Lean Termelési Rendszer a Toyota tükrében avagy a túlélés lehetősége válsághelyzetben
|
|
|
- Virág Székely
- 9 évvel ezelőtt
- Látták:
Átírás
1 Budapesti Műszaki Főiskola Lean Termelési Rendszer a Toyota tükrében avagy a túlélés lehetősége válsághelyzetben Szakdolgozat Készítette: Tóka Norbert Műszaki menedzser Belső konzulens: Kőszeghy Béla Külső konzulens: Papp Sándor Budapest, 2009

2 Tartalom Bevezetés A Lean Termelési Rendszer kialakulása A Toyota a kezdetekben A Toyota Termelési Rendszer fejlődése A Toyota a napjainkban Lean vagy Toyota Termelési Rendszer? A lean termelés 5 alapelve Az érték meghatározása Az értékáram meghatározása Veszteségek felismerése miért Értékáram-elemzés Az áramlás megvalósítása Just-in-time Egydarabos áramlás Ütemidő Heijunka SMED Jidoka A húzó gyártás kialakítása Húzó elvű gyártás Szupermarket Kanban Tökéletesítés Stabil és szabványosított folyamatok Kaizen tevékenység S A megfelelő vállalati kultúra és gondolkodásmód Kaizen filozófia Munkatársi, beszállítói és társadalmi kapcsolatok kezelése Genchi genbutsu Döntéshozatal Nyereség és árak

3 3.6. Hosszú távú gondolkodás Nehézségek és lehetőségek a lean kapcsán A leanben rejlő lehetőségek és a legjellemzőbb nehézségek Lean a válsághelyzetben A gazdasági válság hatása a Toyotára A válság hatása a magyar feldolgozóiparra, és a lean, mint lehetséges kiút Lean esettanulmányok Stabil Produkt Kft Röviden a Stabil Produkt Kft.-ről Lean eszközök és elvek bevezetése a Stabil Produkt Kft.-nél A gondolkodásmód és a főbb nehézségek bemutatása Tények és értékelés /////Alpine Európai Elektronikai Ipari Kft Az /////Alpine Európai Elektronikai Ipari Kft. rövid bemutatása Kaizen filozófia és műhelymunka az /////Alpine-nál A gondolkodásmód és a főbb nehézségek ismertetése A Nagare Kaizen csapat céljai a közeljövőben A két esettanulmány összevetése Összefoglalás Hivatkozások Felhasznált irodalom Kivonat Abstract Köszönetnyilvánítás Ábrák és táblázatok jegyzéke Mellékletek

4 Bevezetés Az ipar elmúlt másfél évszázadának legfőbb jellemzője a tömegtermelés kialakulása és globális térhódítása. Ennek legnevesebb képviselője Henry Ford volt, aki hatalmas sikereket ért el a híres T-modell tömeggyártásával. A termelés első 15 éve alatt az eredeti harmadára csökkentette az autó árát. Sikerének egyik kulcsa éppen az volt, hogy felismerte a méretgazdaságosságban rejlő lehetőségeket, és a nagy számban, kis választékban történő gyártással költséghatékonyan tudott termelni. Ez a gyakorlat igen sokáig jellemezte az ipar különféle területeit. Mára azonban a vevői igények bővülésével és specializálódásával a méretgazdaságosság helyét elkezdte felváltani a választékgazdaságosság. A fogyasztók egyre jobb minőséget, egyre alacsonyabb árat, egyre rövidebb átfutási időt és ugyanakkor egyre nagyobb választékot igényelnek. Erre az igényre a választékgazdaságosság keretében több megoldás is létezik, amelyek egyike a Lean Termelési Rendszer. A Lean Termelési Rendszer mind nagyobb népszerűségnek örvend a világban. Sok vállalat vezette már be, vagy ismerkedett meg vele, mégsem jártak egyöntetű sikerrel. Cégek százai értek már el komoly sikereket a segítségével, ugyanakkor vannak, akik nem tudták megvalósítani a kitűzött célokat. Jelen szakdolgozat ennek okát is vizsgálja, és két esettanulmány segítségével ad bepillantást a Lean Termelési Rendszer bevezetésébe, illetve alkalmazásába. A szakdolgozat hipotézise, hogy a Lean Termelési Rendszerrel bármely vállalat számottevően javíthatja hatékonyságát, piaci helyzetét, működését. A Lean Termelési Rendszer közel két évtizedes múltra tekint vissza, de valójában ennél sokkal több tapasztalat és tudás áll mögötte, hiszen alapja a Toyota Termelési Rendszer, mely sok évtizedes fejlődése során bizonyította életképességét. Jelen szakdolgozat célja bemutatni az említett termelési rendszereket és választ adni többek között a következő kérdésekre is: Miben különbözik egymástól a Lean és a Toyota Termelési Rendszer? Mi az oka annak, hogy egyes vállalatoknak sikertelen a leanné válása? Milyen nehézségek merülhetnek fel a lean bevezetése és fenntartása során, mire érdemes különösen figyelni? Garanciát jelenthet-e a lean alkalmazása válsághelyzetben? Milyen jövőképe van a Lean Termelési Rendszernek Magyarországon? Habár a Lean Termelési Rendszer elnevezés arra enged következtetni, hogy kizárólag a termelés világában alkalmazható módszerről van szó, számos példa bizonyítja ennek ellenkezőjét. A megfelelő szemlélet elsajátításával ugyanolyan sikert lehet elérni a szolgáltatási, a tervezési és az adminisztrációs területeken is

5 1. A Lean Termelési Rendszer kialakulása 1.1. A Toyota a kezdetekben A Toyota története Sakichi Toyodával indult, aki Japánban született 1867-ben egy földműves család gyermekeként. Apja mellett kitanulta az ácsszakmát, amelynek segítségével az addigiaknál olcsóbb és hatékonyabb kézi szövőszékek építésébe kezdett. Ennek sikerén felbuzdulva később automata szövőszékek kifejlesztéséhez fogott, hogy ezzel könnyítsen a szövőiparban dolgozó édesanyja és a többi háziasszony munkáján. Sok kísérletezés, munka és kudarc után fia, Kiichiro segítségével 1924-ben készült el az első önműködő szövőgépe, amely ráadásul hiba esetén ha elszakadt vagy elfogyott a szál automatikusan megállt. Ez az elv később a Toyota Termelési Rendszer egyik meghatározó pillére lett. Toyoda 1918-ban megalapította a Toyoda Fonó és Szövő Vállalatot, 1926-ban pedig a Toyoda Automata Szövőszék Műveket, melynek legnépszerűbb modellje, a hibamentes, automata Type G forradalmasította a japán szövőipart. Sakichi Toyoda ben megbízta fiát, Kiichiro Toyodát, hogy egyezzen meg a szövőgépgyártásban piacvezető Platt Brothers céggel a szabadalmi jogok eladásáról. Az ebből befolyt font nagyban hozzájárult ahhoz, hogy 1933-ban Risaburo Toyoda vezetésével és Kiichiro Toyoda Amerikában szerzett tapasztalatával megalakulhasson az autógyártó részleg, amely két évvel később önállósodott. Az önálló vállalat még a szövőgépgyár üzemében kezdte meg az A1 modell sorozatgyártását 1936-ban ben felvette a Toyota Motor Corporation nevet, 1938-ban pedig felépült a Toyota önálló autógyártó üzeme Koromóban. Kiichiro Toyoda 1929 és 1933 között a Ford michigani és számos más autógyártó európai üzemeibe is ellátogatott, ahol olyan tapasztalatokra tett szert, melyek később komoly hatással voltak a Toyota Termelési Rendszer megalapozásában. A szalagrendszerű gyártás és a szupermarketek példája mutatkozik meg a just-in-time elvben, amely a műveletek legalkalmasabb időben és a legrövidebb idő alatt történő elvégzésére törekszik ban, a koromói gyár megnyitásakor Kiichiro a következőket mondta [1]: Azt tervezem, hogy a lehető legnagyobb mértékben visszaszorítom a várakozási időt a munkafolyamatok, valamint az alkatrészek és az anyagok szállítása területén. A terv megvalósításának alapelveként fenntartom a just-in-time megközelítést. Az a vezérelv, hogy se túl korán, se túl későn ne szállítsuk az árut. Ezt az alapelvet sikerrel alkalmazta a Toyota, azonban a II. világháború kitörése teljesen megváltoztatta az addigi termelést. A személyautók gyártásáról át kellett állni a hadiipart kiszolgáló teherautók, sőt repülőgépek és fegyverek előállítására. A Toyota csodás módon átvészelte a háborút, amit amerikai megszállás követett. Habár ez magában hordozta a gyárbezárások lehetőségét, az amerikaiak végül épp az ellenkezőjét, az ipar felvirágoztatását és Japán újjáépítését támogatták. Ehhez szükség volt a személyszállító járművek mellett különféle tehergépjárművekre is, melyekre kellő számú megrendelést kaptak. A Toyota ezzel ismét lendületet szerzett, azonban az akkor országosan jellemző rossz likviditás eredményeként hatalmas adóssága halmozódott fel. Kiichiro is - 5 -

6 vallotta a japán kultúra élethosszig tartó foglalkoztatásának elvét, és így ő is törekedett arra, hogy ne kelljen dolgozókat elbocsátania. A csőd elkerülésére megtették a szükséges lépéseket, amelyek azonban nem bizonyultak elegendőnek. Ekkor, 1950-ben a cég történetének egyetlen sztrájkja következett és közös megegyezéssel körülbelül kétezer dolgozót bocsátottak el. Mivel ez ellenkezett Kiichiro elveivel, magára vállalva a felelősséget, lemondott a cég vezetéséről, melyet unokaöccsének, Eiji Toyodának adott át. Kiichiro példamutatása meghatározóvá vált a cég életében. A szintén gépészmérnök végzettségű Eiji Toyoda több mint három évtizeden át töltötte be a cég elnöki posztját. Kiichiro megbízásából egymaga hozta létre és vezette a Toyota kutatólaboratóriumát, mely a gyártófolyamatok és szerszámok felkutatásával foglalkozott. A Toyota Eiji vezetése alatt fejlődött a legélénkebben, ebben az időszakban alakult ki több mint két évtized munkájával a Toyota Termelési Rendszer A Toyota Termelési Rendszer fejlődése Láthattuk, hogy a ma Toyota Production System (TPS) néven ismert termelési rendszer gyökerei egészen a kezdetekhez, Sakichi és Kiichiro Toyoda munkásságához nyúlnak vissza, rendszerré válásában a legnagyobb szerepet pedig Taiichi Ohno játszotta. Ő 1943-ban, a Toyoda Automata Szövőszék Művektől került át a Toyota Motor Corporationhöz, ahol gyártásszervezéssel foglalkozott. A Toyota Termelési Rendszer kialakulásában az igen tehetséges japán szakemberek kreativitása mellett néhány tengerentúlról származó ötlet is szerepet játszott. A Toyota a 40-es évek első felében futószalagon, precíziós szerszámokkal és a japán piachoz mérten nagy tételben gyártott. Ennek alapja az európai és az amerikai gyakorlat, a Ford által alkalmazott méretgazdaságosságon alapuló tömegtermelés volt, aminek egyik fő pontja a folyamatos termelés, melyet futószalagokkal valósítottak meg. A futószalagok azonban merev rendszerek voltak, egy másik típus gyártására történő átállás igen időigényes volt. Ezért azt preferálták, ha minél kevesebb féle terméket kellett előállítani. Emellett szólt a tömegtermelés gazdaságosságának alapelve is, vagyis, hogy egy vállalat akkor tud nagyobb nyereséget elérni, ha minél kevesebb féle terméket gyárt minél nagyobb kibocsátási szinten. A Ford első modelljei éppen ezért voltak olyan egyszerűek, hiszen így kevesebb alkatrészt, szerszámot és berendezést igényeltek. Ezt példázza Henry Ford híres mondata is [2]: "Vevőink minden színigényét ki tudjuk elégíteni, ha fekete kocsit rendelnek." A magas szintű kibocsátás szükségessé tette a termékek és a folyamatok szabványosítását, valamint a gépesítést és az automatizálást is. A szériaszám növekedése pedig a tanulási görbe szerint további költségcsökkenést eredményezett. Ezeknek az elveknek a működését Ford a gyakorlatban bizonyította, példáját pedig rengeteg más vállalat és ágazat átvette. A Ford 1923-ban 2,1 millió autót adott el, és az eredeti harmadára csökkentette a fajlagos költséget. Ma azonban már szinte lehetetlen egyféle termékkel évtizedeken át hasonló sikereket elérni. Ennek oka, hogy közben a keresleti piac kínálati piaccá alakult, a vevők számára fontos tényező lett a minőség és a választék

7 A Toyota ezt időben felismerte, de a felismeréssel együtt a külső körülmények is szerepet játszottak abban, hogy az alacsony költségek, a kiváló minőség és a széles választék közös útját kitapossa. Ilyen körülmény volt egyrészt maga a japán piac, amely kicsi volt és ezért nem tudott volna olyan mértékű keresletet támasztani a tömeggyártás termékei iránt, mint a sokkal nagyobb amerikai piac. De nem csak a kereslet volt kisebb, hanem a rendelkezésre álló erőforrás és tőke mennyisége is. Ezért a tőke nagy forgási sebességét, azaz gyors átfutási időt biztosító termelésre és a sokféle igényt kielégítő, rugalmasan reagáló rendszerre volt szükség. További fontos tényező volt, hogy a háborút követően a fogyasztóknak kevés pénzmennyiség állt a rendelkezésükre. Ezek szinte kényszerítették a Toyotát a megoldás megtalálására, a Toyota Termelési Rendszer kidolgozására. Japánra és így a Toyotára is komoly hatást gyakoroltak olyan amerikai minőségügyi szakértők is, mint W. Edwards Deming és Joseph M. Juran, akik több éven át munkálkodtak Japánban, főként az 50-es években. A japánok és így a Toyota is sokat tanult tőlük a magas szintű minőség elérésében. Deming egyik fő elve az volt, hogy egy vállalat valamennyi munkatársa a vevő igényeinek kielégítéséért dolgozik, ezért mondta, hogy a következő folyamatlépés a vevő. Ez az elgondolás felfedezhető a Toyota húzórendszerének működésében. Másik fő munkája a később Deming-ciklus, vagy PDCA-ciklus (terv-cselekvés-ellenőrzés-korrekció) néven ismertté vált problémamegoldási eljárás kidolgozása volt. A Toyota ezt a gyakorlatot a helyzet felmérésével kezdi, ennek alapján a PDCA-ciklust kibővíthetnénk helyzetfelismerés-tervcselekvés-ellenőrzés-korrekció ciklussá. Később látható lesz, hogy ez teljes összhangban van a Toyota kaizen filozófiájával, ami folyamatos fejlesztést jelent. Tudásuk és kreativitásuk célravezető alkalmazása mellett Kiichiro, Eiji, Ohno és más japán mérnökök is vitathatatlanul nagyon jól értettek ahhoz, hogy az amerikaiaknál látottakat úgy dolgozzák fel, hogy a pozitív, hasznos elemeket átvegyék, a szükségteleneket kiszűrjék, és ezek tanulságait felhasználják arra, hogy az eddigi és az újonnan átültetett folyamataikat még tovább fejlesszék. A Toyota vezetői és mérnökei több alkalommal is jártak amerikai Fordüzemekben, ahol értékelve a folyamatokat és az üzem működését, sok hasznos elemet átvettek. Ilyen volt a folyamatos gyártási elv, a szabványosítás, az automatizálás és még más elvek is. Habár a Toyota átvette ezeket, mégis továbbfejlesztette, új értelmet adott nekik és sokkal magasabb szinten alkalmazta őket. Ennek legfőbb irányítója volt Taiichi Ohno, aki a kaizen szellemében a termelés folyamatos fejlesztésével hosszú időn keresztül alakította a Toyota Termelési Rendszert. Eiji Toyoda 1950-ben azt a feladatot adta Taiichi Ohnonak, hogy érje utol a Ford termelékenységét, ami a meglehetősen kis japán piacon a tömegtermelés eszközeivel teljesíthetetlen feladatnak tűnt. Taiichi ezért más úton érte el a kitűzött feladatot. Sok új eszközt és módszert alakított ki, sokkal inkább tapasztalati, mintsem tudományos úton. Ezek egyike a just-in-time (JIT) elv, aminek működésében sok más eszköz és technika is szerepet játszik. Fő gondolata, hogy azt a terméket kell előállítani, amire igény van, és akkor kell legyártani, amikor arra szükség van. A just-in-time azonban nemcsak a gyártási folyamatokra, hanem a gyártást kiszolgáló folyamatokra például a - 7 -

8 beszállítókra is kiterjed. A Toyota Termelési Rendszer másik fő alapelve a kiváló minőségre való törekvés és a minőség beépítése a rendszerbe, amit jidokának hívnak. Ehhez szorosan kapcsolódik a poke-yoke, amivel számos hibalehetőség zárható ki, általában nagyon egyszerű technikák révén. A jidoka Sakichi Toyodától származik, aki automata szövőszékét úgy építette meg, hogy része volt a minőség, hiszen ha elszakadt vagy elfogyott egy szál, akkor a gép rögtön jelezte a hibát. Ezen két alapelv egyenes következménye és fenntartója a folyamatos, minél kisebb tételben történő áramlás elve. Ennek megvalósításához Fordtól eltérően párhuzamos vagy L alakú gyártósorelrendezést kezdett alkalmazni az üzemekben, amihez arra is szükség volt, hogy a termékek kiegyenlített ütemben haladjanak előre. A Toyota korábban említett felismerésének része volt a széles választék igényének kielégítése is, ehhez azonban fel kellett készülnie arra, hogy sokféle terméket tudjon egymás után, kis szériában gyártani. A Fordnak éppen ez volt a gondja, hiszen a gépekkel felszerelt futószalagok merev rendszernek bizonyultak, így amikor a T-modell mellett más autókat is elkezdtek gyártani, annak külön összeszerelő sort építettek, ami nyilván akkor volt kifizetődő, ha megfelelő mennyiségben tudták eladni a rajta készült termékeket. A Toyota a kis japán piac miatt ezt nem tehette meg, kis szériás, rugalmas gyártást kellett kialakítania. Ehhez olyan gépekre és módszerekre volt szüksége, melyekkel gyorsan meg tudja valósítani a szerszámcseréket, a termelősorok átállását. Ohno nagyon fontosnak tartotta, hogy az egész üzem működése, a különféle folyamatok és műveletek, az előrehaladás állapota és a problémák is mind szemmel láthatóan követhetőek legyenek. Ezt a gyakorlatot vizuális menedzsment néven ismerte meg a világ. A vizuális menedzsmenthez sorolhatóak többek között az 5S, a kanban, az andon, a szupermarket, az anyaglokátor, az A3-as jelentés és a termelési táblák is. Ezek lényege röviden a következő: Az 5S célja, hogy a szükséges eszközök megválogatásával, a rend kialakításával, takarítással és ezek fenntartásával fegyelmezett módon a vállalat egészében alakítsa ki és tartsa fenn az átláthatóságot és a gyors munkavégzést. A kanban egy olyan rendszer, amely azt a célt szolgálja, hogy a termelés során felmerülő igényeket azonnal észlelni lehessen, és ezáltal se túl korán, se túl későn, hanem éppen időben történjen azok kielégítése. A kanban rendszer elengedhetetlen ahhoz, hogy a just-in-time elv megvalósuljon a termelésben. Az andon egy olyan eszköz, amelynek fény-, esetleg hangjelezésével probléma felmerülésekor értesíteni lehet a csoport- vagy termelésvezetőt. A szupermarket-elv lényege a vizuális menedzsment szempontjából, hogy a még rendelkezésre álló anyag adott szintje önmagában egy információ és kérés annak pótlására. Az anyaglokátor ugyanezt a célt szolgálja az anyag helyének megjelölésével. Az A3-as jelentés egy egyoldalas tömör dokumentáció, amely első pillantásra informál, ugyanezt a célt szolgálják a termelési táblák, amelyek a gyártás folyamatáról szolgálnak friss információkkal. A vizuális menedzsment elengedhetetlen alapja a Toyota Termelési Rendszernek, amint az az 1. ábrán is látható. Az 1. ábra a Toyota Termelési Rendszer modellje, a Toyota házmodell egyik verziója. Számos változat létezik, az eredetit Fujio Cho (Toyota-elnök ig) készítette a hatékonyabb oktatás érdekében

![1. ábra: A Toyota Termelési Rendszer házmodellje [3] A ház elemeinek részletes bemutatására a következő fejezetekben kerül sor.](/docs-images/17/96491/images/9-0.png "A házmodell nem véletlen, jól szemlélteti azt, hogy egyik elemet sem lehet elhanyagolni.")
9 1. ábra: A Toyota Termelési Rendszer házmodellje [3] A ház elemeinek részletes bemutatására a következő fejezetekben kerül sor. A házmodell nem véletlen, jól szemlélteti azt, hogy egyik elemet sem lehet elhanyagolni. Ahogyan egy ház sem funkcionál házként tető, pillér vagy alapok nélkül, úgy a Toyota Termelési Rendszer sem fog megfelelően működni, ha valamely elemét mellőzik. Ahhoz, hogy a Toyota Termelési Rendszere felépüljön, nagyon sok tényezőre volt szükség. Szükség volt a Toyota vezetőire, mérnökeire, a kényszerítő külső hatásokra, az amerikai kapcsolatokra, de szükség volt a Toyota munkásaira is. Szükség volt arra, hogy találékonyságuknak teret adva segítsék a felülről jövő elképzelések megvalósulását és több évtizedes tökéletesítését. Ez a japán társadalom és így a Toyota különleges szemlélete is egyben, amit ma kaizen néven, a folyamatos fejlesztés eszméjeként ismernek szerte a világon. E gondolkodásmód nélkül nem jutott volna el a Toyota odáig, ahol most tart A Toyota a napjainkban Sokan csak csodálkoznak, hogy a Toyota hogyan jutott el az elszigeteltnek hitt japán szövőipartól a világ autógyártásának dobogójára. A csodálkozás pedig nem alaptalan, hiszen kevés vállalatnak van hasonlóan hosszan tartó és sikeres története. A Toyota már 1936-ban exportált néhány teherautóalvázat, később pedig állami megrendelésre komplett teherautókat is az USA-ba ben pedig Toyopet nemzetközi márkanévvel a személyautók piacán is megpróbált betörni az Egyesült Államokba

10 Nagy sikereket vártak, amelyek végül elmaradtak, mivel mindkét személyautójuk a Crown és a Corona is megbukott a hosszú utakat és a nagy tempót jól teljesítő amerikai konkurenciával szemben. Azonban a világpiaci törekvések nem maradtak ennyiben, 1959-ben Brazíliában létrehozták első külföldi gyárukat, 1964-ben pedig ismét megpróbáltak betörni az amerikai piacra, ezúttal az újabb hazai Corona modell átdolgozott, Tiara névre keresztelt változatával, ami meghozta a várt eredményeket. Közben a japán belpiac is megerősödött, a Tiara sikere pedig felkeltette a Toyota iránti érdeklődést Amerikában. A 60-as évek elején a vállalat Európában is megkezdte működését. Ebben az időszakban legnagyobb sikerét a Corolla forgalmazásával érte el. A fejlődés ütemét jelzi, hogy 1947-ig, a gyár első 11 évében kétezernél kevesebb autót gyártottak, 1962-ben elkészült az egymilliomodik, 1972-ben a tízmilliomodik, 1980-ban a harmincmilliomodik, 2000-ben pedig a százmilliomodik Toyota. Míg a világ ipara 1950-ben mit sem tudott a Toyotáról, 1963-ban a vállalatok összesített listájában már a 93. helyet foglalta el, 3 évvel később pedig a 47-et re a Toyota lett a világ 4. legnagyobb autógyártója, éves eladási szám alapján ban pedig, hosszú éveken át tartó szoros verseny után, sikerült megelőznie a világranglistát 77 éven át vezető General Motors vállalatot, így a Toyota napjaink legnagyobb autógyártója lett [4]. A Toyotának 2009-ben 52 gyára üzemel a világ 27 országában ban az autógyártók japán piacán 45%-os, a világban pedig 2007-ben 11%-os részesedése volt. A Fortune 2008-as felmérése szerint a Toyota a világ ötödik legnagyobb vállalata [5] Lean vagy Toyota Termelési Rendszer? A Toyota sikere egyértelmű. A Toyota Termelési Rendszer sikere is egyértelmű. A termelés világában mégis Lean Termelési Rendszerről beszélnek. A kettő nem ekvivalens egymással? A laikusok számára két eltérő rendszernek tűnhet, a témában valamelyest jártasak tudják, hogy igen sok átfedés van a kettő között, a Lean Termelési Rendszert alkalmazók pedig bizonyára sok összefüggést és különbséget tudnának megfogalmazni a kérdésben. Az alábbiakban a feltett kérdést vizsgáljuk meg. A Lean Termelési Rendszert sok más néven is szokták említeni, úgy mint lean gyártás, lean menedzsment, lean módszer. Mivel maga a lean angol szó soványat, karcsút jelent, ezért gyakran karcsúsított gyártásnak hívják, de egyre inkább meghonosodik eredetije, az egyszerű lean kifejezés is. A Lean Termelési Rendszer irodai környezetben történő alkalmazását lean adminisztrációnak nevezik. A Lean Termelési Rendszert alkalmazó vállalatokat pedig sokszor lean vállalatként említik. A Lean Manufacturing kifejezést először James P. Womack és Daniel T. Jones használta 1990-ben a The Machine that Changed the World című könyvben, amely az amerikai, az európai és a japán autóipart elemezte és hasonlította össze. A választás nem volt véletlen, a 70-es években az amerikai piacra betörtek a japán ipar termékei, és kiváló minőségükkel, valamint alacsony áraikkal sok amerikai árucikket sikerült visszaszorítaniuk a piacon. Többéves munkájuk során éppen ezért fókuszáltak a japán autóiparra,

11 azon belül pedig a kiemelkedő Toyotára és annak termelési rendszerére. A japán vállalatok és különösen a Toyota előnye a nyugati gyártással szemben az volt, hogy a kiváló minőséget és az alacsony árat hozzávetőlegesen feleakkora ráfordítással érte el. Feleannyi idő alatt tervezte meg új termékeit, feleakkora területen valósította meg a gyártást, feleannyi átfutási idővel szállította ki a termékeket, mindezt gyakran fele annyi erőforrással és tőkével, mint a nyugati vállalatok. Azért, hogy a japánok és különösen a Toyota termelési rendszerét megkülönböztessék, egy kifejező és közérthető nevet kellett találni számára, így lett belőle lean, azaz karcsú gyártás. Nehéz a leanre tömör, ugyanakkor átfogó és kifejező definíciót adni. Tóth Csaba László A Karcsúsított Gyártás című írásában így fogalmaz [6]: A lean minimalizálja, illetve megszünteti a folyamatokban meglévő, nem értéknövelő műveleteket, csak a legszükségesebb erőforrásokat használja fel úgy, hogy az adott terméket, szolgáltatást vagy információt a vevő által megkívánt minőségben, árban és határidőre adja át. Egy kissé szabadabb, de igen kifejező megfogalmazás Dr. Németh Balázstól a leant alkalmazó vállalatokról [7]: A lean szervezet nem sovány, vagy anorexiás, hanem fitt és rugalmas, mentes a felesleges terhektől, jól gazdálkodik az erejével, amelyet edzéssel fejleszt. A két definícióból jól látható a lean vállalat célja és legfőbb jellemzői. Sokan feltehetnék a kérdést, hogy ezek eltérnek-e a Toyota céljaitól és jellemzőitől. Nem, a Toyotának és egy lean vállalatnak egyaránt célja, hogy minimalizálja a veszteségeket, valódi értéket teremtsen a vevőnek, megfelelő minőségben, árban és időben, mindezt rugalmasan és folyamatos fejlesztéssel. Womack és Jones 1996-ban kiadták következő könyvüket, a Lean Thinkinget. Mindkét művükből egyértelmű, hogy a lean magában foglalja a Toyota módszerét és termelési rendszerét, a mai gyakorlatban azonban mégsem teljesen egyezik a kettő. Ennek két oka van. Egyrészt a lean tovább bővült és fejlődött, például Mike Rother és John Shook a Toyota anyag- és információáramlási diagramnak nevezett eszközéből kifejlesztette az értékáram-feltérképezés módszerét. Az eltérés legfőbb oka azonban mégsem a továbbfejlődés, hanem a felületes alkalmazás. Womack és Jones a Lean Thinkingben öt alapelvet fogalmazott meg, melyek segítségével kialakítható a lean termelés. Ezek a lépések egymásra épülnek, és konzekvens alkalmazásukkal el lehet érni a megfelelő célt, de szükséges megjegyezni, hogy nem a teljességet magában foglaló lépésekről van szó. Az öt alapelv sorrendben a következő: 1. Az érték meghatározása meg kell határozni, hogy mi képviseli az adott termék értékét a vevő számára. 2. Az értékáram feltérképezése az értékek és a veszteségek azonosítása után új értékteremtési folyamatot kell kialakítani

12 3. Az áramlás megvalósítása az új koncepciót meg kell valósítani, hogy a termék folyamatosan haladhasson előre az értékteremtés folyamatában. 4. A húzó gyártás kialakítása el kell érni azt a célt, hogy a termelést a vevő igénye vezérelje. 5. Tökéletesítés a folyamat nem ér véget, az újonnan kialakult rendszert fenn kell tartani és tovább kell fejleszteni. Ennek az öt lépésnek a célja, hogy végül a vállalat kiváló minőségben, alacsony áron, költséghatékonyan, rövid átfutási idővel, magas szintű biztonsággal és kiváló szervezeti kultúrában gyártson. Az alábbiakban a lean eszközeit, technikáit és módszereit fogjuk csoportosítani és párhuzamba állítani az öt alapelvvel. Fontos azonban megjegyezni, hogy a lean eszközei nem kizárólagosan tartoznak valamely lépéshez. Egy bizonyos eszköz akár az egész folyamatra is hatással lehet. A csoportosítás ezért azt veszi figyelembe, hogy egy adott eszközt, technikát melyik folyamatlépés kapcsán a legfontosabb alkalmazni, melyikre a legjellemzőbb: 1. Az érték meghatározása az érték meghatározása konkrét vevői igény alapján 2. Az értékáram feltérképezése veszteségek felismerése 5 miért értékáram-elemzés 3. Az áramlás megvalósítása just-in-time egydarabos áramlás ütemidő-tervezés heijunka SMED jidoka 4. A húzó gyártás kialakítása húzó elvű gyártás szupermarket kanban 5. Tökéletesítés stabil és szabványosított munkafolyamatok kaizen 5S A lean alapelveinek és eszközeinek bemutatása után felmerülhet a kérdés, hogy mennyiben egyeztethető össze a Toyota Termelési Rendszerrel. Az már elsőre látszik, hogy a lean öt alapelvének logikája teljesen más, mint a Toyota házmodellé, a különbö


13 ző eszközök, technikák azonban többnyire mindkét modellben felfedezhetőek. Ennek oka, hogy míg a ház elemei alap, pillér, tető - a fontosságot hivatottak hangsúlyozni, addig a lean öt alapelve a rendszer kiépítésének folyamatát kívánja bemutatni. A 2. ábra bal oldalán látható a Toyota Termelési Rendszer (Toyota házmodell), jobb oldalán pedig a lean bevezetésének folyamata az 5 alapelv szerint. Az összehasonlító ábrán minden egyes elem külön színnel van jelölve. A színek alapján könnyen meg lehet figyelni, hogy a Toyota házmodell adott eszközei, technikái milyen helyet foglalnak el a lean kiépítésének folyamatában. Továbbá az is megfigyelhető, hogy egy kivételével a Toyota házmodell minden elemének megtalálható a párja a lean kiépítés folyamatában. Szükséges megjegyezni, hogy bizonyos elemek eltérő néven szerepelnek, illetve nem egészen ekvivalensek egymással (ilyen például a genchi genbutsu és az érték meghatározása konkrét igény alapján). Ezeket az eltéréseket a 2. fejezet során fogjuk tárgyalni. 2. ábra: A Toyota Termelési Rendszer és a lean összehasonlítása [8]

14 Habár Womack és Jones műveiből egyértelmű, hogy a lean magában foglalja a Toyota Termelési Rendszer egészét, az öt alapelv folyamatjellege miatt bizonyos elemek nem mutatkoznak meg nyilvánvaló módon a lean kiépítésének folyamatában. Ilyen például az emberközpontúság. A Toyota házmodell központjában, a Munkatársak és csapatmunka pont tulajdonképpen az emberközpontúságot képviseli, ami a munkatársak folyamatos fejlesztésében és kinevelésében nyilvánul meg. S habár ez elengedhetetlen feltétele a Lean Termelési Rendszer sikeres kiépítésének, a lean öt alapelvében nem mutatkozik meg konkrétan. Az előbbi példán túl számos különbség, de sok hasonlóság is felfedezhető a két rendszer között, amiket a következő két fejezet során fogunk tárgyalni

15 2. A lean termelés 5 alapelve Az eddigi legfontosabb megállapításokat összefoglalva azt lehet mondani, hogy a Toyota házmodell a fontossági sorrendet tükröző képet ad a rendszerről, a lean 5 alapelve pedig a rendszer felállításának folyamatát mutatja be. Az alapelvekhez társítottuk a Toyota Termelési Rendszer eszközeit és módszereit, ahogyan azok a bevezetés során felmerülnek. Ennek folyamatát, és a két rendszer összehasonlítását mutatjuk be a jelen fejezetben. Itt azonban szükséges megemlíteni, hogy a folyamatban szereplő eszközök és módszerek nem kizárólag ott értelmezhetőek, ahová besorolásra kerültek. Látható lesz, hogy például az 5 miért módszere bármilyen helyzetben nagyon hasznos lehet, az áramlás és a húzó gyártás eszközei pedig legtöbbször szétválaszthatatlan egységet képeznek. A Lean Termelési Rendszer célja, hogy a vállalat a veszteségek minimalizálásával és a folyamatos fejlesztéssel egyre jobb és jobb szintre jusson a költséghatékonyság, a minőség, a biztonság, a termelékenység és a vevői, beszállítói kapcsolatok terén is Az érték meghatározása A Lean Termelési Rendszer bevezetésének folyamatában első lépésként meg kell határozni, hogy a vállalatnak és konkrétan az adott terméknek ki a vevője, és hogy a vevő számára mi képviseli az adott termék értékét, mit vár el a terméktől. Ennek több módja is létezik. Ha a vevő egy konkrét ügyfél, legyen az vállalat vagy egyedi megrendelést adó személy, könnyebb a helyzet, mivel akár pontról pontra lehet egyeztetni. Ha azonban vevőcsoportról van szó, akkor különböző felmérésekkel, piackutatásokkal, de néhány esetben konkrét megkereséssel is érdemes a vevők elvárásait felmérni. Ennek alapján lehet aztán a termelés folyamatát a megrendeléstől kezdve egészen a kiszállításig megvizsgálni annak fényében, hogy mely műveletek építenek értéket a termékbe. Az értékteremtés alapján a tevékenységek így három kategóriába sorolhatóak: Értékteremtő tevékenység Szükséges, bár értéket nem teremtő tevékenység Veszteséget termelő tevékenység Az értékteremtő tevékenység evidens, azonban oda kell figyelni arra, hogy ne csupán a végső vevő igényei legyenek szem előtt. W. Edwards Deming egyik jól ismert tanítása volt, hogy a következő folyamatlépés a vevő [9]. Azaz a folyamat egy pontján a következő lépés úgy értelmezhető, mint egy vevő, akinek az elvárásait teljesíteni kell. Ezért amikor valaki azt vizsgálja, hogy melyek az értékteremtő műveletek, a külső és a belső vevő igényeit is szem előtt kell tartania. A szükséges, bár értéket nem teremtő tevékenységek közé tartozhat például a termék szállítása, tesztelése, a gépek felszerszámozása, dokumentálások és még sok más

