Képlékenyalakítás. Anyagismeret. Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék
|
|
|
- Zsigmond Orbán
- 8 évvel ezelőtt
- Látták:
Átírás
1 Képlékenyalakítás Anyagismeret Dr. Orbulov Imre Norbert Anyagtudomány és Technológia Tanszék
2 Miről lesz ma szó? Képlékenyalakítás fogalma Képlékenyalakítás technológiái Szabadalakító- és süllyesztékes kovácsolás Hengerlés Folyatások Lemezalakító technológiák Speciális alakító technológiák Képlékenyalakítás gépei
3 Képlékenyalakítás Képlékenység: maradó alakváltozás anélkül, hogy az atomok közötti kötés felszakadna Képlékeny alakítás: Új geometriai alakra hozás A test tömege változatlan marad (többé-kevésbé) Az anyagfolytonosság nem szakad meg Viszonylag nagy alakváltozás, ipari folyamat Cél: Alakadás Tulajdonságok megváltoztatása
4 Alapfogalmak Képlékeny alakítás célja: Alakadás (másolás és generálás) Tulajdonságok befolyásolása σ kp, TTKV, K Ic Termomechanikai eljárás Melegalakítás (T>T rekriszt, T>0,6T/T olv ) Félmeleg alakítás (T T rekriszt, 0,3T/T olv <T<0,6T/T olv ) Hidegalakítás (T<T rekriszt, T<0,3T/T olv ) Kapcsolódó anyagjellemzők Alakítási szilárdság Alakíthatóság
5 Alakadási lehetőségek Alakmásolás egyszerű mozgással az alakos szerszámüregbe sajtoljuk az anyagot: bonyolult szerszám, egyszerű mozgás, a teljes térfogatot egyszerre alakítjuk (nagy alakítóerő) Alakgenerálás egyszerű szerszámmal, bonyolult mozgással munkáljuk meg az anyagot, az alakítási zóna csak kis területre terjed ki (kis alakítóerő)

6 Az alakváltozás mechanizmusa Két alapvető feszültség Normális feszültség Rugalmas alakváltozás törés Csúsztató feszültség Rugalmas alakváltozás képlékeny alakváltozás törés



7 Alakadás és tulajdonságok Kiinduló állapot Alakított állapot Alakváltozás eloszlás Hőmérséklet eloszlás
8 Hidegalakítás vs. melegalakítás Hidegalakítás (T<T rekriszt ) Keményedés Alakváltozási képesség fokozatos kimerülése Szemcsék megnyúlása Diszlokációsűrűség növekedése Melegalakítás jellemzői (T>T rekriszt ) Lágyulási folyamatok (megújulás, rekrisztallizáció) Alakváltozás mértéke kevésbe korlátozott A szemcseszerkezet megváltozik
9 Hidegalakítás vs. melegalakítás Melegalakítás Hidegalakítás T>T rekriszt Alakítás hőmérséklete T<T rekriszt Kicsi, sebességfüggő Alakítási szilárdság Nagy, alakítástól függő IT12, rossz Pontosság IT7, jó Rossz (reve) Felületi minőség Jó, nagyon jó Nem korlátozott Alakíthatóság Korlátozott Kicsi, dinamikus Szerszám mechanikai terhelése Nagy Nagy Szerszám hőterhelése Kicsi Nagy A termék mérete Kicsi Nagy (0,3-tapadás) Súrlódás Kicsi (~0,1) Nagy Energiaigény Kicsi
10 Anyagjellemzők Alakítási szilárdság A képlékeny alakváltozás megindításához és fenntartásához szükséges egyenértékű feszültség Jele: k f, mértékegysége MPa, k f = k f (T, ε, dε/dt) Alakíthatósági határ Az alakváltozás azon mértéke, amelynél az anyagban makroszkópikus károsodás (instabilitás) lép fel
 Eltérő orientációk egykristály Csúszási rendszerek Csúszási sík Csúszási")
11 Feszültség (t) Mi történik az anyagban? polikristály Sok szemcse (polikristályos anyagok) Eltérő orientációk egykristály Csúszási rendszerek Csúszási sík Csúszási irány a síkban Intenzív keményedés t 0krit I. II. III. t t 0 F-R forrás b G Alakváltozás ( )
12 Alakítási szilárdság v F z k f Acél T=20 C h 0 d 0 d h r Al ötvözet Ólom ötvözet alakváltozás k f 4F h 0, ln, 2 d h h v
13 Alakváltozások , ln, ln, ln egyenértékű z y x c c b b a a a 0 b 0 c 0 a b c x y z x y z Térfogatállandóság

14 Feszültségek σ x τ xy τ xz τ yx τ zx σ y τ zy τ yz σ z σ σ 2 0 = 0 0 σ 3 σ s σ s σ s + σ 1 σ s σ 2 σ s σ 3 σ s Adott DDKR-ben Főfeszültségek Hidrosztatikus rész Deviátoros rész
15 Mikor indul meg a képlékeny alakváltozás? Definíció szerint akkor, amikor az egyenértékű feszültség eléri az alakítási szilárdságot Huber-Mises-Hencky szerint തσ HMH = 1 2 Mohr szerint തσ Mohr = σ 1 σ 3 σ 1 σ σ 1 σ σ 2 σ 3 2 Ha az egyenértékű feszültség nem éri el k f -et, akkor csak rugalmas alakváltozás történik Mohr szerinti folyási feltétel βk f = σ 1 σ 3 β=1, körszimmetrikus β=1,15, sík alakváltozás
16 Mohr körök Mohr szerint a folyás a legkisebb és legnagyobb főfeszültség k f -nyi különbségénél indul meg σ 1 és σ 3 a szerszámterhelés is egyben Legkevésbé a nyírás terheli a szerszámot
17 Az alakítás hatásai Új alak, geometria jön létre Makroszkópikus hatás Krisztallitok elnyúlnak, csúszási síkok irányba fordulnak, szálirány alakul ki szennyezők az alakítás irányába állnak Mikroszkópikus hatás Diszlokációk mozognak és képződnek (Frank- Read forrás) Szubmikroszkópi hatás
18 Diszlokációk A diszlokációsűrűség növekedésével az anyag keményedik A szilárdság nő Δσ = k d Képlékeny alakváltozó képesség csökken
19 Alakítási ellenállás Az alakító erő irányába eső feszültség és az alakított felület szorzata Erő dimenziójú Nem összetévesztendő az alakítási szilárdsággal Az alakítási ellenállás adja a gépterhelést
20 Alakíthatósági határ Törés (képlékeny instabilitás) nélkül elviselt alakváltozás ε t = a bk ε t T = állandó ε ሶ = állandó törési határgörbe A B zömítés -1 csavarás szakítás 0 1 k = σ 1 + σ 2 + σ 3 k f
21 KÉPLÉKENYALAKÍTÓ TECHNOLÓGIÁK
22 Képlékenyalakító technológiák Melegalakítás vs. Hidegalakítás Térfogatalakító technológiák Kis felület az alakított térfogathoz képest A darab vastagsága változik az alakítás során Pl.: kovácsolás, hengerlés, folyatás, húzás Lemezalakító technológiák Nagy felület az alakított térfogathoz képest A darab vastagsága (nagyjából) állandó Kivágás, hajlítás, mélyhúzás, fémnyomás
23 Kovácsolás Szabadalakító kovácsolás A minőség a kovács ügyességétől függ Sok univerzális és kevés célszerszám Sok mozgástér a gép (vagy üllő) körül Egyedi gyártás, kissorozat, anyagelosztás Süllyesztékes kovácsolás A minőséget csak a környezet (gép, szerszám stb.) befolyásolja Kizárólag célszerszámokkal dolgozik Nagysorozatok gyártása

