I. TŰRÉS. A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni.
|
|
|
- Norbert Gulyás
- 6 évvel ezelőtt
- Látták:
Átírás
1 Tűrés és Illesztés
2 I. TŰRÉS A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni. Ha nem tudjuk ezt elérni, akkor nem is érdemes erre törekedni. A gyakorlatban ezek az előírt méretek bizonyos határok közzé szorítható. Nem kell tehát arra törekednünk, hogy költséges műveletekkel az előírt méreteket biztosítani tudjuk: Megelégszünk azzal, hogy meghatározzuk, milyen méretszóródás mellett gazdaságos a gyártás, a válogatás és az utánmunkálás nélküli szerelhetőség és cserélhetőség.
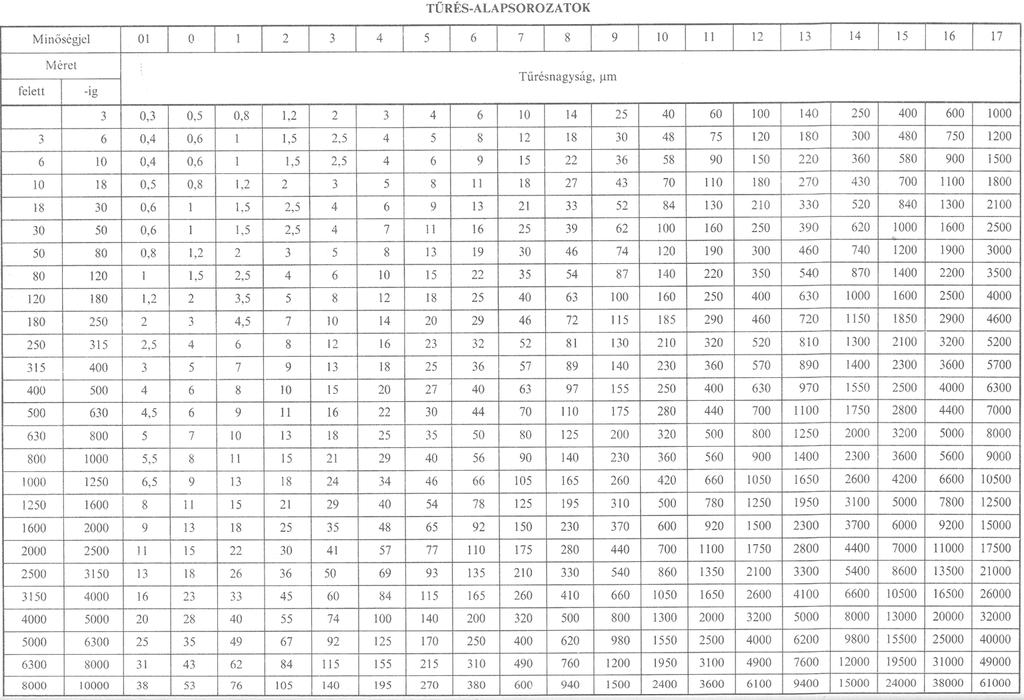
3 A tűrés fogalma: A tűrés mint a tényleges méret szóródásának megengedett terjedelme. (elhelyezkedés) Azonos minőséget biztosító tűrések a névleges méret függvényében sorozatokat képeznek amit tűrés-alapsorozatoknak nevezünk. (IT01-IT17). (tűrésnagyság) A névleges méret és a tűrés minősége határozza meg.

4 valós Furat és tűrésmezője Csap és tűrésmezője Alapfogalmak elméleti
5 Tűrésmező, a tűrésnagyság és a tűrés elhelyezkedése A tűrés magába foglalja a méretszóródás megengedett nagyságát és meghatározza annak helyzetét az alapvonalhoz viszonyítva. A szabványos tűrések ábrázolásakor a névleges méreteknek megfelelő vonal az alapvonal. A tűrésmezőt ehhez viszonyítva erősen nagyított léptékben M 500:1; M1000:1 rajzoljuk. Átmérő és hosszméretek tűrése Tűrésezett méretmegadásnak nevezzük az olyan méretmegadás, amelyben nem egyetlen méretszám, hanem több méretszám együttes előírása szerepel.
6 Feltétlenül tűréssel el kell látni a méreteket: -Ha a munkadarab működése megkívánja, hogy a méreteknek előírt határok között kell lennie. (pl.: dugattyú átmérő csapátmérő) -Ha az egymástól függetlenül elkészített alkatrészeknek összeszerelését utánmunkálás nélkül kell végezni (pl.:csapágyak, kötőelemek) -Ha megkövetelik, hogy a pótalkatrészeket utánmunkálás nélkül lehessen az eredeti alkatrészt pótolni.
7 Szögméretek tűrése: A hosszméretek tűréseihez hasonlóan, a fokokban kifejezett méretszám után írjuk. A szögméretek tűrését fokban, percben és másodpercben kell megadni
8 Lejtés és kúposság tűrése Ha a lejtés és a kúposság mértéke %-ban adott, akkor a tűrést is %-ban kell megadni. Az egyik irányban határolt méretek Csak a felső, vagy csak az alsó határméretét írjuk elő. Ilyenkor max. vagy min. jellel egészítjük ki a méreteket.
9 II. Alak- és helyzettűrés A munkadarabok átmérő- és hosszméreteinek, valamint ezek megengedhető eltéréseinek előírásával az alkatrész elkészítéséhez szükséges adatokat még korántsem határoztuk meg. A szerszámgép munkadarab szerszám rendszer pontossága miatt nemcsak a méret, hanem a felületek alakja és helyzete is változik, ezért: Ahhoz, hogy egy adott alkatrész nagyobb pontossági követelményeknek is megfeleljen, alak-és helyzettűréseit is korlátozni kell.

