Egy motorgyár létesítésének kritériumai 1 Czingráber Rónaszéki Balázs, G/SK Tibor, 2011.02.09. A négy karika a piacon és a VW Konszernben 2 Rónaszéki Balázs, G/SK Autómárkák a piacon 3 Rónaszéki Balázs,
8., ELŐADÁS VIRTUÁLIS LOGISZTIKAI KÖZPONTOK ALKALMAZÁSAI. Klaszter, mint virtuális logisztikai központ
 8., ELŐADÁS VIRTUÁLIS LOGISZTIKAI KÖZPONTOK ALKALMAZÁSAI Klaszter, mint virtuális logisztikai központ Feladatai: a beszállítói feladatok kis és középvállalatok versenyképességeinek fokozása érdekében,
8., ELŐADÁS VIRTUÁLIS LOGISZTIKAI KÖZPONTOK ALKALMAZÁSAI Klaszter, mint virtuális logisztikai központ Feladatai: a beszállítói feladatok kis és középvállalatok versenyképességeinek fokozása érdekében,
Logisztikai megoldások kis- és középvállalatok részére
 Az előadás címe Logisztikai megoldások kis- és középvállalatok részére 2007.05.07. 2 A vállalatunk Tevékenységi kör: Spedíció Fuvarozás Disztribúció Szerződéses logisztika Komplex logisztikai szolgáltató:
Az előadás címe Logisztikai megoldások kis- és középvállalatok részére 2007.05.07. 2 A vállalatunk Tevékenységi kör: Spedíció Fuvarozás Disztribúció Szerződéses logisztika Komplex logisztikai szolgáltató:
Az új logisztikai koncepció (NLK), mint az Audi válasza a folyamatosan növekvı komplexitásra és a globalizációra (kivonat az elıadás anyagából)
, mint az Audi válasza a folyamatosan növekvı komplexitásra és a globalizációra (kivonat az elıadás anyagából)") Az új logisztikai koncepció (NLK), mint az Audi válasza a folyamatosan növekvı komplexitásra és a globalizációra (kivonat az elıadás anyagából) Szamos Péter 2010. november 16. A Volkswagen konszern 10
Az új logisztikai koncepció (NLK), mint az Audi válasza a folyamatosan növekvı komplexitásra és a globalizációra (kivonat az elıadás anyagából) Szamos Péter 2010. november 16. A Volkswagen konszern 10
Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető
 Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető 1 LEANLAB Projekt BME EJJT Tudásközpont 2011-ben kezdte el az Autóipari Termelési Rendszerek Laboratórium létrehozását. Európai Uniós
Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető 1 LEANLAB Projekt BME EJJT Tudásközpont 2011-ben kezdte el az Autóipari Termelési Rendszerek Laboratórium létrehozását. Európai Uniós
ismerd meg az autód A megrendelés adatai: A megrendelés idöp.: Megrendelö: Lízingcsoport: Gazdacég: Ügyletazonosító: Költséget fizeti: Rendszám:
 A megrendelés adatai: A megrendelés idöp.: Megrendelö: Lízingcsoport: Gazdacég: Ügyletazonosító: Költséget fizeti: Rendszám: Alvázszám: Eurotax: Márka: Típus: Gépjármü bruttó eladási ára: Eredetiségvizsgálat:
A megrendelés adatai: A megrendelés idöp.: Megrendelö: Lízingcsoport: Gazdacég: Ügyletazonosító: Költséget fizeti: Rendszám: Alvázszám: Eurotax: Márka: Típus: Gépjármü bruttó eladási ára: Eredetiségvizsgálat:
Anyagmozgatás és gépei. 1. témakör. Egyetemi szintű gépészmérnöki szak. MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék.
 Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2004-05. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
Anyagmozgatás és gépei tantárgy 1. témakör Egyetemi szintű gépészmérnöki szak 2004-05. II. félév MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Miskolci Egyetem Anyagmozgatási és Logisztikai Tanszék
HEGESZTÉS AUTOMATIZÁLÁS A STADLER SZOLNOK KFT-NÉL
 HEGESZTÉS AUTOMATIZÁLÁS A STADLER SZOLNOK KFT-NÉL Balog Viktor, Szolnok, 2018 AZ ELŐADÁS TARTALMA Cég bemutatása A hegesztés automatizálás fontossága A hegesztés automatizálás (célgépes és robotos alkalmazások)
HEGESZTÉS AUTOMATIZÁLÁS A STADLER SZOLNOK KFT-NÉL Balog Viktor, Szolnok, 2018 AZ ELŐADÁS TARTALMA Cég bemutatása A hegesztés automatizálás fontossága A hegesztés automatizálás (célgépes és robotos alkalmazások)
Mercedes-Benz Gyár Kecskemét. Egy sikertörténet.
 Gyár Kecskemét. Egy sikertörténet. Christian WOLFF CEO, Manufacturing Hungary Kft. Magyar Közgazdasági Társaság Vándorgyűlés, Versenyképesség Szekció Kecskemét, 2016. szeptember 16. Das Beste oder nichts.
Gyár Kecskemét. Egy sikertörténet. Christian WOLFF CEO, Manufacturing Hungary Kft. Magyar Közgazdasági Társaság Vándorgyűlés, Versenyképesség Szekció Kecskemét, 2016. szeptember 16. Das Beste oder nichts.
Motorgyártás mechanikus megmunkálás Handout 2011.03.09 Budapesti Mőszaki és Gazdaságtudományi Egyetem Elıadó: Horváth Gábor 4 hengeres Otto
 Motorgyártás mechanikus megmunkálás Handout 2011.03.09 Budapesti Mőszaki és Gazdaságtudományi Egyetem Elıadó: Horváth Gábor 4 hengeres Otto hajtókargyártás vezetıje Tartalom 1 Bevezetés 2 A gyártási mélység
Motorgyártás mechanikus megmunkálás Handout 2011.03.09 Budapesti Mőszaki és Gazdaságtudományi Egyetem Elıadó: Horváth Gábor 4 hengeres Otto hajtókargyártás vezetıje Tartalom 1 Bevezetés 2 A gyártási mélység
Duális szakképzés az Audi Akademie Hungaria Kft-nél. Czetti Balázs G/AKA-21
 Duális szakképzés az Audi Akademie Hungaria Kft-nél. Czetti Balázs G/AKA-21 Duális szakképzés az Audi Akademie Hungaria Kft.-nél 1. Audi Akademie Hungaria Kft. 2. Szakképzés az Audi Akademie Hungaria Kft.-nél
Duális szakképzés az Audi Akademie Hungaria Kft-nél. Czetti Balázs G/AKA-21 Duális szakképzés az Audi Akademie Hungaria Kft.-nél 1. Audi Akademie Hungaria Kft. 2. Szakképzés az Audi Akademie Hungaria Kft.-nél
megnevezés Nettó ár 018006 Gyspot 2400 kihúzató 230 V. 102600 Ft + áfa 018075 Gyspot 3502 S kihúzató 230 V. 162700 Ft + áfa
 Kereskedelmi és Szolgáltató Kft. 8600 Siófok, Küszhegyi út 11/1. Tel: (36 84) 510 524, Fax: (36-84) 510-523 www.fts.co.hu E.mail: info@fts.co.hu cikkszám megnevezés Nettó ár 018006 Gyspot 2400 kihúzató
Kereskedelmi és Szolgáltató Kft. 8600 Siófok, Küszhegyi út 11/1. Tel: (36 84) 510 524, Fax: (36-84) 510-523 www.fts.co.hu E.mail: info@fts.co.hu cikkszám megnevezés Nettó ár 018006 Gyspot 2400 kihúzató
Rába Járműalkatrész Kft.
 Rába Járműalkatrész Kft. A Rába csoport tagja Móri gyár: H-8060 Mór, Ipartelep, Hungary Levelezési cím: H-8061 Mór, Pf.: 47. Tel.: 0036 22 577 500; Fax: 0036 22 577 595 E-mail: mor@raba.hu Sárvári gyár:
Rába Járműalkatrész Kft. A Rába csoport tagja Móri gyár: H-8060 Mór, Ipartelep, Hungary Levelezési cím: H-8061 Mór, Pf.: 47. Tel.: 0036 22 577 500; Fax: 0036 22 577 595 E-mail: mor@raba.hu Sárvári gyár:
VIV CSOPORT BEMUTATÁSA 2019.