24 Szabadalakító műveletek Durva nagyolás Jelölés Nyújtás Nyújtás Simítás 24
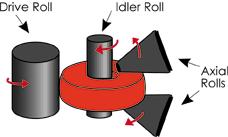
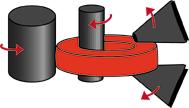
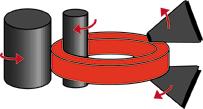
25 Gyűrűkovácsolás és hengerlés
26 SZABADALAKÍTÓ KOVÁCSOLÁS 5:19
27 GYŰRŰKOVÁCSOLÁS 10:04


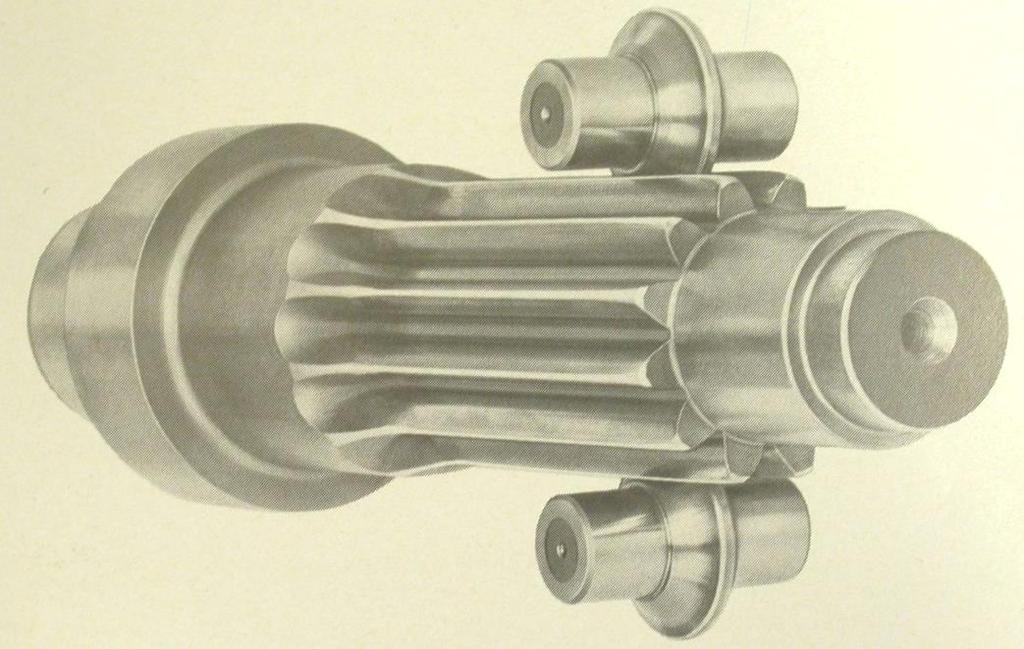
28 Süllyesztékes kovácsolás Kiinduló darab: melegen hengerelt, vagy kisajtolt rúd szálirány


29 A süllyesztékes kovácsolás lépései Darabolás Hevítés Előalakítás Készrealakítás Sorjázás Kalibrálás Hőkezelés Revétlenítés Minőségellenőrzés

")
30 A süllyesztékes kovácsolás lépései Darabolás Vágás, törés vagy forgácsolás, 3-4% térfogat szórás Hevítés Középfrekvenciás indukciós kemencében Kamrás kemencék (olaj, gáz) atmoszféra
31 A süllyesztékes kovácsolás lépései Előalakítás Mindenképpen a szálirány megtartásával Tárcsa alakú alkatrészek Darabolt előgyármány száliránya Szálirány elfordítása zömítéssel Szálirány alakhoz illesztése anyagelosztó előalakítással
32 A süllyesztékes kovácsolás lépései Előalakítás Mindenképpen a szálirány megtartásával Tengely alakú alkatrészek
 kovácshenger")
33 Kovácshengerlés A szerszám profiljának leképezése hengerfelületre Nagy sorozatok esetén nagyon hatékony eljárás kovácshenger alakító üreg buga szegmens ütköző fogó (robotkéz) kovácshenger alakító üreg
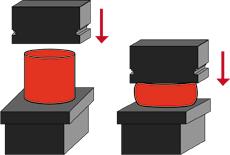
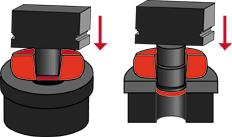
34 Készrealakítás Az alakítás jellege függ a géptől is Hidraulikus- és forgattyús sajtó statikus zömítés jellegű (a) Kalapács hátrafolyató, fröccsöntő jellegű (b)
35 Üregtöltés és alakítási erő
36 Sorjázás Lényegében kivágó-lyukasztó művelet Történhet félmelegen és hidegen
37 A süllyesztékes kovácsolás lépései Kalibrálás Sorjázás okozta deformációk okán, készüregben rá sóhajtunk Hőkezelés Az adott ötvözetnek megfelelően Revétlenítés Kénsavas, vagy sósavas pác Homok-, vagy sörétfúvatás Minőségvizsgálat Geometria, belső üregek, átlapolódás stb.
38 Vizszintes süllyesztékes kovácsolás Bélyeg Készdarab Mozgó süllyeszték Nagy termelékenység ( db/óra) Bonyolult alakú termékek Nagy gyártási pontosság Jó felületi minőség Osztott süllyeszték Rúdanyag Duzzasztás
39 VÍZSZINTES SÜLLYESZTÉKES KOVÁCSOLÁS 1:44
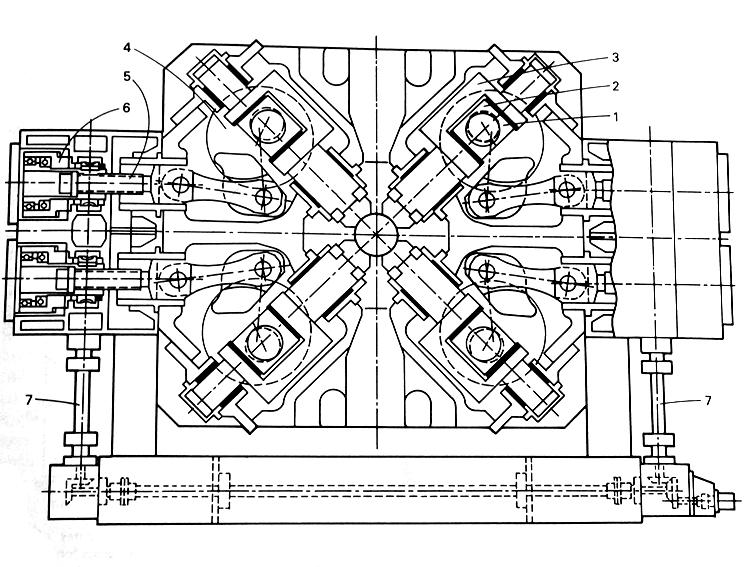
40 Körkovácsolás a
 Szerszámszegény")
41 Támolygó alakítás Kör vagy spirál pályán mozgó szerszám Csak a munkadarab felületének egy részével érintkezik kisebb alakítóerő, közel hidrosztatikus állapot Tárcsaszerű alkatrészek (például szelepek gyártása) Szerszámszegény technológia

