Molnár István. A követelménymodul megnevezése: Mérőtermi feladatok
|
|
|
- Emil Vass
- 9 évvel ezelőtt
- Látták:
Átírás
1 Molnár István Geometriai mérések - gyártás közbeni / gyártás utáni geometriai méretek, alak és helyzettűrések ellenőrzése, mérési eredmények dokumentálása. A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: A tartalomelem azonosító száma és célcsoportja: SzT

2 GEOMETRIAI MÉRÉSEK - GYÁRTÁS KÖZBENI / GYÁRTÁS UTÁNI GEOMETRIAI MÉRETEK, ALAK ÉS HELYZETTŰRÉSEK ELLENŐRZÉSE, MÉRÉSI EREDMÉNYEK DOKUMENTÁLÁSA ESETFELVETÉS - MUNKAHELYZET Egy alkatrész legyártása során nagy figyelmet kell fordítani a megfelelő pontosságra és mérethűségre. Az alkatrészek méretei napjainkban nagyon fontosak, hiszen a mikronpontosságú gyártás esetében a legkisebb eltérés is meghibásodáshoz vezethet. Például a repülőgépiparba gyártott alkatrészeket mikronpontossággal kell legyártani, és 40 év garanciát kell rájuk vállalni. Ilyen feltételek mellett a mérés nagyon fontos fázisa a gyártásnak. Ha kizárólag a gyártás végén ellenőriznénk az alkatrészt, akkor az esetleges javításokat soron kívül kellene korrigálni. A gyártás közben történő mérés esetén az alkatrészeket még akár a tokmányban fogva is le tudjuk mérni, és tudjuk korrigálni. Ebben a tartalomelemben - a gyártás közbeni és a gyártás utáni méretellenőrzés menetével és eszközeivel; - az alak- és helyzetellenőrzés menetével és eszközeivel; - a dokumentációkészítés menetével; fog megismerkedni. Ön feladata néhány alkatrész méreteinek ellenőrzése és a mérőeszközök bemutatása. A szakmai tartalomelem elolvasása után képes lesz válaszolni a következő kérdésekre: - Milyen méréseket indokolt végrehajtani gyártás közben illetve gyártás után? - Hogyan hat ki a mérések eredménye a gyártásra? A szakmai tartalomelem elsajátítása után képes lesz ellenőrzési feladatok végrehajtására, dokumentációk elkészítésére. 1

3 1. ábra. Ellenőrző eszközök SZAKMAI INFORMÁCIÓTARTALOM ALAPFOGALMAK Ebben a fejezetben a méréshez és az ellenőrzéshez kapcsolódó alapfogalmakkal fogunk megismerkedni. Ezek az alapfogalmak szükségesek ahhoz, hogy a tanulásirányító című fejezetben lévő méréseket végre tudjuk hajtani, illetve azokat méréseket a megfelelő szakkifejezések segítségével be tudjuk mutatni. 1. Mérés a) Méret, mérték A mérés azoknak a műveleteknek az összessége, amelyek eredményeként meghatározzuk egy mennyiség értékét. Az ellenőrzés: annak megállapítása, hogy a tárgy, munkadarab megfelel-e a gyártási dokumentációban szereplő előírásoknak, követelményeknek. 2

4 A mennyiség nagysága kifejezhető egy mérőszám és egy mértékegység szorzatával. A mérés meghatározása: A mérés egy összehasonlító művelet, melynek során a mérendő hosszúságot (távolságot), szöget vagy tömeget összehasonlítjuk a mértékegységet megtestesítő mértékkel (mérőeszközzel). A mérés műveletének eredménye egy számérték: Érték (mérőszám) = mennyiség (méret) / mértékegység (mérték) A mérőszám és a hozzá tartozó mértékegység szorzata jellemzi a mennyiséget: Mennyiség = mérőszám X mértékegység. Például: l=3 mm. A mértékegységeket 20. században az Általános Súly- és Mértékügyi Konferencián szabványosították. Hazánkban 1982 óta törvény írja elő az SI-mértékegységek használatát. A következő táblázatban a hét alap SI-mértékegységet láthatja: SI-alapegységek Név Jel Mennyiség Mennyiség jele méter m hossz l kilogramm kg tömeg m másodperc s idő t amper A elektrodinamikai áramerősség I kelvin K abszolút hőmérséklet T mól mol anyagmennyiség n kandela cd fényerősség Iv b) Névleges, mért, valóságos és helyes méret Névleges méret: az alkatrész dokumentációjában megadott méret. A helyzettűrést is ehhez a mérethez szokták megadni. A névleges méret alapján végezzük el a mérést. Mért méret és valóságos méret: az alkatrész mérése során a szükséges pontossággal meghatározzuk az alkatrész méreteit. A mért és valóságos méret megértéséhez nézzük a következő példát! Az ábrán látható tengely veszélyes keresztmetszete 20 mm. Ha 0,05-os tolómérővel mérjük le a méretet, akkor a leolvasott méret 20 mm. Ha mikrométerrel (0,01 mm-pontosságú), akkor 20,01 mm. Ha mikronpontosságú mikrométerrel mérjük le, akkor 20,011 mm értéket olvasunk le. Láthatjuk tehát, hogy minél nagyobb pontosságú mérőeszközzel mérjük meg a méretet, annál jobban megközelítjük a méret valódi nagyságát. 3
 = mennyiség (méret) / mértékegység (mérték) A mérőszám és a hozzá tartozó mértékegység szorzata jellemzi a mennyiséget: Mennyiség =")
5 2. ábra. Tengely műhelyrajza Belátható, hogy bizonyos pontosságnál jobban nem érdemes mérni, mert csak időt és energiát pocsékolnánk. Az alkatrész gyártási pontossága meghatározza a mérési pontosságot. Például egy egész mm-pontosságú alkatrészt tizedmilliméter, egy tized pontosságú alkatrészt századmilliméter pontossággal kell megmérni. Helyes méret: a méréstechnikában a valóságos méret megnevezése helyett alkalmazzák, mivel a valós méretet a fenn említett példán bemutatva nem tudjuk meghatározni. A helyes méret meghatározott célból a mérendő mennyiség valódi értékét helyettesíti. A mérés folyamatának szakaszai: - a mérés tervezése - a mérés előkészítése - a mérés végrehajtása - a mérési hibák számbavétele - helyes méret meghatározása A következőkben nézzük meg, hogy melyik folyamatban mit kell elvégezni! A mérés tervezése során az alkatrész dokumentációja alapján kiválasszuk a megfelelő mérőeszközöket, és meghatározzuk a mérési körülményeket. A mérés tervezése során minden lehetséges kimenetet végig kell gondolni, mely a mérés során előfordulhat. A mérés előkészítése során az alkatrész megfelelő felületeit megtisztítjuk és a mérőeszközöket is előkészítjük. A mérőeszközök működését, pontosságát ellenőrizzük, és dokumentáljuk. 4

6 A mérés végrehajtása során a nyers adatokat kapjuk meg, melyeket egy táblázatba gyűjtünk. A táblázatot a következők szerint alakítsuk ki: Mérési hely vagy névleges méret 1. Mérés I. II. III. Átlag A táblázatban látható, hogy a mérésekhez 3 oszlop tartozik. Egy mérés során nem kapunk mért értéket, hiszen nem megfelelő mérőerő, nem megfelelő leolvasási szög (paralixis hiba), nem megfelelő fényviszony, nem megfelelő mérési bázik (kopott felületrészek) esetén a mért értékünk nem az alkatrész eredeti méretét fogja jelenteni. Ezért háromszor mérünk le egy méretet, és ezek átlagát tekintjük mért értéknek. A mérési hibák számbavétele során a mérőeszköz hibáját határozzuk meg azon a mérési tartományon, ahol a mérőeszközt használtuk. Az itt kapott érték a mérési hiba, amivel a mért értékeket fogjuk korrigálni. A helyes méret meghatározása során a mért méretet helyesbítjük, és megállapítjuk a mérési bizonytalanságot. c) Mérési hibák A mérési hiba az a különbség, ami a mért érték és a helyes méret között található: Mérési hiba = mért érték - helyes érték Ezzel a kifejezéssel nem tudjuk mindig meghatározni a hiba nagyságát, ugyanis nem ismerjük a helyes méret nagyságát, ezért a gyakorlatban legalább háromszor mérünk meg egy értéket, és a három mérés számtani átlagát tekintjük helyes méretnek. A mérési hibák okozója eredetük szerint lehet: - a mérést végző személy, - a munkadarab, - a mérőeszköz, - a környezet és - a mérés módszere. 5