 VIV CSOPORT BEMUTATÁSA 2019. VIV CSOPORT BEMUTATÁSA o Alapítva: 1963/1996 o Törzstőke: o Létszám: 87 600 000 Ft 381 fő / VIVBER Kft. gyártócsarnok / VIV CSOPORT BEMUTATÁSA VIV CSOPORT TEVÉKENYSÉGEI o Fővállalkozás
VIV CSOPORT BEMUTATÁSA 2019. VIV CSOPORT BEMUTATÁSA o Alapítva: 1963/1996 o Törzstőke: o Létszám: 87 600 000 Ft 381 fő / VIVBER Kft. gyártócsarnok / VIV CSOPORT BEMUTATÁSA VIV CSOPORT TEVÉKENYSÉGEI o Fővállalkozás
Prospera Europe Kft. Cégbemutató
 Prospera Europe Kft. Cégbemutató 2018 Cégtörténet I. Alapítás éve: 2004 Induló tőke: 300 EUR Tulajdonosok: Böröcz András Takács Gábor Székhely: Telephely: Budapest Heves Gyáravató: 2013.03.28 Cégtörténet
Prospera Europe Kft. Cégbemutató 2018 Cégtörténet I. Alapítás éve: 2004 Induló tőke: 300 EUR Tulajdonosok: Böröcz András Takács Gábor Székhely: Telephely: Budapest Heves Gyáravató: 2013.03.28 Cégtörténet
Logisztika A. 2. témakör
 Logisztika A tantárgy 2. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika feladata MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ Áruátvétel
Logisztika A tantárgy 2. témakör Beszerzési-, termelési-, elosztási-, újrahasznosítási logisztika feladata MISKOLCI EGYETEM Anyagmozgatási és Logisztikai Tanszék Beszerzési logisztika Beszállító Vevõ Áruátvétel
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 4. Előadás Beszerzési logisztikai stratégiák Beszerzési logisztikai stratégiák BESZÁLLÍTÓ Beszállítás, ütemezés
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 4. Előadás Beszerzési logisztikai stratégiák Beszerzési logisztikai stratégiák BESZÁLLÍTÓ Beszállítás, ütemezés
A Sokoró Kft. felajánlja szakmai tapasztalatát, és felszabaduló kapacitásait
 A Sokoró Kft. felajánlja szakmai tapasztalatát, és felszabaduló kapacitásait 1. Kihelyezett bérmunka végzésére 2. Raktárterület bérbeadására raktározási terület anyagmozgatási lehetőséggel irodákkal szociális
A Sokoró Kft. felajánlja szakmai tapasztalatát, és felszabaduló kapacitásait 1. Kihelyezett bérmunka végzésére 2. Raktárterület bérbeadására raktározási terület anyagmozgatási lehetőséggel irodákkal szociális
Pneumatika az ipari alkalmazásokban
 Pneumatika az ipari alkalmazásokban Manipulátorok Balanszer technika Pneumatikus pozícionálás Anyagmozgatási és Logisztikai Rendszerek Tanszék Manipulátorok - Mechanikai struktúra vagy manipulátor, amely
Pneumatika az ipari alkalmazásokban Manipulátorok Balanszer technika Pneumatikus pozícionálás Anyagmozgatási és Logisztikai Rendszerek Tanszék Manipulátorok - Mechanikai struktúra vagy manipulátor, amely
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Beszerzési logisztikai folyamat
 BESZÁLLÍTÓ Beszállítás, ütemezés Beszerzési logisztika Szállítási mód és eszköz megválasztása Beszállítás Beszerzési folyamat: - igények meghatározása, - ajánlatkérés és feldolgozás, - beszállítók kiválasztása,
BESZÁLLÍTÓ Beszállítás, ütemezés Beszerzési logisztika Szállítási mód és eszköz megválasztása Beszállítás Beszerzési folyamat: - igények meghatározása, - ajánlatkérés és feldolgozás, - beszállítók kiválasztása,
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Járműkarosszéria előkészítő, felületbevonó szakma gyakorlati oktatásához OKJ száma: 34 525 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre Járműkarosszéria előkészítő, felületbevonó szakma gyakorlati oktatásához OKJ száma: 34 525 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
A logisztika feladata, célja, területei
 A logisztika feladata, célja, területei A logisztika feladata: Anyagok és információk rendszereken belüli és rendszerek közötti áramlásának tervezése, irányítása és ellenőrzése, valamint a vizsgált rendszerben
A logisztika feladata, célja, területei A logisztika feladata: Anyagok és információk rendszereken belüli és rendszerek közötti áramlásának tervezése, irányítása és ellenőrzése, valamint a vizsgált rendszerben
www.raba.hu Rába Járműalkatrész Gyártó és Kereskedelmi Kft.