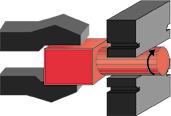
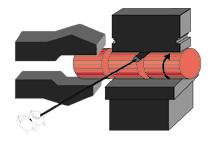
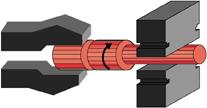
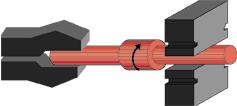
42 Redukálás Nagyobb átmérőjű fejrész és kisebb átmérőjű szárrész Olcsó művelet Jó lenne minden keresztmetszet csökkentést hasonlóan megoldani A fej nem zömül szegecselés A fej nem hajolhat ki (H/D<2,4)
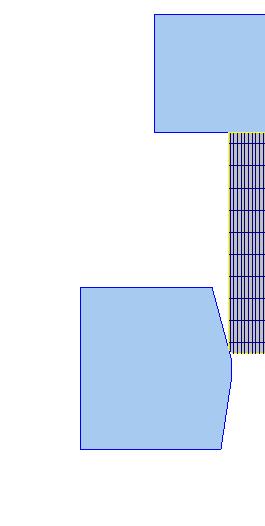

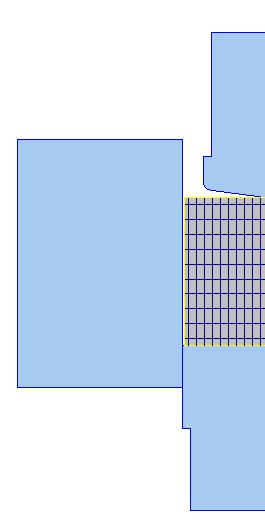
43 Redukálás modellezése

44 Folyató eljárások Előrefolyatás Ha a redukálás feltételei nem teljesülnek, akkor a fejet meg kell támasztani Bélyeg Matrica Munkadarab

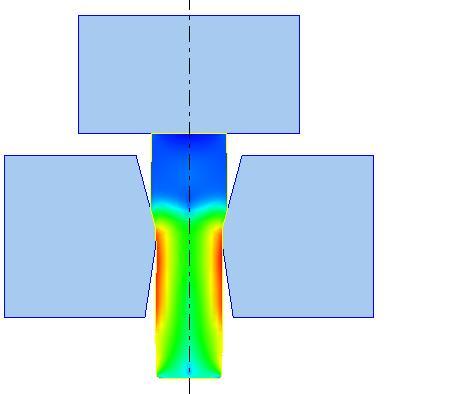
45 Folyató eljárások Hátrafolyatás Kombinált folyatás
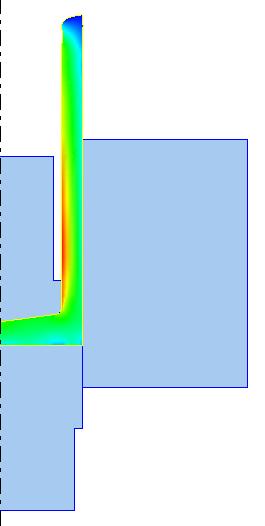
46 Hátrafolyatás modellezése
47 Bélyeg és matrica méretezés Egyszerű modell: vastagfalú cső p b r b r k D/d=4 5 d 1 d p k D d 2
48 Bélyeg és matrica méretezés Bélyegnél két határ létezik Szilárdság Feszültséggyűjtő helyek Kihajlási határ Alak és megfogás F 2 IE, l F krit F 2 krit 2 F L κ=0.5 F κ=1 κ=1.41 κ=2

49 Sajtolás, extrudálás Direkt sajtolás Indirekt sajtolás
50 ALUMÍNIUM SAJTOLÁS MODELL 1:30
51 ALUMÍNIUM SAJTOLÁS 3:02
52 ALUMÍNIUM SAJTOLÁS 3:17


53 Rúd- és dróthúzás Rúdhúzás Dróthúzás Húzógyűrűk
54 Hengerlés Térfogatalakítás (!) Lehet hideg- és meleghengerlés is Bugából szalagok, lemezek előállítása Feltétel: F x <T x tgα<μ Durvalemez: 4-60 mm Finomlemez: 0,2-4 mm F x F v v v r 0 T x T v f
55 Hengerszékek sémái Támasztó hengerek Meghajtott henger Ház Meghajtott henger Támasztó henger Meghajtott henger Támasztó hengerek Lemez Munkahenger a.) b.) c.) Meghajtott henger d.)
56 MELEGHENGERLÉS 6:31
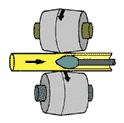
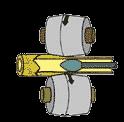