7 Nézzük meg, hogy melyik tényező milyen hibákat okozhat! A mérést végző személy esetében vannak személyiségjegyek, amik szükségesek ahhoz, hogy valaki jó méréstechnikai szakember legyen. Ezek a személyiségjegyek a következők: megfontoltság, körültekintően végzett, aprólékos munka szeretete, türelem, fegyelmezettség. A jó szakember is hibázhat, azonban az ellenőrzési módszerek alkalmazásával időben tud helyesbíteni a mérés kimenetén. A munkadarab akkor okozza a legnagyobb gondot, ha bonyolult a geometria és nem megfelelő a mérési bázis. Ebben az esetben a tervezés során nem fordítottak figyelmet az alkatrész mérhetőségére. A mérőeszköz esetében hibát idézhet elő, ha a mérőeszköz hibás, kopott vagy rosszul van bekalibrálva, vagyis a mérőeszköz eleve hibás értéket mutat. A környezet tekintetében a legfontosabb tényező a hőmérséklet. Egyezség alapján a méréseket 20 Celsius-fokos hőmérsékleten kell végezni, mivel efölött vagy ez alatt az alkatrész hőtágulási tényezőjének megfelelően tágulhat. További káros környezeti hatások: túl erős vagy túl alacsony fény, rezgés (zaj), a levegő por- és páratartalma. A mérés szempontjából ideális környezetet nyújtanak a mérőlaborok. A mérés módszere is hibalehetőség, ha a mérés szakszerűtlenül kidolgozott. Például a bonyolult mérések során a hibák összeadódnak, ezért el kell kerülni a hibaterjedést. Ez azt jelenti, hogy a lehető legegyszerűbben kell megmérni az alkatrészt. Jellegük szerint a mérési hibákat feloszthatjuk: - rendszeres (szisztematikus), - véletlen és - durva hibákra. A rendszeres hiba nem szüntethető meg, de megfelelő korrekcióval csökkenthető. Ilyen korrekció lehet például pontosabb mérőeszköz használata vagy számítással meghatározott értékek. A rendszeres hibák fő forrásai lehetnek a mérőeszközök olyan hibái, amelyeket a kalibrálás során meg tudunk határozni, vagy mérőnyomás okozta alakváltozások, melyek értéke számítással meghatározható. A véletlen hibákra előre nem lehet számítani. Ha a mért értékből kivonjuk a rendszeres hibát, akkor is más értéket kapunk. A véletlen hibák kiváltó okai a következők lehetnek: - a műszerben fellépő mechanikai változások, - a vizsgált test kitámasztásának eltérései, - a változó környezeti hőmérséklet, - a mérést végző személy változó reakciókészsége. 6

8 A véletlen hibák bekövetkezésének törvényszerűségét nem ismerjük, ezért csak a bekövetkezési valószínűséggel tudunk számolni. A durva hibát a mérést végző személy figyelmetlen, gondatlan vagy ügyetlen tevékenysége okozza. Általában ritkán fordul elő. Durva hiba például, ha a mikrométer leolvasásakor a fél milliméteres osztást nem vesszük figyelembe. 2. Mérési módok A mérési módszer lehet: - közvetlen, - közvetett vagy - összetett mérés. Ha a mérés gyártás közben történik, és a mérőberendezés vezérli a gyártást, azt aktív mérésnek nevezzük. Aktív mérésre példa a gördülőcsapágyak gördülőelemeinek gyártása automata köszörűgépen. Ha a gördülőelem eléri a kívánt méretet, a mérőberendezés jelet küld a kapcsolónak, ami végrehajtja az alkatrész adagolását. Az aktív mérés során az emberi tényezőt a minimálisra csökkentették. A továbbiakban passzív mérési eljárásokkal fogunk megismerkedni. a) Közvetlen mérés A közvetlen mérés esetén az alkatrész méretét közvetlenül hasonlítjuk össze a mérőeszköz skálájával. A következő ábrán közvetlen mérésre láthat példát: 3. ábra. Közvetlen mérés A közvetlen mérés csak akkor valósítható meg, ha az alkatrészek felületei megfelelően fekszenek fel a mérőeszközök felületére. A közvetlen mérés előnye, hogy a mérési eredmény (mért érték) rögtön leolvasható a mérőeszközről. 7

9 b) Közvetett mérés A közvetett mérés során kettő vagy több közvetlen mérés során határozzuk meg a kérdéses méretet. Közvetlen mérésre példa a következő ábrán látható: 4. ábra. Közvetett mérés Az ábrán látható méreteket közvetlen mérés segítségével mérjük le, a zárójelben lévő méreteket pedig számítással tudjuk meghatározni, a közvetett méréssel meghatározott méretekből. A méréssel a furatok pozícióját határozzuk meg. c) Összehasonlító mérés (Ellenőrzés) Az összehasonlító mérés során az alkatrész méretét egy etalon mérethez hasonlítjuk, például mérőhasábokból összeállított mérethez. Ha mérőórát használunk a mérés során, akkor meg tudjuk határozni az alkatrész eltérését a mérőhasábokból összeállított mérethez képest úgy, hogy a mérőórát nullázzuk, amikor a mérőhasábot aláhelyezzük. A mérőórás összehasonlító mérés elve a következő ábrán látható: 8 5. ábra. Összehasonlító mérés
 Összehasonlító mérés (Ellenőrzés) Az összehasonlító mérés során az alkatrész méretét egy etalon mérethez hasonlítjuk, például mérőhasábokból összeállított mérethez.")
10 3. A bázis fogalma A bázis szó viszonyítási alapot jelent. Egy mennyiséghez vagy helyzethez viszonyítva adjuk meg az összes többi méretet, jellemzőt. A bázis lehet elméleti és valóságos. Elméleti bázis például egy furat középpontja, valóságos bázis legyen egy alkatrész felülete vagy éle. Az alkatrészek előállítása során megkülönböztetünk: - szerkesztési (tervezési) bázist, - technológiai bázist és - mérési bázist. Törekedni kell arra, hogy a tervezési és a technológiai bázis egybeessen. Ebben az esetben főbázisról beszélünk. Ha valamilyen okból ez nem tud megvalósulni, akkor a technológiai tervezés során tűréstechnikai számításokat végzünk, ugyanis a műszaki dokumentációban megadott előírásokat be kell tartani az alkatrészen. A tűréstechnikai és méretlánc-számításokat a modul 016 számú Geometriai mérések - Összetett méret-, alak- és helyzetmérés, méretlánc-számítás című tartalomelemében tárgyaljuk. MÉRETELLENŐRZÉS ESZKÖZEI A méretellenőrzés során az alkatrész méreteit hasonlítjuk össze a dokumentációban megadott méretekkel. A méretellenőrzés eszközei nagyon széles skálán mozognak. Az eszköz kiválasztása függ a mérési pontosságtól, a méret jellegétől, a rendelkezésre álló időtől. A mérési pontosság a gyártási pontosságnál eggyel nagyobb pontossági fokozat. A mérési pontosságot úgy kell meghatározni, hogy a gyártás során előírt pontosságot meg tudjuk mérni. 9

11 TOLÓMÉRŐ A tolómérő egy Abbe-elv szerint működő hosszmérő eszköz. A tolómérő lehet zsebtolómérő, univerzális tolómérő, magasságmérő tolómérő, mélységmérő tolómérő. Kijelzése szerint lehet a tolómérő analóg (nóniusz-skálás, mérőórás) és digitális. Az univerzális tolómérő kialakítása és részei a következő ábrán láthatók: 6. ábra. Univerzális tolómérő részei A tolómérő pontossága lehet: 0,1, 0,05 és 0,02 mm. Méréshatára általában 150 mm, de létezik nagyobb kialakítású is. A tolómérő széles körben használt mérőeszköz, a méretet könnyen le lehet olvasni róla. Napjainkban egyre nagyobb teret hódítanak a digitális tolómérők. Ezek általában 0,01 mm pontosságúak és a leolvasásuk még könnyebb, mint a mérőórás vagy a nóniusz-skálás tolómérőké. A digitális tolómérő egy gombelemmel működik, és a mérési eredményt LCDkijelzőn mutatja. Hátránya, hogy az elem lemerülése esetén nem lehet vele mérni. 10

12 MIKROMÉTER A mikrométer segítségével hosszúságot lehet mérni. A mérőeszköz a csavar-anya kapcsolat alapján működik. A mérődob egy csavarorsó, a kengyelbe pedig egy anya van beleépítve. A menetemelkedés 0,5 mm, ez azt jelenti, hogy egy körbefordulással 0,5 mm mozdul ez a mozgótapintó. A mikrométer kialakítása a következő ábrán látható: 7. ábra. Mikrométer részei A mikrométer mérési tartománya 25 mm-es tartományokra van osztva. Ezek alapján beszélünk 0-25; 25-50; 50-75; ; stb. méréshatárral rendelkező mikrométerekről. A mikrométer pontossága lehet 0,01 mm és 1μm is. A mikronpontossághoz nóniusz-skálát illesztenek a mellékskálához, hasonlóan, mint a tolómérő esetében. 11