10 Alak-és helyzettűrések jelei Bázis fogalma
11 Egyenességtűrés: A valós egyenesnek két előre meghatározott Távolságban levő egyenes közzé kell esnie. Síklapúságtűrés: A valós felületnek két egymással párhuzamos, előre meghatározott távolságban levő sík között kell elhelyezkednie. Köralaktűrés: A valóságos profilnak előre meghatározott átmérőkülönbségű két kör közzé kell esnie.
12 Hengerességtűrés: A valós felületnek két - közös tengelyű hengerfelület között kell elhelyezkednie. A hossz-szelvény profiltűrése: A tengelyen átmenő bármely síkban két pár, egymástól T- távolságra lévő közös szimmetriatengelyű párhuzamos egyenes között kell elhelyezkednie. Párhuzamosságtűrés: Két síkpár, két él vagy két közép- Vonal párhuzamosságának meg- Engedhető eltérését kell előírni.
13 Merőlegességtűrés: Sík felületek, élek, középvonalak vagy középvonalak és felületek egymáshoz viszonyított merőlegességének eltérése. Egytengelyűség-tűrés: Elméletileg közös középvonalú felületek tényleges középvonalai milyen távolságra lehetnek egymástól. Szimmetriatűrés: Két vagy több középvonalnak, ill. kö- Zépsíknak amelyek elvileg egybeesnek, Legnagyobb eltéréseit határoljuk be.
14 Pozíciótűrés: Pont vagy tengelyvonal vagy sík felület Helyzete ill. helyzetének megengedett szóródása Tengelymetsződés tűrés: Két párhuzamos, egymástól T tűrésnek megfelelő távolságra lévő síkok között kell lennie.
15 Radiális ütés tűrése: A forgásfelület tűrésezett valóságos profilpontjainak a bázistengelyre merőleges bármely síkban két, egymástól t=0,01mm távolságra lévő a bázistengelyre központos kör között kell elhelyezkednie Homlokütés tűrése: A homlokfelület valóságos profilpontjainak a homlokfelületnek bármilyen átmérőjű és a bázistengellyel egybeeső tengelyű hengerrel való metszetében a henger palástfelületén egymástól T=0,1mm távolságra lévő két kör között kell elhelyezkednie
16 Adott irányú ütés tűrése: Az ütés iránya lehet az adott Kúpfelületre merőleges is. Teljes radiális ütés tűrésezése: A teljes radiális ütést és az alkotók egyenességeltérését egyszerre veszi figyelembe. A valóságos hengerfelületnek két, egymástól T=0,1mm-nek megfelelő távolságra levő és a bázistengellyel (közös tengellyel) egytengelyű hengerfelületek között kell lennie.
17 Illesztések Párban lévő külön-külön legyártott alkatrészek szereléskor valahogyan kapcsolódnak egymáshoz. A kapcsolódás a mérettől függ. Az egyik alkatrész tényleges mérete mindig nagyobb mint a másiké. Ha a furat tényleges mérete nagyobb a csap tényleges méreténél, Akkor JÁTÉK-ról, ha a furat tényleges mérete kisebb a csap tényleges méreténél, akkor FEDÉS-ről beszélünk.

18 A szerelés előtti tényleges méretek különbségéből adódó JÁTÉKOT vagy FEDÉST ILLESZTÉSNEK nevezzük! Az illesztés két, közös alapméretű alkatrész csatlakozásának a jellege. Az illesztés jellege két kapcsolódó, tűréssel egymáshoz rendelt alkatrész közepes mértékének a különbsége. (gyártáskor erre kell törekedni) A játékból és fedésből háromféle illesztés jön létre: - laza - átmeneti - szilárd Tűrésmezők elhelyezkedése átmeneti illesztés esetén

19 Az egységes tűrés- és Illesztésrendszer felépítése Az egységes tűrés- és illesztéseknek előre meghatározott fokozatait táblázatokban nagyságuk és helyzetük szerint foglalják össze. A tűrésmező helyzetének meghatározásához az alapvonalhoz közelebb eső határeltérést használjuk, és ezt alapeltérésnek nevezzük. A furatok alapeltéréseit nagybetűvel, a csapokét kisbetűvel jelöljük.
20 Az: I, L, O, Q, és W, i, 1, o, q, w betűk nem fordulnak elő, mert egyéb jelekkel összetéveszthetők. Egy-egy betűvel jelölt alapeltérés azt határozza meg, hogy milyen távol fekszik az annak megfelelő tűrésmező az alapvonaltól.