16 művelet, amik nem növelik a termék értékét, mégis elengedhetetlenek egy hivatali előírás vagy más belső célok minőség-ellenőrzés, környezetvédelem eléréséhez. Törekedni kell arra, hogy minél kevesebb ilyen művelet legyen a rendszerben, mert ami nem teremt értéket, az valójában veszteséget termel. A veszteséget termelő tevékenységekről a következő fejezetben lesz szó. A Lean vagy Toyota Termelési Rendszer? című fejezetben végzett összehasonlítás során az érték meghatározása és a genchi genbutsu párba lettek állítva. Valójában nem teljesen ekvivalens a két elem. A genchi genbutsu - ahogy a 3. fejezetben is szó lesz róla egy személyes gyakorlat, ami azt szorgalmazza, hogy a magunk munkája által, saját meggyőződéssel végezzünk vizsgálatot és hozzunk döntést bármilyen kérdésről vagy problémáról legyen is szó. De ha ez igaz egy problémára, még inkább igaz egy olyan fontos kérdésben, hogy mit kíván a vevő. Hiszen azen áll vagy bukik egy vállalat sikere, hogy ki tudja-e elégíteni a vevői igényeket. A Mit kíván a vevő? kérdést pedig a legjobban úgy tudja megválaszolni egy termelő vállalat, ha az irodai tervek és a szimulációs tesztek mellett megismeri a terméket és a termék használóját is az adott környezetben. Így az érték meghatározásának egyik leghasznosabb eszköze a genchi genbutsu Az értékáram meghatározása Miután a vállalat tudja, hogy milyen értékeket vár el a vevő, szükséges, hogy megvizsgálja a folyamatait. Ezt idővel érdemes, sőt szükséges mindenre kiterjedően elvégezni, elsőként azonban célszerű a legfontosabb terméket vagy termékcsaládot kiválasztani és annak a folyamatait elemezni, vagyis hogy hogyan halad a termék a nyersanyagokból késztermékké válás útján, hol épül érték a termékbe. Ennek egyetlen javasolt módja szintén a genchi genbutsu, vagyis végig kell járni a termék gyártásának útját az üzemben. Ezt igazán szemléletesen az értékáram-feltérképezéssel lehet megtenni, ami tömör, mégis információban gazdag ábrázolást tesz lehetővé Veszteségek felismerése Az üzembejárás és a folyamatok feltérképezése előtt tisztában kell lenni azzal, hogy mit is kell megfigyelni. Mert nemcsak az értéket kell meglátni, hanem a veszteséget is. A veszteségeknek három fő kategóriája van: Muda szó szerinti veszteség Muri túlterhelés Mura egyenetlenség A muriról és a muráról később részletesen, a heijunka kapcsán is lesz szó. A muda minden olyan műveletet magában foglal, amely konkrét veszteséget termel. Ennek 7+1 fő típusa van, melyeket Jeffrey K. Liker a Toyota-módszer című könyve alapján így lehet meghatározni [10]:

17 1. Túltermelés Olyan termékek gyártása, amelyre még nincs megrendelés. Ilyenkor a munkatársak foglalkoztatása, a raktározás és a szállítás költségei addig is csak veszteséget eredményeznek. 2. Várakozás Ha például egy munkásnak egy automatizált gépet kell felügyelnie, vagy egy anyagra, eszközre vagy valaki másnak a munkájára kell várnia, akkor várakozási veszteségről beszélünk. De ha a terméknek kell várakoznia, például további feldolgozásra egy raktárban, az szintén időveszteség. 3. Felesleges szállítás Anyagok, alkatrészek és késztermékek ki-be szállítása a raktárba, illetve a raktárból az egyes folyamatok között. A gyártásközi készlet túl nagy távolságra történő szállítása, illetve a rossz hatásfokú szállítás is mind veszteséget okoz. 4. Túlzott vagy nem megfelelő feldolgozás A felesleges vagy a túlságosan jó minőségű feldolgozás és a rossz eszközökkel vagy rossz tervek alapján történő megmunkálás is veszteséghez vezet. 5. Túl sok készlet A túl sok nyersanyag, gyártásközi készlet vagy késztermék hosszabb átfutási időhöz, amortizációhoz, sérült árukhoz, szállítási és raktározási költségekhez, valamint késedelmekhez vezet. A sok készlet ráadásul számos problémát és hibát is elfedez. 6. Felesleges mozgás Minden olyan elvesztegetett mozdulat, mozgás, melyet az alkalmazottaknak munkájuk során meg kell tenniük. Ilyen lehet valamilyen anyag, szerszám keresgélése, elővétele vagy felhalmozása, illetve a dolgozó által megtett út. 7. Selejt Ha egy vállalat hibás alkatrészt, illetve terméket állít elő, azt később javítani vagy selejtezni kell. Az ellenőrzés, a javítás, vagy a selejt pótlása mind elvesztegetett idő és munka. 8. A munkatársak kihasználatlan kreativitása Taiichni Ohno 7 pontját sokan egészítik ki a 8. típussal, ami a szellemi tőke elhanyagolása. Ilyen lehet az idő, az ötletek, a képességek, a fejlesztési és a tanulási alkalmak elvesztegetése. A kiegészítésre (8. pont) talán a japán és a nyugati társadalmak közötti különbségek miatt van szükség. A japán társadalomban alapvető a kreativitás és a szellemi tőke felhasználása, sőt motiválása és jutalmazása is. A tanulás általában célzott, a Toyota például már a középiskola elvégzése után felveszi alkalmazottjait, és a készségeik és képességeik szerinti továbbtanulásra ösztönzi őket. Nyugaton a helyzet azonban pont a fordítottja. A kreativitást és a szellemi munkát gyakran csak attól várják el, akinek az a konkrét feladata, a tanulás pedig célzatlan. Az emberek előbb elvégeznek valamilyen, többnyire elméleti tudást biztosító iskolát, majd utána elhelyezkednek, és kiderül, jól választottak-e. Elsősorban ezek miatt jelentkeznek a 8. pont veszteségei

18 miért Sokan nem gondolnák, hogy az oly jól ismert, szülőt nyaggató és idegeket szaggató miért-miért-miért gyermeki kérdéskörnek felnőtt változatát alkalmazza a Toyota annak érdekében, hogy feltárja a problémák okát és megoldja azokat. Rengeteg tudományos és bonyolult elemzési eljárás létezik a problémamegoldásra, de a Toyota mégsem ezeket alkalmazza. A kifinomult technika lényege: egymás után ötször fel kell tenni a Miért? kérdést. Persze a valódi problémamegoldás nem könnyebb, mint más eljárások során, de mégis hatékony és ráadásul tanulságos is. Természetesen néha kevesebbszer, néha viszont többször kell kérdezni. A választ pedig körültekintően és pontosan kell megadni, így lehet eljutni a felszíni forrástól a probléma gyökeréhez. Egy példa az 5 miért módszer alkalmazására: Az egyik termék hangos zajt ad ki a tesztelés során. Mert a vázszerkezetében elengedett az egyik hegesztés. Mert a hegesztőmunkás nem megfelelően végezte a munkáját. Mert nem távolította el a salakanyagot ellenőrzés céljából. Miért? Miért? Miért? Miért? Mert a gyakori túlóra és a feszített tempó figyelmetlenséghez vezetett. Miért? Mert kiegyenlítetlenség és túlterheltség van a rendszerben. (Mura és Muri) Ebből a példából jól látható, hogy habár szükséges minden szinten beavatkozni, egyikkel sem lehet hosszú távon orvosolni a problémát. Meg lehet javítani a hibás terméket, lehet figyelmeztetni a fáradt hegesztőmunkást, akár egy nap szabadságot is lehet biztosítani a részére, de az igazi megoldást az hozza, ha a probléma gyökerét kezelik, és kiegyenlítik, illetve tehermentesítik a rendszert. Az 5 miértet ezért intézkedéseknek, azok értékelésének és siker esetén szabványosításnak kell követnie. Az 5 miért módszer nem csak ebben a szakaszban alkalmazható. A jidoka kapcsán felmerülő problémák megoldásában, a kaizen gyakorlásában és sok más területen is hasznos lehet Értékáram-elemzés Az értékáram-elemzés elkészítéséhez hasznos eszköz az 5 miért módszer és szükséges tudás a veszteségtípusok ismerete, valamint a termék értékeinek tisztázása. Szem előtt kell tartani a célt, a veszteségek csökkentését. Ezeken kívül tudni kell, hogy mi is az az értékáram és az értékáram-térkép. Mike Rother és John Shook Learning to See című könyvükben a következő meghatározást adják az értékáramra [11]:


19 Minden termék nélkülözhetetlen jellemzője az értékáram, amely azon (értékteremtő és nem értékteremtő) tevékenységek összessége, amelyekre jelenleg szükség van ahhoz, hogy a termék áthaladjon a fő folyamatokon: a termelési folyamaton, mialatt a termék a nyersanyagoktól eljut a vevőig, és a tervezési folyamaton, mialatt az elképzelésből megvalósítás lesz. A továbbiakban a termelési értékáramra fogunk koncentrálni, ami tehát a nyersanyagok beérkezésétől a termék vevőhöz történő kiszállításáig minden tevékenységet magában foglal. Az értékáram-elemzés menete két részre tagolható. Az első feladat elemezni az aktuális értékáramlást, elkészítve a jelenállapot-térképet. A második teendő a jelenlegi állapotból kiindulva az ideális, jövőállapot-térkép elkészítése. Az elemzés után pedig tervet kell kidolgozni a jövőállapot megvalósítására. A jelenlegi értékáram ábrázolására két lehetőség is van. Az első egy gyors eszköz, az értékteremtési folyamatábra készítése, amelyet a 3. ábra szemléltet. Ebből még nem lehet a jövőállapotot felvázolni, de nagyon hasznos arra, hogy egyértelmű legyen, milyen mértékű veszteségek vannak a rendszerben. Egy ilyen gyors áramlás-felmérés után sok lean vállalat szembesül azzal, hogy idő tekintetében a folyamataik legnagyobb része veszteség, és csupán töredéke az értékteremtő munka. Ez az arány 99 és 1 százalék is lehet, de sok esetben még ennél is rosszabb. 3. ábra: Értékáram ábrázolása értékteremtési idő szerint A folyamatábrával végzett gyors felmérés után az értékáram részletes elemzésére és ábrázolására szolgál az értékáram-feltérképezés, melyet Rother és Shook dolgoztak ki. Learning to See című könyvükben részletes és világos útmutatást adnak a feltérképezés folyamatáról és annak használatáról. A következőkben röviden tekintsük át ezeket. Az értékáram-térkép egy adott termék elkészítésének teljes folyamatát mutatja be. Szabványos jelekkel teszi láthatóvá az anyagok és az információk áramlását, úgy, hogy közben feltünteti a műveleti időket, a várakozási időket, a készletek mennyiségét, a szállítási és információtovábbítási gyakoriságokat, a műveletekben részt vevő operátorok számát és még más adatokat is. Elsőként az értékáram jelenállapot-térképét kell



20 elkészíteni, bejárva a termék tényleges útját, ezután ennek értékelésével a gyenge pontok, veszteségek kijelölésével tervet kell készíteni az értékáram jövőállapotára vonatkozóan. Az érthetőség kedvéért az alábbiakban egy-egy leegyszerűsített jelen-, illetve jövőállapot-térkép látható. 4. ábra: Egy termék értékáramának jelenállapot-térképe [12] A jelmagyarázat (5. ábra) segítségével és néhány folyamat megismerésével megérthető az értékáramtérképek lényege. A 4. ábra egy vállalat kiválasztott termékének értékáramát mutatja be jelenlegi a lean bevezetése előtti állapotában. A fő folyamatok a következők. A vevő egy, két és három hónapos előrejelzést, naponta pedig megrendelést küld a vállalatnak, ami a gyártásirányításhoz fut be. Ennek alapján a gyártásirányítás három fő feladatot lát el: előrejelzést és heti megrendelést küld a beszállítónak; megtervezi a heti termelést; és a napi szállítást. Ebből látszik, hogy a termék útja szakaszos. Nem egyik folyamat váltja ki a másikat, hanem a gyártásirányítás határozza meg a teendőket. Így a termékek nem azonos tempóban haladnak, hanem az előírt tervek, volumenek és a maximális kapacitások szerint, ami a műveletek között különböző mennyiségű gyártás- 5. ábra: Jelmagyarázat [13]

 A jövőállapot-térképből (6. ábra) jól látszik, hogy nincs szükség a különálló termeléstervezésre, a gyártásirányítás közvetlenül hat a termelésre.")
21 közi készlet kialakulásához vezet. A térkép alján látható az idővonal, ami a termék rendszerben töltött idejének szakaszait ábrázolja, ciklusidőkkel feltüntetve (egy valós jelenállapot-térkép a 1. számú mellékletben látható) A jövőállapot-térképből (6. ábra) jól látszik, hogy nincs szükség a különálló termeléstervezésre, a gyártásirányítás közvetlenül hat a termelésre. A vevői és a beszállítói kapcsolatok megmaradtak, az eltérés csupán az, hogy most már mindkét irányban naponta történik a rendelés. A legfőbb változás pedig maga a termelés folyamata és irányítása. A megmunkálási, összeszerelési és csomagolási műveletek összevonásra kerültek, és egy U alakú cellában helyezkednek el a műveleti sorrend szerint. Az összevonásnak köszönhetően rövidebbek lettek a ciklusidők és megszűntek a nagy mennyiségű gyártásközi készletek, mivel a termékek folyamatosan áramolnak a cellán belül. 6. ábra: Egy termék értékáramának jövőállapot-térképe [14] A gyártásirányítás a vevő napi megrendelése alapján kanban kártyákkal szabályozza a kiszállítást, ami aztán a tárolók - szupermarket kiürülésével maga után húzza az előző folyamatokat, egészen a beszállítótól érkezett alapanyagkészletig. Ezen a ponton ismét kanban kártyák segítségével avatkozik be újra a gyártásirányítás, amely az alapanyagkészlet fogyatkozási ütemének megfelelően adja le naponta a rendelését a beszál
22 lító felé. Így az alapanyagok és a késztermékek nem töltenek három napnál hosszabb időt az üzemben. Fontos változás még, hogy a vállalat rugalmasabban tud reagálni a vevői kereslet változására. Az értékáramtérképek és a Lean Termelési Rendszer jobb megértéséhez a következő alfejezetekben meg kell ismerkedni a Toyota házmodell és a lean további elemeivel, eszközeivel. Az első fejezetben, a Toyota Termelési Rendszer és a lean összehasonlítása című ábrán (2. ábra) az értékáram-elemzés a problémamegoldással lett azonosítva. Most azonban, megismerve az értékáram-elemzést, látható, hogy a kettő valójában nem ugyanaz. Mert a problémamegoldás nem csak az értékáramlást foglalja magában, és az értékáram elemzés sem csupán a problémamegoldásról szól. Ugyanolyan fontos eszköze például a genchi genbutsu, hiszen személyes részvétel nélkül az értékáram-elemzést nem lehet elvégezni. A párhuzam azonban mégis helytálló. Az értékáram-elemzés és a problémamegoldás közös pontja a PDCA-ciklus, a Toyota Termelési Rendszer fejlődése című fejezetben tett kiegészítéssel. Ezt a kiegészítést a Toyota gyakorlata, a kaizen filozófia támasztja alá. Folyamatában vizsgálva a kiegészített PDCA-ciklust és az értékáram-elemzést, az alábbi párhuzamok fedezhetők fel: Helyzetfelmérés Tervezés Cselekvés Ellenőrzés Korrigálás = Értékáram jelenállapot-térképének elkészítése = Értékáram jövőállapot-térképének elkészítése = Jövőállapot megvalósítása = Az új értékáram jelenállapotának feltérképezése = Az új értékáram újabb jövőállapot-térképének elkészítése A PDCA-ciklus kritikus pontja a Cselekvés utáni rész. Az ellenőrzés és a korrigálás szokott a leggyakrabban elmaradni. A lean bevezetésének is ez az egyik legkritikusabb pontja. Ha egy vállalat fel is mérte a jelenlegi helyzetét és ki is alakította a jövőbeli elképzelését, sőt sikerrel meg is valósította, még csak a megoldás felénél jár. A lean bevezetése hosszú távú folyamat. A megvalósított jövőállapot nem biztos, hogy az elképzeléseknek megfelelően fog működni, lehetséges, hogy újabb problémák, újabb szűk keresztmetszetek merülnek fel. Ilyenkor ellenőrizni kell, azaz el kell készíteni az értékáram újabb jelenállapot-térképét, ami lehet, hogy nem sokban fog különbözni az eredetileg elképzelt jövőállapottól. Az új jelenállapotból kiindulva pedig finomítani kell a rendszert és újabb jövőállapot-térképet kell készíteni. Úgy tűnik, hogy a kör talán soha nem zárul be, ami igaz is, de természetesen nem folyamatosan térképeket kell készíteni, hiszen egyrészt egy rendszernek be kell járatódnia, másrészt az első nagyságrendi változtatások után valószínűleg már csak kisebbeket kell alkalmazni. Az előző fejezetekben a lean bevezetésének első két lépésével, az érték és az értékáram meghatározásával ismerkedtünk meg. Ezek célja a veszteségek csökkentése,
23 ami jól látható párhuzam a Toyota házmodellel. Ott a veszteségek csökkentése a folyamatos fejlesztés egyik meghatározó mozgatórugója és célja is egyben Az áramlás megvalósítása Just-in-time Kiichiro Toyodának már a kezdetekben is vezérelve volt a just-in-time, azaz hogy minden a megfelelő időben történjen se túl korán, se túl későn [1]. A kifejezés szó szoros értelmén túl ebből fakad az is, hogy minden a megfelelő mennyiségben, a megfelelő helyen és a megfelelő minőségben kell rendelkezésre álljon. Ezek együttes alkalmazása jelenti a just-in-time elvet. Azt pedig, hogy mit jelent a megfelelő, a vevő igénye határozza meg. Vagyis azt, hogy mit, mikor, milyen mennyiségben és milyen minőségben kell gyártani. A just-in-time éppen ezért némiképp kivételnek tekinthető az Áramlás megvalósításához besorolt eszközök és elvek között. Ugyanis nem kizárólagosan csak ide tartozik, de két okból is szükséges már a fejezet elején tárgyalni. Egyrészt önmagában véve is fontos alapelv, hiszen a Toyota házmodell egyik pillére. Másrészt a lean bevezetés következő két pontjának az Áramlás megvalósításának és a Húzó gyártás kialakításának átfogó elveként is meghatározható a just-in-time, ahogy az a Toyota házmodelljéből is kitűnik. Úgy is lehet fogalmazni, hogy a just-in-time a folyamatos áramlás és a húzó gyártás kerete. A just-in-time elv szerinti gyártáshoz elsőként arra kell törekedni, hogy a készleteket kiiktatva áramoljanak a termékek. Ahol pedig ezt nem lehet megtenni, ott kell minimális készleteket szupermarketeket alkalmazni. Rother és Shook Learning to See című könyvükben ezt ajánlják [15]: Alakítsunk ki folyamatos áramlást, ha csak lehetséges. Ha nem, akkor használjunk szupermarketeket. Ennek és a következő fejezetnek, azaz a lean bevezetés harmadik és negyedik lépésének eszközei, technikái mind a just-in-time elvet szolgálják a húzó elv szerint, azaz, hogy a vállalat megfelelő időben, minél kevesebb készlettel, a legjobb minőségben termelje azt, amire a vevőnek szüksége van Egydarabos áramlás A hagyományos termelésben mint ahogy a 4. ábra jelenállapot-térképén is látni lehetett a gyártás műveletei szakaszokra osztják a gyártási folyamatot, ezáltal gyártásközi készleteket hozva létre. A termékeket általában kisebb-nagyobb tételekben továbbítják, az is lehet, hogy egy ideig raktárba vagy külső céghez kerülnek megmunkálásra. A termékekbe beépülő anyagoknak, alkatrészeknek is hasonló sorsa van, a raktárban vagy az üzemben várakoznak arra, hogy feldolgozásra kerüljenek, ami további készleteket jelent. Látható, hogy a termékek áramlása szakaszos, az átfutási idejük nagy és a feldolgozás alatt lévő termékek száma is magas. Például ha húszasával továbbítjuk a


24 terméket az egyik művelettől a következőhöz, az azt jelenti, hogy minden egyes terméknek meg kell várnia, amíg elkészül a másik tizenkilenc is. Ez több szempontból is hátrányos. A gyártásban lévő termékekben, anyagokban áll a pénz, a forgási sebesség alacsony, ami költséget jelent a vállalatnak. Talán még ennél is fontosabb, hogy a készletek elfedik a hibákat, problémákat. A húszasával történő továbbítás esetén abban az esetben, ha hibás alkatrészsorozat kerül feldolgozásra, az gyakran csak a következő művelet során derül ki, és addigra már mind a húsz termékbe be lett építve a rossz alkatrész, amit utólag javítani kell. Még rosszabb a helyzet, ha a hibára csak később, például a végső tesztelés során derül fény. Ez is pluszköltséget jelent a vállalatnak. A szakaszos, tételes gyártás ezek mellett még rugalmatlan is. Ha a termékek gyártása közben megváltozik a kereslet, a gyártásban lévő termékek félkész termékként vagy végül legyártott és nehezen eladható termékként is többletköltséget jelentenek. A készletek emellett értékes üzemi vagy raktárterületet is foglalnak. Az egydarabos áramlásnak ezzel szemben az a célja, hogy a termékek lehetőleg egyesével, ha ez nem megoldható, akkor néhány darabos tételekben áramoljanak át a folyamatokon. Ehhez a műveleteket egymás után, láncszerűen kell elrendezni. A hagyományos termelésben a folyamatokat és a munkaállomásokat funkciók szerint szervezik. Külön részlege és irányítása van például az esztergálásnak, a hegesztésnek, az összeszerelésnek, a tesztelésnek, csomagolásnak és a többi műveletnek, ahogy azt a 7. ábra is mutatja. A lean termelésben azonban értékáramok szerint rendezik be az üzemet és értékáramok szerint szervezik a folyamatokat. Azaz egy gyártósoron vagy cellán belül minden funkció megtalálható és ezeken vonul végig a termék, amint az a 8. ábrán is látható. Az egydarabos áramlás előnye egyrészt az, hogy rugalmasan tud reagálni a keresletváltozásra, mivel rövid a termékek átfutási ideje, hiszen nem várakoznak a műveletek között, másrészt készletköltséget és helyet takarít meg. Az egyik legfontosabb 7. ábra: Hagyományos elrendezés 8. ábra: Lean elrendezési opciók előny, hogy az egydarabos áramlás nagyban hozzájárul a jó minőséghez, ami a hiba felszínre hozásával történik, és éppen ezért ez egyben kritikus pont is, mivel a felmerülő hiba megállíthatja az áramlást. Ennek kifejtésére a jidoka alfejezetben kerül sor. Ahhoz pedig, hogy az egydarabos, folyamatos áramlás jól működjön, magasan képzett operátorokra van szükség, akik a gyártósziget vagy -sor több pontján is tudnak dolgozni, és olyan vezetőkre, akik nem egy-egy funkcióért felelősek, hanem egy teljes értékáramért
25 Az egydarabos áramlás célja, hogy csökkentse a veszteséget jelentő készleteket, a várakozási időket és a rejtett hibákat. A folyamatos áramlás akkor tekinthető sikeresnek, ha nemcsak a gyártásra, hanem a megelőző és a követő folyamatokra beszállítás, kiszállítás is kiterjed Ütemidő Ahhoz, hogy a termék valóban végigvonuljon a gyártási folyamaton, szükség van az ütemidő-tervezésre. Akár párhuzamos gyártósorokról, akár L-celláról vagy U- celláról (8. ábra) van szó, meg kell tervezni, hogy a termék milyen ritmusban áramoljon át ezeken. Az ütemidő-tervezésnek két fontos célja van. Egyrészt segít abban, hogy ne alakuljanak ki készletek, hiszen ha egy művelet lassabban vagy akár gyorsabban megy végbe, mint a többi, akkor ott torlódás alakul ki, ami gyártásközi készletekhez vezet. A másik cél pedig egyértelműen a just-in-time elvet szolgálja, azaz hogy a megfelelő időben történjen a gyártás, a vevő igénye szerint. Az ütemidő takt time alapját a kereslet üteme adja. Ha például egy vevő előrejelzése szerint db terméket fog megvenni a következő hónapban (4-5. ábra), akkor ez havi 23 munkanappal számolva napi szinten 1550 darabos keresletet jelent. Ismerve a napi keresletet, figyelembe kell venni, hogy hány műszak van egy munkanap alatt és hogy egy műszakon belül mennyi a felhasználható szünetektől, megbeszélésektől, takarítástól mentes munkaidő. A példában ez a munkaidő másodperc (7 óra és 20 perc). Két műszakkal számolva így másodperc áll rendelkezésre az 1550 darab termék elkészítésére. Ezek után az ütemidő könnyen megállapítható: 52800/1550=34, azaz 34 másodpercenként kell egy terméknek elkészülnie. Ezekután a gyártás folyamatának minden pontján 34 másodpercenként kell továbbítani a terméket. A folyamaton belül lehetnek műveletek, amelyek valamivel gyorsabban elvégezhetőek, mint 34 másodperc, ilyenkor várakozási veszteség áll fenn. Ha egy művelet ciklusideje lényegesen gyorsabb az ütemidőnél, akkor viszont az adott operátort a várakozási időtartamban más feladattal is meg lehet bízni. Ilyen lehet a példa szerint a tesztelési és a csomagolási feladatok megszervezése oly módon, hogy azt egy dolgozó 34 másodperc alatt el tudja végezni. Ha egy művelet lassabb az ütemidőnél, akkor lehetőség szerint változtatni, fejleszteni kell rajta, hogy gyorsabban is elvégezhető legyen. Ha ez nem lehetséges, akkor meg kell fontolni a kapacitásbővítést. A ciklusidők és az ütemidő összehasonlítása nélkülözhetetlen az értékáram jövőállapotának elkészítésekor (ciklusidő ütemidő összehasonlítás a 2. számú mellékletben látható). Az ütemidő alkalmazásával elkerülhető a túltermelés Heijunka Az egydarabos áramlás és a lean termelés további fontos kulcsa a heijunka, azaz a kiegyenlített termelés és termeléstervezés. Hogy a heijunkának milyen szerepe van a lean termelésben, jól látható abból, hogy a Toyotánál a rendszer egyik alapjaként tekintenek rá (1. ábra). Habár a just-in-time és a húzó elv is azt mondja, hogy a vevő igénye szerinti gyártást kell megvalósítani, mégsem lehet szorosan követni a megrendeléseket
26 A vevők általában nem kiszámíthatóak. Lehet, hogy vannak bizonyos időtartamra vonatkozó átfogó előrejelzések, de a tényleges kereslet mégis ingadozik. Vagyis lehetséges, hogy a vevő az előrejelzése szerint 300 O és 600 X terméket szeretne vásárolni a következő hónapban. Ám ha ennek felét az első héten szeretné megvenni, akkor a termelés kiegyenlítetlen lesz, mivel az első héten összesen 450 terméket kell gyártani, a hónap hátralévő idejében pedig hetente csak 150-et. Ez azt jelenti, hogy az első héten feszített tempóban, túlórákkal és akár plusz műszakban kell gyártani, a hónap többi részében pedig kevés dolguk lesz a munkásoknak. A kereslet ingadozása további problémákat hordoz magában. Az Az értékáram-elemzés fejezetben a veszteségeknek három fő kategóriája lett megállapítva. A muda mellett komoly veszteségforrás a mura egyenetlenség és a muri túlterhelés is. A muri lényegében a munkatársaknak és a berendezéseknek a normális teljesítményén túli foglalkoztatása, ami számos kockázattal jár. A muri a murából következik, azaz az egyenetlenség a rendszer túlterheléséhez vezet. Az egyenetlenség a fenti példa problémáin túl is komoly gondokat okozhat. A kereslet ingadozására a kiegyenlítetlen rendszer rosszul reagál. Erre sokan az ostorcsapás példáját hozzák fel, ugyanis ha a kereslet egy bizonyos mértékben megváltozik, az a termelési láncban hatványozottan jelentkezik, mint ahogyan az ostor vége viselkedik egy csapás során. Ez egy kiegyenlítetlen termelésű vállalat gyakorlatában azt jelenti, hogy ha egy termékre csökken a kereslet, akkor ez a rendszerben várakozó félkész termékekhez, azok raktározásához és az ezekhez kapcsolódó költségek növekedéséhez vezet. Ez a jelenség tovább gyűrűzik a beszállítók felé is. Ezért a termelést ki kell egyenlíteni. A kiegyenlítés azonban nemcsak a termékmennyiségre, hanem a termékösszetételre is vonatkozik. Az előjelzett időszak megrendeléseit összesíteni kell és újra fel kell osztani úgy, hogy közel ugyanolyan mennyiségben és összetételben készüljenek a termékek. Például a megrendeléseket szorosan követő egydarabos áramlásban a O és az X termék gyártása így nézhetne ki: OOOOXOXXOOXXX. Viszont a termelést kiegyenlítve, felváltva történik a gyártás: OXOXOXOXOXOXO. Ez a példa jól szemlélteti, hogy mi történik, ha a negyedik termék legyártása után megváltozik a kereslet. Tegyük fel, hogy a vevő a továbbiakban tizenegy X termékre tart igényt és csupán két O -ra. Ekkor az első esetben máris van két O termék, ami a vállalat elfekvő készletét képezi. A kiegyenlített termelés esetén azonban rugalmasan tud reagálni, és a szükséges két O terméket legyártva a kereslet változásakor átállhat az X termék előállítására. Éppen ezért az egydarabos áramlás bevezetésével összehangolva kell alkalmazni a heijunkát, különben kezelhetetlen lesz a termelés. Ha azonban sikeres a kiegyenlítés, a termelés rugalmas lesz, valóban a vevő igénye szerint és just-in-time lehet gyártani, és optimális szinten fog működni az üzem SMED A hagyományos termelésről kiegyenlített egydarabos áramlásra történő váltás során felmerül egy kérdés, az átállás problémája. Ahhoz ugyanis, hogy egy vállalat a hagyományos OOOOOXXXXX termék-összetételű termelésről átálljon a vevői
27 igényt követő, de kiegyenlített egydarabos áramlás OXOXOXOXOX termelésére, szükséges a gyors terméktípusváltás. A hagyományos termelés éppen azért gyárt nagy tételben, hogy minél kevesebbszer kelljen átállni, mivel ez sok időt vesz igénybe. A lean termelésnek viszont elengedhetetlen eleme a gyors átállás, azaz a SMED (Single Minute Exchange of Dies egy számjegyű, azaz tíz perc alatti szerszámcsere). A gyors szerszámcsere kialakításához meg kell vizsgálni az adott műveletet. A csere folyamatából ki kell küszöbölni a veszteségeket, a szükséges lépéseket pedig fel kell osztani külső és belső átállási tevékenységekre. A külső átállás a szerszámcsere azon lépéseit foglalja magában, amelyeket a gép működése közben is meg lehet tenni. A belső átállás pedig olyan műveleteket jelent, amelyeket csak a berendezés leállítása után lehet elvégezni. Ezeket a szerszámcsere lépéseket fejleszteni kell, hogy a lehető legtöbb művelet elvégezhető legyen még működés közben. A rövid átállási időhöz a szerszámok gyors cseréje mellett szükséges a munkaeszközök ergonomikus és praktikus elhelyezése, valamint a munkatársak sokoldalú képzettsége Jidoka A jidoka beépített minőséget jelent, aminek a Toyota házmodell egyik pilléreként igen fontos szerepe van a lean termelésben, ahol a harmadik alapelvhez, az Az áramlás megvalósítása lépéshez került besorolásra. Rögtön meg kell jegyezni, hogy a jidoka nem az áramlás megvalósulását segíti, működése mégis elválaszthatatlan az áramlástól. Amit a hagyományos termelésben előírásokkal és a minőség utólagos ellenőrzésével igyekeznek biztosítani, azt a Toyota és egy lean vállalat is az áramlás folyamatába építi be. Az elve az, hogy a problémát láthatóvá kell tenni, felszínre kell hozni, és mielőbb, lehetőleg még a felmerülésekor meg kell oldani. Hiszen jobb egy problémát megelőzni egyszer, mint utólag orvosolni sokszor. Célja, hogy már elsőre jót termeljen a vállalat. A minőség beépítésének egyik eszköze, hogy a gépek, berendezések automatikusan felismerik, ha hibás terméket állítanak elő, és ilyenkor leállnak a probléma megoldására várva, vagy szortírozzák a termékeket azért, hogy csak a kiváló minőség haladjon tovább a folyamatban. A jidoka egyik jellemző eszköze az andon rendszer (3. számú melléklet). Az andon segélykérő fényjelzést jelent, és a vizuális menedzsment egyik eleme. A rendszer úgy működik, hogy meghatározott helyeken, általában minden munkaállomáson van egy eszköz, ami különböző színű fényeket, néha hangjelzést is használ azért, hogy probléma esetén a munkatársak ennek segítségével értesíthessék a csoport-, vagy termelésvezetőt. A jelzéseknek meghatározott jelentése van. A jelzésből elsőre látszik, hogy hol merült fel probléma, a jelzés színéből pedig további információkhoz lehet jutni, például, hogy mennyi idő van még hátra a probléma megoldásához és mikor fog leállni a termelés. Ez utóbbi az ütemidő függvénye. A jelzést követően a vezetőnek fel kell mérnie a probléma jellegét, hogy az megoldható-e helyben és ha nem, milyen következményekkel jár, majd ennek függvényében dönthet a termelés folytatásáról vagy a leállításról
28 Ez utóbbi ellentétesnek tűnik az áramlás elvével, mégis elengedhetetlen ahhoz, hogy a végén minőségi termék kerüljön le a szalagról. Ha nem így történne, a termékeket utólag kellene javítani, ami készletekhez, többletköltségekhez és a probléma továbbgörgetéséhez vezet, ami viszont valóban ellentétes az áramlással. Mivel egy lean vállalat a folyamatos, egydarabos áramlásra törekszik és minimális készleteket alkalmaz, ezért egy leállás jelentősen befolyásolja a megrendelések teljesítését, kiszolgáltatottá teheti a vállalatot. Az andon rendszert ezért körültekintően kell kialakítani és alkalmazni. Az emberközpontúság, a dolgozók tisztelete ezen a ponton ismét előtérbe kerül, hiszen a kiszolgáltatottság elkerüléséhez elkötelezett dolgozókra van szükség, amit csak a megfelelő vállalatvezetési szemlélettel, a Toyota-módszer filozófiával lehet elérni. A problémát lehetőleg a keletkezés helyén kell megoldani, ennek módszere a korábban ismertetett 5 miért módszer. Ahhoz, hogy a probléma valóban elháruljon és biztosítva legyen a minőség, a probléma gyökerét kell megtalálni és megoldani. Egy további fontos eszköz a poka-yoke, ami bolond-biztos rendszert jelent. A poke nem szándékos hibát, a yoke pedig megelőzést jelent. Olyan technikákat foglal magában, amelyekkel elkerülhető a dolgozók tévesztése. Például az alkatrésztárolónál elhelyezett fényfüggöny alkalmazásával elkerülhető, hogy az adott alkatrészt kifelejtse a dolgozó az összeszerelés során. De ide tartoznak olyan szerszámok, sablonok is, melyek az összeszerelendő darabok formáját követve lehetetlenné teszik a fordítva vagy rosszul történő összeillesztést. A jidokánál kell megemlíteni a leantől függetlenül is széles körben alkalmazott Teljeskörű Hatékony Karbantartást (TPM Total Productive Maintenance) is, ami a gépek, berendezések biztonságos, folyamatos üzemelését célozza meg. Ennek részei: a veszteségforrások megszüntetése, az öntevékeny, a megelőző és a tervezett karbantartás, valamint a folyamatos fejlesztés. A karbantartásba megfelelő képzések után bevonják a dolgozókat is A húzó gyártás kialakítása Húzó elvű gyártás A hagyományos termelésben a gyártást nyomó elv szerint szokták tervezni, vagyis a korábbi tapasztalatokra és a piaci előrejelzésekre támaszkodva egy meghatározott terv alapján termelnek. Ezzel raktárra, készletre nyomják a termékeket, ahonnan hosszabb-rövidebb várakozás után valamikor értékesítésre kerülnek. Ehhez képest a húzó elvű gyártásban, némi készletekkel ugyan, de a vevő igényének húzó hatására történik a termelés. Az egész áramlást a beszállítástól a gyártáson keresztül a vevőnek történő kiszállításig minden folyamatot beleértve a húzó elv kell, hogy jellemezze. Ezt az áramlást azonban nem lehet készletmentesen fenntartani. A lean vállalatok ezért a húzó elv megvalósítására kanban rendszert, a minimális készletekkel történő áramoltatáshoz pedig szupermarketeket alkalmaznak. A húzó elvű
29 gyártást az áramlással és a szupermarketekkel együtt a just-in-time foglalja keretbe, ahogy az Az áramlás megvalósítása című fejezetben is említésre került. Még a fejezet elején meg kell jegyezni, hogy a nyomó elvnek is van helye egy lean vállalatban, például a Toyota is nyomó elv szerint, tervek alapján továbbítja a termékeit nagy távolságra, a tengeren túlra, hiszen a hosszú szállítási idő miatt nem lehet naprakészen követni a keresletet Szupermarket A Toyota a készletezést a szupermarket-rendszerrel valósítja meg, amit Taiichi Ohno az amerikai szupermarket üzletek alapján alakított ki [16]. Egy lean vállalat arra törekszik, hogy a termékeket folyamatosan mozgásban tartsa, áramoltassa. Ez azonban gyakran nem lehetséges, ilyenkor készleteket kell alkalmazni, törekedve rá, hogy ezek szintje a legkisebb legyen. Rother és Shook már említett ajánlása szerint [15]: Alakítsunk ki folyamatos áramlást, ha csak lehetséges. Ha nem, akkor használjunk szupermarketeket. A szupermarketek lényege, hogy ahol a folyamatos áramlás nem tartható fenn, ott minimális készleteket kell közbeiktatni. Ezt a minimális szintet az ütemidő határozza meg. Lehetnek néhány darabos vagy akár néhány órára elegendő terméket raktározó szupermarketek is. Kialakításukat tekintve a termék jellegétől függően sokféle változatuk van. A legismertebb típus a polcos, ami az eredeti szupermarketek elvét követi: amikor egy terméket felhasználnak, a készlet láthatóan csökken. Utántöltésre pedig csak akkor kerül sor, ha a polcon már csak egy meghatározott számú termék áll rendelkezésre. Ugyanígy működnek a szupermarket üzletek is, hiszen akkor töltik újra polcaikat, amikor a vevők már megvették a polcokon található készlet bizonyos részét. Így elkerülhető a túltermelés, hiszen csak akkor pótolják a felhasznált terméket, amikor arra valódi igény van. Ebből látszik, hogy habár készletről van szó, nem a klasszikus értelemben, hiszen itt a termékek nem feltorlódva várakoznak, hanem ütem szerinti készenlétben vannak. A szupermarket akkor is nagyon hasznos, ha olyan anyagok felhasználásáról van szó, amelyek nagyon változó mennyiségben fogynak. A szupermarket a fentieken kívül némi biztonságot is jelent. Azonban ezt sem a klasszikus értelemben. A hagyományos termelésben a készletek biztonsági hálót jelentenek, és probléma esetén nem kell sürgősen cselekedni, hiszen a termelés a készletek felhasználásával tovább folytatódhat. A szupermarketek azonban minimális szintjükből kifolyólag általában csak annyi biztonsági időt adnak, amennyi egy probléma felméréséhez, esetleg az azonnali gyors megoldásához elegendő. Ezen túl a szupermarketek kifogynak, a termelés pedig leáll. Ezért helyezi a Toyota a megelőzésre, és az egyszeri, de hosszútávú problémamegoldásra a hangsúlyt. A felhasználást és az utántöltési igényt láthatóvá tevő szupermarket-rendszer a vizuális menedzsment része is, ami a Toyota házmodell egyik alapja. A Toyota Termelési Rendszer és a lean összehasonlítása című ábrán (2. ábra) az integrált logisztika és a szupermarket párba lettek állítva, de meg kell jegyezni, hogy a két kifejezés nem egyen
![lő egymással. Az integrált logisztika definíciószerűen egy átfogó rendszerszerű logisztikai szemléletet jelent, ami az összes mozgatással és tárolással kapcsolatos tevékenységet egységbe rendezi [17].](/docs-images/17/96491/images/30-0.png "Ez egy lean vállalatnál két részre osztható, Rother és Shook fenti javaslatához hasonlóan [15]: Anyagok folyamatban Anyagok készenlétben Az anyagok folyamatban kifejezés az áramlást foglalja magában,")

