Forgácsoló gyártócellák, gyártórendszerek
|
|
|
- Eszter Siposné
- 6 évvel ezelőtt
- Látták:
Átírás
1 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek
2 Forgácsoló gyártócellák, gyártórendszerek VÁZLAT Forgácsolási eljárások áttekintése Forgácsoló (rugalmas) gyártócella fogalma Megmunkáló központok (MC) Munkadarab ellátás Szerszámellátás, szerszámcsere Rugalmas gyártórendszerek Példák Gyártócellák 2
3 Forgácsoló gyártócellák, gyártórendszerek Forgácsolási eljárások áttekintése Gyártócellák 3
4 Alakadó technológiák Elsődleges: (melegalakítás) - nyersvas gyártás - öntöttvas gyártás - acél gyártás Másodlagos: (melegalakítás) - öntés - kovácsolás - meleg hengerlés - melegen húzás Harmadlagos: (hidegalakítás) - hideg hengerlés - folyatás - redukálás - zömítés Negyedleges: - forgácsolás Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( ) Gyártócellák 4
5 Egy termék kialakulási folyamata Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( ) Gyártócellák 5
6 A forgácsoló megmunkálás Gyártócellák 6
7 A forgácsolás alapvető tényezői Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anynagok és Megmunkálások II. ( ) Gyártócellák 7

8 Hengeres felületek forgácsolása Gyártócellák 8

9 Sík felületek forgácsolása Gyártócellák 9

10 Csavar felületek forgácsolása Gyártócellák 10

11 Alakos felületek forgácsolása Gyártócellák 11

12 a ESZTERGÁLÁS FORGÁCSOLÓ FŐMOZGÁS: FORGÓ f v FORGÁCSOLÁSI SEBESSÉG n FORDULATSZÁM a FOGÁSMÉLYSÉG f - ELŐTOLÁS MELLÉKMOZGÁS: HALADÓ TENGELY IRÁNYÚ: HOSSZ SURÁR IRÁNYÚ: KERESZT MINDKÉT IRÁNYBAN PÁLYAMENTI ESZTERGÁLÁS FORG. FŐMOZGÁST A MUNKADARAB MELLÉKMOZGÁST A SZERSZÁM VÉGZI Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( ) Gyártócellák 12
13 Forgácsoló megmunkálások Fúrás Gyártócellák 13
14 Forgácsoló megmunkálások Gyalulás, Vésés Gyártócellák 14
15 Forgácsoló megmunkálások Üregelés Gyártócellák 15
16 Marás változatai: Forgácsoló megmunkálások Gyártócellák 16
17 MARÁS Két alapeljárás: palástmarás (a) és homlokmarás (b) Gyártócellák 17
18 MARÁS A SZERSZÁM TENGELY ÉS MEGMUNKÁLT FELÜLET HELYZETE PALÁSTMARÁS II HOMLOKMARÁS SAROKMARÁS ELŐÁLLÍTOTT FELÜLET: - SÍK - HENGER - CSAVAR - FOGAZAT (LEFEJTÉS) - ALAKOS - PROFILOZÁS (SZERSZÁM) - MÁSOLÁS (SABLON) - NC/CNC (PROGRAM) Gyártócellák 18
 EGYÜTT DOLGOZÓ 5 TENGELY Gyártócellák")
19 MARÁS 2D 2 1/2 D 3D 5D + FELÜLET NORMÁLISA ÉS A MARÓTENGELY SZÖGE ÁLLANDÓ (~15º) EGYÜTT DOLGOZÓ 5 TENGELY Gyártócellák 19
, míg a jobb oldalon a szerszám szabadon mozoghat úgy, hogy a tengelye a felület normálisával a jobb forgácsképződés, a")
20 MARÁS A CNC-technika terjedésével egyre nagyobb jelentőséget kap a szabad, térbeli felületek marása, különösen a szerszámgyártásban (lásd ábra). Az ábra bal oldalán gömbvégű maróval, szintenként marják a gömbfelületet (3D), míg a jobb oldalon a szerszám szabadon mozoghat úgy, hogy a tengelye a felület normálisával a jobb forgácsképződés, a nullánál nagyobb forgácsolási sebesség miatt mindig egy meghatározott szöget zár be. (5D-s megmunkálás). Gyártócellák 20
 (CNC SZERSZÁMGÉPEKEN) Gyártócellák Forrás: Dr.")
 ELLENIRÁNYÚ MARÁS - - 0 FORGÁCSVASTAGSÁGNÁL LÉP BE, CSÚSZIK AZ ÉL KISEBB ÉLTARTAM -")
21 PALÁSTMARÁS EGYENIRÁNYÚ MARÁS BELÉPÉS A LEGNAGYOBB FORGÁCSVASTAGSÁGNÁL NAGYOBB ÉLTARTAM MEREV, JÁTÉKMENTES GÉP (BEHÚZZA A MDB-OT) (CNC SZERSZÁMGÉPEKEN) Gyártócellák Forrás: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. ( ) ELLENIRÁNYÚ MARÁS FORGÁCSVASTAGSÁGNÁL LÉP BE, CSÚSZIK AZ ÉL KISEBB ÉLTARTAM - HAGYOMÁNYOS SZERSZÁMGÉPEKEN HASZNÁLT 21
22 KÜLSŐ HENGERES FELÜLET PALÁSTKÖSZÖRÜLÉSE Hosszú tengelyeket ezzel az eljárással köszörülnek. Fogásvétel lehet löketenként, kettőslöketenként. Gyártócellák 22

23 Csúcs nélküli KÖSZÖRÜLÉS A csúcs nélküli köszörülés lehet beszúró vagy áteresztő. A beszúró eljárás alkalmazásakor a támasztókorong nincs megdöntve. Az áteresztő módszerhez a támasztókorongot 2-6 fokkal megdöntik, így a munkadarab v f előtoló sebességgel halad a vezetősínen. Ezzel a módszerrel több méter hosszú rudak is köszörülhetők Gyártócellák 23
24 Forgácsoló megmunkálások Síkköszörülés változatai Gyártócellák 24
25 Forgácsoló gyártócellák, gyártórendszerek Forgácsoló (rugalmas) gyártócella fogalma Gyártócellák 25