13 SZÖGMÉRŐK A szögmérőkkel alkatrészeken lévő szögeket tudunk lemérni, vagy például csigafúró élezésénél is használhatjuk. A mechanikus szögmérő kialakítása a következő ábrán látható. A mechanikus szögmérő pontossága 5', mérési tartománya A szögmérőt háromféle mozgószárral tudjuk szerelni attól függően, hogy milyen az alkatrész kialakítása, amit mérni szeretnénk. A szögmérő leolvasása hasonlít a tolómérő leolvasásához. Itt is van egy főskála, ami az egész fok osztásokat tartalmazza, a mellékskála pedig a szögperc osztásokat tartalmazza 5'-es lépcsőkkel. A leolvasási elv megegyezik a tolómérőével. 8. ábra. Mechanikus szögmérő 12

14 ALAK- ÉS HELYZETELLENŐRZÉS ESZKÖZEI Az alakellenőrzés során az alkatrész alakjára megadott előírásokat ellenőrizzük le. Ezek az előírások az alak- és helyzettűrések. Alaktűrést csak egy alkatrész egy felületére, elemére írhatunk elő. Nézzük meg felsorolás szintjén, hogy milyen alak- és helyzettűréseket ismerünk! Elemek és tűréseik Tűrésezett jellemzők Egyenesség Egyetlen elem Alaktűrések Síklapúság Köralakúság Hengeresség Egyetlen elem vagy viszonyított elemek Adott profil alakja Adott felület alakja Párhuzamosság Iránytűrések Merőlegesség Hajlásszög Viszonyított elemek Helyzettűrések Pozíció Egytengelyűség Szimmetria Ütéstűrések Radiális ütés Teljes ütés 13

15 A következőkben nézzük meg, hogy melyik tűrést hogyan értelmezzük, és mi a rajzi jelképük! 9. ábra. Egyenesség 10. ábra. Síklapúság 11. ábra. Köralakúság 14

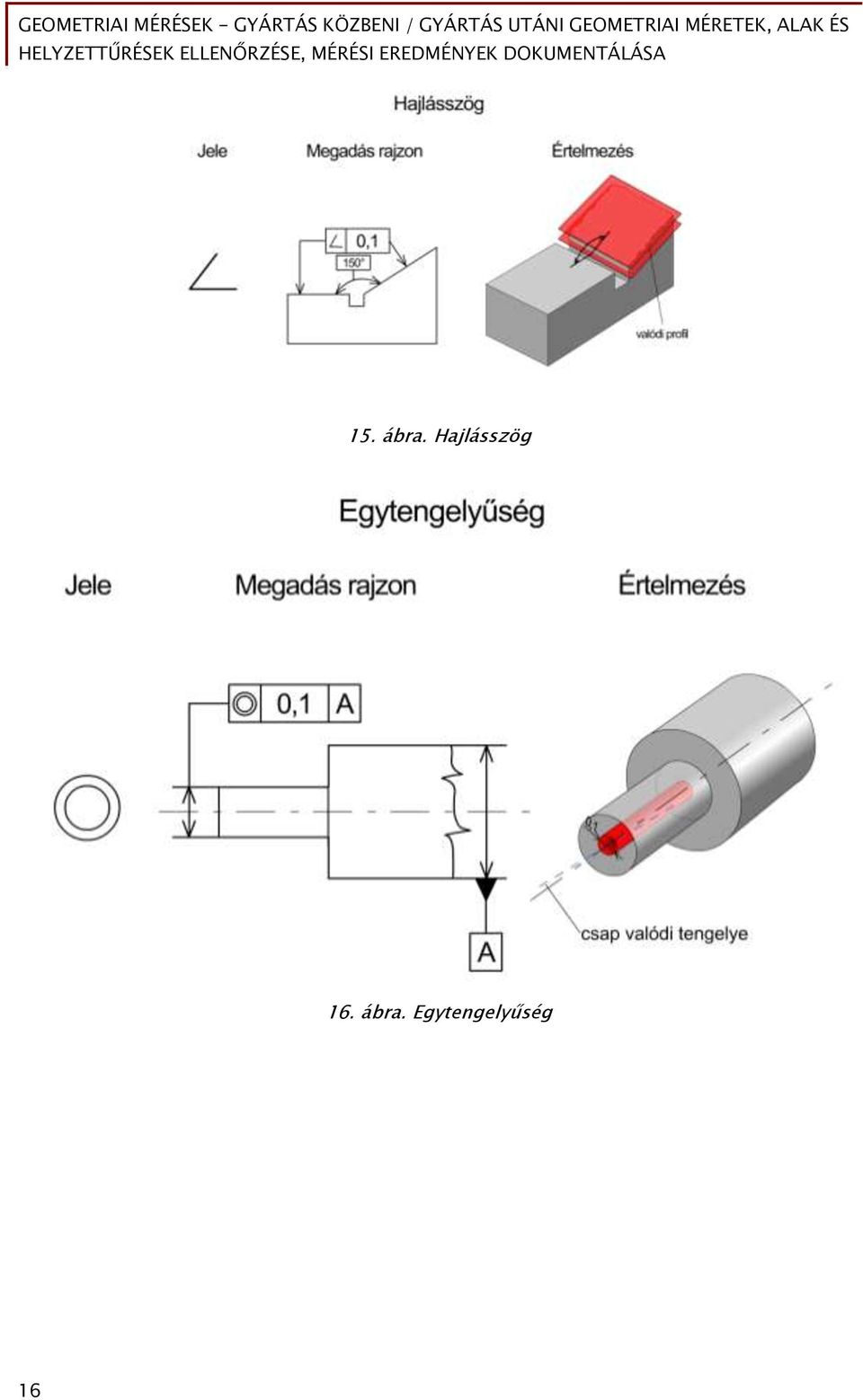
16 12. ábra. Hengeresség 13. ábra. Párhuzamosság 14. ábra. Merőlegesség 15

17 15. ábra. Hajlásszög 16. ábra. Egytengelyűség 16
18 17. ábra. Szimmetria 18. ábra. Ütéstűrések 17

19 Az alak-és helyzetellenőrzés eszközeit az Idomszeres mérés című ( modul 013 számú) tartalomelem tárgyalja! Nézzük meg, milyen eszközökkel lehet a fenn felsorolt alak- és helyzettűréseket ellenőrizni, mérni! Az idomszereket az ellenőrzött méret jellegétől függően a következő csoportokra oszthatjuk fel: - Méretidomszerek Hézagmérő Lemez, illetve furatidomszerek Kúpidomszerek Mérőhasábok - Határidomszerek Dugós határidomszerek Villás határidomszerek Mérőgyűrű - Alakidomszerek Rádiuszsablon Menetfésű Köszörülési idomszer Derékszög Menetidomszerek 18

20 ÜTÉSVIZSGÁLÓ PAD Az ütésvizsgáló pad segítségével a tengelyek radiális ütését lehet megmérni. Az ütésmérő pad felépítése a következő ábrán látható: 19. ábra. Ütésvizsgáló pad A mérőóra segítségével, a fenn bemutatott példa alapján, a tengely egy adott keresztmetszetének a köralaktól való eltérését határozhatjuk meg. Az ütésvizsgáló pad segítségével mérhetünk még egytengelyűséget is. Ezek a jellemzők például a hajtóművek tengelyeinél fontosak. Elég, ha egy autó sebességváltójára gondolunk. Ha ott a tengely nem kör alakú vagy üt, az rövid időn belül a fogaskerekek meghibásodásához vezet. A vizsgálat során ügyelni kell rá, hogy a mérőóra tapintója a tengely keresztmetszetére sugárirányba illeszkedjen, ugyanis csak ebben az esetben kapunk megfelelő értéket. Ha az előírt sugártól való eltérést az elfordulás szögfüggvényében ábrázoljuk, akkor megkapjuk az ütésdiagramot. Az ütésdiagram kezdő és végpontja közötti távolság az ütés. A mérés során a tengely keresztmetszetét egyenlő tartományokra osztjuk fel. Általában 10 ponttal már jól mérhető egy tengely ütése. A kezdőponton (0 fok) a mérőórát nullára kalibráljuk, és elkezdjük a tengelyt forgatni. Minden π/10 radián (36 fok) után leolvassuk a mérőóra által mutatott értéket. Ha ezeket az értékeket ábrázoljuk az ütésdiagramon, akkor tulajdonképpen megkapjuk a tengely kiterített körvonalát az adott keresztmetszetben. Ez a körvonal elméletileg konstans (állandó), mivel a tengelyt egy adott átmérővel készítettük el, azonban a rezgések gyártás közben, a gyártó szerszámok szabálytalansága mind-mind eltéréseket okoznak a keresztmetszeten. 19