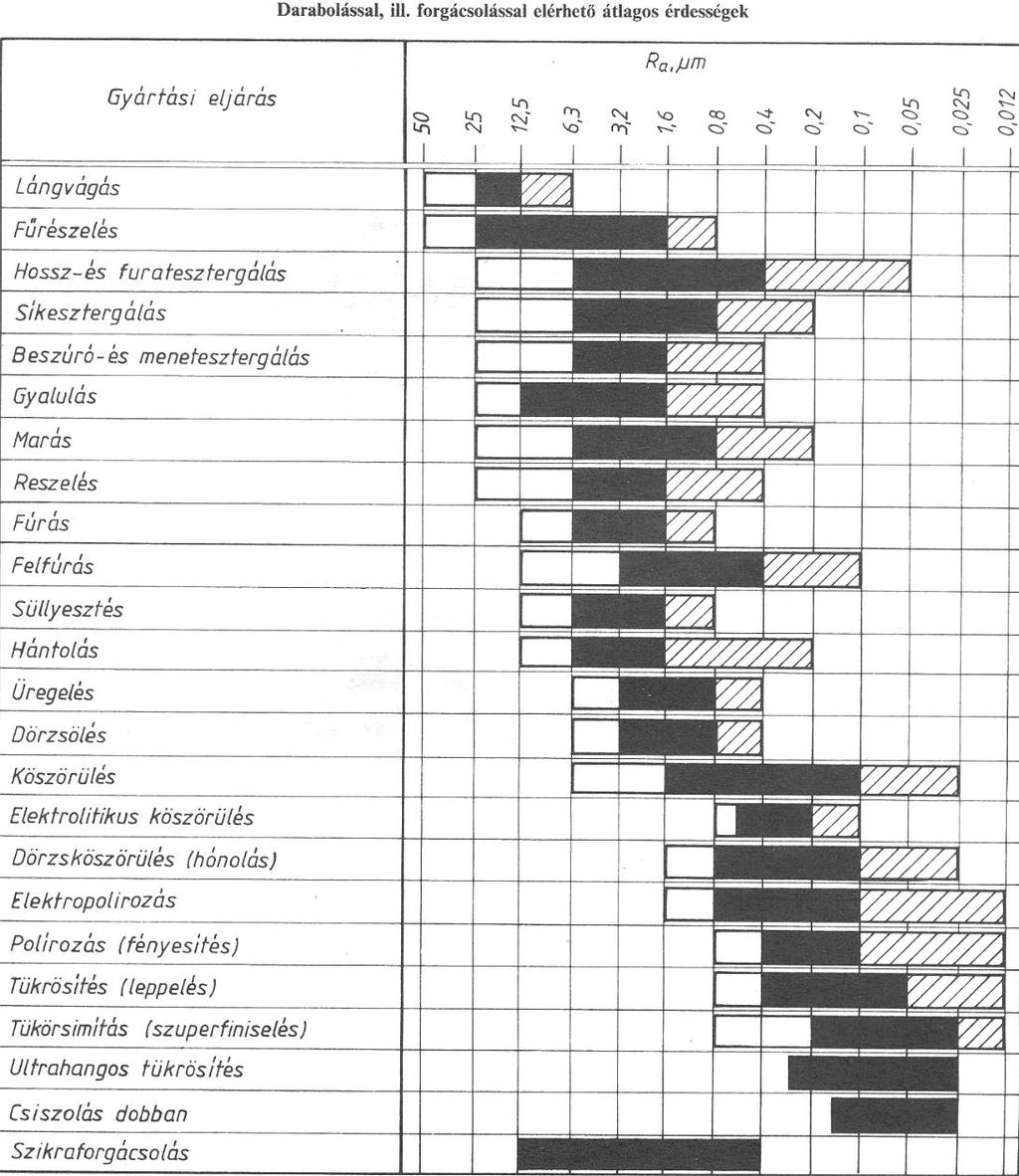
21 Tűrés-alapsorozatok -Az alapeltérések meghatározzák a tűrésmező helyzetét az alapvonalhoz viszonyítva. -Meg kell határozni a tűrésmező nagyságát, minél kisebb a tűrésmező szélessége annál pontosabb megmunkálásra van szükség (nő a selejtképződés veszélye). -A kisebb tűrések betartásához finomabb felület szükséges, mely növeli a gyártás költségét, befolyásolja az alkalmazott technológiát, meghatározza a felületi érdességet is. - Különböző minőségi fokozatokhoz más-más tűrésnagyság tartozik. A tűrésnagyság elsősorban függ a minőségtől! Pl.: - 60 / IT6-hoz 19 m, - 60 / IT9-hoz 74 m / IT6-hoz 29 m tűrésnagyság tartozik. IT tűréssorozat területei: mérőeszközök, gépalkatrészek, durván megmunkált munkadarabok tűrésezése.
22 Alaplyukrendszer Alapcsaprendszer
23
24
25
26
27
28
29
30
31 -a munkadarab tűrése: T = FH - AH -a tényleges eltérés: TE = TM - N -a közepes eltérés: ME = M - N -az alapeltérés: E = N - AH -az alsó határeltérés: AE = AH - N -a felső határeltérés: FE = FH - N -a közepes méret: M = (FH + AH) /2
32 Minőség q=n értéke Minőség q=n értéke IT 5 IT 6 IT 7 IT 8 IT 9 IT IT 11 IT 12 IT 13 IT 14 IT 15 IT q=n minőségi tényező A tűrés mint tényleges méret szóródásának megengedett terjedelme. (elhelyezkedés) Azonos minőséget biztosító tűrések a névleges méret függvényében sorozatokat képeznek amit tűrés-alapsorozatoknak nevezünk. (IT01-IT17). (tűrésnagyság) A névleges méret és a tűrés minősége határozza meg.