57 Különleges hengerlések Profilhengerlés Grob fogazás Csőgyártás Mannesmann
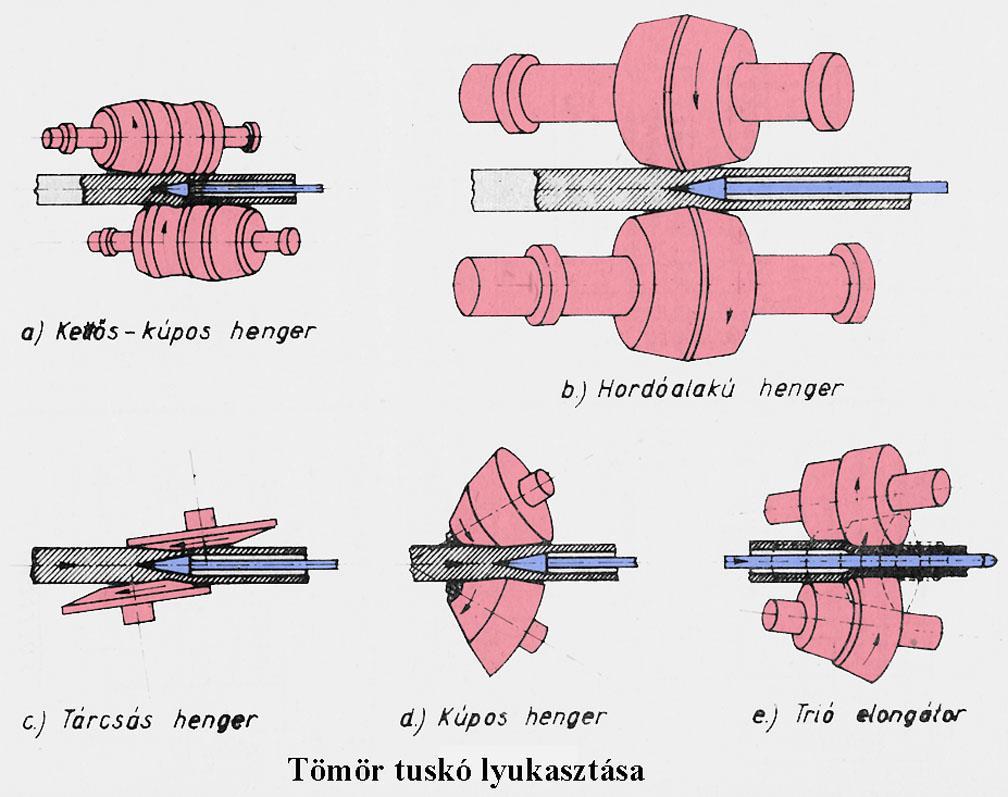
58 Mannesmann eljárás
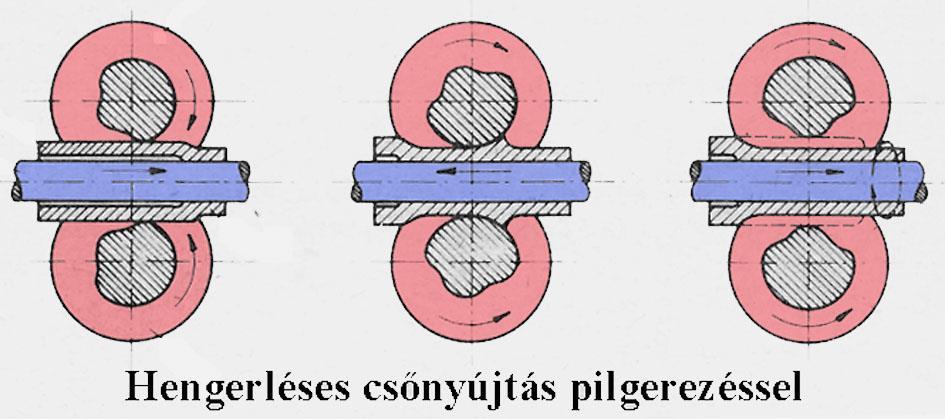
59 Pilgerezés
60 PROFILHENGERLÉS 2:46
61 Lemezhajlítás
62 Lemezek vágása/lyukasztása Kivágás A kivágott darab az alkatrész Lyukasztás A kivágott darab hulladék Méretek A lyuk méretét a bélyeg határozza meg A kieső darab méretét a matrica határozza meg Vágórés

63 Kivágás vs. Lyukasztás hulladék szétválasztás perforálás kicsípés hasítás lyukasztás kivágás bevágás
64 Vágórés A túl kis vágórés Növeli a vágóerőt Növeli a kopást Csökkenti a szerszámélettartamot A túl nagy vágórés Begyűri a lemezt Szélső esetben törést is okozhat
65 Vágott felület keresztmetszete s alakváltozott fényes eltört felület s B A' a x sorja F rugalmas alakváltozás képlékeny alakváltozás df=0 repedés keletkezés repedés terjedés törés súrlódás a kitoláskor x m x

66 Sávterv rossz jobb
67 Kombinált sorozatszerszámok


68 Finomkivágás
69 LYUKASZTÁS 2:38
70 UNIVERZÁLIS CNC 3:20

71 Mélyhúzás Sík lemezből, főleg húzó igénybevétellel üreges testet állít elő A termék nem feltétlenül tengelyszimmetrikus
72 Fülesedés Az anizotrópia fülesedést és ráncosodást okoz



73 Ráncosodás A lemez síkjában ébredő tangenciális feszültség helyi instabilitást, ráncot okoz D/s<20 esetén nem kell ráncgátló (vastag lemez)

74 Fémnyomás
75 KÉZI FÉMNYOMÁS 4:13
76 GÉPESÍTETT FÉMNYOMÁS 4:09
77 Speciális lemezalakító eljárások Rengeteg alforma létezik Alakítás rugalmas szerszámmal Robbantásos alakítás Elektrohidraulikus alakítás Nyújtvahúzás Szuperképlékeny anyagok alakítása Hidroforming Stb.

78 Alakítás rugalmas szerszámmal

79 Alakítás rugalmas szerszámmal
80 Robbantásos alakítás Levegő kiszivattyúzva A robbanás vízben terjedő lökéshulláma végzi az alakítást Kis darabszám Nagy lemezvastagság (25 mm) Nagy átmérő (3,6 m)
81 Elektrohidraulikus alakítás üllyeszték Elektródák Lemez Víz Kisebb méret Kisebb falvastagság Gyorsan változó, nagyenergiájú mágneses tér végzi az alakítást Akár 400 MPa nyomás

82 Nyújtvahúzás A lemezt alakítás előtt kis mértékben meghúzzák A kialakuló feszültségmező hatására kisebb erővel alakítható a darab Az alakváltozás egyenletesebb Kisebb visszarugózás

83 Szuperképlékeny anyagok Kis szemcseméret <10 μm Kis alakváltozási sebesség s -1 Kis folyási feszültség Nagy alakváltozó képesség Alakváltozási sebesség érzékeny m>0,5; 0,4 0,8 σ = kεሶ m

84 Szuperképlékeny folyás Szemcsehatármenti elcsúszás A szemcsék elcsúszásával helyreáll az eredeti szerkezet, majd a folyamat ismétlődik A szemcsék kitöltik a kialakuló üregeket



85 Üreges alakítás A levegő nyomása az üregbe nyomja a lemezt A levegő nyomása a szerszámhoz préseli a lemezt Az eljárás ideális nagyméretű komplex alkatrészek gyártására. Maximális alkatrészméret: 3 x 2 x 0,6 m, 6 mm vastagsággal. Levegő, vagy más gáz alkalmazható.




