A KIALAKÍTÁS SZABÁLYAI II.
|
|
|
- Karola Dobosné
- 6 évvel ezelőtt
- Látták:
Átírás
1 A KIALAKÍTÁS SZABÁLYAI II. (2018)
2 ERGONÓMIAILAG HELYES KIALAKÍTÁSOK Átlagos emberi testméretek (Kroemer és Niemann nyomán): A kézi erő értéke függ a mozgás síkjától, az erőkifejtés közben a kéz (kar) elmozdulásának nagyságától, valamint az erőkifejtés irányától. Tájékoztató értékként, kézzel a vízszintes síkban max. 20 N, függőleges síkban max. 130 N, kötélhúzás esetén max. 500 N kézi erő kifejtésével lehet számolni (a lábbal kifejthető nyomóerő maximális értékét N-nak lehet tekinteni). 2
3 GYÁRTÁSHELYES KIALAKÍTÁSOK A technológia kiválasztását elsősorban nem a minden áron való gyárthatóság, hanem leginkább a gazdaságos gyártásra való törekvés motiválja. Ez megköveteli, hogy az alkatrész alakja már az első technológiai lépés után minél jobban megközelítse a végleges formát, továbbá, hogy a végleges kialakítás minél kevesebb technológiai lépéssel elérhető legyen. Az öntött/forgácsolt fedél helyett lemez csapágyfedél A forgácsolt belső gyűrű helyett lemez belső csapágygyűrű A lemezszoknya helyett domborított tartályfenék 3
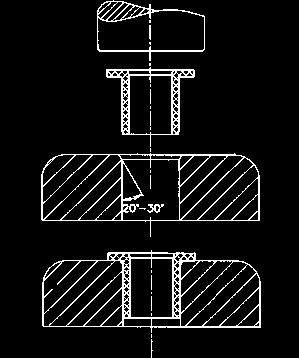
4 Az öntvények kialakításánál figyelembe veendő általános szempontok (az egyes öntési technológiák egyedi sajátosságain kívül): a formából való kiemelést öntési ferdeséggel és az élek lekerekítésével kell biztosítani: az öntés után megmunkált felületeket ki kell emelni (ráhagyás, felöntés) és a forgácsoló szerszám számára jól hozzáférhetővé kell tenni: 4
5 az öntvény szilárdságát a falvastagság növelése helyett bordák alkalmazásával kell biztosítani: A bordázat kialakításának jellemző métetei 5

6 az öntvény külső alakját a forma, belső üregét a mag adja meg. A mag az öntőformának egy olyan része, amelyik az öntött darab kiemelésekor biztosan megsérül, tehát minden darab után újra kell készíteni. Ezért a magra való öntés drágább és eggyel több hibalehetőséget jelenthet. Az öntvényekkel szemben támasztott általános követelményként nem, de ajánlásként már meg lehet fogalmazni, hogy ahol lehetőség nyílik rá, az alkatrészt úgy kell kialakítani, hogy ne kelljen magot alkalmazni. 6
7 az üreg-, ill. repedésképződés elkerülése érdekében elő kell segíteni az alkatrész minden részének egyenletes lehűlését, kerülni kell az anyaghalmozódást, továbbá törekedni kell a hőátadó felületek nagyságának ugrásszerű változásának megszüntetésére A falvastagság fokozatos növelése Rádiusz + lejtés alkalmazása Rádiusz alkalmazása 7
8 az X jellegű (merőleges kereszteződésű) bordák helyett Y vagy K jellegű bordák alkalmazásával jelentősen csökkenthető a bordák találkozásánál felgyülemlő anyagmennyiség, ezáltal csökkenthető az egyenlőtlen lehűlésből eredő repedési veszély: Az anyaghalmozódás elkerülése Y vagy K bordák alkalmazásával Az anyaghalmozódás elkerülése kedvezőbb bordázat kialakításával 8

9 Képlékeny alakítással gyártott alkatrészek kialakításának alapelvei Az alakítás hőmérséklete szerint megkülönböztetünk meleg- és hidegalakítást, ill. a kettő előnyeit bizonyos mértékig ötvöző ún. félmeleg alakítást. Az alakított anyag szempontjából mindhárom esetben megkülönböztethetünk térfogatalakító technológiákat, ill. lemezalakító technológiákat. Melegalakítást olyan hőmérsékleten végeznek (T alakítás > T rekrisztallizáció > 0.5T olvadás ), amelyen a regenerációs folyamatok az alakváltozással együtt mennek végbe. A melegalakítás során az anyag szerkezetében szubszemcsés szerkezet kialakulása és újrakristályosodás játszódik le. A melegalakítást a rekrisztallizációs hőmérséklet alatt fejezik be, így az alakított anyag emlékszik az alakváltozás folyamatára, a szubszemcsék irányítottsága (szálirány), amely követte az anyagáramlás irányát, az alakítás után is megmarad: 9


10 forgácsolt kovácsolt forgácsolt kovácsolt forgácsolt kovácsolt A kovácsolási technológiák közül a süllyesztékes kovácsolás rendelkezik a legtöbb olyan technológiai sajátossággal, amit a tervezőnek egy kovácsolt alkatrész tervezésénél figyelembe kell vennie. Nevezetesen a formakitöltést, az osztósíkot és a sorjaképződést: 10

 az anyag")