 Rába Járműipari Holding NyRt. Rába Járműipari Holding NyRt. H-9027 Győr, Martin u. 1., Hungary Levelezési cím: H-9002 Győr, Pf.:50. Tel.: 00 36 96 622 600; Fax: 00 36 96 624 069 E-mail: raba@raba.hu Rába
Rába Járműipari Holding NyRt. Rába Járműipari Holding NyRt. H-9027 Győr, Martin u. 1., Hungary Levelezési cím: H-9002 Győr, Pf.:50. Tel.: 00 36 96 622 600; Fax: 00 36 96 624 069 E-mail: raba@raba.hu Rába
Egyedi megoldások az élet bármely területére az ön igényei szerint!
 Egyedi megoldások az élet bármely területére az ön igényei szerint! Tevékenységünk A célgépgyártás fejlődésében jelentkező igények időbeni felismerése alapozta meg azt a döntést, hogy cégünk 2002- ben
Egyedi megoldások az élet bármely területére az ön igényei szerint! Tevékenységünk A célgépgyártás fejlődésében jelentkező igények időbeni felismerése alapozta meg azt a döntést, hogy cégünk 2002- ben
AHM Minőségbiztosítás - áttekintés BME előadás, 2015.04.15. József Nagy G/GQ-A3
 AHM Minőségbiztosítás - áttekintés BME előadás, 2015.04.15. József Nagy G/GQ-A3 Tartalom Bevezetés: az AHM minőségpolitikája, stratégiája Az AHM Kft. QM szervezeti felépítése A QM alapfeladatai QM mint
AHM Minőségbiztosítás - áttekintés BME előadás, 2015.04.15. József Nagy G/GQ-A3 Tartalom Bevezetés: az AHM minőségpolitikája, stratégiája Az AHM Kft. QM szervezeti felépítése A QM alapfeladatai QM mint
1. G21 GAH 529. A termék leírása :
 1. G21 GAH 529 A termék leírása : A G21 GAH 529 kerti házikó ideális tárolási lehetőséget nyújt egész évben a szerszámoknak, bútoroknak, motorkerékpároknak, fűnyíróknak, bozótvágónak, kerékpároknak, a
1. G21 GAH 529 A termék leírása : A G21 GAH 529 kerti házikó ideális tárolási lehetőséget nyújt egész évben a szerszámoknak, bútoroknak, motorkerékpároknak, fűnyíróknak, bozótvágónak, kerékpároknak, a
A technológiai berendezés (M) bemenő (BT) és kimenő (KT) munkahelyi tárolói
 bemenő (BT) és kimenő (KT) munkahelyi tárolói") 9., ELŐADÁS LOGISZTIKA A TERMELÉSIRÁNYÍTÁSBAN Hagyományos termelésirányítási módszerek A termelésirányítás feladata az egyes gyártási műveletek sorrendjének és eszközökhöz történő hozzárendelésének meghatározása.