33 Az alapeltérések nagyságát az azonos betűjelű csap határeltéréseiből számoljuk: A és H közötti lyukakra: AE L = -FE C J és ZC közötti lyukakra: FE L = -AE C vagyis E L = -E C Csapok alapeltérései: független a tűrés finomságától, még akkor is, ha összefüggésben van valamilyen IT tűréssel. AE C =FE C T C = E C - T C FE C = AE C + T C = E C + T C Itt az érték már a tűrés minőségétől is függ. T=i*q 3 T= tűrésnagyság i 0,45* D 0, 001D (D 500mm) i, I=tűrésegység I=0,004D+2,1 (500 < D 10000) q=minőségi tényező
34 Laza és szilárd illesztések laza=játék szilárd=fedés J = L - C (L>C) F = C - L (C>L) -A munkadarab méretei az illesztésnél a határméretek között változnak. -Az illeszkedéskor a lehetséges játékoknak és fedéseknek is van határméretük. A munkadarab tűréseinek ismeretében meghatározhatjuk: -NJ, MJ, KJ, (nagy játék, közepes játék, kis játék) -NF, MF, KF, (nagy fedés, közepes fedés, kis fedés) -Ti=eredő tűrés (számított)
35 -Átmeneti illesztés megadása: NJ = FH L - AH C NF = FH C - AH L Ti = NF + KF vagy Ti = T L +T C Fontos az illesztés jellegének meghatározása a közepes illesztés mérőszámával. MJ, MF ME L =1/2 (FE L +AE L ) ME C = ½ (FE C +AE C ) ha ME L > ME C akkor MJ = ME L - ME C ha ME > ME akkor MF = ME - ME -Laza a tényleges méretek legkedvezőtlenebb szóródása esetén is játék legyen. NJ = FH L - AH C KJ = AH L - FH C MJ = ((FE L +AE L ) (FE C +AE C )) /2 Ti = NJ - KJ vagy Ti = T L +T C -Szilárd illesztés megadása: NF = FH C - AH L KF = AH C - FH L MF = (( FE C + AE C ) - (FE L +AE L )) /2 Ti = NF - KF vagy Ti = T L +T C
36 Tűréstechnikai példa Ø150H7 +0,040 0 Ø150e8-0,085-0,140 Laza illesztés NJ = FH L - AH C = 150,04-149,852 = 0,188mm KJ = AH L - FH C = ,915 = 0,085mm MJ = ((FE L + AE L ) (FE C +AE C )) = ((150,04+150) (149, ,852))/ 2 2 MJ = 0,273 / 2=0,136mm Az illesztés eredő tűrése Ti = NJ KJ = 0,188-0,085 = 0,103mm
37 Ø44H7/s6 +0, ,059 +0,043 Szilárd illesztés. NF = FH C - AH L = 44,059 44= 0,059mm KF = AH C - FH L = 44,043-44,025 = 0,018mm MF = (( FE C +AE C ) - (FE L +AE L )) /2 MF = ((44, ,043) (44,025+44)) /2 = 0,077/2 = 0,0385mm Ti = NF KF = 0,059-0,018 = 0,041mm
38 Ø150 Ø150 +0, ,043 +0,003 Az illesztés átmeneti. FH L T L T C AH FH C C Av NF NJ NJ = FH L - AH C = 150, ,003 = 0,060mm NF = FH C - AH L = 150, = 0,043mm Ti = NJ+ NF = 0, ,043 = 0.103mm A közepes illesztés jellege: ME L =1/2 (FE L + AE L ) =1/2 (0, ) = 0,031mm ME C =1/2 (FE C + AE C ) = 1/2 (0, ,003) =0,023mm Mivel ME L > ME C közepes játék lesz jellemző az illesztésre: MJ = ME L - ME C =0,0315-0,023 = 0,0085mm
39 Ø139 D8/m D 1 = 120mm D 2 =180mm D k = D * D = 146,96mm 1 2 i = 0,45 * 3 +0,001 * D k = 0,45 * 3 Dk 146, 96 +0,001 * 146,96 = 2,52 m C T c = i * n c = 2,52 * 16 = 40 m AE C = a el = 15 m T L NJ FE C = AE C + T C = = 55 m FH L KJ AH L L T C T L = i * n L = 2,52 * 25 = 63 m AE L = a el = 145 m FE L = AE + T L = = 208 m i = 0,45 * +0,001 * D k = 0,45 * +0,001 * 146,96 = 2,52 m FH C Av Ae=AH C Laza illesztés NJ = FH L -AH C = = 193 m KJ = AH L - FH C = = 90 m MJ = (NJ + KJ) /2=( ) /2 = 141,5 m
40 D C L X Hossztűrés 0,4 0,4 0,6 0,1 0 0,3 0,2 0,5 A130 ; B80 ; C15 ; D110 ; Lx=? Lx max =? Lx min =? A B Növelő méretek: B, D Csökkentő méretek: A, C A B + C + Lx - D = 0 Lx = -A+B-C+D = = 45mm Lx max = -A max + B max - C min + D max = -130,4 + 80,6-14, ,8 = 45,3mm Lx min = -A max + B min - C max + D min = - 130,4 + 80, ,5 = 44,2mm
Tűrések. 12. előadás
 Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Tűrések 12. előadás A kész munkadarabok többé-kevésbé eltérnek a rajzon ábrázolt munkadaraboktól Az eltérés háromféle lehet: méreteltérés alakeltérés helyzeteltérés Tűrésmező Széchenyi Tűrésmező A körülmények
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Általános mérnöki ismeretek
 Általános mérnöki ismeretek 2. gyakorlat Mérés- és tűréstechnikai számítások Tűrésrendszerek Alkatrészek eltérései Egy alkatrész soha sem készíthető el tökéletes pontossággal. Az eltérések lehetnek: méreteltérések
Általános mérnöki ismeretek 2. gyakorlat Mérés- és tűréstechnikai számítások Tűrésrendszerek Alkatrészek eltérései Egy alkatrész soha sem készíthető el tökéletes pontossággal. Az eltérések lehetnek: méreteltérések
Tűrés. szóródás terjedelme
 GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
Műszaki dokumentáció. Szabályok, eljárások II.