30 lő egymással. Az integrált logisztika definíciószerűen egy átfogó rendszerszerű logisztikai szemléletet jelent, ami az összes mozgatással és tárolással kapcsolatos tevékenységet egységbe rendezi [17]. Ez egy lean vállalatnál két részre osztható, Rother és Shook fenti javaslatához hasonlóan [15]: Anyagok folyamatban Anyagok készenlétben Az anyagok folyamatban kifejezés az áramlást foglalja magában, ami jelenti a gyártás folyamatát, és az azt megelőző, illetve követő szállítási folyamatokat is. Az anyagok készenlétben kifejezés pedig a szupermarketeket jelöli. Ebből látható, hogy a szupermarket csupán egyik fele az integrált logisztikának, de nem egyenlő azzal. Az integrált logisztikának része még az információáramlás is, amit a leanben a kanban rendszer testesít meg Kanban 9. ábra: A nyomó elvű gyártás A kanban szintén a vizuális menedzsment része és arra szolgál, hogy egyszerű, látható módon koordinálja a termelést, biztosítsa az információáramlást. A kanban szó szerint jelet vagy kártyát jelent. Míg a hagyományos gyártás nyomó elv szerint, terv alapján raktárra termel (9. ábra), addig a lean gyártás húzó elv szerint, a vevő igénye alapján gyárt (10. ábra). A kanban rendszer célja, hogy a just-in-time szellemében megvalósítsa ezt a vevő irányából ható húzó elvet és segítse az áramlást. A kanban rendszer tulajdonképpen a húzó elv megtestesítője, az információk vizualizálásával az egész termelést összhangban tartva adja tovább a gyártásirányítás utasításait. A nyomó gyártás és a húzó gyártás 10. ábra: A húzó elvű gyártás példája látható az Értékáram-elemzés című fejezet jelen- és jövőállapot-térképein is (4. és 6. ábra). A kanbannak számos formája van. Lehet egy üres tárolóegység, aminek a viszszaküldése az előző művelethez önmagában a jel, hogy pótolni kell az adott anyagot, terméket. Kanban zászlókat is alkalmaznak, amiket kitűznek a munkaállomás egy jól látható pontján. Ezt a megelőző folyamat munkatársa észleli és pótolja a szükséges mennyiséget. Anyaglokátorok is adhatnak információt az pótlási igényről, ilyenkor az adott anyag, termék körvonala fel van festve vagy ragasztva például a padlóra, és ha ez a körvonal üres, rögtön szembetűnik, hogy pótolni kell. Talán leggyakrabban azonban a kanban kártyákat használják. A kártyán minden szükséges információ fel van tüntetve: mit, mikor, mennyit és pontosan hova kell továbbítani (4. számú melléklet). A kanban kártyákat az igény felmerülésekor egy adott
31 tárolóba helyezik, amiből a megelőző folyamat munkatársa elveszi és a továbbított anyagokkal együtt visszajuttatja az igénylőnek, aki később ismét felhasználja a kanban kártyát. A kanban kártyáknak több típusa is van. A kanban lehet gyártási, rendelési, modellváltási, átadási-átvételi vagy hibajelölési kanban is. A gyártási kanban kártya elküldése arra ad utasítást, hogy megkezdjék egy adott termék gyártását egy meghatározott mennyiségben. A rendelési kanban pedig arra utasít, hogy egy bizonyos anyagot, terméket pótoljanak szintén meghatározott mennyiségben. Ha modellt kell váltani gyártás közben a kiegyenlített termelés érdekében, akkor azt modellváltási kanbannal jelzik. Ha egy rendelés megérkezik, akkor azt átvételi és átadási kanbanokkal igazolják vissza. A hibákat is szokták kanbannal jelezni. A megkülönböztetés miatt ezek általában piros színű kanbanok, amiket egy hibás termékre, vagy egy meghibásodott eszközre, gépre szoktak felhelyezni, ami így információt és egyben utasítást ad annak javítására. Egy lehetséges példa a kanban rendszer működésére a 6. ábrán bemutatott jövőállapot-térkép szerint: a vevői rendelések beérkezése után a gyártásirányítás összegzi azokat, és elosztja úgy, hogy egyenletes terhelést jelentsen mind volumen, mind termékmix szempontjából. Ezután a gyártásirányítás a terheléskiegyenlítő dobozban ami időpontok szerint jelöli, hogy mikor mit kell gyártani elhelyezi a gyártási kanbanokat, amiket a gyártási folyamat utolsó pontja felvesz, és aszerint kezdi el a termelést. Ez a pont, a folyamat utolsó művelete adja az egész termelés ritmusát. Innentől kezdve minden művelet a neki szükséges anyagokra, alkatrészekre és gyártmányokra adja a le az igényét, gyártási vagy rendelési kanban segítségével, attól függően, hogy a termékek folyamatos áramlásban vagy szupermarketek közbeiktatásával haladnak előre. A folyamat elején pedig a nyersanyag fogyatkozását figyelemmel kísérve egy bizonyos készletszintnél rendelési kanbant továbbítanak a gyártásirányítás felé, aki a beszállítóktól megrendeli a szükséges mennyiség pótlását. A kanbanok mennyiségét és azok adatait, utasításait a gyártásirányítás határozza meg az optimális szinten, számítások és megfigyelések alapján. Amíg a gyártásirányítás meg nem változtatja őket, addig ugyanazok a kanbanok forognak a rendszerben, vezérelve a termelést. Ezért a kanbanoknak nagyon fontos szerepük van, ha egy eltűnik a rendszerből, az felborítja az egyensúlyt, de akár leálláshoz is vezethet Tökéletesítés És végül, de nem utolsó sorban, a lean bevezetésének ötödik lépése a tökéletesítés. Az ötödik, és nem az utolsó, mivel olyan lépésről van szó, amely nem a bevezetés folyamatának lezárása. Egy lean vállalat ugyanis a kaizen filozófia szellemében folyamatosan fejleszti, tökéletesíti az első négy lépésben elért eredményeket
32 Stabil és szabványosított folyamatok Ahhoz, hogy egy munkafolyamatot fejleszteni lehessen, elsőként arra van szükség, hogy az stabil és szabványosított legyen. A szabványosítás adja a későbbi fejlesztés alapját. A Toyotánál a szabványosított munkának három eleme van [18]: ütemidő műveleti sorrend szabványosított gyártásközi készlet Az adott munka elvégzéséhez szükséges fenti adatokat egy szabványos munkadiagramon rögzítik, ami minden munkaállomáson megtalálható. Ez részletekbe menően megadja, hogy mit, milyen sorrendben és mennyi idő alatt kell elvégezni, valamint hogy mekkora gyártásközi készlet szükséges ahhoz, hogy az áramlás folyamatos legyen és a dolgozók teljesíteni tudják a munkát. Egy szabvány a munka elvégzésének addig ismert legjobb módja. A szabványok stabil működést biztosítanak, és mellette a minőséget is szolgálják. A munkatársakat megtanítják arra, hogy hogyan kell elvégezni a szabványosított munkát, ami alapján ugyanaz a termék, elvileg ugyanabban a minőségben kellene hogy elkészüljön. Ezért ha valamilyen hiba, probléma merül fel, a megoldás első lépése megtudni, hogy szabvány szerint történt-e a művelet. Ha igen, akkor változtatni, fejleszteni kell a folyamaton, hogy a hiba ne fordulhasson elő ismételten. A módosításokat ezután az új szabványban is rögzítik. A probléma megoldását követő szabványmódosításokon túl maguknak a munkavégzőknek a javaslata alapján is megújíthatják a szabványokat. Ez rendszerint egy dolgozói ötlet megvalósításának részeként történik, amikor a fejlesztési javaslatot szabványosítják és kiterjesztik a többi érintett területre is. A stabil és szabványosított működés a Toyota házmodell egyik alapja, enélkül nem lehetséges kiváló minőséget, gördülékeny termelést, azaz egy valóban lean vállalatot fenntartani Kaizen tevékenység A kaizen folyamatos fejlesztést jelent. Míg a kaizen filozófia az egész vállalatot jellemzi, addig a kaizen tevékenység a filozófia részeként a termelési folyamatok fejlesztésére irányul. A kaizen tevékenységre nem csupán feladatként vagy eseményként kell tekinteni, hanem folyamatként. Az elért fejlesztési eredményeket szabványosítani kell és fenn kell tartani, majd a szabványokhoz képest lehetőség és szükség szerint tovább kell fejleszteni. A lean bevezetési folyamatának ötödik lépése éppen ezért a tökéletesítés, a folyamatos fejlesztés. Ennek értelmében sosem szabad az első négy lépés eredményeit végső sikerként kezelni, hanem a megfelelő értékelés után további fejlesztési lehetőségeket kell keresni