26 SZÉCHENYI ISTVÁN EGYETEM GYŐR
27 Rugalmas forgácsoló gyártócella fogalma Történeti áttekintés 1. Az 1950-es évekig egycélú megmunkáló szerszámgépeken, emberi munkával folyt a termelés, viszonylag kevés automatizált berendezés volt, azok is mechanikus programhordozóval működtek. Az 1950-es években megjelentek az első NC (Numerical Control) szerszámgépek, majd az 1970-es évek közepén első CNC (Computer Numerical Control) szerszámgépek, amelyek már alkalmasak voltak különféle alkatrészek rugalmas automatikus gyártására. Gyártócellák 27
28 Rugalmas forgácsoló gyártócella fogalma Történeti áttekintés 2. A szerszámok szerszámgépen történő tárolásával és azok automatikus cseréjével megalkották a megmunkáló központokat, angolul: Machining Center (MC). Ezek alkotják a rugalmas forgácsoló megmunkálás elemi építő egységeit. Az 1980-as években a munkadarabok automatikus tárolásával és cseréjével létrehozták az első rugalmas (flexibilis) gyártócellákat, angolul: Flexible Manufacturing Cell (FMC). Gyártócellák 28
29 Történeti áttekintés 3. Rugalmas forgácsoló gyártócella fogalma Az 1990-es években megjelentek a rugalmas gyártórendszerek, angolul: Flexible Manufacturing System (FMS). Az FMS-ekben megoldották a munkadarabok szállításának és raktározásának automatizálást, a kiszolgáló egységek integrálását és az FMS-eket alkotó gyártócellák irányítási hálózattal történő összekötését egy folyamatirányító számítógép irányításával. Becslések szerint 2000-ben mintegy FMS működött a világon, számuk azóta folyamatosan nő. Gyártócellák 29
30 Rugalmas forgácsoló gyártócella fogalma Történeti áttekintés 4. Informatikai modulokkal kiegészítve lokális hálózatok segítségével épül fel a számítógéppel integrált termelés, angol nyelven: Computer Integrated Manufacturing, rövidítve: CIM, amely a gyáron belüli funkciók és a külvilággal való kapcsolatok nagy rendszerré integrálódásának kiteljesedése től jelent meg a Digitális Gyár fogalma, amely a termelés és anyagmozgatás teljes automatizálását jelenti. Gyártócellák 30
31 Rugalmas forgácsoló gyártócella fogalma Rugalmas gyártócella fogalma I. Rugalmas gyártócella (Flexible Manufacturing Cell, FMC) Különböző munkadarabok automatikus gyártására alkalmas berendezés, amely képes az esetenként változó gyártási feladathoz történő gyors alkalmazkodásra. A rugalmas (forgácsoló) gyártócella egy szervezési egység, amely állhat egy vagy több (forgácsoló) szerszámgépegységből, megmunkáló központból. Gyártócellák 31
32 Rugalmas forgácsoló gyártócella fogalma Rugalmas forgácsoló gyártócella fogalma II. Rugalmas gyártócella Mukadarabcsaládok elemeit munkálja meg, Kiegészítő funkciók; munkadarab- és szerszám ellátás,mérési és felügyeleti funkciók automatizáltak, Felügyelet (kezelő személyzet) nélküli, vagy csökkentett létszámmal történő üzemelés a második és a harmadik műszakban (akár vasárnap) Forgácsoló gyártócellák, gyártórendszerek 32
33 Rugalmas forgácsoló gyártócella fogalma Rugalmas gyártócella fogalma III. A gyártási feladat változása nem mindig igényel felszerszámozást, gépelőkészítést, elegendő a megmunkálási program megváltoztatása, A gyártócellák felépítése függ a munkadarab jellegétől: a szekrényes alkatrészeket palettákon mozgatják a forgástest alakú alkatrészek mozgatására leggyakrabban ipari robotokat (síkportál, illetve térportál) használnak. A robot végezhet szerszám-, vagy munkadarab-befogó készülék cserét is. Gyártócellák 33
34 Rugalmas forgácsoló gyártócella fogalma Rugalmas gyártócella fogalma IV. A gyártócellák felépítése függ a munkadarab jellegétől, a forgástest alakú munkadarabok gyártására alkalmas gyártócellák (esztergáló cellák) és szekrényes alkatrészek gyártócellái leginkább a munkadarab mozgatás megoldásában mutatnak jelentős eltérést. Az következő dián látható néhány - eszterga gyártócellán megmunkálható - alkatrész fényképe Forgácsoló gyártócellák, gyártórendszerek 34

35 Rugalmas forgácsoló gyártócella fogalma Eszterga gyártócellán elkészíthető munkadarabok Forgácsoló gyártócellák, gyártórendszerek 35
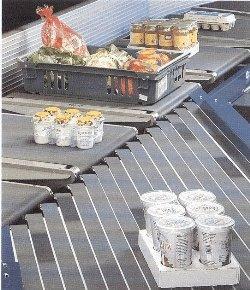
36 Rugalmas forgácsoló gyártócella A sík felületekkel határolt, úgynevezett szekrényes alkatrészeket palettákon mozgatják (Az ábrán a kék színű tárolón látható, szürke színű készülékek a paletták.) A paletta egy speciális készülék, az iparban - a szekrényes alkatrészek szállítására - általánosan használt. Erre szerelik fel a munkadarabot a gyártás előtt, majd ezen halad a munkadarab a gyártás során az egyes munkaállomások között. Ennek segítségével történik a szerszámgépeken - az úgynevezett palettacserével - a megmunkálásra váró és a megmunkálandó munkadarabok cseréje. A gyártás befejezése után a munkadarabot leszerelik a palettáról. Méreteit szabványok rögzítik Forgácsoló gyártócellák, gyártórendszerek 36

37 Rugalmas gyártócella fogalma Gyártócella emeletes palettatárral Forgácsoló gyártócellák, gyártórendszerek 37
38 Rugalmas forgácsoló gyártócella A forgástest alakú alkatrészek mozgatására leggyakrabban ipari robotokat használnak. A térkihasználás szempontjából legelőnyösebb a felsőpályás portál robot alkalmazása. Megoldhatja a munkadarab- és a szerszámcserét, sőt a munkdarab-befogó készülék cseréjét is. A portálrobot lehet síkportál, vagy térportál robot. A térportál robot három mozgástengellyel rendelkezik, alkalmas egy adott térben elhelyezkedő objektumok kiszolgálására képes, kedvező helykihasználásával megoldhatja a teljes körű kiszolgálást, költségesebb megoldás A síkportál robot Kettő mozgástengellyel rendelkezik, csak egy adott síkban elhelyezkedő objektumok kiszolgálására képes. Gyártócellák 38


39 Rugalmas forgácsoló gyártócella Gyártócella síkportálrobottal Gyártócella térportálrobottal Gyártócellák 39
40 Rugalmas forgácsoló gyártócella Egyszerű megoldást jelent az esztergagép mellett elhelyezett, vagy az oldalára épített ipari robot, amely a szerszámgép és annak közvetlen közelében elhelyezett tároló között dolgozik. A kedvezőtlen helykihasználása miatt ez a megoldás egyre inkább háttérbe szorul Forgácsoló gyártócellák, gyártórendszerek 40
41 Rugalmas gyártócella Megmunkáló központok Machining Center, MC Gyártócellák 41
42 Forgácsoló gyártócellák, gyártórendszerek A forgácsoló szerszámgépek, valamint a szerszámgépek részegységeinek, építőelemeinek fejlődését a nagyobb fő- és mellékmozgási sebességek, a szélesebb alkalmazási kör (pl. a forgácsoló központok), a nagyobb pontosság és a nagyobb megbízhatóság iránti igény határozza meg. Nagy jelentőséggel bír az un. elektronikus kinematikai lánc megjelenése, továbbá a közvetlen (direkt) hajtások (a főorsóval egybeépített villamos motor) Gyártócellák 42
43 Forgácsoló gyártócellák, gyártórendszerek A CNC (Computer Numerical Control) általánossá válása azt (is) jelenti, hogy a szerszámgépet a gépkezelő csak közvetett formában, a vezérlő berendezés révén irányítja, és így a szerszámgép konstrukciós felépítésénél nem kell figyelembe venni az ember adottságait, az új szerszámgép struktúrák nagyszámú variációi Gépészeti szempontból a korszerű CNC vezérlésű szerszámgép egyszerűbb, mint a hagyományos szerszámgép. Valamennyi mozgástengely egyedi hajtással rendelkezik, a kinematika egyszerűbb. Az egyes funkciók tipizáltak, a szerszámgép építő egységei többnyire készen vásárolhatók beszállítóktól. A szerszámgépgyártás fokozatosan szerelő iparággá válik Forgácsoló gyártócellák, gyártórendszerek 43
44 Forgácsoló gyártócellák, gyártórendszerek A forgácsoló szerszámgépek két nagy csoportja különböztethető meg: a szekrényes (sík felületekkel határolt) alkatrészeket megmunkáló szerszámgépek (ezek közé sorolhatók a megmunkáló központok), illetve a forgástest alakú munkadarabok megmunkálásra alkalmas szerszámgépek (ezek közé sorolhatók az eszterga központok). Fejlődésük sokáig egymástól függetlenül, elválasztva folyt. Jelenleg a két csoport érzékelhetően közelít egymáshoz; így például egy esztergáló központ csak abban különbözik egy megmunkáló központtól, hogy ez utóbbi a munkadarabbal nem tud forgó mozgást végezni Forgácsoló gyártócellák, gyártórendszerek 44
45 Megmunkálóközpontok Megmunkáló központok jellemzői: Forgácsoló gyártócellák meghatározó komponensei, Különböző műveletek egy felfogásban történő elvégzése, készre munkálása, műveletkoncentráció Elsősorban szekrényszerű, illetve bonyolult, szoborszerű alkatrészek, térbeli felületek megmunkálása alkalmasak Műveletek: fúrás, marás, dörzsölés, menetvágás, stb. CNC vezérlés Automatikus szerszámcsere, Osztó, forgó asztal, a munkadarab négy oldalának megmunkálására Mérési és felügyeleti funkció Forgácsoló gyártócellák, gyártórendszerek 45