11 A képlékeny hidegalakítás legfontosabb sajátossága, hogy az alakított anyag az alakítás során elszenvedett alakváltozás függvényében felkeményedik, azaz az aktuális folyáshatára (egyben az alakítási szilárdsága is) az anyag folyásgörbéjének megfelelően nő. nincs alámetszés, nem igényel osztott szerszámot profilos rudak sajtolása alámetszés, osztott szerszámot igényel 11





12 A lemezek feldolgozásánál alapvető szerepet játszik a lemezanyag anizotrópiája, amely a lemez hengerlése során a nagymértékű képlékeny alakítás következtében a szemcsék megnyúlása és kristálytani orientációjuk nagyfokú rendezettsége (textúra képződés) miatt jön létre: visszarugózás 12

13 Kivágás: kemény lemez (teríték képzés) Hajlítás: képlékeny lemez (hajlítási élek kiképzése) 13
14 Mélyhúzás Mélyhúzásra olyan lemezanyagok megfelelőek, amelyek nagy átlagos anizotrópia paraméterrel rendelkeznek. Ez azt jelenti, hogy húzó igénybevétel hatására a lemez elsősorban síkjában alakváltozik és ellenáll a vastagság irányú alakváltozásoknak, ami a kontrakció elkerülése szempontjából kedvező. ráncgátló nélkül ráncgátlóval Ráncgátló nélkül lehet mélyhúzni, ha: D 0 d < 5s 0 14
15 Porkohászati alakítással gyártott alkatrészek kialakításának alapelvei A porkohászat kész- és félkész termékek gyártására is alkalmas, főbb jellemzői: kis anyagveszteség és gyártási hulladék, más eljárással nem készíthető ötvözetek és álötvözetek létrehozása, igen jó pontosság (kalibrálással IT7 elérhető) és jó felületi érdesség, széles tartományban gyártható porózus szerkezet, stb. A porkohászati termékek tervezésénél számolni kell a zsugorodással, ami a porsajtolást követő hőkezelésnél (szinterelésnél) következik be. A zsugorodás mértéke az adott porkeverék összetételétől függ, a lineáris zsugorodás a 13-17%- ot is elérheti. A nagy zsugorodás ellenére a gyártott alkatrészek méretpontossága jó lehet, 50 mm-nél 0,5%, míg a minimális tűrés 10 mm alatti méretre ±0,05 mm. 15
16 A porkohászattal gyártott alkatrészek alakjának tervezésénél az alámetszéseket, a hirtelen keresztmetszet-változásokat, valamint az élek kialakítását kerülni kell: 16
 a kötés kialakításakor biztosítani kell: Előkészítés (héj kivágása) Hajlítás")
17 Társított (kompozit) anyagból készült alkatrészek kialakításának alapelvei A kompozit anyagból készült alkatrészek kialakításának nehézségeit általában a kötések tervezése jelenti. A merev héjak párhuzamosságát és egymáshoz képesti távolságuk megtartását (azaz a töltőanyag alakváltozásának elkerülését) a kötés kialakításakor biztosítani kell: Előkészítés (héj kivágása) Hajlítás (héj) Előkészítés (héj kivágása) 17
18 Forgácsolt alkatrészek kialakításának alapelvei Az anyagleválasztással járó technológiákat ma már legtöbbször csak az alkatrészek befejező megmunkálásához használjuk. Ennek megfelelően forgácsolással csak azoknak a felületeknek a megmunkálását végezzük, amelyeknek előírt alak- ill. helyzet-, valamint mérettűrése a képlékeny alakító technológiákkal nem biztosítható. Hátrányok: a forgácsolási technológiák időigényesek, a forgácsolási segédanyagok nem környezetbarát anyagok, a leválasztott olajos forgács veszélyes anyagnak minősül, a forgácsolási technológiákkal az alkatrész anyagának mechanikai tulajdonságai egyáltalán nem változtathatók, a megmunkált felület mechanikai tulajdonságai pedig csak kismértékben változtathatók. Előny: egy bizonyos határon túl a megkívánt tűrések kizárólag forgácsoló technológiákkal biztosíthatók. A tervező felelőssége tehát, hogy a tervezendő alkatrész tűréseit és a tűrt felületek felületi minőségét az adott felületek működési funkciójának megfelelően írja elő. A szükségtelenül szűk tűréshatár, ill. szükségtelenül kis felületi érdesség előírása exponenciálisan növeli a gyártási költségeket!!! 18
19 A forgácsolt alkatrészek tervezésének legfontosabb szabályai: a szükséges anyagleválasztás a lehető legkevesebb számú lépésben elvégezhető legyen, a különböző forgácsolási lépések között az alkatrész helyzetét egyáltalán ne, vagy ha ez elkerülhetetlen, akkor csak a legkevesebbszer kelljen megváltoztatni, a forgácsolt felületek éleit mindig le kell törni, mivel a forgácsolás során keletkezett sorja egyrészt balesetveszélyes, másrészt igen nagymértékben megnehezíti a szerelést, menetes csapok és furatok peremét le kell törni, különben a menetes alkatrész rendkívül nehezen szerelhető, az alkatrész kialakításakor a forgácsolásra kijelölt felületek csatlakoztatásánál megfelelő helyet kell biztosítani a forgácsoló szerszám kifutásához, a forgácsoló szerszámok éllekerekítését, mint lehetséges legkisebb lekerekítési sugarat kell a vállak, átmenetek kialakításánál figyelembe venni, 19
20 A forgácsolt alkatrészek tervezésének legfontosabb szabályai: furatok megmunkálásakor törekedni kell az átmenő furatok alkalmazására, a furat elhelyezésénél biztosítani kell, hogy a furat homlokfelülete lehetőleg mindig merőleges legyen a fúró tengelyére, különben a fúró keresztéle nem tudja a forgácsolást megkezdeni, menetes alkatrészek kialakításánál figyelembe kell venni, hogy a menetek nem központosítanak, ha a központosítás szükséges, akkor azt külön arra a célra kialakított felülettel kell megoldani, a forgácsolt alkatrészek tervezésénél figyelembe kell venni a kialakuló felületi topográfia irányítottságát is, mivel azok nagymértékben befolyásolják az adott felület súrlódási és kopási tulajdonságait az üzemelés során. 20
 és biztonságosan legyenek")