21 20. ábra. Ütésdiagram MÉRÉS DOKUMENTÁLÁSA A mérés során kapott információkat megfelelő formátumban rögzíteni kell, és meg kell őrizni. A mérési eredményeket a mérési jegyzőkönyvbe rögzítjük. A mérési jegyzőkönyvben azoknak az információknak kell szerepelni, melyekből a mérést meg lehet ismételni (reprodukálni), ellenőrzés céljából vagy rossz eredmények miatt. A jegyzőkönyvnek a következő információkat kell tartalmaznia: - a mérés helyszíne és időpontja (fel kell tüntetni, hogy mikor kezdtük a mérést, és mikor fejeztük be) - a mérést végző személy neve és beosztása - a mérést vezető laboratórium (mérőszoba) vezetője - a mérés környezeti feltételei (hőmérséklet, páratartalom) - a mérés tárgya (megnevezése) - műhelyrajz az alkatrészről, amit mértünk, a mérési helyek feltüntetésével - az alkalmazott mérő- és ellenőrzőeszközök jegyzéke (típusa és nyilvántartási száma) - alkalmazott segédeszközök - a mérés elvi vázlata - a mérés menetének rövid leírása - a mért értékeket tartalmazó táblázat a rajzi jelöléseknek megfelelően - a mérés kiértékelése - a mérést végző személy aláírása, dátum Nézzük meg a pontokat, hogy mit jelentenek pontosan! A mérés idejéről, helyéről, a mérést végző személyről és laboratóriumvezetőről azért kellenek információk, hogy a mérést be lehessen azonosítani. Például egy mérőszobában végzett méréstől nem várunk el akkora pontosságot, mint például egy kalibráló laboratóriumban végzett méréstől. 20
22 A mérés tárgyát célszerűen kell megválasztani. A mérés tárgya a jegyzőkönyv címe. Ez legyen tömör, ne legyen félrevezető, és a mérést be lehessen azonosítani róla. A mérés tárgyának nem kell hosszúnak lennie, de túl rövid se legyen! Példának nézzünk egy tolómérővel, egy mikrométerrel és egy rádiuszsablonnal végrehajtott tengelymérést! A mérés során a tengely geometriai méreteit határozzuk meg. A mérés tárgya például lehet az, hogy Tengely geometriai méreteinek meghatározása. Az alkatrész műhelyrajza a kiértékeléshez szükséges, mivel az tartalmazza az alkatrész méreteit. A mérési helyeket szintén az alkatrészen tüntetjük fel egy másik rajzon. A mérési helyeket a méretvonalon adjuk meg, a mérettől általában úgy különböztetjük meg, hogy egy körbe írjuk a számot. Ezek a mérési helyek kerülnek majd a mérési adatokat tartalmazó táblázat első oszlopába. A mérés körülményei azért fontosak, mert a magas páratartalom vagy hőmérséklet hibás mérési eredményeket produkálhat. Példának nézzük azt, hogy kis hőmérsékletkülönbség is eltérést okozhat a mérőhasábokon (hőtágulás), vagy a dugós határidomszerek méretváltozása a hőtágulás miatt. Az alkalmazott mérő- és ellenőrzőeszközök típusát és nyilvántartási számát azért kell megadni, mert rossz mérési eredmények esetén lehet, hogy az eszköz volt hibás, ami ilyen módon könnyen megállapítható egy pontosságméréssel. A mérő- és ellenőrzőeszközöket a következő táblázat szerint adjuk meg. A táblázatban szereplő információk példaként vannak megadva. Mérőeszköz típusa Pontosság (mm) Mérési tartomány (mm) Nyilvántartási szám Tolómérő 0, SL Mikrométer 0, KR Derékszög - - EE Dugós határidomszer H7 20 EE Az alkalmazott segédeszközök között adjuk meg például a mérőóra-állványt, a mikrométer állványát, a mérőasztalt. Itt adjuk meg azokat az eszközöket, amelyek nem mérő- vagy ellenőrzőeszközök. A mérés elvi vázlatán a mérés összeállítását adjuk meg, például tengely ütésmérése esetén az ütésmérő padba fogott tengelyt, a mérőóra helyzetét. Mérésről összeállítást csak akkor készítünk, ha az indokolt. Egyszerű tolómérős mérés esetén nem készítünk elvi vázlatot, ott a mérőeszköz jellege és a műhelyrajzon megadott mérési helyek egyértelműen meghatározzák a mérés végrehajtását. A mérés menetének rövid leírása tartalmazza mindazon információkat, amelyek szükségesek a mérés megismételéséhez. A mérés leírása a mérési helyek sorrendjét, a mérés helyekhez rendelt mérőeszközöket, a mérési elvet tartalmazza. 21
23 A mért értékeket táblázatos formában adjuk meg. A táblázatra egy példát az alábbiakban láthatnak: Mérési hely I. mérés II. mérés III. mérés 1 12,45 12,43 12,47 2 3,67 3,65 3, ,45 18,40 18,50 4 2,10 2,12 2, ,55 30,55 30,55 A mérést azért kell többször megismételni (a táblázatban három mérés-sorozat látható). Egy mérés során előfordulhat, hogy rosszul olvastuk le a méretet, nem megfelelő mérőerőt használtunk, rosszak voltak a fényviszonyok a leolvasáskor stb., ezzel az eljárással, hogy háromszor mérjük le, majd az eredményekből átlagot vonunk, elég jó közelítéssel a valós méretet határozzuk meg. A mérés kiértékelése során a lemért értékekből átlagot számolunk, és az lesz a valós méret, majd megállapításokat teszünk attól függően, hogy mi volt a mérési feladat. A mérés jegyzőkönyvet az aláírásunkkal és dátummal zárjuk le, ezzel igazoljuk, hogy mi végeztük a mérést. 22
24 TANULÁSIRÁNYÍTÓ Végezze el az alkatrész mérését! A mérés elvégzése során kövesse a megadott lépéseket! Az alkatrész rajza: 21. ábra. A mérendő munkadarab 1. A mérés elvének meghatározása Az alkatrész 100x50x25 mm-es befoglaló mérete lehetőséget ad arra, hogy az alkatrészt kézben tartva tudja mérni. 2. Szükséges mérőeszközök meghatározása Az alkatrészt a furatok kivételével síklapok alkotják, ezért a síkokat és a síkok bezárt szögét kell ellenőrizni. - Ellenőrző eszközök: élvonalzó és derékszög - Mérőeszközök: tolómérő (0,05 mm pontosságú), egyetemes szögmérő 23
25 A mérés lehetséges módja: - Készítse elő a jegyzőkönyvet. (Jegyzőkönyv mintát az honlapon talál.) - A mérést a határoló felületek síklapúságának ellenőrzésével, majd a szomszédos felületek által bezárt derékszögek ellenőrzésével kezdje. - Mérje meg a befoglaló méreteket. A méreteket legalább három helyen mérje meg, így a párhuzamosságot is ellenőrzi. - A tolómérővel való méréshez válassza ki a technológiai bázist. Az alkatrésznek ez a lapja 100x25 mm-es. - Mérje meg az alkatrész méreteit, és írja be a mérési jegyzőkönyvbe. - Mérje meg a letörés 10x10 mm-es méretét és a 45 fokos szöget. - Mérje meg a furatok letörését. - Mérje meg a furatátmérőket. - A furatok pozíciójának méréséhez közvetett méréssel jut el. Minden méretet háromszor mérjen le, és rögzítse a mérési jegyzőkönyvbe. Ha a háromszori mérések során nem tapasztalt nagy eltérést a mérések között, akkor nem vétett durva hibát. Az alkalmazott mérőeszközök pontosságát figyelembe véve kerekítse egy tizedes jegyre a mért értékeket. 24
26 ÖNELLENŐRZŐ FELADATOK 1. feladat Írja le, mit nevezünk mérésnek! 2. feladat Mi a különbség a mért méret és a helyes méret között? Válaszát írja le a kijelölt helyre! 3. feladat Írja le, mit nevezünk közvetett mérésnek! 25
27 4. feladat Írja le, mit nevezünk összehasonlító mérésnek! 5. feladat Sorolja fel a méretellenőrzés eszközeit! 6. feladat Ismertesse az ütésvizsgálat menetét! 26
28 7. feladat Milyen információkat kell tartalmaznia egy mérési jegyzőkönyvnek? Válaszát írja le a kijelölt helyre! 27
29 MEGOLDÁSOK 1. feladat A mérés egy összehasonlító művelet, amelynek során a mérendő hosszúságot (távolságot), szöget vagy tömeget összehasonlítjuk a mértékegységet megtestesítő mértékkel (mérőeszközzel). 2. feladat A mért értéket a mérőeszközről olvassuk le, a helyes méret a rendszeres hibával korrigált mért méret. 3. feladat A közvetett mérés során kettő vagy több közvetlen méréssel határozzuk meg a kívánt méretet. 4. feladat Az összehasonlító mérés során egy előre beállított mérethez (etalon) képest összehasonlítjuk az alkatrész méretét. 5. feladat Tolómérő, mikrométer, szögmérő. 6. feladat Az alkatrészt megjelöljük körbe azonos fokosztásonként. Behelyezzük az alkatrészt az ütésmérő gépbe. A mérőóra szárat érintőirányba a tengely palástjához érintjük. Az első osztásnál 0-ra állítjuk a mérőórát, majd körbeforgatjuk, és minden osztásnál leolvassuk az elméleti sugártól való eltérést a mérőóráról. 28