86 Buborékos alakítás Buborékforma kialakítása levegő befúvással Szerszám mozgása a buborék üregbe Ellennyomás alkalmazása az üregtöltésre 4 Szerszámeltávolítás A buborékos alakítás ideális módszer mély, összetett alakú alkatrészek gyártására, különösen akkor, ha a falvastagságnak állandónak kell maradni. Az eljárás olyan geometriai alakok előállítását biztosítja, amelyeket más módszerrel nem lehet előállítani. Maximális alkatrész méret: 950 x 650 x 300 mm, 6 mm vastagságig.



87 Ellennyomásos alakítás Az alakító kemence nyomás alatt, 500 C-ra hevítve Az alakítási sebességet az ellennyomással állítják be A levegő nyomása a szerszámhoz préseli a lemezt Az eljárás hasonló az üreges alakításhoz, de ebben az esetben a lemez mindkét oldalán nagy gáznyomást alkalmaznak. A nyomás-különbség fokozatos alakítást eredményez. Ez az elrendezés nehezebben alakítható anyagok feldolgozását is lehetővé teszi. Maximális feldolgozható lemezterület: 4,5 m 2.



88 Diafragma alakítás A piros lemez szuperképlékeny anyagú, a kék az alakítandó lemez A levegő nyomása a piros lemez révén az üregbe préseli a kék lemezt A levegő nyomása a szerszámhoz préseli a lemezt Az eljárással nem szuperképlékeny állapotú anyagok bonyolult 3D formára való alakítását lehet megvalósítani. Repülőgép alkatrészek ideális gyártó eljárása. Maximális alkatrész méret: 2800 x 1600 x 600 mm.
89 Szuperképlékeny anyagok előnyei Kis szerszámozási költség Egyszerű, öntött szerszámok, kis szerszámterhelés Nagy panelek mm Utólagos alakítás Továbbra is lehetséges az alakítás Kiváló felületi minőség Van amelyiknél nincs is érintkezés a szerszámmal Nincs maradó feszültség, visszarugózás, hosszú szerszámélettartam, elemszám csökkentés, súlycsökkentés, bonyolult geometria
90 Hidroforming Olyan alakító eljárás, ahol hidraulikus folyadék nyomása révén ( MPa) alakítunk Bonyolult, szerkezetileg merev darabok létrehozására alkalmas Autógyártás, kerékpárgyártás, csővázak Csövek alakítása Kis-, nagy-, többszörös nyomású alakítás, duzzasztóalakítás, harmonikaszerű alakítás Lemezek alakítása
91 Nyomás Nyomáslefutás az egyes eljárásoknál Szerszámzárás folyamata Zárt szerszám Szerszámnyitás folyamata Kisnyomású alakítás Nagynyomású alakítás Többszörös nyomású alakítás idő

92 Kisnyomású alakítás Kis nyomás, súrlódás Könnyű anyag elmozdulás Állandó falvastagság Kisebb berendezés A szerszám nyitott (p=0) A szerszám zárul p=p1 R=3xT A szerszám zárt p=p2 p max = 48 MPa Alakítás hatására a kiinduló cső kerülete néhány %-ot nő. A szerszámzárás és nyomásnövekedés folyamatos.


93 Nagynyomású alakítás Nagy nyomás, súrlódás Minimális anyag elmozdulás Nagyméretű berendezés p=0 A nyomás nő Vastagság csökkenés Vastagság csökkenés Max. nyomás p max = MPa A nagyobb nyomás miatt fontos az anyagválasztás. Kenőanyagot alkalmaznak. A szerszám a folyamat közben zárt.

94 Többszörös nyomású alakítás Nyitott szerszám az alakítás előtt A szerszám zárul Kis nyomás, súrlódás Könnyű fém csúszás Kisebb alakítógép R=3xT A szerszám zárt P max = MPa I. Szerszámzárás közben a nyomás nő II. Zárt állapotban a nyomás tovább nő

95 Duzzasztó alakítás Szerszám Deformációs zóna Termék Csőszerű munkadarab Alakítógép Szerszám és munkadarab érintkezése Reference 1 Kevés szerszámelem Egyszerű alakítási művelet

96 Harmonika szerű alakítás A szerszám nyitott A szerszám zárt A szegmensek nyítva Kis nyomás a csőben A szerszám zárt A szegmensek zárva Nagy nyomás a csőben
97 Lemezek hidroforming alakítása Kevesebb művelet egy alkatrészhez Egy szerszám megspórolható Víz, olaj, vagy más folyadék Egyenletes alakváltozás Kisebb visszarugózás Kisebb anyagfelhasználás Nagyobb szilárdságú anyagok is alakíthatók Drága berendezés Ciklusidő viszonylag hosszú Nedves környezet

98 Mélyhúzás - hidroforming Tervezett forma Teríték Egyenletes alakváltozás eloszlás Víz Nagy nyomás Ráncgátló Elfogadható m

99 Összetett forma mélyhúzása

100 Lemezalakítás szerszámüregben Ráncgátló Nyomás alatti folyadék Kezdeti állapot Mélyhúzó szerszám I. Alakváltozás szabadon Szerszám II. Kalibráló fázis

101 Kétterítékes eljárás Felső szerszám Dupla teríték Alsó szerszám nyomás 1. Szerszám zárása 2. Alakítás Nyomás alatti folyadék 3. Kalibrálás 4. A kész darab eltávolítása
102 Hidropiercing Felső szerszámfél Bélyeg Alsó szerszámfél Hidraulikus henger
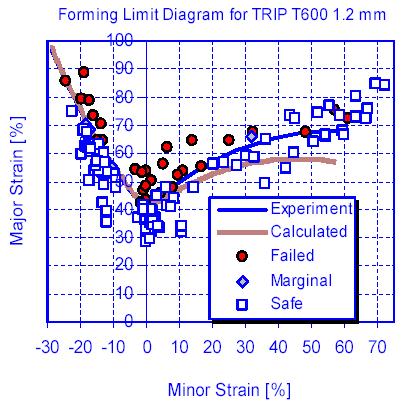
103 Lemezek alakítási határa 1 + FLD diagram Keller-Goodwin diagram Alakíthatósági határgörbe Görbe felett törés Görbe alatt biztonságos 0 + 2
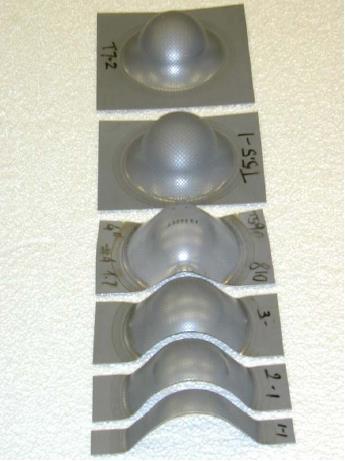
104 Nakazima-próba