21 SZERELÉS- ÉS SZÉTSZERELÉS-HELYES KIALAKÍTÁSOK Az alkatrészek egymáshoz képest egyértelműen (csak egyetlen helyzetben, egyféleképpen és egy adott sorrendben) és biztonságosan legyenek szerelhetők: helytelen helyes Két alkatrész egymáshoz képesti megvezetését megkönnyítő, sőt sok esetben magát a szerelhetőséget lehetővé tévő élletörések és furatbekezdések szerepe: helytelen helyes 21
22 Kerülni kell az egyidejű, ill. kettős illeszkedéseket (egyértelműség alapszabálya): helytelen helyes 22
23 Rögzítésre, pozicionálásra (egy konstrukción belüli adott helyzet megtartására) alakzáró elemeket (pl. bepattanó, rugalmas rögzítőelemeket) alkalmazunk. Terhelés alatt álló elemek pozicionálásához erőzáró elemeket kell alkalmazni. Ezek felcserélt alkalmazása súlyos károsodásokhoz vezető konstrukciós hiba forrása lehet! alakzáró erőzáró 23
24 A szerelés egyszerűsítése érdekében csavarkötéseknél alátétet csak nagyon indokolt esetben célszerű alkalmazni, akkor is előnyben kell részesíteni a növelt felfekvő felületű vagy az alátéttel szerelt kötőelemeket: 24
25 A szerelés egyszerűsítése érdekében kifejlesztett önbiztosító csavaranyák alkalmazása: (a deformált anyák, b fogazott anyák, c. műanyagbetétes anya) 25
26 A szerszám helyszükségletét már az alkatrészek kialakításánál figyelembe kell venni : 26


kenés")



27 A KENÉS SZEMPONTJÁBÓL KEDVEZŐ KIALAKÍTÁS A kenőanyag és a kenési mód kiválasztásának szempontjai: folyadék(olaj)kenés vagy zsírkenés? (lokális optimumkeresés) önkenő súrlódó elem alkalmazása (a zsírkenés egyszerűségéből adódó előnyök fokozott alkalmazása!) kenés légnemű kenőanyagokkal 27
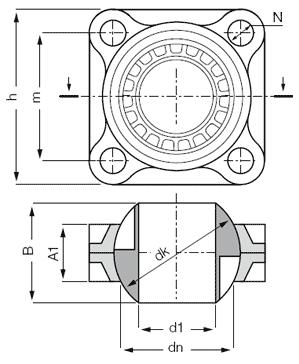
28 Az alkalmazott gépelemek sajátosságainak figyelembevétele: A kúpgörgős csapágy szivattyúzó hatásának figyelembevétele a kenőanyag odaés elvezetésének kialakításánál 28


29 A kenőanyag oda- és elvezetésének lehetséges megoldásai: helyi olajkenés helyi zsírkenés 29
30 A kenőanyag oda- és elvezetésének lehetséges megoldásai: központi olajkenés 30

31 Önkenő polimer siklócsapágy-persely beépítések: 31


32 Önkenő polimer siklócsapágy-persely típusok: 32


33 Önkenő polimer siklócsapágy-persely típusok: 33
34 A SÚRLÓDÁSI VESZTESÉG CSÖKKENTÉSE SZEMPONTJÁBÓL KEDVEZŐ KIALAKÍTÁS Hagyományos gépelemek kiválasztására a súrlódási veszteség csökkentésének figyelembevételével: A számított súrlódási nyomaték változása a radiális csapágyterhelés függvényében azonos beépítési méretű csapágyaknál 34
35 Súrlódási nyomaték változása a fordulatszám függvényében, különböző kialakítású, de azonos méretű (d =100 mm, D = 150 mm, B = 20 mm) és terhelésű (F a = 500 N) nagy pontosságú ferde-hatásvonalú golyóscsapágyak esetén: 35
36 Hagyományos konstrukciós megoldások kiválasztása a súrlódási veszteség figyelembevételével: Merülő és befecskendezéses kenésű, egylépcsős fogaskerék-hajtóművek súrlódási vesztesége a névleges teljesítmény és a kenésre jellemző mennyiségek függvényében. 36
37 Új megoldások keresése : a) b) c) Gépjármű motorok szelepvezérlő mechanizmusának fejlődése a tribológiai követelményeknek is megfelelően: a) hagyományos, b) görgős, c) elektromágneses 37
, b: (a) + nem kapcsolható fogaskerék előtéthajtómű (3), c: (a) + kapcsolható fogaskerék előtéthajtómű (4), d: (b) + kúpkerekes")
38 TERMÉKSOROZATOK Építőszekrény-elv: (1) (2) (1) (2) (3) (1) (2) (4) (1) (2) (3) (5) a: villanymotor (1) + állítható fordulatszámú fokozatmentes hajtómű (2), b: (a) + nem kapcsolható fogaskerék előtéthajtómű (3), c: (a) + kapcsolható fogaskerék előtéthajtómű (4), d: (b) + kúpkerekes szöghajtómű (5) 38