30 7. feladat - a mérés helyszíne és időpontja (fel kell tüntetni, hogy mikor kezdtük a mérést, és mikor fejeztük be); - a mérést végző személy neve és beosztása; - a mérést vezető laboratórium (mérőszoba) vezetője; - a mérés környezeti feltételei (hőmérséklet, páratartalom); - a mérés tárgya (megnevezése); - műhelyrajz az alkatrészről, amit mértünk, a mérési helyek feltüntetésével; - az alkalmazott mérő- és ellenőrzőeszközök jegyzéke (típusa és nyilvántartási száma); - alkalmazott segédeszközök; - a mérés elvi vázlata; - a mérés menetének rövid leírása; - a mért értéketeket tartalmazó táblázat a rajzi jelöléseknek megfelelően; - a mérés kiértékelése; - a mérést végző személy aláírása, dátum. 29
31 IRODALOMJEGYZÉK FELHASZNÁLT IRODALOM Frischherz, Skop: Fémtechnológia 1. Alapismeretek. B+V Lap- és Könyvkiadó Kft., Budapest, 2001 Ducsai János: Alapmérések- Geometriai mérések. Tankönyvmester Kiadó, Budapest, 2005 AJÁNLOTT IRODALOM Várhelyi István: Fémipari alapképzés szakmai ismeret.műszaki Kiadó, Budapest, 1997 Frischherz- Dax- Gundelfinger- Häffner- Itschner- Kotsch- Staniczek: Fémtechnológia Táblázatok. B+V Lapkiadó Kft., Budapest,
32 A(z) modul 015 számú szakmai tankönyvi tartalomeleme felhasználható az alábbi szakképesítésekhez: A szakképesítés OKJ azonosító száma: A szakképesítés megnevezése Gépgyártástechnológiai technikus A szakmai tankönyvi tartalomelem feldolgozásához ajánlott óraszám: 16 óra
33 A kiadvány az Új Magyarország Fejlesztési Terv TÁMOP / A képzés minőségének és tartalmának fejlesztése keretében készült. A projekt az Európai Unió támogatásával, az Európai Szociális Alap társfinanszírozásával valósul meg. Kiadja a Nemzeti Szakképzési és Felnőttképzési Intézet 1085 Budapest, Baross u. 52. Telefon: (1) , Fax: (1) Felelős kiadó: Nagy László főigazgató
Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban
 Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
MUNKAANYAG. Molnár István. Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban
 Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Gépelemek szerelésekor, gyártásakor használt mérőezközök fajtái, használhatóságuk a gyakorlatban A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Geometiriai mérések - Összetett alak és helyzetmérés, méretláncszámítások
 Molnár István Geometiriai mérések - Összetett alak és helyzetmérés, méretláncszámítások A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma
Molnár István Geometiriai mérések - Összetett alak és helyzetmérés, méretláncszámítások A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma
MUNKAANYAG. Molnár István. Geometiriai mérések - Összetett alak és helyzetmérés, méretláncszámítások. A követelménymodul megnevezése:
 Molnár István Geometiriai mérések - Összetett alak és helyzetmérés, méretláncszámítások A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma
Molnár István Geometiriai mérések - Összetett alak és helyzetmérés, méretláncszámítások A követelménymodul megnevezése: Mérőtermi feladatok A követelménymodul száma: 0275-06 A tartalomelem azonosító száma
Méréstechnika II. Mérési jegyzőkönyvek FSZ képzésben részt vevők részére. Hosszméréstechnikai és Minőségügyi Labor Mérési jegyzőkönyv
 Méréstechnika II. ek FSZ képzésben részt vevők részére Összeállította: Horváthné Drégelyi-Kiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Mérőhasábok, mérési eredmény megadása.
Méréstechnika II. ek FSZ képzésben részt vevők részére Összeállította: Horváthné Drégelyi-Kiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 009 Tartalomjegyzék. gyakorlat Mérőhasábok, mérési eredmény megadása.
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
RÉSZLETEZŐ OKIRAT (2) a NAH / nyilvántartási számú akkreditált státuszhoz
 a NAH / nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
BAGME11NNF Munkavédelmi mérnökasszisztens Galla Jánosné, 2011.
 BAGME11NNF Munkavédelmi mérnökasszisztens Galla Jánosné, 2011. 1 Mérési adatok feldolgozása A mérési eredmény megadása A mérés dokumentálása A vállalati mérőeszközök nyilvántartása 2 A mérés célja: egy
BAGME11NNF Munkavédelmi mérnökasszisztens Galla Jánosné, 2011. 1 Mérési adatok feldolgozása A mérési eredmény megadása A mérés dokumentálása A vállalati mérőeszközök nyilvántartása 2 A mérés célja: egy
MUNKAANYAG. Bellák György László. Mechatronikai elemek. A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása
 Bellák György László Mechatronikai elemek A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása A követelménymodul száma: 0944-06 A tartalomelem azonosító száma és
Bellák György László Mechatronikai elemek A követelménymodul megnevezése: Mechatronikai elemek gyártása, üzemeltetése, karbantartása A követelménymodul száma: 0944-06 A tartalomelem azonosító száma és
MÉRÉSTECHNIKA 4. ELŐADÁS. Galla Jánosné 2014
 MÉRÉSTECHNIKA 4. ELŐADÁS 1 Galla Jánosné 2014 Minőség Mérethűség Alakhűség Helyzetpontosság Felületminőség Felületi mikrogeometria Felületi réteg állapota Érdesség Hullámosság Vegyi összetétel Szövetszerkezet
MÉRÉSTECHNIKA 4. ELŐADÁS 1 Galla Jánosné 2014 Minőség Mérethűség Alakhűség Helyzetpontosság Felületminőség Felületi mikrogeometria Felületi réteg állapota Érdesség Hullámosság Vegyi összetétel Szövetszerkezet
Méréselmélet és mérőrendszerek 2. ELŐADÁS (1. RÉSZ)
") Méréselmélet és mérőrendszerek 2. ELŐADÁS (1. RÉSZ) KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba
Méréselmélet és mérőrendszerek 2. ELŐADÁS (1. RÉSZ) KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba
Előadások (1.) ÓE BGK Galla Jánosné, 2011.
 ÓE BGK Galla Jánosné, 2011.") Előadások (1.) 2011. 1 Metrológiai alapfogalmak Mérési módszerek Mérési folyamat Mértékegységek Etalonok 2 Metrológiai alapfogalmak 3 A mérendő (mérhető) mennyiség előírt hibahatárokon belüli meghatározása
Előadások (1.) 2011. 1 Metrológiai alapfogalmak Mérési módszerek Mérési folyamat Mértékegységek Etalonok 2 Metrológiai alapfogalmak 3 A mérendő (mérhető) mennyiség előírt hibahatárokon belüli meghatározása
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Méréselmélet és mérőrendszerek
 Méréselmélet és mérőrendszerek 6. ELŐADÁS KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba eredete o
Méréselmélet és mérőrendszerek 6. ELŐADÁS KÉSZÍTETTE: DR. FÜVESI VIKTOR 2016. 10. Mai témáink o A hiba fogalma o Méréshatár és mérési tartomány M é r é s i h i b a o A hiba megadása o A hiba eredete o
Eötvös Loránd Szakközép- és Szakiskola Oroszlány. Molnár István Gépészeti mérések Tantárgyi segédlet
 Eötvös Loránd Szakközép- és Szakiskola Oroszlány Molnár István Gépészeti mérések Tantárgyi segédlet 1 TARTALOMJEGYZÉK Tartalomjegyzék... 2 Az év végi számonkérés témakörei... 3 SI mértékegységek... 4 Hosszmérés...
Eötvös Loránd Szakközép- és Szakiskola Oroszlány Molnár István Gépészeti mérések Tantárgyi segédlet 1 TARTALOMJEGYZÉK Tartalomjegyzék... 2 Az év végi számonkérés témakörei... 3 SI mértékegységek... 4 Hosszmérés...
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MÉRÉSTECHNIKA. Mérés története I. Mérés története III. Mérés története II. A mérésügy jogi szabályozása Magyarországon. A mérés szerepe a mai világban
 Mérés története I. MÉRÉSTECHNIKA - A mérés első jogi szabályozása (i.e. 3000): Halálbüntetésre számíthat aki elmulasztja azon kötelességét, hogy "Ami számítható, azt számítsd ki, ami mérhető, azt mérd
Mérés története I. MÉRÉSTECHNIKA - A mérés első jogi szabályozása (i.e. 3000): Halálbüntetésre számíthat aki elmulasztja azon kötelességét, hogy "Ami számítható, azt számítsd ki, ami mérhető, azt mérd
Mérési hibák 2006.10.04. 1
 Mérési hibák 2006.10.04. 1 Mérés jel- és rendszerelméleti modellje Mérési hibák_labor/2 Mérési hibák mérési hiba: a meghatározandó értékre a mérés során kapott eredmény és ideális értéke közötti különbség
Mérési hibák 2006.10.04. 1 Mérés jel- és rendszerelméleti modellje Mérési hibák_labor/2 Mérési hibák mérési hiba: a meghatározandó értékre a mérés során kapott eredmény és ideális értéke közötti különbség