9., ELŐADÁS LOGISZTIKA A TERMELÉSIRÁNYÍTÁSBAN Hagyományos termelésirányítási módszerek A termelésirányítás feladata az egyes gyártási műveletek sorrendjének és eszközökhöz történő hozzárendelésének meghatározása.
Logisztikai hálózatok funkcionális elemekre bontása intralogisztikai
 Logisztikai hálózatok funkcionális elemekre bontása intralogisztikai rendszerekben Minden rendszer, és így a logisztikai hálózatok is egymással meghatározott kapcsolatban lévő rendszerelemekből, illetve
Logisztikai hálózatok funkcionális elemekre bontása intralogisztikai rendszerekben Minden rendszer, és így a logisztikai hálózatok is egymással meghatározott kapcsolatban lévő rendszerelemekből, illetve
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 5. Előadás Elosztási folyamat A klasszikus elosztási logisztikai rendszer Az elosztási logisztikai rendszer:
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 5. Előadás Elosztási folyamat A klasszikus elosztási logisztikai rendszer Az elosztási logisztikai rendszer:
Budapest Airport Cargo helyzetkép Logisztikai kerekasztal reggeli február 21.
 Budapest Airport Cargo helyzetkép Logisztikai kerekasztal reggeli 2017. február 21. Tartalom Budapest Airport és a cargo (piaci helyzetkép, kilátások) Air cargo iparági előrejelzés 2035-ig Budapest jövőbeni
Budapest Airport Cargo helyzetkép Logisztikai kerekasztal reggeli 2017. február 21. Tartalom Budapest Airport és a cargo (piaci helyzetkép, kilátások) Air cargo iparági előrejelzés 2035-ig Budapest jövőbeni
Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1. Ászity Sándor
 Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1 Ászity Sándor 1 Tömegtermelés Lean termelés Toyota Termelési Rendszer: 2 2017.04.09. Szerepek az autóipari beszállítói láncban OEMs System integrators
Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1 Ászity Sándor 1 Tömegtermelés Lean termelés Toyota Termelési Rendszer: 2 2017.04.09. Szerepek az autóipari beszállítói láncban OEMs System integrators
Karrierlehetőségeink. A haladás érintése. Haladás. Karrier. Audi. Haladás. Karrier. Audi. www.audi.hu/karrier
 Karrierlehetőségeink A haladás érintése www.audi.hu/karrier Ahol a haladás életforma... Audi Hungaria Az AUDI HUNGARIA MOTOR Kft. az AUDI AG 100%-os leányvállalata. 1993-ban motorgyárként alakult Győrben,
Karrierlehetőségeink A haladás érintése www.audi.hu/karrier Ahol a haladás életforma... Audi Hungaria Az AUDI HUNGARIA MOTOR Kft. az AUDI AG 100%-os leányvállalata. 1993-ban motorgyárként alakult Győrben,
ACÉL- FÉLKÖRÍVES KIALAKÍTÁSSAL ROBOSZTUS NEHÉZ KÖRÜLMÉNYEK KÖZÖTT. A FÉLKÖRÍVES FELÉPÍTMÉNY IDEÁLIS A DURVA ANYAGOK SZÁLLÍTÁSÁHOZ.
 SPECIALISTA 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 Egyedi segédalváz kialakítás típustól függően Billentő hidraulika henger, 50 fokos szögnél nagyobb nyitás, könnyebb ürítés Széles felfekvés, nagyobb
SPECIALISTA 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 Egyedi segédalváz kialakítás típustól függően Billentő hidraulika henger, 50 fokos szögnél nagyobb nyitás, könnyebb ürítés Széles felfekvés, nagyobb
Műanyagipari Kereskedelmi BT
 Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Műanyagipari Kereskedelmi BT FULL SHINE Extrúziós flakonfúvó gépek H tipuscsalád A Full Shine (Tajvan) H Széria flakonfúvó gépek alkalmasak 0.2 10 L űrméretű különféle műanyag flakonok gyártására. lehet
Szakképzés az Audi Hungaria Motor Kft-nél. Németh Kinga, Vezető Személyzet- és Szervezetfejlesztés 2010. június 16.