33 A kaizen tevékenység a termelési folyamatok veszteségmentesítésére és fejlesztésére irányul. A kaizen célja, hogy megtalálja és megszüntesse a rendszer veszteségeit, valamint új eljárásokkal, eszközökkel vagy átszervezéssel javítsa a hatékonyságot. A kaizen filozófia a folyamatos fejlesztés kultúrája, függetlenül a fejlesztés mértékétől. Magának a kaizen tevékenységnek azonban három léptéke van: Kaizen Kairyo Kaikaku Maga a kaizen olyan apró, jobbító fejlesztéseket, változtatásokat jelent, amelyeknek anyagi vonzata nincs, vagy elhanyagolhatóan kicsi. Ezek forrása a személyes tapasztalat, a rutin és a bölcsesség. Általában rövid idő alatt megvalósítható. 11. ábra: A kaizen léptékei A kairyo olyan fejlesztés, újítás, aminek anyagi vonzata valamivel jelentősebb, és jellege is összetettebb, komolyabb tervezést igényel, de egy adott részterületre fókuszál. A kaikaku pedig egy átfogó, soktényezős, reformszerű fejlesztés, aminek anyagi vonzata már számottevő. Komolyabb beruházásokkal és szervezéssel jár, a megvalósítás időtartama is hosszabb. Gyakran sok kis kaizenből épül fel. A kaizen tevékenységet további szempontok szerint is lehet csoportosítani. Irány szerint lehet a kaizen felülről jövő amikor a felső vezetés dönt egy fejlesztés mellett, vagy lehet alulról építkező, amikor dolgozói szinten születik javaslat a fejlesztésre. Az utóbbinak két további formája lehetséges. Fejlesztést javasolhat egy egyén, de akár egy csoport is. A csoport lehet kifejezetten a fejlesztés céljával létrehozott csapat is, ezt korábban minőségi körnek is hívták, de a csoportos fejlesztési javaslat kialakulhat az egyénihez hasonlóan spontán módon is. Ebben az esetben egy dolgozó, vagy a dolgozók egy csoportja a saját munkája során szerzett tapasztalatok alapján ad javaslatot arra, hogyan lehetne azt a műveletet, folyamatot még jobban végezni. Annak érdekében, hogy ez meg is valósulhasson, a Toyotánál és a lean vállalatoknál javaslati vagy ötletrendszereket működtetnek. Javaslati vagy ötletrendszerek keretében a vezetők megvizsgálják a javaslatokat, azok várható hasznát, költségét és hatását. Amennyiben jónak találják, bevezetik, együttműködve a dolgozókkal. Az így megvalósult fejlesztések ötletadóját pedig valamilyen anyagi vagy természetbeni juttatásban részesítik. A gyakorlatban a kaizen kétféleképpen szokott működni. Az egyik, amikor a már bemutatott ötletrendszeren keresztül egy munkatárs vagy a munkatársak egy csoportja a munkavégzés tapasztalatai alapján valamilyen fejlesztést javasol. Ez lehet akár nagyon egyszerű, gyakorlatias is, de nagyobb mértékű, komoly tervezést és beruházást igénylő fejlesztési javaslat is. Amennyiben valóban hasznos, akkor bevezetik és ezzel együtt a szabványokat is módosítják. Onnantól kezdve pedig mindenki az új szabványok szerint fog eljárni
34 A másik módja a vezetői szintű kaizen, amikor felső döntés születik egy konkrét fejlesztésről. Ez lehet átfogó jellegű (kaikaku), mint az értékáram-elemzés során bemutatott példában (4. és 6. ábra), ahol az egész rendszer fejlesztésére került sor. De lehet ennél kisebb mértékű, mégis jelentős változásokkal járó, akciószerű fejlesztés is (kairyo). Ezeket a fejlesztéseket általában kaizen workshopok, vagy magyarul kaizen műhelyfoglalkozások során szokták megvalósítani. Ilyenkor egy meghatározott időtartamú kaizen műhelymunkát tartanak a kiválasztott területen, ahol felmérik a helyzetet akár értékáramtérképek segítségével is és véghezviszik a lehetséges fejlesztéseket, majd az eredményeket figyelemmel kísérve szükség esetén korrigálják azokat (PDCAciklus). A kaizen filozófiájáról bővebben is lesz szó a harmadik fejezetben S Az 5S rendszer a vizuális menedzsment talán egyik leglátványosabb eleme. Az 5S vizualizálja a rend és a tisztaság ideális állapotát, ami a fejlesztésekben is segítséget nyújt. Hiszen ha nem tudni, milyen az alapállapot, minek hol kell lennie és hogyan kellene kinéznie, akkor nincs meg a szükséges alap a fejlesztéshez. Az 5S célja, hogy az eszközök megválogatásával, a rend kialakításával, takarítással és ezek állandósításával fegyelmezett módon, a vállalat egészében alakítsa ki és tartsa fenn az átláthatóságot. Az 5S jelentése, japán nyelvből fordítva [19]: Seiri Seiton Seiso Seiketsu Shitsuke = Rendezés. A munkahelyen lévő dolgok megválogatása: a szükségeseket meg kell tartani, a szükségteleneket el kell távolítani. = Elkülönítés. Minden szükséges dolog helyét meg kell határozni és ki kell alakítani, majd feliratozni kell. Az elrendezésnek átláthatónak kell lennie, hogy ezután az eszköz a szükséges időben, megfelelő állapotban elrakható és hozzáférhető legyen. = Tisztítás, takarítás. A saját munkakörnyezet és az eszközök tisztítása. Erre a könnyebb, gyorsabb és biztonságosabb munkavégzés és a jobb közérzet miatt van szükség. = Makulátlanság. A rend és a tisztaság (az első három lépés) fenntartását jelenti. = Szoktatás, fegyelem. A szabályok betartása és elsajátítása. Egy olyan szemléletmód kialakítása, ahol az emberek maguktól meglátják a rendetlenséget és képesek is rendet tartani. Az 5S alapgondolata nem a Toyotától származik. Bár a rendszerszerű, ipari környezetben történő alkalmazása az ő nevéhez fűződik, az 5S valójában a japán kultúrában és a japánok vendégszeretetében gyökerezik, miszerint renddel és makulátlansággal tisztelik meg vendégeiket [20]. Az 5S segíti az átláthatóságot, növeli a minőséget, a biztonságot és a jó közérzetet, valamint javítja a vállalat arculatát is. Az 5S kialakítására néhány példát az 6. számú mellékletben lehet látni
35 3. A megfelelő vállalati kultúra és gondolkodásmód A Lean Termelési Rendszernek öt alapelve, lépése van, amint az az előző fejezetből is látható. Ahhoz azonban, hogy ez az öt lépés megvalósuljon, előbb egy úgymond nulladik lépést kell megtenni. A Lean és a Toyota Termelési Rendszer összehasonlítása során (2. ábra) láthattuk, hogy van egy kivétel, a Toyota házmodell egy olyan eleme, amely nem mutatkozik meg önálló pontként a lean bevezetésének folyamatában. Ez a pirossal jelölt Toyota-módszer filozófia. A Toyota-módszer filozófia nem más, mint egy iránymutatás a megfelelő vállalati kultúra és gondolkodásmód kialakítására. A lean öt alapelvében ennek a vállalati kultúrának és gondolkodásmódnak csak bizonyos részletei mutatkoznak meg és azok is szétszórtan. Ennek oka, hogy a megfelelő vállalati kultúra és gondolkodásmód kialakítása nem egy projekt, nem egy folyamatlépés, hanem egy hosszútávú folyamat. Ahhoz pedig, hogy egy vállalat sikerrel vezesse be a Lean Termelési Rendszert vagyis építse fel a Toyota házmodellt a legfontosabb, mondhatni nulladik lépés éppen ezért az, hogy megismerje és elkezdje alkalmazni az Toyota-módszer filozófiát. Valójában nem egy lépésről van szó, hanem valaminek a kezdetéről, ezért lehet nulladik lépésről beszélni, de tisztában kell lenni azzal, hogy ez csak a kezdet. A megfelelő vállalati kultúra és gondolkodásmód kialakítása és fenntartása egy soha véget nem érő feladat. A Lean Termelési Rendszer tényleges bevezetését megelőzően, vagy azzal egyidejűleg rögtön el kell kezdeni a menedzsment és a középvezetők gondolkodásmódjának alakítását, amibe később a dolgozókat is be kell vonni. Ha ez a folyamat, úgymond nulladik lépés elindult, akkor láthatja a vállalat igazán, hogy mibe vágta a fejszéjét, és így céltudatosan kezdhet hozzá a Lean Termelési Rendszer bevezetéséhez Kaizen filozófia A Toyota filozófiájának, és így egy lean vállalat megfelelő kultúrájának is központi jellemzője kell hogy legyen a kaizen, ahogy az a második ábrából is kitűnik az első fejezetben. A kaizen két japán szóból tevődik össze. A kai változtatást, a zen pedig jót jelent, de a gyakorlati jelentése alapján a magyarban folyamatos fejlesztésként említik. A kaizen filozófia azt szorgalmazza, hogy akár apró, akár nagy lépésekben is, a termelésen túl a vállalat egészében, folyamatosan törekedni kell a jó irányban történő változtatásokra, fejlesztésekre. Eszerint a dolgozóknak és a vezetőknek egyaránt közös célja kell hogy legyen a termelés, a vevői kapcsolatok, a vállalati szervezet, a munkakörnyezet, a biztonság és a kommunikáció javítása, fejlesztése. A kaizen filozófiát ápolni kell, teret kell adni neki, aminek legjobb módja a már röviden ismertetett ötletrendszer. Az ezen keresztül megvalósuló fejlesztéseknek nemcsak közvetlen hatásában mutatkozik meg a haszna, hanem azon túl is. A bevezetett javaslatoknak ugyanis motiváló hatása is van a dolgozók felé, ami lelkesíti, és további fejlesztésekre ösztönzi őket
36 A kaizen filozófia elsődleges és eredeti értelmén túl egy másik fontos cél is ide kapcsolható, amire a Toyota igen nagy hangsúlyt fektet. Ez pedig az emberek kinevelése, a munkatársak folyamatos fejlesztése. A munkatársak fejlesztésére számos eszköz áll rendelkezésre. A dolgozók sokoldalú továbbképzése egyértelműen jó lehetőség erre, de csapatok kialakításával, közös célok felállításával is fejleszteni lehet őket. A konszenzusos döntéshozás során egyetértésre kell jutniuk a csapattagoknak, ami szintén hozzájárul a fejlődésükhöz, hiszen egy ilyen döntés meghozása megfelelő felkészültséget, tanulást igényel. Az egyének fejlődését segíti továbbá a kiválasztás, amikor egy kihívást jelentő feladat elé állítják a dolgozót, és megbízzák annak megoldásával. A folyamatos fejlesztés kultúrája a Lean vagy Toyota Termelési Rendszer fennmaradásának alapja. Annak érdekében, hogy a kaizen tevékenység megvalósuljon, szükséges, hogy a vállalat egésze elsajátítsa a kaizen filozófiát, és önként keresse a lehetőségeket arra, hogy a folyamatokat, sőt a munkatársakat is fejlessze. A kaizen nemcsak állandó fejlesztésként, hanem a veszteségek folyamatos minimalizálására való törekvésként is értelmezhető, amit ha egy lean vállalat munkatársai minden területen sikerrel alkalmaznak, lépést tudnak tartani a vállalatok túlélési és pozíciómegtartási versenyének tempójával Munkatársi, beszállítói és társadalmi kapcsolatok kezelése Ebben a kérdésben a kulcsszó a tisztelet. A Toyota mindig is nagyon következetes volt ezen a téren, elég csak Kiichiro Toyoda példájára gondolni, aki vállalva a felelősséget, saját érdekeit félretéve, tisztelettel állt fel a vezetői székből, amikor kétezer dolgozó elbocsátására kényszerült. Ez a példa a későbbiekben is meghatározó maradt a Toyotánál. De nemcsak nekik, hanem minden vállalatnak feladata, hogy jól teljesítsen ezen a téren. A tisztelet itt azt jelenti, hogy korrekt módon, értékelve és fejlesztve a másik fél teljesítményét és képességeit, egymás épülésére következetesen kell végezni a tevékenységeket. A munkatársak tiszteletének számos formája van, az egyik a befektetés, amikor egy cég plusz kiadásokat vállalva fejleszti, képzi a munkatársakat. A tisztelet másik kifejezése a biztos munkahely megteremtése, ami napjainkban igen nehéz, de mégis fontos szempont, hogy egy dolgozó elbocsátása csak az utolsó utáni lehetőségként merüljön fel. Jobb más, értékteremtő munkát találni az alkalmazottnak, akinek fölöslegessé vált az addigi munkája, mint elküldeni őt, hiszen ez bizalmatlanságot és rosszabb munkamorált eredményez a többi dolgozóban. Jó, ha egy vállalat szeme előtt tartja azt az igazságot, hogy az idő elteltével a tapasztalatszerzés és így a munkaerő értéke is nő, ellentétben a gépekkel, melyek amortizálódnak. Ezért is igaz az, hogy érdemes a munkatársakba befektetni. Egy jó vállalat azzal is tiszteli alkalmazottait és azok képességeit, tudását, hogy teljesíthető kihívások és problémák megoldása elé állítja őket. A fentiek mind a dolgozók folyamatos fejlesztését és a kinevelését szolgálják. Egy emberközpontú vállalat pedig nemcsak figyelembe veszi ezeket a lehetőségeket, hanem él is velük. Ugyanezek az elvek a beszállítók tiszteletének is részét képezik. A Toyota példája szerint szükséges szigorú követelményeket állítani a beszállítók elé, ugyanakkor
37 szükséges segíteni és tanítani őket a hatékony teljesítésre. A beszállítói kapcsolatok rendkívül fontosak, nagymértékben járulnak hozzá a termelés gördülékenységéhez és a végső minőséghez. A megbízható beszállító hosszú távon sok hasznot eredményez. Éppen ezért, ahogyan a munkatársaknál, úgy a beszállítóknál is érvényes az elv, hogy lehetőleg a kapcsolat megtartására és fejlesztésére kell törekedni a lecserélés helyett. A beszállítói kapcsolat ápolásának egyik legjobb módja, hogyha a vállalatok együtt tanulják és építik ki a leant, hiszen ha egy cég sikerrel áll át lean termelésre, előbb-utóbb szükséges lesz, hogy a beszállítói is ugyanabban a minőségben és ütemben tudjanak termelni. A just-in-time elv alkalmazása például elképzelhetetlen szoros beszállítói kapcsolat nélkül. Ahhoz, hogy egy vállalat valamely beszállítója éppen időben szállítson, nagyon szoros együttműködésre és bizalomra van szükség, hiszen ez a helyzet egy probléma felmerülésekor nagyon kiszolgáltatottá teheti a feleket. Továbbá törekedni kell a helyi beszállítói kapcsolatokra is. Ha a beszállító a közelben helyezkedik el, könynyebben megvalósítható a just-in-time elv, és kisebb a külső tényezők, például szállítás miatti kiszolgáltatottság. Természetesen a tiszteleten alapuló kapcsolatok akkor sikeresek, ha a másik fél gondolkodása is hasonló. A dolgozói elkötelezettség nélkülözhetetlen ahhoz, hogy a kaizen megfelelően működjön egy vállalatnál. Ha a dolgozók nem elkötelezettek és lelkesek, akkor nem fognak kreatívan részt venni a fejlesztésekben. A dolgozói elkötelezettségnek viszont előfeltétele a vállalati elkötelezettség. Az elkötelezettség előfeltételei és hatásai pedig ugyanúgy működhetnek a beszállítói kapcsolatokban is. A japán társadalomra jellemző az önkritika gyakorlása is, ami a tiszteletadás egyik típusa, hiszen ilyenkor nem valaki másban keressük a hibát még ha van is alapja hanem először magunkban. Ez az érték azonban Nyugaton nem igazán erős, és ezért nehezebb is a Toyotához hasonló kapcsolatkezelést kialakítani, mégis igen fontos. A Toyota nem csupán a dolgozók és a beszállítók mellett vállalt elkötelezettséget, hanem a társadalom mellett is. Ennek alapja az a kör, ami a vállalat működésének törvénye, hiszen a vállalat a társadalom egy részének munkájával végzi tevékenységét, a társadalomban felmerülő kereslet alapján. Ezek után a termékeinek előállításával a társadalom számára teremt értéket és lehetőleg egyéb módokon is szolgálja a társadalom, a mikrokörnyezet javát. Ilyen például az élethosszig tartó foglalkoztatás, amely a japán kultúra sajátossága. [21]: A fentiek a vállalati tisztelet talán legfőbb pontjai. A Toyota egyik vezérelve Tedd azt, ami a vállalat, a munkatársak, az ügyfelek és az egész társadalom szempontjából helyes Genchi genbutsu A genchi genbutsu szabad fordítása menni és megnézni a saját szemünkkel. A Toyota már a kezdetekben is alkalmazta ezt az elvet, hiszen Sakichi és Kiichiro Toyoda
38 is a saját munkájuk és kudarcaik árán érték el a sikereket, személyesen vettek részt a problémák megoldásában. A Toyota-módszer filozófiának és így egy jól működő lean vállalat gondolkodásának is szerves részét képezi ez az elv. A problémamegoldás elengedhetetlen része, hogy mindenki a saját szemével mérje fel a helyzetet az aktuális helyszínen, és ott tegyen lépéseket a megoldás felé. Az aktuális helyszínt japánul gembának is hívják, ami ezért a genchi genbutsu szinonimájaként ismert. Azon kívül, hogy jobb eredményeket lehet elérni akkor, ha egy döntés nem az íróasztal mögött születik, hanem a helyszínen, rengeteg tanulsággal és a későbbiekben hasznos tapasztalat megszerzésével is jár annak, aki részt vesz egy folyamatban, egy probléma megoldásában. A személyes részvételt bármely alkalmazott gyakorolhatja a rábízott feladatok során, de további értéket képvisel az, ha a vezetők is vallják ezt az elvet. Példát mutat és bizalmat, valamint tiszteletet szerez az a vezető, aki maga is részt vesz a helyszíni munkában, a feladat megoldásában. Ezen kívül pedig az első kézből szerzett információnak sokkal több az értéke, mint ami mások véleményén alapszik. Természetesen ahhoz, hogy ez hatékony legyen, nem csupán nézni kell a helyszínen, sokkal inkább aktívan odafigyelni és megérteni. A genchi genbutsu bővebb kifejtése a san gen shugi elv, ami japánul azt jelenti, hogy valódi helyen, valódi terméken és valós adatokkal kell megközelíteni a kérdéseket vagy a problémákat. Ez természetesen nem működhet minden esetben, mert van, amikor nem lehet valódi helyen vagy valódi terméken megválaszolni a kérdéseket, ilyenkor alkalmaznak például számítógépes szimulációkat. De jól meg kell gondolni, hogy mikor tér el egy vállalat a valódi jellemzőktől, hiszen nem lehet minden valós tényezőt teljes körűen reprodukálni, ami valótlan vagy kockázatos eredményekhez vezethet. A mindennapos gyakorlatban a valódi hely, a valódi termék és a valós adat azt is jelenti, hogy nem szabad megérzésekre hagyatkozni vagy jóslatokba bocsátkozni, mondván hogy ez biztos jó lesz. A döntéseket valós körülmények között kell meghozni. Ahhoz, hogy a genchi genbutsu egy lean vállalat valóban hasznos eszközévé váljon, szükséges az, hogy a dolgozók elsőként a vezetők elsajátítsák ennek használatát és meglássák a pozitív hatásait, ne csupán egy előírt eljárásként tekintsenek rá, mert akkor nem lehet elérni vele a várt eredményeket Döntéshozatal A jó döntésnek nagyon sok előzménye és feltétele van. A legjobb a döntésre egy folyamat eredményeként tekinteni. A pillanat műveként, véletlenül jól meghozott döntésnek nincsen távlati haszna, nem lehet belőle következtetéseket és tanulságot levonni, amit a későbbi döntésekben hasznosítani lehetne. Ezért szükséges megalapozott döntéseket hozni. Ezen kívül a jó döntést az is nagymértékben befolyásolja, hogy ki vagy kik hozzák meg. A döntések lehetnek sok összetevős, nagy léptékű változással kapcsolatos döntések, de lehetnek egyszerűbb, gyakorlatias, részben rutinszerű döntések is. A sok összetevős, nagy léptékű változással kapcsolatos kérdésekre általában igaz, hogy jobb döntések születnek akkor, ha többen, egyetértésben, azaz konszenzus
39 útján hoznak döntést. Jeffrey K. Liker a Toyota-módszer című könyvében a döntéseket illető alapelvet így fogalmazza meg [22]: Lassan, konszenzus útján, minden lehetőség gondos mérlegelése után hozzuk meg, majd gyorsan valósítsuk meg a döntéseket! A Toyota szerint ugyanolyan fontos a döntéshez jutás folyamata, mint maga a döntés. Ha megfelelő mérlegelés és felkészülés előzi meg a döntést, utána sokkal nagyobb a valószínűsége annak, hogy gyorsan és sikeresen tudjuk megvalósítani. A gondos mérlegelés a japán társadalom jellemzője, melynek során az összes lehetséges alternatívát és azok mindegyikének hatásait tanulmányozzák. A jó döntéshozatalnak az alapos mérlegelés mellett fontos része a konszenzus kialakítása. A mérlegelés során különböző vélemények és elképzelések alakulnak ki a döntést meghozó csapat tagjaiban, amiben végül egyetértésre kell jutni. Ezért fontos az is, hogy kik alkotják ezt a csapatot, és kik azok, akiket még rajtuk kívül bevonnak a döntésbe. Ha valaki akár csak kis részben is, de részese a döntéshozásnak, valószínűleg a későbbiekben is támogatni, nem pedig hátráltatni fogja a munkát. A konszenzus kialakítása így nem csupán jobb eredményeket, de jobb kapcsolatokat is eredményez. Fontos, hogy a csapatban mindenképpen vegyenek részt azok a személyek, akik közelről, a mindennapi munkájuk kapcsán is ismerik a témát. Ahhoz, hogy egy csoport jó döntést tudjon hozni, megfelelő környezetre is szükség van. Attól függően, hogy milyen kérdésben kell dönteni, ez a környezet lehet éppen a gemba az aktuális helyszín, de lehet egy tárgyalóterem is. Utóbbi esetében fontos, hogy egyértelmű legyen a célkitűzés, a résztvevők felkészülten vegyenek részt a megbeszélésen, vizuálisan szemléltessék az információkat és legyen egyértelmű, hogy mi a probléma és mik az információk [23]. A döntéshozatal azonban nem mindig egy csoport feladata kell hogy legyen. Van, amikor egy csoport nem tud jó döntést hozni, bizonyos esetekben pedig szükséges, hogy egyoldalú vezetői döntés szülessen. A konszenzus kialakítása miatt sürgős kérdésekben szintén nem szerencsés, ha egy csoportnak kell döntést hoznia. Az egyszerűbb, gyakorlatias, részben rutinszerű kérdésekben pedig, akár csoport, akár egyén hozza, nem minden esetben kell alternatívák sokaságát alaposan mérlegelni. Sokszor jobb a felmerülő lehetőséget azonnal, a helyszínen kipróbálni, a puding próbája az evés alapon pedig bebizonyosodik, hogy érdemes-e azon az úton haladni tovább, vagy más megoldást kell keresni. Bármilyen kérdésről legyen is szó, a jó döntést hatékonyan segítik az előbbi fejezetben ismertetett személyes részvétel genchi genbutsu és a vizuális menedzsment eszközei is. A vizuális menedzsment a folyamatok irányításának és nyomon követésének módszere. Alapgondolata, hogy a problémákat és az információkat láthatóvá kell tenni, úgy, hogy azok már első pillantásra értelmezhetők legyenek. A vizuális menedzsmentnek egy lean vállalat egészét kell jellemeznie, a termelési és tervezési folyamatoktól
40 kezdve a döntéshozásig még egyéb területeket is. Ezért számos kommunikációs és szemléltető eszköz, illetve rendszer tartozik ide, melyek a teljesség igénye nélkül a következők: 5S, kanban, andon, szupermarket-elv, anyaglokátorok, A3-as jelentés, ellenőrző táblák. Ezek egy része a Toyota Termelési Rendszer fejlődése című fejezetben már röviden bemutatásra kerültek, az utóbbi kettőről pedig az alábbiakban lesz szó, a jó döntéshozatal szempontjából. Az A3-as jelentés egy olyan dokumentáció, amely egy A3-as papírlap egyik oldalán ad teljes tájékoztatást valamilyen tervről, elemzésről. Szerte a világon megszokott eljárás, hogy az eredményekről vastag dokumentumokban számoljanak be, ami végül nehezen érthető és átlátható, ráadásul időigényes is. Az A3-as jelentés lényege, hogy első pillantásra és logikus módon ad tájékoztatást az adott kérdésben. A felépítése a következő [24]: 1. Jelenlegi helyzet és a probléma felmérése, ismertetése. 2. Az alternatívák és a javasolt megoldás bemutatása költség-, kapacitás- és időelemzésekkel. Konkrét terv bemutatása. 3. A megvalósítás lépéseinek ismertetése. 4. Ellenőrzés és korrekció. Egy ilyen jelentésben jól megmutatkozik a PDCA-ciklus, a 2-4-es lépések egyértelműen megfeleltethetőek a Deming-féle problémamegoldó ciklus elemeinek. Az első lépést, a jelenlegi helyzet felmérését is figyelembe véve akár ki is lehetne egészíteni a PDCA-ciklust, ahogy az már az első fejezetben is említésre került: Helyzetfelmérés; Tervezés; Cselekvés; Ellenőrzés; Korrigálás. Az A3-as jelentés egy példája az 4. számú mellékletben látható. Az ellenőrző táblák egy lean vállalat és természetesen a Toyota számos pontján felfedezhetőek. Olyan táblákról van szó, amelyek lényegre törően adnak információt egy folyamat állapotáról. Így nyomon lehet követni a termelés előrehaladását is, de azt is, hogy sikerült-e elérni a kitűzött célokat, mennyit javultak a folyamatok, a hatékonyság egy bizonyos időszakban. A vizuális menedzsment eszközeinek mind az a célja, hogy segítsék a jó döntést, a probléma megoldását és a folyamatok irányítását azzal, hogy szavak és dokumentumok hosszas értelmezése nélkül, azonnali tájékoztatást adnak valamilyen fontos kérdésben Nyereség és árak Ha költségcsökkentésről van szó, egy vállalatnak legtöbbször a következő két lehetőség fordul meg a fejében. Egyrészt csökkentheti a közvetlen költségeket, másrészt az általános költségek változatlansága mellett növelheti a kibocsátási szintet. Az utóbbira azonban a piac telítettsége miatt ritkán adódik tényleges lehetőség. A Toyota ehhez
41 képest teljesen más megoldáshoz folyamodik, a költségek csökkentését a veszteségek kiküszöbölésében látja, és ez az, ami az árképzését és a profitját is meghatározza. Taiichi Ohno elmélete szerint háromféleképpen lehet gondolkodni a nyereségről és az árképzésről [25]: 1. Ár = Költség + Nyereség 2. Nyereség = Ár Költség 3. Ár Költség = Nyereség Elsőre úgy tűnik, hogy a képletek mind ugyanaz jelentik, de Ohno szerint mégis másmás tartalommal bírnak: 1. Ár = Költség + Nyereség Ez az egyenlet a terv szerinti árképzést példázza. Azt jelenti, hogy az árat az határozza meg, hogy a vállalat mekkora nyereséget tervez és mekkorák a költségei. Ha például termékenként Ft nyereséget szeretne elérni, a termék önköltsége pedig Ft, akkor a termék árát végül Ft-ban határozza meg. 2. Nyereség = Ár Költség Érdekes elgondolás, mégis sok esetben igaz lehet Ohno véleménye, miszerint vannak olyan vállalatok, akik nyereségük érdekében gyártanak luxuscikkeket. Azaz az ő esetükben is a nyereség és a költség a meghatározó. A költségeik magasak és nem tudják csökkenteni őket, mégis szeretnének nyereségre szert tenni. Ezt akkor érhetik el, ha magas áron tudják eladni a termékeiket. Erre pedig a luxuscikkek a legmegfelelőbbek, mivel azok a legkevésbé árérzékenyek. 3. Ár Költség = Nyereség Ohno azt mondja, hogy ez a képlet a nyereség legjobb megközelítése. Itt az ár és a költségek határozzák meg a nyereséget, szemben a legelterjedtebb gyakorlatokkal, ahol a költség és a tervezett nyereség határozza meg az árat. A piaci árra sok tényező van hatással, egyrészt éppen a vállalatok költség és nyereség alapon történő ármeghatározása, másrészt a fogyasztók rezervációs árszintje is, ami lényegében egy termék túl magasnak tartott árát jelenti. Ezek miatt, megvizsgálva a képleteket, elmondható, hogy az árra lehet a legkevesebb hatást gyakorolni. Ezért a Toyota így gondolkozik: az adott árbevételből úgy érhetünk el nagyobb nyereséget, ha csökkentjük a költségeket. Persze a költségcsökkentés nem új ötlet, viszont a Toyota költségcsökkentési elképzelései sok tekintetben eltérnek a megszokottól. Sok vállalat látja úgy, hogy a költségcsökkentés legjobb útja a bérköltségcsökkentés, a gépesítés, a magas gépkihasználtság, a nagyfokú automatizálás, bizonyos tevékenységek kiszervezése és még más eszközök alkalmazása. A Toyota ezzel szemben a költségek csökkentését a rendszer minden szintjén megjelenő veszteségek, fölösleges műveletek és mennyiségek csökkentésében látja. Ennek a megközelítésnek az eredmé
42 nyét jól szemlélteti a CNN Money 2006-os felmérése, ami azt mutatja, hogy míg a General Motors autónkénti fajlagos nyeresége 200 USD volt, addig a Toyotánál ugyanez 2000 USD [26]. Sikerük példája tehát alátámasztja árképzési és nyereségtervezési gyakorlatuk helyességét Hosszú távú gondolkodás A Lean Termelési Rendszer kiépítése és a lean menedzsment megvalósítása egyaránt komoly kihívás, amit nem lehet projekt jelleggel, rövid távon teljesíteni. A tapasztalat szerint ahhoz, hogy egy vállalat leanné váljon, hosszú évekre van szükség. A Toyotának is évtizedekbe került, mire kialakította a Toyota Production Systemet, és a folyamat nem is ért véget: a rendszer folyamatos fejlődik. Ezért szükséges, hogy a vezetők mindig szem előtt tartsák a hosszú távú értékeket és célokat. Jeffrey K. Liker a Toyota-módszer című könyvében az első alapelv így hangzik [27]: Alapozzuk vezetési döntéseinket hosszú távú filozófiára, akár a rövid távú pénzügyi célok rovására is. Sok befektetés van, ami csak hosszú távon éri meg. A leanbe történő befektetés is ilyen. A nehézségét pedig az adja és sok vállalat ezért sikertelen a lean bevezetés területén, hogy hosszú távú gondolkodást, elkötelezettséget és hatalmas kitartást igényel. Ez azért van, mert egy-egy eszközt, például a kanban rendszert vagy az 5S-t nem nehéz bevezetni, viszont önmagában nem hoz komoly és tartós eredményeket. Ahhoz pedig, hogy a lean rendszerként épüljön fel, sok erőfeszítésre van szükség a vállalat és a vezetőség részéről. Ha azonban ez sikerül, a kiváló működés a cég stratégiai fegyvere lehet, amivel versenyelőnyre tehet szert, biztosítva a hosszú távú fennmaradását. A költség- és megtérülésszámításokon túlmenően meg kell fontolni például a gépesítést vagy egy tevékenység kiszervezését is. A gépesítés lehet, hogy költségcsökkenést eredményez, hosszú távon mégis merevvé teheti a termelést vagy kihasználatlanná a munkatársak szellemi kapacitását. Néha pedig ha gazdaságosabb is lenne kiszervezni egy tevékenységet, szerencsésebb megtartania a vállalatnak, mert így saját tapasztalatra és szellemi tőkére tesz szert, amiből később komoly haszon származhat. A Toyota egyik célja az, hogy tanuló szervezetként működjön, és önkritikát gyakorolva tanuljon a hibáiból és múltjából. Az önkritika hansei a japán társadalom egyik jellemzője, ami Nyugaton szokatlan vállalati gyakorlat, a japán vállalatok mégis rámutattak arra, hogy ennek alkalmazása szükséges a folyamatos fejlődés eléréséhez. A hosszú távú gondolkodás legfőbb pontja pedig a kitartás. Nem szabad váltogatni a különböző minőség- és hatékonyságnövelő irányzatok között. Mindegyik eredményes lehet, de ha egy vállalat idő előtt feladja és vált, akkor egyiktől sem várhatja az ígért sikereket, ráadásul bizalmatlanságot ébreszt a munkatársakban. Ahhoz, hogy egy vállalat valóban jól haladjon a lean útján, összehangolt szervezetre, közös célokra, filozófiára és következetes vállalatvezetésre van szükség
43 Az eddigiekben részletesen megismerhettük a Lean Termelési Rendszert, összehasonlítva a Toyota Termelési Rendszerével. A legfontosabb következtetés, hogy a Lean Termelési Rendszert csakis a megfelelő háttérrel lehet sikerrel bevezetni és fenntartani. Ez a háttér pedig, ahogy az a 2. ábrán is látható, mindennek az alapja, a Toyotamódszer filozófia, azaz a megfelelő vállalati kultúra és gondolkodásmód. Ez minden egyes lean vállalatnál eltérő, de a fejezetben ismertetett alapelveknek közösnek kell lenniük. Egy jól működő lean vállalat menedzsmentje gyakorolja a kaizent, az emberközpontúság szellemében tiszteli és kineveli dolgozóit, segíti beszállítóit, személyesen részt vesz a problémák megoldásában, kellően megfontolt döntéseket hoz, önkritikával vizsgálja saját működését, a rövid távú nyereség helyett pedig a hosszú távú célokra koncentrál
44 4. Nehézségek és lehetőségek a lean kapcsán 4.1. A leanben rejlő lehetőségek és a legjellemzőbb nehézségek A Lean Termelési Rendszerben rejlő lehetőségeket, előnyöket az alábbi KPI (Key Process Indicator) mutatókkal szokták kifejezni. Ezek a mutatók a rendszer kulcsfolyamatainak jellemzőit mérik. Néhány példa a kulcsfolyamatok várható javulásáról [28]: átfutási idő csökkenése százalékkal, átállási idők csökkenése százalékkal, készletek csökkenése százalékkal, százalékkal több szabad gyárterület, termékminőség százalékos javulása, berendezések általános hatékonyságának százalékos javulása, termelékenység növekedése százalékkal. Hogy miért érdemes a lean mellett dönteni, és milyen lehetőségeket nyújt, az a fenti számokon túl már a rendszer korábbi bemutatásából is látható. A lehetőségek és előnyök mellett azonban számos nehézség is felmerülhet, mind a bevezetés, mind pedig a hosszú távú alkalmazás során, amik akadályozhatják, nehezíthetik, de akár meg is gátolhatják a Lean Termelési Rendszer működését. Ezeket a nehézségeket, elkövethető hibákat három csoportra lehet bontani: 1) Menedzsment szintű hibák 2) Dolgozói szintű nehézségek 3) Külső akadályok Az első a nem megfelelő vezetői szemlélet és hozzáállás csoportja. Ezt a csoportot 6+1 hibára lehet bontani. A +1 hiba igazából a legelső, nulladik hibalehetőség. Ez a csoportosítás a LeanCenter felmérésén és cikksorozatán alapszik [29]. Ezek szerint egy vállalat menedzsmentje hibát követ el, és ezzel megnehezíti a helyzetét: 0. Ha mellőzi a leant. A mai kiéleződött piaci versenyben egy kis előny is sokat ér. A Lean Termelési Rendszerrel komoly előnyökre lehet szert tenni a veszteségek hatékony kiküszöbölésével. Ha egy vállalat továbbra is a hagyományos elvek szerint folytatja tevékenységét, előbb-utóbb hátrányba kerül, ha másért nem, akkor a leant alkalmazó versenytársak előnye miatt. 1. Ha használja ugyan, de projektszemlélettel tekint rá. A lean nem egy egyszeri befektetés, eleje van, de vége nincs. A kaizen filozófia jegyében folyamatos fenntartást és fejlesztést igényel. Általános vezetői magatartás az eredményorientáltság, ami sikeres projekteket és beszámolókat vár el. A leanhez azonban feladat- és folyamatorientáltságra van szükség
45 2. Ha a lean termelési rendszerrel nem jár együtt a megfelelő szervezet és emberi erőforrás. Ez általában a legkritikusabb pont. Ha a felső- és középvezetők nem elkötelezettek a lean iránt, és nem szívvel-lélekkel tesznek a változtatások érdekében, akkor könnyen lehet, hogy a nehézségek láttán feladják. De ha nem is marad abba a lean, abban az esetben, ha a vezetők nem elkötelezettek és nem emberközpontúak, akkor a dolgozóktól sem lehet viszontvárni a megfelelő hozzáállást. 3. Ha a lean tevékenységek felelőseinek nem ad megfelelő hatalmat a kezébe. Ha egy olyan csoportra vagy vezetőre bízza a lean bevezetését, a fejlesztéseket, akinek megkötik a kezét, és nem rendelkezhet bizonyos szintű anyagi és emberi erőforrásokkal vagy döntési jogkörrel, akkor nem lesz képes a változások megvalósítására. 4. Ha a logisztikát nem állítja a lean szolgálatába. Ha alkalmaznak lean eszközöket, áramlást is megvalósítnak a gyártás folyamán, de a gyárkapu előtt és után ugyanúgy raktárhegyekben áll a termék, akkor csak félsikerről van szó. De az üzemen belüli logisztikát is a lean elvek szerint kell szervezni. 5. Ha nem friss és egyértelmű mutatókra támaszkodik, vagy nem a valódi helyszínen követi őket nyomon. A genchi genbutsu alapelv szerint a jó vezető nem az irodából irányít. Lehet, hogy ott dönt, de nem adathalmazokból és mások elbeszéléseiből tájékozódik, hanem a helyszínen, biztos információk alapján. Ezért a vizuális menedzsment értelmében naprakészen, elsőre is közérthetően kell informálni mind a vezetőket, mind a dolgozókat arról, hogy éppen hol tart egy gyártási vagy fejlesztési folyamat. Ezeken túl, az elért eredmények és a mutatók vizuális közzétételével a munkatársak motivációját is lehet fokozni. 6. Ha esetleg kirakatként vagy eszköztárként tekint a leanre. A lean manapság egyre inkább népszerű. Jól hangzik, ha egy vállalat azt mondhatja magáról, hogy lean. És látványos dolgokat lehet prezentálni az 5S, a kanban vagy a többi módszer segítségével, de ha csak ennyi van, akkor az csupán a felszín, egy kirakat, a jéghegy teteje. És ahogy a jéghegy csúcsa is lebukik a víz alá az alapja nélkül, ugyanúgy a lean sem marad életképes néhány eszköz alkalmazásával, ha nincs ott az alap. Ez a 6+1 pont a Lean Termelési Rendszer kudarcának legfőbb kiváltója. Ha a vezetők nem elkötelezettek, ha nem tartanak ki a lean mellett a felmerülő nehézségek láttán, akkor ez már az elején megpecsételi a rendszer hosszú távú sorsát. Ezért a nehézségek első csoportjának a megoldása az, ha a vállalat menedzsmentje elkötelezetté lesz a lean iránt, és szabad kezet, valamint forrást biztosít a vezetőknek. Persze nem könnyű elkötelezetté tenni valakit. Talán azzal lehet valakit elkötelezni a lean mellett, ha saját szemével látja annak működését, hasznát, és így jobban magáénak érzi a dolgot, könnyebben tud dönteni mellette. Az is lehetséges azonban, hogy egy vállalat rákényszerül a változtatásra, például a piaci verseny vagy egy válsághelyzet miatt. A kényszer szintén eredményezhet elkötelezettséget, de a lelkesedéshez mindenképpen kell a személyes motiváció is
46 A második csoport a dolgozói szintű nehézségek csoportja. Itt nem feltétlenül a dolgozók hibájáról van szó. A rossz mentalitás csak részben a saját hibájuk, sokszor társadalmi, vagy más külső körülmény vezet ahhoz, hogy a dolgozók gondolkodása, hozzáállása nehezítő tényező lesz a lean kapcsán. A dolgozói nehézségek gyökere így legtöbbször a társadalmi háttér és a múltbéli tapasztalatok, az előítéletek és szokások, amelyek végül hátráltatják a vállalat és a lean működését. Ennek értelmében nehezíti a lean bevezetését és fenntartását, hogy a japántól eltérő társadalmakban: igen nehéz az embereket változásra bírni és szoktatni. a dolgozók nem törekszenek az állandó jelenlétre, ami kritikus lehet az áramlás elve miatt. Tipikus jelenség a betegállomány egyéb tevékenységre, szabadságra vagy munkára történő felhasználása. az embereket nehezen lehet motiválni az önálló fejlesztésre, ami a kaizen és az ötletrendszer legnagyobb hátráltatója. a vállalatok gyakorlata sok esetben bizalmatlanná tette már a dolgozókat. Ilyenek például a kilátástalan jövő, a könnyelmű elbocsátások, vagy a dolgozók munkájának nem megfelelő értékelése. A dolgozói szintű nehézségeket sem könnyű kiküszöbölni. A társadalmi hátteret nem lehet megváltoztatni, de törekedni kell arra, hogy legalább a vállalati háttér megváltozzon. A dolgozókkal meg kell értetni, hogy mi miért történik, őket is be kell vonni a változtatásokba, és értékelni kell a munkájukat a fizetségen túl is, a tisztelet kifejezésével. A múltból táplálkozó előítéleteket és szokásokat pedig az új vállalati kultúrával el lehet halványítani. Ehhez persze következetes vállalatvezetés, valamint olyan humán részleg kell, amelyik ezt a célt is szolgálja. Például ki kell dolgozni az ötletrendszert és működtetni kell. Ha ez nem így történik, a folyamatos fejlesztés nem fog megvalósulni. Ahhoz, hogy az ötletrendszer működjön, a dolgozókat motiválni kell, ennek alapja pedig az elkötelezettség. A dolgozók azonban csak akkor lesznek elkötelezettek, ha a közvetlen vezetőik és a vállalat menedzsmentje is az. Az elkötelezett dolgozó pedig a vállalat üzleti sikerét is mérhetően javítja [30]. A harmadik csoportban a külső akadályok vannak. Ezek olyan tényezők, amelyeket egy vállalat sokszor nehezen, vagy egyáltalán nem tud befolyásolni. Ilyen lehet: a finanszírozás kérdése. A lean átalakítás kezdetben magas költségekkel jár, ami korlátozó tényező lehet. a megnehezedő piaci helyzet. A verseny fokozódása, az árak és a kereslet változása is hatással van a vállalatra, ami nehezítheti a lean fenntartását. a folyamatos fejlesztés kaizen és a külső szabványok ellentéte. Például az ISO előírások, vagy más hivatali vagy vevői útmutató, ami lehet, hogy egy fejlesztést befolyásol, korlátoz. a minimális készletek miatti kiszolgáltatottság. Egy lean vállalat just-intime termel, és ennek értelmében minimális készletszinttel dolgozik. Ez
47 rengeteg előnnyel jár, de egy váratlan külső probléma akár komoly gondot is jelenthet. Ha például valamilyen okból kifolyólag nem tud szállítani a beszállító, a termelés rövidesen leáll. Erre a legjobb megoldás az lehet, ha a vállalat mindent megtesz azért, hogy ezeknek a külső tényezőknek csökkentse a lehetséges hatását. Ha ezekre előre felkészül a vezetőség, akkor valójában nem fognak komoly akadályt jelenteni a Lean Termelési Rendszernek sem a bevezetése, sem a fenntartása során. A finanszírozás kérdése és a piaci helyzet változása főleg az első időszakban jelenthet problémát. A finanszírozás problémája a bevezetés viszonylag magas költsége miatt jelentkezhet, azonban idegen tőke igénybevételével, vagy forrásátcsoportosítással általában meg lehet oldani. A piaci versenynek is nagyobb hatása van még a lean átalakítás idején, de később a rendszer megfelelő kiépítésével olyan versenyelőnyre lehet szert tenni, ami csökkenti ezt a hatást. A készletek miatti kiszolgáltatottság egyik leghatásosabb ellenszere, ha a vállalat minden területen törekszik két lábon állni. A Toyota például néhány kivételtől eltekintve minden alapanyagot és alkatrészt két beszállítótól rendel. A másik ellenszer, ezzel szoros összefüggésben, a megbízható beszállítók és üzleti kapcsolatok kiépítése, ami csak hosszú távon lehetséges. Szintén a Toyota példája, hogy valamivel gyengébb minőségért vagy alacsonyabb árakért nem vált beszállítót, hanem segíti a partnerét, hogy a kívánt szintre jusson mind minőség, mind ár tekintetében. Ebből a rövid elemzésből látszik, hogy a nehézségek, akadályok és hibák többsége kiküszöbölhető, vagy hatásuk csökkenthető, ha az eszközöknek és a módszereknek megvan az alapja. Ez az alap az a vállalati kultúra és gondolkodásmód, ami a partnerek és az emberek iránt elkötelezetten és hosszú távon gondolkodik. Ahhoz, hogy ez valóra váljon, az amilyen a pásztor, olyan a nyája közmondásból kiindulva egyértelműen a vezetőség megújulására, gondolkodásmód váltására van szükség elsőként. Csak utána lehet, és kell a dolgozók mentalitását és szokásait megújítani. Ez nem kis feladat, talán még nehezebb, mint a vezetőség esetében. De elengedhetetlen, hiszen a megfelelő munkatársak nélkül éppen a lean szervezet motorja fog hiányozni a rendszerből. A nehézségek harmadik csoportját, a külső akadályokat pedig csak kezelni lehet, kiiktatni nem. De a legjobb kezelés maga a lean szervezet és annak fejlesztése, felkészítése a problémákra, az akadályokra, a piaci verseny adta kihívásokra
48 4.2. Lean a válsághelyzetben A gazdasági válság hatása a Toyotára A hosszan tartó bizakodás ellenére 2008 végére egyértelmű lett: az amerikai jelzálogpiaci problémák nem maradtak meg lokális szinten, alattomos módon továbbgyűrűztek, és az egész világgazdaságot válságba sodorták. Az amerikai bankok túl kockázatos jelzáloghiteleket nyújtottak, amiket ráadásul értékpapírosítottak és szétszórtak a világban [31]. A pénzpiaci környezet kedvezőtlenné válása előbb az említett hitelek, majd a bankok sorozatos bedőléséhez vezetett [32]. A bankok egymás és a gazdaság többi szereplője felé is csak sokkal szigorúbb feltételekkel nyújtottak hitelt, ami a fogyasztási kedv visszaesésével együtt a feldolgozóiparra is rányomta bélyegét [33]. Először a járműiparban mutatkoztak ennek jelei, mivel a lakosság, nehezedő anyagi helyzetének mérlegelése során, először a nagy költséget jelentő új autók beszerzését halasztotta későbbi időpontra. Ennek hatására az autógyártók egy részét kevésbé, más részét viszont nagyon súlyosan érintette a válság. Általánosak lettek az üzemleállások, a létszámleépítések, sőt számos esetben merült fel vagy ment végbe autógyártók fúziója is, a csőd elkerülésének érdekében. Több autógyártó, így például az amerikai General Motors és a Chrysler is csak állami segítséggel tudott talpon maradni eddig. A járműipar továbbra is világszerte ingatag. A Toyotát is érzékenyen érintette a válság. A 2009 márciusáig tartó pénzügyi év ötvenkilenc év után az első, melyben veszteséget kénytelen elkönyvelni [34] utolsó negyedévében a Toyota legnagyobb piacán, az Egyesült Államokban 31 százalékkal estek vissza a járműeladásai [35]. Ugyanebben az időszakban a japán piacon is jelentősen, 18 százalékkal csökkentek az értékesítések [36]. A globális eladások a teljes as évben pedig 5 százalékkal estek vissza [37]. Két hitelminősítő intézet a Moody s és a Fitch is a korábbinál egy szinttel alacsonyabbra értékelte a Toyotát [34],[38]. A járművek iránti keresletcsökkenés általános jelenség, összességében vizsgálva azonban azt lehet mondani, hogy a Toyotát kevésbé érintette rosszul, mint számos más vetélytársát. Ennek egyik oka az, hogy a Toyota költségei alacsonyabbak, és autóinak fajlagos nyeresége lényegesen magasabb, mint a többi autógyártóé. Így később, és kisebb mértékben érte utol a pénzügyi veszteség, mint a konkurenciákat. De végül utolérte, és a Toyota is kért állami segítséget, körülbelül 2 milliárd dollár értékben. Ez azonban lényegesen kisebb, mint például a General Motorsnak nyújtott állami mentőöv, ami 13,4 milliárd dolláros volt, és a segítség ellenére még mindig kétséges a vállalat további sorsa [35]. Mivel a Toyota is kénytelen korlátozni az idei termelést, a gyártási kapacitásának közel negyed részét nem tudja kihasználni [39]. Kérdés, hogy ebben a helyzetben hogyan tudja érvényesíteni az elveit, azaz hogyan tud tartózkodni a létszámleépítéstől. Japánban az időszakos dolgozóinak felétől már megvált a Toyota, de nem tudni, hogy globális szinten milyen döntéseket hoz, mindenestre az állandó dolgozóit például a General Motorsszal ellentétben várhatóan nem fenyegeti veszély [40]. A Toyota létszámleépítése eddig csupán néhány százalékos, szemben a General Motors 20 százalé
49 kos arányával [41]. Ezekből is látható, hogy a Toyotát kevésbé érintette hátrányosan a gazdasági válság. A Toyota válságreakciói között, a fent említett időszakos dolgozók elbocsátásán túl, további intézkedések is vannak. Ilyen például a mississippibeli Prius gyár megnyitásának elhalasztása, a menedzserek bérének csökkentése és részvények eladása dolgozók részére [42], [43]. A Toyota ezek mellett 2009 első negyedévében 11 napra teljesen leállította japán gyárait, aminek oka az amerikai készletek felhalmozódása [36]. A Toyota japán és egyesült államokbeli gyáraiban pedig csökkentették a munkaidőt, összhangban azzal a döntéssel, hogy az áprilisban kezdődött pénzügyi évben, az előzőhöz képest, 27 százalékkal csökkentik a termelés volumenét [43], [44]. A Toyota Termelési Rendszer egyik pillére a just-in-time elv, miszerint mindent a maga idejében kell gyártani, sem előbb, sem később. Talán megdőlni látszott ez az elv, amikor a sajtó arról számolt be, hogy a Toyota kénytelen hajót bérelni a felhalmozódott készleteinek [45]. Ám valójában itt nem a just-in-time-ról és nem a vevői igény szerinti húzó gyártásról van szó, mert ahogyan az a Húzó gyártás kialakítása című fejezet során említésre került, a Lean Termelési Rendszerben is megvan a helye a nyomó elvű, terv szerinti gyártásnak. Ilyen például a kontinensek közötti szállítások esete, amikor a nagy távolság miatt nem lehet a vevői rendeléseket szorosan követni, ezért egy előrejelzés, terv szerint kell gyártani és szállítani. A Toyota éppen ennek lett az áldozata, a járműipari kereslet megtorpanása miatt a piac nem tudta felvenni a korábbi ütem szerint útnak indított Toyotákat, így a más kontinensekről érkező járművek először a kereskedőknél halmozódtak fel, de hamarosan már ott sem volt elegendő kapacitás a tárolásukra. Ezért béreltek hajót a számukra, ami valószínűleg kisebb költséget jelent, mint a továbbszállításuk és raktározásuk. Nehéz megvizsgálni azt a kérdést, hogy mennyire érte a Toyotát felkészülten vagy felkészületlenül a válság. A készletek felhalmozódásából azt gondolhatjuk, hogy legalábbis ezen a területen felkészületlen volt. Ez így is van, azonban a nagy távolságú szállítás problémáját nem lehet másképpen megoldani, mint terv alapján, amely nem tudja figyelembe venni a váratlan eseményeket, például a gazdasági válság hatását. Azonban más tekintetben már megmutatkozik valamiféle plusz, egy olyan többlet, ami a versenytársakkal szemben még a válsághelyzetben is előnyt és biztonságot jelent: a lean gondolkodásmód példaképe, a Toyota Termelési Rendszer. Azzal, hogy folyamatosan csökkentik a veszteségeket és fejlesztik a folyamataikat, a költségeik is alacsonyak. A rendszer elemei leszámítva a tengeren túlra, terv alapján történő gyártást rugalmasságot biztosítanak a vállalat számára. Azzal pedig, hogy termékeik magas minőséget és jó árakat képviselnek, tovább maradhatnak népszerűek és keresettek a piacon, még ha csökkenek is az eladások. A mostanihoz sok szempontból hasonló volt az 1973-as olajválság is. Akkor a feltörekvő japán ipar a legsúlyosabb veszteségeket elszenvedő országok egyike volt. A japán cégek a puszta fennmaradásért küzdöttek. S habár a Toyotának is voltak komoly gondjai, mégis rövidebb ideig küzdött, és hamarabb lett ismét nyereséges, mint a többi japán vállalat [46]. Az akkori válságot sikerrel vészelte át a Toyota. Kérdés az, hogy mennyit tanult az akkori helyzetből, és hogy tud-e valamit hasznosítani belőle most?

50 Jelenleg azt lehet mondani, hogy a válságra legjobban reagáló autóipari vállalatok egyike a Toyota. Hogy azonban ezt a pozíciót meg tudja-e tartani, és ismét sikeres túlélő lesz-e, az csak a recesszió múlásával lesz biztosan megállapítható A válság hatása a magyar feldolgozóiparra, és a lean, mint lehetséges kiút 2008 őszéig a jelzálogpiac válsága, ahogy globálisan, úgy Magyarországon sem mutatott túl a pénzügyi szektoron, így a feldolgozóiparra sem volt komoly és egyértelmű hatása. A termelés volumene az előző évek tendenciája szerint növekedett tovább. A 12. ábrán jól látszik az éves periódus jellege, miszerint a termelés volumene az év elejei és a nyári csökkenéseket követően számottevő növekedésnek indult. Ez megfigyelhető az első három év, de még 2008 során is, ahol a szeptemberi volumen ugrásszerűen emelkedett ki az év addigi szintjéből. A szezonális és munkanaphatástól megtisztított trendből látható, hogy már 2008 májusától kezdve egy visszafogott csökkenés dominált, de szeptemberben még megfigyelhető a trendet jellemző ugrás. Ezután viszont a csökkenés drasztikussá vált, novembertől kezdve a termelés volumene nagyon meredek esésbe kezdett, egészen a 2005-ös szint alá süllyedt. A trend szerint a megelőző években az év elejei visszaesést hamar, már februárban lényeges növekedés követte, ez azonban a válsághelyzet elmélyülésével eddig elmaradt. 12. ábra: A magyar feldolgozóipari termelés volumene [47] Az előző év azonos időszakához képest 2009 második hónapjában az összes rendelésállomány 19,1 százalékkal, az összes új rendelés pedig 35,8 százalékkal csökkent. Ennek nagyobb része az exportértékesítés csökkenésének tudható be, ami 29 százalékkal kisebb az egy évvel korábbinál. Ugyanez a belföldi értékesítésben csak 5 százalékos visz