 Műszaki dokumentáció Szabályok, eljárások II. 1 A rajzi megjelenítés Műszaki gondolatok közlésének és rögzítésének eszköze a rajz Hiba és félreértés nem megengedett Nemzetközileg rögzített, így világnyelv
Műszaki dokumentáció Szabályok, eljárások II. 1 A rajzi megjelenítés Műszaki gondolatok közlésének és rögzítésének eszköze a rajz Hiba és félreértés nem megengedett Nemzetközileg rögzített, így világnyelv
GÉPRAJZ TÜRÉSEK, ILLESZTÉSEK
 0 GÉPRAJZ TÜRÉSEK, ILLESZTÉSEK ÖSSZEÁLLÍTOTTA: SZEKERES GYÖRGY 1 Tőrés és illesztési jelek alkalmazása és értelmezése a mőszaki rajzon. Az ábra jelölések értelmezése: Példa: Peremes kettısfém - csapágypersely:
0 GÉPRAJZ TÜRÉSEK, ILLESZTÉSEK ÖSSZEÁLLÍTOTTA: SZEKERES GYÖRGY 1 Tőrés és illesztési jelek alkalmazása és értelmezése a mőszaki rajzon. Az ábra jelölések értelmezése: Példa: Peremes kettısfém - csapágypersely:
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 4/2015. (II. 19.) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI ALAPFOGALMAK 3 2. ISO-TŰRÉSRENDSZER 4. 2.1. Mérettartományok 5. 2.2. Tűrésfokozatok 6. 2.3. Szabványos tűrésnagyságok 7
 Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
Debreceni Egyetem Műszaki Kar Gépészmérnöki Tanszék Tűrések és illesztések Összeállította: Dr. Juhász György főiskolai docens Tananyag kiegészítő segédlet Debrecen, 2010 1 TARTALOMJEGYZÉK 1. TŰRÉSEZÉSI
A felület összes jellemzői együtt határozzák meg a felületminőséget. Jelentősége a kapcsolódó felületeknél játszik nagy szerepet.
 FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
FELÜLETMINŐSÉG Alapfogalmak és betűjelölések MSZ 4721/1-74 Érdességi jellemzők és betűjelölések MSZ 4721/2-74 Hullámossági jellemzők betűjelölések és számértékek MSZ 4721/3-75 Vizsgálati módszerek MSZ
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Alak- és helyzettűrések
 1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
1. Rajzi jelek Alak- és helyzettűrések Az alak- és helyzettűrésekkel kapcsolatos előírásokat az MSZ EN ISO 1101:2006 Termékek geometriai követelményei (GPS). Geometriai tűrések. Alak-, irány-, helyzet-
Műszaki rajz osztályozóvizsga témakörök 09. évfolyam
 Műszaki rajz osztályozóvizsga témakörök 09. évfolyam 1. Síkmértani szerkesztések és vetületi ábrázolás A műszaki ábrázolás eszközei: rajzlapméretek ismertetése, feliratmezők fajtái és kialakításuk, darabjegyzék,
Műszaki rajz osztályozóvizsga témakörök 09. évfolyam 1. Síkmértani szerkesztések és vetületi ábrázolás A műszaki ábrázolás eszközei: rajzlapméretek ismertetése, feliratmezők fajtái és kialakításuk, darabjegyzék,
Géprajz - gépelemek TŰRÉS - ILLESZTÉS. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet http://gepesz-learning.shp.
 Géprajz - gépelemek TŰRÉS - ILLESZTÉS Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Alapfogalmak, elnevezések Géprajzban használatos fogalom: Névleges méret
Géprajz - gépelemek TŰRÉS - ILLESZTÉS Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Alapfogalmak, elnevezések Géprajzban használatos fogalom: Névleges méret
Műszaki ábrázolás IV. Tűrések, illesztések, felületi érdesség
 Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrések, illesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma:
Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrések, illesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Tájékoztató. Értékelés Összesen: 100 pont
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
MUNKAANYAG. Vilandné Bertha Mária. Felvételi vázlat készítése. A követelménymodul megnevezése: CAD-ismeretek
 Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
Vilandné Bertha Mária Felvételi vázlat készítése A követelménymodul megnevezése: CAD-ismeretek A követelménymodul száma: 0557-06 A tartalomelem azonosító száma és célcsoportja: SzT-007-22 FELVÉTELI VÁZLAT
MUNKAANYAG. Palotainé Békési Katalin. Műszaki ábrázolás IV. Tűrésekillesztések,
 Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrésekillesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
Palotainé Békési Katalin Műszaki ábrázolás IV. Tűrésekillesztések, felületi érdesség A követelménymodul megnevezése: Általános gépészeti technológiai feladatok I. (szerelő) A követelménymodul száma: 0111-06
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Felületminőség. 11. előadás
 Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
Felületminőség 11. előadás A felületminőség alapfogalmai Mértani felületnek nevezzük a munkadarab rajzán az ábrával és méretekkel, vagy az elkészítési technológiával meghatározott felületet, ha ez utóbbinál
ÍRÁSBELI FELADAT MEGOLDÁSA
 Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet 54 521 03-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT MEGOLDÁSA Szakképesítés: 54 521 03 SZVK
Alkatrészek tőrése. 1. ábra. Névleges méret méretszóródása
 1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
1. Alapfogalmak Alkatrészek tőrése Névleges méretnek nevezzük a munkadarab nagyságrendjének jellemzésére szolgáló alapméretet, ez a mőszaki rajzon minden esetben feltüntetésre kerül. Tőrés használatának
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek középszint 1621 ÉRETTSÉGI VIZSGA 2016. október 17. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐORRÁSOK MINISZTÉRIUMA ontos
Gépészeti alapismeretek középszint 1621 ÉRETTSÉGI VIZSGA 2016. október 17. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐORRÁSOK MINISZTÉRIUMA ontos
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
7. Koordináta méréstechnika
 7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
7. Koordináta méréstechnika Coordinate Measuring Machine: CMM, 3D-s mérőgép Egyiptomi piramis kövek mérése i.e. 1440 Egyiptomi mérővonalzó, Amenphotep fáraó (i.e. 1550) alkarjának hossza: 524mm A koordináta
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 1511 ÉRETTSÉGI VIZSGA 2016. május 18. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Gépészeti alapismeretek emelt szint 1511 ÉRETTSÉGI VIZSGA 2016. május 18. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
INFORMATIKA CAD ismeretek (Inventor) A versenyrész időtartama: 120 perc. Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése:
 A versenyrész időtartama: 120 perc. Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése:") INFORMATIKA 0557-06 CAD ismeretek (Inventor) INTERAKTÍV FELADAT A versenyrész időtartama: 120 perc O S Z T V 2 0 1 3. Pótlapok száma Tisztázati Piszkozati Jóváhagyta: Vizsgarészhez rendelt követelménymodul
INFORMATIKA 0557-06 CAD ismeretek (Inventor) INTERAKTÍV FELADAT A versenyrész időtartama: 120 perc O S Z T V 2 0 1 3. Pótlapok száma Tisztázati Piszkozati Jóváhagyta: Vizsgarészhez rendelt követelménymodul
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Andó Mátyás Felületi érdesség matyi.misi.eu. Felületi érdesség. 1. ábra. Felületi érdességi jelek
 1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
1. Felületi érdesség használata Felületi érdesség A műszaki rajzokon a geometria méretek tűrése mellett a felületeket is jellemzik. A felületek jellemzésére leginkább a felületi érdességet használják.