 Szakképzés az Audi Hungaria Motor Kft-nél Németh Kinga, Vezető Személyzet- és Szervezetfejlesztés 2010. június 16. A duális képzés előnyei Korai lehetőség a vállalat számára legmegfelelőbb munkaerő kiválasztására
Szakképzés az Audi Hungaria Motor Kft-nél Németh Kinga, Vezető Személyzet- és Szervezetfejlesztés 2010. június 16. A duális képzés előnyei Korai lehetőség a vállalat számára legmegfelelőbb munkaerő kiválasztására
Dr. Bencsik Attila L. PhD
 Dr. Bencsik Attila L. PhD főiskolai tanár egyetemi docens Óbudai Egyetem Mechatronikai és Autótechnikai Intézet Gépjármű eredetiség vizsgálat Mi a feladat? Gépjármű azonosítás: Komplex tevékenység, melynek
Dr. Bencsik Attila L. PhD főiskolai tanár egyetemi docens Óbudai Egyetem Mechatronikai és Autótechnikai Intézet Gépjármű eredetiség vizsgálat Mi a feladat? Gépjármű azonosítás: Komplex tevékenység, melynek
2010.08.29. Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása. Kézi Gépesített Automatizált
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Gazdálkodási modul. Gazdaságtudományi ismeretek III. Szervezés és logisztika. KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc
 Gazdálkodási modul Gazdaságtudományi ismeretek III. Szervezés és logisztika KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Fejlődési tendenciák a logisztikában 105. lecke A fejlődési tendenciákat
Gazdálkodási modul Gazdaságtudományi ismeretek III. Szervezés és logisztika KÖRNYEZETGAZDÁLKODÁSI MÉRNÖKI MSc TERMÉSZETVÉDELMI MÉRNÖKI MSc Fejlődési tendenciák a logisztikában 105. lecke A fejlődési tendenciákat
MP-01 MP-01(W) MP-01(C) MP-01(CC) MP-01(N) MP-02 MP-02 MP-02(P) MP-02(P64) MP-02(P82) MP-03 KAPUK ÉS KISKAPUK MODERN PANEL KERÍTÉS
 MP-01(C) MP-01(CC) MP-01(N) MP-02 MP-02 MP-02(P) MP-02(P64) MP-02(P82) MP-03 KAPUK ÉS KISKAPUK MODERN PANEL KERÍTÉS") MP-01 MP-01(W) MP-01(C) MP-01(CC) MP-01(N) MP-02 MP-02 MP-02(P) MP-02(P64) MP-02(P82) MP-03 Oldal 39 / MP-01 TÁJÉKOZTATJUK ÖNÖKET, HOGY 2 m²-nél KISEBB PANELEK ESETÉN 2 m² KERÜL LESZÁMLÁZÁSRA. TÍPUSOK
MP-01 MP-01(W) MP-01(C) MP-01(CC) MP-01(N) MP-02 MP-02 MP-02(P) MP-02(P64) MP-02(P82) MP-03 Oldal 39 / MP-01 TÁJÉKOZTATJUK ÖNÖKET, HOGY 2 m²-nél KISEBB PANELEK ESETÉN 2 m² KERÜL LESZÁMLÁZÁSRA. TÍPUSOK
A legjobb választás pick-up-okhoz, tehergépkocsikhoz és
 A legjobb választás pick-up-okhoz, tehergépkocsikhoz és A vállalatról A Gepro Box kishaszongépjárművekhez, kisteherautókhoz, kamionokhoz, teherautókhoz és utánfutókhoz gyárt tároló és szerszámos ládákat.
A legjobb választás pick-up-okhoz, tehergépkocsikhoz és A vállalatról A Gepro Box kishaszongépjárművekhez, kisteherautókhoz, kamionokhoz, teherautókhoz és utánfutókhoz gyárt tároló és szerszámos ládákat.