51 szaesést jelent. Ennek oka, hogy a hazai ipar belföldi értékesítését többnyire olyan alágak adják, melyeknek termékei alapvetőnek számítanak, és ezért kevésbé érzékenyek a válságra, ilyen az energiaipar, a gyógyszeripar és az élelmiszeripar. A hazai ipar többi ágazata viszont, melyek az exportértékesítés döntő hányadát adják, jelentős keresletcsökkenést szenvedtek el. Februárban az előző év azonos hónapjához képest 22,8 százalékkal csökkent a számítógép, az elektronikai és az optikai termékek exportkereslete, a járműipar exportja pedig közel a felére, a tavalyi érték 51,9 százalékára esett vissza [48]. A termelés meredek és gyors csökkenése magával hozta a létszámleépítéseket is, ami a munkanélküliségi ráta megugrásához vezetett. A korábbi évek 8,1 százalékos csúcsához képest 2009 első negyedévében ez az érték 9,7 százalékra emelkedett. Az Index nem reprezentatív felmérése alapján a ráta megemelkedése a tömeges elbocsátásokkal és gyárbezárásokkal van összefüggésben. Ezzel együtt, az AC Nielsen kutatása szerint, rég nem látott mélyponton van a közhangulat és a fogyasztói bizalmi index is [51]. A válság hatása társadalmi és gazdasági szempontból is komoly. A háztartások és a vállalatok egyaránt költségcsökkentésre törekszenek. Talán ördögi kör, hogy a vállalatok a válság okán dolgozókat bocsátanak el, akik az így még jobban megnehezedő anyagi körülményeik miatt visszafogják kiadásaikat, ami a kereslet csökkenését jelenti, tovább rontva ezzel a vállalatok helyzetét. A világ gazdasági és politikai vezetői a helyzet megoldására törekszenek, amire azonban nincs recept. A korábbi válságok példájából az látható, hogy időre és a közhangulat megnyugvására van szükség, hogy az újrakezdés után ismét fellendüljön a gazdaság. Ezt csak nehezen lehet befolyásolni, de azért vannak olyan lépések, amik segíthetnek a gazdaság és egy adott vállalat mielőbbi stabilizálódásában. A rendeződés segítésének néhány javasolt lépése: 1. Költségcsökkentés 2. Hazai ipar erősítése 3. Állami ösztönzés 1. Költségcsökkentés 13. ábra: Munkanélküliségi ráta [50] A költségcsökkentés olyan lépés, amelyet egy válság kapcsán talán minden vállalat bevezet. Kérdés azonban, hogy milyen módon teszik ezt. Az egyik lehetséges módja a hagyományos úton történő költségcsökkentés. Ennek három fő pontja van. Az egyik ilyen pont az üzemi általános költségek, például a segédanyagok vagy az energiafelhasználás csökkentése. A másik költségcsökkentési elv a folyamatjavítás szokott lenni. Ilyenkor a gépek és berendezések, valamint a megmunkálási műveletek hatékonyságát szokták javítani, átszervezéssel, felújítással vagy automatizálással. Ez az elv az értékteremtő műveletek javításán keresztül törekszik a költségek csökkentésére
52 A harmadik, jól ismert elv a bérköltségcsökkentés. A létszámleépítések hátterében amellett, hogy visszaesett a termelés és így a dolgozók egy részének nincs tényleges munkája, az is szerepet játszik, hogy az elbocsátásokkal bérköltséget is lehet spórolni. A bérköltségcsökkentés egyébként is népszerű, rendszeresen hallani olyan híreket, hogy újabb vállalat költözött át szomszédos vagy akár távoli régiókba is, hivatkozva arra, hogy ott olcsóbb a munkaerő. Ez természetesen igaz is, azonban meg kell jegyezni, hogy a bérköltség általában egy termék költségszerkezetének csupán 15 százalékát teszi ki. Nagyobb részben, hozzávetőlegesen százalékban pedig az anyagfelhasználás, a raktározás és a szállítás felelős a költségekért [52]. A fentiek fényében azt lehet mondani, hogy a hagyományos költségcsökkentés eredményközpontú, az áttelepülés és az elbocsátások nem veszik figyelembe az embert, ahogyan a túlzott automatizálás sem. A bérköltségek csökkentése, valamint az értékteremtő műveletek és a gépek hatékonyságának növelése pedig mind olyan tényezők, melyek kisebb súllyal bírnak a költségek között. Ha ezekre koncentrál egy vállalat, akkor nem tud igazán kedvező hatást elérni. A hagyományos költségcsökkentési eljárással szemben lehetőség van a lean elvek szerinti költségcsökkentésre is. A kettő közti leglényegesebb különbség, hogy a lean a költségek nagyobb hányadáért felelős területeken fejti ki hatását. Az értékteremtő folyamatok helyett az értéket nem teremtők körében kezdi a veszteségek csökkentését. A folyamatos, egydarabos áramlás során úgyis felszínre kerülnek az értékteremtő műveletek hibái a rossz hatásfokú gépek, a szűk keresztmetszetek, a gyengén teljesítő munkatársak. Ezért egy lean vállalat a költségcsökkentés során elsősorban az áramlásra, a minőségre és a just-in-time elvre koncentrál. A folyamatos, egydarabos áramlással egyrészt felszínre kerülnek a rendszer hibái, ahogy az fent említésre került, de maguknak a termékeknek a hibái is sokkal hamarabb észlelhetőek. Az áramlásba épített minőség, a jidoka szintén ezt a célt szolgálja. Ennek költségenyhítő hatása pedig egyértelmű: minél kevesebb selejtes termék készül, annál kevesebbet kell javításra, az ilyen termékek szállítására, raktározására és adminisztrálására fordítani. A folyamatos, egydarabos áramlással jelentősen csökkennek a gyártásközi készletek is. Ez mind költség, mind kockázat szempontjából fontos tényező egy recesszió során. A just-in-time elvnek válság idején még nagyobb szerepe van. Ha egy vállalat valóban azt és akkor gyártja, amikor arra a vevő igényt tart, az egyrészt csökkenti annak kockázatát, hogy a gyártásban és a készleten lévő termékek a nyakán maradjanak. Ennek példája látható a zsúfolt autószalonok és raktárak esetében. Ha azonban just-in-time elv szerint, a vevői megrendelést követve történik a gyártás, a készletek és a velük járó kockázat is minimális szinten tarthatók. A just-in-time a kockázat mellett a költségeket is közvetlenül csökkenti, hiszen lényegesen alacsonyabbak lesznek a szállítási és raktározási költségek, továbbá magukban a készletekben sem fog állni a pénz. Amikor a biztos rendelések száma lecsökken, mint a jelenlegi gazdasági válság esetében is, akkor a korábbinál sokkal nagyobb rugalmasságra van szükség. Valóban azt kell gyártani, amire a vevő igényt tart. Ez egy merev gyártási elrendezéssel, magas fokú automatizálással rendelkező hagyományos üzem számára nehézséget jelent. A Lean
53 Termelési Rendszerben az értékáramok szerinti gyártócellás elrendezés, a gyors szerszámcserét biztosító eljárás (SMED), és a gyártásközi készletek minimális szintje nagyban hozzájárulnak a gyártás rugalmasságához. Egy újabb termékre történő átállás így nem okoz különösebb gondot és nem is tart túl sokáig, ami válsághelyzetben a piac ingadozásai miatt komoly előny lehet. A válság kapcsán nemcsak a termelési volumen csökkenhet, hanem a termékmix is szűkülhet. Erre hatékony megoldás a heijunka elve, ami lehetővé teszi a termelés kiegyenlítését. Ahogy a munkatársak és a gépek túlterhelésén, ugyanúgy az alulfoglalkoztatáson is segít a heijunka. Lehet, hogy kevesebb műszakban, vagy kevesebb emberrel kell dolgozni, ami azonban nem feltétlenül vonja magával az elbocsátásokat. A szabad kapacitású munkatársakat át lehet csoportosítani más feladatokra, például a Lean Termelési Rendszer kiépítésének kezdeti folyamataira. Így a válság adta szabad kapacitásokat időt és munkaerőt ki lehet használni arra, hogy egy vállalat elkezdje, vagy ha már ez megtörtént, akkor folytassa a lean szerinti fejlesztéseket. A válság arra is jó lehetőség, hogy a vezetőség képezze, fejlessze a dolgozóit, hogy kialakuljon és megerősödjön a megfelelő vállalati kultúra és gondolkodásmód. Igaz, hogy a lean bevezetése kezdetben viszonylag magas költségekkel is jár, de nem szükségszerűen. A leannek számos olyan pontja van, ami nem igényel különösebb költséget. Az érték meghatározása, az értékáram feltérképezése, a gyenge pontok definiálása és a jövőállapot-tervek elkészítése csak szellemi ráfordítást igényel. A további lépéseknek már vannak anyagi vonzatai, de azok sem feltétlenül jelentősek. A just-intime, az egydarabos áramlás és a heijunka elveinek megvalósítása, illetve a kanbanrendszer kiépítése elsősorban kiváló szervezési készséget és kitartást igényel. A jidoka bizonyos beépített elemei, vagy a vizuális menedzsment például az 5S kiépítése már inkább költséges. A Lean Termelési Rendszer bevezetési költségeinek egy jó részét gyakran a tapasztalat megfizetésére fordítják. Nyilván a tanácsadók alkalmazása a rendszer bevezetésének gördülékenyebb formája, de ez nem kizárólagos. Gyakran csak újszerű megközelítésre, kreativitásra vagy józanészre, és kiváló szervezőkészségre van szükség a fejlesztésekhez. A kaizen apró, folyamatos fejlesztési törekvése egyenletessé teszi a vele járó költségek felmerülését, de sokszor nemcsak apró, hanem nagy kiadásokkal járó, komoly beruházások is jelentkeznek a folyamatos fejlesztés keretén belül. Ám egyrészt ezek a hagyományos költségcsökkentést gyakorló vállalatoknál is felmerülnek, másrészt, ha már csak részben is, de valamelyest kiépült a Lean Termelési Rendszer, akkor a veszteségek folyamatos kiküszöbölése összességében sok kiadást és költséget takarít meg. A fentiekből látszik, hogy a leannel történő költségcsökkentés az értéket nem teremtő folyamatokra koncentrálva sokkal hatékonyabb a hagyományos gyakorlatnál. Ráadásul, mivel a lean szerinti költségcsökkentés a hagyományossal ellentétben emberközpontú is, a vállalatok széles körében történő alkalmazása esetén pozitív hatása a társadalomban is jelentkezik. A dolgozó egy emberközpontú vállalati kultúra részeseként sokkal szívesebben végzi a feladatát. A lean munkakörnyezet és a megbecsültség érzése jó hatással van a munkatársakra. Ha a dolgozó ráadásul még biztosnak is érezheti munkahelyét, akkor ez, az előbbiekkel együtt, segíti a társadalom megnyugvását, a fogyasztói kedv fellendülését
54 2. Hazai ipar erősítése A költségcsökkentés mellett a mielőbbi helyreálláshoz szükség van a kereslet fellendítésére. Ennek egyik módja lehet az állami beruházások indítása, de ezen túl szükség volna a hazai ipar egészének erősítésére is. Ezt legjobban azzal lehetne elérni, ha a hazai gazdasági szereplők a hazai termékeket és partnereket, beszállítókat részesítenék előnyben. Jelenleg a hazai piacon is a legjobb ajánlat elve dominál, ezért magasabb az importból történő beszerzések aránya a belföldinél. Ez persze érthető is, és az importnak meg is van a helye a gazdaságban, de számos területen lehetne élni az itthon adta lehetőségekkel. Például a hazai beszállítók alkalmazásának egyik fontos előnye, hogy nagyban segítik a just-in-time elvet, hiszen a termékeknek kevesebb utat kell megtenniük, mint az import esetében. Ez pedig időt és kockázatot is spórol. Azt is szem előtt kellene tartani, hogy a magasabb ár vagy a gyengébb minőség nem kell, hogy elutasító ok legyen. A Toyota gyakorlatát követve a beszállítókat is lehet fejleszteni, segíteni a lean kiépítésével a költségeik, és így az áraik csökkentésében, valamint a folyamataik, és így a minőség javításában. Egy ilyen megbízható és szoros beszállítói kapcsolat pedig igazán sokat ér. Ahhoz persze, hogy a hazai termékek iránt megnőjön a kereslet, arra van szükség, hogy sok vállalat gondolkodjon és cselekedjen a lean elvek szerint. 3. Állami ösztönzés Ahhoz, hogy a gazdaság és a társadalom is mielőbb helyrerázódjon, a lean széleskörű alkalmazása talán a legjobb megoldás. Ahhoz pedig, hogy széles körben alkalmazzák, hasznos segítség lenne az állami ösztönzés. Ugyanezt tette az amerikai kormányzat, amikor a sokmilliárdos mentőövvel együtt felszólította az érintett vállalatokat a lean termelésre [53]. A figyelemfelkeltéseken túl hasznos lenne a képzések támogatása és állami forrás, vagy kedvezményes lehetőségek biztosítása a finanszírozásban. A válsághelyzet egy nehezen megoldható probléma, amire nem nyújt garanciát a Lean Termelési Rendszer alkalmazása, de a megfelelő vállalati kultúrával és gondolkodásmóddal együtt hatékony a költségcsökkentésben, a válság kockázatainak enyhítésében, a társadalmi és gazdasági feszültségek feloldásában, sőt, az adott vállalat hosszú távú stabilitásában is
55 5. Lean esettanulmányok 5.1. Stabil Produkt Kft Röviden a Stabil Produkt Kft.-ről A STABIL ELEKTROTECHNIK GmbH-t Németországban alapították 1984-ben. Kezdetben néhány autóipari vállalatnak tervezett és gyártott különböző elektronikus eszközöket, de később, tevékenységét kibővítve, 1997-ben megalapította a STABIL VERBINDUNGSTECHNIK GmbH-t, majd 1999-ben a STABIL PRODUKT Elektrotechnikai Kft.-t, melynek a péceli gyár ad otthont ban Szalontán, Romániában újabb vállalatot alapított, a STABIL ROMANIA-t [54]. Az anyavállalatot és a leányvállalatokat magában foglaló STABIL GROUP jelenleg három fő profillal rendelkezik: elektronikai eszközöket, fémet és műanyag termékeket gyárt. A péceli gyárban elektronikai eszközöket és a hozzájuk kapcsolódó műanyag alkatrészeket gyártanak. A gyárnak két részlege van: az egyik az autóipar, így többek között a Bosch, a Claas, a DAF, a Daimler, a Liebherr, a MAN, a Mercedes és a Neoplan márkák gyártóinak készít különféle paneleket, szondákat. A másik pedig egy amerikai cégnek, a LogicDatának gyárt vezérlőegységeket, melyekkel mozgatható bútorok elemeinek koordinálását lehet vezérelni. A STABIL GROUP az ötlettől a sorozatgyártás megvalósításán át az értékesítésig minden folyamatot magába foglaló fejlesztő, gyártó és forgalmazó innovatív cégcsoport. Legfőbb jellemzői a vevőközpontúság, a rugalmasság, a pontosság időben és minőségben egyaránt. Ezt a célt szolgálja a dinamikus és szakképzett vezetőség, a magas szintű képzettséggel és specializációval rendelkező mérnöki gárda, valamint az ISO/TS es minőségbiztosítási rendszer. Annak érdekében, hogy ezek a jellemzők a folyamatosan változó gazdasági környezetben továbbra is megállják helyüket, 2008 elején, felsővezetői döntés nyomán megkezdték a LogicData részleg lean szerinti átalakítását. A döntés közvetlen oka a gyártási igény megnövekedése volt, amit már csak újabb üzemterület bevonásával lehetett volna megvalósítani. A lean elvek szerinti átalakítások egyik eredményeként ez a probléma is megoldódott, de a változtatások sok további hasznot is hoztak. A jelen esettanulmány tárgya ezek átfogó bemutatása és a jelenlegi helyzet elemzése a szakdolgozat témájának gyakorlati oldaláról Lean eszközök és elvek bevezetése a Stabil Produkt Kft.-nél Mivel a részleg maximális kapacitással három műszakban termelt, a növekvő számú megrendeléseket pedig teljesíteni kellett, két lehetőség adódott. Vagy növelni kellett volna az üzemterületet, vagy a meglévőt kellett volna átalakítani, átszervezni

56 Miután az utóbbi tűnt a legjobb megoldásnak, a vezetőség lean eszközök és elvek alkalmazása mellett döntött. Így 2007 végén kezdték meg az anyavállalat egyik szakértőjével az üzem felmérését és az átszervezés terveinek elkészítését. A tényleges munka 2008 első negyedévében kezdődött meg, és azóta is folyamatosan tart. A legszembetűnőbb, radikális változtatások még az első félévben megvalósultak, de a kaizen jegyében azóta is folyamatos a fejlesztés, hol kisebb, hol nagyobb léptékben. Az átalakítás előtt a következők jellemezték a LogicData részleget (14. ábra). A LogicData termékek gyártása két munkaasztalnál és négy gyártósornál történt. Az ötödik gyártósoron a saját termékek mellett az autóipari részleg egy bizonyos szondájának gyártása is helyet kapott, ami csak a termelés operatív szintjén tartozik a LogicData részleghez. A szondát az elektronika összeszerelése és a forrasztás után egy robot öntötte formába, majd tesztelte és csomagolta. A LogicData termékek pedig a következő folyamatokon mentek keresztül. Először tesztelték a beérkezett panelek áramköreit, majd forrasztással helyükre illesztették a megfelelő alkatrészeket. Ezután következett a vizualizálással történő minőségellenőrzés. Ezeket a műveleteket két soron végezték, így soronként más-más típust gyárthattak. Ennek megfelelően vitték át a kész paneleket a másik két gyártósorra, ahol a szükséges tekerccsel, kábelekkel és csatlakozókkal együtt beszerelték a műanyag házba, majd szalagon továbbították a számítógépes szoftvertelepítésre és tesztelésre. A hibátlan termékeket becsomagolták, majd bekerültek a késztermékraktárba. 14. ábra: Átalakítás előtti hagyományos elrendezés a LogicData részlegen [55] Ennek az elrendezésnek két komoly hátránya volt. Az első, hogy a műveletek két vonalban helyezkedtek el, ezért szükség volt a sorok közötti szállításra. Mivel a műveleteket különálló munkahelyeknél végezték, ezért a gyártási folyamat további szakaszokra oszlott. Ennek következménye volt a sorokon belüli, munkahelyről munkahelyre történő szállítás és a felhalmozódó gyártásközi készlet is. Az anyagokat, termékeket ládákba helyezték, amiket kocsikkal vagy szalagon továbbítottak, amikor megtelt és összegyűlt egy adott számú láda. Így mindig több félkész termék volt gyártás alatt, mint amin ténylegesen végeztek valamilyen műveletet

57 A másik hátrány, hogy mivel a dolgozók különböző tempóban dolgoztak, gyakran alakultak ki kényszervárakozások, torlódások, amik az alapvető gyártásközi készlet mennyiségét még tovább növelték. A fentieken kívül nehézséget jelentett továbbá, hogy ha egyszerre több mint két féle terméket kellett gyártani, akkor ezt nem lehetett a gyártósorok logikai rendjébe illeszteni, hanem külön munkahelyeket kellett kijelölni a harmadik terméktípus megmunkálására. Az elkészült termékeket végül egy külön raktárban tárolták, amelynek területe megegyezett a gyártás helyének területével. Az átalakítás első lépése a tanulás volt. A termelés irányítói, a minőségellenőrök és a műszakvezetők az anyavállalat szakértőjével együtt fogtak neki a változtatásoknak. Ez a pont azért nagyon fontos, mert a közös munka alatt sajátították el a rendszer lényegét, és ekkor kezdték megérteni azt a vállalati kultúrát és gondolkodásmódot, ami nélkülözhetetlen a Lean Termelési Rendszer kiépítéséhez és fenntartásához. A gyártási elrendezés lean elvek szerinti átalakításában a legfontosabb szempont az volt, hogy a termékek egyesével, folyamatosan áramolhassanak. Ehhez öt különálló U alakú gyártócellát építettek ki (15. ábra). Egy gyártócellán belül minden korábbi szeparált művelet megtalálható, de most már szorosan egymás után, az értékáram szerint rendezve. Ez biztosítja a folyamatos áramlást, mivel a terméket így nem kell ládákba tenni és továbbszállítani, hanem egyik operátor a másiknak adja át az ütemidő ritmusa szerint. Kevesebb munkahelyre van szükség az átalakítás után, mert például a vizualizálás különálló műveletét át lehetett csoportosítani az összeszerelő munkatárs feladatai közé, aki így a forrasztást követően rögtön ellenőrzi azt. 15. ábra: Átalakítás utáni lean elrendezés a LogicData részlegen [56] A gyártásközi készletek és a szállítószalag kiiktatásával sok hely felszabadult, ami lehetővé tette, hogy öt gyártócellát is kialakítsanak. Így nagyobb volumenben lehet termelni, vagy akár öt terméktípust is lehet egyidejűleg gyártani, ha szükség van rá, szemben a korábbi kettővel. A termék áramlása minden folyamatot magában foglal, ami a következőképpen néz ki: az alapanyag és a panel just-in-time érkezik az anyagraktárból, és elsőként az áramkör tesztelésén esik át. Utána forrasztják rá a különböző diódákat, ellenállásokat,

58 majd a szükséges tekerccsel, kábelekkel és csatlakozókkal együtt beszerelik a műanyag házba. Ezt követően számítógépen keresztül feltelepítik a megfelelő szoftvereket, majd tesztelik a vezérlőegység működését. A tesztelés fizikai korlátai miatt a számítógép tempója fix, ezért ez a pont a szűk keresztmetszet, aminek a ciklusidejét nem lehet csökkenteni. A csomagolás sem különálló munkahelyen történik már, hanem a folyamat utolsó lépéseként rendezik a termékeket szállítható állapotba. A termék így hagyja el a cellát (16. ábra), és kerül a késztermékraktárba, ami korábban egy, az üzem területével megegyező raktár volt, most azonban az üzemben kapott helyet, lévén, hogy a just-in-time elv szerint, naponta történik a kiszállítás, így a 16. ábra: Egy U alakú cella a STABIL-nál készletek minimálisak (17. ábra). A kanban rendszer még nem épült ki, ennek részben oka a merev vállalatirányítási rendszer, de az is, hogy a termék cellában való haladásához nincs szükség kanban jelzésre, mivel folyamatos az áramlás. A beépülő anyagok pedig szupermarketekben polcokon, ládákon helyezkednek el, így a csökkenésüket vizuálisan lehet észlelni. Mivel a telepítés és a tesztelés során a számítógép munkája alatt sok szabad ideje marad az operátornak, várakozás közben el tudja végezni a csomagolást is. Így egy termék legyártásához négy fő is elegendő, szemben a korábbi hat fővel. Az U alakú cella további előnye, hogy felszínre hozza a problémákat. Ez nem mindig tűnik előnyösnek, de mégis hasznos. Ha minőségi hiba lép fel a gyártás során, akkor az általában még a következő lépésnél, vagy legkésőbb a tesztelésnél kiderül, így a hiba az adott terméket, esetleg további néhányat érint, de nem terjed szét, és nem egy ládányi termékről derül ki, hogy javításra szorul. A lean átalakítások a szonda gyártását is érintették, ami ugyan az autóipari részleghez tartozik, de a LogicData részlegen kapott helyet. Itt nem cellát alakítottak ki, megmaradt a sor jelleg, azonban kiiktatták a szállítószalagot, és egymás után helyezték el a munkahelyeket. Az összeszerelés és a forrasztás műveletek megmaradtak, de egyszerűsödtek, mivel egy újabb robot is részt vesz a folyamatban. Így egy operátorral kevesebb szükséges a szonda előállításához. A jidoka elve szerint mindkét robotba be van építve a minőség, a hiba jellegétől függően szortírozzák a terméket, vagy leállnak, beavatkozásra várva. A szondák csomagolását is a robot végzi, amelyek ezt követően rövid tárolás után, meghatározott mennyiségekben kerülnek át az autóipari részleghez. Az átalakítások kezdetétől, 2008 első negyedévétől fokozatosan építik ki az 5S rendszert. Az U alakú cellákat már eleve úgy alakították ki, hogy csak a szükséges eszközök, szerszámok legyenek ott Seiri. Ezeknek meg is határozták a pontos helyét, amit ragasztószalaggal jelöltek meg Seiton. A Seiso pedig előírás lett, vagyis hogy a műszak végén mindenkinek tisztítania és takarítania kell a saját munkakörnyezetét. A
59 Seiketsu, tulajdonképpen az első három makulátlan alkalmazása és fenntartása már nem ment olyan könnyen. Ennek érdekében szabványokat dolgoztak ki, az ideális állapotokat lefényképezték, és elhelyezték az adott helyen. A Shitsuke a legkritikusabb pont. Nehéz a dolgozókat rávenni és hozzászoktatni az új eljárásokhoz, a rend fenntartására, de egy év után már ez is valamivel jobban megy. Motiváló lehet önmagában a kellemes munkahely is, de az is, hogy a saját munkakörnyezet rendben tartása beleszámít a dolgozó összesítő értékelésébe. Idővel már nemcsak a gyártószigeteket, hanem egyéb területeket is bevontak az 5S rendszere alá, például a raktárakat, a termelésirányítás területét és a mérnöki irodákat is. Az 5S rendszernek számos előnye van. Egyrészt segíti a gyors munkavégzést, hiszen ha minden a megadott és megszokott helyen van, nem kell keresgélni. Ha probléma merül fel, akkor segíti a hatékony és gyors megoldást az, hogy rend és tisztaság van, mivel így könnyen észrevehető, mi nincs a helyén, mi tér el a normálistól, mi lehet a baj forrása. Az 5S ezen túlmenően kellemes környezetet biztosít a munkavégzéshez, sőt a vevők felé is pozitív képet, megbízhatóságot sugároz. A STABIL PRODUKT 5S rendszerének néhány pontja látható az 6. számú mellékletben. Az átalakításokhoz tartozik még egy pont, ami nem a Toyota Termelési Rendszerének része, de több lean vállalat is alkalmazza. Ez a seiban, ami mondhatni a nyomkövetés rendszere. Lényege, hogy minden műveletnek és ezzel együtt minden anyagnak van egy adott vonalkódja. A gyártás során a vonalkódok és a leolvasók segítségével minden műveletet és alkatrészt sorozatonként egyszer regisztrálnak. Így később, ha bármilyen probléma merül fel, a számítógépes rendszeren keresztül percek alatt visszakereshető, hogy konkrétan mely termék vagy sorozat, és mely dolgozó érintett. Korábban ezt tétellapok kitöltésével és aláírásával vezették, ami gond esetén felettébb hosszadalmas kereséshez vezetett. A seiban időt és a többi minőségjavító intézkedéssel együtt vevői reklamációt is spórol. A leanné válás fizikai oldala mellett szükség volt az irányítás, a szervezés és a gondolkodás átalakítására is. Korábban, a nyomó elv szellemében, mint ahogy Magyarországon a legtöbb cégnél, így itt is készletre gyártottak, azaz az előre meghatározott tervet követték. Aztán ha a vevő igénye változott, akkor jött a kapkodás, vagy a fölösleges készletek, amelyeket valahogyan el kellett adni, akár áron alul. Ezzel szemben a lean átalakítás egyik legfőbb újításaként a just-in-time elvet és a húzó elvet alkalmazzák. Először a gyártásban, a cellákon belül, majd a cellák és a raktár között törekedtek a fenti elvek kialakítására. Ütemidő- és ciklusidő-számításokat végeztek, majd ehhez igazítva szervezték meg a beosztásokat. Itt fontos megjegyezni, hogy a kezdeti időszakban nagy szerepe volt azoknak a dolgozóknak, akik univerzálisak voltak, többféle műveletet is el tudtak végezni, mert őket rugalmasan lehetett beosztani a gyártócellákban. Idővel a többieket szintén kiképezték, hogy készségeikhez mérten ők is többféle feladatot tudjanak ellátni. Ez elengedhetetlen a lean termelés rugalmas fenntartásához. A just-in-time elvet később a vevői és részben a beszállítói kapcsolatokra is kiterjesztették. Mivel a beszállítók egy része távol-keleti, így a szállítás nyilvánvalóan csak terv alapján oldható meg. A helyi beszállítók azonban naponta, adott időpontban
60 hozzák a szükséges mennyiséget, nem többet, nem kevesebbet. A kiszállítás is mindennapos, adott órában érkezik és indul a kamion. Az adott megrendelés gyártását általában a kamion érkezése előtt két órával fejezik be. Ez a két óra elegendő arra, hogy ha valamilyen probléma miatt nem tudják tartani az ütemet, akkor ez idő alatt behozzák a lemaradást. Ha esetleg ennél nagyobb késésről van szó, akkor azt még időben tudják kommunikálni a megrendelő felé. Gyakori az a kép, hogy az utolsó termékek a gyártócellából rögtön a kamionba kerülnek. Ahhoz, hogy a rendszer just-in-time működjön, nagyon jó szervezésre és információáramoltatásra van szükség A gondolkodásmód és a főbb nehézségek bemutatása A lean kultúrát és gondolkodásmódot néhány pont kiemelésével a következőképpen lehet jellemezni. A vállalat vezetősége elhivatottan törekszik a vevőközpontúságra, a rugalmasságra és a pontosságra. A vállalat ezen elvei támogatják a leant, aminek példája, hogy a mellette szóló döntés is tulajdonosi szinten történt. Ezt a döntést egyfajta kényszer, a kapacitásbővítés szükségessége motiválta. A döntés nyomán a felsővezetők is támogatói lettek a rendszernek, azonban elkötelezettségük nem mondható személyes jellegűnek. A Toyota filozófiája szerint a megfelelő vállalati kultúrának és gondolkodásmódnak része kell hogy legyen a genchi genbutsu, azaz a személyes részvétel. Ez a felső vezetésről idáig még nem mondható el, inkább kívülállóként támogatják a leant és elvárják az eredményeket, de még nem igazán vesznek részt személyesen a fejlesztésekben vagy a problémamegoldásokban. A vállalat lean gyártását illetően a támogatásuk mértéke időszakos, bizonyos kérdésekben magas fokú a támogatásuk, bizonyos esetekben alacsonyabb. Ez összefüggésben lehet a konkrét kérdés jellegével is, de maguknak a felsővezetőknek a leterheltségével is. A középvezetőknél sokkal inkább megfigyelhető a személyes elkötelezettség, az elhivatottság arra, hogy a lehető legjobban működjön a lean szerinti gyártás, a legapróbb szinteken is kiküszöbölve a veszteségeket és folyamatosan fejlesztve a folyamatokat. Tevékenyen és személyesen vesznek részt a fejlesztésekben, a problémamegoldásban, törekedve arra, hogy a dolgozókat is motiválttá és elkötelezetté tegyék a lean iránt. Ennek érdekében és a kaizen filozófia szellemében vezették be az ötletrendszert, ami a TEMO ( Tegyünk Együtt Munkafolyamataink Optimalizálásáért ) nevet kapta. A siker érdekében részletes tájékoztatás keretében indították el a rendszert, és a vállalat több pontján is elhelyeztek népszerűsítő és ismertető jellegű kiadványokat. A TEMO célja, hogy az alkalmazottak is be legyenek vonva a termelés és a vállalat egészének folyamatos fejlesztésébe. A rendszer keretében bármilyen ötletet be lehet adni, ami költséget, időt, energiát takarít meg, vagy növeli a minőséget, a biztonságot, a rendezettséget, illetve javít a szervezet megítélésén, a vevői kapcsolatokon vagy a dolgozók motiváltságán. A rendszer működését a következőkkel lehet jellemezni. Egyénileg és csoportosan is lehet javaslatot tenni. Ehhez egy KVP ötletkártyát kell kitölteni és elhelyezni az erre kijelölt gyűjtődobozban. Az ötleteket heti rendszerességgel bírálják el, amit egy
61 erre a célra létrehozott csapat végez. A csapatba tartoznak termelésvezetők, mérnökök és minőségellenőrök is. Az elbíráláskor figyelembe veszik az ötlet megvalósíthatóságát, költségét és mérhető hasznát, illetve a bevezetés gyorsaságát. A csapat a legextrémebb javaslatokat is megvizsgálja. A bevezetett ötleteket pénzbeli juttatással díjazzák, ami egyenként a minimálbér 4 százaléka körüli összeg. A vezetőség reméli, hogy a TEMO keretében megvalósult dolgozói ötletek összessége érzékelhető, nagyobb változásokat eredményez, amelyek a menedzsment szintjén bevezetett jobbító változásokkal együtt a folyamatos fejlesztés, a kaizen fenntartását szolgálják. A TEMO igen nehezen indult be. Hosszú idő kellett ahhoz, hogy az emberek akár csak egy kicsit is, de magukévá tegyék a kaizen filozófiát. Egy év kellett ahhoz, hogy a dolgozók nagyobb számban, és több ötletet is beadjanak. A dolgozók egy jó részének van egy-két havonta ötlete, de olyan is akad, aki három-négy javaslatot is tesz egy hónapban. Való igaz, ami a 4. fejezetben a nehézségek között említésre került, vagyis hogy igen nehéz az embereket változásra bírni és szoktatni. Ez sokszor volt probléma forrása, de megfelelően kellett kezelni, és türelmesnek kellett lenni. A változásokhoz, az új szabályokhoz és a rutin megszerzéséhez időre van szükség. A vállalati tapasztalat az volt, hogy az új emberek, akik nem olyan régóta vannak a cégnél, jobban alkalmazkodnak a változásokhoz, jobban támogatják azokat. Ezek az emberek tudták bizonyítani a változást, amit a többiektől ezután elvárt a vezetőség. Idővel pedig szinte mindenki ráhangolódott az újításokra, és hozzászokott a megváltozott munkafolyamatokhoz vagy körülményekhez. A LogicData részleg legfőbb problémája a vezető elmondása szerint, hogy nincs elég ember a fejlesztések megvalósításához, nincs, aki teljes időben a leannel és a kaizen tevékenységekkel foglalkozna. A nehézségek további általános, de meghatározó pontja szokott lenni a forrás és a hatalom kérdése. A LogicData részleg vezetőjének szabad keze van arra, hogy lean szerint fejlesszen, azonban mégis van megkötés: a rendelkezésre álló forrás. Egy bizonyos igen alacsony összeghatárig van csak szabad döntési lehetősége, minden további forrásigényről egyeztetni kell a felső vezetéssel. Ha egy dolgozói ötleten alapuló fejlesztésnek a rendelkezésre álló forrás gátat szab, az megnehezíti a TEMO fenntartását, hiszen visszafogja a dolgozói lelkesedést is. A forrás kérdés így a kaizen egyik legfőbb akadálya, ám a jelenlegi válsághelyzetben mégis érthető, hiszen ma akár csak egy elvesztegetett forint is sokkal jobban számít, mint néhány évvel ezelőtt. Mint ahogy ma minden cégnek, úgy a STABIL PRODUKT Kft.-nek is nehézséget jelent a gazdasági válság, de mindeddig sikerült jól kezelnie. Habár a vállalat legfőbb profilja az autóipari beszállítás, amit súlyos visszaesések jellemeznek világszerte, mégsem került csődközelbe, sőt a lean átalakításoknak köszönhetően felszabadult raktárterületet beépítik, ahol további termékek gyártására fognak berendezkedni. A LogicData forgalma is visszaesett a válság kapcsán, ezért néhány hónapra négynapos munkahetet vezettek be, valamint közös megegyezéssel megváltak a dolgozók közel 10 százalékától, elsősorban olyanoktól, akik nyugdíjazás előtt álltak

62 A leannek köszönhetően sokkal több munkát tudnak elvégezni, valamivel kevesebb emberrel, de még így is többen vannak, mint amennyi feltétlen szükséges. További elbocsátást azonban nem terveznek, hanem a jelenlegi dolgozók átcsoportosításával és talán újabbak felvételével indítják majd be az új részleget Tények és értékelés A lean változások az üzemben járva szemmel láthatóak, a termelés gördülékenysége is érzékelhető. Az átalakítások eredményességének alátámasztására érdemes az alábbi adatokat összevetni. Mutató / időszak Változás Termelékenység 1. (db / operátor / óra) 4,84 5,56 14,93 % Termelékenység 2. (termelési érték / fő) 7,2 M Ft 6,9 M Ft - 4,17 % Készletek forgási sebessége 7,45 53,68 720,54 % Raktárkihasználtság 92% 27% - 70,66 % Hibaszám 51 PPM 12 PPM - 76,47 % Vevői reklamáció ,25 % 1. táblázat: A lean változtatásokat megelőző és követő egy-egy év néhány adata [57] A termelékenység 1. mutatóból látszik, hogy mennyit javult a gyártási folyamat. Egy dolgozó egy óra alatt majdnem 15 százalékkal több terméket tud előállítani, mint korábban. A termelékenység 2. mutatóból pedig jól látszik a válság hatása. Annak ellenére, hogy egy dolgozó több terméket tud elkészíteni adott idő alatt, az egy főre jutó termelési érték mégis csökkent. Ennek oka elsősorban a kereslet csökkenése. Mivel az áramlásnak köszönhetően csökkent a termékek átfutási ideje, valamint a just-in-time beszerzés és kiszállítás is részben megvalósult, a készletek forgási sebessége kiemelkedően, 720,5 százalékkal növekedett. A raktár kihasználtsága több mint a kétharmadával csökkent, ami pozitív eredmény, hiszen ez azt mutatja, hogy rengeteg raktárterület felszabadult. A lecsökkent helyigényű késztermékraktárt tulajdonképpen átköltöztették az üzembe (17. ábra), az anyagraktárt pedig egy másik helyiségbe. Így a korábbi raktárterület teljes egészében hasznosítható további üzemterület létesítésére. 17. ábra: Késztermékraktár az üzemben A Lean Termelési Rendszer akkor fejti ki hatását teljes körűen, ha folyamatosan és rendszerszerűen alkalmazzák. A STABIL PRODUKT esetében is a bevezetett változások összessége bizonyult eredményesnek, az eszközök, illetve módszerek különkülön nem hoztak volna számottevő sikereket a vállalat számára. Erre az egyik legjobb

63 példa a minőség javulása, amiben az egydarabos, folyamatos gyártás, a just-in-time, az 5S és a seiban egyaránt szerepet játszott. A folyamatos, egydarabos áramlás felszínre hozza a hibákat, amit megfelelő intézkedéssel meg is lehet szüntetni. A minőség javulását a hibaszám 51 PPM-ről 12 PPM-re csökkenése és a vevői reklamációk 16-ről 3-ra történő visszaszorulása mutatja a legszemléletesebben. A korábbi években megszokott hibaszintből való kizökkenés alapos fejtörést és kutatást eredményezett a vevőnél, hiszen elsőként magukban keresve a hibát, azt vizsgálták, hogy megfelelően ellenőrzike a beérkezett termékeket. Rövidesen megállapíthatták, hogy a jelentős minőségjavulás a beszállító lean tevékenységének köszönhető. A hibákon túl, amint arról korábban már szó volt, a folyamatos áramlás a szűk keresztmetszetekre is rámutat. Erre jó példa a forrasztógép elavultságának felismerése és a menedzsment meggyőzése egy új berendezés beszerzéséről a közeljövőben. A forrasztógép egyre elavultabb lett, a dolgozóknak gyakran kellett saját kezűleg kijavítaniuk a forrasztást. Mivel ez sok időbe telt, a folyamatos áramlás során fény derült a probléma mértékére, ami korábban nem mutatkozott meg ilyen élesen, mert a gyártásközi készletek elfedték a lemaradásokat. A folyamatos áramlás eredménye a gyártásközi készletek csökkenése is, amit nagyon jól szemléltet a 18. ábrán látható kép, amely azt a kétszázötvennél is több ládát mutatja, amit korábban a gyártásban lévő termékek mozgatására használtak, most pedig hegyekben állva várják sorsuk jobbra fordulását. A STABIL PRODUKT, ezen belül pedig a 18. ábra: Ládahegyek LogicData részleg lean tevékenysége eddig sikeres. A fejlődés folyamatos. Újabb és újabb célokat tűznek ki, amiknek elérését csak a megfelelő vállalati kultúra és gondolkodásmód biztosíthatja. Habár a lean szemléletű átalakításoknak eredeti célja nem a válságkezelés volt, végül mégis a legaktuálisabb időszakban került rá sor. Ahhoz, hogy a válságot viszonylag kis veszteséggel és tömeges elbocsátások nélkül, a vevők megtartásával átvészelhesse a vállalat, szükség volt a fölösleges költségek, veszteségidők kiszűrésére, amire nagyon jó megoldást kínált és kínál a lean. A további jó eredmények eléréséhez elsősorban arra volna szükség, hogy a felső vezetés személyesen is elkötelezett legyen a lean iránt. Ezt sokféleképpen el lehet érni, talán egy jó módszer lenne, ha például gyárlátogatások alkalmával más lean vállalatok kultúrájába, gondolkodásmódjába és Lean Termelési Rendszerébe is mélyebb bepillantást nyerhetnének. További gyakorlati javaslat, hogy érdemes lenne legalább egy személyt teljes időben foglalkoztatni a lean célok megvalósítására
64 5.2. /////Alpine Európai Elektronikai Ipari Kft Az /////Alpine Európai Elektronikai Ipari Kft. rövid bemutatása A cég elődjét Japánban, Alps Motorola néven hívták életre 1967-ben, az Alps Electric és a Motorola közös vállalataként ban a cég neve Alpine Electronicsre módosult. Innentől kezdve egyre több országban alapított értékesítéssel foglalkozó leányvállalatot. Japánon kívül még számos országban vannak gyárai, 1986-ban Amerikában, 1994-ben Kínában és Mexikóban, 1998-ban pedig Magyarországon indította be a termelést [58]. Az Alpine Electronics csoport profilja kezdetben autó-hangtechnika gyártása volt, ami mára már kibővült a navigációs, illetve a biztonsági rendszerek előállításával. A vállalat vevői közé tartozik a Honda, a BMW, a Mercedes, a Volvo, a Ford, a Jaguar, a Lamborghini, a Chrysler és a Renault is. A vállalat vezető szerepet tölt be az autóelektronika piacán. Az /////ALPINE logóban szereplő öt vonal jelentése: / Kiváló kapcsolatok / Kiváló szolgáltatás / Kiváló piacszervezés / Kiváló gyártás / Kiváló mérnökség Az Alpine Európai Elektronikai Ipari Kft. (továbbiakban Alpine) 1998-ban, a biatorbágyi ipari parkban, zöldmezős beruházásként közel m 2 -en építette fel üzemét, melyet azóta több mint másfélszeresére bővített. Főbb termékei a CD-lejátszók és váltók, az autórádiók, a mélyhangszórók, és a navigációs, illetve központi információs kijelzők. A gyártás főbb folyamatai az SMT technológia, a műanyagfröccsöntés, illetve az elektronikai és finommechanikai végösszeszerelés. Az Alpine az anyavállalat hatására számos Japánra, ezen belül a Toyotára jellemző eszközt és módszert is alkalmaz, amelyek egyben a Lean Termelési Rendszert is jellemzik. Ennek ellenére nem mondhatni, hogy egy teljesen lean vállalatról volna szó. A jelen esettanulmány célja a szakdolgozat fő pontjai szerint vizsgálni az Alpine Kft.-t, koncentrálva a jól működő részekre, de rámutatva a hiányosságokra is Kaizen filozófia és műhelymunka az /////Alpine-nál Ahogy a STABIL PRODUKT esetében, úgy az Alpine-nál is volt egyfajta kényszer, ami a Toyotára és ezzel együtt a lean termelésre irányította a figyelmet. Az Alpine esetében ez az anyavállalat volt. Az átvett eljárások egyértelműen az anyavállalattól származnak, a cégnek több japán vezetője is van, akik az ottani gyakorlat alapján vezettek be számos eljárást, rendszert