Méretlánc átrendezés elmélete
 1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
1. Méretlánc átrendezés elmélete Méretlánc átrendezés elmélete Egyes esetekben szükség lehet, hogy arra, hogy a méretláncot átrendezzük. Ezeknek legtöbbször az az oka, hogy a rajzon feltüntetett méretet
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek középszint 4 ÉRETTSÉGI VIZSG 04. október 3. GÉPÉSZETI LPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSG JVÍTÁSI-ÉRTÉKELÉSI ÚTMUTTÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUM Fontos tudnivalók
Gépészeti alapismeretek középszint 4 ÉRETTSÉGI VIZSG 04. október 3. GÉPÉSZETI LPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSG JVÍTÁSI-ÉRTÉKELÉSI ÚTMUTTÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUM Fontos tudnivalók
MAGYAR KERESKEDELMI ÉS IPARKAMARA. Országos Szakmai Tanulmányi Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Alkatrészrajz készítése (kézzel);
Szerszámkészítő Szerszámkészítő
 É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
É 3-6//B A 1/7 (II. 7.) SzMM renelettel móosított 1/6 (II. 17.) OM renelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási renjéről alapján. Szakképesítés,
Általános gépészeti technológiai feladatok. Géprajzi alapismeretek Gépészeti szakszámítások
 Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
Általános gépészeti technológiai feladatok Géprajzi alapismeretek Gépészeti szakszámítások A géprajzi feladata A gépalkatrészek gyártását és szerelését műszaki rajzok alapján végzik. A műszaki rajz valamely
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek középszint 0911 ÉRETTSÉGI VIZSGA 009. október 19. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM
Gépészeti alapismeretek középszint 0911 ÉRETTSÉGI VIZSGA 009. október 19. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ OKTATÁSI ÉS KULTURÁLIS MINISZTÉRIUM
International GTE Conference MANUFACTURING 2012. 14-16 November, 2012 Budapest, Hungary. Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
 International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
International GTE Conference MANUFACTURING 2012 14-16 November, 2012 Budapest, Hungary MÉRŐGÉP FEJLESZTÉSE HENGERES MUNKADARABOK MÉRETELLENŐRZÉSÉRE Ákos György*, Bogár István**, Bánki Zsolt*, Báthor Miklós*,
1. feladat. CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak
 1. feladat CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak Vetületek képzése, alkatrészrajz készítése (formátum: A4) Készítse el a gyakorlatvezető által kiadott,
1. feladat CAD alapjai c. tárgyból nappali tagozatú ipari formatervező szakos mérnök hallgatóknak Vetületek képzése, alkatrészrajz készítése (formátum: A4) Készítse el a gyakorlatvezető által kiadott,
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 2/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 3 21 01 CNC-gépkezelő
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek
A kivitelezés geodéziai munkái II. Magasépítés
 A kivitelezés geodéziai munkái II. Magasépítés Építésirányítási feladatok Kitűzési terv: a tervezési térkép másolatán Az elkészítése a tervező felelőssége Nehézségek: Gyakorlatban a geodéta bogarássza
A kivitelezés geodéziai munkái II. Magasépítés Építésirányítási feladatok Kitűzési terv: a tervezési térkép másolatán Az elkészítése a tervező felelőssége Nehézségek: Gyakorlatban a geodéta bogarássza
Méretlánc átrendezés a gyakorlatban
 Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Méretlánc átrendezés a gyakorlatban 1. Méretlánc átrendezésének okai Méretlánc átrendezésével csak akkor foglalkozunk, ha szükséges, ezek az esetek általában a következők: Koordináta rendszerhez igazodó
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 1411 ÉRETTSÉGI VIZSGA 2015. május 19. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
Gépészeti alapismeretek emelt szint 1411 ÉRETTSÉGI VIZSGA 2015. május 19. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Fontos
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 1521 ÉRETTSÉGI VIZSGA 2015. október 12. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
Gépészeti alapismeretek emelt szint 1521 ÉRETTSÉGI VIZSGA 2015. október 12. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA
A műszaki ábrázolás rajzi változásai
 A műszaki ábrázolás rajzi változásai SZABVÁNYOK ISO 128-20:1996 A műszaki rajzokon alkalmazott vonalak típusai, a használatukkal kapcsolatos alapvető szabályok. ISO 128-24:1996 A géprajz vonalai -A műszaki
A műszaki ábrázolás rajzi változásai SZABVÁNYOK ISO 128-20:1996 A műszaki rajzokon alkalmazott vonalak típusai, a használatukkal kapcsolatos alapvető szabályok. ISO 128-24:1996 A géprajz vonalai -A műszaki
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR. Szakképesítés:
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Géplakatos szakmai ismeretek Elérhető pontszám:
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Géplakatos szakmai ismeretek Elérhető pontszám:
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Házi feladat. 05 Külső hengeres felületek megmunkálása Dr. Mikó Balázs
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 05 Külső hengeres felületek megmunkálása Dr. Mikó
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás
 11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
11. évfolyam gépészeti alapozó feladatok javítóvizsgára felkészítő kérdések forgácsolás 2017-2018. 1. Mi a fizikai tulajdonság? Mi a kémiai tulajdonság? 2. Mi a mechanikai tulajdonság? Mi a technológiai