39 Méretsorok: Geometriai méretsorok: - szabványos számsorok, - tengelycsonk átmérő sorozatok, - kötőelem sorozatok, - stb. 39

40 Teljesítmény szerinti sorok: 40
41 A GÉPKOCSI GYÁRTÁSA SORÁN FELHASZNÁLT ALKATRÉSZEK ÉS ANYAGOK SOKASÁGA 41
42 VÉGE 42
A KIALAKÍTÁS SZABÁLYAI II.
 A KIALAKÍTÁS SZABÁLYAI II. ERGONÓMIAILAG HELYES KIALAKÍTÁSOK Átlagos emberi testméretek (Kroemer és Niemann nyomán): A kézi erő értéke függ a mozgás síkjától, az erőkifejtés közben a kéz(kar) elmozdulásának
A KIALAKÍTÁS SZABÁLYAI II. ERGONÓMIAILAG HELYES KIALAKÍTÁSOK Átlagos emberi testméretek (Kroemer és Niemann nyomán): A kézi erő értéke függ a mozgás síkjától, az erőkifejtés közben a kéz(kar) elmozdulásának
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
DICHTOMATIK. Beépítési tér és konstrukciós javaslatok. Statikus tömítés
 Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Beépítési tér és konstrukciós javaslatok Az O-gyűrűk beépítési terét (hornyot) lehetőség szerint merőlegesen beszúrva kell kialakítani. A szükséges horonymélység és horonyszélesség méretei a mindenkori
Objektum semleges géptervezés
 Előadásvázlat 4. rész Összeállította:, Takács Ágnes 1/62 9. 5. A kialakítás kötöttségei, elvhelyesség/ 1 A tervezésnek a kialakítás fázisában nagy hatása van a későbbi gyártási időre, a minőségre és a
Előadásvázlat 4. rész Összeállította:, Takács Ágnes 1/62 9. 5. A kialakítás kötöttségei, elvhelyesség/ 1 A tervezésnek a kialakítás fázisában nagy hatása van a későbbi gyártási időre, a minőségre és a
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat)
") ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
ERŐVEL ZÁRÓ KÖTÉSEK (Vázlat) Erővel záró nyomatékkötések Hatáselve: a kapcsolódó felületre merőleges rugalmas szorítás hatására a felület érintőjének irányába ható terheléssel ellentétes irányban ébredő
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Golyós hüvely Raktári program
 Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
Golyós hüvely Raktári program A Tech-Con Hungária Kft. lineáris technika kategóriájában megtalálhatóak az NTN-SNR kiváló minőségű termékei. Mint tervező, fejlesztő és gyártó, az NTN-SNR a világ harmadik
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Legnagyobb anyagterjedelem feltétele
 Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
Legnagyobb anyagterjedelem feltétele 1. Legnagyobb anyagterjedelem feltétele A legnagyobb anyagterjedelem feltétele (szabványban ilyen néven szerepel) vagy más néven a legnagyobb anyagterjedelem elve illesztett
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK ÁGAZATON BELÜLI SPECIALIZÁCIÓ SZAKMAI ÉRETTSÉGI VIZSGA I. RÉSZLETES ÉRETTSÉGI VIZSGAKÖVETELMÉNYEK Az élelmiszeripari gépésztechnikai ismeretek ágazaton belüli
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
GÉPÉSZETI ALAPISMERETEK TÉMAKÖRÖK
 GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÉRETTSÉGI TÉMAKÖRÖK Preisz Csaba mérnök-tanár Műszaki mechanika Statikai alapfogalmak - Erőrendszer fogalma - Vektorokkal végezhető alapműveleteket (erők felbontása,
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Fém megmunkálás. Alapanyag. Térfogat- és lemezalakítások. Porkohászat. Öntészet homokba öntés, preciziós öntés kokilla öntés. fémporok feldolgozása
 Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból
 Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból 1. A munkaeszközök, illetve gépek biztonságával foglalkozó fontosabb jogszabályok és szabványok. A nemzeti szabvány és a honosított
Záróvizsga kérdések a Gépek és berendezések biztonságtechnikája c. tantárgyból 1. A munkaeszközök, illetve gépek biztonságával foglalkozó fontosabb jogszabályok és szabványok. A nemzeti szabvány és a honosított
Tűrés. szóródás terjedelme
 GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
GE2FB 1 Lektorálás előtti, nem végleges anyag Csatlakozó alkatrészek tűrésezése, tűrésláncok. ISO illesztési rendszer. Felületi érdesség fogalma és megadása. Felületi érdesség és tűrés összefüggése. /
Géprajz gépelemek II. II. Konzultáció (2014.03.22.)
") Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Géprajz gépelemek II. II. Konzultáció (2014.03.22.) Forgó alkatrészek oldható kötőelemei (a nem oldható tengelykötéseket a tk.-ből tanulni) Ékkötés Az ék horonyszélességének illesztése laza D10 A tengely
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA
 GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