65 Így célul tűzték ki például a just-in-time termelést, illetve be- és kiszállítást. Ennek eredményeként regionális szinten jól működő just-in-time rendszerről lehet beszélni, napi két-háromszori forgással. A nagy távolságú szállításoknál ez havi egy forgást jelent. A termelésben is megmutatkozik a just-in-time célkitűzés, de sok helyen mégis adódnak fennakadások, plusz készletek. A legtöbb termék esetében cellarendszerben, egydarabos áramlással történik a gyártás. Ez nagyban hozzájárul a just-in-time-hoz, de vannak megoldásra váró, gátló tényezők is. Ilyen például, a szűk keresztmetszetek mellett, hogy habár a termékek áramolnak, de nem húzó, hanem nyomó elv szerint. Így nagyjából tartható a vevői megrendelések üteme szerinti gyártás, de gyakran alakulnak ki torlódások. Egy további fontos terület a kanban és a szupermarket rendszer. Míg a cellákon belül egydarabos áramlás van, addig a cellák között szupermarketeket alkalmaznak, ami jól működik. A kanban rendszernek azonban még vannak hiányosságai. Elsősorban kártyákat használnak, de van, ahol elektronikus kanban informál az anyagigényről. Az elektronikus kanban hátránya, hogy a vizuális menedzsment alapelvével ellentétben nem követhető szemmel látható módon. Ez mint ahogy egy kanban kártya eltűnése komoly gondokat is tud okozni. A Toyota egyik leglátványosabb eszköze az 5S rendszer, amit az Alpine-nál is alkalmaznak, egyre jobb szinten. Az első három S rendezés, elkülönítés, takarítás már a kezdetekben is rendszerszinten és jól működött. A további két S makulátlanság és fenntartás, illetve szoktatás és fegyelem azonban még nem volt rendszerszintű. A vizuális menedzsment egy másik eszközét, az andont is használják a termelésben, amivel hiba esetén értesíteni lehet a csoport- vagy termelésvezetőt. Az andonra a 3. számú mellékletben lehet példát látni. Ezeknek, és sok további problémának a megoldására jött létre a Nagare Kaizen csapat 2004-ben. A csapat beindítását az anyavállalat szorgalmazta. Kezdetben két fővel működött, mára már hétre bővült. A csapat teljes időben kaizen tevékenységekkel foglalkozik, elsősorban a folyamatok fejlesztésére koncentrálva. Ezért is kapta a Nagare nevet, ami a folyamat japán megfelelője. De nemcsak a folyamatok, hanem az üzem, illetve a vállalat egyéb pontjainak javítása is feladataik közé tartozik. A csapat létszáma és összetétele is változott az évek alatt, a jelenlegi helyzet szerint a csapat a mérnökséghez tartozik, a csapat tagjai területek és feladatok szerint a Nagare Kaizen vezető alá vannak beosztva. A kaizen mérnökök közül egy a Nose termék gyártásán, kettő pedig, a kaizen asszisztenssel együtt a gyártás minden 19. ábra: A Nagare Kaizen csapat szervezeti felépítése [59]
66 területén dolgozik. A kaizen főmérnök az SMT technológiát érintő területekkel foglalkozik, a kaizen technikus pedig a gyártás egész területén a fejlesztések fizikai megvalósításán dolgozik. A Nagare Kaizen csapat célja, hogy folyamatosan fejlessze a folyamatokat. Lévén, hogy az Alpine sokféle terméket gyárt, az ehhez szükséges folyamatok száma is nagy. A csapat ezért a kaizen tevékenységet kaizen műhelymunka keretében végzi, melyet egy meghatározott idő alatt és egy meghatározott területen hajt végre. Ilyenkor kiválasztanak egy folyamatot, mondjuk egy bizonyos gyártócellát és az ott készülő termék folyamatát, majd megállapítják a célokat, és az adott idő alatt törekszenek a megvalósítására. Korábban ez az idő hat hónap volt, a válság miatt azonban, a felső vezetés döntésére, egy hétre rövidítették. Mivel azonban így nem lehetett igazán mélységében és hatékonyan fejleszteni, a kaizen tevékenységeknek végül nem adták meg az időintervallumát, hanem úgy döntöttek, hogy annyi idő alatt kell hogy teljesítsék a célokat, amennyi szükséges hozzá. Így jelenleg a néhány napostól a néhány hetesig terjedő kaizen tevékenységekről lehet beszélni. Korábban a műhelymunkák elvárt eredménye 30 százalék volt, ami a rövidebb rendelkezésre álló idő miatt most 15 százalék. A kaizen tevékenységnek három szintje van: kaizen, kairyo és kaikaku. A Nagare Kaizen csapat főleg kaizen szintű fejlesztéseket végez, lévén, hogy ezeknek minimális a költsége mégis számottevő eredményeket lehet elérni vele. Ha egy kitűzött célt nem lehet máshogyan elérni, akkor szoktak kairyo szinten fejleszteni, ami általában kisebb beruházással jár. A kaikaku szintű fejlesztéseket a felső vezetés határozza el, mivel ezek többnyire rendszerszintű és reformszerű változtatásokat takarnak. Az alábbiakban egy kaizen műhelymunka bemutatása következik, amit a H117- es gyártócellában végeztek 2008 májusában. A kiinduló helyzet szerint a gyártócellán 22 operátor dolgozott, napi 150 egységet készítve el. Ez azt jelentette, hogy egy dolgozó egy óra alatt 0,91 terméket állított elő. A kaizen műhelymunkára igen kevés idő, mindössze négy nap állt rendelkezésre. A kitűzött cél az volt, hogy a negyedik napra elérjék a 300 darabos napi kibocsátást, csökkentsék a ciklus- és az állásidőket, valamint stabilizálják a termelési szintet. A munkát a vezető mellett még három Nagare Kaizen munkatárs végezte, az adott terület japán vezetőinek támogatásával. Az első nap teendői között a folyamatok megfigyelése és a veszteségek mudák megtalálása volt. A folyamatok megfigyelését a tachinbo szóval illetik, ami nem más, mint szemrevételezéses információgyűjtés. Ez tulajdonképpen a genchi genbutsu, azaz a személyes részvétel. Ennek előfeltétele a vizuális menedzsment kiépítettsége, hogy a folyamatok és a veszteségek egyaránt megfigyelhetőek legyenek. Az alapos megfigyelés a fejlesztés alapja. A szemrevételezés mellett személyes beszélgetésekkel is gyűjtöttek adatokat, illetve ötleteket a folyamatjavításra. A második nap a ciklusidők mérésével és további veszteségek megtalálásával telt. A veszteségekre megoldási javaslatokat alkottak, amiket részben aznap, részben a


67 harmadik napon valósítottak meg. A változtatásokat ismételten mérés követte, hogy megbizonyosodjanak az elért eredményekről. Ha kellett, akkor újra és újra alakítottak a kérdéses területen, amíg a kívánt hatást el nem érték. A harmadik nap további pontja volt a fejlesztések végső formába öntése. A negyedik nap az összhatás ellenőrzésével és az új eljárások, szabályok kidolgozásával telt. Mivel a műhelymunka célja a napi darabszám növelése volt, ezért elsősorban az időveszteségek kiküszöbölésére törekedtek. A következő három eset ilyen jellegű fejlesztéseket mutat be. Az első esetben a képen látható termékszállító kocsi mindig megakadt a futószalagon, ezért az operátornak a kezével kellett továbbsegítenie a kocsit. Mivel tíz kocsi forgott a rendszerben, ezért minden tizedik alkalommal el kellett végeznie ezt a műveletet. A probléma gyökere az volt, hogy a kocsi kerekének tengelyét rögzítő csavar feje kiállt a kocsi síkjából, ahogy az a 20. ábra piros nyilainál is látható. Így a ciklusidő 66,08 másodperc volt termékenként. 20. ábra: A kocsikerék csavarfeje a kaizen előtt és után A csavarfej pozícióját helyreigazították (20. ábra zöld nyila), így a kocsi már nem akadt meg többé, és az operátornak sem kellett a plusz műveletet elvégeznie. A ciklusidő 65,56 másodpercre csökkent, ami termékenként 0,79 százalékos javulás. A második esetben a 21. ábrán látható munkahely dolgozójának két egységet is fejmagasságba kellett emelnie ahhoz, hogy a számítógép leolvassa a vonalkódokat. Ez a ciklus így túl hosszú volt, termékenként 73,72 másodperc. 21. ábra: A vonalkód-leolvasó pozíciója a kaizen előtt és után

68 A megoldás az volt, hogy a vonalkód-leolvasót alacsonyabb pozícióba állították, így a leolvasás könnyebb és gyorsabb is lett. Az új ciklus ideje 72,17 másodperc, ami 2,1 százalékkal jobb az előzőnél. A 22. ábrán látható egy robot, aminek fejegysége alaphelyzetben a bal oldalon volt, a művelet pedig a jobb oldalon. Így a fejegység túl hosszú utat kellett megtegyen az alaphelyzettől a művelet helyéig. Kaizen előtt a gépidő 28,7 másodperc volt. 22. ábra: Az egyik robot kiinduló pozíciója a kaizen előtt és után Az átalakítás után a gép alaphelyzete átkerült a jobb oldalra, így a fejegység által megtett út és a gépidő is lényegesen csökkent. Az új gépidő termékenként 16,1 másodperc lett, ami 12,6 másodperccel, azaz 44 százalékkal jobb az előző állapotnál. A fentiek mellett még számos ponton vittek véghez kisebb-nagyobb fejlesztéseket a H117-es soron. A cél az volt, hogy ugyanannyi operátorral kétszer akkora kibocsátást érjenek el. A sok apró változtatás végül meghozta az eredményt. A kitűzött ütemidő 90 másodperc volt. Annak érdekében, hogy ezt tartani lehessen, le kellett csökkenteni a ciklusidőket. A kaizen előtti állapotban a gyártósoron tizenegy részfolyamat volt, melyek között több olyan is volt, ami időnként jelentősen meghaladta a 90 másodpercet, néha pedig alatta maradt. Olyan művelet is volt, ami lényegesen kevesebb, 10 másodperc körüli időt igényelt. A műveleteket több részre bontották, vagy éppen összevonták, ahogy az a 2. számú mellékletben is látható. Az átszervezéssel és a ciklusidők lerövidítésével így az átlagidő kiegyenlített lett, és 90 másodperc alatt maradt
69 Meg kell jegyezni, hogy a projektre 4 nap állt rendelkezésre, ami alatt a lehetséges fejlesztéseket véghez is vitte a Nagare Kaizen csapat, de a hatás nem azonnal jelentkezett. Kellett körülbelül öt munkanap ahhoz, hogy a dolgozók megszokják az új eljárásokat és rutinszerűen tudják végezni a munkájukat a megváltozott környezetben. A projekt befejezését követően folyamatosan emelkedett a kibocsátás, majd öt nap után meghaladta a 300 darabos napi szintet, ami a kaizen előtti állapotnak a kétszerese. Így a termelékenység is megduplázódott, a Nagare Kaizen csapat munkája nyomán a korábbi 0,91-hez képest egy operátor már 1,82 terméket állít elő egy óra alatt. Ez a kaizen műhelymunka csupán négynapos volt. Ennek hátterében főleg a gazdasági válság hatása áll, mert a kialakult helyzetben gyorsan és sok területen kell beavatkozni. Korábban a kaizen műhelymunkák hat hónaposak voltak, és lényegesen több és átfogóbb fejlesztést eredményeztek. A Nagare Kaizen csapat munkájában jól megmutatkozik a PDCA-ciklus, ismét a korábban tett kiegészítéssel. Helyzetfelmérés Tervezés Cselekvés Ellenőrzés Korrigálás = A Nagare Kaizen csapat az első periódusban mér, adatot gyűjt, személyes beszélgetéseket folytat az érintett dolgozókkal, és a tachinbo, azaz a genchi genbutsu szellemében megfigyeli a folyamatokat. = Ezután ötleteket, javaslatokat gyűjt, és tervet készít arra, hogy hogyan lehetne a kitűzött célokat elérni, figyelembe véve a helyzetfelmérés során szerzett információkat. = Maga a cselekvés nagyon gyakorlatias. Megváltozatnak valamit, majd rögtön ellenőrizik. Megkeresik a veszteségeket és megszüntetik, vagy ha ez nem lehetséges, akkor kiegyenlítik, hogy csökkenjen a hatásuk. Ilyenkor több cél is van, például a volumen növelése, a ciklusidő ütemidőhöz igazítása, a szűk keresztmetszetek feloldása, az anyagi- és emberierőforrás-igény csökkentése, az áramlás, a húzó elv megvalósítása, a selejtek csökkentése vagy pokayoke beépítése a folyamatokba. = A változtatásokat mindig azonnali ellenőrzés követi. Ezt megteszik a műhelymunka végén is, amikor a változások hatását és az eredményeket egészében ellenőrzik és értékelik. = Végül, ha még szükséges, akkor korrigálnak az elvégzett fejlesztéseken. Ezt követően pedig a korábbi szabványokat korrigálják azzal, hogy az új eljárásokat, új szabályokat szabványba foglalják, ezzel véglegesítve a kaizen műhelymunka eredményeit. A műhelymunkákat a Nagare Kaizen vezetője és az adott területért felelős Nagare Kaizen munkatársai vezetik, de segítségükre vannak a japán mentorok, és a dolgozókat is bevonják a fejlesztésekbe
70 A Nagare Kaizen csapat a fejlesztésekről rendszeresen tart beszámolókat a felső vezetés felé, számadatokkal, tényekkel és képekkel alátámasztva. A kiváló eredményeket a japán anyavállalathoz is továbbítják, ahol egy részüket a Kaizen News című vállalati lapban is megjelentetik, biztatva ezzel a világ Alpine vállalatait és azok dolgozóit A gondolkodásmód és a főbb nehézségek ismertetése Az Alpine vállalati kultúráját és gondolkodásmódját röviden az alábbiakkal lehetne jellemezni. Az Alpine-nál a Toyota elveinek megvalósításához és fenntartásához szükséges vállalati kultúra és gondolkodásmód részben valósul meg. Ahogy az az előző fejezetben is említésre került, a vállalat just-in-time termel, szupermarketek és kanban rendszer segítségével. Alkalmazza az 5S rendszert is, sőt a termelési folyamatokat és a termelésben vagy fejlesztésben kitűzött célokat is vizuálisan követi nyomon, amit a dolgozók is láthatnak (7. számú melléklet). Ezek az elvek egyre jobb szinten valósulnak meg, de a mögötte rejlő gondolkodásmód még nem teljes. A vállalat vezetősége az anyavállalat hatására vezette be a fenti elveket, ugyanígy az anyavállalat hatására hívta életre és működteti a Nagare Kaizen csapatot is. A hiányosság azonban az, hogy a felsővezetők körében nincs személyes elkötelezettség a lean, vagy a Toyota módszere és filozófiája iránt. Inkább lehetőségként és eszközként tekintenek rá, mintsem a vállalat kultúrájaként, filozófiájaként. A vállalat gondolkodásmódjában és működésében tükröződik az, amit a logó is szimbolizál: kiválóságra törekszenek minden területen. Ezt a kiválóságot azonban sokkal magasabb szinten lehetne művelni akkor, ha a felsővezetőkre és a vállalat egészére egyaránt kiterjedne a lean gondolkodás, ami eddig főként a Nagare Kaizen csoportot és mentoraikat jellemzi. Ők viszont nagyon lelkesen és személyes meggyőződéssel végzik kaizen munkájukat, ami nem csak a termelési folyamatok javítását foglalja magában. Gyakran végeznek fizikailag nem látható munkát is, például információk továbbítását. Erre azért van szükség, mert jelenleg nincs olyan fórum, ahol a dolgozók apró problémái meghallgatásra és megoldásra is találnának. Ezt a problémát feloldaná a javaslati vagy ötletrendszer bevezetése, de egyelőre a Nagare Kaizen csoport az, aki a javaslatokat személyes kommunikáció során felméri és lehetőleg véghez viszi, vagy az információt a megfelelő vezetőknek továbbítja. Ilyen jellegű, nem látható munka még a tudásszint felmérése és a képzések megszervezése a kaizen témakörében. Ez néhány évvel korábban egy igen elhanyagolt kérdés volt, azonban mára már ezzel is foglalkozik a csapat, annak érdekében, hogy a Toyota elveit, ezen belül is a kaizen filozófiát elsajátítsák elsősorban a vezetők, de a dolgozók is. A Nagare Kaizen csoport további célja, hogy a kaizen jegyében csapatmunkára tanítsa a dolgozókat, ami hatékonyabb munkavégzést és így hatékonyabb termékáramlást is eredményez. A kiválóság részeként a vállalat célja az emberközpontúság is. Ennek két fő dimenziója van, az egyik az emberek kinevelése és fejlesztése, ami az Alpine erősségének számít. Már a kezdetektől célja volt, hogy a dolgozóit képezze, segítse, fejlessze, külső tréningeken is, de még inkább az üzemi környezetben. A másik fő terület a dolgozói
71 igények, javaslatok kezelése, amire viszont eddig nem fordított kellő figyelmet a vállalat. Egy emberközpontú vállalat amellett, hogy valamit nyújt a dolgozóknak, szükséges, hogy el is fogadjon tőlük. Ezek pedig olyan dolgok lehetnek, amelyek a vállalatnak és a munkatársaknak is hasznára vannak, például fejlesztési javaslatok, amelyek a munkafolyamatot hatékonyabbá, a munkakörnyezetet pedig biztonságosabbá tehetik. Az Alpine célja, hogy a Toyota és így végül is a lean elvei szerint működjön. Ennek és a Nagare Kaizen csoportnak a legfőbb nehézségeit a következőkkel lehetne jellemezni. Más cégekkel szemben nagy előny, hogy az Alpine-nál egy önálló csapat teljes munkaidőben foglalkozik a kaizen tevékenységekkel, ami lehetővé teszi a folyamatos fejlődést. Ezzel szemben azonban két komoly hátrány is jelentkezik. Ezek egyike a forrás kérdése, ugyanis a fejlesztésekre nincs különálló kerete a csapatnak. Az, hogy kapnak-e fedezetet a fejlesztésekhez, és ha igen, akkor milyen mértékben, az adott területért felelős részleg vezetőjétől függ. Bizonyos fokig a fejlesztések különösebb anyagi ráfordítás nélkül is megvalósíthatóak, de utána ez a probléma egyértelműen hátrány lehet. A másik hasonló gond a döntési jogkör kérdése. A Nagare Kaizen csoport ugyanis nem dönthet egy adott terület fejlesztéséről, és nem utasíthatja a dolgozót arra, hogy attól fogva másképp végezze a munkáját. Ezt csak az adott sor vezetője teheti meg, ezért ehhez előbb vele kell egyeztetni, és őt kell meggyőzni. Ahogy általában, úgy az Alpine-nál is mutatkozik bizonyos szintű dolgozói ellenállás a változtatásokkal szemben. Ugyanúgy él az az általános jellemző is, hogy a változások begyakorlásához és így a megfelelő eredmények eléréséhez is idő kell, amit néha nem várnak ki a vezetők vagy a dolgozók, és idő előtt feladva a próbálkozást nem alkalmazzák többé a lean eszközöket és elveket. Ezek, azzal együtt, hogy a Nagare Kaizen csapatnak nincs döntési joga, néha azt eredményezik, hogy a kaizen műhelymunkák javító hatását visszaesés követi. Általában ennek ellenkezője igaz, ha az adott terület vezetői is ügyelnek a fejlesztések fenntartására. Ám ha valamelyikük nem érzi fontosnak a kaizen tevékenységeket, akkor nem maradnak meg a már elért eredmények. Korábban probléma volt a már említett képzés kérdése, ami azóta egyre jobban működik, lévén, hogy a csapat külső tréningek és belső workshopok segítségével is törekszik arra, hogy a dolgozók és különösen a vezetők megismerjék és sajátjukká tegyék a kaizen filozófiát. Már említett probléma, hogy a vállalaton belül még nem működik ötletrendszer. Ennek legfőbb oka, hogy nincs meg a szükséges anyagi háttér. Önálló fejlesztési keretre van szükség ahhoz, hogy a javaslatok megvalósuljanak. Ez azért elengedhetetlen, mert ha a dolgozók beadják az ötleteiket, de azok nem valósulnak meg, akkor az az ötletrendszer halálához vezet. Ezen kívül szükség van önálló keretre azért is, hogy a dolgozókat motiválni lehessen, ami nem feltétlenül pénzbeli ösztönzést jelent, hiszen apró ajándékokról is lehet szó, de ennek is van anyagi vonzata. Az ötletrendszer azért fontos, mert a vállalat egészére kiterjedő folyamatos fejlesztés motorját a dolgozók adják. Nehézségként értelmezhető az is, hogy az ötletek, információk nem terjednek. Ha az Alpine-ban valahol valamilyen fejlesztést visznek véghez, megoldva egy-egy
72 problémát, arról általában csak helyi szinten szereznek tudomást. Ha valaki más találkozik ugyanazzal a problémával, ő is végigjárja a megoldás menetét, ami a tanulás szempontjából nem rossz, de a fejlesztések hatékonyságát tekintve az, hiszen kétszer oldották meg ugyanazt a nehézséget. A kaizen eredmények megfelelő kommunikálásával elkerülhető lenne ez a probléma. Megnehezíti egy fejlesztés véghezvitelének folyamatát az ISO szabványok kötelező előírása. Ahhoz, hogy bizonyos folyamatokat másképp végezzenek, gyakran új engedélyeket kell beszerezni, ami néha jelentősen meghosszabbítja a kaizen tevékenységet. Ennek enyhítésére, általában kísérleti változtatások után, csak akkor kezdeményezik az ISO engedélyeztetéseket, amikor már végleges döntés született a fejlesztésekről. A gazdasági válság tovább növelte a nehézségek számát és hatását is. Csökkent a kibocsátási volumen, megnehezedett az anyagi helyzet, ami azt is magával vonta, hogy a vállalat a dolgozók mintegy 10 százalékát elbocsátotta. A csökkentett létszámmal azonban ugyanúgy teljesíteni kell, fenn kell tartani a gyártást, a minőséget, a biztonságot. Az elbocsátásokon túl az általános költségeken is igyekszik spórolni a cég, lehetőleg visszaszorítva az energia és a segédanyagok felhasználását. A válság egyik vonzataként felerősödött egy újabb nehézség, a leterheltség, japánul muri. Ez vezetőket, dolgozókat egyaránt érint. A leterheltség egyik fő oka a mura, ami egyenetlenséget jelent. Ez a veszteségek egyik fő kategóriája, és a válságtól függetlenül áll fenn. Ha nincsenek kiegyenlítve a folyamatok és a feladatok, akkor van, akinek kevés dolga akad, van, akinek pedig rengeteg. Ezt tetézi a válság kapcsán elbocsátott dolgozók miatti munkaerőhiány, amit valahogy pótolni kell. Erre a legjobb megoldás a lean lenne, amivel a folyamatokat átszervezve emberi erőforrást is lehetne felszabadítani. Amíg azonban ez nem valósul meg, addig az elvégzendő munkák a munkatársakat, vezetőket terhelik túl. A kaizen csapat munkáját az is nehezíti, hogy a folyamatos, hosszabb távú fejlesztések mellett gyakran kell a napi túlélésre is koncentrálni, ami az energiát és a vezetői támogatást is elvonja az előbbitől. A válság kapcsán jelentkező nehézség az is, hogy a korábbi hat hónapos helyett most minimális időtartamú, néhány napos vagy hetes kaizen műhelymunkák végzésére van csupán lehetőség. Habár ezeknek is a fent említett, kiegészített PDCA-ciklus adja a gerincét, de a cselekvés pontba lényegesen kevesebb lehetőség fér bele. Ilyen rövid idő alatt nem lehet teljes körű fejlesztést végezni és maximális eredményeket elérni. Az idő hiánya miatt nem lehet maximális az emberi erőforrás igényének csökkentése, a veszteségek csökkentése és gyökereinek megoldása, a gyártásközi készletek csökkentése és a szabványosítás, illetve a fenntartás sem. Ezeknek a nehézségeknek ellenére a Nagare Kaizen csapat aktívan és kreatívan végzi munkáját, hatékonyabbá téve a folyamatokat és javítva a munkakörnyezetet
73 A Nagare Kaizen csapat céljai a közeljövőben A Nagare Kaizen csapat ismerve és elemezve az elmúlt évek fejlődését és a jelenlegi helyzetet, számos olyan területet jelölt meg, ahol szükségesnek látja a mielőbbi beavatkozást. A csapat célja, hogy az egész vállalatra kiterjessze a vizuális menedzsmentet, ami jelenleg is működik, de nem rendszerszinten. A vállalatnál megtalálható az 5S, a kanban, az andon, a szupermarket, az anyaglokátor, a termelési tábla és az A3-as jelentés A4-es verziója is, de nem mindenhol, ahol szükséges volna. A csapat első körben kitűzött célja, hogy az alapvető elemeket, az 5S, a kanban és az andon rendszereket teljes körűvé tegye. A csapat arra is törekszik, hogy helyreállítsa az információáramlást a dolgozók és a vezetőik között. Ezzel együtt szeretné megteremteni a fejlesztések és az elért eredmények megfelelő kommunikálását is, amivel elkerülhető lenne a korábban említett probléma, miszerint előfordul, hogy egy hasonló problémát kétszer is megoldanak a vállalaton belül. Ennek megoldását egy vállalati újság, a Kaizen Hírek elindításában látják. Azon túl, hogy a lap hasznos ötleteket és tanulságokat közölne, nagyon jól motiválná is a dolgozókat a saját területükön történő fejlesztésekre. Kihasználva a válsághelyzetet és a munka mennyiségének ingadozását, a megfelelő időben néhány kaizen hét megtartását is tervezi a Nagare Kaizen csapat, aminek célja, hogy ez idő alatt is oktassa és bevonja a dolgozókat az aktív kaizen tevékenységbe. Az egyik legfontosabb pont az ötletrendszer kiépítése, aminek legfőbb hátráltatója a forrás kérdése, ahogy az már korábban említésre került. Ennek megoldására egyrészt önálló kaizen keretre volna szükség, másrészt a dolgozók megfelelő tájékoztatására, de még inkább a gondolkodásmódjuk megváltoztatására, hiszen a javaslatok akkor jönnek igazán, ha arra valóban törekvés van, nem csupán előírás. A csapat mindent megtesz annak érdekében, hogy az ötletrendszer beindulhasson, ami nagyot lendítene az Alpine szervezetének emberközpontúságán és ezzel együtt a termelés hatékonyságán is. Ahhoz, hogy a dolgozók elkötelezettek legyenek, és így aktívan támogassák a kaizen tevékenységeket, először arra van szükség, hogy a felső- és középvezetők is megtegyék ugyanezt. A csapatnak ezért célja az is, hogy megfelelő tréningek és workshopok alkalmával mutassa be közelebbről a Toyota elveit és a kaizen tevékenységeket a vezetőknek. Ez olyan terület, ami már beindult és fejlődés alatt van. Ezt a törekvést tovább erősíteni talán azzal lehetne, ha a vezetők személyesen és valós, eredeti környezetben tapasztalhatnák meg a Toyota elveinek működését és a kaizen tevékenységet, például a japán anyavállalatnál vagy magánál a Toyotánál. Az Alpine-nál talán az tehetné vállalati szinten teljessé a kaizen tevékenységet, ha a dolgozók és a vezetők egyaránt elkötelezettek lennének a Toyota által képviselt módszerek és elvek iránt. Ez minden Lean Termelési Rendszert alkalmazó vállalatra nézve igaz
74 5.3. A két esettanulmány összevetése A lean szempontjából számos közös vonása van a két vállalatnak, de olyan pontok is vannak, amikben inkább kiegészítik egymást. Az utóbbira példa az, hogy míg a STABIL PRODUKT LogicData részlegén átfogó lean szerinti termelési rendszer kialakítása valósult meg, és a folyamatos fejlesztés még nem igazán jellemző, addig az Alpine-nál éppen fordítva van. A folyamatos fejlesztés a Nagare Kaizen csapatnak köszönhetően a vállalat egyik jellemzője, ám a lean többi elve csak részben érvényesül, nem átfogó módon. Itt azonban meg kell jegyezni, hogy ezek változóban vannak. A LogicData részleg esetében is egyre jobban működik a TEMO és ezzel együtt egyre gyakoribbak a fejlesztések, az Alpine-nál pedig a Nagare Kaizen csapat munkája nyomán egyre több területen tudnak az egész vállalatot átfogó eredményeket elérni. Abban is kiegészítik egymást, hogy míg a LogicData részleg vezetőinek van döntési jogkörük, de nincs teljes munkaidős lean munkatársuk, addig az Alpine-nál pont az ellenkezője áll fenn, vagyis egy egész csapatuk van, amely csak kaizen tevékenységekkel foglalkozik, de nem dönthetnek szabadon a fejlesztésekről és a fenntartásukról. Fontos különbség az, ami az Alpine esettanulmányából ki is tűnik, hogy a cég nem a Lean Termelési Rendszerre helyezi a hangsúlyt, hanem a Toyota példáját veszi alapul. Ennek forrása a japán anyavállalat, ami közvetlenül a Toyota Termelési Rendszeréhez nyúl vissza. Mivel azonban a lean gyártás a Toyota Termelési Rendszerére épül, az Alpine példája minden leanre törekvő vállalat számára hasznos lehet. Habár az Alpine a Toyotát veszi alapul, a továbbiakban az egyszerűbb összehasonlítás kedvéért mindkét vállalat tevékenységét leanként említjük. Számos közös pont is felfedezhető. Ilyen például az, hogy mindkét cégnél kényszer hatására kezdtek bele a lean alkalmazásába. A STABIL esetében ez tulajdonosi döntés nyomán, a helyszűke miatt alakult így, az Alpine-nál pedig az anyavállalat indítványozására, az optimális kibocsátás elérése és a folyamatok hatékonyabbá tétele miatt. Végül is mindkét esetben egy-egy kényszerhelyzet mellé párosult a legfelsőbb szintű döntés, ami elindította a lean tevékenységeket. Közös pont még a forrás kérdése, amiben mindkét vállalatnál meg van kötve a leanért és kaizenért felelős vezetők keze. Ugyanígy megegyezik az is, hogy a felsővezetők nem mindig támogatják a lean elképzeléseket, fejlesztéseket. A felsővezetők egyik vállalat esetében sincsenek személyesen elkötelezve a lean iránt. Mindkét cég esetében nehézséget jelent a dolgozókat rávenni a változtatásokra. Ennek egyik példája, hogy az 5S módszernek mindkét vállalatnál és általában mindenhol a negyedik és az ötödik S a legkritikusabb pontja, amihez a gondolkodásmódot és a szokásokat kell alapjában véve megváltoztatni. A kezdeti nehézségek után ez a STABIL-nál és az Alpine-nál is egyre jobban működik. Érdekes, de eddig egyik cég sem alkalmazta az értékáram-feltérképezés módszerét. Bár az Alpine-nál volt rá néhány példa, de a kaizen műhelymunkák során mégsem szokták a folyamatokat térképen megjeleníteni. Természetesen mindkét cégnél alaposan megfontolva végzik és végezték munkájukat a lean felelősök, de ennek alapját a szakér
75 tők tapasztalata és számításai adták, térképes ábrázolások nélkül. Ennek egyik oka talán az lehet, hogy az értékáram-térképek egyértelműen rámutatnak a szűk keresztmetszetekre, azokra a pontokra, amik nem megfelelően működnek és átalakításra, fejlesztésre szorulnak. Ez igazából óriási előny, de amellett, hogy fáradságot igényel, talán azért sem alkalmazták, mert a problémás pontokkal együtt a felelős személyekre is egyértelműen rámutat. Hogy melyik céget érte felkészültebben a gazdasági válság, nehéz lenne megválaszolni. Egyik cég sem került nagyon mélyre, de mindkettő szemmel látható negatív hatásokat kellett hogy elkönyveljen. Például mindkét vállalat elbocsátotta dolgozóinak körülbelül 10 százalékát. Ami miatt a STABIL PRODUKT talán jobb helyzetben volt, az az, hogy a lean átalakítások átfogó megvalósítása után érte őket a válság. Ez azért vált a cég előnyére, mert azzal, hogy rendszerszerűen alkalmazta a leant, rugalmasabban tudott reagálni a válságra. A jobb helyzetet példázza az is, hogy a STABIL esetében máris tapasztalható a fellendülés, hiszen újabb üzemterületet fog megnyitni, ahol további autóipari alkatrészeket fog gyártani a tervek szerint. Habár az Alpine még nem a fellendülés szakaszában tart, mégis stabil helyzetben van, és jó kilátásai vannak a jövőre nézve. Összességében azt lehet mondani, hogy lean tekintetében mindkét cég jó úton halad. Mindkét vállalatnál vannak igazán elkötelezett vezetők, bár a felső vezetés részéről nagyobb és személyes támogatásra volna szükség. Ha a felső vezetés gondolkodásmódjának reformjára sor kerülhetne, az egész vállalati kultúra és gondolkodásmód könnyebben kerülhetne a lean medrébe, ami hosszú távon segíti a vállalatot a hatékonyabb termelésben, a magasabb minőség elérésében, a jobb vevői kapcsolatok kialakításában és végül a piaci versenyelőny megszerzésében és megtartásában is. A javaslatok egyértelműek, nyilván az érintett lean felelősök is így látják a kérdést. A legfontosabb mindkét esetben az volna, hogy a közép- és felsővezetők elkötelezettek legyenek a lean iránt, amit utána kiterjeszthetnek a dolgozókra is. A vezetői elkötelezettséget a személyes, a valódi helyszínen történő megtapasztalás segítené legjobban, a lean hasznának személyes felmérése talán meggyőződést alakítana ki a vezetőkben. Erre talán jó megoldás lenne más lean vállalatok, akár a Toyota kultúrájának, gondolkodásmódjának és termelési rendszerének személyes megismerése. A STABIL PRODUKT LogicData részlegén sokat lendítene, ha teljes idős lean munkatársak segítenék a fejlesztéseket, az Alpine esetében pedig arra volna legnagyobb szükség, hogy megfelelő befolyással és döntési jogkörrel rendelkezzen a Nagare Kaizen csapat
76 Összefoglalás A szakdolgozat végére érve könnyen belátható, hogy a kezdeti hipotézis helyes. Vagyis igaz, hogy a Lean Termelési Rendszerrel bármely vállalat számottevően javíthatja hatékonyságát, piaci helyzetét, működését. Ez azonban csak akkor érvényesülhet, ha teljesül a megfelelő vállalati kultúra és gondolkodásmód feltétele. Éppen ez a vállalati kultúra és gondolkodásmód a Lean és a Toyota Termelési Rendszer legfontosabb különbsége. A Toyota házmodelljében a pirossal jelölt Toyotamódszer filozófia jelenti a megfelelő vállalati kultúrát és gondolkodásmódot, ami a Lean Termelési Rendszer öt alapelvében nem mutatkozik meg egyértelmű módon. Ha egy vállalatnak sikertelen a leanné válása, annak gyakran éppen a nem megfelelő gondolkodásmód az oka. Ha csak az eszközök és eljárások alkalmazására törekszik a vezetőség, és nem teszi sajátjává a Lean Termelési Rendszer alapját jelentő vállalati kultúrát és gondolkodásmódot, akkor könnyen előfordulhat, hogy a fejlődés megáll, a kitűzött célokat nem tudja megvalósítani, majd végül a lean bevezetését és fenntartását is feladja. A lean bevezetése és fenntartása során számos nehézség merülhet fel, ami bizonyos külső körülményekből és a társadalmi háttérből is származhat, legfőbb okát mégis a vezetői szintű hibák adják. Az elkövethető vezetői hibák többsége szintén a nem megfelelő vállalati kultúrára és gondolkodásmódra vezethető vissza. A válsághelyzet kezelésére a Toyota az egyik legjobb példa, termelési rendszerük az 1973-as olajsokk idején garanciát jelentett számukra, kérdés, hogy most hogyan jönnek ki belőle [46]. Habár a Toyota jelenleg is a válság egyik eddigi legjobb túlélője, mégsem lehet kijelenteni, hogy a Toyota vagy a Lean Termelési Rendszer garanciát jelentene a fennmaradásra. Ám ha garanciát nem is jelent, a túlélés talán legjobb alternatíváját kínálja. A Lean Termelési Rendszer egyre népszerűbb lett Magyarországon az elmúlt években, amit a gazdasági válság tovább erősített. Valószínűsíthető, hogy ez a tendencia folytatódik, hiszen a lean versenytársak időközben szerzett előnye a lemaradó vállalatokat is továbblépésre kényszeríti majd. A továbblépés egyik legjobb eszköze pedig még mindig a Lean Termelési Rendszer. Ahhoz azonban, hogy a lean Magyarországon elterjedjen és meg is maradjon, elengedhetetlen a vállalatok reformja, ami elsősorban a vállalati kultúra és a gondolkodásmód megújítását jelenti. Ez az a vállalati kultúra és gondolkodásmód, ami egyaránt elkötelezett a dolgozók és a vezetők, valamint az üzleti partnerek felé, ami a hosszú távú célokra koncentrál, ösztönzi a termelés és a munkatársak folyamatos fejlesztését, leépíti a veszteségeket, és értéket teremt a vevőknek, sőt az egész társadalomnak. Ennek a vállalati kultúrának és gondolkodásmódnak célja a nyereség, de mégsem csak a maga hasznát nézi, hanem mindenki másét is [60]: a munkatársakét, a partnerekét, és a társadalomét is
77 Hivatkozások [1] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 38. [2] Henry Ford. In: [3] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 57. [4] A Toyota lett a világ legnagyobb autógyártója. In: [5] Global 500 In: [6] Tóth Csaba László: A Karcsúsított Gyártás a Lean Production, A Lean, ahogy én látom. In: Magyar Minőség, 2007/8-9. p. 3. [7] Váczi István: Fitneszprogram a Lean munkaszervezet. In: Figyelő, március évfolyam, 13. sz. p. 52. [8] Saját készítés. Forrás: Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 57. [9] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 48. [10] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 52. [11] Rother, Mike John, Shook: Learning to See: Value-stream Mapping to Create Value and Eliminate Muda. Cambridge, MA, The Lean Enterprise Institute, p. 3. [12] Saját készítés. Forrás: Rother, Mike John, Shook: Learning to See: Value-stream Mapping to Create Value and Eliminate Muda. Cambridge, MA, The Lean Enterprise Institute, [13] Saját készítés. Forrás: Rother, Mike John, Shook: Learning to See: Value-stream Mapping to Create Value and Eliminate Muda. Cambridge, MA, The Lean Enterprise Institute, p [14] Saját készítés. Forrás: Rother, Mike John, Shook: Learning to See: Value-stream Mapping to Create Value and Eliminate Muda. Cambridge, MA, The Lean Enterprise Institute, [15] Rother, Mike John, Shook: Learning to See: Value-stream Mapping to Create Value and Eliminate Muda. Cambridge, MA, The Lean Enterprise Institute, p [16] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p [17] Logisztika fogalma, alap kérdései. In: p [18] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p [19] /////Alpine belső anyag. [20] Tóth Csaba László: Tokugawa, Ford, Deming, Ohno és Womack, öt név, egy dolog. In.: p
78 [21] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p [22] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p [23] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p [24] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p [25] Taiichi Ohno: Workplace Management. Gemba Press, [26] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 24. [27] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 99. [28] Ismerje meg a Toyota Production Systemet! In: PAGE_id=37&MMN_position=31:31 [29] LeanCenter: Hat végzetes hiba a LEAN bevezetése kapcsán (1-6). In: [30] Veres Rita, Malzenicky Erzsébet: A dolgozói elkötelezettség és az üzleti eredményesség kapcsolata. In: Magyar Minőség, 2006/4. p [31] Hava Gábor: Másodlagos jelzálogpiac. In: [32] Hol lesz a válság végállomása? In: [33] Pálinkás Ervin: Az amerikai másodlagos jelzálogpiac válságának hatásai. In: [34] A Toyota autógyártó első egész évi vesztesége. In: [35] Tokiói kormányhitelre vár a Toyota In: [36] 11 napra leáll a Toyota japán autóipar. In: [37] A Toyota a legnagyobb autógyártó. In: [38] Leminősítette a Toyotát a Fitch - autóipari válság. In: [39] Jelentősen csökkennek a Toyota eladásai, mélyponton a gyártás. In: [40] Japánban sem fogy a Nissan és a Toyota autógyártás. In: [41] 47 ezer embert bocsát el a General Motors In:
79 [42] Az autóipari válság miatt késnek az új hibridek. In: [43] Részvényeket ad el a Toyota autóipari konszern. In: [44] Majdnem egyharmadával csökkenti termelését a Toyota - autóipari válság. In: [45] Hajót bérel autóinak a Toyota autógyártó. In: [46] Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p. 49. [47] Saját készítés. Forrás: l [48] Ipar, február, KSH. In: p. 1. [49] Az Index elbocsátásszámlálója. In: [50] Foglalkoztatottság és munkanélküliség január március. In: [51] Nielsen: a fogyasztói közhangulat tovább romlott. In: [52] Kotter Edwin: A Lean útján haladva. In: Magyar Minőség, 2007/10. p. 7. [53] Hat végzetes hiba a LEAN bevezetése kapcsán (1.) In: [54] Stabil Group Unternehmen. [55] Saját készítés. Forrás: STABIL PRODUKT Kft. belső anyag. [56] Saját készítés. Forrás: STABIL PRODUKT Kft. belső anyag. [57] Saját készítés. Forrás: STABIL PRODUKT Kft. belső anyag. [58] /////Alpine. In: [59] Saját készítés. Forrás: /////Alpine belső anyag. [60] Pál apostol: Filippiekhez írt levél, Újszövetség, Biblia. Budapest, Kálvin János Kiadó, p
80 Felhasznált irodalom Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, Rother, Mike John, Shook: Learning to See: Value-stream Mapping to Create Value and Eliminate Muda. Cambridge, MA, The Lean Enterprise Institute, Tóth Csaba László: A Karcsúsított Gyártás a Lean Production, A Lean, ahogy én látom. In: Magyar Minőség, 2007/8-9. p Kotter Edwin: A Lean útján haladva. In: Magyar Minőség, 2007/10. p Erdei János Kelemen Tamás: Termelés vs. Minőség új elvek egy régi dilemmára. In: Magyar Minőség, 2008/10. p Tóth Csaba László: Tokugawa, Ford, Deming, Ohno és Womack, öt név, egy dolog. In.: A LeanCenter honlapja. A Toyota Industries Corporation hivatalos oldala. A Toyota Motor Corporation hivatalos oldala. A Toyota Motor Hungary Kft. hivatalos oldala. Az Allpar, LLC Toyotával foglalkozó oldala Az OICA (Autógyártók Nemzetközi Szervezetének) oldala
81 Kivonat A szakdolgozat első fejezete bemutatja, hogyan jutott el a Toyota a japán szövőipartól a világ autóiparának élére, és hogyan fejlődött ki a Toyota Termelési Rendszer. Itt kerül bemutatásra a Toyota házmodell és a lean öt alapelve a hozzájuk tartozó eszközökkel, elvekkel együtt. Ennek alapján itt kerül összehasonlításra a Toyota és a Lean Termelési Rendszer. A második fejezet a Lean Termelési Rendszer kiépítésének folyamatát mutatja be, az eszközök, módszerek és elvek részletes ismertetésével együtt. Ennek során kerül kifejtésre az első fejezetben tett összehasonlítás is, különös tekintettel az eltérésekre. A harmadik fejezet szintén a Toyota példájánál maradva azt a vállalati kultúrát és gondolkodásmódot mutatja be részletesen, ami nélkülözhetetlen a Lean Termelési Rendszer bevezetéséhez és hosszú távú fenntartásához. A negyedik fejezet a Lean Termelési Rendszer kapcsán felmerülő nehézségekre és az általa nyújtott lehetőségekre koncentrál. Csoportosítja a lehetséges hibákat és nehézségeket, majd javaslatot ad a megoldásukra. Röviden vizsgálja a 2008-ban kialakult gazdasági válság hatását a Toyotára és a magyar feldolgozóiparra nézve is. Javaslatokat téve rámutat arra, hogy a Lean Termelési Rendszer miért és hogyan jelenthet kiutat a válságból. A szakdolgozat ötödik fejezete két esettanulmányt mutat be, melyeket össze is hasonlít. A főbb kérdések, melyeket vizsgál, hogy miben nyilvánul meg a két vállalatnál a lean, és hogyan alkalmazzák azt. Ennek bemutatására konkrét eseteket tanulmányoz. Továbbá vizsgálja az adott vállalat kultúrájának és gondolkodásmódjának kapcsolatát a Lean Termelési Rendszerrel, valamint azt, hogy milyen nehézségekkel szembesülnek a vállalat vezetői és dolgozói a lean bevezetése és fenntartása kapcsán, kitérve a válság hatására is
82 Abstract The Lean Production System in the mirror of Toyota or the possibility of survival in crisis The first chapter of the thesis shows how Toyota got from the Japanese weaving industry to the top of the worlds motor industry and how Production System of Toyota developed. Here are the five principles including its instruments and frames of Toyota House and the lean. On the basis of these things the comparison between Toyota and Lean Production System is presented here. The second chapter describes the configuration process of the Lean Production System along with the review of the principles, instruments and ways of thinking. In the meantime the comparison in chapter one is also expounded with a special care of the differences. The third chapter remaining at Toyota s example demonstrates the culture and the way of thinking of the company in details which is essential to the installation and to the maintenance of the Lean Production System in the long run. The fourth chapter focuses on the difficulties and opportunities which are revealed apropose of the Lean Production System. It groups the possibble mistakes and difficulties and than suggests some solutions. In brief, it examines how the economical crisis, which evolved in 2008, influenced the Toyota and the Hungarian processing industry. With suggestions it points out why and how can the Lean Production Sytem be a way out from the crisis. The fifth chapter of the thesis shows two case studies and compares them. The main questions which it examines are how lean emerges at the two companies and how they use it. It studies specific examples to present the issues mentioned above. Furthermore, this section analyzes the connection between Lean Production System and the company culture and principles. It also studies the difficulties that leaders and workers have to face with apropose of the introduction and maintenance of lean, touching on the economical crisis
83 Köszönetnyilvánítás Mindenekelőtt ezúton is szeretném hálámat kifejezni Istennek a lehetőségekért, az ötletekért és az áldásért, amik nélkül ez a dolgozat nem készülhetett volna el. Hálás vagyok továbbá külső konzulensemnek, Papp Sándornak, aki rengeteg szakmai segítségével, javaslatával, véleményével és a rám áldozott idejével készségesen járult hozzá ahhoz, hogy munkám még színvonalasabb lehessen. Köszönet illeti belső konzulensemet, Kőszeghy Bélát, és tanáromat, Pappné Nagy Valériát, akik tanácsaikkal, ötleteikkel a legjobb pillanatokban segítették munkámat. Köszönettel tartozom még Bereczki Zoltánnak, aki részletekbe menően segítette a Stabil Produkt Kft.-ről írt esettanulmány elkészítését, valamint Tömpe Lászlónak, aki tudásával és tanácsaival támogatott szakdolgozatom megírása során. Ezúton is szeretnék köszönetet mondani Kálnay Vandának az igazán precíz korrektúrázásért, amivel nagyban segítette a kiváló minőségre való törekvésemet. Szintén hálás vagyok családomnak és kedvesemnek, akik mindenben hozzájárultak ahhoz, hogy ez a dolgozat megfelelően készülhessen el
84 Ábrák és táblázatok jegyzéke 1. ábra: A Toyota Termelési Rendszer házmodellje ábra: A Toyota Termelési Rendszer és a lean összehasonlítása ábra: Értékáram ábrázolása értékteremtési idő szerint ábra: Egy termék értékáramának jelenállapot-térképe ábra: Jelmagyarázat ábra: Egy termék értékáramának jövőállapot-térképe ábra: Hagyományos elrendezés ábra: Lean elrendezési opciók ábra: A nyomó elvű gyártás ábra: A húzó elvű gyártás ábra: A kaizen léptékei ábra: A magyar feldolgozóipari termelés volumene ábra: Munkanélküliségi ráta ábra: Átalakítás előtti hagyományos elrendezés a LogicData részlegen ábra: Átalakítás utáni lean elrendezés a LogicData részlegen ábra: Egy U alakú cella a STABIL-nál ábra: Késztermékraktár az üzemben ábra: Ládahegyek ábra: A Nagare Kaizen csapat szervezeti felépítése ábra: A kocsikerék csavarfeje a kaizen előtt és után ábra: A vonalkód-leolvasó pozíciója a kaizen előtt és után ábra: Az egyik robot kiinduló pozíciója a kaizen előtt és után táblázat: A lean változtatásokat megelőző és követő egy-egy év néhány adata
85 Mellékletek 1. Értékáram jelenállapot-térképe a kritikus pontok megjelölésével az Alpine-nál Ciklusidő és ütemidő összehasonlítása a H117-es soron... 25; Néhány andon az Alpine-nál... 27; Kanban kártyák az Alpine-nál A3-as jelentés Példák az 5S rendszerre a STABIL PRODUKT-nál... 34; Termelési és fejlesztési folyamatokat ellenőrző táblák az Alpine-nál