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Tűrések. 12. előadás
 Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
MUNKAANYAG. Rozovits Zoltán. Geometriai mérések. A követelménymodul megnevezése: A próbagyártás technológiája
 Rozovits Zoltán Geometriai mérések A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-014-30 GEOMETRIAI MÉRÉSEK
Rozovits Zoltán Geometriai mérések A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-014-30 GEOMETRIAI MÉRÉSEK
Nemzeti Akkreditáló Hatóság. RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Hatóság RÉSZLETEZŐ OKIRAT a NAH-2-0124/2016 nyilvántartási számú akkreditált státuszhoz A TRIGO PRECÍZIÓS MÉRÉSTECHNIKA Kft. Kalibrálólaboratórium (1102 Budapest, Szent László tér 20.
Nemzeti Akkreditáló Hatóság RÉSZLETEZŐ OKIRAT a NAH-2-0124/2016 nyilvántartási számú akkreditált státuszhoz A TRIGO PRECÍZIÓS MÉRÉSTECHNIKA Kft. Kalibrálólaboratórium (1102 Budapest, Szent László tér 20.
Autógyártó Gépgyártósori gépkezelő, gépszerelő Háztartási gépgyártó Gépgyártósori gépkezelő, gépszerelő
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/010. (IV..) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/010. (IV..) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Geometriai mérés külső és belső felületek mérése
 Gruber Györgyné Geometriai mérés külső és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Gruber Györgyné Geometriai mérés külső és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Mikrométerek Tolómérők Mélységmérők Mérőórák Belső mikrométerek Mérőhasábok Sztereo mikroszkópok Mérőmikroszkópok Profil projektorok
 Mikrométerek Tolómérők Mélységmérők Mérőórák Belső mikrométerek Mérőhasábok Sztereo mikroszkópok Mérőmikroszkópok Profil projektorok ELLENŐRZÖTT NÉMET MINŐSÉG Mikrométerek Felbontás: digitális 0.001 mm,
Mikrométerek Tolómérők Mélységmérők Mérőórák Belső mikrométerek Mérőhasábok Sztereo mikroszkópok Mérőmikroszkópok Profil projektorok ELLENŐRZÖTT NÉMET MINŐSÉG Mikrométerek Felbontás: digitális 0.001 mm,
MUNKAANYAG. Földi László. Szögmérések, külső- és belső kúpos felületek mérése. A követelménymodul megnevezése:
 Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
Földi László Szögmérések, külső- és belső kúpos felületek mérése A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem azonosító
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Méretlánc átrendezés a gyakorlatban
 Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Mérőeszköz. Ajánlat 2014 20.990,- 193.990,- 31.370,- 2014.04.01. - 2014.12.31. Digitális tolómérő, DIN 862, IP 54. Precíziós digitális mérőóra, 3 V
 2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő, DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 / 0,0005
2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő, DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 / 0,0005
MÉRÉSI EREDMÉNYEK PONTOSSÁGA, A HIBASZÁMÍTÁS ELEMEI
 MÉRÉSI EREDMÉYEK POTOSSÁGA, A HIBASZÁMÍTÁS ELEMEI. A mérési eredmény megadása A mérés során kapott értékek eltérnek a mérendő fizikai mennyiség valódi értékétől. Alapvetően kétféle mérési hibát különböztetünk
MÉRÉSI EREDMÉYEK POTOSSÁGA, A HIBASZÁMÍTÁS ELEMEI. A mérési eredmény megadása A mérés során kapott értékek eltérnek a mérendő fizikai mennyiség valódi értékétől. Alapvetően kétféle mérési hibát különböztetünk
Gyártástechnológia alapjai Méréstechnika rész. Előadások (3.) 2011.
 2011.") Gyártástechnológia alapjai Méréstechnika rész Előadások (3.) 2011. 1 A hosszméréstechnika alaptételei Abbe féle komparátor elv Az elsőrendű hiba kiküszöbölhető ha a mérendő hosszméret folytatásaként, közös
Gyártástechnológia alapjai Méréstechnika rész Előadások (3.) 2011. 1 A hosszméréstechnika alaptételei Abbe féle komparátor elv Az elsőrendű hiba kiküszöbölhető ha a mérendő hosszméret folytatásaként, közös
Tolómérők, mikrométerek
 Tolómérők, mikrométerek Mérőeszköz készlet tárolódobozban F2 00 F2 00 - Négy részes. - Analóg. 2 11 Tartalom Szerszám Tolómérő Mikrométer Derékszög Vonalzó x 0,0 0-2 x x 0 x 1 x 0, Kengyeles mikrométer
Tolómérők, mikrométerek Mérőeszköz készlet tárolódobozban F2 00 F2 00 - Négy részes. - Analóg. 2 11 Tartalom Szerszám Tolómérő Mikrométer Derékszög Vonalzó x 0,0 0-2 x x 0 x 1 x 0, Kengyeles mikrométer
Mérőeszköz. Ajánlat 2014. 20.990,- Ft. 193.990,- Ft. 31.370,- Ft 2014.04.01. - 2014.12.31. Digitális tolómérő DIN 862, IP 54
 2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz- és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 Adatkimenet
2014.04.01. - 2014.12.31. Mérőeszköz Ajánlat 2014 Digitális tolómérő DIN 862, IP 54, üveg kijelző Adatkimenet RS232 (RB6) víz- és por álló görgővel vagy görgő nélkül is használható Védelem IP 54 Adatkimenet
Geometriai mérések, külső-, és belső felületek mérése
 Gruber Györgyné Geometriai mérések, külső-, és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Gruber Györgyné Geometriai mérések, külső-, és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
NYOMÁS ÉS NYOMÁSKÜLÖNBSÉG MÉRÉS. Mérési feladatok
 Hidrodinamikai Rendszerek Tanszék Készítette:... kurzus Elfogadva: Dátum:...év...hó...nap NYOMÁS ÉS NYOMÁSKÜLÖNBSÉG MÉRÉS Mérési feladatok 1. Csővezetékben áramló levegő nyomásveszteségének mérése U-csöves
Hidrodinamikai Rendszerek Tanszék Készítette:... kurzus Elfogadva: Dátum:...év...hó...nap NYOMÁS ÉS NYOMÁSKÜLÖNBSÉG MÉRÉS Mérési feladatok 1. Csővezetékben áramló levegő nyomásveszteségének mérése U-csöves
BAGME11NNF Munkavédelmi mérnökasszisztens Galla Jánosné, 2011.
 BAGME11NNF Munkavédelmi mérnökasszisztens Galla Jánosné, 2011. 1 Mérési hibák súlya és szerepe a mérési eredményben A mérési hibák csoportosítása A hiba rendűsége Mérési bizonytalanság Standard és kiterjesztett
BAGME11NNF Munkavédelmi mérnökasszisztens Galla Jánosné, 2011. 1 Mérési hibák súlya és szerepe a mérési eredményben A mérési hibák csoportosítása A hiba rendűsége Mérési bizonytalanság Standard és kiterjesztett
Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk
 Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
Molnár István Mozgásátalakítók, csigahajtás, csavarorsó felépítése és működése.hibalehetőségek és javításuk A követelménymodul megnevezése: Gépelemek szerelése A követelménymodul száma: 0221-06 A tartalomelem
31 521 24 1000 00 00 Szerkezetlakatos 4 Szerkezetlakatos 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
MUNKAANYAG. Dzúró Zoltán. Tengelyszerű munkadarab készítése XY típusú. esztergagépen, a munkafolyamat, a méret-, alakpontosság
 Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Dzúró Zoltán Tengelyszerű munkadarab készítése XY típusú esztergagépen, a munkafolyamat, a méret-, alakpontosság és felületminőség ellenőrzése, dokumentálása A követelménymodul megnevezése: Általános gépészeti
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
2. Rugalmas állandók mérése jegyzőkönyv javított. Zsigmond Anna Fizika Bsc II. Mérés dátuma: Leadás dátuma:
 2. Rugalmas állandók mérése jegyzőkönyv javított Zsigmond Anna Fizika Bsc II. Mérés dátuma: 2008. 09. 17. Leadás dátuma: 2008. 10. 08. 1 1. Mérések ismertetése Az első részben egy téglalap keresztmetszetű
2. Rugalmas állandók mérése jegyzőkönyv javított Zsigmond Anna Fizika Bsc II. Mérés dátuma: 2008. 09. 17. Leadás dátuma: 2008. 10. 08. 1 1. Mérések ismertetése Az első részben egy téglalap keresztmetszetű
4. A mérések pontosságának megítélése
 4 A mérések pontosságának megítélése 41 A hibaterjedési törvény Ha egy F változót az x 1,x,x 3,,x r közvetlenül mért adatokból számítunk ki ( ) F = F x1, x, x3,, x r (41) bizonytalanságát a hibaterjedési
4 A mérések pontosságának megítélése 41 A hibaterjedési törvény Ha egy F változót az x 1,x,x 3,,x r közvetlenül mért adatokból számítunk ki ( ) F = F x1, x, x3,, x r (41) bizonytalanságát a hibaterjedési