GÉPSZERKEZETTAN - TERVEZÉS GÉPELEMEK KÁROSODÁSA 1 Üzemképesség Működésre, a funkció betöltésére való alkalmasság. Az adott gépelem maradéktalanul megfelel azoknak a követelményeknek, amelyek teljesítésére
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Géprajz - gépelemek. Előadó: Németh Szabolcs mérnöktanár. Belső használatú jegyzet 2
 Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Géprajz - gépelemek FELÜLETI ÉRDESSÉG Előadó: Németh Szabolcs mérnöktanár Belső használatú jegyzet http://gepesz-learning.shp.hu 1 Felületi érdesség Az alkatrészek elkészítéséhez a rajznak tartalmaznia
Segédlet a gördülőcsapágyak számításához
 Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Segédlet a gördülőcsapágyak számításához Összeállította: Dr. Nguyen Huy Hoang Budapest 25 Feladat: Az SKF gyártmányú, SNH 28 jelű osztott csapágyházba szerelt 28 jelű egysorú mélyhornyú golyóscsapágy üzemi
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
ÚJDONSÁGOK A CSAPÁGYAK VILÁGÁBÓL
 ÚJDONSÁGOK A CSAPÁGYAK VILÁGÁBÓL PÉCS 2004. március 03. Kalocsai Péter Peter.Kalocsai@skf.com BEVEZETŐ, ÁLTALÁNOS ISMERETEK Az SKF jelentése Svenska Kugellager Fabriken Swedish Ball Bearing Manufacturer
ÚJDONSÁGOK A CSAPÁGYAK VILÁGÁBÓL PÉCS 2004. március 03. Kalocsai Péter Peter.Kalocsai@skf.com BEVEZETŐ, ÁLTALÁNOS ISMERETEK Az SKF jelentése Svenska Kugellager Fabriken Swedish Ball Bearing Manufacturer
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
KULCS SZERKESZTÉS-TKK-2016
 KULCS SZERKESZTÉS-TKK-2016 1. A termelés alapjául szolgáló ötletek átalakítását projektre: 2 a) tervezésnek b) szerkesztésnek nevezzük. 2. A hasznossági fok a tervezési munka folyamán a következő mutatja:
KULCS SZERKESZTÉS-TKK-2016 1. A termelés alapjául szolgáló ötletek átalakítását projektre: 2 a) tervezésnek b) szerkesztésnek nevezzük. 2. A hasznossági fok a tervezési munka folyamán a következő mutatja:
2. Kötőelemek mechanikai tulajdonságai
 800 Tatabánya, Búzavirág út 9. Tel.: +36-34/309-404 Fax.:+36-34/511-55. Kötőelemek mechanikai tulajdonságai.1. Csavarok szilárdsági jellemzői (ISO 898-1) A csavarok szilárdsági csoportjainak jelölése az
800 Tatabánya, Búzavirág út 9. Tel.: +36-34/309-404 Fax.:+36-34/511-55. Kötőelemek mechanikai tulajdonságai.1. Csavarok szilárdsági jellemzői (ISO 898-1) A csavarok szilárdsági csoportjainak jelölése az
Az alkatrésztervezés folyamata 1. (meghatározó a biztonság szempontjából)
") Az alkatrésztervezés folyamata 1. (meghatározó a biztonság szempontjából) 1 / 15 Az alkatrésztervezés folyamata 2. 2 / 15 A szilárdsági számítás végeredménye az adott feladattól függően a szükséges méret,
Az alkatrésztervezés folyamata 1. (meghatározó a biztonság szempontjából) 1 / 15 Az alkatrésztervezés folyamata 2. 2 / 15 A szilárdsági számítás végeredménye az adott feladattól függően a szükséges méret,
Király Trading KFT H-1151 Budapest Mogyoród útja Leírás
 K0377 Anyák T-hornyokhoz, DIN 508, bővített Nemesíthető acél, 10-es minőségi osztály, EN AW-7075 vagy 1.4305 nemesacél. Acél, fekete. Alumínium és nemesacél, csupasz. Az alumínium T-horonyanyák acél menetes
K0377 Anyák T-hornyokhoz, DIN 508, bővített Nemesíthető acél, 10-es minőségi osztály, EN AW-7075 vagy 1.4305 nemesacél. Acél, fekete. Alumínium és nemesacél, csupasz. Az alumínium T-horonyanyák acél menetes
Székely Bence Daruline Kft.
 Székely Bence Daruline Kft. Emelőgép jellemző életciklusa Értékesítés Modernizáció / Csere Üzembe helyezés Betanítás Teljes felújítás (GO) Időszakos vizsgálatok Szükséges javítások Gyártó által előírt
Székely Bence Daruline Kft. Emelőgép jellemző életciklusa Értékesítés Modernizáció / Csere Üzembe helyezés Betanítás Teljes felújítás (GO) Időszakos vizsgálatok Szükséges javítások Gyártó által előírt
Szakmai ismeretek II.
 Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
Szakmai ismeretek II. Gépjármő motorok III. rész 2007. november 8. Dr. Németh Huba Szabó Bálint BME Gépjármővek tanszék 1 Belsıégéső motorok felépítése 2007. november 8. Dr. Németh Huba Szabó Bálint BME
A forgójeladók mechanikai kialakítása
 A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
SZAKMAI ISMERETEK. 1. Csoportosítsa az anyagokat! Definiálja az anyag alapvető fizikai, kémiai, mechanikai és technológiai tulajdonságait!
 SZAKMAI ISMERETEK Anyagismeret 1. Csoportosítsa az anyagokat! Definiálja az anyag alapvető fizikai, kémiai, mechanikai és technológiai tulajdonságait! 2. Ismertesse a szilárdsági vizsgálatok fajtáit, a