86 1. melléklet: Értékáram jelenállapot-térképe a kritikus pontok megjelölésével az Alpine-nál (21. oldal)

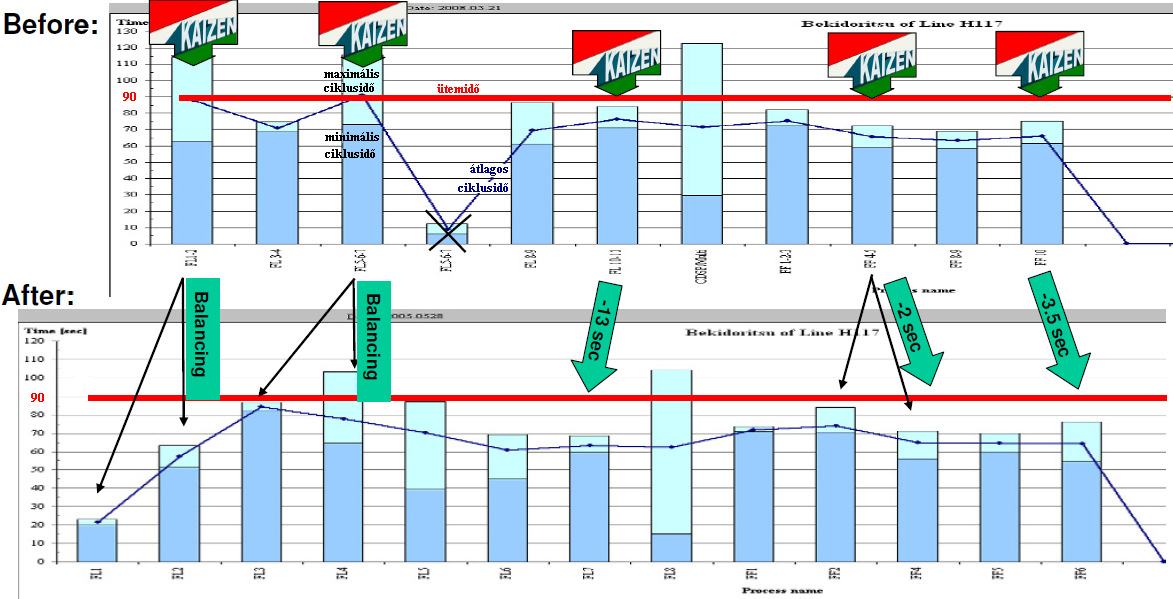



87 2. melléklet: Ciklusidő és ütemidő összehasonlítása a H117-es soron (25. és 68. oldal) 3. melléklet: Néhány andon az Alpine-nál (27. és 65. oldal)

 -")
88 4. melléklet: Kanban kártyák az Alpine-nál (30. oldal)



89 5. melléklet: Példa az A3-as jelentésre (40. oldal) Forrás: Liker, Jeffrey K.: A Toyota-módszer. Budapest, HVG, p


90 6. melléklet: Példák az 5S rendszerre a STABIL PRODUKT-nál (34. és 59. oldal)