105 Alakítógépek
106 Alakítógépek Az alakítógépek szolgáltatják az alakításhoz szükséges Erőt Energiát Általában alternáló, egyenes vonalú mozgásra van szükség Karakterisztikák alapján Energia karakterisztikájú Elmozdulás (löket) karakterisztikájú Erő karakterisztikájú
107 Energia karakterisztikájú gépek Különböző kalapácsok tartoznak ide Számos működési elv Jellemző az ütési energia és a megengedett maximális erő
108 Konstrukciós kialakítások Szabadalakító kovácsolás Nyitott gépkeret, jó körüljárhatóság, a medve és az üllő külön van alapozva. Süllyesztékes kovácsolás Zárt gépkeret, pontos összevezetés, egységes rendszer.



109 Kalapácsok Hosszú és rövidlöket 1000, illetve 300 mm Kis mennyiségű olaj Nagy hidraulikus nyomás Nitrogénpárna expanziója gyorsít Nagy löketszám 7 ms -1 beütés
110 Ellenütős kalapács Nagy darabok süllyesztékes kovácsolása Ütközés a levegőben Környezetet kevésbé terheli Közvetlen mozgatás Gőz, levegő, gáz Közvetett mozgatás Acélheveder M M 1 2


111 Csavarorsós sajtók Frikciós sajtó Lendkerekes, vagy direkt hajtás Több bekezdéses, nem önzáró menetes orsó A gépszerkezetben, vagy a medvében rögzített anya 0,1-1 ms -1 beütési sebesség

112 Elmozdulás karakterisztikájú gépek Számos kinematikai megoldás

113 Karakterisztika Lehetséges folyamatos üzemmód és egyedi löketek alkalmazása is F F n 0,067s h

114 Könyökemelős sajtó Rövid úton nagy erő szükség esetén Tubusfolyatás, érme dombornyomás Sokféle elrendezés lehet a karoktól függően Lehet vízszintes és függőleges kivitelű is