SZAKMAI ISMERETEK Anyagismeret 1. Csoportosítsa az anyagokat! Definiálja az anyag alapvető fizikai, kémiai, mechanikai és technológiai tulajdonságait! 2. Ismertesse a szilárdsági vizsgálatok fajtáit, a
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ
 ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
ÉLELMISZERIPARI GÉPÉSZTECHNIKAI ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ A MINTAFELADATOKHOZ 1. Döntse el, hogy az alábbi gépelemekre vonatkozó állítások igazak vagy hamisak!
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
Hegesztett alkatrészek kialakításának irányelvei
 Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
Hegesztett alkatrészek kialakításának irányelvei. A hegesztend alkatrész kialakításának az anyag és a technológia kiválasztása után legfontosabb szempontja, hogy a hegesztési varrat ne a legnagyobb igénybevétel
I. TŰRÉS. A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni.
 Tűrés és Illesztés I. TŰRÉS A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni. Ha nem tudjuk ezt elérni, akkor nem is
Tűrés és Illesztés I. TŰRÉS A munkadarabok előírt méreteit, szögeit, alakját, és méreteik egymáshoz viszonyított helyzetét a gyakorlatban nem tudjuk kivitelezni. Ha nem tudjuk ezt elérni, akkor nem is
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Ék-, retesz- és bordás kötések
 Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Gépszerkezettan Ék-, retesz- és bordás kötések A különféle ék- és reteszkötésekkel tengelyek és agyak között létesítenek kapcsolatot. Az ékek lejtős kialakítású gépelemek, melyeknek beszorítása után nagy
Tengelykapcsoló. 2018/2019 tavasz
 Jármű és s hajtáselemek I. Tengelykapcsoló Török k István 2018/2019 tavasz TENGELYKAPCSOL KAPCSOLÓK 2 1. Besorolás Nyomatékátvivő elemek tengelyek; tengelykapcsolók; vonóelemes hajtások; gördülőelemes
Jármű és s hajtáselemek I. Tengelykapcsoló Török k István 2018/2019 tavasz TENGELYKAPCSOL KAPCSOLÓK 2 1. Besorolás Nyomatékátvivő elemek tengelyek; tengelykapcsolók; vonóelemes hajtások; gördülőelemes
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára
 c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára") 3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
3. feladat Géprajz-Gépelemek (GEGET224B) c. tárgyból a Műszaki Anyagtudományi Kar, nappali tagozatos hallgatói számára TENGELYVÉG CSAPÁGYAZÁSA, útmutató segítségével d. A táblázatban szereplő adatok alapján
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
GÖRGŐS LÁNCHAJTÁS tervezése
 MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
MISKOLCI EGYETEM GÉPELEMEK TANSZÉKE OKTATÁSI SEGÉDLET a GÉPELEMEK II. c. tantárgyhoz GÖRGŐS LÁNCHAJTÁS tervezése Összeállította: Dr. Szente József egyetemi docens Miskolc, 008. A lánchajtás tervezése során
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 A FORGÁCSLEVÁLASZTÁS
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 3. előadás Összeállította: Vázlat 1. A forgácsolás igénybevételei modellje 2.
GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ
 Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Gépészet ismeretek középszint 1721 ÉRETTSÉGI VIZSGA 2018. május 16. GÉPÉSZET ISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA JAVÍTÁSI-ÉRTÉKELÉSI ÚTMUTATÓ EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Útmutató a vizsgázók teljesítményének
Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő évi kerettanterve alapján. 10. évfolyam
 Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő 2018. évi kerettanterve alapján 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Bevezetés, kötőgépelemek,
Gépelemek-géptan, Osztályozó vizsga témakörök, az Autószerelő 2018. évi kerettanterve alapján 10. évfolyam Számonkérés: feladatlap megoldása, szóbeli tétel húzása Szükséges eszközök: toll Bevezetés, kötőgépelemek,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Kézi forgácsoló műveletek Darabolás (fűrészelés, vágás) Forgácsolás reszelés fúrás (fúrás, süllyesztés) köszörülés menetkészítés Illesztés (csiszolás,
Fogaskerékhajtás tervezési feladat (mintafeladat)
") 1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
1. Kezdeti adatok: P 4 kw teljesítményszükséglet i.8 módosítás n 1 960 1/min fordulatszám α g0 0 - kapcsolószög η 0.9 fogaskerék hajtás hatásfoka L h 0000 h csapágyak megkívánt élettartama Fogaskerékhajtás
Ipari robotok megfogó szerkezetei
 IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