91 7. melléklet: Termelési és fejlesztési folyamatokat ellenőrző táblák az Alpine-nál (70. oldal)
Lean Termelési Rendszer a Toyota tükrében avagy a túlélés lehetősége válsághelyzetben
 Budapesti Műszaki Főiskola Lean Termelési Rendszer a Toyota tükrében avagy a túlélés lehetősége válsághelyzetben Szakdolgozat Készítette: Tóka Norbert Műszaki menedzser jelölt Belső konzulens: Kőszeghy
Budapesti Műszaki Főiskola Lean Termelési Rendszer a Toyota tükrében avagy a túlélés lehetősége válsághelyzetben Szakdolgozat Készítette: Tóka Norbert Műszaki menedzser jelölt Belső konzulens: Kőszeghy
Termelés- és innovációmenedzsment (lean) Kállay Balázs
 Kállay Balázs") Termelés- és innovációmenedzsment (lean) Kállay Balázs kallay@ktk.nyme.hu Toyota Termelési Rendszer - 1950 - Taiichi Ohno Központi eleme a veszteségek (muda) felszámolása (minimalizálása). Ezek olyan tevékenységek
Termelés- és innovációmenedzsment (lean) Kállay Balázs kallay@ktk.nyme.hu Toyota Termelési Rendszer - 1950 - Taiichi Ohno Központi eleme a veszteségek (muda) felszámolása (minimalizálása). Ezek olyan tevékenységek
A lean menedzsment eszközei
 A lean menedzsment eszközei Hozhat-e újat a lean menedzsment a TQM-hez képest? Jenei István együttműködő partnere Az előadás fő üzenetei A lean menedzsment (LM) is egy minőség- irányultságú menedzsmentrendszer
A lean menedzsment eszközei Hozhat-e újat a lean menedzsment a TQM-hez képest? Jenei István együttműködő partnere Az előadás fő üzenetei A lean menedzsment (LM) is egy minőség- irányultságú menedzsmentrendszer
9. fejezet címe: Lean menedzsment jellemzése 1. lecke: Lean menedzsment alapjai Elsajátítási idő: 60 perc
 9. fejezet címe: Lean menedzsment jellemzése 1. lecke: Lean menedzsment alapjai Elsajátítási idő: 60 perc Mi a lean? A lean menedzsment a TPS (Toyota Product System) módszer európai és amerikai szemléletre
9. fejezet címe: Lean menedzsment jellemzése 1. lecke: Lean menedzsment alapjai Elsajátítási idő: 60 perc Mi a lean? A lean menedzsment a TPS (Toyota Product System) módszer európai és amerikai szemléletre
Feladatunk, hogy az alábbiakban látható tízgépes elrendezésre meghatározzuk az operátorok optimális kiosztását a vevői igények függvényében.
 Kosztolányi János Operátorkiosztás tervezése Feladatunk, hogy az alábbiakban látható tízgépes elrendezésre meghatározzuk az operátorok optimális kiosztását a vevői igények függvényében. Első lépésként
Kosztolányi János Operátorkiosztás tervezése Feladatunk, hogy az alábbiakban látható tízgépes elrendezésre meghatározzuk az operátorok optimális kiosztását a vevői igények függvényében. Első lépésként
LEAN MENEDZSMENT ALAPJAI Eger, 2012. Előadó: Tamás Lászlóné Katalin vezető tanácsadó
 LEAN MENEDZSMENT ALAPJAI Eger, 2012 Előadó: Tamás Lászlóné Katalin vezető tanácsadó Tartalom Termelékenység-fejlesztés Gyártási folyamatok veszteségei A Toyota - modell A Lean eszköztára A Lean bevezetése
LEAN MENEDZSMENT ALAPJAI Eger, 2012 Előadó: Tamás Lászlóné Katalin vezető tanácsadó Tartalom Termelékenység-fejlesztés Gyártási folyamatok veszteségei A Toyota - modell A Lean eszköztára A Lean bevezetése
A L E A N menedzsmentalapjai
 A L E A N menedzsmentalapjai Toyota Production System Toyota Termelési Rendszer T P S A lean management stratégiai elemei 1. Integrált minőségmenedzsment TQM Kaizen Minőségkör nulla hiba 2. Piacorientált
A L E A N menedzsmentalapjai Toyota Production System Toyota Termelési Rendszer T P S A lean management stratégiai elemei 1. Integrált minőségmenedzsment TQM Kaizen Minőségkör nulla hiba 2. Piacorientált
Értékáram elemzés szoftveres támogatással. Gergely Judit 2013. 03. 01. Lean-klub
 Értékáram elemzés szoftveres támogatással Gergely Judit 2013. 03. 01. Lean-klub Tartalom Az Értékáram és elemzésének szerepe a Leanben Értékáram modellezés és elemzés Esetpélda: termelő folyamat Képzeletbeli
Értékáram elemzés szoftveres támogatással Gergely Judit 2013. 03. 01. Lean-klub Tartalom Az Értékáram és elemzésének szerepe a Leanben Értékáram modellezés és elemzés Esetpélda: termelő folyamat Képzeletbeli
Lean szemlélet és könyvtár
 Lean szemlélet és könyvtár Magyar Könyvtárosok Egyesület 50. vándorgyűlés Keszthely, 2018. július 5. Miszler Tamás Csorba Győző Könyvtár Bevezetés TQM? Lean? TQM - Vevőközpontúság (fogyasztóközpontú fejlesztés)
Lean szemlélet és könyvtár Magyar Könyvtárosok Egyesület 50. vándorgyűlés Keszthely, 2018. július 5. Miszler Tamás Csorba Győző Könyvtár Bevezetés TQM? Lean? TQM - Vevőközpontúság (fogyasztóközpontú fejlesztés)
Gépészeti automatizálás
 Gépészeti automatizálás Gyártórendszerek optimális működtetése Dr. Czmerk András Mechatronika, Optika és Gépészeti Informatika Tanszék czmerk@mogi.bme.hu Irodalom 1. Dr. Husi Géza: A lean alapú termelés
Gépészeti automatizálás Gyártórendszerek optimális működtetése Dr. Czmerk András Mechatronika, Optika és Gépészeti Informatika Tanszék czmerk@mogi.bme.hu Irodalom 1. Dr. Husi Géza: A lean alapú termelés
Képzés leírása. A résztvevő a vizsga keretében konkrét veszteségcsökkentő projektet valósít meg a munkahelyén.
 Képzés megnevezése: LEAN Menedzsment Koordinátor Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a vizsga keretében konkrét veszteségcsökkentő projektet valósít meg a munkahelyén. A résztvevő
Képzés megnevezése: LEAN Menedzsment Koordinátor Jelentkezés Mi a képzés célja és mik az előnyei? A résztvevő a vizsga keretében konkrét veszteségcsökkentő projektet valósít meg a munkahelyén. A résztvevő
LEAN egyszerűen. http:// ://www.lehel-management.hu/ Kákonyi. Előadó: Lehel
 ÚJ J KIHÍVÁSOK ÚJ J VÁLASZOKV LEAN egyszerűen en http:// ://www.lehel-management.hu/ Előadó: Kákonyi Lehel Bemutatkozunk Folyamatoptimalizálás Amit az Önök k figyelmébe ajánlok Leánykori nevén: Toyota
ÚJ J KIHÍVÁSOK ÚJ J VÁLASZOKV LEAN egyszerűen en http:// ://www.lehel-management.hu/ Előadó: Kákonyi Lehel Bemutatkozunk Folyamatoptimalizálás Amit az Önök k figyelmébe ajánlok Leánykori nevén: Toyota
A Lean alapelvének megvalósulása: Információ áramlás VSM
 A Lean alapelvének megvalósulása: Információ áramlás VSM Péczely György A.A. Stádium Kft. gyorgy.peczely@aastadium.hu 20/330 5545 Tartalom Mi a Lean? Hatékonyság A vállalatról Előzmények A felmérés Az
A Lean alapelvének megvalósulása: Információ áramlás VSM Péczely György A.A. Stádium Kft. gyorgy.peczely@aastadium.hu 20/330 5545 Tartalom Mi a Lean? Hatékonyság A vállalatról Előzmények A felmérés Az
Lean menedzsment alapjai - tételek
 Lean menedzsment alapjai - tételek Az alábbi tételek visszaköszönnek majd a vizsgán. A válaszok a főbb kiindulási gondolatokat közlik, természetesen mindegyikhez átfogóbb (kidolgozott) válaszokat kell
Lean menedzsment alapjai - tételek Az alábbi tételek visszaköszönnek majd a vizsgán. A válaszok a főbb kiindulási gondolatokat közlik, természetesen mindegyikhez átfogóbb (kidolgozott) válaszokat kell
Rugalmas gyártócellák kialakítása
 Rugalmas gyártócellák kialakítása Miért van szükség gyártócellák kialakítására? Hagyományosan a termelő vállalatok felépítése nem folyamat-, hanem technológia szemléletű. Ez azt jelenti, hogy korábban
Rugalmas gyártócellák kialakítása Miért van szükség gyártócellák kialakítására? Hagyományosan a termelő vállalatok felépítése nem folyamat-, hanem technológia szemléletű. Ez azt jelenti, hogy korábban
LEAN Menedzsment. Célcsoport
 LEAN Menedzsment Minden vállalat egyik alapvető célja, hogy fejlessze termékei/szolgáltatásai minőségét, csökkentse, a költségeket növelje versenyképességét. A felvázolt célok elérésének számos eszköze
LEAN Menedzsment Minden vállalat egyik alapvető célja, hogy fejlessze termékei/szolgáltatásai minőségét, csökkentse, a költségeket növelje versenyképességét. A felvázolt célok elérésének számos eszköze
LEAN 4.0 azaz hogyan tudja a Lean menedzsment az Ipar 4.0-át támogatni és lehetőségeit kiaknázni.
 XXV. NEMZETI MINŐSÉGÜGYI KONFERENCIA LEAN 4.0 azaz hogyan tudja a Lean menedzsment az Ipar 4.0-át támogatni és lehetőségeit kiaknázni. Dr. Németh Balázs Kvalikon Kft. 2018. Szeptember 14. Termelő vállalat
XXV. NEMZETI MINŐSÉGÜGYI KONFERENCIA LEAN 4.0 azaz hogyan tudja a Lean menedzsment az Ipar 4.0-át támogatni és lehetőségeit kiaknázni. Dr. Németh Balázs Kvalikon Kft. 2018. Szeptember 14. Termelő vállalat
Leváltja a Leant az Ipar 4.0? Garliczky Balázs, Countr y Manager STAUFEN.AG, Countr y Office Hungar y
 Leváltja a Leant az Ipar 4.0? < Garliczky Balázs, Countr y Manager STAUFEN.AG, Countr y Office Hungar y A Study of the Toyota Production System Shigeo Shingo Lean Thinking James P. Womack, Daniel T. Jones
Leváltja a Leant az Ipar 4.0? < Garliczky Balázs, Countr y Manager STAUFEN.AG, Countr y Office Hungar y A Study of the Toyota Production System Shigeo Shingo Lean Thinking James P. Womack, Daniel T. Jones
A Lean menedzsment és bevezetése
 A Lean menedzsment és bevezetése A mai üzleti környezetben és kiélezett versenyben felértékelődik a vevői igények minnél magasabb szintű kielégítésének képessége. Ami tegnap elég volt, az mára már kevés
A Lean menedzsment és bevezetése A mai üzleti környezetben és kiélezett versenyben felértékelődik a vevői igények minnél magasabb szintű kielégítésének képessége. Ami tegnap elég volt, az mára már kevés
Korszerű termelésszervezési eljárások
 Korszerű termelésszervezési eljárások 2010.10.25. 1. Just In Time (Éppen időben) módszer Termeld ma azt, amire holnap szükség van. A JIT-elv négy alapeleme: nincs raktárkészlet rövid szállítási idők kis
Korszerű termelésszervezési eljárások 2010.10.25. 1. Just In Time (Éppen időben) módszer Termeld ma azt, amire holnap szükség van. A JIT-elv négy alapeleme: nincs raktárkészlet rövid szállítási idők kis
Versenyképesség fokozása, avagy az élenjáró élelmiszeripar
 Versenyképesség fokozása, avagy az élenjáró élelmiszeripar (www.leancenter.hu) Tömpe László Címzetes egyetemi docens Senior lean/tpm tanácsadó Minden jog fenntartva! Versenyképesség Támogató folyamatok
Versenyképesség fokozása, avagy az élenjáró élelmiszeripar (www.leancenter.hu) Tömpe László Címzetes egyetemi docens Senior lean/tpm tanácsadó Minden jog fenntartva! Versenyképesség Támogató folyamatok
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 2. Előadás A beszerzési logisztika alapjai Beszerzési logisztika feladata/1 a termeléshez szükséges: alapanyagok
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 2. Előadás A beszerzési logisztika alapjai Beszerzési logisztika feladata/1 a termeléshez szükséges: alapanyagok
Vezetői információs rendszer
 Vezetői információs rendszer A stratégiai tervezés (általában a tervezés) elemzések, döntések, választások sorozata, melynek során a stratégiai menedzsmentnek elemeznie kell a környezetet, a szervezet
Vezetői információs rendszer A stratégiai tervezés (általában a tervezés) elemzések, döntések, választások sorozata, melynek során a stratégiai menedzsmentnek elemeznie kell a környezetet, a szervezet
Tanulj meg látni. Az értékfolyamat-térképezés szerepe az értékteremtésben és a veszteség kiküszöbölésében
 Tanulj meg látni Az értékfolyamat-térképezés szerepe az értékteremtésben és a veszteség kiküszöbölésében Írta: Mike Rother és John Shook Jim Womack és Dan Jones elôszavával LEI Magyarországi Egyesülete
Tanulj meg látni Az értékfolyamat-térképezés szerepe az értékteremtésben és a veszteség kiküszöbölésében Írta: Mike Rother és John Shook Jim Womack és Dan Jones elôszavával LEI Magyarországi Egyesülete
A Lean módszerek lehetőségei az informatika világában
 A Lean módszerek lehetőségei az informatika világában SzegedTech Meetup Szeged, 2015.09.30. Péczely György Ügyvezető igazgató A.A. Stádium Kft. gyorgy.peczely@aastadium.hu 20/330-5545 www.aastadium.hu
A Lean módszerek lehetőségei az informatika világában SzegedTech Meetup Szeged, 2015.09.30. Péczely György Ügyvezető igazgató A.A. Stádium Kft. gyorgy.peczely@aastadium.hu 20/330-5545 www.aastadium.hu
Alapfogalmak, a minőségügyi gondolkodás fejlődése
 1. Alapfogalmak, a minőségügyi gondolkodás fejlődése 1.1 A minőség jelentése A minőség azt jelenti, hogy egy termék vagy szolgáltatás megfelel a rá vonatkozó követelményeknek, rendelkezik azokkal a tulajdonságokkal,
1. Alapfogalmak, a minőségügyi gondolkodás fejlődése 1.1 A minőség jelentése A minőség azt jelenti, hogy egy termék vagy szolgáltatás megfelel a rá vonatkozó követelményeknek, rendelkezik azokkal a tulajdonságokkal,
BME MVT. Dr. Topár József 1. Minőségmenedzsment MSc_ /2013 II felév
 1 Bevezettük az ISO-t, aztán foglalkoztunk a TQM-mel, belevágtunk a SixSigmába, most pedig Leanezünk..?????? Módszer? Divat???? Vezetési eszköz? Gondolkodás mód?????? 2 3 Dr. Topár József 1 1. generáció
1 Bevezettük az ISO-t, aztán foglalkoztunk a TQM-mel, belevágtunk a SixSigmába, most pedig Leanezünk..?????? Módszer? Divat???? Vezetési eszköz? Gondolkodás mód?????? 2 3 Dr. Topár József 1 1. generáció
Lean menedzsment alapjai - tételek
 Lean menedzsment alapjai - tételek Az alábbi tételek visszaköszönnek majd a zh-n. A válaszok a főbb kiindulási gondolatokat közlik, természetesen mindegyikhez átfogóbb (kidolgozott) válaszokat kell adni.
Lean menedzsment alapjai - tételek Az alábbi tételek visszaköszönnek majd a zh-n. A válaszok a főbb kiindulási gondolatokat közlik, természetesen mindegyikhez átfogóbb (kidolgozott) válaszokat kell adni.
LEAN MASTER PROGRAM. Több, mint oktatás!
 LEAN MASTER PROGRAM Több, mint oktatás! LEAN MASTER PROGRAM 1. Lean menedzsment bevezetése 2. Akiknek ajánljuk 3. A képzés felépítése 4. További információk 2 1. Lean menedzsment bevezetése A Lean menedzsment
LEAN MASTER PROGRAM Több, mint oktatás! LEAN MASTER PROGRAM 1. Lean menedzsment bevezetése 2. Akiknek ajánljuk 3. A képzés felépítése 4. További információk 2 1. Lean menedzsment bevezetése A Lean menedzsment
A L E A N menedzsmentalapjai. Toyota Production System Toyota Termelési Rendszer T P S Kelemen Tamás
 A L E A N menedzsmentalapjai Toyota Production System Toyota Termelési Rendszer T P S F O L Y A M A T F E J L E S Z T É S Folyamatos fejlesztés?! Folyamatos fejlesztés?! ALAPELV Ez önmagában nem baj, csak
A L E A N menedzsmentalapjai Toyota Production System Toyota Termelési Rendszer T P S F O L Y A M A T F E J L E S Z T É S Folyamatos fejlesztés?! Folyamatos fejlesztés?! ALAPELV Ez önmagában nem baj, csak
Lean menedzsment és alkalmazása
 Lean menedzsment és alkalmazása Izgalmas és fárasztó időket élünk most. Az elmúlt néhány év változásai (mind technológiai, mind szabályozási téren) olyan mértékben érintették a hazai vállalatokat, hogy
Lean menedzsment és alkalmazása Izgalmas és fárasztó időket élünk most. Az elmúlt néhány év változásai (mind technológiai, mind szabályozási téren) olyan mértékben érintették a hazai vállalatokat, hogy
2651. 1. Tételsor 1. tétel
 2651. 1. Tételsor 1. tétel Ön egy kft. logisztikai alkalmazottja. Ez a cég új logisztikai ügyviteli fogalmakat kíván bevezetni az operatív és stratégiai működésben. A munkafolyamat célja a hatékony készletgazdálkodás
2651. 1. Tételsor 1. tétel Ön egy kft. logisztikai alkalmazottja. Ez a cég új logisztikai ügyviteli fogalmakat kíván bevezetni az operatív és stratégiai működésben. A munkafolyamat célja a hatékony készletgazdálkodás
Hogyan válik a Lean a vállalati kultúra részévé?
 Hogyan válik a Lean a vállalati kultúra részévé? Lean-klub LightTech Lámpatechnológiai Kft. Dunakeszi 2014. december 9. Péczely György A.A. Stádium Kft. gyorgy.peczely@aastadium.hu www.aastadium.hu Tartalom
Hogyan válik a Lean a vállalati kultúra részévé? Lean-klub LightTech Lámpatechnológiai Kft. Dunakeszi 2014. december 9. Péczely György A.A. Stádium Kft. gyorgy.peczely@aastadium.hu www.aastadium.hu Tartalom
Ügyfelünk a Grundfos. Központi raktár, egy helyre összpontosított erőforrások
 Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Ügyfelünk a Grundfos Központi raktár, egy helyre összpontosított erőforrások Összefoglalás A Grundfos globális viszonylatban vezető szerepet tölt be a szivattyúágazatban. A dán vállalat jelenléte Magyarországon
Termelés- és szolgáltatásmenedzsment Részidős üzleti mesterszakok
 egyetemi docens Menedzsment és Vállalatgazdaságtan Tanszék kallo@mvt.bme.hu Tudnivalók Segédanyagok Jegyzet, előadásvázlatok, munkafüzet Példatár, konzultáció, képletgyűjtemény Elméleti kérdések kidolgozása
egyetemi docens Menedzsment és Vállalatgazdaságtan Tanszék kallo@mvt.bme.hu Tudnivalók Segédanyagok Jegyzet, előadásvázlatok, munkafüzet Példatár, konzultáció, képletgyűjtemény Elméleti kérdések kidolgozása
A standard munkavégzés
 A standard munkavégzés The Productivity Press Development Team KAIZEN PRO Oktató és Tanácsadó Kft. A fordítás alapjául szolgáló mű: Standard Work for the Shopfloor Authorized translation from English language
A standard munkavégzés The Productivity Press Development Team KAIZEN PRO Oktató és Tanácsadó Kft. A fordítás alapjául szolgáló mű: Standard Work for the Shopfloor Authorized translation from English language
Dr. Fodor Zita egyetemi docens
 Záróvizsga tételek Dr. Fodor Zita egyetemi docens 18. tétel Ismertesse a logisztikai és a marketingfunkciók kölcsönhatásait, valamint az integrált logisztikai (teljes)költségkoncepciót! Területek beszerzés
Záróvizsga tételek Dr. Fodor Zita egyetemi docens 18. tétel Ismertesse a logisztikai és a marketingfunkciók kölcsönhatásait, valamint az integrált logisztikai (teljes)költségkoncepciót! Területek beszerzés
Hogyan válaszolhat a gyógyszeripar az új kihívásokra? Gyógyszeripari szakmai nap
 Hogyan válaszolhat a gyógyszeripar az új kihívásokra? Gyógyszeripari szakmai nap CHINOIN Zrt.- a Sanofi vállalata 2013.09.12. dr. Péczely György A.A. Stádium Kft. Tartalom A gyógyszeripar kihívásai Lehetséges
Hogyan válaszolhat a gyógyszeripar az új kihívásokra? Gyógyszeripari szakmai nap CHINOIN Zrt.- a Sanofi vállalata 2013.09.12. dr. Péczely György A.A. Stádium Kft. Tartalom A gyógyszeripar kihívásai Lehetséges
Előadás címe: 5S bevezetése
 TPM Klub 2004. December 2. Előadás címe: 5S bevezetése Előadó: Kesztler Róbert 1 Revision : 1.0 Miről is lesz szó? 1. Röviden a Grundfos filozófiájáról 2. Világszínvonalú gyártás 3. 5S és a TPM kapcsolata
TPM Klub 2004. December 2. Előadás címe: 5S bevezetése Előadó: Kesztler Róbert 1 Revision : 1.0 Miről is lesz szó? 1. Röviden a Grundfos filozófiájáról 2. Világszínvonalú gyártás 3. 5S és a TPM kapcsolata
A vállalati minőségi rendszer kiépítésének lehetőségei
 6. A vállalati minőségi rendszer kiépítésének lehetőségei 6.1 A választás és az első lépés A vállalat több minőségi filozófia és minőségbiztosítási rendszer közül választhat, tetszése szerint dönthet.
6. A vállalati minőségi rendszer kiépítésének lehetőségei 6.1 A választás és az első lépés A vállalat több minőségi filozófia és minőségbiztosítási rendszer közül választhat, tetszése szerint dönthet.
KAIZEN WORKSHOP. Dr. Németh Balázs Ügyvezetı igazgató Kvalikon Kft. LEAN modulok KAIZEN. Folyamatos. anyagáram. Emberek bevonása
 KAIZEN WORKSHOP Dr. Németh Balázs Ügyvezetı igazgató Kvalikon Kft. LEAN modulok KAIZEN Stratégiai megközelítés Húzó rendszer Folyamatos anyagáram Emberek bevonása 0 hiba JIDOKA Vizuális mgmt. STABIL MŐKÖDÉS
KAIZEN WORKSHOP Dr. Németh Balázs Ügyvezetı igazgató Kvalikon Kft. LEAN modulok KAIZEN Stratégiai megközelítés Húzó rendszer Folyamatos anyagáram Emberek bevonása 0 hiba JIDOKA Vizuális mgmt. STABIL MŐKÖDÉS
Termelés- és szolgáltatásmenedzsment Részidős üzleti mesterszakok
 egyetemi adjunktus Menedzsment és Vállalatgazdaságtan Tanszék kallo@mvt.bme.hu Tematika Bevezetés A termelési, szolgáltatási igény előrejelzése Alapfogalmak, az előrejelzési módszerek osztályozása Előrejelzési
egyetemi adjunktus Menedzsment és Vállalatgazdaságtan Tanszék kallo@mvt.bme.hu Tematika Bevezetés A termelési, szolgáltatási igény előrejelzése Alapfogalmak, az előrejelzési módszerek osztályozása Előrejelzési
Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1. Ászity Sándor
 Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1 Ászity Sándor 1 Tömegtermelés Lean termelés Toyota Termelési Rendszer: 2 2017.04.09. Szerepek az autóipari beszállítói láncban OEMs System integrators
Járműipari gyártási folyamatok minőségbiztosítása, Tételek 1 Ászity Sándor 1 Tömegtermelés Lean termelés Toyota Termelési Rendszer: 2 2017.04.09. Szerepek az autóipari beszállítói láncban OEMs System integrators
A logisztika feladata, célja, területei
 A logisztika feladata, célja, területei A logisztika feladata: Anyagok és információk rendszereken belüli és rendszerek közötti áramlásának tervezése, irányítása és ellenőrzése, valamint a vizsgált rendszerben
A logisztika feladata, célja, területei A logisztika feladata: Anyagok és információk rendszereken belüli és rendszerek közötti áramlásának tervezése, irányítása és ellenőrzése, valamint a vizsgált rendszerben
Mi köze a sógunoknak a leanhez?
 A menedzsment szerepe a Lean és Six Sigma programok eredményességében Mi köze a sógunoknak a leanhez? A Japán Ipari Menedzsment történeti és társadalmi alapjai Tóth László Tartalomjegyzék 1. Bevezetés
A menedzsment szerepe a Lean és Six Sigma programok eredményességében Mi köze a sógunoknak a leanhez? A Japán Ipari Menedzsment történeti és társadalmi alapjai Tóth László Tartalomjegyzék 1. Bevezetés
CSR IRÁNYELV Tettek a fenntartható fejlõdés érdekében
 CSR IRÁNYELV Tettek a fenntartható fejlõdés érdekében A Toyota alapítása óta folyamatosan arra törekszünk, hogy kiváló minõségû és úttörõ jelentõségû termékek elõállításával, valamint magas szintû szolgáltatásainkkal
CSR IRÁNYELV Tettek a fenntartható fejlõdés érdekében A Toyota alapítása óta folyamatosan arra törekszünk, hogy kiváló minõségû és úttörõ jelentõségû termékek elõállításával, valamint magas szintû szolgáltatásainkkal
Értékesítések (összes, geográfiai -, ügyfelenkénti-, termékenkénti megoszlás)
") Saját vállalkozás Értékesítések (összes, geográfiai -, ügyfelenkénti-, termékenkénti megoszlás) Piaci részesedés Haszonkulcs Marketing folyamatok Marketing szervezet Értékesítési/marketing kontrol adatok
Saját vállalkozás Értékesítések (összes, geográfiai -, ügyfelenkénti-, termékenkénti megoszlás) Piaci részesedés Haszonkulcs Marketing folyamatok Marketing szervezet Értékesítési/marketing kontrol adatok
A technológiai berendezés (M) bemenő (BT) és kimenő (KT) munkahelyi tárolói
 bemenő (BT) és kimenő (KT) munkahelyi tárolói") 9., ELŐADÁS LOGISZTIKA A TERMELÉSIRÁNYÍTÁSBAN Hagyományos termelésirányítási módszerek A termelésirányítás feladata az egyes gyártási műveletek sorrendjének és eszközökhöz történő hozzárendelésének meghatározása.
9., ELŐADÁS LOGISZTIKA A TERMELÉSIRÁNYÍTÁSBAN Hagyományos termelésirányítási módszerek A termelésirányítás feladata az egyes gyártási műveletek sorrendjének és eszközökhöz történő hozzárendelésének meghatározása.
Ügyfelünk a Knorr-Bremse. Központilag szervezett európai disztribúció
 Ügyfelünk a Knorr-Bremse Központilag szervezett európai disztribúció Copyright Knorr-Bremse AG Közös növekedés lépésről lépésre A stabil kapcsolatok kialakulásához idő kell. Idő kell a kölcsönös bizalom
Ügyfelünk a Knorr-Bremse Központilag szervezett európai disztribúció Copyright Knorr-Bremse AG Közös növekedés lépésről lépésre A stabil kapcsolatok kialakulásához idő kell. Idő kell a kölcsönös bizalom
Üdvözölöm a Synchro Game termelési szimulációs tréning. résztvevőit a Festo nevében
 Üdvözölöm a Synchro Game termelési szimulációs tréning résztvevőit a Festo nevében Hargitai Géza Festo Didactic Hargitai Géza Synchro Plan termelési szimuláció 12.11.2007 1 Milyen elvárásoknak kell megfelelni
Üdvözölöm a Synchro Game termelési szimulációs tréning résztvevőit a Festo nevében Hargitai Géza Festo Didactic Hargitai Géza Synchro Plan termelési szimuláció 12.11.2007 1 Milyen elvárásoknak kell megfelelni
Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető
 Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető 1 LEANLAB Projekt BME EJJT Tudásközpont 2011-ben kezdte el az Autóipari Termelési Rendszerek Laboratórium létrehozását. Európai Uniós
Miért szükséges a beszállító fejlesztés? Ászity Sándor EJJT laborvezető 1 LEANLAB Projekt BME EJJT Tudásközpont 2011-ben kezdte el az Autóipari Termelési Rendszerek Laboratórium létrehozását. Európai Uniós
VÁLLALATI INFORMÁCIÓS RENDSZEREK, INTERNETES TECHNIKÁK
 VÁLLALATI INFORMÁCIÓS RENDSZEREK, INTERNETES TECHNIKÁK A digitális gyár mint a termékéletciklusmenedzsment megvalósításának központi eleme A termékéletciklus-menedzsment lényege az üzleti folyamatok olyan
VÁLLALATI INFORMÁCIÓS RENDSZEREK, INTERNETES TECHNIKÁK A digitális gyár mint a termékéletciklusmenedzsment megvalósításának központi eleme A termékéletciklus-menedzsment lényege az üzleti folyamatok olyan
TERMÉKFEJLESZTÉS (BMEGEGE MNTF)
") TERVEZÉS ELMÉLET ÉS MÓDSZERTAN (BMEGEGE MGTM) TERMÉKFEJLESZTÉS (BMEGEGE MNTF) 10. Előadás Költségszempontú tervezés 2010/2011 II. félév 1 / 17 Ütemterv 2011. tavaszi félév Hét Előadás 1. Tervezési iskolák,
TERVEZÉS ELMÉLET ÉS MÓDSZERTAN (BMEGEGE MGTM) TERMÉKFEJLESZTÉS (BMEGEGE MNTF) 10. Előadás Költségszempontú tervezés 2010/2011 II. félév 1 / 17 Ütemterv 2011. tavaszi félév Hét Előadás 1. Tervezési iskolák,
ÁLTALÁNOS ÉS IRÁNYÍTÁSI KÉRDÉSEK
 ÁLTALÁNOS ÉS IRÁNYÍTÁSI KÉRDÉSEK 1.3 1.2 A karcsúság lényege Tárgyszavak: karcsúsítás; karcsúsított gyártás; vállalati szervezés; minőségirányítás. A karcsúsított vezetési koncepció, ill. a karcsúság (lean)
ÁLTALÁNOS ÉS IRÁNYÍTÁSI KÉRDÉSEK 1.3 1.2 A karcsúság lényege Tárgyszavak: karcsúsítás; karcsúsított gyártás; vállalati szervezés; minőségirányítás. A karcsúsított vezetési koncepció, ill. a karcsúság (lean)
JIT = KARCSÚSÍTOTT TERMELÉS= ÉPPEN IDŐBEN ELVRE ÉPÜLŐ RENDSZER. Japánban kifejlesztve. A keresletet és kínálatot összekapcsolja
 JIT JUST IN TIME 1 JIT = KARCSÚSÍTOTT TERMELÉS= ÉPPEN IDŐBEN ELVRE ÉPÜLŐ RENDSZER Japánban kifejlesztve A keresletet és kínálatot összekapcsolja 2 A JIT legfontosabb 8 vezérelve: 1) A pazarlás elkerülése
JIT JUST IN TIME 1 JIT = KARCSÚSÍTOTT TERMELÉS= ÉPPEN IDŐBEN ELVRE ÉPÜLŐ RENDSZER Japánban kifejlesztve A keresletet és kínálatot összekapcsolja 2 A JIT legfontosabb 8 vezérelve: 1) A pazarlás elkerülése
Gyártási mélység változásának tendenciája
 Gyártási mélység változásának tendenciája 1 Make-or-Buy döntés szükségessége 2 Make or Buy döntés lehet: egy konkrét megrendelés esetére, egy meghatározott időszakra, amíg a feltételek, adottságok nem
Gyártási mélység változásának tendenciája 1 Make-or-Buy döntés szükségessége 2 Make or Buy döntés lehet: egy konkrét megrendelés esetére, egy meghatározott időszakra, amíg a feltételek, adottságok nem
Hagyományos termelésirányítási módszerek:
 Hagyományos termelésirányítási módszerek: - A termelésirányítás határozza meg, hogy az adott termék egyes technológiai műveletei - melyik gépeken vagy gépcsoportokon készüljenek el, - mikor kezdődjenek
Hagyományos termelésirányítási módszerek: - A termelésirányítás határozza meg, hogy az adott termék egyes technológiai műveletei - melyik gépeken vagy gépcsoportokon készüljenek el, - mikor kezdődjenek
LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI
 LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI Történelmi áttekintés Római Birodalom: Marcus Terentius Varro: Logisticon c. mőve A római hadseregben a logistas-ok biztosították a hadtápellátást. Középkor: Baron de
LOGISZTIKA FOGALMA, ALAP KÉRDÉSEI Történelmi áttekintés Római Birodalom: Marcus Terentius Varro: Logisticon c. mőve A római hadseregben a logistas-ok biztosították a hadtápellátást. Középkor: Baron de
Járműipari gyártási folyamatok minőségbiztosítása (MEKOGGM611) 2.Termelési rendszer alapelvek
 2.Termelési rendszer alapelvek") Járműipari gyártási folyamatok minőségbiztosítása (MEKOGGM611) 2. 1 Motiváció Termelékenység: Élet-Halál kérdés! Azok a vállalatok, amelyek hatékonyabbak versenytársaiknál a vevők kiváló minőségű termékek
Járműipari gyártási folyamatok minőségbiztosítása (MEKOGGM611) 2. 1 Motiváció Termelékenység: Élet-Halál kérdés! Azok a vállalatok, amelyek hatékonyabbak versenytársaiknál a vevők kiváló minőségű termékek
A benchmarking fogalma
 Benchmarking Dr. Koczor Zoltán 1 A fogalma Összevetésként használt szervezet Felhasznált erőforrások ESZKÖZÖK CÉLOK Belső folyamatszabályozás Dr. Koczor Zoltán 2 1 A célja Értékelnünk kell a jelenlegi
Benchmarking Dr. Koczor Zoltán 1 A fogalma Összevetésként használt szervezet Felhasznált erőforrások ESZKÖZÖK CÉLOK Belső folyamatszabályozás Dr. Koczor Zoltán 2 1 A célja Értékelnünk kell a jelenlegi
Folyamatos anyagáramlás megvalósítása szerelési területen - gyakorlati tapasztalatok. Dr. Németh Balázs Április 10.
 Folyamatos anyagáramlás megvalósítása szerelési területen - gyakorlati tapasztalatok Dr. Németh Balázs 2008. Április 10. Value Stream Mapping Az értékáram azoknak a tevékenységeknek az összessége, amelyek
Folyamatos anyagáramlás megvalósítása szerelési területen - gyakorlati tapasztalatok Dr. Németh Balázs 2008. Április 10. Value Stream Mapping Az értékáram azoknak a tevékenységeknek az összessége, amelyek
MAGYAR MINŐSÉGHÉT KONFERENCIA
 MAGYAR MINŐSÉGHÉT KONFERENCIA LEAN módszerek és megoldások az energiahatékonysággal összhangban Dr. Németh Balázs Kvalikon Kft. 2016. MÁJUS 13. Lean filozófia A Lean filozófia lényege, hogy a veszteségek
MAGYAR MINŐSÉGHÉT KONFERENCIA LEAN módszerek és megoldások az energiahatékonysággal összhangban Dr. Németh Balázs Kvalikon Kft. 2016. MÁJUS 13. Lean filozófia A Lean filozófia lényege, hogy a veszteségek
Ellátási Lánc Menedzsment
 Ellátási Lánc Menedzsment A 21. század első évtizedeire a nemzetközi verseny erősödése a termék-életciklusok rövidülése a magasabb minőségi szinten és alacsonyabb fogyasztói árakon történő fogyasztói igény
Ellátási Lánc Menedzsment A 21. század első évtizedeire a nemzetközi verseny erősödése a termék-életciklusok rövidülése a magasabb minőségi szinten és alacsonyabb fogyasztói árakon történő fogyasztói igény
Továbblépés a TQM felıl a LEAN menedzsment bevezetése felé
 Továbblépés a TQM felıl a LEAN menedzsment bevezetése felé Dr. Németh Balázs 2008. Március 27. Mőködési kiválóság szintjei Best Practice Hibátlan Folyamatok A legjobb gyakorlat Mások által is követésre
Továbblépés a TQM felıl a LEAN menedzsment bevezetése felé Dr. Németh Balázs 2008. Március 27. Mőködési kiválóság szintjei Best Practice Hibátlan Folyamatok A legjobb gyakorlat Mások által is követésre
5S Tréning. A minőségi munkakörnyezet kialakítása és fenntartása
 5S Tréning A minőségi munkakörnyezet kialakítása és fenntartása 1 Az 5S a termelékenység alapja Az 5S jelentősége Profit kézbentartása Költség Termelés Minőség Határidő Működés Berendezés Készlet Szabványosítás,
5S Tréning A minőségi munkakörnyezet kialakítása és fenntartása 1 Az 5S a termelékenység alapja Az 5S jelentősége Profit kézbentartása Költség Termelés Minőség Határidő Működés Berendezés Készlet Szabványosítás,
A Ratipur Kft. poliuretán-feldolgozással foglalkozik. Hogyan került kapcsolatba ezzel az anyaggal?
 Ígéretes jövő A Ratipur Kft. poliuretán-feldolgozással foglalkozik. Hogyan került kapcsolatba ezzel az anyaggal? Rajnai Attila: Szinte véletlenül történt, amikor a poliuretánnal megismerkedtem. Egy Opel
Ígéretes jövő A Ratipur Kft. poliuretán-feldolgozással foglalkozik. Hogyan került kapcsolatba ezzel az anyaggal? Rajnai Attila: Szinte véletlenül történt, amikor a poliuretánnal megismerkedtem. Egy Opel
CÉGBEMUTATÓ. Emberközpontú üzleti megoldások.
 CÉGBEMUTATÓ Emberközpontú üzleti megoldások. A Viapan Group tíz üzletágával Magyarország meghatározó humánerőforrás-szolgáltatója. Cégcsoportunk komplex és egyedülállóan innovatív szolgáltatás nyújt, amelynek
CÉGBEMUTATÓ Emberközpontú üzleti megoldások. A Viapan Group tíz üzletágával Magyarország meghatározó humánerőforrás-szolgáltatója. Cégcsoportunk komplex és egyedülállóan innovatív szolgáltatás nyújt, amelynek
Beszállítás AR Gyártási folyamat KR
 3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
3. ELŐADÁS TERMELÉSI FOLYAMATOK STRUKTURÁLÓDÁSA 1. Megszakítás nélküli folyamatos gyártás A folyamatos gyártás lényege, hogy a termelési folyamat az első művelettől az utolsóig közvetlenül összekapcsolt,
Folyamatvezérelt szervezeti változások az SBS Kft-nél
 Folyamatvezérelt szervezeti változások az SBS Kft-nél ISOFÓRUM XXIII. NMK Vezetéstudományi Intézet Vezetés és stratégia tanszék 1093 Budapest, Fővám tér 8.; 1828 Budapest, Pf. 489. Tel.: (1)4825377, (1)4825263;
Folyamatvezérelt szervezeti változások az SBS Kft-nél ISOFÓRUM XXIII. NMK Vezetéstudományi Intézet Vezetés és stratégia tanszék 1093 Budapest, Fővám tér 8.; 1828 Budapest, Pf. 489. Tel.: (1)4825377, (1)4825263;
Az Audi Hungaria Motor Kft. logisztikai rendszere Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása
 Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása Jelenlegi koncepció Tervezett / jövőbeni koncepció Alapkeret Standard Betét 2x Motorspecifikus Motorspecifikus Tartalma: 1 db
Motorszállító paletta a jelenlegi és a jövőbeni koncepció összehasonlítása Jelenlegi koncepció Tervezett / jövőbeni koncepció Alapkeret Standard Betét 2x Motorspecifikus Motorspecifikus Tartalma: 1 db
Összegzés a dokumentumtárhoz
 1 Összegzés a dokumentumtárhoz A vállalkozói játék 1. A tanulókban egy mentális kép kialakítása a vállalkozásokról, ami alapján képesek megérteni a vállalkozásokkal kapcsolatos fogalmakat, problémákat
1 Összegzés a dokumentumtárhoz A vállalkozói játék 1. A tanulókban egy mentális kép kialakítása a vállalkozásokról, ami alapján képesek megérteni a vállalkozásokkal kapcsolatos fogalmakat, problémákat
A LEAN menedzsment gfejlesztés letén, pilot projekt. intézetben
 A LEAN menedzsment alkalmazása a minőségfejleszt gfejlesztés terület letén, pilot projekt bemutatása, avagy új j utak keresése se a Szent Margit Rendelőint intézetben Dr. Thomka György Szente Zsuzsa 1
A LEAN menedzsment alkalmazása a minőségfejleszt gfejlesztés terület letén, pilot projekt bemutatása, avagy új j utak keresése se a Szent Margit Rendelőint intézetben Dr. Thomka György Szente Zsuzsa 1
Mohamed Aida* 58% 27% 42% EGYÉNI STRESSZLELTÁRA. (valós eredmény kitalált névvel) STRESSZHATÁSOK EGÉSZSÉGI ÁLLAPOT SZOKÁSOK /JELLEMZŐK
 STRESSZHATÁSOK EGÉSZSÉGI ÁLLAPOT SZOKÁSOK /JELLEMZŐK") Mohamed Aida* EGYÉNI STRESSZLELTÁRA (valós eredmény kitalált névvel) STRESSZHATÁSOK 100-66% 65-36% 35-0% 27% EGÉSZSÉGI ÁLLAPOT 0-35% 36-65% 66-100% 42% SZOKÁSOK /JELLEMZŐK 0-35% 36-65% 66-100% 58% Cégnév:
Mohamed Aida* EGYÉNI STRESSZLELTÁRA (valós eredmény kitalált névvel) STRESSZHATÁSOK 100-66% 65-36% 35-0% 27% EGÉSZSÉGI ÁLLAPOT 0-35% 36-65% 66-100% 42% SZOKÁSOK /JELLEMZŐK 0-35% 36-65% 66-100% 58% Cégnév:
Folyamatfejlesztés Lean szemléletben. Gergely Judit A.A. Stádium Kft.
 Folyamatfejlesztés Lean szemléletben Gergely Judit A.A. Stádium Kft. Bemutatkozás A.A. Stádium Kft. 1984 alapítva műszaki diagnosztika 1996 termelékenység-fejlesztés (TPM, Lean ) Túl az 50-en! Szakmai
Folyamatfejlesztés Lean szemléletben Gergely Judit A.A. Stádium Kft. Bemutatkozás A.A. Stádium Kft. 1984 alapítva műszaki diagnosztika 1996 termelékenység-fejlesztés (TPM, Lean ) Túl az 50-en! Szakmai
Jogi és menedzsment ismeretek
 Jogi és menedzsment ismeretek Értékesítési politika Célja: A marketingcsatorna kiválasztására és alkalmazására vonatkozó elvek és módszerek meghatározása Lépései: a) a lehetséges értékesítési csatornák
Jogi és menedzsment ismeretek Értékesítési politika Célja: A marketingcsatorna kiválasztására és alkalmazására vonatkozó elvek és módszerek meghatározása Lépései: a) a lehetséges értékesítési csatornák
Vállalatgazdaságtan. Minden, amit a Vállalatról tudni kell
 Vállalatgazdaságtan Minden, amit a Vállalatról tudni kell 1 Termelési rendszer vizsgálata 2 képzeljük el az alábbi helyzetet örököltünk egy gyárat mit csináljunk vele? működtessük de hogyan? Hogyan működik
Vállalatgazdaságtan Minden, amit a Vállalatról tudni kell 1 Termelési rendszer vizsgálata 2 képzeljük el az alábbi helyzetet örököltünk egy gyárat mit csináljunk vele? működtessük de hogyan? Hogyan működik
Beszerzési és elosztási logisztika. Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV
 Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 5. Előadás Elosztási folyamat A klasszikus elosztási logisztikai rendszer Az elosztási logisztikai rendszer:
Beszerzési és elosztási logisztika Előadó: Telek Péter egy. adj. 2008/09. tanév I. félév GT5SZV 5. Előadás Elosztási folyamat A klasszikus elosztási logisztikai rendszer Az elosztási logisztikai rendszer:
Lean Történet Today es. Első lépések: Japán. Autóipari beszállítók. Első hullám: Nemzetközi. Autóipari beszállítók
 Lean Történet 1990-es 2000 2005 Today Első lépések: Japán Autóipari beszállítók Első hullám: Nemzetközi Autóipari beszállítók Második hullám: Multik és Magyar cégek Lean nem működik Tapasztalatok az elmúlt
Lean Történet 1990-es 2000 2005 Today Első lépések: Japán Autóipari beszállítók Első hullám: Nemzetközi Autóipari beszállítók Második hullám: Multik és Magyar cégek Lean nem működik Tapasztalatok az elmúlt
Főbb szolgáltatásaink
 Cégbemutató 2007. Főbb szolgáltatásaink Stratégiai tanácsadás Folyamatmenedzsment tanácsadás (BPM, BPR) Lean Menedzsment és KAIZEN tanácsadás TQM rendszerek kialakítása, EFQM modell Minőségmenedzsment
Cégbemutató 2007. Főbb szolgáltatásaink Stratégiai tanácsadás Folyamatmenedzsment tanácsadás (BPM, BPR) Lean Menedzsment és KAIZEN tanácsadás TQM rendszerek kialakítása, EFQM modell Minőségmenedzsment
A 27/2012 (VIII. 27.) NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 345 01 Logisztikai ügyintéző Tájékoztató A vizsgázó
A 27/2012 (VIII. 27.) NGM és a 12/2013 (III.28) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 345 01 Logisztikai ügyintéző Tájékoztató A vizsgázó
3. A logisztikai szemlélet jellemzői. Készítette: Juhász Ildikó Gabriella
 3. A logisztikai szemlélet jellemzői 1 A logisztika új menedzsment szemléletet jelent a gazdaságban. Kialakulásának oka: élesedő versenyhelyzet a piacon A termék minőség mellett a kapcsolódó szolgáltatás
3. A logisztikai szemlélet jellemzői 1 A logisztika új menedzsment szemléletet jelent a gazdaságban. Kialakulásának oka: élesedő versenyhelyzet a piacon A termék minőség mellett a kapcsolódó szolgáltatás
Korszerű raktározási rendszerek. Szakdolgozat
 Gépészmérnöki és Informatikai Kar Mérnök Informatikus szak Logisztikai Rendszerek szakirány Korszerű raktározási rendszerek Szakdolgozat Készítette: Buczkó Balázs KOKIOC 3770 Sajószentpéter, Ady Endre
Gépészmérnöki és Informatikai Kar Mérnök Informatikus szak Logisztikai Rendszerek szakirány Korszerű raktározási rendszerek Szakdolgozat Készítette: Buczkó Balázs KOKIOC 3770 Sajószentpéter, Ady Endre
Az automatizálás a hajtóerőnk
 Az automatizálás a hajtóerőnk 02 Springer Az automatizálás a hajtóerőnk Springer GmbH - innovatív vállalat, hogy automatizálása sikeres legyen Springer Az automatizálás a hajtóerőnk Innovációs erejével,
Az automatizálás a hajtóerőnk 02 Springer Az automatizálás a hajtóerőnk Springer GmbH - innovatív vállalat, hogy automatizálása sikeres legyen Springer Az automatizálás a hajtóerőnk Innovációs erejével,
Kosztolányi János Schwahofer Gábor. Útmutató a lean gyakorlati alkalmazásához
 Kosztolányi János Schwahofer Gábor Útmutató a lean gyakorlati alkalmazásához Útmutató a lean gyakorlati alkalmazásához KAIZEN PRO Kft., 2016 Kiadja a KAIZEN PRO Kft., Budapest, 2016 Felelős kiadó a kft.
Kosztolányi János Schwahofer Gábor Útmutató a lean gyakorlati alkalmazásához Útmutató a lean gyakorlati alkalmazásához KAIZEN PRO Kft., 2016 Kiadja a KAIZEN PRO Kft., Budapest, 2016 Felelős kiadó a kft.
Kapacitástervezés: Fő mutatószámok
 Kapacitástervezés: Fő mutatószámok Kapacitás számítás A kapacitás egy meghatározott időszak alatt gyártható termék, vagy nyújtható szolgáltatás mennyisége. Tervezési kapacitás: egy erőforrás vagy erőforráscsoport
Kapacitástervezés: Fő mutatószámok Kapacitás számítás A kapacitás egy meghatározott időszak alatt gyártható termék, vagy nyújtható szolgáltatás mennyisége. Tervezési kapacitás: egy erőforrás vagy erőforráscsoport
Elektromechanikai műszerész Elektromechanikai műszerész
 A /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A SAJÁTOS NEVELÉSI IGÉNYŰ ÉS/VAGY A FOGYATÉKKAL ÉLŐ TANULÓK RÉSZVÉTELE A SZAKKÉPZÉSBEN SZAKPOLITIKAI TÁJÉKOZTATÓ
 A SAJÁTOS NEVELÉSI IGÉNYŰ ÉS/VAGY A FOGYATÉKKAL ÉLŐ TANULÓK RÉSZVÉTELE A SZAKKÉPZÉSBEN SZAKPOLITIKAI TÁJÉKOZTATÓ Szakpolitikai kontextus A nemzetközi adatok azt mutatják, hogy a fogyatékkal élő, valamint
A SAJÁTOS NEVELÉSI IGÉNYŰ ÉS/VAGY A FOGYATÉKKAL ÉLŐ TANULÓK RÉSZVÉTELE A SZAKKÉPZÉSBEN SZAKPOLITIKAI TÁJÉKOZTATÓ Szakpolitikai kontextus A nemzetközi adatok azt mutatják, hogy a fogyatékkal élő, valamint
A modern menedzsment problémáiról
 Takáts Péter A modern menedzsment problémáiról Ma a vezetők jelentős része két nagy problémával küzd, és ezekre még a modern a természettudományos gondolkodáson alapuló - menedzsment és HR elméletek sem
Takáts Péter A modern menedzsment problémáiról Ma a vezetők jelentős része két nagy problémával küzd, és ezekre még a modern a természettudományos gondolkodáson alapuló - menedzsment és HR elméletek sem
MENEDZSMENT ALAPJAI Bevezetés
 MENEDZSMENT ALAPJAI Bevezetés Dr. Gyökér Irén egyetemi docens 2012 ősz Jegyzetek, diasorok - ÜTI honlap http://www.uti.bme.hu/cgibin/hallgato/tantargyak.cgi?detail=true&tantargy_id=15035 Folyamatos számonkérés:
MENEDZSMENT ALAPJAI Bevezetés Dr. Gyökér Irén egyetemi docens 2012 ősz Jegyzetek, diasorok - ÜTI honlap http://www.uti.bme.hu/cgibin/hallgato/tantargyak.cgi?detail=true&tantargy_id=15035 Folyamatos számonkérés:
Anyagfolyamatok optimalizálása a SeaTex gyártóterületen
 Anyagfolyamatok optimalizálása a SeaTex gyártóterületen Tartalom W.E.T. Automotive Systems Magyarország Kft. SeaTex Lean a W.E.T.-nél A projekt bemutatása: Célok VSM, veszteségelemzés (Muda-walk) Taktidő
Anyagfolyamatok optimalizálása a SeaTex gyártóterületen Tartalom W.E.T. Automotive Systems Magyarország Kft. SeaTex Lean a W.E.T.-nél A projekt bemutatása: Célok VSM, veszteségelemzés (Muda-walk) Taktidő
A HACCP rendszer fő részei
 A HACCP története Kialakulásának okai A HACCP koncepció, bár egyes elemei a racionális technológiai irányításban mindig is megvoltak, az 1970-es évekre alakult ki, nem kis mértékben az űrutazásokhoz szükséges
A HACCP története Kialakulásának okai A HACCP koncepció, bár egyes elemei a racionális technológiai irányításban mindig is megvoltak, az 1970-es évekre alakult ki, nem kis mértékben az űrutazásokhoz szükséges
A női erőforrás menedzsment fontossága és aktuális kérdései. Dr. Vámosi Tamás egyetemi adjunktus PTE FEEK
 A női erőforrás menedzsment fontossága és aktuális kérdései Dr. Vámosi Tamás egyetemi adjunktus PTE FEEK Bevezető gondolatok A nők esélyegyenlőségi törekvései már régóta a társadalmigazdasági rendszer
A női erőforrás menedzsment fontossága és aktuális kérdései Dr. Vámosi Tamás egyetemi adjunktus PTE FEEK Bevezető gondolatok A nők esélyegyenlőségi törekvései már régóta a társadalmigazdasági rendszer
Suri Éva Kézikönyv www.5het.hu. Kézikönyv. egy ütős értékesítési csapat mindennapjaihoz. Minden jog fenntartva 2012.
 Kézikönyv egy ütős értékesítési csapat mindennapjaihoz 1 Mi az, amin a legtöbbet bosszankodunk? Az értékesítőink teljesítményének hektikusságán és az állandóan jelenlévő fluktuáción. Nincs elég létszámunk
Kézikönyv egy ütős értékesítési csapat mindennapjaihoz 1 Mi az, amin a legtöbbet bosszankodunk? Az értékesítőink teljesítményének hektikusságán és az állandóan jelenlévő fluktuáción. Nincs elég létszámunk
LEAN BESZERZÉS AZ ELMŰ-BEN. MLKBT 17. kongresszusa Balatonalmádi, 2009. november 12. Sámson Gergely
 LEAN BESZERZÉS AZ ELMŰ-BEN MLKBT 17. kongresszusa Balatonalmádi, 2009. november 12. Sámson Gergely Áttekintés ELMŰ-ÉMÁSZ Társaságcsoport, Beszerzési Ig. ELMŰ beszerzés fejlődése Lean beszerzés Fejlesztési
LEAN BESZERZÉS AZ ELMŰ-BEN MLKBT 17. kongresszusa Balatonalmádi, 2009. november 12. Sámson Gergely Áttekintés ELMŰ-ÉMÁSZ Társaságcsoport, Beszerzési Ig. ELMŰ beszerzés fejlődése Lean beszerzés Fejlesztési
Egy országos jelentőségű beruházási projekt beszállítójává válásához szükséges stratégiai döntések
 Egy országos jelentőségű beruházási projekt beszállítójává válásához szükséges stratégiai döntések Dr. Boda György Boda & Partners Kft partnere Budapesti Corvinus egyetem, egyetemi docens.. XXIII. Magyar
Egy országos jelentőségű beruházási projekt beszállítójává válásához szükséges stratégiai döntések Dr. Boda György Boda & Partners Kft partnere Budapesti Corvinus egyetem, egyetemi docens.. XXIII. Magyar
3 + 1 SZEMPONT. gy jó coach többek között arról ismerszik meg, hogy mielőtt a hogyannal
 24 SÁNDOR Jenő 3 + 1 SZEMPONT A COACH-KÉPZÉS KIVÁLASZTÁSÁHOZ Először is lépjünk egyet hátra: mi a coaching? E gy jó coach többek között arról ismerszik meg, hogy mielőtt a hogyannal foglalkozna, világos
24 SÁNDOR Jenő 3 + 1 SZEMPONT A COACH-KÉPZÉS KIVÁLASZTÁSÁHOZ Először is lépjünk egyet hátra: mi a coaching? E gy jó coach többek között arról ismerszik meg, hogy mielőtt a hogyannal foglalkozna, világos
SONIMA. Az Ön partnere a moduláris üzleti szolgáltatások terén
 SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
SONIMA Az Ön partnere a moduláris üzleti szolgáltatások terén 1 Moduláris megoldások Manufacturing Gyártás Assembly Szerelés Industrial Ipari Cleaning tisztítás Warehousing Raktározás Logisztika Logistics
3. A VÁLLALKOZÁSOK ERŐFORRÁSAI
 3. A VÁLLALKOZÁSOK ERŐFORRÁSAI 3.1 A vállalkozás eszközei és szerepük a gazdálkodásban A vállalkozás tevékenysége ellátásához felhasznált eszközeit a számviteli törvény a következő csoportokba rendezi:
3. A VÁLLALKOZÁSOK ERŐFORRÁSAI 3.1 A vállalkozás eszközei és szerepük a gazdálkodásban A vállalkozás tevékenysége ellátásához felhasznált eszközeit a számviteli törvény a következő csoportokba rendezi:
A KÖRNYEZETI INNOVÁCIÓK MOZGATÓRUGÓI A HAZAI FELDOLGOZÓIPARBAN EGY VÁLLALATI FELMÉRÉS TANULSÁGAI
 A KÖRNYEZETI INNOVÁCIÓK MOZGATÓRUGÓI A HAZAI FELDOLGOZÓIPARBAN EGY VÁLLALATI FELMÉRÉS TANULSÁGAI Széchy Anna Zilahy Gyula Bevezetés Az innováció, mint versenyképességi tényező a közelmúltban mindinkább
A KÖRNYEZETI INNOVÁCIÓK MOZGATÓRUGÓI A HAZAI FELDOLGOZÓIPARBAN EGY VÁLLALATI FELMÉRÉS TANULSÁGAI Széchy Anna Zilahy Gyula Bevezetés Az innováció, mint versenyképességi tényező a közelmúltban mindinkább
ÉLETMŰHELY. Mi a program célja?
 ÉLETMŰHELY Mi a program célja? A kreatív gondolkodás és a kreatív cselekvés fejlesztése, a személyes hatékonyság növelése a fiatalok és fiatal felnőttek körében, hogy megtalálják helyüket a világban, életük
ÉLETMŰHELY Mi a program célja? A kreatív gondolkodás és a kreatív cselekvés fejlesztése, a személyes hatékonyság növelése a fiatalok és fiatal felnőttek körében, hogy megtalálják helyüket a világban, életük