Geometriai mérés külső és belső felületek mérése
 Gruber Györgyné Geometriai mérés külső és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
Gruber Györgyné Geometriai mérés külső és belső felületek mérése A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06 A tartalomelem
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
MarTool Mérési segédeszközök
 A méréstechnikai megoldásoknak a legapróbb részletekig stimmelniük kell. MarStand - teljes támogatás az Ön méréseihez. Számunkra ezt jelenti az EXACTLY! A MarTool mérő- és vizsgálóeszközök nélkülözhetetlen
A méréstechnikai megoldásoknak a legapróbb részletekig stimmelniük kell. MarStand - teljes támogatás az Ön méréseihez. Számunkra ezt jelenti az EXACTLY! A MarTool mérő- és vizsgálóeszközök nélkülözhetetlen
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0225 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: ÁltGpüz//30/Ksz/Ált/b Általános gépüzemeltető szakképesítés-csoportban,
A felmérési egység lajstromszáma: 0225 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: ÁltGpüz//30/Ksz/Ált/b Általános gépüzemeltető szakképesítés-csoportban,
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
MÉRÉSI JEGYZŐKÖNYV. A mérés megnevezése: Potenciométerek, huzalellenállások és ellenállás-hőmérők felépítésének és működésének gyakorlati vizsgálata
 MÉRÉSI JEGYZŐKÖNYV A mérés megnevezése: Potenciométerek, huzalellenállások és ellenállás-hőmérők felépítésének és működésének gyakorlati vizsgálata A mérés helye: Irinyi János Szakközépiskola és Kollégium
MÉRÉSI JEGYZŐKÖNYV A mérés megnevezése: Potenciométerek, huzalellenállások és ellenállás-hőmérők felépítésének és működésének gyakorlati vizsgálata A mérés helye: Irinyi János Szakközépiskola és Kollégium
RÉSZLETEZŐ OKIRAT a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált
RÉSZLETEZŐ OKIRAT a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz Az S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium (1184 Budapest, Lakatos út 61-63.) akkreditált
A mérések általános és alapvető metrológiai fogalmai és definíciói. Mérések, mérési eredmények, mérési bizonytalanság. mérés. mérési elv
 Mérések, mérési eredmények, mérési bizonytalanság A mérések általános és alapvető metrológiai fogalmai és definíciói mérés Műveletek összessége, amelyek célja egy mennyiség értékének meghatározása. mérési
Mérések, mérési eredmények, mérési bizonytalanság A mérések általános és alapvető metrológiai fogalmai és definíciói mérés Műveletek összessége, amelyek célja egy mennyiség értékének meghatározása. mérési
EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
A mérés. A mérés célja a mérendő mennyiség valódi értékének meghatározása. Ez a valóságban azt jelenti, hogy erre kell
 A mérés A mérés célja a mérendő mennyiség valódi értékének meghatározása. Ez a valóságban azt jelenti, hogy erre kell törekedni, minél közelebb kerülni a mérés során a valós mennyiség megismeréséhez. Mérési
A mérés A mérés célja a mérendő mennyiség valódi értékének meghatározása. Ez a valóságban azt jelenti, hogy erre kell törekedni, minél közelebb kerülni a mérés során a valós mennyiség megismeréséhez. Mérési
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
RÉSZLETEZŐ OKIRAT a NAH /2017 nyilvántartási számú akkreditált státuszhoz
 RÉSZLETEZŐ OKIRAT a NAH-2-0256/ nyilvántartási számú akkreditált státuszhoz D.E.Á.K. Irányítástechnikai Kft. Kalibráló Laboratórium (2400 Dunaújváros, Verebély László utca 8.) akkreditált területe I. Az
RÉSZLETEZŐ OKIRAT a NAH-2-0256/ nyilvántartási számú akkreditált státuszhoz D.E.Á.K. Irányítástechnikai Kft. Kalibráló Laboratórium (2400 Dunaújváros, Verebély László utca 8.) akkreditált területe I. Az
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
Mérőeszköz webáruház : http://www.controlmax.hu/webshop. Érvényes : 2010.06.01-től 1 / 7
 KALIBRÁLÁSI ÁRLISTA Control-Max Szolgáltató És Kereskedelmi Kft H-2840, Oroszlány, Gábor Áron út 11. Telefon : +36 (20) 9840-694 Telefax: +36 (34) 364-575 E-mail : info@controlmax.hu Web : http://www.controlmax.hu
KALIBRÁLÁSI ÁRLISTA Control-Max Szolgáltató És Kereskedelmi Kft H-2840, Oroszlány, Gábor Áron út 11. Telefon : +36 (20) 9840-694 Telefax: +36 (34) 364-575 E-mail : info@controlmax.hu Web : http://www.controlmax.hu
RÉSZLETEZŐ OKIRAT (2) a NAH /2016 nyilvántartási számú akkreditált státuszhoz
 a NAH /2016 nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium 2142
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0147/2016 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: S+V Engineering Kereskedelmi és Szolgáltató Kft. Kalibrálólaboratórium 2142
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 20%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/
 DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
DEBRECENI EGYETEM MŰSZAKI KAR GÉPÉSZMÉRNÖKI TANSZÉK SPM BEARINGCHECKER KÉZI CSAPÁGYMÉRŐ HASZNÁLATA /OKTATÁSI SEGÉDLET DIAGNOSZTIKA TANTÁRGYHOZ/ ÖSSZEÁLLÍTOTTA: DEÁK KRISZTIÁN 2013 Az SPM BearingChecker
VIDÉKFEJLESZTÉSI MINISZTÉRIUM. Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai Szakközépiskola
 A versenyző kódja:... VIDÉKFEJLESZTÉSI MINISZTÉRIUM Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai Szakközépiskola Budapest, Thököly út 48-54. XV. KÖRNYEZETVÉDELMI ÉS VÍZÜGYI
A versenyző kódja:... VIDÉKFEJLESZTÉSI MINISZTÉRIUM Petrik Lajos Két Tanítási Nyelvű Vegyipari, Környezetvédelmi és Informatikai Szakközépiskola Budapest, Thököly út 48-54. XV. KÖRNYEZETVÉDELMI ÉS VÍZÜGYI
Mérés szerepe a mérnöki tudományokban Mértékegységrendszerek. Dr. Berta Miklós Fizika és Kémia Tanszék Széchenyi István Egyetem
 Mérés szerepe a mérnöki tudományokban Mértékegységrendszerek Dr. Berta Miklós Fizika és Kémia Tanszék Széchenyi István Egyetem Alapinformációk a tantárgyról a tárgy oktatója: Dr. Berta Miklós Fizika és
Mérés szerepe a mérnöki tudományokban Mértékegységrendszerek Dr. Berta Miklós Fizika és Kémia Tanszék Széchenyi István Egyetem Alapinformációk a tantárgyról a tárgy oktatója: Dr. Berta Miklós Fizika és
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Vizsgálati jegyzőkönyvek általános felépítése
 Vizsgálati jegyzőkönyvek általános felépítése 1. Intézményi és személyi adatok 1. Megbízó intézmény neve és címe 2. Megbízó képviselőjének neve és beosztása 3. A vizsgáló intézmény illetve laboratórium
Vizsgálati jegyzőkönyvek általános felépítése 1. Intézményi és személyi adatok 1. Megbízó intézmény neve és címe 2. Megbízó képviselőjének neve és beosztása 3. A vizsgáló intézmény illetve laboratórium
33 522 04 1000 00 00 Villanyszerelő 4 Villanyszerelő 4 33 522 04 0100 21 01 Kábelszerelő Villanyszerelő 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Áramköri elemek mérése ipari módszerekkel
 3. aboratóriumi gyakorlat Áramköri elemek mérése ipari módszerekkel. dolgozat célja oltmérők, ampermérők használata áramköri elemek mérésénél, mérési hibák megállapítása és azok függősége a használt mérőműszerek
3. aboratóriumi gyakorlat Áramköri elemek mérése ipari módszerekkel. dolgozat célja oltmérők, ampermérők használata áramköri elemek mérésénél, mérési hibák megállapítása és azok függősége a használt mérőműszerek
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
2. Rugalmas állandók mérése
 2. Rugalmas állandók mérése Klasszikus fizika laboratórium Mérési jegyzőkönyv Mérést végezte: Vitkóczi Fanni Jegyzőkönyv leadásának időpontja: 2012. 12. 15. I. A mérés célja: Két anyag Young-modulusának
2. Rugalmas állandók mérése Klasszikus fizika laboratórium Mérési jegyzőkönyv Mérést végezte: Vitkóczi Fanni Jegyzőkönyv leadásának időpontja: 2012. 12. 15. I. A mérés célja: Két anyag Young-modulusának
Beállítógyűrű. Toldószár mm. 141.430,-Ft 141.430,- 141.430,- 142.500,- 142.500,- 185.250,- 187.000,- 228.000,- 228.000,-