Általános mérnöki ismeretek
 Általános mérnöki ismeretek 2. gyakorlat Mérés- és tűréstechnikai számítások Tűrésrendszerek Alkatrészek eltérései Egy alkatrész soha sem készíthető el tökéletes pontossággal. Az eltérések lehetnek: méreteltérések
Általános mérnöki ismeretek 2. gyakorlat Mérés- és tűréstechnikai számítások Tűrésrendszerek Alkatrészek eltérései Egy alkatrész soha sem készíthető el tökéletes pontossággal. Az eltérések lehetnek: méreteltérések
Pattex CF 850. Műszaki tájékoztató
 BETON / TÖMÖR KŐ HASZNÁLAT FELHASZNÁLÁSI ÚTMUTATÓ 1. ALKALMAZÁSI TERÜLETEK ALAP ANYAGA: beton, tömör kő Nehéz terhet hordozó elemek rögzítése tömör kőben, betonban, porózus betonban és könnyű betonban.
BETON / TÖMÖR KŐ HASZNÁLAT FELHASZNÁLÁSI ÚTMUTATÓ 1. ALKALMAZÁSI TERÜLETEK ALAP ANYAGA: beton, tömör kő Nehéz terhet hordozó elemek rögzítése tömör kőben, betonban, porózus betonban és könnyű betonban.
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak
 BSC szak") Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
Csavarorsós emelőbak tervezési feladat Gépészmérnök, Járműmérnök, Mechatronikai mérnök, Logisztikai mérnök, Mérnöktanár (osztatlan) BSC szak A feladat részletezése: Név:.. Csoport:... A számításnak (órai)
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 04 Ipari gépész Tájékoztató
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
GÖRDÜLŐCSAPÁGYAK élettartam-számítása
 MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPELEMEK c. tantárgyhoz GÖRDÜLŐCSAPÁGYAK élettartam-számítása Összeállította: Dr. Szente József egyetemi docens Miskolc, 2010. Gördülőcsapágyazás
MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPELEMEK c. tantárgyhoz GÖRDÜLŐCSAPÁGYAK élettartam-számítása Összeállította: Dr. Szente József egyetemi docens Miskolc, 2010. Gördülőcsapágyazás
Elıgyártmány típusok Hengerelt Húzott Kovácsolt Öntött Hegesztett
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BAGGT23NNC/NLC 01B - Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu.hu Tartalom
Tűrés és illesztés. Készítette: Szűcs Tamás
 Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
Tűrés és illesztés Készítette: Szűcs Tamás 2016 1. A tűrés fogalma, jelölésrendszere Alapfogalmak Tűrés: egy munkadarab mérete vagy alakja bizonyos határok között eltérhet a pontos mérettől. A rajzon a
11 LEGGYAKORIBB CSAPÁGYHIBA
 www.tapai-gear.rs tapaigear@gmail.com 11 LEGGYAKORIBB CSAPÁGYHIBA Előfordult már csapágy meghibásodás gépeiben? A gépgyártók általában nem szokták megosztani az előforduló hibák okait és a lehetséges ellenintézkedéseket.
www.tapai-gear.rs tapaigear@gmail.com 11 LEGGYAKORIBB CSAPÁGYHIBA Előfordult már csapágy meghibásodás gépeiben? A gépgyártók általában nem szokták megosztani az előforduló hibák okait és a lehetséges ellenintézkedéseket.
K0398. Beszerelő szerszám menetes betétekhez. Leírás. Termékleírás / Termékillusztrációk. Működési mód: Beszerelő szerszámok menetes betétekhez
 K0398 Beszerelő szerszám menetes betétekhez Működési mód: Beszerelő szerszámok menetes betétekhez 1/1 K0398 Menetes betétek Alapanyag: Menetes betét, acél vagy nemesacél. Kivitel: passzivált. További információk:
K0398 Beszerelő szerszám menetes betétekhez Működési mód: Beszerelő szerszámok menetes betétekhez 1/1 K0398 Menetes betétek Alapanyag: Menetes betét, acél vagy nemesacél. Kivitel: passzivált. További információk:
Acélszerkezetek. 3. előadás 2012.02.24.
 Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
Acélszerkezetek 3. előadás 2012.02.24. Kapcsolatok méretezése Kapcsolatok típusai Mechanikus kapcsolatok: Szegecsek Csavarok Csapok Hegesztett kapcsolatok Tompavarrat Sarokvarrat Coalbrookdale, 1781 Eiffel
A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő.
 6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
6. FÚRÁS, FURATBŐVÍTÉS 6.1. Alapfogalmak A fúrás és furatbővítés során belső hengeres, vagy egyéb alakos belső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és végezheti a szerszám is és a
Egyetemi szintű Gépészmérnöki szak Általános géptervező szaki. műszaki termék életpályájának szakaszai. Egyetemi szintű gépészmérnök
 Gépészmérnöki Általános géptervező i. irány ZV_tárgy tantárgy tanár tétel 1. műi termékek fejlesztési folyamatának áttekintése. irány műi termék életpályájának aszai. irány irány irány irány irány irány
Gépészmérnöki Általános géptervező i. irány ZV_tárgy tantárgy tanár tétel 1. műi termékek fejlesztési folyamatának áttekintése. irány műi termék életpályájának aszai. irány irány irány irány irány irány