46 Megmunkálóközpontok Megmunkálóközpontok jellemzői: Automatikus munkadarab (paletta) csere Magas automatizáltsági szint, rugalmasság, gyors alkalmazkodó képesség a változó gyártási feladathoz Megmunkáló központokon megmunkálható jellegzetes alkatrészek Forgácsoló gyártócellák, gyártórendszerek 46
47 Megmunkálóközpontok Megmunkálóközpontok A rugalmas gyártócellák és gyártórendszerek alapját képezik Követelmények: Szerszámtár és szerszámcserélő rendszer elhelyezése a főorsó közelében A három lineáris tengelyt kiegészítő egy, vagy két forgó tengely (3D, 4D, 5D) A munkadarab cserét biztosító állandó asztalmagasság Gépmegoldások: Vízszintes főorsó elrendezésű megmunkáló központok Függőleges főorsó elrendezésű megmunkáló központok Gyártócellák 47
 megmunkáló központok 5 tengelyes (5D) megmunkálóközpont (SZE laborban)")
48 Megmunkálóközpontok Megmunkálóközpontok Példák a különböző kivitelekre: Vízszintes megmunkáló központok Függőleges megmunkáló központok 4, 5 tengelyes (4D, 5D) megmunkáló központok 5 tengelyes (5D) megmunkálóközpont (SZE laborban) Gyártócellák 48
 Öttengelyes")

49 Megmunkálóközpontok Megmunkálóközpontok (Példák) Öttengelyes megmunkálóközpont munkatere (SZE) Háromtengelyes megmunkálóközpont (SZE) Gyártócellák 49
50 Megmunkálóközpontok Jellegzetes vízszintes megmunkáló központok Mozgó oszlopos változatok Álló asztalos MC kétkaros szerszámcsrélővel, lánctárral Gyártócellák 50
51 Megmunkálóközpontok Szerszámgéphez kötött koordinátarendszer Öttengelyes megmunkáló koordináta rendszere Forgácsoló gyártócellák, gyártórendszerek 51
52 Megmunkálóközpontok Koordináta asztalos függőleges gép Állókapus (portálos) megmunkálóközpont Gyártócellák 52

53 Rugalmas gyártórendszer felépítése Gyártócellák 53

54 Megmunkálóközpontok Vízszintes megmunkáló központ lineáris motorokkal + Y - Gyártócellák 54
55 Megmunkálóközpontok Öttengelyes megmunkáló központ + Y Gyártócellák 55
56 Megmunkálóközpontok Szerkezeti, konstrukciós jellemzők Főhajtás, direkt hajtású főorsó Előtoló hajtóművek Szerszámcserélők Munkadabcsere (paletta cserélők) Osztó asztal Gyártócellák 56
 elterjedését eredményezi. A tízezres nagyságrendnél kezdődik, furatköszörűknél pedig a 200.000 fordulat/perc sem számít ritkának.")
57 Megmunkálóközpontok Főhajtás Régebben: hajtómotorok aszinkron, majd pólusváltós motorok Napjainkban: a fordulatszám-növekedés tendenciája, ami a főhajtóművek vonatkozásában a fokozatok csökkenését és a közvetlen hajtás ( motor-főorsó kapcsolat ) elterjedését eredményezi. A tízezres nagyságrendnél kezdődik, furatköszörűknél pedig a fordulat/perc sem számít ritkának. Ezt a fejlődést a hajtás és szabályozástechnika, és a csapágyazások nagymérvű fejlődése tette lehetővé. Gyártócellák 57
58 Megmunkálóközpontok Főhajtóműveknél az egyenáramú (DC) motorok korlátozott sebességszabályozhatóságuk és a szénkefék kopása miatt egyre inkább az aszinkron váltóáramú ( AC ) motoroknak adják át a helyüket. Ezek egyszerűbb változatai a sebességszabályozást frekvenciaszabályozással, a nagyobb, pontosabb motorok az un. vektor szabályozással (az armatúraáram és a rotoráram bonyolult szabályozásával) oldják meg. Gyártócellák 58

59 Megmunkálóközpontok Direkt hajtású főorsó Gyártócellák 59

60 Megmunkálóközpontok Az előtoló hajtások motorjainál a főmotorokhoz hasonlóan váltóáramú indukciós motorok (un. AC szervók) kerültek előtérbe. Ezek rövid ideig a névleges nyomaték többszörösét képesek kifejteni, ezért a szánok gyorsítására jól megfelelnek. Terjednek a lineáris hajtású szerszámgépek. Gyártócellák 60
61 Megmunkálóközpontok Hagyományos hajtástechnika Orsómenetemelkedés, orsófordulatszám, hő, kopás, rezgések, Elektromechanikus hajtás golyósorsóval Golyósorsó-anya kapcsolat Gyártócellák 61
62 Megmunkálóközpontok Hagyományos hajtástechnika A technika határai: Maximális előtolás V B = m/min Max. gyorsjárati sebesség V E = m/min Maximális gyorsulás a = 10 m/s² A hajtáselemek maximális terhelhetősége Elektromechanikus hajtásnál a maximális erősítési tényező: K v = (m/min)/mm Gyártócellák 62
63 Megmunkálóközpontok. A hagyományos mechanikus hajtások főbb hátrányai: Korlátozott a hajtáselemek maximális terhelhetősége Problémát okozhat a hajtás által keltett mechanikus rezonanciafrekvencia Számolni kell a hő, a kopás, valamint a rezgések által okozott működési problémákkal is. Gyártócellák 63

64 Megmunkálóközpontok I Forgácsoló gyártócellák, gyártórendszerek 64

65 Megmunkálóközpontok. Lineáris motor elvi felépítése Gyártócellák 65

66 Megmunkálóközpontok III. Gyártócellák 66
67 A lineárhajtástechnika előnyei Megmunkálóközpontok Lineáris motorok alkalmazásával kiesnek a megmunkálóközpontok hagyományos hajtáselemei mint pl.: golyósorsó, hajtómű és kuplungok. Ezáltal és a modern digitális hajtás-technika felhasználásával a következő előnyök érhetők el: nincsenek mechanikus hajtáselemek, egyszerű szerelhetőség, magas gyorsulási képesség a kontúr és pozícionálási pontosság megtartása, nagy dinamika, rövid pozícionálási idő, nagy kontúrpontosság magas mozgási sebességek mellett is nincs forgásirányváltási hiba, Gyártócellák 67
68 Megmunkálóközpontok A lineárhajtástechnika előnyei (folytatás) nincs a hajtáselemek kopása által okozott játékhiba nagy sebességtartási képesség nagy szerkezeti merevség, jó terhelhetőség magas megbízhatóság a kopóelemek hiánya miatt kismértékű kopás, hosszú élettartam, kisebb karbantartási igény, túlterhelési sérülések elkerülése a motorba épített hőmérsékletfelügyelet által Gyártócellák 68

69 Megmunkálóközpontok Lineáris hajtástechnika hátrányai: Magas mágneses tér a motornál, ezért mágnesezhető anyag megmunkálása esetén védeni kell a motort a forgácstól A motorhűtéssel szemben magasabb követelményeknek kell megfelelni Magasabb elektromos követelmények Erőteljesen terjednek a lineáris hajtású megmunkálóközpontok Gyártócellák 69
70 Gyártócellák Osztó, forgó asztalok A megmunkáló központok fontos szerkezeti egysége a folyamatos forgású NC vezérléssel ellátott asztal. A függőleges forgástengelyű, nagy pontosságú, szögelfordulás a legfontosabb követelmény, tipikus feladat a szekrényszerű alkatrészek egymással szöget bezáró felületein lévő - felületelemeinek megmunkálása (pl. fúrás, marás). Két típusa ismert: a folyamatos forgású és az osztó ( indexelő ) asztal. Ezek feladata és konstrukciós kivitele jelentősen eltérő Forgácsoló gyártócellák, gyártórendszerek 70
71 Osztó, forgó asztalok Gyártócellák A folyamatos forgású asztal teljesen azonos a lineáris tengelyekkel, a vezérlő programból lehet megadni a forgó mozgás értelmét, helyzeteit és szögsebességét. Fontos jellemzője, hogy mind álló, mind forgó helyzetében is lehet forgácsolni. Az osztó asztalok a munkadarabot véges számú szöghelyzetbe fordítják, kiemelt jelentőséggel bír a 90 -onkénti elforgatás, mert a leggyakrabban egymásra merőleges irányokban kell forgácsolt felületeket készíteni Forgácsoló gyártócellák, gyártórendszerek 71

72 Gyártócellák Osztó, forgó asztalok Folyamatos forgású forgó asztal Forgácsoló gyártócellák, gyártórendszerek 72
73 Munkadarabellátás Munkadarab ellátás Gyártócellák 73
74 Munkadarabellátás Gyártócellák 74
75 Munkadarabellátás A rugalmas gyártócellákat részegységeit, azaz a szerszámgépeket, az ipari robotokat további egységek, alkotó elemek egészítik ki. Ezek: paletta tároló és cserélő egységek, robotkocsik mosóberendezés mérőberendezés szenzorok vezérlés Gyártócellák 75
76 Munkadarabellátás Paletta, palettatároló egységek, automatikus paletta csere ISO szabvány szerinti paletta a szekrényszerű alkatrészek tárolására és a szerszámgépek közti mozgatásra. A szerszámgépre szabványos csatlakozó felülettel rögzíthető palettát, amelyik elvégzi a munkadarab felfogását, technológiai palettának nevezik. A technológia paletta mérete fontos gépjellemző Forgácsoló gyártócellák, gyártórendszerek 76 76
77 Munkadarabellátás Paletta tároló elrendezések Megjegyzés: Az 1. paletta a szerszámgépen van Gyártócellák 77

78 Automatikus palettacsere Munkadarabellátás Gyártócellák 78
79 Munkadarabellátás Számítógép vezérlésű induktív robotkocsik (Automatic Guided Vehicle, AGV) A szállítórendszer lehet: pályához (sínhez) kötött, padlón mozgó vagy függesztett, a munkadarabot közvetlen formában vagy palettán szállító. Gyártócellák 79
80 Munkadarabellátás A számítógép vezérlésű induktív robotkocsik, amelyek általában a padlóba süllyesztett elektromos kábel indukciós jeleit érzékelve tájékozódnak (Automatic Guided Vehicle, AGV) megbízható és elsősorban nagy méretű, hosszú megmunkálási idejű egységekből álló rendszerek kedvelt szállító egységei. Pályájuk a lefektetett útvonalon belül szabadon programozható. Gyártócellák 80
81 Munkadarabellátás Hátrányuk, hogy a szerszámgépek között viszonylag széles útvonalat igényelnek és a közvetlen paletta/munkadarab cseréhez pozicionálási pontosságuk csak kiegészítő egységekkel lehet elegendő. Gyártócellák 81
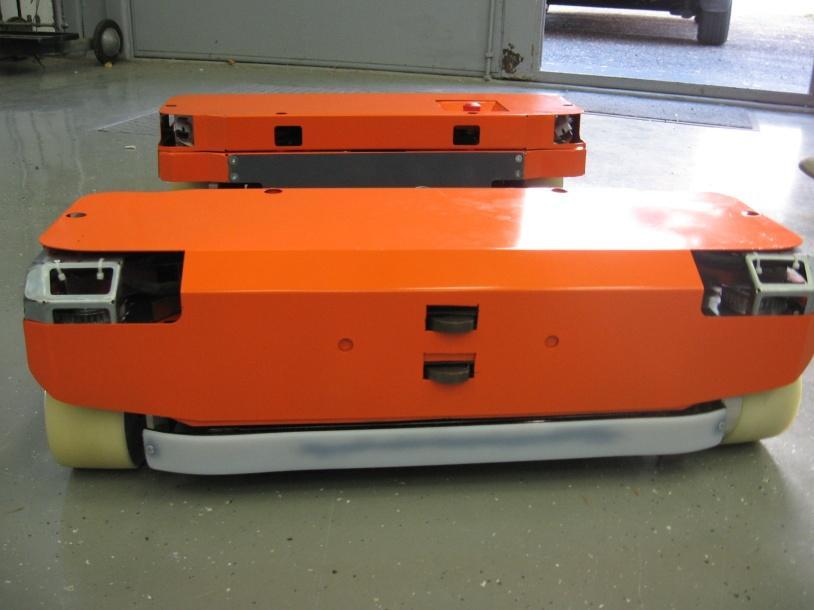



82 Munkadarabellátás Robotkocsi (Automatic Guided Vehicle, AGV) Technika Szortírozás Állványstruktúra Automatizálás Minden egy technikával Gyártócellák 82
83 Szerszámellátás Szerszámellátás Gyártócellák 83
84 Szerszámellátás, szerszámcserélők Szerszámellátás A megmunkáló központ jellegzetes építőeleme a szerszámtár és az automatikus szerszámcserélő. Gyártócellák 84
85 Szerszámellátás, szerszámcserélők Szerszámellátás A szerszámgép csak több szerszámmal tudja készre munkálni a munkadarabot, mert - különösen a furat megmunkálásnál használt - szerszámok erőteljesen specializálódtak, egy-egy szerszám csak egy-egy furatméret, alak- és felületi minőség létrehozására alkalmas. Az automatikus folyamat szerves része a főorsóban lévő szerszám kicserélése a következő megmunkálási műveletelemhez (mozzanathoz) szükséges szerszámra. Ez lényegében szállítási feladat. Az éppen dolgozó szerszám a főorsóban van, az adott munkadarab (munkadarabhalmaz) megmunkálásához szükséges többi szerszám pedig rendezetten a szerszámtárban (szerszám magazinban) helyezkedik el Forgácsoló gyártócellák, gyártórendszerek 85 85
86 Szerszámellátás Szerszámellátás, szerszámcserélők A főorsóban lévő szerszámot el kell szállítani a tár egy kijelölt helyére, a szerszámtár egy másik helyéről pedig az új, soron következő szerszámot kell a főorsóhoz szállítani. Másodlagos folyamatként mind a tároló helyeknél, mind a cserélő szerkezetnél, mind a főorsóban a rögzítés és oldás, a megfogás és az elengedés zajlik le összehangolt módon, amikor a tár, a cserélő és a főorsó egymásnak adják át a szerszámot Forgácsoló gyártócellák, gyártórendszerek 86 86
87 Szerszámellátás Szerszámellátás, szerszámcserélők A szerszámtárak típusai: dobtárak, lánctárak és egyenes tárak. Alapvető konstrukciós követelmény, hogy a szerszám tár és a főorsó egymáshoz közel helyezkedjen el a minél rövidebb cserélő mozgás biztosítása érdekében. A dobtár egyszerű kör alakú tárcsa, ennek kerületén helyezkednek el a szerszámtartók. A dobtáraknak kedvezőtlen a helykihasználása. A lánctár speciális tagokból felépített lánc, ezekre a lánctagokra egy-egy szerszámtartó el emet erősítenek Forgácsoló gyártócellák, gyártórendszerek 87 87

88 Példák szerszámcserélőre Szerszámellátás Gyártócellák 88

89 Esztergáló gyártócellák Eszterga jellegű megmunkáló gépen/ eszterga gyártócellán elkészíthető munkadarabok Forgácsoló gyártócellák, gyártórendszerek 89 89
90 Esztergáló gyártócellák Esztergáló központ Külön szánnal hajtott szerszámokkal Gyártócellák 90
91 Eszterga gyártócellák Eszterga központ és koordináta tengelyei Forgácsoló gyártócellák, gyártórendszerek 91 91

92 Esztergáló gyártócellák Iker- és segédorsós esztergáló központok Gyakran a munkadarab még az előzőekben felvázolt szerszámgépen sem munkálható meg mindkét oldalról, a munkadarabot 180 -kal át kell fordítani, és újra be kell fogni. Ezt az átfordítást kézzel, vagy gyártócellánál - ipari robottal és egy kettős megfogó szerkezettel meg lehet oldani. Ennek ideje növeli a mellékidőt, más megoldást is kerestek. Olyan eszterga központokat is készítenek, amelyeknek két, egymással szemben elhelyezkedő főorsóval rendelkeznek, ezeknél az átfogási művelet helyettesíthető azzal, hogy a két főorsó veszi át egymástól a munkadarabot. Gyártócellák 92
93 Esztergáló gyártócellák Iker- és segédorsós esztergáló központok A kétorsós szerszámgépeknek két alaptípusa ismert: ikerorsós, vagy segédorsós eszterga központokat építenek. Az ikerorsós szerszámgépnél a két főorsó azonos teljesítményű és pontosságú, valójában két szerszámgép összeépítésének felel meg. A segédorsós szerszámgép esetén a segédorsó kisebb teljesítményű és csak a kevésbé kényes műveletek elvégzésére szolgál. Követelmény a két orsó pontos együttfutásának biztosítása Gyártócellák 93


94 Iker- és segédorsós esztergáló központok Esztergáló gyártócellák Ikerorsós esztergáló központ Segédorsós esztergáló központ Forgácsoló gyártócellák, gyártórendszerek 94 Gyártócellák 94

95 Iker- és segédorsós esztergáló központok Esztergáló gyártócellák Forgácsoló gyártócellák, gyártórendszerek 95 95
96 Rugalmas gyártórendszer Rugalmas forgácsoló gyártórendszerek Gyártócellák 96
97 Rugalmas gyártórendszer Rugalmas gyártórendszer Fogalma, kialakulása, alkalmazási területei A rendszerbe kapcsolt egységek: Forgácsoló szerszámgép(ek) Mérőgép(ek) Mosó állomás A rendszer irányítása Paletta ellátás Szerszámellátás Hűtővíz ellátás Forgácskezelés Gyártócellák 97
98 Rugalmas gyártórendszer fogalma A rugalmas gyártórendszer (FMS) több, egymással összekapcsolt gyártócellából tevődik össze, a gyártócellák szerszámgépei különféle munkadarabokat - párhuzamosan - munkálnak meg. A gyártás folyamatosságát egy-egy egység átállítása nem zavarja meg. A gyártó egységeket (pl. a gyártó cellákat) közös irányító egység és munkadarab-, esetleg szerszám ellátó egység köti össze. A munkadarab továbbítás nem kötött ütemű, a szerszámgépek hozzáférése tetszőleges sorrendben történhet. Gyártócellák 98
99 Rugalmas gyártórendszer Az FMS-ben a szállító-raktározó egység felépítését a gyártandó munkadarabok alakja (forgástest vagy szekrényes) befolyásolja. Rugalmas gyártórendszereknél a munkadarabok, szerszámok helyzetét, állapotát a rendszerirányítás folyamatosan felismeri. Ezek a rugalmas gyártó sorok a merev automatizálást képviselő gépsorokat váltják fel. (Elsősorban a gépjárműiparban, a gépkocsigyártásban terjedtek el). Gyártócellák 99
100 Rugalmas gyártórendszer A megmunkáló egységek egy sorban helyezkednek el, és a munkadarabok haladási útvonala az egyes megmunkáló egységek munkaterein át is vezethet (in line típus). Ha munkadarab áramlás fő útvonala a szerszámgépen kívül halad (off line típus), az egyes gépekhez jobb a hozzáférés. Gyártócellák 100
101 Gyártócellák Gyártórendszer vezérlő belső struktúrája Gyártócellák 101
 TECHNOLÓ GIAI ALRENDSZE R MEGM. KÖZP. MEGM. KÖZP. MÉRŐGÉP PALETTA- CSERÉLŐ ANYAGELL ÁTÁSI ALRENDSZE R ROBOTKOCSI RAKTÁR Gyártócellák 102")
102 Rugalmas gyártórendszer felépítése Rugalmas FMSC DNC HELYI HÁLÓZAT (LAN) INFORMÁCI ÓS ALRENDSZE R gyártórendszer felépítése, CNC PLC SZERSZÁM- TÁR CNC PLC MMC ROC alkotó egységei (FMS) TECHNOLÓ GIAI ALRENDSZE R MEGM. KÖZP. MEGM. KÖZP. MÉRŐGÉP PALETTA- CSERÉLŐ ANYAGELL ÁTÁSI ALRENDSZE R ROBOTKOCSI RAKTÁR Gyártócellák 102
103 Rugalmas gyártórendszer Rugalmas gyártórendszer Gyártócellák 103
104 Rugalmas gyártórendszer A rugalmas gyártó rendszerek irányítási rendszerének felépítésére többnyire a hierarchikus irányítás és az osztott intelligencia jellemző. A gyártórendszerek irányításának hierarchiája azt jelenti, hogy a döntések általában a legalacsonyabb szinten történnek, ott, ahol a szükséges információ rendelkezésre áll. Ugyanakkor magasabb szintekről bármely információ elérhető, például az NC vezérlés bármely regisztere lekérdezhető. Erre akkor kerül sor, ha egy alsóbb szintű döntést felül kell bírálni. Gyártócellák 104
105 Rugalmas gyártórendszer A rugalmas gyártó rendszerben a gyártó cellák vezérlőit egy központi (folyamatirányító) számítógép irányítja, így valójában ez a számítógép irányítja az egész gyártási folyamatot. A rendszer működését irányító utasítások a folyamatirányító számítógépből indulnak a cellavezérlők felé. A cellavezérlők lebontják a kapott utasításokat a szerszámgép vezérlések számára végrehajtás céljára. Gyártócellák 105
106 Rugalmas gyártórendszer Maguk a cellavezérlők is működőképesek, a folyamatirányító számítógép engedélyével vagy külső parancs hatására egymással is tudnak kommunikálni és egyszerű feladatokat végrehajtani. Az irányítási rendszerekben a rugalmas gyártó rendszert irányító, a cellavezérlő és raktári számítógépeket az intelligens vezérlőkkel (CNC, PLC, ROC, mérőgép vezérlők, belső anyagmozgatásban használt robotjárművek vezérlői, stb.) un. LAN (Local Area Network) hálózat kapcsolja össze. Ennek a helyi számítógépes hálózatnak a tipikus prokollja a MAP (Manufacturin Automation Protocol). Gyártócellák 106
107 Gyártócellák Példák Gyártócellák 107
108 Gyártócellák Eszterga gyártócella (négy tengelyes) (MAZAK) Gyártócellák 108

109 Forgácsoló megmunkáló FMS 5D megmunkáló központok alkotják a cella forgácsoló gépeit A cellához illesztett szoftver támogatja az alkalmazások tervezését A cella egységei: 4 forgácsoló gép Adagoló állomás Továbbító rendszer Raktár Központi számítógép Gyártócellák 109

110 Gyártócellák Esztergáló Gyártócella REKARD Gyártócellák 110

111 Gyártócellák Gyártócella tengelycsonk gyártásához BPW Szombathely Gyártócellák 111
112 Cella emeletes palettatárral Gyártócellák Gyártócellák 112

113 Esztergáló gyártócella EMCO Gyártócellák Gyártócellák 113

114 Gyártócellák Eszterga megmunkáló központ (Gildemeister) SZE laborban május (négy tengelyes) Gyártócellák 114
115 Térportál kiszolgálású gyártócella Gyártócellák Gyártócellák 115

116 Gyártócellák Oktató gyártócella EMCO Concept Mill 105 marógéppel és Mitsubishi robottal Gyártócellák 116


117 Rugalmas gyártórendszer Hengerfej megmunkáló sor GM Gyártócellák 117

118 A megmunkálás automatizáltsága A megmunkáló cella NEMAK Gyártócellák 118

119 A megmunkálás automatizáltsága A pozicionáló kiemelő Gyártócellák 119
120 NEMAK Gyártócellák 120

121 A megmunkálás automatizáltsága A forgácsoló megmunkálás Heller MC 25 típusú megmunkáló központokon történik. SINUMERIK 840D vezérléssel. A munkadarab megmunkálása 3 ciklusra tagolható: Munkadarab behelyezése a gépbe Munkadarab megmunkálása Munkadarab kivétele a gépből Gyártócellák 121

122 Rugalmas gyártórendszer felépítése Forgácsoló FMS Gyártócellák 122
123 Köszönöm megtisztelő figyelmüket! Gyártócellák 123
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
GYÁRTÁSAUTOMATIZÁLÁS
 Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Megmunkálási technológiák AJ003_2 Gépészmérnöki (BSc) szak GYÁRTÁSAUTOMATIZÁLÁS Összeállította: Dr. Pintér József GYÁRTÁSAUTOMATIZÁLÁS 1. A rugalmas gyártás alapfogalmai 2. Rugalmas gyártócella (Flexible
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló (rugalmas) gyártócella fogalma 2. Megmunkáló
Forgácsoló gyártócellák, gyártórendszerek 2.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 2. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák (FMC) 2. Rugalmas gyártórendszerek
Korszerű szerszámgépek
 SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
SZÉCHENYI ISTVÁN EGYETEM GYŐR SZERSZÁMGÉPEK (NGB_AJ009_2) Korszerű szerszámgépek Összeállította: Dr. Pintér József 2011.09.26. Korszerű szerszámgépek 1 Korszerű szerszámgépek VÁZLAT 1. Kinematikai alapok,
NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA, RUGALMAS GYÁRTÓCELLÁK, GYÁRTÓRENDSZEREK 6. előadás Összeállította:
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1. Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás
 szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA. 12. előadás") SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak NC TECHNOLÓGIA 12. előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
A gyártási rendszerek áttekintése
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) A gyártási rendszerek áttekintése Bevezetés A tantárgy célja A gyártócellák c. tárgy átfogóan foglalkozik a gyártás automatizálás eszközeivel, ezen
Forgácsoló gyártócellák, gyártórendszerek 1.
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Forgácsoló gyártócellák, gyártórendszerek 1. Forgácsoló gyártócellák, gyártórendszerek VÁZLAT 1. Forgácsoló gyártócellák, gyártórendszerek fogalma
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2015.
 Marás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti
CNC gépek szerszámellátása
 CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
CNC gépek szerszámellátása Magyarkúti József BGK-AGI 2009 Figyelem! Az előadásvázlat nem helyettesíti a tankönyvet Dr. Nagy P. Sándor: Gyártóberendezések és rendszerek I.-II., BMF Czéh Mihály Hervay Péter
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás. Dr. Pintér József 2016.
 Marás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Marás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István Egyetem
CNC programozás. Alap ismeretek. Készített: Hatos István
 CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
CNC programozás Alap ismeretek Készített: Hatos István Mit jelent a CNC? A számjegyvezérlés (Numerical Control), a vezérlés a parancsokat az alkatrészprogramból ismeri. Az alkatrészprogram alfanumerikus
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
2011. tavaszi félév. Marás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Marás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2. Forgácsoló szerszámgépek
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Forgácsoló szerszámgépek 3-4. előadás Összeállította: Dr. Pintér József Forgácsoló szerszámgépek Kinematikai alapok, mozgások
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak Forgácsoló szerszámgépek 3-4. előadás Összeállította: Dr. Pintér József Forgácsoló szerszámgépek Kinematikai alapok, mozgások
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta)
") MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) 400 x 400 mm 60-1200 1/min. Főmotor teljesítménye 12\15 kw Főorsó kúp BT 40 Asztal poz.: 0,001 (folyamatos) Fanuc 16i Robot:
IPARI ROBOTOK. Kinematikai strukturák, munkatértípusok. 2. előadás. Dr. Pintér József
 IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
IPARI ROBOTOK, munkatértípusok 2. előadás Dr. Pintér József Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően meghatározza munkaterének alakját, a mozgási sebességét,
5. Az NC programozás alapjai. Az NC technika fejlődése
 5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
5. Az NC programozás alapjai Az NC (Numerical Control) az automatizálás egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből áll
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2016.
 Esztergálás. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2016. Felhasznált irodalom: Dr. Kodácsy János - Dr. Pintér József: Forgácsolás és szerszámai. Széchenyi István
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) RUGALMAS GYÁRTÓRENDSZEREK LEMEZALAKÍTÁSHOZ ESETTANULMÁNYOK Alapfogalmak Rugalmas gyártórendszer Flexible Manufacturing System (FMS) A rendszer egy
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Gyártástechnológia III. 1.előadás: Gépgyártástechnológia alapfogalmai. előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológia III 1.előadás: Gépgyártástechnológia alapfogalmai előadó: Dr. Szigeti Ferenc főiskolai tanár Gépgyártástechnológia
ROBOTTECHNIKA. Kinematikai strukturák, munkatértípusok. 2. előadás. Dr. Pintér József
 ROBOTTECHNIKA 2. előadás Kinematikai strukturák, munkatértípusok Dr. Pintér József Kinematikai strukturák Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően
ROBOTTECHNIKA 2. előadás Kinematikai strukturák, munkatértípusok Dr. Pintér József Kinematikai strukturák Az ipari robotok kinematikai felépítése igen sokféle lehet. A kinematikai felépítés alapvetően
Forgácsoló megmunkálások áttekintése
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése Bevezetés 2011.04.11. Forgácsoló megmunkálások - áttekintés 2 Forgácsolási alapmodell Forgácsolási alapmodell ábra Gyalulás Alapfogalmak
SZÉCHENYI ISTVÁN EGYETEM GYŐR GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2. Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.
 szak NC, CNC TECHNOLÓGIA. Összeállította: Dr.") GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
GÉPIPARI AUTOMATIZÁLÁS 2. LGB_AJ005_2 Gépészmérnöki (BSc) szak NC, CNC TECHNOLÓGIA Összeállította: Dr. Pintér József 1. NC-technika alapfogalmak 2. NC-technika fejlődéstörténete 3. NC, CNC szerszámgépek
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
Foglalkozási napló. Autógyártó 11. évfolyam
 Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Autógyártó 11. évfolyam (OKJ száma: 34 521 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
06a Furatok megmunkálása
 Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Y Forgácsolástechnológia alapjai 06a Furatok megmunkálása r. ikó Balázs miko.balazs@bgk.uni-obuda.hu r. ikó B. 1 épipari alkatrészek geometriája Y r. ikó B. 2 1 Y Belső hengeres felületek Követelmények:
Web: www.smtech.hu Rövid cégnév: Smtech Kft.
 Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
Web: www.smtech.hu Rövid cégnév: Smtech Kft. E-mail: office@smtech.hu Tel: +36/30/325-3428 (Hederics Tamás Kereskedelmi Igazgató) Rólunk mondták: Eddig 3 gépet rendeltünk a Sheet Metál Technológia Kft-től.
FORGÁCSOLÁS SZERSZÁMAI. előadás
 FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI előadás Felhasznált irodalom: Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások II. (Előadásanyag 2007-2008) BME Járműgyártás és Javítás Tanszék, BP Dr Igaz
FORGÁCSOLÁS SZERSZÁMAI
 FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
FORGÁCSOLÁS SZERSZÁMAI előadás 2011. 10. 18. Forgácsoló eljárások Esztergálás ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák, vagy ezekhez hasonló
10. Az NC programozás alapjai. Az NC technika fejlődése. Az NC technika rugalmas automatizált. nagy termelékenység
 10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
10. Az NC programozás alapjai Az NC (Numerical lcontrol) az automatizálás ti egyik specifikus formája A vezérlés a parancsokat az alkatrészprogramból ismeri Az alkatrészprogram alfanumerikus karakterekből
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia. Dr. Pintér József 2016.
 NC, CNC technológia. Dr. Pintér József 2016.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NC, CNC technológia Dr. Pintér József 2016. 1 Felhasznált irodalom Dr. Szmejkál Attila Ozsváth Péter Járműszerkezeti Anyagok és Megmunkálások
Járműszerkezeti anyagok és megmunkálások II / I. félév. Esztergálás. Dr. Szmejkál Attila Ozsváth Péter
 2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
2007-2008 / I. félév Esztergálás Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki és Gazdaságtudományi Egyetem Közlekedésmérnöki Kar Járműgyártás és javítás Tanszék H-1111, Budapest Bertalan L. u. 2.
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. Machining Navi Kutnyánszky Tamás Területi értékesítési vezető Mi az a Machinin Navi? Olyan rezgés felügyeleti
2011. tavaszi félév. A forgácsolási hő. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév A forgácsolási hő Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
Foglalkozási napló a 20 /20. tanévre Gépgyártástechnológiai technikus szakma gyakorlati oktatásához OKJ száma: 54 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma:
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT
 FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
FÜGGÔLEGES MEGMUNKÁLÓ KÖZPONT MUNKAASZTAL: X/Y/Z ELMOZDULÁS: A.T.C.: GÉP ALAPTERÜLET forgácsszállító/kihordó szalaggal: A GÉP SÚLYA: GENOVA 20-AS TÍPUSÚ SZERSZÁMTÁR ATC. Karos típusú automatikus szerszámcserélõ
Gildemeister-Bielefeld NEF-480 80.1222.06229
 EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
EXCEL CSEPEL SZERSZÁMGÉPGYÁRTÓ KFT + 3 6-1/ 27 8 5 80 0, 2 78 58 03 + 3 6-1/ 42 5 7 60 5 WEB: w ww. e xce l -cse pel. hu E- M ail: sale s@e xcel -cse pe l. hu Gildemeister-Bielefeld NEF-480 80.1222.06229
2. a) Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!
 Ismertesse a szegecskötés kialakítását, a szegecsek fajtáit, igénybevételét(a szegecselés szerszámai, folyamata, méretmegválasztás)!") 2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2 1. a) Ismertesse a csavarkötéseket és a csavarbiztosításokat (kötő- és mozgatócsavarok, csavaranyák, méretek, kiválasztás táblázatból, különféle csavarbiztosítások, jelölések)! b) Határozza meg a forgácsolás
2011. tavaszi félév. CNC forgácsolás. Balla Sándor
 2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
2011. tavaszi félév CNC forgácsolás Balla Sándor Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36 1 463-1694/ +36
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT
 A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
A NAGY PRECIZITÁS ÉS PONTOSSÁG GARANTÁLT Mindegyik gépet olyan gyárban gyártjuk, ahol állandó hômérsékletet és páratartalmat tartunk fenn. Maximumot a Maximartól! CNC EXPORT KFT H-8152 Kőszárhegy Fő út
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
motor teljesítménye 12\15 kw orsó kúp BT 40 Fanuc 2000 R-2000iA 165F Gyártási év: 2007
 MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MITSUI S. HU40A Gyártó cella FMS (3db alapgép + 1db robot + 60db AROVA paletta) Asztalméret 400 x 400 mm orsó fordulat 60-1200 1/min. motor teljesítménye 12\15 kw orsó kúp BT 40 Asztal poz.: 0,001 (folyamatos)
MARÁS MARÁS MARÁS MARÁS. Dr. Szmejkál Attila Ozsváth Péter. Járműszerkezeti anyagok és megmunkálások II / I. félév
 2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
2007-2008 / I. félév SZABÁLYOS, TÖBBÉLŰ SZERSZÁM Dr. Smejál Aila Osváh Péer Budapesi Műsai és Gadaságudományi Egyeem Köleedésmérnöi Kar Járműgyárás és javíás Tansé H-1111, Budapes Beralan L. u. 2. Zép.
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
Gyártástechnológiai III. 2. Előadás Forgácsolási alapfogalmak. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 2. Előadás Forgácsolási alapfogalmak Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsolási alapfogalmak Forgácsolás
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06
 MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
MEGMUNKÁLÓ GÉPEINK FRISSÍTVE: 2015.01.06 ROBOTCELLA OPCIÓK JELLEMZŐK YASKAWA-MOTOMAN MH50-35 MAZAK QUICK TURN SMART 100 S 2DB RENISHAW - EQUATOR MITUTOYO SJ210-R ÉRDESSÉGMÉRŐ terhelhetőség: 35 kg vezérelt
5.2 Rugalmas gyártórendszerek alrendszerei. a) A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ
 A megmunkáló alrendszer és elemei. Megmunkáló alrendszer. Megmunkáló központ") Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
Megmunkáló alrendszer 5.2 Rugalmas gyártórendszerek alrendszerei a munkadarabokon a technológiai műveletek elvégzése gyártóberendezések készülékek szerszámok mérőeszközök Anyagmozgatási alrendszer a munkadarabok
670 milliszekundumos csomagolási ciklusidő
 670 milliszekundumos csomagolási ciklusidő A nagy sebességű T portál és a Tripod nagy dinamikát nyújt kedvező ár/érték aránnyal A Festo nagy sebességű T portálja és a Tripod 30 százalékkal gyorsabb, mint
670 milliszekundumos csomagolási ciklusidő A nagy sebességű T portál és a Tripod nagy dinamikát nyújt kedvező ár/érték aránnyal A Festo nagy sebességű T portálja és a Tripod 30 százalékkal gyorsabb, mint
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Foglalkozási napló a 20 /20. tanévre Mechatronikai technikus szakma gyakorlati oktatásához OKJ száma: 54 523 04 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók
Ipari robotok megfogó szerkezetei
 IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
IPARI ROBOTOK Ipari robotok megfogó szerkezetei 6. előadás Dr. Pintér József Tananyag vázlata Ipari robotok megfogó szerkezetei 1. Effektor fogalma 2. Megfogó szerkezetek csoportosítása 3. Mechanikus megfogó
2011. tavaszi félév. Esztergálás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Esztergálás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
GYÁRTÓRENDSZER IRÁNYÍTÁSA, FELÜGYELETE
 2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó
2. GYÁRTÓRENDSZEREK FŐ JELLEMZŐI (Dudás Illés) A Gyártórendszer (MS) a gyártási fő- és segédfolyamatokat megvalósító gyártóberendezésekből, eszközökből, továbbá az előbbiek irányítását, felügyeletét ellátó
TRADÍCIÓ A HAZAI GÉPGYÁRTÁSBAN MEGMUNKÁLÓ CELLÁK BPW Hungária
 TARTALOM: - TEVÉKENYSÉGI KÖRÖK - CSEPELI CNC ESZTERGÁK - CELLA RENDSZEREK - SPECIÁLIS MEGOLDÁSOK - EGYEDI BERENDEZÉSEK - FEJLESZTÉSEK - MODERNIZÁLÁSOK - CNC GÉPKÉPVISELETEK - REFERENCIÁK - ELÉRHETŐSÉGEK
TARTALOM: - TEVÉKENYSÉGI KÖRÖK - CSEPELI CNC ESZTERGÁK - CELLA RENDSZEREK - SPECIÁLIS MEGOLDÁSOK - EGYEDI BERENDEZÉSEK - FEJLESZTÉSEK - MODERNIZÁLÁSOK - CNC GÉPKÉPVISELETEK - REFERENCIÁK - ELÉRHETŐSÉGEK
E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel
![E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel](/thumbs/56/38009336.jpg "E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel") [ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
[ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
Intelligens Technológiák gyakorlati alkalmazása
 Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. SMARTUS Nyílt Nap 2016 11.10.2016 Page 1 Ütközésvédelem intelligensen! Németh Zoltán Területi értékesítési
Intelligens Technológiák gyakorlati alkalmazása 13-14. Október 2016 Budaörs, Gyár u. 2. SMARTUS Zrt. SMARTUS Nyílt Nap 2016 11.10.2016 Page 1 Ütközésvédelem intelligensen! Németh Zoltán Területi értékesítési
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
A forgácsolás alapjai
 2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
2011. tavaszi félév A forgácsolás alapjai Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608.,
CNC-forgácsoló tanfolyam
 CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
CNC-forgácsoló tanfolyam I. Óra felosztási terv Azonosító Megnevezése Elmélet 0110-06 0225-06 0227-06 Általános gépészeti munka-, baleset-, tűz- és környezetvédelmi feladatok Általános anyagvizsgálatok
MAXXMILL 630. Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM
 MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
MAXXMILL 630 Függőleges maróközpont 5-oldalas megmunkáláshoz MARÁS EMCO-WORLD.COM Kompakt függőleges maróközpont Az új Maxxmill 630 függőleges CNC marógép hatékonyan és pontosan munkál meg 445 x 445 x
A forgójeladók mechanikai kialakítása
 A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
A forgójeladók mechanikai kialakítása A különböző gyártók néhány szabványos kiviteltől eltekintve nagy forma- és méretválasztékban kínálják termékeiket. Az elektromos illesztéshez hasonlóan a mechanikai
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 EUMACH FBE
6. Robotok és manipulátorok a rugalmas gyártórendszerekben. 6.1 Manipulátorok
 6. Robotok és manipulátorok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti
6. Robotok és manipulátorok a rugalmas gyártórendszerekben Isaac Asimov: Én, a robot (1950), a robotika alaptörvényei A robot nem árthat az embernek, és nem nézheti tétlenül, ha az embert veszély fenyegeti
Gyártórendszerek fejlődésének fázisai
 Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
Gyártórendszerek fejlődésének fázisai A 1960-as évek vége: szerszámgépek közvetlen számítógépes vezérlése (CNC- DNC) 70-es évek: automatikus szerszámcsere és munkadarab mozgatás rugalmas gyártórendszerek
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
GÉPGYÁRTÁSTECHNOLÓGIA
 GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
GÉPGYÁRTÁSTECHNOLÓGIA (mechatronikai mérnöki szak ) VII. Előadás Marás, alakhúzás, köszörülés és finomfelületi megmunkálások Dr. Pálinkás István, egy. docens, intézetigazgató Dr. Zsidai László, egy. adjunktus
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4.
 Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
Steel Riders Kft. Ve r p e l é t, K o s s u t h L a j o s u t c a 6 4. Rövid bemutatkozó Cégünk 1997 márciusában alakult, mint családi vállalkozás, egy 200 m2-es verpeléti üzemben. Fő tevékenységünk a
TERMÉKISMERTETŐ. NCT KFT BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: , CÉGJEGYZÉKSZÁM:
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 BNC-1600 és BNC-1800 típusú CNC
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20AMs- és -32AMs CNC hosszeszterga
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
7. MARÁS. 7.1. Alapfogalmak
 7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
7. MARÁS 7.1. Alapfogalmak Sík, síkokból összetett ill. egyéb alakos, rendszerint külső felületeket állítunk elő. A forgácsoló mozgás, forgómozgás és mindig a szerszám végzi. Az előtoló mozgás a szerszámtengelyre
Lépcsős tengely Technológiai tervezés
 Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
Forgácsoló megmunkálás (Forgácsolás és szerszámai) NGB_AJ012_1 Lépcsős tengely Technológiai tervezés Készítette: Minta Andrea Neptun kód: ABAB1A Dátum: Győr, 2016.11. 14. Feladat Készítse el egy Ön által
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
Gyártástechnológiai III. 13. előadás Szerszámgépek. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 13. előadás Szerszámgépek Előadó: Dr. Szigeti Ferenc főiskolai tanár I. Esztergagépek Esztergagépek különféle
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 13. előadás Szerszámgépek Előadó: Dr. Szigeti Ferenc főiskolai tanár I. Esztergagépek Esztergagépek különféle
Marógépek, megmunkáló központok
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
Budapesti Műszaki és Gazdaságtudományi Egyetem Gyártástudomány és -technológia Tanszék Forgácsoló szerszámgépek (GT4121) Marógépek, megmunkáló központok Készítette: Dr. Németh István 2008. február A segédlet
E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel
![E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel](/thumbs/92/109590145.jpg "E[M]CONOMy. means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260. CNC oktatás ipari teljesítménnyel") [ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
[ E[M]CONOMy ] means: Nem csak oktatás: Igazi gyártás! CONCEPT MILL 260 CNC oktatás ipari teljesítménnyel Concept MILL 260 Az új Concept Mill 260 egyesíti a korábbi, kiváló CM 250 összes előnyét más, széleskörű
2011. tavaszi félév. Élgeometria. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Élgeometria Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2010.08.29. Anyagellátás biztosítása Szerelvény továbbítás Válogatás, rendezés Szerelési mővelet végrehajtása. Kézi Gépesített Automatizált
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 11 - A szerelés automatizálása Dr.
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608)
") CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
CAD/CAM, CNC programozó technológus (FAT lajstromszám: PL-5608) Tanfolyam kezdés (befejezés) várható időpontja: 2013. november 30. 09:00-2014. június 2014. május - 2015. január Tanfolyami díj: A képzőnél
Sorrendtervezés. Dr. Mikó Balázs Az elemzés egysége a felületelem csoport.
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Termelési folyamatok II. Sorrendtervezés Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Autógyártó szakma gyakorlati oktatásához OKJ száma: 34 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
S&T FOCUS Kutnyánszky Tamás SMARTUS Zrt TITLE CHAPTER Page 1. OKUMA Europe GmbH
 S&T FOCUS 2015 Kutnyánszky Tamás SMARTUS Zrt. 2015.10.16. TITLE CHAPTER Page 1 TITLE CHAPTER 13.02.2017 Page 2 OKUMA SALES TITLE CHAPTER 13.02.2017 Page 3 OKUMA - Japán piacvezető szerszámgép gyártója
S&T FOCUS 2015 Kutnyánszky Tamás SMARTUS Zrt. 2015.10.16. TITLE CHAPTER Page 1 TITLE CHAPTER 13.02.2017 Page 2 OKUMA SALES TITLE CHAPTER 13.02.2017 Page 3 OKUMA - Japán piacvezető szerszámgép gyártója
B) Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!
 Ismertesse a CNC szerszámgépnél a dolgozó által végzendő rendszeres (napi, heti, havi stb.) karbantartással kapcsolatos teendőket!") 1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
1. A) Ismertesse az Ön által tanult vezérlés billentyűzet kiosztását és az egyes üzemmódokban a képernyőn látható információkat illetve azok beállítási lehetőségeit! B) Ismertesse az NC-CNC szerszámgépen
CNC Függőleges megmunkálóközpont
 GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
GO98 AKCIÓ a Bemutatóteremből egyenesen az Ön üzemébe CNC Függőleges megmunkálóközpont HSM-116A Mozgástartomány X tengely 1,100mm Y tengely 650mm Z tengely 600mm GO98 SZERSZÁMGÉPEK HSM-116A Oldal: 1-12
Záróvizsga orientáló kérdések
 Szerszámgépek és ipari robotok (BMEGEGTMG02) Záróvizsga orientáló kérdések 2014-2015. tanév 2. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja a záróvizsgán
Szerszámgépek és ipari robotok (BMEGEGTMG02) Záróvizsga orientáló kérdések 2014-2015. tanév 2. félévtől Összeállította: Dr. Németh István, Tóth András, Püspöki János Az orientáló kérdések célja a záróvizsgán
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
HYUNDAI Wia i-cut400t FANUC 0i Tapping Center
 HYUNDAI Wia i-cut400t FANUC 0i Tapping Center Merev, öntöttvas gépváz biztosítja a hosszútávon is pontos megmunkálást. Nagy teljesítményű főorsó, 12 000 fordulat/perces főorsó fordulatszám BBT-30 szerszámbefogó
HYUNDAI Wia i-cut400t FANUC 0i Tapping Center Merev, öntöttvas gépváz biztosítja a hosszútávon is pontos megmunkálást. Nagy teljesítményű főorsó, 12 000 fordulat/perces főorsó fordulatszám BBT-30 szerszámbefogó
CNC MARÁSI FELADATOK ANYAGALAKÍTÁSI TECHNOLÓGIÁK FORGÁCSOLÓ ELJÁRÁSOK
 CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
CNC MARÁSI FELADATOK MARÁS ÉS CNC ALAPISMERETEK ANYAGALAKÍTÁSI TECHNOLÓGIÁK Képlékeny alakítások A képlékeny alakítás a fémek alakításának az a módszere, amikor a munkadarab alakját úgy változtatjuk meg,
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára
 Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész
Budapesti Muszaki Egyetem Gépgyártástechnológia Tanszék ALKATRÉSZGYÁRTÁS Technológiai tervezés CNC esztergára 1998. Készítette: Dr. Szegh Imre Mikó Balázs Technológia tervezés CNC esztergára 2 Az alkatrész