Használható segédeszköz: Függvénytáblázat, szöveges adatok tárolására és megjelenítésére nem alkalmas zsebszámológép
 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 523 04 Mechatronikai technikus
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR. Szakképesítés:
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Forgácsolási ismeretek és CNC alapismeretek Elérhető
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
-1- TITEK RUGALMAS TENGELYKAPCSOLÓK Miskolc, Kiss Ernő u telefon (46) fax (46)
 fax (46)") -1- TITEK RUGALMAS TENGELYKAPCSOLÓK 3531 Miskolc, Kiss Ernő u. 23. e-mail axicon@axiconkft.hu telefon (46) 533-463 fax (46) 533-464 2 A TITEK tengelykapcsoló hajtómotorok és gépek közötti forgatónyomaték
-1- TITEK RUGALMAS TENGELYKAPCSOLÓK 3531 Miskolc, Kiss Ernő u. 23. e-mail axicon@axiconkft.hu telefon (46) 533-463 fax (46) 533-464 2 A TITEK tengelykapcsoló hajtómotorok és gépek közötti forgatónyomaték
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Házi feladat Dr Mikó Balázs - Gyártástechnológia II. 5
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01A - Bevezetés, Alapfogalmak Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Andó Mátyás Illesztés, IT tűrés matyi.misi.eu. Illesztés, IT tűrés. 1. ábra. Laza (bal oldal) és szoros illesztés (jobb oldal)
 és szoros illesztés (jobb oldal)") 1. Illesztés fogalma Illesztés, IT tűrés Több gépelem megfelelő együttműködése esetén, már a tervezési szakaszban meg kell határozni az egyes elemek tűrését. Különös figyelmet kell fordítani arra, hogy
1. Illesztés fogalma Illesztés, IT tűrés Több gépelem megfelelő együttműködése esetén, már a tervezési szakaszban meg kell határozni az egyes elemek tűrését. Különös figyelmet kell fordítani arra, hogy
ÁGAZATI SZAKMAI ÉRETTSÉGI VIZSGA KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK
 KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
KÖZLEKEDÉSGÉPÉSZ ISMERETEK EMELT SZINTŰ ÍRÁSBELI VIZSGA MINTAFELADATOK 1. feladat 1 pont (Feleletválasztás) Témakör: Közlekedési ismeretek Húzza alá a helyes választ, vagy karikázza be annak betűjelét!
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Versenyző kódja: 15 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 04-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
34 521 04-2016 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET
 Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Herceg Esterházy Miklós Szakképző Iskola, Speciális Szakiskola és Kollégium TANMENET a 10162-12 Gépészeti alapozó feladatok modul Gépészeti alapozó feladatok elmélete tantárgyból a TÁMOP-2.2.5.A-12/1-2012-0038
Versenyző kódja: 19 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 04-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
34 521 04-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 04 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : Géplakatos szakmai
Tárgyak műszaki ábrázolása. Metszeti ábrázolás
 Tárgyak műszaki ábrázolása Metszeti ábrázolás Ábrázolás metszetekkel A belső üregek, furatok, stb. szemléletes bemutatására a metszeti ábrázolás szolgál A metszeti ábrázolás elve Az üreges tárgyat egy
Tárgyak műszaki ábrázolása Metszeti ábrázolás Ábrázolás metszetekkel A belső üregek, furatok, stb. szemléletes bemutatására a metszeti ábrázolás szolgál A metszeti ábrázolás elve Az üreges tárgyat egy
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Tengely jellegű alkatrész CAD modellezése ÓE-A06a alap közepes
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához
 Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Segédlet a Hengeres nyomó csavarrugó feladat kidolgozásához A rugók olyan gépelemek, amelyek mechanikai energia felvételére, tárolására alkalmasak. A tárolt energiát, erő vagy nyomaték formájában képesek
Versenyző kódja: 43 15/2008. (VIII. 13.) SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA
 SZMM rendelet 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA") 54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
54 521 01 0000 00 00-2013 MAGYAR KERESKEDELMI ÉS IPARKAMARA Országos Szakmai Tanulmányi Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 54 521 01 0000 00 00 SZVK rendelet száma: 15/2008. (VIII. 13.) SZMM
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK. Csősín csatlakozó. (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.
 A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz.") NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
NAGYFESZÜLTSÉGŰ ALÁLLOMÁSI SZERELVÉNYEK Csősín csatlakozó (Kivonatos katalógus) A katalógusban nem szereplő termékigény esetén forduljon irodánkhoz. 1 A katalógus használata A táblázat tetején szerepel
Gépipari minőségellenőrzés
 Gépipari minőségellenőrzés ek Gépészmérnök nappali képzésben részt vevők részére Összeállította: Dr. DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 0 Tartalomjegyzék. gyakorlat Furatok és menetek
Gépipari minőségellenőrzés ek Gépészmérnök nappali képzésben részt vevők részére Összeállította: Dr. DrégelyiKiss Ágota Kis Ferenc Lektorálta: Galla Jánosné 0 Tartalomjegyzék. gyakorlat Furatok és menetek
Gyártósori munkás Gépgyártósori gépkezelő, gépszerelő
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
GÉPÉSZETI ALAPISMERETEK
 Név:... osztály:... ÉRETTSÉGI VIZSGA 2014. május 20. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati
Név:... osztály:... ÉRETTSÉGI VIZSGA 2014. május 20. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. május 20. 8:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati
Lengyelné Dr. Szilágyi Szilvia április 7.