115 Erő karakterisztikájú gépek Tipikusan hidraulikus sajtó Kovácssajtó: GN erő nagyságrend, emulzió, 1000 bar nyomás Extrudáló sajtó: ~10 MN, egy munkahenger, olaj Jól vezérelhető Akkumulátorok Kis erő nagy sebesség, vagy nagy erő kis sebesség Két tápegység: csavarszivattyú, fogaskerék szivattyú
116 Dr. Orbulov Imre Norbert KÖSZÖNÖM A FIGYELMET!
Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások
 Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Miskolci Egyetem Műszaki Anyagtudományi Kar Anyagtudományi Intézet Fémtechnológiák Fémek képlékeny alakítása 1. Mechanikai alapfogalmak, anyagszerkezeti változások Dr.Krállics György krallics@eik.bme.hu
Melegalakítás labor Melegalakítás labor. fajlagosan nagyobb szép felület,
 Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
Melegalakítás labor 1. Az alakítási technológiák felosztása fémfizikai alapokon Hidegalakítás: Pl.: lemezalakítási technológiák (mélyhúzás, hajlítás ), redukálás, húzás, előre- v. hátrafolyatás, zömítés
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2014. 1. TANTÁRGYLEÍRÁS
FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ MŰVELETEK ÁTTEKINTÉS Forgácsnélküli alakító műveletek csoportosítása Lemezalakító eljárások Anyagszétválasztó műveletek Lemez
Tevékenység: Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit!
 Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Olvassa el a bekezdést! Gyűjtse ki és tanulja meg a lemezalakító technológiák jellemzőit! 2.1. Lemezalakító technológiák A lemezalakító technológiák az alkatrészgyártás nagyon jelentős területét képviselik
Forgácsnélküli alakítás NGB_AJ010_1. Beugró ábrajegyzék
 Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Forgácsnélküli alakítás NGB_AJ010_1 Beugró ábrajegyzék Az anyagok viselkedése, rugalmasság, képlékenység Az ábrán szereplő anyag: DC04, (St 1403) jellemző értékei: Rp0,2 = 210 N/ mm2 (Folyáshatár) εgl
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerfeldolgozás. Melegalakítás
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerfeldolgozás Melegalakítás Melegalakítás 2 Melegalakítás: 0,05 15 mm vastagságú lemezek, fóliák formázása termoelasztikus állapotban
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák Amennyiben a tétel kidolgozásához segédeszköz szükséges,
KÉPLÉKENY HIDEGALAKÍTÁS
 KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENY HIDEGALAKÍTÁS ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
Alumínium ötvözetek aszimmetrikus hengerlése
 A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
A Miskolci Egyetemen működő tudományos képzési műhelyek összehangolt minőségi fejlesztése TÁMOP-4.2.2/B-10/1-2010-0008 Tehetségeket gondozunk! Alumínium ötvözetek aszimmetrikus hengerlése 2011. November
Képlékenyalakítás 4. előadás
 4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
4. előadás Lemezalakítás Prof. Dr. Tisza Miklós 1 A lemezalakítás fogalma, csoportosítása definíció geometriai definíció technológiai definíció csoportosítása az alakítás jellege szerint» anyagszétválasztással
Kúszás, szuperképlékenység
 Anyagszerkezettan és anyagvizsgálat 2015/16 Kúszás, szuperképlékenység Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük: Az időtől függő (kúszás) és időtől független alakváltozási mechanizmusokat;
Anyagszerkezettan és anyagvizsgálat 2015/16 Kúszás, szuperképlékenység Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük: Az időtől függő (kúszás) és időtől független alakváltozási mechanizmusokat;
Kúszás, szuperképlékenység
 Alakváltozás Anyagszerkezettan és anyagvizsgálat 205/6 Kúszás, szuperképlékenység Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük: Az időtől függő (kúszás) és időtől független alakváltozási
Alakváltozás Anyagszerkezettan és anyagvizsgálat 205/6 Kúszás, szuperképlékenység Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük: Az időtől függő (kúszás) és időtől független alakváltozási
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés
 c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés") KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
KÉPLÉKENYALAKÍTÁS (GEMTT003-B) c. tantárgy követelményei a 2018/19. tanév II. félévében Gépészmérnöki Kar, II. évfolyam, BSc képzés Tantárgy órakimérete: 2 ea + 1 gy Félév elismerésének, az aláírás megadásának
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minőség, élettartam A termék minősége
Anyagválasztás dugattyúcsaphoz
 Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
Anyagválasztás dugattyúcsaphoz A csapszeg működése során nagy dinamikus igénybevételnek van kitéve. Ezen kívül figyelembe kell venni hogy a csapszeg felületén nagy a kopás, ezért kopásállónak és 1-1,5mm
tervezési szempontok (igénybevétel, feszültségeloszlás,
 Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
Elhasználódási és korróziós folyamatok Bagi István BME MTAT Biofunkcionalitás Az élő emberi szervezettel való kölcsönhatás biokompatibilitás (gyulladás, csontfelszívódás, metallózis) aktív biológiai környezet
ahol m-schmid vagy geometriai tényező. A terhelőerő növekedésével a csúszó síkban fellép az un. kritikus csúsztató feszültség τ
 Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
Egykristály és polikristály képlékeny alakváltozása A Frenkel féle modell, hibátlan anyagot feltételezve, nagyon nagy folyáshatárt eredményez. A rácshibák, különösen a diszlokációk jelenléte miatt a tényleges
KOVÁCSOLÁS TECHNOLÓGIÁJA
 KOVÁCSOLÁS TECHNOLÓGIÁJA ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
KOVÁCSOLÁS TECHNOLÓGIÁJA ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Hidegfolyató eljárások
 Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Indítsa el az animációkat! Figyelje meg a bélyeg és az anyag mozgását az előre- és a hátrafolyatás esetében! Döntse el, vajon miért nevezik előre és hátrafolyatásnak a műveleteket! Előrefolyatás Hátrafolyatás
Seite 1. Különleges mélyhúzó eljárások. A különleges mélyhúzó eljárások alkalmazásának indokai. Kissorozatú gyártás gazdaságosságának fokozása
 9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
9. előad adás Különleges mélyhúzó eljárások Prof. Dr. Tisza Miklós 1 A különleges mélyhúzó eljárások alkalmazásának indokai Különleges mélyhúzó eljárásokat különböző indokokkal alkalmazunk. Ezek közül
KÉPLÉKENYALAKÍTÁS ELMÉLET
 KÉPLÉKENYALAKÍTÁS ELMÉLET KOHÓMÉRNÖK MESTERKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
KÉPLÉKENYALAKÍTÁS ELMÉLET KOHÓMÉRNÖK MESTERKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS
A forgácsolás alapjai
 A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
A forgácsolás alapjai Dr. Igaz Jenő: Forgácsoló megmunkálás II/1 1-43. oldal és 73-98. oldal FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA, HELYENKÉNT
7. Élettartam növelő megmunkálások (tartósság növelő)
") 7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
7. Élettartam növelő megmunkálások (tartósság növelő) Gépek működésekor igénybevétel elületi elületi réteg belső keresztmetszet Felületi mikrogeometria (érdesség) hatással van a: kopásállóságra áradási
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2016/17. Szilárdságnövelés. Dr. Mészáros István Az előadás során megismerjük
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2016/17 Szilárdságnövelés Dr. Mészáros István meszaros@eik.bme.hu 1 Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti
KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN
 KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN KOHÓMÉRNÖK MESTERKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
KÉPLÉKENYALAKÍTÁSI FOLYAMATTAN KOHÓMÉRNÖK MESTERKÉPZÉS TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR ANYAGTUDOMÁNYI INTÉZET Miskolc, 2008. 1. TANTÁRGYLEÍRÁS A tantárgy/kurzus
1. Hidegalakítás, melegalakítás, félmelegalakítás
 Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Ismételje át a hidegalakítás fogalmát, hatását a fémek tulajdonságaira! Olvassa el a bekezdést! Jegyezze meg a hideg-, félmeleg és melegalakító eljárások jellemzőit és alkalmazási területeit. 1. Hidegalakítás,
Tevékenység: Gyűjtse ki és tanulja meg a hidromechanikus mélyhúzás alkalmazásának területét!
 Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