MEFA-Csúszóelemek. Csúszóelemek. Tel Fax /1. Rozsdamentes csúszóelemek lásd 13 fejezet
 MEFA-Csúszóelemek Csúszóelemek Csúszólemez 4/2 oldal Z-leszorító, csúszósáv 4/3 oldal Radiál-axiál elem csúszólemezhez 4/4 oldal Csúszószem 4/4 oldal Csúszófüggesztő L 4/5 oldal Csúszófüggesztő TF 4/5
MEFA-Csúszóelemek Csúszóelemek Csúszólemez 4/2 oldal Z-leszorító, csúszósáv 4/3 oldal Radiál-axiál elem csúszólemezhez 4/4 oldal Csúszószem 4/4 oldal Csúszófüggesztő L 4/5 oldal Csúszófüggesztő TF 4/5
PFEIFER - MoFi 16 Ferdetámaszok rögzítő rendszere. 2015.05.22 1.oldal
 PFEIFER - Ferdetámaszok rögzítő rendszere 2015.05.22 1.oldal Felhasználás Mire használjuk? A PFEIFER típusú ferde támaszok rögzítő rendszere ideiglenesen rögzíti a ferdetámaszokat a fejrésznél. Ferde támasztó
PFEIFER - Ferdetámaszok rögzítő rendszere 2015.05.22 1.oldal Felhasználás Mire használjuk? A PFEIFER típusú ferde támaszok rögzítő rendszere ideiglenesen rögzíti a ferdetámaszokat a fejrésznél. Ferde támasztó
Csapágyak szigetelési lehetőségei a kóbor áram ellen. Schaeffler Gruppe
 Csapágyak szigetelési lehetőségei a kóbor áram ellen Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a kóbor áram ellen 23.11.2009 Seite 2 Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a
Csapágyak szigetelési lehetőségei a kóbor áram ellen Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a kóbor áram ellen 23.11.2009 Seite 2 Kóbor áram Kóbor áram okozta csapágy károk Szigetelés a
6. feladat. Géprajz c. tárgyból nappali tagozatú gépészmérnök-hallgatóknak. Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon)
") 6. feladat Géprajz c. tárgyból nappali tagozatú gépészmérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két helyen gördülőcsapágyazott
6. feladat Géprajz c. tárgyból nappali tagozatú gépészmérnök-hallgatóknak Hajtómű részlet (formátum: A2, kihúzás: ceruzával fehér rajzlapon) A feladatban ékszíj hajtja meg a két helyen gördülőcsapágyazott
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
CSAPÁGYAK. Széchenyi István Egyetem
 CSAPÁGYAK Széchenyi A csapágyak feladata a forgó vagy lengő mozgást végző tengelyek megtámasztása és megvezetése a lehető legkisebb ellenállás mellett. A csapágyak a terhelés felvétele szempontjából lehetnek:
CSAPÁGYAK Széchenyi A csapágyak feladata a forgó vagy lengő mozgást végző tengelyek megtámasztása és megvezetése a lehető legkisebb ellenállás mellett. A csapágyak a terhelés felvétele szempontjából lehetnek:
Csúszóelem GL37 és GL 100, GL 200 /kiválasztási táblázat/ Szerelési példa csúszóelemekre /Acélszerkezeti rögzítés esetében/
 Csúszóelem GL37 és GL 100, GL 200 /kiválasztási táblázat/ max ajánlott cső csúszóelem csőbilincs max. ajánlott max. terhelési értékek átmérő-ø menetes rúd hossz függesztett álló [kn] [kn] 48,3 GL 37 M8
Csúszóelem GL37 és GL 100, GL 200 /kiválasztási táblázat/ max ajánlott cső csúszóelem csőbilincs max. ajánlott max. terhelési értékek átmérő-ø menetes rúd hossz függesztett álló [kn] [kn] 48,3 GL 37 M8
TENGELY TERHELHETŐSÉGI VIZSGÁLATA
 MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPSZERKEZETTAN - TERVEZÉS c. tantárgyhoz TENGELY TERHELHETŐSÉGI VIZSGÁLATA Összeállította: Dr. Szente József egyetemi docens Miskolc,
MISKOLCI EGYETEM GÉP- ÉS TERMÉKTERVEZÉSI TANSZÉK OKTATÁSI SEGÉDLET a GÉPSZERKEZETTAN - TERVEZÉS c. tantárgyhoz TENGELY TERHELHETŐSÉGI VIZSGÁLATA Összeállította: Dr. Szente József egyetemi docens Miskolc,
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
03 Előgyártmány választás
 Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
Y Forgácsolástechnológia alapjai 03 lőgyártmány választás r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 z előgyártmány választás lépései Y lőgyártmány típus meghatározása Ráhagyás meghatározása
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Projektfeladatok 2014, tavaszi félév
 Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
Projektfeladatok 2014, tavaszi félév Gyakorlatok Félév menete: 1. gyakorlat: feladat kiválasztása 2-12. gyakorlat: konzultációs rendszeres beszámoló a munka aktuális állásáról (kötelező) 13-14. gyakorlat:
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
TARTALOMJEGYZÉK I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS...
 I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó
I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó