Különleges megmunkálások (MSc)
|
|
|
- Alíz Barna
- 10 évvel ezelőtt
- Látták:
Átírás
1 1. A különleges megmunkálások jellegzetességei és csoportosításuk Különleges megmunkálások (MSc) -Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta -anyagválasztás anyagkészítés Különleges megmunkálás: fizikai folyamatuk lényegében, vagy folyamatjellemzőkben jelentősen különböznek a hagyományos eljárásoktól Különböző energia formák hasznosítása: -Hő -Kémiai -Elektrokémiai -Mechanikai 2/ Mikor alkalmaznak különleges megmunkálásokat? - Ha a megmunkált anyag keménysége, szilárdsága túlságosan nagy. - Ha a munkadarab túlságosan rugalmas vagy karcsú ahhoz, hogy elviselje a forgácsolás közben fellépő erőket. - Ha összetett bonyolult alakzatot kell megmunkálni (külső, belső). - Ha nem megengedett jelentősebb hő keletkezése, illetve a felületi hőmérséklet növekedése. - Ha nem keletkezhet maradó feszültség - Ha a felületi minőség nem biztosítható. - Ha a pontosság nem kielégítő. Különleges megmunkálások csoportosítása Mechanikai energiát hasznosítók Kémiai energiát hasznosítók Elektro-kémiai energiát hasznosítók Ultrahangos Vízsugaras Abrazív vízsugaras Kémiai Elektro-kémiai Hőenergiát hasznosítók Elektro-eróziós Lézersugaras Elektronsugaras Ionsugaras Plazmasugaras 3

2 a) Termikus anyagleválasztási eljárások Két nagy csoportba oszthatók: Elektromos áram termikus hatását kihasználó eljárások: o szikraforgácsolás (EDM) Sugaras megmunkálások: jól koncentrálható nagy energiasűrűségű sugár végzi a megmunkálást: o lézersugaras (LBM), oelektronsugaras (EBM), oionsugaras (IBM) o Plazmasugaras, plazmaíves(pbm, PAC) megmunkálások b) Kémiai megmunkálások CHM (Chemical Machining) A marandó munkadarab és a marószer között lejátszódó vegyi reakciókon alapulnak. Az anyagleválasztás közvetlenül a marószer és a munkadarab kölcsönhatásában történik, nincs szükség semmilyen áramforrásra. Eljárások: Maratás Kémiai polírozás 5 6 c) Elektrokémiai megmunkálások ECM (Electrochemical Machining) Az eljárás az elektromos áram vegyi hatásán alapul. Csoportosítása: Elektrokémiai süllyesztés Elektrokémiai köszörülés Elektrokémiai polírozás Elektrokémiai sorjátlanítás d) Mechanikai megmunkálások Az eljárások mechanikai folyamatok alkalmazásán alapulnak Csoportosításuk: Sugaras eljárások o vízsugaras vágás (WJM, WJC) o abrazív vízsugaras vágás (AWJM, AWJC) Ultrahangos megmunkálás (USM) Nagysebességű forgácsolás (HSC vagy HSM) Ultraprecíziós megmunkálás (UP) Keménymegmunkálás (HC) Minimál kenés, szárazmegmunkálás Mikroforgácsolás (MC) 7 8

3 2. Elektroeróziós megmunkálások (Szikraforgácsolás, EDM Electro Discharge Machining) Elektroeróziós megmunkálások Hőenergiát hasznosító eljárás (A hőenergiát különféle módokon hozhatjuk létre, e szerint különböztetjük meg az eljárásokat) Erózió: Külső hatásra létrejövő jelentős mértékű roncsolódás Elecktro-erózió: Elektromos kisülés hatására jön létre - szokták ezt az eljárást az ún. villamos megmunkálások közé is sorolni - a villamos energiát nem mechanikaivá alakítja, hanem hőenergiává - az anyagleválasztásra fordított hányad kevés, a hatásfok kicsi - csak villamosan vezető anyagok munkálhatók meg így - szerszáma: elektróda, a mechanikai tulajdonságok nem fontosak - szikrakisülés - ívkisülés - (hideg kisülés) hatására megy végbe - vezetőképesség - hőkapacitás - olvadáshő Kisülések szabályozása Elektroeróziós megmunkálás Elektroeróziós megmunkálások Történelmi áttekintés az elektromos kisülés eróziós hatását 1770-ben fedezték fel primitív EDM gépek ( , vibráló elektródok, relaxáló áramkörök, szervo kontroller) a II. világháború idején terjedt el, a fegyvergyártásnál alkalmazták, különleges keménységű anyagok megmunkáló módszere (impulzus generátor, X-Y-Z irányú mozgatás) EDM szabadalom: 1943., Lazarenko-testvérek WEDM szabadalom: 1945., Perfilev és Bauer az első szerszám és gépgyártásban alkalmazható berendezést az Erosimat C gépet Magyarországon fejlesztették ki, ami 1958-ban elnyerte a Brüsszeli Világkiállítás Nagydíját 1960-as évek: független impulzus-generátorok körül javítják a mechanikát, az öblítést, a vezérlést (CNC), az elektronikát használható WEDM megmunkálógép Szikraforgácsolás: 2.1 Szikraforgácsoló rendszer felépítése - elektródákat (T W) egyenfeszültségre kapcsol - dielekrikumba (szigetelő folyadékba) merülve - kisüléssorozat létrehozása az elektródák között 1: dielektrikum 2: előtoló mű 3: generátor E: szerszám W: munkadarab 11
 hatására megy végbe - vezetőképesség - hőkapacitás -")
4 Tömbelektródás szikraforgácsolás 2.2 Az anyagleválasztás folyamata szikraforgácsoláskor 13 - feszültség kapcsolása az elektródákra - potenciálkülönbség létrejötte a dielektrikumban az elektródás között (80-250V) - ionizáció a folyadékban (a) - a szigetelő átüt, vezető csatorna jön létre (szikra, ív) (b, c, d) -az ív hőmérséklete nő (10000K), gázbuborék keletkezik (c, d, e) - az anyag megolvad, gőzzé válik, szétfröccsen (e) - az ívfeszültség gyorsan esik, az energia utánpótlás megszűnik, a kisülési csatorna összeomlik, a gázbuborék szétrobban (f) - a megolvadt fém apró cseppekben szilárdul, kényszeröblítés - deionizáció, a teljes ciklusidő ~ 10-50µs A szikraforgácsoló rendszer elemei Tömbelektródás szikraforgácsoló gép felépítése Tömbelektródás szikraforgácsoló gép felépítése 15 16
 - az ívfeszültség gyorsan esik, az energia utánpótlás megszűnik, a kisülési csatorna összeomlik, a gázbuborék szétrobban (f) - a megolvadt fém apró cseppekben szilárdul, kényszeröblítés -")
5 a) A szikraforgácsoló gép gerjesztése A megmunkálási ciklust ún. impulzusgenerátorokkal vezéreljük - vezérelt impulzusgenerátor a generátor egyenfeszültségét tranzisztor és kapcsoló segítségével visszük az elektródákra - relaxációs generátor (olcsó) kapcsoló és tároló elemként kapacitást és induktivitást alkalmaznak - számítógépes vezérlés Szükséges tulajdonságok: b) Dielektrikum -kis vezetőképesség (kisebb távolságnál jön létre a kisülés, nagyobb energiasűrűség, jobb leképzés) - viszkozitás: nagyoláshoz nagy simításhoz kicsi - ne legyen egészségre ártalmas, - nagy forráspont ill lobbanáspont - anyaguk jellegzetesen: petróleum bázisú paraffinok vagy deionizált víz (kis furatok pl.) -hűteni és szűrni kell - a munkatérben mindig friss kell (áramoltatás) Öblítési technikák c) Szerszám elektróda Normál Sugár Szükséges tulajdonságok: - magas olvadáspont - jó elektromos vezető - könnyen megmunkálható Leggyakoribb szerszámanyagok: Fordított Rezgetéses 19 - vörösréz - króm-réz - wolfram-réz - wolfram-ezüst - sárgaréz - wolfram -acél, - grafit 20
 - viszkozitás: nagyoláshoz nagy simításhoz kicsi - ne legyen egészségre ártalmas, - nagy forráspont ill lobbanáspont - anyaguk jellegzetesen: petróleum bázisú")
6 A grafit napjainkban kezdi kiszorítani a rezet: 2.4 Technológiai jellemzők Hőtágulási együtthatója a negyede a rézének, (alak és mérethűség) Sűrűsége ötöde a rézének, (könnyebb) Leválasztóképessége 1,5-3 szor nagyobb Az elektróda kopása Kisebb a kopása Nagyobb méretek alakíthatók ki belőle Nagyobb hősokk-kal szembeni ellenállás Megmunkálhatósága sokkal könnyebb - a leválasztott anyagrész annál nagyobb, minél nagyobb a kisülés energiatartalma - mennyiségi - sarok - frontális - oldal A grafit szublimál 3550 C-on, fekete füstfellegek kísérik a EDM-et 21 Potenciál-különbség: V (pulzáló egyenáram) Áramerősség: A Szikraköz: 0,01-0,05 mm Szikrahőmérséklet: 3800 C Egyszeri szikrakisülés okozta kráter fémfelületen 22 Technológiai jellemzők Az áramerősség hatása a relatív kopásra - anyagáram, mm 3 /min, időegység alatt leválasztott anyag - az elektróda relatív kopása, %, elektróda kopás/mdb fogyás általában <2% elérhető Az optimumérték 3-4 A áramerősségnél van - áramerősség: I v A - ciklusidő:t i (0,004-1 sec) -jellemző energia felhasználás:1,8w/mm 3 /min 23 24/30
 Áramerősség: 1-300 A Szikraköz:")
7 2.5 A felület minősége A felület minősége - irányítottság nélküli kráterek áthatása d, h (R max ) méretekkel jellemezhető - a felületi rétegben jelentős változások történnek - a ciklusidő és az áramerősség befolyásolja elsősorban Azonos energia esetén I e növelésével d csökken, h nő t c növelésével d nő, h csökken 25/30 Azonos energia esetén I e növelésével d csökken, h nő t c növelésével d nő, h csökken 26/30 Az áramerősség és a ciklusidő hatása a felület érdességére A felület minősége Felületi réteg probléma a szikraforgácsolásnál A felületi érdesség a ciklusidő és az íváram növelésével növekszik A szikraforgácsolt felület alatti réteg kilágyul, keménysége csökken. A kilágyult réteg vastagsága arányos a vágási energiával (0,05 mm simítófokozatban, 0,2 mm nagyoló fokozatban). 27/30 28

8 A felület minősége Felületi réteg kikeményedés, mikrorepedés A munkadarab élettartamának növelése érdekében az újrakristályosodott fémet tartalmazó kikeményített réteget eltávolítják, vagy a dielektrikumba adagolt segédanyagporok (Al, Si, C, µm) segítségével felületileg ötvözik, tükörszerű EDM felületet hozva létre (kevés mikrorepedés). 2.6 A felület alatti rétegek tulajdonságai A hőhatás zónájában megváltozik a szövetszerkezet ill. az anyag tulajdonsága pl. edzett acél - Felület nagyon kemény - Maradófeszültség: az ujraszilárdult rétegben húzó, alatta nyomó (kedvezőtlen) - Rossz kifáradási tulajdonságok - Felületi réteg hálós repedésének veszélye A kilágyított réteg abrazív megmunkálással távolítható el / A megmunkálás pontossága A szikraforgácsolás változatai Elsősorban az alkképzés pontosságát értjük alatta. Több tényező befolyásolja: - a gép kinematikai pontossága - beállítás pontossága - szerszám gyártási pontossága - hő okozta deformációk - elektróda rés egyenetlensége - elektródafogyás - egyenlőtlen anyagleválasztás Valódi változatok: - tömbelektródás - huzalelektródás 31/30 32/30
 - Rossz kifáradási tulajdonságok - Felületi réteg hálós repedésének veszélye A")
9 Tömbelektródás szikraforgácsolás Tömbelektródás szikraforgácsolás Elektróda bolygatás forgó fej és tömbelektróda Huzalos szikraforgácsolás Huzal anyagok Ma már CNC vezérlésűek Léteznek kombinált berendezések is. - huzal: 0,05-0,3 mm átmérőjű vörös- vagy sárgaréz - szigetelő folyadék: deionizált víz - a huzal lassan fogy, pótolják - elektróda rés egyenetlensége - elektródafogyás - egyenlőtlen anyagleválasztás Anyagleválasztás Sárgaréz 100% Bevonatos sárgaréz 45% Zn / 55% Cu Acélmagos cink bevonat Az áramerősség és a kisütési frekvencia megduplázása kétszeresére növeli az anyag leválasztás sebességét. A huzalfeszítés növelése csökkenti a huzal vibrációját, a vágórés szélességét, így növelhető az előtolás sebessége. (határ: a huzal szakítószilárdsága). 35/30 36

10 Huzalos szikraforgácsolás Huzalos szikraforgácsolás Mikro szikraforgácsolásos fúrás Megoldandó problémák: Precíziós elektróda (volfrám, volfrámkarbid) megmunkálás Elektróda pozicionálás ( 1 m, sztereo mikroszkóp!!), Nagy nyomású dielektrikumos öblítés Megfelel villamos jellemzők (I = 0,01*IEDM) Pontos elektróda vezetés Hengeres mikro-elektróda D = 30 m és az általa volfrámba fúrt lyuk EDM-mel fúrt háromszög-lyuk 39
, Nagy nyomású dielektrikumos öblítés Megfelel villamos jellemzők (I = 0,01*IEDM) Pontos elektróda")
11 3. Lézersugaras megmunkálások (LBM, Laser Beam Machining) L A S E R Light Amplification by Stimulated Emission of Radiation magyarul: fényerősítés indukált emisszióval Lézer: erős, párhuzamos fénysugarat adó fényforrás. Lézersugárzás: 1917 Einstein elmélete: megelőlegezte, hogy bizonyos feltételek együttállásakor a fény adott közegben nem csak gyengülhet, hanem erősödhet is Az első lézer: rubin lézer Theodore Maiman (1960) Ipari megmunkálások: vágás, fúrás, hegesztés, feliratozás, hőkezelés, átolvasztás, felületi mikroötvözés Lézersugár: nagy energiasűrűségű (koncentrált), párhuzamosított fénynyaláb, mintha végtelenben lévő fényforrásból jönne, kis átmérőben szabályozható. 1/ Stimulált emisszió (áttekintés) A stimulált emisszió útján felszabaduló foton energiája, frekvenciája, fázishelyzete és haladási iránya azonos a stimulálást kiváltó fotonéval, továbbá az így megszaporodott fotonok további kölcsönhatások révén még újabb fotonokat szabadíthatnak fel. 3 4
 Ipari megmunkálások: vágás, fúrás, hegesztés, feliratozás, hőkezelés, átolvasztás, felületi mikroötvözés Lézersugár: nagy energiasűrűségű (koncentrált), párhuzamosított fénynyaláb, mintha")
12 Spontán emisszió Stimulált emisszió Optikai rezonátor Azok a fotonok melyek haladási iránya nem merőleges a tükörre, kiszöknek az optikai üregből a két tükör tengelye mentén haladó fotonok száma nagyon megnövekszik, és fényerősítés történik stimulált sugárzás kibocsátással 7 8

13 Optikai rezonátor A lézer közeget két tükör közé helyezik. A fénysugár ide-oda verődik, így a fotonok átlagos úthossza megnő, s vele együtt a stimulált emisszió valószínűsége Lézersugár előállítása Az erősítő interferencia feltétele Állóhullám kialakulása: L m hullámhossz, 2 m: nagy egész szám. A frekvencia: c mc 2L Energia bevitellel (fény, hő) gerjesztjük az atomok, molekulák, ionok elektronjait, vagy megváltoztatjuk a molekulák rezgési állapotát. A gerjesztett elektronok magasabb energianívójú elektronpályára kerülnek. Az alapállapotba történő visszatérés során a két elektronpálya energiakülönbségének megfelelő hullámhosszúságú fényt sugároznak ki. A kisugárzott fényt rezonanciával erősítjük (a lézerkamra a hullámhossz felének egész számú többszöröse, egyik vége teljesen visszaveri a fényt, a másik részlegesen)

14 Energia szint diagram 3.4 A lézerfény jellemzői A fény színe (hullámhossza) az elektronpályák közötti energiaszint különbségtől függ E 4 E 3 E 2 E 1 Párhuzamos fénynyaláb (egy közönséges izzóval ellentétben). Monokromatikus, mivel a gerjesztett atomok meghatározott frekvenciájú sugárzást bocsátanak ki (a közönséges izzó fehér fénye különböző frekvenciájú sugárzások keveréke). Koherens:azaz a fényhullámok azonos fázisban vannak Polarizált (egy síkban rezgő)fény. A lézerek energiája kis térrészben koncentrálódik, impulzus üzemmód esetén nagyon rövid időtartamban. A lézerfény teljesítménysűrűsége nagy (a megszokott fényforrásokénak sokszorosa lehet). A lézerek hatásfoka nagyonkicsi (0,1 18%) A lézerfény tulajdonságai 3.5 Lézerek típusai (a lézerközeg alapján) Nem befolyásolja a mágneses tér. Nem szükséges, hogy a munkadarab elektromos vezető legyen. Minden anyaggal kölcsönhatásba lép (fém, műanyag, fa, kerámia). Működéséhez nem kell vákuum. Nem keletkezik röntgen sugárzás Szilárdtest (szennyezettionkristály) lézer Rubin lézer Nd YAG lézer (Neodímium Yttrium Alumínium Gránát) gázlézer félvezetőlézer folyékony festéklézer plazmalézer 15 16
fény. A lézerek energiája kis térrészben koncentrálódik, impulzus üzemmód esetén nagyon rövid időtartamban.")
15 Jellegzetes lézer fényforrások Rubin lézer - Rubin lézer - Nd-YAG lézer (Neodímium-Yttrium-Alumínium-Gránát) -CO 2 lézer -stb Rubin lézer -csak azok a sugarak maradnak meg a rendszerben, amelyek szigorúan párhuzamosak a kristály hossztengelyével. -amikor a fény energiája meghaladja azt a mértéket, amely már ki tud lépni a féligáteresztő tükrön, a lézer világítani kezd. -a két tükör miatt a kilépő fény már nagyon párhuzamos nyalábokból áll -a sugár széttartása (divergenciája) elhanyagolhatóan kicsi Gázlézerek CO 2 lézer, nm He Ne lézer, nm elektromos gerjesztés 19 20
 elhanyagolhatóan kicsi.")
16 He-Ne lézer Megmunkálások: Vágás Fúrás Hegesztés Jelölés, gravírozás Felület strukturálás Marás, üregképzés Ötvözés, hőkezelés Bevonás 3.6 Lézerek alkalmazása Speciális alkalmazások: Prototípus gyártás (SLA, SLS, LOM..) Speciális bevonatok (LCVD,..) Képalkotás, optika Spektroszkópia Mérés Lézer sebészet Lézer fogászat A lézersugaras megmunkálások lényege - A lézeres megmunkálások során a foton energiáját visszük át a céltárgyra termikus vagy fotokémiai energia formájában - Az energia átvitel eredményeként a céltárgy anyaga megolvad, és az olvadékot gázsugárral eltávolítjuk, vagy közvetlenül elpárologtatjuk - A lézeres megmunkálások lokalizált, kontaktusmentes eljárások, az erőhatások mikro-skálán mozognak (a foton-nyomás hatása elhanyagolható) 3.8 A lézeres megmunkálógépek felépítése - lézer előállítása - sugárvezetés - fókuszálás - relatív mozgás A relatív mozgás többféleképp megoldható 23 24

17 Megmunkáló gépek Mozgató rendszerek A relatív mozgás többféleképp megoldható Lézersugaras vágás - Nagy energiasűrűségű, erősen fókuszált (d = 0,1 mm), koherens fény hatására a fém megolvad és részben elpárolog vagy elég - Az energia s alatt hővé alakul - Vágási sebesség: 1-10 m/min - energiasűrűség: W/mm 2 - a munkagáz (pl. argon) a megolvadt anyagot kifújja - vékony vágórés - relatíve keskeny hőhatás zóna A tükrökkel a sugár irányítható A lencsékkel fókuszálható A segédgáz eltávolítja az ömledéket 27 28

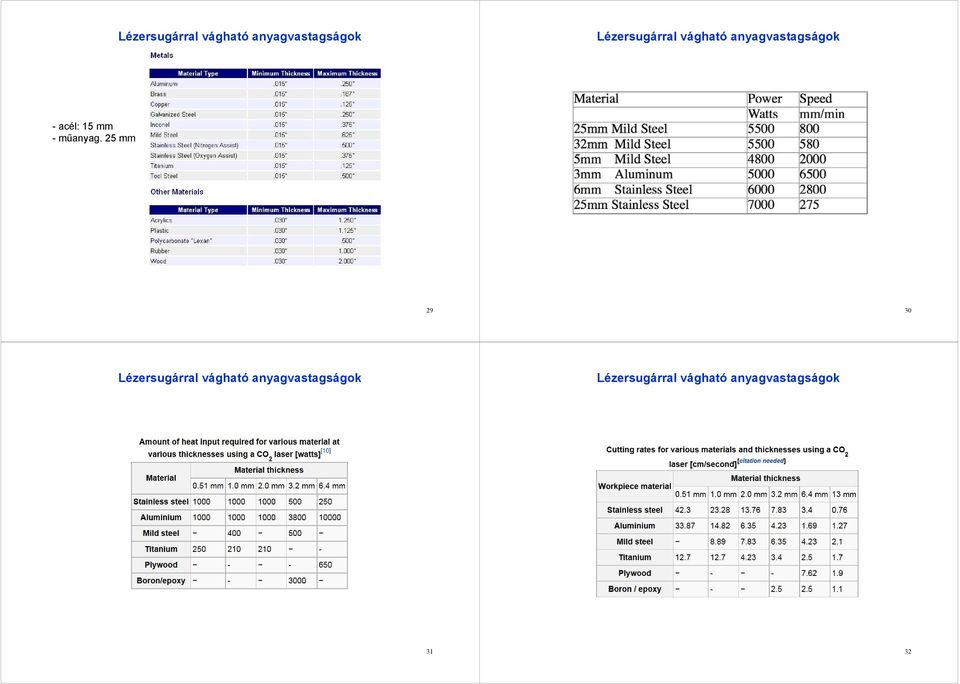
18 Lézersugárral vágható anyagvastagságok Lézersugárral vágható anyagvastagságok - acél: 15 mm - műanyag. 25 mm Lézersugárral vágható anyagvastagságok Lézersugárral vágható anyagvastagságok 31 32
19 3.10 Lézersugaras technológiák Lézersugaras technológiák Lézersugaras fúrás Lézersugaras technológiák Lézersugaras technológiák Lézersugaras hegesztés Lézersugaras gravírozás 35 36

20 4.1 A plazma 4. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő K hőmérséklet hozható létre A plazma Fogalma 4. halmazállapot (anyag energia szintje) Magas hőmérsékletű, elektromosan vezető,ionizált állapotú gáz Jellemzői töltések összekeveredve, egyenletesen helyezkednek Könnyen elmozdítható töltéshordozók jó elektromos vezető hőmérséklettel növelhető 2 Az anyag halmazállapotai A plazma kialakulásának tényezői 3 4
 Magas hőmérsékletű, elektromosan vezető,ionizált állapotú gáz Jellemzői töltések összekeveredve,")
21 Az anyag plazma állapotban előfordul: Jellegzetes plazmaállapotok világűrben igen magas hőmérsékleten természetes- vagy mesterséges úton létrejött gázkisülésekben Csillagködök: ködszerű, látható plazmaképződmények (Cygnus köd) Villám: Gázkisülés atmoszférikus nyomáson 5 6 Plazmatechnológia Felületek tisztítása Plazma képernyők Kémiai alkalmazások Plazma-megmunkálás, felületi rétegek felvitele, plazmaszórás Fluoreszcens lámpa Plazma alapú fényforrások Plazmaszórás Az univerzum látható anyagának 99,9%-a plazma állapotban van (csillagok, csillagközi és bolygóközi anyag) 7 Ívlámpa 8
22 4.2 Plazmasugaras megmunkálás Plazma előállítása: - elektróda (-) általában wolfram - munkadarab (+) -kettő között ív jön létre - a részecskék ütköznek a gázatomokkal, ionok jönnek létre - vágógáz és védőgáz - gáz: ne legyen eróziós hatása ne károsítsa az elektródát és a fúvókát 9 A plazmasugaras vágás lényege 4.3 Plazmasugaras vágás elemei Áramforrás, plazmaégő, munkadarab, vágóasztal, gázellátó-, hűtő rendszer 11 12
23 A plazmavágás berendezései A plazmavágás berendezései Plazmavágási eljárások Plazmavágási eljárások Egygázos eljárás Vízzel védett plazmavágás Kézi eljárásoknál Levegő vagy nitrogén Segédgáz helyett víz Hűtés Jobb felületminőség Korrózióálló anyagokhoz Kétgázos eljárás Víz-befecskendezéses plazmavágás Munkagáz (plazmagáz) Segédgáz (védőgáz) Többféle variáció 15 Munkagáz oxigén vagy nitrogén Víz fecskendezés a sugárba Kisebb sugár átmérő Jobb felület 16
24 A plazma sugár hőmérsékleteloszlása (4mm re a kilépéstől) 4.5 Plazma- és segédgázok, technológiai adatok Plazmagázok: Levegő Oxigén O 2 Nitrogén N 2 Argon - Hidrogén gázkeverék Ar (65%) - H 2 (35%) Nitrogén Hidrogén gázkeverék N 2 (95%) -H 2 (5%) Védőgázok: Levegő Nitrogén N 2 Széndioxid CO 2 Védőgáz helyett használnak vizet is. Technológiai adatok: Előtoló (vágási) sebesség Íváram Gázösszetételek Gáznyomások Fúvókamagasság Fúvóka anyag és kialakítás A plazmasugaras vágás minősége és hatékonysága A plazmavágás hatékonysága Jellegzetes vágási felület Elhajlási vonalak Salak Viszonylag nagy vágási mélység 19 20
25 A plazmavágás hatékonysága A plazmavágás hatékonysága A plazmavágás költéghatékonysága 4.7 Plazmával segített forgácsolás 23
26 5. Elektronsugaras megmunkálás (Electron Beam Machining, EBM) Elektron ágyú: - Kibocsátja az elektronokat (katódsugárcső) - katód: volfrám, tantál - Felgyorsítja az elektronsugarat km/s - a fénysebesség 66%-a! - Elektromágneses mező: kis- (< 30 kv) és nagyfesz. (> 100 kv) rendszerek - Fókuszálja a munkadarabra (elektromágneses lencse ) - Nagy energiasűrűség 1 MW/mm 2 - Röntgen-sugár veszély Megmunkáló gép 26 Elektronsugaras hegesztőgép A vákuum feladata: - csökkenti a szennyeződéseket (hatása azonos a tiszta argonéval) - megakadályozza a levegőt alkotó gázok molekuláival való ütközéseket - megakadályozza az égést Elektronsugár vákuumban Elektronsugár levegőben 27
27 Precíziós finommegmunkálásokhoz: pl finomfúrás ( <10 m) Elektronsugaras megmunkálások alkalmazása - Speciális szűrők készítése (saválló acélból) - Fémek (Ti ötvözetek) és nemfémek, ultrakemény, rideg és törékeny anyagok (kerámiák, zafír, kvarc) precíziós fúrása - lemezvastagság 0,01-5mm - A mdb a másodperc milliomod része alatt 1000 C-ra hevül, helyi olvadás és elpárolgás - az üreg belsejében kialakult nagy nyomás ki- és felfelé préseli az olvadékot a lyukból, - rendkívül pontos, kis átmérőjű furatok - a sugár könnyen eltéríthető - hátrány: vákuum kell
28 Az elektronsugaras megmunkálás energiasűrűsége
29 6. Kémiai megmunkálások (Maratás) (Chemical Machining, CHM) A kémiai megmunkálások a marandó munkadarab és a marószer között lejátszódó vegyi reakciókon alapulnak. Az anyagleválasztás tehát közvetlenül a marószer és a munkadarab kölcsönhatásában történik, nincs szükség áramforrásra. A folyamatokat legfeljebb hevítéssel vagy keveréssel intenzifikáljuk. Elsősorban agresszív maró anyagok alkalmasak. Alumínium, színesfémek és nemfémek (pl. üveg megmunkálására alkalmasak). Nem nagyméretű alkatrészek gyártásakor. Kémiai megmunkálások Maratás A megmunkálandó munkadarab felületet a megfelelő marószerrel közvetlen kapcsolatba kell hozni. Amelyeket nem akarunk megmunkálni, a marószer elől el kell takarni. Az alkatrészek felülettel párhuzamos rétegeinek meghatározott helyen való eltávolítására ill. vékony lemezek külső kontúrjának, áttöréseinek kialakítása. Foto-kémiai eljárások (i) Clean (ii) Apply resist (iii) UV exposure (iv) Development (v) Etching (v) Stripping 1 2 Kémiai megmunkálások Maratás Technológiai paraméterei: A munkadarab és a vegyszer anyaga elsősorban ez határozza meg a merítés időtartama a hőmérséklet Oldószerként acélnál: sósav, kénsav, foszforsav keveréke üvegnél: hidrogénfluorid (folyékony üvegszerű, fényes gázállapot matt ) Takaráshoz: acélnál: tisztítás után különböző állapotú gumi, amit rászárítanak üvegnél: viasz, parafin Védő réteggel részben fedett felületeknél a bevonat határánál alámaródás tapasztalható (maratás mélységével egyezik meg). Pontosság: elsősorban a munkadarab pontossága határozza meg Felület minősége: A maratás jellegzetességei Érdesség: - munka jellegéből adódóan nem lényeges. közelítőleg eredeti felületnek felel meg Felületi réteg állapota : - változásokat (keménység,szövetszerkezet, felkeményedés) a megmunkálás (!) nem okoz. - Kifáradást rontó tényező nincs. 3 4
30 A maratás sajátosságai A maratás sajátosságai Kémiai polírozás Megfelelően választott erős savba mártott érdes felületről a csúcsok lemaródnak, míg a mélyedésekben az anyag nem oldódik. Ennek oka, - hogy a csúcsokon és a mélyedésekben különböző az oldószer koncentrációja (és ennek megfelelően a ph értéke is), - a csúcsokon és a mélyedésekben különböző az oldószer koncentrációja (és ennek megfelelően a ph értéke is), - a mélyedésekben passziváló hártya képződik, amely gátolja a fém oldódását. - Túlmaratás lehetséges! - nincsenek erők, szerszámok - a maszk szélén alámetszés képződhet, kb. a rétegvastagság nagyságának felel meg 5 6 A maratás alkalmazásai Jellegzetes alkalmazások Leggyakoribb alkalmazása: finommechanikában, műszertechnikában főként vékony (néhány tized mm vastagságú) lemezekből készült, bonyolult alakú alkatrészeket gyártása üveg maratása félvezetőtechnika nyomatott áramkörök készítése homogén és heterogén szövetszerkezetek vizsgálata, egyes fázisok megkülönböztetése és a szemcsehatárok láthatóvá tétele 7 8
31 A maratás sajátosságai 7. Elektrokémiai megmunkálások (Electron Chemical Machining, ECM) A folyamat lényege az ún. anódikus oldódás Kémiai polírozás - Az egyenlőtlen maródás következtében a felület fokozatosan simább lesz, fényesedik. - Polírozáshoz általában foszforsav salétromsav ecetsav megfelelő keverékét használják. - Leggyakoribb alkalmazási területe : különböző munkadarabok fényesítése Anód (+): - töltéscsere - fémleválás -O 2 keletkezik Katód (-): - töltéscsere - fémkiválás -H 2 keletkezik Elektrolit: NaCl vizes oldata - csapadék keletkezik (Fe-OH) - FeCl disszociál -hőfejlődés - csak a vizet kell pótolni - az intenzitás az áramerősségtől függ 9 Anód (+): - Fe = Fe e - fémleválás, Fe kationok -O 2 keletkezik Katód (-): - H 2 O + 2e - = H 2 + 2OH - az elektronok a vízmolekulákkal reagálnak, H 2 képződik OH - anion - fémkiválás -H 2 keletkezik Elektrolit: -Fe OH - = Fe(OH) 2 az Fe kationok és az OH anionok reakcióba lépnek vashidroxid kicsapódás Elektrolit: NaCl molekulái felbomlanak, nátrium + víz nátrium hidroxid + hidrogén 2Na +2H 2 O 2 NaOH + H 2 anód: vas oldódik, vasklorid 2Cl+Fe FeCl 2 a nátriumhidroxid és a vasklorid reakciója következtében nátriumklorid és vashidroxid 2NaOH+2FeCl 2 2NaCl +Fe(OH 2 ) 11 12
32 Jellegzetes eljárások - Elektrokémiai süllyesztés - Elektrokémiai polirozás - Elektrokémiai köszörülés (elizálás) 7.1 Elektrokémiai süllyesztés Szerszám (katód): vörösréz, sárgaréz vagy rozsdaálló acél A szerszámba furatokat készítenek, ezeken keresztül vezetik be az elektrolitot mintegy bar nyomáson. Az elektrolit áramlási sebessége a munkahézagban m/s. Elektrokémiai süllyesztés vázlata Az elektrokémiai megmunkálások előnyei: A szerszámkopás elmaradása. Az alacsony megmunkálási hőmérséklet. A szövetszerkezeti változások elmaradása. 14 Elektrokémiai süllyesztés NaCl molekulái felbomlanak, nátrium + víz nátrium hidroxid + hidrogén 2 Na + 2 H 2 O 2 NaOH + H 2 anód: vas oldódik, vasklorid 2Cl +Fe FeCl 2 a nátriumhidroxid és a vasklorid reakciója következtében nátriumklorid és vashidroxid 2NaOH+2FeCl 2 2NaCl +Fe(OH 2 ) Elektrokémiai süllyesztés Jellemző adatok (techn. adatok): Elektrolit: Munkafeszültség: Áramsűrűség: Munkarés (s): v f előtolósebesség: 0,2 10 mm/min Jellemzői: NaNO 3, NaCl, KCl, HNO 3 vizes oldata 5 20 V 0,1 4 A/mm 2 0,05 1 mm A munkakéregből a vashidroxidot tartalmazó elektrolitot elszívjuk, tisztítás és szűrés (ülepítés) után az elektrolitot ismét visszavezethetjük az elektrolit tartályba. A katód, az elektrolit nátriumklorid része nem fogy; a víz fogy utánpótlás + koncentráció biztosítás
33 Elektrokémiai süllyesztés Jellemzői: A katódon hidrogén válik ki, robbanásveszélyes gázbuborék formájában... csökken az anyagleválasztási sebesség. Öntöttvas, acélok megmunkálásakor az ionsav gyakran mérgező anyagokat tartalmaz környezetvédelmi utasítások. Elektrolit elektromos ellenállása miatt hő keletkezik, hűtésről gondoskodni kell. Felületminőség: igen kedvezően alakul ausztenites, saválló, rozsdamentes acéloknál Rmax < 1 μm szénacélok Rmax = 5 10 μm szemcseszerkezet nem szenved változásokat jól tükrösíthető Elektrokémiai süllyesztőgép példák Alkalmazási terület: Nagy keménységű, nehezen megmunkálható anyagok. Néhány nemesfém és nem nemvasfém (karbidok miatt) nem Elektrokémiai sorjátlanítás A szerszám nem dolgozó részeit szigetelik. Hatásmechanizmus azonos az elektrokémiai süllyesztéssel, de nincs előtoló mozgás. Az elektródákat a munkafeszültség bekapcsolása és az elektrolit hozzávezetése előtt megfelelő távolságra (0,5 1 mm) beállítják 19 20
34 Elektrokémiai sorjátlanítás 7.3 Elektrokémiai polírozás Munkadarabot elektrolittal megtöltött kádba helyezzük. Elektródok közötti távolság lényegesen nagyobb mint elektrokémiai süllyesztésnél. Az áramerősség a csúcshatás és a kis elektródaköz miatt a kiálló sorjánál (csúcs hatás) a legnagyobb. Faraday törvény itt a legnagyobb az anyagleválasztási sebesség is. Az elektródák megfelelő kialakításával, különösen bonyolult alakoknál, nagysorozat és tömeggyártásban rendkívül gazdaságosan alkalmazható. Következmény: +áramsűrűség nagyon alacsony + mdb. felületéről nagyon vékony réteg válik le + az áramsűrűség a mdb. érdesség csúcsain nagyobb (mélyebb rétegeket az elektroliton képződő sófilm tölti ki) + a felület egyenetlenségei fokozatosan lemunkálódnak, a felületi érdesség javul Elektrokémiai polírozás Elektrokémiai polírozás - speciális alkalmazások, finom felületek létrehozása kiindulási állapot durva sorjátlanítás csiszolással 10 perc elektro polírozás Orvosi implantátumok, térdizület 24
35 7.4 Elektrokémiai köszörülés (elizálás) A hagyományos köszörülés és az elektrokémiai anyagleválasztás kombinációja. Az elektrokémiai megmunkálás előnyeit (szerszámkopás elmaradása, az alacsony megmunkálási hőmérséklet, szövetszerkezeti változások elmaradása) a köszörülésre tudjuk átültetni. Szerszám: fémkötésű (elektromosan vezető) köszörűkorong A mdb. felületén keletkező anód filmet (amely az elektrokémiai oldást hátráltatja) a mozgó szemcsék eltávolítják Elektrokémiai köszörülés (elizálás) Elektrokémiai köszörülés (elizálás) - szerszám: abrazív szemcsék, pl. bórnitrid (szigetel) fémes kötőanyagban (vezető) - alapvetően anódos megmunkálás - a szemcsék csak a leválasztott anyag eltávolításában segítenek - fontos a megfelelő résméret biztosítása 1: csiszoló szemcsék 2: fémes kötőanyag 3: munkadarab 4: fellazított réteg 5: elektrolit
36 Alkalmazás - NC köszörűgépen komplex profilok kialakítására - Kemény anyagok (zsugorított karbidok, alaktartó ötvözetek: Inconel, Nimonic, titánötvözetek, fémkompozitok: Al-Al2O3) megmunkálása - Speciális szerszám-elektródokat használnak polikristályos gyémánt (PCD) csiszolóporral Speciális alkalmazás: Elektrokémiai korongszabályozás fordított polaritás elektrokémiai úton a korong fém kötőanyagát oldja, a szemcsékre nincs hatással minden szemcse hasznosan, a megmunkálás során kopik el, majd a kopott szemcse kihullása biztosítja az új, éles szemcsék felszínre kerülését az intenzitást (a kötőanyag oldásának sebességét) az áramsűrűség (A/m2) értéke határozza meg, amit az anód katód távolságával (az elektrolit réteg vastagságával) állíthatunk be folyamatosan, megmunkálás közben is alkalmazható, kiküszöbölve a korong szabályozása által igényelt holtidőket 30 Az áramerősség hatása az elektrokémiai megmunkálások jellemzőire
37 8. Ultrahangos megmunkálások (Ultrasonic machining, USM) Ultrahang: azok a hangok, amelyek az emberi hallásküszöb, azaz 20 khz feletti frekvenciatartományba esnek. Két csoportra osztjuk az ultrahangot, aszerint, hogy a hang intenzitása 1W/m 2 nél kisebb vagy nagyobb. aktív ultrahangok, 1 W/m 2 nél nagyobb intenzitás esetén, passzív ultrahangok, 1 W/m 2 nél kisebb intenzitás esetén. Ultrahangos megmunkálás Ultrahang: Rugalmas közegben terjed mechanikai hullám - terjedésükhöz közvetítő közeg kell - a közegek határától visszaverődnek - a jellemző ultrahang frekvencia: 16 khz MHz - hallható: 20 Hz - 20 khz. - infrahangok: 20 Hz alatt - energiasűrűség: 10W/cm 2 - ágyú elsütésekor az ágyúcső nyílása mellett közvetlenül 0,001 W/cm 2 hangenergia mérhető, ágyút kell elsütni egyszerre Gázban, folyadékban: longitudinális hullám, szilárd anyagokban emellett transzverzális és tágulási hullámok is jellemzőek 1 Aktív ultrahangokat a műszaki életben megmunkálásra (forgácsolás, vágás, hegesztés, forrasztás, hőfejlesztés, gáztalanítás, tisztítás, stb.) alkalmazzák. Ilyenkor a mechanikus rezgés munkavégző képességét használják ki. Passzív ultrahangokat elsősorban a mérés és híradástechnikában, valamint a katonai felderítésben alkalmaznak. Az ultrahangok (általában) longitudinális, azaz hosszirányú hullámok, melyek az átvivő közeg molekuláinak gerjesztésével terjednek, elhanyagolhatóan kicsi csillapítással. A levegőben hangsebességgel terjed (20 C on 343 m/s). A terjedési sebesség a közvetítő közegtől függ: acél és alumínium: 5100 m/s, beton: 3800 m/s, víz: 1460 m/s. 3 Aktív ultrahangok alkalmazási területe elsősorban a kemény, rideg anyagok megmunkálása: oüveg ozafír okorund (alumínium oxid) oferrit opcd (polikristályos gyémánt) opiezokerámia okvarc o szilícium karbid bevonat oműszaki kerámia 4
38 Ultrahangos anyagleválasztás: Ultrahangos anyagleválasztó berendezés elvi felépítése 1. Munkadarab 2. Rezgő szerszám 3. Csiszoló-szuszpenzió (bór-karbid vagy szlicíum-karbid) 6 Ultrahangos megmunkálógépek Koncentrátor kialakítások Magnetosztriktor és koncentrátor Piezoelektromos generátor 8
39 Ultrahangos megmunkálások paraméterei Ultrahangos megmunkálások paraméterei 1. A szerszám oszcilláció amplitúdója (a 0 ) ( µm) 2. A szerszám oszcilláció frekvenciája (f) (19 khz 25 khz) 3. A szerszám előtoló ereje (F) 4. Szerszám anyaga (lágyacél, titán ötvözés) 5. Az abrazív anyag típusa (bórkarbid, szilícium karbid, alumínium oxid) 6. Az abrazív anyag mérete (d) ( um) 7. A szerszám érintkező felület nagysága (A) 8. Az abrazív anyag koncentrációja (C) 9. A munkadarab és a szerszámanyag szilárdságának aránya λ=σ w /σ t
40 Különleges megmunkálások alkalmazása Eljárások összehasonlítása
41 8. Abrazív vízsugaras vágás 8.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár ásványok tisztításához (Róma) 1850: vízsugár használata az arany bányászatában (USA) 1930: vízsugár alkalmazása a szénbányászatban (Oroszország, 7 bar) 1950: vízsugaras tisztítás 1960: a vízsugaras vágás kutatása 1970: nagynyomású rendszerek kifejlesztés ( 4000 bar) 1972: első ipari alkalmazások (FLOW) 1980: abrazív por adagolása a vízsugárhoz 1983: kereskedelemben beszerezhető abrazív vízsugaras berendezések 2000: 6000 bar 8.2 Az abrazív vízsugaras vágás elve Vágófej kialakítások Vízsugaras vágófej
42 A vágófej működési elve A vízsugaras rendszerek elemei 1: nagynyomású víz; 2: elsődleges (vizes) fúvóka; 3: keverőkamra; 4: védősapka; 5: fröccsenő víz; 6: munkadarab; 7: a munkadarabot tartó rács; 8: a kádban lévő víz; 9: a munkadarab már vágott része; 10: abrazív fúvóka; 11: abrazív homok Megmunkáló rendszer A nyomásfokozó z y x Nyomásnövelő szivattyú Abrazív adagoló készülék Abrazív vízsugaras vágófej Rezgős adagoló Munkadarab text Vízsugár energiát elnyelő tartály Nyomás: max. 360 MPa Löketszám: max. 60 1/min Dugattyúarány: 21.5
43 Nyomásrendszer 8.4 CAD/CAM tervezés lépései MegaCAD Program Formátum konverzió MG Converter Program Elhelyezési terv, szimuláció Nesting Program
44 Különböző alakzatok előállítása Különböző alakzatok előállítása Üvegek Fa Kerámiák Fémek Műanyagok Kompozitok Acél Nagy vastagságban is!! pl. 132 mm Abrazív vízsugaras vágás Abrazív vízsugaras vágás
45 8.5 A vágósugarak fajtái 8.6 A megmunkáló sugár jellegzetességei Víz Víz Víz Nyomás létrehozása Vízsugaras vágás (WJ) Vízfúvóka Vízfúvóka Abrazív fúvóka Nyomás létrehozása Injektoros abrazív vízsugaras vágás (AWJ) Abrazív anyag tároló Szívótér (keverőtér) Nyomás létrehozása Abrazív szuszpenziós vágás (ASJ) Szuszpenziós fúvóka Abrazív anyag nyomástartó Abrazív anyag szuszpenzió szuperszonikus sebesség v= m/s Sebesség és energiaeloszlás a sugárban v 2 p Bernoulli törvény: v: a sugár sebessége p: víznyomás p= MPa ρ: a közeg sűrűsége A sugár belső struktúrája A sugár becsapódásának iránya Becsapódási szög: 0 90 o a) merőleges sugár: ~90 o b) ferde sugár: <90 o c) érintő sugár: ~0 o Kölcsönhatás a környezettel: a koherens sugár sérül a levegő mennyisége növekszik megkezdődik a divergencia a terhelés változhat: statikus dinamikus a környezet elnyeli az energia egy részét Közvetlenül a kilépésnél célszerű forgácsolni! Kis vízáram l/min Kis forgácsoló erők, max. 100 N Alacsony hőmérséklet C Nincs károsodás az anyagban
46 Injektoros sugár alkotóelemei víz, abrazív szemcsék, levegő 8.7 Az anyagleválasztás lényege abrazív vízsugaras vágáskor Erózió: szilárd részecskékkel való ütközés hatására bekövetkezett jelentős anyagveszteség Nagy energiasűrűség Felgyorsult erózió Tömegarány Térfogatarány képlékeny alakváltozás nyírással kopás repedések összenövése rideg törés helyi megolvadás (szikrázás) Megmunkálás Rideg és szívós erózió vízsugaras vágáskor 8.8 A vízsugaras vágás paraméterei Szívós erózió Rideg erózió AWJ Berendezés Anyag Eredmény Szívós anyagokra tipikus anyagjellemző: HV Jellegzetes vízsugárral vágott felület forgácsolási zóna átmeneti zóna elhajlási zóna Rideg anyagokra tipikus anyagjellemző: K Ic abrazív anyag abrazív mérete abrazív tömegáram fúvóka hossz és átmérő nyomás vágási sebesség keménység fúvóka magasság repedési tulajdonság keménység szilárdság lemez vastagság anyagleválasztási sebesség t űrés felületi érdesség vágórés szélesség és forma
47 8.9 Pontossági kérdések A pontosság növelése a vágófej döntésével Változó vágási front 1 2 Vágófej döntése az előtolás síkjában v v v v Az irányváltás okozta pontatlanságok Megmunkálási hiba > 0.1 mm A vágórés lehetséges alakjai (anyag: laminált papír) Vágófej döntése az előtolás síkjára merőlegesen v v 8.10 A bevágási mélység értelmezése 8.11 A technológiai paraméterek hatása a vágórésre és pontosságra Átvágott felület W top W i 1 mm 30 mm W j W e 1 mm W b,min A vágórés alakja az egyik legnehezebben kézben tartható minőségi jellemző W b,max Bevágott alumínium ill. üveg Az anyagleválasztás a bevágási mélységgel jellemezhető Bevágási mélység: k max Alapvetően az időegység alatt bevitt energiával szabályozható
48 A technológiai paraméterek hatása A technológiai paraméterek hatása Bevágási mélység Bevágási mélység Nyomás Előtolás Bevágási mélység Bevágási mélység Fúvóka magasság Abrazív áram Az előtolás és az abrazív áram hatása a bevágási mélységre Az előtolás és az abrazív áram hatása a bevágási mélységre depth of kerf k, mm 20,00 18,00 16,00 14,00 12,00 10,00 8,00 6,00 ma=6 g/s ma=5 g/s ma=4 g/s p=3000 bar traverse rate f,mm/min X12Cr13 stainless steel depth of kerf k, mm m= m= m= p=300 MPa traverse rate f, mm/min depth ofkerf k, mm m= m= m= p=200 MPa traverse rate f, mm/min depth of kerf k, mm m= m= m= p=250 MPa traverse rate f, mm/min AlMgSi0,5
49 Az előtolás és az abrazív áram hatása a bevágási mélységre Különböző anyagminőségek bevágási mélységei depth of kerf k, mm f= f= f= f= f= m=400g/min pressure p, MPa depth of kerf k, mm depth ofkerf k, mm f= f= f= f= f= m=200g/min 0 pressur p, MPa f= f= f= f= f= m=100g/min pressure p, MPa AlMgSi0,5 depth of kerf k, mm AlMgSi0.5, p=2000 bar marble, p=2000 bar Steel X12Cr13, p=2000 bar AlMgSi0,5 traverse rate f, m/min márvány acél Kétféle lehetséges erózió Rideg (pl. márvány) Szívós (pl. alumínium) Acél: nehézkes szívós erózió, jelentéktelen rideg erózió 8.12 A megmunkált felület érdessége A megmunkált felület átlagos érdessége (200 mm/min) (250 mm/min) Irodalmi adatok [B. Havlik, Z. Krajny] surface surface roughness roughness Ra, Ra, um um 77 6,5 6,5 66 5,5 5,5 55 4,5 4,5 44 3,5 3, depth depth of of kerf, kerf, mm mm aluminium aluminium f=127 f=127 mm/min mm/min garnet garnet ma=3,8 ma=3,8 g/s g/s dn=0,25 dn=0,25 mm mm dm= dm= 0,76 0,76 mm mm p=207 p=207 Mpa Mpa p=345 p=345 Mpa Mpa surface surface roughness Ra, Ra, um um depth depth of of kerf, kerf, mm mm aluminium aluminium p=345 p=345 Mpa Mpa dn=0,25 dn=0,25 mm mm dm=0,76 dm=0,76 mm mm garnet garnet ma=3,8 ma=3,8 g/s g/s f=64 f=64 mm/min mm/min f=191 f=191 mm/min mm/min f=254 f=254 mm/min mm/min
50 A megmunkált felület átlagos érdessége A megmunkált felület érdessége Saját mérések p=200, 250, 300 Mpa, m a = 200, 400 g/min p=250 MPa,m a =400 g/min,f=100 mm/min p=200 MPa,m a =400 g/min,f=300 mm/min Ra, um f=100 mm/min Ra ~ 5 8 m f=300 mm/min Ra ~ 5 10 m R a = 6.03 m R z =69.41 m R a = 6.74 m R z =68.25 m feed rate, mm/min f=500 mm/min Ra ~ 4 10 m R a = 6.21 m R z =57.51 m p=200 MPa, m a =200 g/min, f=300 mm/min A megmunkált felület érdessége 35x A megmunkált felület topográfiája Scanning elektron mikroszkóppal vizsgálva 17x f= x AlMgSi p=320 MPa dn=0,25 mm dm=0,8 mm garnet 80 ma=6 g/s s=3 mm W t =10.70 m P t = m W t = m P t = m W t =57.60 m P t = m f=300 mm/min
51 8.13 Abrazív anyagok Használatos abrazív porok: természetes vagy mesterséges Gránát homok Olivin Cu salak C salak Kvarc homok Korund Al 2 O 3 SiC Porcelán Szempontok: fizikai tulajdonságok környezeti hatások költséghatékonyság technológiai hatások ár Gránát homok A gránát azon szilikátok (SiO 4 )összefoglaló neve, melyek tetraéderesen kristályosodnak pl. Mg, Ca, Fe, Mn vegyületei. Pl.: almadin pyrope Mg 3 Al 2 [SiO4] 3 andradit uvarovit Ca3Cr 2 [SiO4] 3 andradit almadin kvarc olivin Új állapotú gránát 80 abrazív por elektronmikroszkópos képe Használt gránát 80 abrazív por elektronmikroszkópos képe 25x 100x 38x 77x 150x 250x 200x 200x
52 8.14 A vízsugaras vágás költséghatékonysága 8.15 A vízsugaras vágás előnyei és hátrányai Előny széles tartományú anyag megmunkálható relatív nagy vastagságú lemez vágható folyamat alatt nincs hőfejlődés minimális alátámasztó erő kevés hulladék anyagra nézve nincs káros kihatás (repedés, edződés) nincs megolvadás és füst termelődés Hátrány magas zajszint higroszkópos anyag nem megmunkálható por és gőz termelődés rövid a fúvóka élettartama pontossági problémák (vágási hézag formája, felületi érdesség, stb.) költésges 8.16 Alkalmazási lehetőségek Laminált szerkezetek és térbeli alakzatok vágása Térbeli alakzatok vágása Többtengelyes robotok alkalmazása Biztonságtechnikai feltételek megoldása hp t2 hw t1 tw
53 A vízsugaras megmunkálás alkalmazási lehetőségei A vízsugaras megmunkálás alkalmazási lehetőségei Kb. 420MPa Kb. 600MPa 8.17 További lehetséges megmunkálások Esztergálás Lehetséges műveletek vágás fúrás esztergálás marás A befejező megmunkáláshoz: finomabb abrazív anyag Fogásvétel nélküli megmunkálás Műveleti sorrend sakkfigura készítés
54 Esztergálás Esztergálás Fúrás körpályán mozgó sugárral (vágás) álló sugárral a megmunkált átmérő a sugárátmérővel azonos Korrekt geometria biztosítása nehéz Marás Probléma: A bevágási mélység kézbentartása Marás Vízsugaras anyagleválasztási kísérletek 3D-s megmunkálási kísérletek
55 Marás Vízsugaras anyagleválasztási kísérletek 8.18 További nagynyomású vízsugaras technológiák alkalmazási területei 400 Üzemi nyomás [MPa] Szállított vízmennyiség [l/min] 1. Vízsugaras vágás 2. Falazatok bontása 3. Burkolatok, bevonatok eltávolítása 4. Nagy sík beton felületek gépi eltávolítása 5. Aszfalt érdesítése, eltávolítása 6. Felülettisztítás 7. Bányászat 8. Csatornatisztítás 8.19 Munkavédelmi kérdések Munkavédelmi kérdések Azonnali orvosi intézkedés szükséges!!
56 9. Gyors prototípus készítés 9.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción alapul (sztereolitográfia) 1987: 3 amerikai, 3 japán, 1 német cég kezd el működni ezen a területen 9.2 Elnevezések Rapid Prototyping Desktop Manufacturing 3D Hardcopy Solid Free Form Fabrication Tool Less Manufacturing Automated Fabrication Layered Fabrication 9.3 A gyors prototípus készítés sajátosságai 9.4 Az eljárások csoportosítása gombnyomásra történő gyártás rétegenkénti testfelépítés elsődleges alaklétrehozás nincs szerszám minden darab önálló termék gyors (átfutási idő, változatok) automatizált A termék funkciója alapján: Szemléltető modell Gyártást támogató modell Funkcionális modell A rétegelőállítás stratégiája alapján: pontról-pontra vektor mentén felületről felületre
57 Eljárások csoportosítása Az eljárás fizikai tartalma alapján: SLA: Stereolitography (foto-polimerizáció) 3D System, Cubital SLS: Selective Laser Sintering (lézer szinterelés) EOS, DTM FDM: Fused Deposition Modelling (3D plotting) (huzalfelkrakás) Stratasys LOM: Laminated Object Manufacturing (lemezelt technikák) Helisys DSP Direct Shell Production (Droplet Deposition, 3D Printing): (keramikus vagy műanyag por ragasztása) Solingen Egyéb technikák : felrakó hegesztés, lemezkivágás, vízsugaras vágás, 9.5 A gyors prototípus készítés lépései CAD rajz elkészítése: kimenet.stl formátumban Szeletelés és letapogatási stratégia elkészítése Nyers darab előállítása (Green part) Utólagos kezelés Töltőanyag ill. támaszok eltávolítása, tisztítás, hőkezelés, anyagkezelés-keményítés, felületkikészítés 9.6 SLA, Sztereolitográfia Anyag: folyékony gyanta, viasz Rétegvastagság: 0,1-0,2 mm SLA, Sztereolitográfia Utólagos hőkezelés (kikeményítés) mindig szükséges. Polírozás, festés lehetséges Sztereolitográfiáhosz használt epoxigyanta tulajdonságai Epoxi1 Epoxi2 Mivel folyadékban van támaszról kell gondoskodni Szakítószilárdság (Mpa) Szakadási nyúlás (%) Ütőmunka (kj/m 2 ) Rugalmassági modulus (Mpa)
58 9.7 STL, Szelektív lézer szinterelés Szelektív lézer szinterelés Anyag: gyanta, műanyag fémpor keverék (Rm=400MPa) Funkcionális alkatrészek DTM Laser Sinterstation 2500 berendezés Három különböző eset: A szemcsék a határfelületen egymásba folynak (műanyag porok) Keverék fémpor alacsony olv. pontú részei megolvadnak Műanyaggal bevont fém v. kerámia por összeolvasztása, majd beitatása pl bronzzal
59 Szelektív lézer szinterelés Technológiai jellemzők Por összetétele Szemcsenagys ág Um Rétegvastagsá g mm Lézer teljesít ménye, W Pásztázási sebesség Bronz-Nikkel ,1-0, Bronz-Vas ,1-0, Alumíniumoxid 20 0,1-0,3 - - Réz-poliamid - 0, /0 RapidSteel2.0-0, Duraform , FDM, Huzalfelrakás FDM, Huzalfelrakás Anyag: hevített (200 o C) gyanta, műanyag
60 9.9 LOM, lemezelt technikák Anyag: papír, polyester film, szövet, kompozit Olcsó Gyors Komplex geometria LOM, lemezelt technikák
61 9.10 3D nyomtatás, por ragasztása 3D nyomtatás, por ragasztása Anyag: keramikus vagy műanyag por + ragasztó rideg utókezelés mindig gyantával beitatás 22 3D nyomtatás, por ragasztása 3D nyomtatás, por ragasztása Munkatér A munkatér kibontás A gép látképe Kész darabok
62 3D nyomtatás PolyJet Objet technológia 3D nyomtatás PolyJet Objet technológia Rétegvastagság: μm függőlegesen elkészíthető falvastagsága 0,6 mm, Pontosság: ± 0,05 mm Egyéb technikák vízsugaras vágás felrakó hegesztés fémlemezek összeszerelése stb
63 gombnyomásra történő gyártás automatizált Előnyök gyors (átfutási idő, változatok) nincs szerszám komplex alkatrész(ek) szerelt alkatrészek (ún. benszülöttek is készíthetők) 9.12 Előnyök és hátrányok Hátrányok pontosság vetemedés zsugorodás porozitás felületminőség mechanikai tulajdonságok lassú 9.13 A gyors prototípus készítés alkalmazási területei Öntőminta; 6,3 Gyors szerszámozás; 13,4 Árajánlatok; 1,4 Javaslatok; 3,6 Ergónómiai; 4,6 A termék funkciója alapján: Szerszámozás (közvetlen); 3,7 Szerelés ellenőrzés; 18,2 Egyéb; 3,8 Funkcionális modell; 22,7 Mérnöki modell; 16,9 Szerszámgyártói modell; 5,4 Szemléltető modell Gyártást támogató modell Funkcionális modell A gyors prototípus készítés alkalmazási területei 9.14 A gyors prototípus készítés térhódítása A világban évente installált RP rendszerek száma Akadémiai szekt. 7% Hadiipar 9% Orvosi szekt. 10% Egyéb 8% Keresk.term. 26% Autóipóip. 23% Repülőgépip. 8% Gépipar 9% RP módszerek alkalmazási területei (2002 Wohlers Associates) A világban évente elkészített RP modellek száma
64 A gyors prototípus készítés térhódítása A gyors prototípus készítés térhódítása % Piaci részesedések Japán 19% Korea 2% Kína 5% Egyéb 10% USA 42% A világban 1998-ban installált RP rendszerek százalékos megoszlása (Wohlers Associates) Olaszo. 4% UK 4% Svédo. 1% Franciao. 3% Németo. 9% Kanada 1% Kb 7000 rendszer Magyarországon: < 50 db 9.15 Esettanulmányok Mélyhúzandó alkatrész 3D geometriai modellje Gyors prototípus készítés alkalmazása közvetlen szerszámozáshoz Lézer szinterelt bélyeg és matrica, mélyhúzó szerszámhoz Kissorozatgyártásban Vékony alumíniumlemezek húzásához
65 Mélyhúzó szerszám konstrukciós felépítése 3D testmodellek elkészítése Bélyeg Matrica Kimenet: STL formátumban Szelektív lézer szinterelés A teljes tervezés folyamata Anyag: nikkel-bronzrézfoszfid R m =200 Mpa, 70HB Geometria CAD Alak felismerés Adatbázisra épülő elemkiválasztás CAM Lézer szinterelt bélyeg és matrica Geometriai ellenőrzés Technológia Dat Result a Computer Aided Decision Support Mérés
66 Alkatrészek mélyhúzása Különböző alkalmazások - 19 alkatrész 30perc alatt - 15 perc várakozás (hűtés) - 10 sorozat legyártása, 190 db - lemezvastagság: 0,7 mm - húzási mélység 16 mm Kopási nyomok a szerszámon nem érzékelhetők Térdprotézis Szivattyúalkatrész Orvosi alkalmazások Művészetek
67 Kultúrtörténet 9.16 Kitekintés Múmia rekonstruálása roncsolásmentesen A jövőbeni lehetőségek szinte korlátlanok?? új anyagok és új technológiák Kereskedelemben beszerezhető háztartási RP rendszerek??
7.3. Plazmasugaras megmunkálások
 7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
7.3. Plazmasugaras megmunkálások (Plasma Beam Machining, PBM) Plazma: - nagy energiaállapotú gáz - az anyag negyedik halmazállapota - ionok és elektronok halmaza - egyenáramú ív segítségével állítják elő
6. Gyors prototípus készítés. 6.1 Történeti áttekintés
 6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
6. Gyors prototípus készítés 6.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
10. Különleges megmunkálások. 11. Elektroeróziós megmunkálások. Elektroeróziós megmunkálások. Különleges megmunkálások csoportosítása
 10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
10. Különleges megmunkálások Különleges megmunkálások csoportosítása - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák -
12. Kükönleges megmunkálások
 12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
12. Kükönleges megmunkálások - Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta - anyagválasztás anyagkészítés Új anyagszétválasztási technológiák - A szerszám (ha van) nem kell keményebb legyen
1.7 Az abrazív vízsugaras vágás technológiája
 1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
1.7 Az abrazív vízsugaras vágás technológiája 1.7.1. Az abrazív vízsugaras technológiák történeti áttekintése I.e. : természetes folyósodrás ásványok tisztításához (Egyiptom) I.e. : mesterséges vízsugár
3. Gyors prototípus készítés. 3.1 Történeti áttekintés
 3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
3. Gyors prototípus készítés 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása a fotopolimerizáción
Különleges megmunkálások (MSc)
") 1. A különleges megmunkálások jellegzetességei és csoportosításuk Különleges megmunkálások (MSc) www.uni-miskolc.hu/~ggytmazs -Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta -anyagválasztás
1. A különleges megmunkálások jellegzetességei és csoportosításuk Különleges megmunkálások (MSc) www.uni-miskolc.hu/~ggytmazs -Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta -anyagválasztás
3. Gyors prototípus készítés (rapid prototyping)
") 3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
3. Gyors prototípus készítés (rapid prototyping) 3.1 Történeti áttekintés 1983: kísérletek 3D nyomtatás előállítására, Kalifornia, Nagoya, Minneapolis 1986: C. Hull megalapítja a 3D System nevű céget eljárása
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR
 A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
A PLAZMASUGARAS ÉS VÍZSUGARAS TECHNOLÓGIA VIZSGÁLATA SZERKEZETI ACÉL VÁGÁSAKOR Készítette: TÓTH ESZTER A5W9CK Műszaki menedzser BSc. TUDOMÁNYOS DIÁKKÖRI DOLGOZAT CÉLJA Plazmasugaras és vízsugaras technológia
Különleges gyártástechnológiák (BSc)
") 1. A megmunkálási módok osztályozása Bővebb értelmezésben: Különleges gyártástechnológiák (BSc) www.uni-miskolc.hu/~ggytmazs - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák:
1. A megmunkálási módok osztályozása Bővebb értelmezésben: Különleges gyártástechnológiák (BSc) www.uni-miskolc.hu/~ggytmazs - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák:
Különleges gyártástechnológiák (BSc)
") 1. A megmunkálási módok osztályozása Bővebb értelmezésben: Különleges gyártástechnológiák (BSc) www.uni-miskolc.hu/~ggytmazs - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák:
1. A megmunkálási módok osztályozása Bővebb értelmezésben: Különleges gyártástechnológiák (BSc) www.uni-miskolc.hu/~ggytmazs - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák:
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09.
 2009.11.09.") Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
Gyors prototípus gyártás (Rapid Prototyping, RPT) 2009.11.09. Konkurens (szimultán) tervezés: Alapötlet Részletterv Vázlat Prototípus Előzetes prototípus Bevizsgálás A prototípus készítés indoka: - formai
NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK
 Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
Budapesti Műszaki és Gazdaságtudományi Egyetem NAGY ENERGIA SŰRŰSÉGŰ HEGESZTÉSI ELJÁRÁSOK Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Elektronsugaras hegesztés A katódból kilépő
1. A megmunkálási módok osztályozása
 1. A megmunkálási módok osztályozása Bővebb értelmezésben: - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák: - forgácsolás - képlékeny alakítás - egyéb pl. forgácsoló
1. A megmunkálási módok osztályozása Bővebb értelmezésben: - tömeg csökkentő (anyagszétválasztó) - tömeg megtartó - tömeg növelő Alaptechnológiák: - forgácsolás - képlékeny alakítás - egyéb pl. forgácsoló
Műszaki klub Előadó: Raffai Lajos 2013-01-28
 Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Műszaki klub Előadó: Raffai Lajos 2013-01-28 1 Cél: szerkezeti anyagok elsősorban fémek- mechanikai, technológiai, ritkábban esztétikai jellemzőinek célszerű megváltoztatása illetve darabolása, egyesítése.
Különleges megmunkálási technológiák M_aj003_1
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Gyártási rendszerek szakirány 1. előadás Összeállította: Dr. Pintér József Tantárgyi követelmények 1. Tantárgy kódja: M_aj003_1
Különleges megmunkálások (MSc)
") 1. A különleges megmunkálások jellegzetességei és csoportosításuk Különleges megmunkálások (MSc) www.uni-miskolc.hu/~ggytmazs -Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta -anyagválasztás
1. A különleges megmunkálások jellegzetességei és csoportosításuk Különleges megmunkálások (MSc) www.uni-miskolc.hu/~ggytmazs -Kifejlesztésüket a megmunkálandó anyagok fejlődése indikálta -anyagválasztás
Plazmavágás
 2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
2016.09.23. Plazmavágás Ipari vágásmódszereket ismertető sorozatunkban egy, a magánszemélyek részére is már-már elérhető technológia, a plazmavágás került sorra. Százezerrel kezdődő összegtől már kapható
Keménymarás és/vagy szikraforgácsolás. Dr. Markos Sándor, Szerszámgyártók Magyarországi Szövetsége
 Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
Keménymarás és/vagy szikraforgácsolás Gyártástechnológiai trendek Nagy sebességű megmunkálások alkalmazásának fejlődése Lineár motoros hajtások alkalmazásának bővülése Párhuzamos kinematika alkalmazása
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás 5. Gyalulás, vésés 6.
Szikraforgácsolás Lézersugaras megmunkálás
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Szikraforgácsolás Lézersugaras megmunkálás 2. előadás Összeállította: Dr. Pintér József SZÉCHENYI
SZÉCHENYI ISTVÁN EGYETEM GYŐR Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Szikraforgácsolás Lézersugaras megmunkálás 2. előadás Összeállította: Dr. Pintér József SZÉCHENYI
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
2.4. ábra Alkalmazási területek
 Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
Tanulmányozza a 2.4. ábrát! Vizsgálja meg/gyűjtse ki hegesztésnél alkalmazott lézerek jellemző teljesítmény sűrűségét, fajlagos energiáját és a hatás időtartamát! 2.4. ábra Alkalmazási területek Gyűjtse
3D számítógépes geometria és alakzatrekonstrukció
 3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
3D számítógépes geometria és alakzatrekonstrukció 3D nyomtatás http://cg.iit.bme.hu/portal/node/312 https://www.vik.bme.hu/kepzes/targyak/viiima01 Dr. Várady Tamás, Dr. Salvi Péter BME, Villamosmérnöki
OPTIKA. Fénykibocsátás mechanizmusa fényforrás típusok. Dr. Seres István
 OPTIKA Fénykibocsátás mechanizmusa Dr. Seres István Bohr modell Niels Bohr (19) Rutherford felfedezte az atommagot, és igazolta, hogy negatív töltésű elektronok keringenek körülötte. Niels Bohr Bohr ezt
OPTIKA Fénykibocsátás mechanizmusa Dr. Seres István Bohr modell Niels Bohr (19) Rutherford felfedezte az atommagot, és igazolta, hogy negatív töltésű elektronok keringenek körülötte. Niels Bohr Bohr ezt
Elektromos áram. Vezetési jelenségek
 Elektromos áram. Vezetési jelenségek Emlékeztető Elektromos áram: töltéshordozók egyirányú áramlása Áramkör részei: áramforrás, vezető, fogyasztó Áramköri jelek Emlékeztető Elektromos áram hatásai: Kémiai
Elektromos áram. Vezetési jelenségek Emlékeztető Elektromos áram: töltéshordozók egyirányú áramlása Áramkör részei: áramforrás, vezető, fogyasztó Áramköri jelek Emlékeztető Elektromos áram hatásai: Kémiai
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
SiAlON. , TiC, TiN, B 4 O 3
 ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
ALKALMAZÁSOK 2. SiAlON A műszaki kerámiák (Al 2 O 3, Si 3 N 4, SiC, ZrO 2, TiC, TiN, B 4 C, stb.) fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak
Ultrapreciziós megmunkálás Nagysebességű forgácsolás
 Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
Különleges megmunkálási technológiák M_aj003_1 Mechatronikai mérnöki MSc szak Ultrapreciziós megmunkálás 3. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Ultrapreciziós megmunkálás
LÉZERES HEGESZTÉS AZ IPARBAN
 LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
LÉZERES HEGESZTÉS AZ IPARBAN Tartalom Hegesztésről általában Lézeres hegesztés Lézeres ötvözés, felrakó- és javítóhegesztés Lézeres hegesztés gáz- és szilárdtest lézerrel Scanner és 3D lézerhegesztés TRUMPF
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet, Gépgyártástechnológia Szakcsoport Korszerő alkatrészgyártás és szerelés II. BAG-KA-26-NNB
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél
 Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
Munkagázok hatása a hegesztési technológiára és a hegesztési kötésre a CO 2 és a szilárdtest lézersugaras hegesztéseknél Fémgőz és plazma Buza Gábor, Bauer Attila Messer Innovation Forum 2016. december
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA AZ ABRAZÍV VÍZSUGARAS VÁGÁS Kolozsvár, 2002. március 22-23. ANYAGLEVÁLASZTÁSI MECHANIZMUSAINAK KÍSÉRLETI VIZSGÁLATA Polák Helga ABSTRACT Machining (material removal)
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész
 10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
10. Lézer Alkalmazási Fórum Bréma Újdonságok a Lézersugaras technológiák területén első rész Halász Gábor MAHEG szakmai ankét 2017.03. 30. Tartalom Mikro-megmunkálások (lézeres lökéshullám alkalmazások,
Maximális pontosság a legapróbb részletekig
 Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Maximális pontosság a legapróbb részletekig 10 pontosabb! PÁRATLAN ÉRTÉKEK Lehetséges gyártási tűréshatár...+/- 10 μm Vágófelület-megmunkálás minősége... N6-ig ELŐ NYÖK A mikrorészecskék megmunkálására
Név... intenzitás abszorbancia moláris extinkciós. A Wien-féle eltolódási törvény szerint az abszolút fekete test maximális emisszióképességéhez
 A Név... Válassza ki a helyes mértékegységeket! állandó intenzitás abszorbancia moláris extinkciós A) J s -1 - l mol -1 cm B) W g/cm 3 - C) J s -1 m -2 - l mol -1 cm -1 D) J m -2 cm - A Wien-féle eltolódási
A Név... Válassza ki a helyes mértékegységeket! állandó intenzitás abszorbancia moláris extinkciós A) J s -1 - l mol -1 cm B) W g/cm 3 - C) J s -1 m -2 - l mol -1 cm -1 D) J m -2 cm - A Wien-féle eltolódási
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3. Lézer- és vízsugaras technológiák
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Különleges technológiák 3. Lézer- és vízsugaras technológiák
Felületmódosító technológiák
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Biokompatibilis anyagok 2011. Felületm letmódosító eljárások Dr. Mészáros István 1 Felületmódosító technológiák A leggyakrabban változtatott tulajdonságok a felület
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS. Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet
 SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
SZERVÍZTECHNIKA ÉS ÜZEMFENNTARTÁS Dr. Szabó József Zoltán Egyetemi docens Óbudai Egyetem BDGBMK Mechatronika és Autótechnika Intézet ALKATRÉSZFELÚJÍTÁS I. Termikus szórások Termikus szórás A termikus szórásokról
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Koherens fény (miért is különleges a lézernyaláb?)
") Koherens fény (miért is különleges a lézernyaláb?) Inkoherens fény Atomok egymástól függetlenül sugároznak ki különböző hullámhosszon, különböző fázissal fotonokat. Pl: Termikus sugárzó Koherens fény Atomok
Koherens fény (miért is különleges a lézernyaláb?) Inkoherens fény Atomok egymástól függetlenül sugároznak ki különböző hullámhosszon, különböző fázissal fotonokat. Pl: Termikus sugárzó Koherens fény Atomok
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040
 SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
SOFIA BLAST KFT WWW.HOMOKFUVO.HU Tel.:06 20 540 4040 A technológia alapja, hogy magasnyomású levegővel különböző koptatóanyagot repítünk ki. A nagy sebességgel kilépő anyag útjába állított tárgy kopást
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO
 CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
CNC vezérlésű lézervágó gép,típusa NUKON NFL-1530 ECO Általános ismertetés: A Fiber lézer vágó gép új fejezetet nyit a táblalemez megmunkálás technológiájában. A NUKON fiber lézer vágó rendszert úgy tervezték,
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel
 Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Plazmasugaras felülettisztítási kísérletek a Plasmatreater AS 400 laboratóriumi kisberendezéssel Urbán Péter Kun Éva Sós Dániel Ferenczi Tibor Szabó Máté Török Tamás Tartalom A Plasmatreater AS400 működési
Mézerek és lézerek. Berta Miklós SZE, Fizika és Kémia Tsz. 2006. november 19.
 és lézerek Berta Miklós SZE, Fizika és Kémia Tsz. 2006. november 19. Fény és anyag kölcsönhatása 2 / 19 Fény és anyag kölcsönhatása Fény és anyag kölcsönhatása E 2 (1) (2) (3) E 1 (1) gerjesztés (2) spontán
és lézerek Berta Miklós SZE, Fizika és Kémia Tsz. 2006. november 19. Fény és anyag kölcsönhatása 2 / 19 Fény és anyag kölcsönhatása Fény és anyag kölcsönhatása E 2 (1) (2) (3) E 1 (1) gerjesztés (2) spontán
Ipari Lézerek és Alkalmazásaik
 Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Ipari Lézerek és Alkalmazásaik A lézer LASER: Light Amplification by Stimulated Emission of Radiation vagyis: fény erısítése sugárzás stimulált kibocsátásával Lézerfény tulajdonságai: monokromatikus, egyszínő
Tevékenység: Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit!
 Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
Gyűjtse ki és tanulja meg a lézersugaras hegesztés csoportosítási megoldásait, jelöléseit! 2.3 Lézersugaras hegesztés A lézersugaras hegesztés az MSZ EN ISO 4063:2000 szerint az 52-es azonosító számú csoportba
10. SPECIÁLIS MEGMUNKÁLÁSOK
 10. SPECIÁLIS MEGMUNKÁLÁSOK A gépek tervezői a nagyobb fajlagos teljesítmény biztosítása, céljából nagy szilárdságú anyagokat írnak elő. Ezek mechanikai forgácsoló módszerekkel csak rendkívül nehezen munkálhatók
10. SPECIÁLIS MEGMUNKÁLÁSOK A gépek tervezői a nagyobb fajlagos teljesítmény biztosítása, céljából nagy szilárdságú anyagokat írnak elő. Ezek mechanikai forgácsoló módszerekkel csak rendkívül nehezen munkálhatók
CÉGÜNKRŐL CÉGÜNKRŐL CÉGÜNKRŐL
 CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
CÉGÜNKRŐL Vállalkozásomat 1986-ban indítottam el, az akkori lehetőségek keretei között egyéni vállalkozóként, majd 1996-ban létrehoztam a kft-t. Folyamatosan építettük ki a fémtömegcikkek gyártásához szükséges
Lánghegesztés és lángvágás
 Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Dr. Németh György főiskolai docens Lánghegesztés és lángvágás 1 Lánghegesztés Acetilén (C 2 H 2 ) - oxigén 1:1 keveréke 3092 C 0 magas lánghőmérséklet nagy terjedési sebesség nagy hőtartalom jelentéktelen
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Lemezalkatrész gyártás Vastag lemezek vágása
 Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán [email protected] 1 Lemezek darabolása, darabolási módok Alakító vágás,
Kecskeméti Főiskola GAMF Anyagtechnológia Tanszék Lemezalkatrész gyártás Vastag lemezek vágása 2014 Dr. Weltsch Zoltán [email protected] 1 Lemezek darabolása, darabolási módok Alakító vágás,
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs [email protected]
KÜLÖNLEGES MEGMUNKÁLÁSOK
 KÜLÖNLEGES MEGMUNKÁLÁSOK HSM LBM LOM EDM CHM UPM EBM SLA WEDM ECM MAM HDM WJM AJM SLS WEDG ECG CVD PVD USM FDM PEDM ECP 1 Különleges megmunkálások indokoltsága A megmunkált anyag keménysége, szilárdsága
KÜLÖNLEGES MEGMUNKÁLÁSOK HSM LBM LOM EDM CHM UPM EBM SLA WEDM ECM MAM HDM WJM AJM SLS WEDG ECG CVD PVD USM FDM PEDM ECP 1 Különleges megmunkálások indokoltsága A megmunkált anyag keménysége, szilárdsága
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése
 Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
Alumínium ötvözetek nagyteljesítményű speciális TIG hegesztése Gyura László okl. heg.szakmérnök, CIWE/CEWE Linde Gáz Magyarország Zrt. 5/11/2018 Fußzeile 1 Az alumínium/acél(ok) jellemzői Tulajdonság Mértékegység
A lézer alapjairól (az iskolában)
") A lézer alapjairól (az iskolában) Dr. Sükösd Csaba c. egyetemi tanár Budapesti Műszaki és Gazdaságtudományi Egyetem Tartalom Elektromágneses hullám (fény) kibocsátása Hogyan bocsát ki fényt egy atom? o
A lézer alapjairól (az iskolában) Dr. Sükösd Csaba c. egyetemi tanár Budapesti Műszaki és Gazdaságtudományi Egyetem Tartalom Elektromágneses hullám (fény) kibocsátása Hogyan bocsát ki fényt egy atom? o
Programozható vezérlő rendszerek. Elektromágneses kompatibilitás II.
 Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások
Elektromágneses kompatibilitás II. EMC érintkező védelem - az érintkezők nyitása és zárása során ún. átívelések jönnek létre - ezek csökkentik az érintkezők élettartamát - és nagyfrekvenciás EM sugárzások
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403. Dr. Dogossy Gábor Egyetemi adjunktus B 408
 MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
MÉRNÖKI ANYAGISMERET AJ002_1 Közlekedésmérnöki BSc szak Csizmazia Ferencné dr. főiskolai docens B 403 Dr. Dogossy Gábor Egyetemi adjunktus B 408 Az anyag Az anyagot az ember nyeri ki a természetből és
A vizsgált anyag ellenállása az adott geometriájú szúrószerszám behatolásával szemben, Mérnöki alapismeretek és biztonságtechnika
 Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla [email protected] Készült: Dr. Krállics György (BME,
Dunaújvárosi Főiskola Anyagtudományi és Gépészeti Intézet Mérnöki alapismeretek és biztonságtechnika Mechanikai anyagvizsgálat 2. Dr. Palotás Béla [email protected] Készült: Dr. Krállics György (BME,
Koherens fény (miért is különleges a lézernyaláb?)
") Koherens fény (miért is különleges a lézernyaláb?) Inkoherens fény Atomok egymástól függetlenül sugároznak ki különböző hullámhosszon sugároznak ki elektromágneses hullámokat Pl: Termikus sugárzó Koherens
Koherens fény (miért is különleges a lézernyaláb?) Inkoherens fény Atomok egymástól függetlenül sugároznak ki különböző hullámhosszon sugároznak ki elektromágneses hullámokat Pl: Termikus sugárzó Koherens
VÉDŐGÁZAS ÍVHEGESZTÉSEK
 VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
VÉDŐGÁZAS ÍVHEGESZTÉSEK Budapesti Műszaki és Gazdaságtudományi Egyetem Mechanikai Technológia és Anyagszerkezettani Tanszék Dr. Palotás Béla Tartalom Védőgázas ívhegesztéseksek Argon védőgázas v volfrámelektr
Seite 1. Különleges mélyhúzó eljárások. A különleges mélyhúzó eljárások alkalmazásának indokai. Kissorozatú gyártás gazdaságosságának fokozása
 9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
Fókuszált ionsugaras megmunkálás
 1 FEI Quanta 3D SEM/FIB Fókuszált ionsugaras megmunkálás Ratter Kitti 2011. január 19-21. 2 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz
1 FEI Quanta 3D SEM/FIB Fókuszált ionsugaras megmunkálás Ratter Kitti 2011. január 19-21. 2 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz
Mechanikai hullámok. Hullámhegyek és hullámvölgyek alakulnak ki.
 Mechanikai hullámok Mechanikai hullámnak nevezzük, ha egy anyagban az anyag részecskéinek rezgésállapota továbbterjed. A mechanikai hullám terjedéséhez tehát szükség van valamilyen anyagra (légüres térben
Mechanikai hullámok Mechanikai hullámnak nevezzük, ha egy anyagban az anyag részecskéinek rezgésállapota továbbterjed. A mechanikai hullám terjedéséhez tehát szükség van valamilyen anyagra (légüres térben
AZ EGYENÁRAM HATÁSAI
 AZ EGYENÁRAM HATÁSAI 1) HŐHATÁS Az elektromos áram hatására a zseblámpa világít, mert izzószála felmelegszik, izzásba jön. Oka: az áramló elektronok kölcsönhatásba kerülnek a vezető helyhez kötött részecskéivel,
AZ EGYENÁRAM HATÁSAI 1) HŐHATÁS Az elektromos áram hatására a zseblámpa világít, mert izzószála felmelegszik, izzásba jön. Oka: az áramló elektronok kölcsönhatásba kerülnek a vezető helyhez kötött részecskéivel,
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => [email protected],
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Kézi forgácsoló műveletek) Házi dolgozat http://elmk.okis.hu követelmények a weboldalon találhatóak Felkészítők / Sólyom Jöran menüpont e-mail => [email protected],
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
Használható segédeszköz: számológép (mobil/okostelefon számológép funkció nem használható a vizsgán!)
") T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
T 34 521 03/13 A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése
Gyártástechnológiai III. 4. előadás. Forgácsoló erő és teljesítmény. Előadó: Dr. Szigeti Ferenc főiskolai tanár
 Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
Műszaki Alapozó és Gépgyártástechnológiai Tanszék Gépészmérnöki szak Gyártástechnológiai III 4. előadás Forgácsoló erő és teljesítmény Előadó: Dr. Szigeti Ferenc főiskolai tanár Forgácsoló erő és teljesítmény
1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása
 50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
50 éves a lézer Lézertechnológiák műanyagipari alkalmazásai 1. Szerszámjavítás lézerhegesztéssel 2. Műanyagok lézeres feliratozása Előadó: Tóth Gábor Szerszámjavítás lézerhegesztéssel Áttekintés 1. Alkalmazása
Távolságmérés hullámokkal. Sarkadi Tamás
 Távolságmérés hullámokkal Sarkadi Tamás Mechanikai hullám Mechanikai rezgés tovaterjedése: rugalmas közegben terjed Hang: Legtöbbször longitudinális (sűrűsődés-ritkulás) Sebesség, frekvencia=>hullámhossz
Távolságmérés hullámokkal Sarkadi Tamás Mechanikai hullám Mechanikai rezgés tovaterjedése: rugalmas közegben terjed Hang: Legtöbbször longitudinális (sűrűsődés-ritkulás) Sebesség, frekvencia=>hullámhossz
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL
 9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
9. FORGÁCSOLÁS HATÁROZATLAN ÉLGEOMET- RIÁJÚ SZERSZÁMMAL A geometriailag határozatlan élgeometriájú szerszámmal való forgácsolás, a szerszám mechanikus behatása révén kialakuló anyagleválasztás. Az élt
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból. Abaffy Károly
 A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
A gázlézerek és szilárdtestlézerek összehasonlítása gázellátási és biztonságtechnikai szempontokból Abaffy Károly 2018.04.26. Lézer berendezések gázellátása 2 Ipari lézerek típusai Lézer típusa CO 2 lézer
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Kémiai energia - elektromos energia
 Általános és szervetlen kémia 12. hét Elızı héten elsajátítottuk, hogy a redoxi reakciók lejátszódásának milyen feltételei vannak a galvánelemek hogyan mőködnek Mai témakörök az elektrolízis és alkalmazása
Általános és szervetlen kémia 12. hét Elızı héten elsajátítottuk, hogy a redoxi reakciók lejátszódásának milyen feltételei vannak a galvánelemek hogyan mőködnek Mai témakörök az elektrolízis és alkalmazása
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés
 Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
Anyagi modell előállítása virtuális modellből a gyorsprototípus készítés A modellek és prototípusok szerepe a termékfejlesztésben A generatív gyártási eljárások jellemzői A réteginformációk előállítása
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás. 2012/13 2. félév Dr.
 A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
A termelésinformatika alapjai 10. gyakorlat: Forgácsolás, fúrás, furatmegmunkálás, esztergálás, marás 2012/13 2. félév Dr. Kulcsár Gyula Forgácsolás, fúrás, furatmegmunkálás Forgácsolás Forgácsoláskor
Messer Szakmai Nap. Messer Szakmai nap
 Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Messer Szakmai Nap Messer Innovációs Fórum Lézersugaras megmunkálások, újdonságok, fejlesztési trendek EUROBLECH és LAF 2016 érdekességei Halász Gábor Tartalom Újdonságok, fejlesztések a Lézersugaras vágás
Osztályozó vizsga anyagok. Fizika
 Osztályozó vizsga anyagok Fizika 9. osztály Kinematika Mozgás és kölcsönhatás Az egyenes vonalú egyenletes mozgás leírása A sebesség fogalma, egységei A sebesség iránya Vektormennyiség fogalma Az egyenes
Osztályozó vizsga anyagok Fizika 9. osztály Kinematika Mozgás és kölcsönhatás Az egyenes vonalú egyenletes mozgás leírása A sebesség fogalma, egységei A sebesség iránya Vektormennyiség fogalma Az egyenes
Fókuszált ionsugaras megmunkálás
 FEI Quanta 3D SEM/FIB Dankházi Zoltán 2016. március 1 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz injektorok detektor CDEM (SE, SI) 2 Dual-Beam
FEI Quanta 3D SEM/FIB Dankházi Zoltán 2016. március 1 FIB = Focused Ion Beam (Fókuszált ionnyaláb) Miből áll egy SEM/FIB berendezés? elektron oszlop ion oszlop gáz injektorok detektor CDEM (SE, SI) 2 Dual-Beam
Színképelemzés. Romsics Imre 2014. április 11.
 Színképelemzés Romsics Imre 2014. április 11. 1 Más néven: Spektrofotometria A színképből kinyert információkból megállapítható: az atomok elektronszerkezete az elektronállapotokat jellemző kvantumszámok
Színképelemzés Romsics Imre 2014. április 11. 1 Más néven: Spektrofotometria A színképből kinyert információkból megállapítható: az atomok elektronszerkezete az elektronállapotokat jellemző kvantumszámok
Diffúzió 2003 március 28
 Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
Diffúzió 3 március 8 Diffúzió: különféle anyagi részecskék (szilárd, folyékony, gáznemű) anyagon belüli helyváltozása. Szilárd anyagban való mozgás Öndiffúzió: a rácsot felépítő saját atomok energiaszint-különbség
9. évfolyam. Osztályozóvizsga tananyaga FIZIKA
 9. évfolyam Osztályozóvizsga tananyaga A testek mozgása 1. Egyenes vonalú egyenletes mozgás 2. Változó mozgás: gyorsulás fogalma, szabadon eső test mozgása 3. Bolygók mozgása: Kepler törvények A Newtoni
9. évfolyam Osztályozóvizsga tananyaga A testek mozgása 1. Egyenes vonalú egyenletes mozgás 2. Változó mozgás: gyorsulás fogalma, szabadon eső test mozgása 3. Bolygók mozgása: Kepler törvények A Newtoni
A lézersugár és szerepe a polimer technológiákban
 A lézersugár és szerepe a polimer technológiákban Buza Gábor, Rácz Ilona, Janó Viktória, KálaziZoltán 13,7 milliárd évvel korábban Az első nap Isten szólt: Legyen világosság és lőn világosság Energia 93
A lézersugár és szerepe a polimer technológiákban Buza Gábor, Rácz Ilona, Janó Viktória, KálaziZoltán 13,7 milliárd évvel korábban Az első nap Isten szólt: Legyen világosság és lőn világosság Energia 93
Felületjavítás görgızéssel
 Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Felületjavítás görgızéssel A görgızés mőködési elve A görgızés egy felületjavító eljárás, ahol a polírozott acélgörgık nyomást gyakorolnak a kisebb szilárdságú munkadarab felületére. Ha a görgık által
Szikraforgácsoló huzalok
 Szikraforgácsoló huzalok EDM (Electrical Discharge Machining), amelyre kissé viccesen használhatnánk az Exact Difficult Machining kifejezést is! 1. Huzalos szikraforgácsolás alapjai A szikraforgácsolás
Szikraforgácsoló huzalok EDM (Electrical Discharge Machining), amelyre kissé viccesen használhatnánk az Exact Difficult Machining kifejezést is! 1. Huzalos szikraforgácsolás alapjai A szikraforgácsolás
Lézersugaras technológiák fóruma
 Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Lézersugaras technológiák fóruma Újdonságok a lézersugaras technológiáik területén: méréstechnika, hegesztés, additive manufacturing (szemelvények a fórum előadásaiból) Abaffy Károly Linde Gáz Magyarország
Corvus Aircraft Kft Tervezési, gyártási technológiák. Győr, 2008. április 16.
 Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Corvus Aircraft Kft Tervezési, gyártási technológiák Győr, 2008. április 16. Cég történet STA RT 2002 Prototípus építés Mk I 2004 Cég alapítás Corvus Aircraft Kft 2005 Prototípus építés Corvus Corone Mk
Aktuátorok korszerű anyagai. Készítette: Tomozi György
 Aktuátorok korszerű anyagai Készítette: Tomozi György Technológiai fejlődés iránya Mikro nanotechnológia egyre kisebb aktuátorok egyre gyorsabb aktuátorok nem feltétlenül villamos, hanem egyéb csatolás
Aktuátorok korszerű anyagai Készítette: Tomozi György Technológiai fejlődés iránya Mikro nanotechnológia egyre kisebb aktuátorok egyre gyorsabb aktuátorok nem feltétlenül villamos, hanem egyéb csatolás
ELEKTROMÁGNESES REZGÉSEK. a 11. B-nek
 ELEKTROMÁGNESES REZGÉSEK a 11. B-nek Elektromos Kondenzátor: töltés tárolására szolgáló eszköz (szó szerint összesűrít) Kapacitás (C): hány töltés fér el rajta 1 V-on A homogén elektromos mező energiát
ELEKTROMÁGNESES REZGÉSEK a 11. B-nek Elektromos Kondenzátor: töltés tárolására szolgáló eszköz (szó szerint összesűrít) Kapacitás (C): hány töltés fér el rajta 1 V-on A homogén elektromos mező energiát