Ügyfelünk a Grundfos. Központi raktár, egy helyre összpontosított erőforrások
 Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Audi Hungaria Zrt. ENERGIAHATÉKONYSÁGI INTÉZKEDÉSEKKEL ELÉRT EREDMÉNYEK
 Audi Hungaria Zrt. ENERGIAHATÉKONYSÁGI INTÉZKEDÉSEKKEL ELÉRT EREDMÉNYEK 2017 Audi Hungaria Zrt. (9027 Győr, Audi Hungária út 1.) megbízása alapján készült jelentés Kapcsolattartó az Audi részéről: e-mail:
Audi Hungaria Zrt. ENERGIAHATÉKONYSÁGI INTÉZKEDÉSEKKEL ELÉRT EREDMÉNYEK 2017 Audi Hungaria Zrt. (9027 Győr, Audi Hungária út 1.) megbízása alapján készült jelentés Kapcsolattartó az Audi részéről: e-mail:
1. ábra Termelő vállalat logisztikai rendszerének kapcsolatai
 Elosztó raktár Bank Logisztikai vállalat VÁM Adó, Tbj Felhasználók Vállalat Vállalati m enedzsm ent (Logisztikai menedzsment Tulajdonosok Pénzügyszámvitel Termelési rendszer (Term elés tervezés és irányítás)
Elosztó raktár Bank Logisztikai vállalat VÁM Adó, Tbj Felhasználók Vállalat Vállalati m enedzsm ent (Logisztikai menedzsment Tulajdonosok Pénzügyszámvitel Termelési rendszer (Term elés tervezés és irányítás)
ÁRLISTA HASZONGÉPJÁRMŰVEKRE ÉPÍTHETŐ FELÉPÍTMÉNYEKRE
 ÁRLISTA HASZONGÉPJÁRMŰVEKRE ÉPÍTHETŐ FELÉPÍTMÉNYEKRE Az árlista nem teljes körű, az átalakításokkal kapcsolatos információkért keressen bennünket elérhetőségeinken! ZÁRT FURGONOK UTÓLAGOS HŐSZIGETELÉSE
ÁRLISTA HASZONGÉPJÁRMŰVEKRE ÉPÍTHETŐ FELÉPÍTMÉNYEKRE Az árlista nem teljes körű, az átalakításokkal kapcsolatos információkért keressen bennünket elérhetőségeinken! ZÁRT FURGONOK UTÓLAGOS HŐSZIGETELÉSE
2018/01. Kompakt és 6 pontos kivitel
 2018/01 Kompakt és 6 pontos kivitel IXTREND RADIÁTOROK A ixtrend radiátorok jellemzői Tulajdonságok Minőségi acéllemez, vékony profil és ponthegesztett konvektor lemezek az optimális hőteljesítmény eléréséhez
2018/01 Kompakt és 6 pontos kivitel IXTREND RADIÁTOROK A ixtrend radiátorok jellemzői Tulajdonságok Minőségi acéllemez, vékony profil és ponthegesztett konvektor lemezek az optimális hőteljesítmény eléréséhez
FAI Automotive prezentáció www.faiauto.com
 FAI Automotive prezentáció www.faiauto.com Így kezdődött A FAI 1968 óta egy sikeres autóversenyző csapatból nőtte ki magát motoralkatrész, napjainkra pedig már egyéb alkatrészek széles kínálatát is gyártó
FAI Automotive prezentáció www.faiauto.com Így kezdődött A FAI 1968 óta egy sikeres autóversenyző csapatból nőtte ki magát motoralkatrész, napjainkra pedig már egyéb alkatrészek széles kínálatát is gyártó
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Út a csúcsra. A lakatosműhelytől, a teljes megoldásokat kínáló, nemzetközi szinten vezető szolgáltatóig
 HU Út a csúcsra A lakatosműhelytől, a teljes megoldásokat kínáló, nemzetközi szinten vezető szolgáltatóig Headquarter: Oberwart, Burgenland, Austria 1952 Az apai üzem alapítása Welgersdorfban Josef Unger
HU Út a csúcsra A lakatosműhelytől, a teljes megoldásokat kínáló, nemzetközi szinten vezető szolgáltatóig Headquarter: Oberwart, Burgenland, Austria 1952 Az apai üzem alapítása Welgersdorfban Josef Unger
Baráth Edit. imk automotive GmbH