 ME, Anaĺızis Tanszék 2010. április 7. , alapfogalmak 2.1. Definíció A H 1, H 2,..., H n R (ahol n 2 egész szám) nemüres valós számhalmazok H 1 H 2... H n Descartes-szorzatán a következő halmazt értjük:
ME, Anaĺızis Tanszék 2010. április 7. , alapfogalmak 2.1. Definíció A H 1, H 2,..., H n R (ahol n 2 egész szám) nemüres valós számhalmazok H 1 H 2... H n Descartes-szorzatán a következő halmazt értjük:
Gépipari minőségellenőr Gépipari minőségellenőr
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Nemzeti Akkreditáló Testület. RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz
 Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
Nemzeti Akkreditáló Testület RÉSZLETEZŐ OKIRAT a NAT-2-0317/2014 nyilvántartási számú akkreditált státuszhoz A Kalibra Dimension Kft. Kalibráló laboratórium (2151 Fót, Béke utca 72.) akkreditált területe
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR. Szakképesítés:
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Szerszámkészítő feladatok Elérhető pontszám:
GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
= Y y 0. = Z z 0. u 1. = Z z 1 z 2 z 1. = Y y 1 y 2 y 1
 Egyenes és sík a térben Elméleti áttekintés Az egyenes paraméteres egyenlete: X = u 1 λ + x 0 Y = u λ + y 0, Z = u λ + z 0 ahol a λ egy valós paraméter Az u = (u 1, u, u ) az egyenes irányvektora és P
Egyenes és sík a térben Elméleti áttekintés Az egyenes paraméteres egyenlete: X = u 1 λ + x 0 Y = u λ + y 0, Z = u λ + z 0 ahol a λ egy valós paraméter Az u = (u 1, u, u ) az egyenes irányvektora és P
Versenyző kódja: 32 27/2012. (VIII. 27.) NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.
 NGM rendelet MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny.") 34 521 10-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
34 521 10-2017 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő ÍRÁSBELI FELADAT Szakképesítés: 34 521 10 SZVK rendelet száma: 27/2012. (VIII. 27.) NGM rendelet : feladatok Elérhető
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK ÁLTALÁNOS ELŐÍRÁSOK
 HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK ÁLTALÁNOS ELŐÍRÁSOK HE 31/1-2000 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA...4
HITELESÍTÉSI ELŐÍRÁS TARTÁLYOK ÁLTALÁNOS ELŐÍRÁSOK HE 31/1-2000 Az adatbázisban lévő elektronikus változat az érvényes! A nyomtatott forma kizárólag tájékoztató anyag! TARTALOMJEGYZÉK 1. AZ ELŐÍRÁS HATÁLYA...4
2018. MAGYAR KERESKEDELMI ÉS IPARKAMARA. Szakma Kiváló Tanulója Verseny. Elődöntő KOMPLEX ÍRÁSBELI FELADATSOR MEGOLDÁSA.
 MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLE ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Géplakatos szakmai ismeretek Elérhető
MAGYAR KERESKEDELMI ÉS IPARKAMARA Szakma Kiváló Tanulója Verseny Elődöntő KOMPLE ÍRÁSBELI FELADATSOR MEGOLDÁSA Szakképesítés: SZVK rendelet száma: Komplex írásbeli: Géplakatos szakmai ismeretek Elérhető
05 Külső hengeres felületek megmunkálása
 Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Y Forgácsolástechnológia alapjai 05 Külső hengeres felületek megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Külső hengeres felületek
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
54 520 01 0000 00 00 Gépipari minőségellenőr Gépipari minőségellenőr
 A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
A 1/7 (II. 7.) SzMM rendelettel módosított 1/6 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. É 14-6/1/1 Szakképesítés,
RÉSZLETEZŐ OKIRAT (2) a NAH / nyilvántartási számú akkreditált státuszhoz
 a NAH / nyilvántartási számú akkreditált státuszhoz") RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
RÉSZLETEZŐ OKIRAT (2) a NAH-2-0317/2014 1 nyilvántartási számú akkreditált státuszhoz 1) Az akkreditált szervezet neve és címe: Kalibra Dimension Kft. Kalibráló laboratórium 2151 Fót, Béke utca 72. 2)
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ
 RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
RÖVID ÚTMUTATÓ A FELÜLETI ÉRDESSÉG MÉRÉSÉHEZ Referencia útmutató laboratórium és műhely részére Magyar KIADÁS lr i = kiértékelési hossz Profilok és szűrők (EN ISO 4287 és EN ISO 16610-21) 01 A tényleges
GÉPÉSZETI ALAPISMERETEK
 Gépészeti alapismeretek emelt szint 11 ÉRETTSÉGI VIZSGA 01. május 5. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ NEMZETI ERŐFORRÁS MINISZTÉRIUM Fontos tudnivalók
Gépészeti alapismeretek emelt szint 11 ÉRETTSÉGI VIZSGA 01. május 5. GÉPÉSZETI ALAPISMERETEK EMELT SZINTŰ ÍRÁSBELI ÉRETTSÉGI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ NEMZETI ERŐFORRÁS MINISZTÉRIUM Fontos tudnivalók