 Webár uházu nkban továb bi 10% kedve zmény! ÉRV ÉNYES 2014.02.28 Hárompontos furatmikrométer készlet zsákfuratok méréséhez Leolvasás 0,001 -tól 12 -ig toldószárral beállítógyűrű alu kofferben 91022137
Webár uházu nkban továb bi 10% kedve zmény! ÉRV ÉNYES 2014.02.28 Hárompontos furatmikrométer készlet zsákfuratok méréséhez Leolvasás 0,001 -tól 12 -ig toldószárral beállítógyűrű alu kofferben 91022137
Rugalmas állandók mérése
 Rugalmas állandók mérése (Mérési jegyzőkönyv) Hagymási Imre 2007. április 23. (hétfő délelőtti csoport) 1. Young-modulus mérése behajlásból 1.1. A mérés menete A mérés elméleti háttere megtalálható a jegyzetben
Rugalmas állandók mérése (Mérési jegyzőkönyv) Hagymási Imre 2007. április 23. (hétfő délelőtti csoport) 1. Young-modulus mérése behajlásból 1.1. A mérés menete A mérés elméleti háttere megtalálható a jegyzetben
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához
 Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Épületlakatos Épületlakatos
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
INFORMATIKA CAD ismeretek (Inventor) A versenyrész időtartama: 120 perc. Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése:
 A versenyrész időtartama: 120 perc. Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése:") INFORMATIKA 0557-06 CAD ismeretek (Inventor) INTERAKTÍV FELADAT A versenyrész időtartama: 120 perc O S Z T V 2 0 1 3. Pótlapok száma Tisztázati Piszkozati Jóváhagyta: Vizsgarészhez rendelt követelménymodul
INFORMATIKA 0557-06 CAD ismeretek (Inventor) INTERAKTÍV FELADAT A versenyrész időtartama: 120 perc O S Z T V 2 0 1 3. Pótlapok száma Tisztázati Piszkozati Jóváhagyta: Vizsgarészhez rendelt követelménymodul
MUNKAANYAG. Lévay Károly. Mechanikai alapmérések. A követelménymodul megnevezése: Gépjármű karbantartás I.
 Lévay Károly Mechanikai alapmérések A követelménymodul megnevezése: Gépjármű karbantartás I. A követelménymodul száma: 0674-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-50 MECHANIKAI ALAPMÉRÉSEK
Lévay Károly Mechanikai alapmérések A követelménymodul megnevezése: Gépjármű karbantartás I. A követelménymodul száma: 0674-06 A tartalomelem azonosító száma és célcsoportja: SzT-012-50 MECHANIKAI ALAPMÉRÉSEK
Modern Fizika Labor. 2. Elemi töltés meghatározása
 Modern Fizika Labor Fizika BSC A mérés dátuma: 2011.09.27. A mérés száma és címe: 2. Elemi töltés meghatározása Értékelés: A beadás dátuma: 2011.10.11. A mérést végezte: Kalas György Benjámin Németh Gergely
Modern Fizika Labor Fizika BSC A mérés dátuma: 2011.09.27. A mérés száma és címe: 2. Elemi töltés meghatározása Értékelés: A beadás dátuma: 2011.10.11. A mérést végezte: Kalas György Benjámin Németh Gergely
Elsőként ellenőrizzük, hogy a 2,5mm átmérőjű golyóval vizsgálható-e az adott vastagságú próbadarab.
 1 Keménységmérés minta példa Brinell keme nyse gme re s minta pe lda A Feladat: Határozza meg a kapott próbadarab Brinell keménységét HPO 250-es típusú keménység mérőgép segítségével. A méréssorán a próbadarab
1 Keménységmérés minta példa Brinell keme nyse gme re s minta pe lda A Feladat: Határozza meg a kapott próbadarab Brinell keménységét HPO 250-es típusú keménység mérőgép segítségével. A méréssorán a próbadarab
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
I. TŰRÉS. A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni.
 Tűrés és Illesztés I. TŰRÉS A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni. Ha nem tudjuk ezt elérni, akkor nem is
Tűrés és Illesztés I. TŰRÉS A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni. Ha nem tudjuk ezt elérni, akkor nem is
A felmérési egység kódja:
 A felmérési egység lajstromszáma: 0078 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: ÁltGpüz//30/Ksz//Ált Általános gépüzemeltető szakképesítés-csoportban,
A felmérési egység lajstromszáma: 0078 ÚMFT Programiroda A felmérési egység adatai A felmérési egység kódja: A kódrészletek jelentése: ÁltGpüz//30/Ksz//Ált Általános gépüzemeltető szakképesítés-csoportban,
Használható segédeszköz: szabványok, táblázatok, gépkönyvek, számológép, ceruza, körző, vonalzó.
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 10 Szerszámkészítő Tájékoztató
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
MÉRÉSTECHNIKA. BME Energetikai Gépek és Rendszerek Tanszék Fazekas Miklós (1) márc. 1
 márc. 1") MÉRÉSTECHNIKA BME Energetikai Gépek és Rendszerek Tanszék Fazekas Miklós (1) 463 26 14 16 márc. 1 Méréstechnikai alapfogalmak CÉL Mennyiségek mérése Fizikai mennyiség Hosszúság L = 2 m Mennyiségi minőségi
MÉRÉSTECHNIKA BME Energetikai Gépek és Rendszerek Tanszék Fazekas Miklós (1) 463 26 14 16 márc. 1 Méréstechnikai alapfogalmak CÉL Mennyiségek mérése Fizikai mennyiség Hosszúság L = 2 m Mennyiségi minőségi
MUNKAANYAG. Szám János. Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen. A követelménymodul megnevezése:
 Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Szám János Síkmarás, gépalkatrész befoglaló méreteinek és alakjának kialakítása marógépen A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló) A követelménymodul
Akkreditált kalibráló és vizsgáló laboratórium
 A Kalibra59 Bt akkreditált kalibráló és vizsgáló laboratóriuma a kalibrálásokat az Önök igényei szerint végezheti akár laboratóriumban, Címünk: 2151. Fót, Béke u. 72 Nyitva tartás: munkanapokon 8-17 óráig
A Kalibra59 Bt akkreditált kalibráló és vizsgáló laboratóriuma a kalibrálásokat az Önök igényei szerint végezheti akár laboratóriumban, Címünk: 2151. Fót, Béke u. 72 Nyitva tartás: munkanapokon 8-17 óráig
Gyártósori munkás Gépgyártósori gépkezelő, gépszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Modern Fizika Labor. Fizika BSc. Értékelés: A mérés dátuma: A mérés száma és címe: 12. mérés: Infravörös spektroszkópia. 2008. május 6.
 Modern Fizika Labor Fizika BSc A mérés dátuma: A mérés száma és címe: 12. mérés: Infravörös spektroszkópia Értékelés: A beadás dátuma: 28. május 13. A mérést végezte: 1/5 A mérés célja A mérés célja az
Modern Fizika Labor Fizika BSc A mérés dátuma: A mérés száma és címe: 12. mérés: Infravörös spektroszkópia Értékelés: A beadás dátuma: 28. május 13. A mérést végezte: 1/5 A mérés célja A mérés célja az
Méretlánc (méretháló) átrendezés elmélete
 átrendezés elmélete") Méretlánc (méretháló) átrendezés elmélete Tőrés, bázis fogalma és velük kapcsolatos szabályok: Tőrés: A beszerelendı, vagy megmunkálandó alkatrésznek a névleges és a valós mérete közötti megengedhetı legnagyobb
Méretlánc (méretháló) átrendezés elmélete Tőrés, bázis fogalma és velük kapcsolatos szabályok: Tőrés: A beszerelendı, vagy megmunkálandó alkatrésznek a névleges és a valós mérete közötti megengedhetı legnagyobb
Gépipari minőségellenőrzés
 Gépipari minőségellenőrzés ek Gépészmérnök nappali képzésben részt vevők részére Összeállította: Dr. DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 0 Tartalomjegyzék. gyakorlat Furatok és menetek
Gépipari minőségellenőrzés ek Gépészmérnök nappali képzésben részt vevők részére Összeállította: Dr. DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 0 Tartalomjegyzék. gyakorlat Furatok és menetek
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Munkatervezés Elérhető pontszám: 100
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Munkatervezés Elérhető pontszám: 100
Piri Dávid. Mérőállomás célkövető üzemmódjának pontossági vizsgálata
 Piri Dávid Mérőállomás célkövető üzemmódjának pontossági vizsgálata Feladat ismertetése Mozgásvizsgálat robot mérőállomásokkal Automatikus irányzás Célkövetés Pozíció folyamatos rögzítése Célkövető üzemmód
Piri Dávid Mérőállomás célkövető üzemmódjának pontossági vizsgálata Feladat ismertetése Mozgásvizsgálat robot mérőállomásokkal Automatikus irányzás Célkövetés Pozíció folyamatos rögzítése Célkövető üzemmód
Autógyártó Gépgyártósori gépkezelő, gépszerelő Háztartási gépgyártó Gépgyártósori gépkezelő, gépszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,