 Baráth Edit imk automotive GmbH Telephelyek és vevők imk vállalati csoport Telephelyeink és ügyfeleink Ügyfelek Európa imk automotive, Inc. imk automotive GmbH Járműipar, gépipar, megújuló energiaipar,
Baráth Edit imk automotive GmbH Telephelyek és vevők imk vállalati csoport Telephelyeink és ügyfeleink Ügyfelek Európa imk automotive, Inc. imk automotive GmbH Járműipar, gépipar, megújuló energiaipar,
WEISS Műanyagfeldolgozó Illertissenből (D): Terjeszkedik az egyedi műanyag megoldások specialistája
: Terjeszkedik az egyedi műanyag megoldások specialistája") Sajtószöveg WEISS cégportré MK/RG_02.11.2010 3.130 Zeichen WEISS Műanyagfeldolgozó Illertissenből (D): Terjeszkedik az egyedi műanyag megoldások specialistája Az Illertisseni (D) székhelyű WEISS Kunststoffverarbeitung
Sajtószöveg WEISS cégportré MK/RG_02.11.2010 3.130 Zeichen WEISS Műanyagfeldolgozó Illertissenből (D): Terjeszkedik az egyedi műanyag megoldások specialistája Az Illertisseni (D) székhelyű WEISS Kunststoffverarbeitung
Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány
 Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány 1. Mutassa be a vállalkozások pénzügyi környezetét! 2. Mutassa be a pénzügyi tervezés és elemzés információs
Menedzsment jellegű tantárgyak Fűrész-és lemezipari szakirány Bútor-és kárpitosipari szakirány 1. Mutassa be a vállalkozások pénzügyi környezetét! 2. Mutassa be a pénzügyi tervezés és elemzés információs
Festett műanyag alkatrészek vizsgálata
 Festett műanyag alkatrészek vizsgálata, Anyagvizsgálat a Gyakorlatban 2006. június 1-2. Tartalomjegyzék A bemutatása A Széchenyi István Egyetem A vizsgálati módszerek A vizsgált műanyag alkatrészek hibái
Festett műanyag alkatrészek vizsgálata, Anyagvizsgálat a Gyakorlatban 2006. június 1-2. Tartalomjegyzék A bemutatása A Széchenyi István Egyetem A vizsgálati módszerek A vizsgált műanyag alkatrészek hibái
FORD B-MAX. One Call Ügyfélszolgálat: Értékesítés és Flotta ügyfélszolgálat
 Felszereltség Technology Limitált széria* Motor 1.4l (90LE) M5 1.0l EcoBoost (100LE) M5 1.5l TDCi DPF (75LE) M5 1.5l TDCi DPF (95LE) M5 1.4l (90LE) M5 1.0l EcoBoost (100LE) M5 1.0l EcoBoost (125LE) M5
Felszereltség Technology Limitált széria* Motor 1.4l (90LE) M5 1.0l EcoBoost (100LE) M5 1.5l TDCi DPF (75LE) M5 1.5l TDCi DPF (95LE) M5 1.4l (90LE) M5 1.0l EcoBoost (100LE) M5 1.0l EcoBoost (125LE) M5
Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken
 Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Weld your way. Kis hőbevitelű robotosított hegesztés alkalmazása bevonatos lemezeken CROWN International Kft. CLOOS Képviselet 1163 Budapest, Vámosgyörk u. 31. Tel.: +36 1 403 5359 sales@cloos.hu www.cloos.hu
Üdvözölöm a Synchro Game termelési szimulációs tréning. résztvevőit a Festo nevében
 Üdvözölöm a Synchro Game termelési szimulációs tréning résztvevőit a Festo nevében Hargitai Géza Festo Didactic Hargitai Géza Synchro Plan termelési szimuláció 12.11.2007 1 Milyen elvárásoknak kell megfelelni
Üdvözölöm a Synchro Game termelési szimulációs tréning résztvevőit a Festo nevében Hargitai Géza Festo Didactic Hargitai Géza Synchro Plan termelési szimuláció 12.11.2007 1 Milyen elvárásoknak kell megfelelni