Az előző eljárásnál nehézkes volt a teríték adagolása, így azt W. Pankin továbbfejlesztette. Az ellentartót átalakította húzógyűrűvé, és ráncgátlót alkalmazott. Elhagyta a membránt is. Az általa kialakított
2. zh feladatgyűjtemény Mit ért hideg térfogatalakítás alatt? Foglalja össze a fő jellemzőit!
 2. zh feladatgyűjtemény 1. 1 Mit ért hideg térfogatalakítás alatt? Foglalja össze a fő jellemzőit! Hideg térfogatalakítás során a feldolgozandó előgyártmányt egy többé-kevésbé zárt üregbe tesszük, és több
2. zh feladatgyűjtemény 1. 1 Mit ért hideg térfogatalakítás alatt? Foglalja össze a fő jellemzőit! Hideg térfogatalakítás során a feldolgozandó előgyártmányt egy többé-kevésbé zárt üregbe tesszük, és több
TARTALOMJEGYZÉK I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS...
 I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó
I. RÉSZ: ÁTTEKINTÉS ÉS ALAPANYAGGYÁRTÁS... 17 1. BEVEZETÉS... 18 1.1. Alapfogalmak... 18 1.2. A technológia jellemz i... 19 2. A GYÁRTÁSI ELJÁRÁSOK ÁTTEKINTÉSE... 22 2.1. Felosztás... 22 2.2. Primer alakadó
Fogorvosi anyagtan fizikai alapjai 6.
 Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
Fogorvosi anyagtan fizikai alapjai 6. Mechanikai tulajdonságok 1. Kiemelt témák: Rugalmas alakváltozás Merevség és összefüggése a kötési energiával A geometriai tényezők szerepe egy test merevségében Tankönyv
FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) FORGÁCSNÉLKÜLI ALAKÍTÓ GÉPEK ÁTTEKINTÉS Sajtológépek felosztása Működtetés szerint: Mechanikus sajtológépek (excenteres, könyökemelős vagy más mechanizmussal
A szerkezeti anyagok tulajdonságai és azok vizsgálata
 A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
A szerkezeti anyagok tulajdonságai és azok vizsgálata 1 Az anyagok tulajdonságai fizikai tulajdonságok, mechanikai, termikus, elektromos, mágneses akusztikai, optikai 2 Minıség, élettartam A termék minısége
1.1. A képlékeny alakító eljárások történelmi áttekintése
 1.1. A képlékeny alakító eljárások történelmi áttekintése Olvassa el a bekezdést! Gyűjtse ki a képlékeny alakító eljárások ie. időszakra jellemző megoldásait! Keressen az interneten ie. időszakra jellemző
1.1. A képlékeny alakító eljárások történelmi áttekintése Olvassa el a bekezdést! Gyűjtse ki a képlékeny alakító eljárások ie. időszakra jellemző megoldásait! Keressen az interneten ie. időszakra jellemző
Seite 1. Térfogatalakító eljárások. Redukálás. A redukálás fő alkalmazási területei. Redukálás és folyatás. Prof. Dr. Tisza Miklós Miskolci Egyetem
 12. előa aás Térfogatalakító eljárások Reukálás és folyatás Prof. Dr. Tisza Miklós 1 A reukálás fogalma Reukálás A reukálás olyan térfogatalakító eljárás, amelynek célja a munkaarab átmérőjének csökkentése
12. előa aás Térfogatalakító eljárások Reukálás és folyatás Prof. Dr. Tisza Miklós 1 A reukálás fogalma Reukálás A reukálás olyan térfogatalakító eljárás, amelynek célja a munkaarab átmérőjének csökkentése
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Üreges testek gyártása
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Üreges testek gyártása Üreges testek gyártástechnológiái 2 Mi az, hogy üreges test? Egy darabból álló (általában nem összeszerelt),
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák.
 A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
A vizsgafeladat ismertetése: A szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák. A tételekhez segédeszköz nem használható. A feladatsor
KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI
 KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIA
KÉPLÉKENYALAKÍTÁS ELMÉLETI ALAPJAI ANYAGMÉRNÖK ALAPKÉPZÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI ÉS NANOTECHNOLÓGIA
HELYI TANTERV. Mechanika
 HELYI TANTERV Mechanika Bevezető A mechanika tantárgy tanításának célja, hogy fejlessze a tanulók logikai készségét, alapozza meg a szakmai tantárgyak feldolgozását. A tanulók tanulási folyamata fejlessze
HELYI TANTERV Mechanika Bevezető A mechanika tantárgy tanításának célja, hogy fejlessze a tanulók logikai készségét, alapozza meg a szakmai tantárgyak feldolgozását. A tanulók tanulási folyamata fejlessze
A tételekhez segédeszköz nem használható.
 A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
A vizsgafeladat ismertetése: Az összefüggő szakmai gyakorlat megfigyelésének elemzése mellett a szóbeli vizsga kérdései a 4. Szakmai követelmények fejezetben megadott modulokhoz tartozó témaköröket tartalmazzák
GEOTECHNIKA I. LGB-SE TALAJOK SZILÁRDSÁGI JELLEMZŐI
 GEOTECHNIKA I. LGB-SE005-01 TALAJOK SZILÁRDSÁGI JELLEMZŐI Wolf Ákos Mechanikai állapotjellemzők és egyenletek 2 X A X 3 normál- és 3 nyírófeszültség a hasáb oldalain Y A x y z xy yz zx Z A Y Z ZX YZ A
GEOTECHNIKA I. LGB-SE005-01 TALAJOK SZILÁRDSÁGI JELLEMZŐI Wolf Ákos Mechanikai állapotjellemzők és egyenletek 2 X A X 3 normál- és 3 nyírófeszültség a hasáb oldalain Y A x y z xy yz zx Z A Y Z ZX YZ A
HÚZÁS ÉS SAJTOLÁS. ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELÉSI ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ
 TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ") HÚZÁS ÉS SAJTOLÁS ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELÉSI ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
HÚZÁS ÉS SAJTOLÁS ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELÉSI ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (nappali munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI, KÉPLÉKENYALAKÍTÁSI
Anyagvizsgálatok. Mechanikai vizsgálatok
 Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
Anyagvizsgálatok Mechanikai vizsgálatok Szakítóvizsgálat EN 10002-1:2002 Célja: az anyagok egytengelyű húzó igénybevétellel szembeni ellenállásának meghatározása egy szabványosan kialakított próbatestet
ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE. Házi Feladat. Süllyesztékes kovácsolás
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK ALAKÍTÓ TECHNOLÓGIÁK ELMÉLETE Házi Feladat Süllyesztékes kovácsolás Teszt Tomi NEPTUN 2014. május 21. Licskó tanár úrnál
Anyagismeret tételek
 Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
Anyagismeret tételek 1. Iparban használatos anyagok csoportosítása - Anyagok: - fémek: - vas - nem vas: könnyű fémek, nehéz fémek - nemesfémek - nem fémek: - műanyagok: - hőre lágyuló - hőre keményedő
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2017. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Lemezalakítás. Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás
 Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Lemezalakítás Lemezalakítás nyíróigénybevétellel: Hulladékmentes darabolás - A bemutatott példánál egy löket alatt két munkadarab készül Hulladékszegény darabolás Kivágás, lyukasztás - anyagszétválasztás
Tevékenység: Tanulmányozza a ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál!
 Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Tanulmányozza a.3.6. ábrát és a levezetést! Tanulja meg a fajlagos nyúlás mértékének meghatározásának módját hajlításnál! Az alakváltozás mértéke hajlításnál Hajlításnál az alakváltozást mérnöki alakváltozási
Hideg képlékenyalakító eljárások
 MISKOLCI EGYETEM Műszaki Anyagtudományi Kar Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Hideg képlékenyalakító eljárások Dr. Kovács Sándor TANTÁRGYLEÍRÁS 2016. Szerző: Dr. Kovács Sándor
MISKOLCI EGYETEM Műszaki Anyagtudományi Kar Kerpely Antal Anyagtudományok és Technológiák Doktori Iskola Hideg képlékenyalakító eljárások Dr. Kovács Sándor TANTÁRGYLEÍRÁS 2016. Szerző: Dr. Kovács Sándor
Mikropillárok plasztikus deformációja 3.
 Mikropillárok plasztikus deformációja 3. TÁMOP-4.2.1/B-09/1/KMR-2010-0003 projekt Visegrád 2012 Mikropillárok plasztikus deformációja 3.: Ultra-finomszemcsés Al-30Zn ötvözet plasztikus deformációjának
Mikropillárok plasztikus deformációja 3. TÁMOP-4.2.1/B-09/1/KMR-2010-0003 projekt Visegrád 2012 Mikropillárok plasztikus deformációja 3.: Ultra-finomszemcsés Al-30Zn ötvözet plasztikus deformációjának
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Gyártástechnológia II. BAGGT23NNB Elıgyártmányok Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Tartalom Alapfogalmak Technológiai dokumentumok Elıgyártmányok Gyártási hibák, ráhagyások Bázisok és készülékek Jellegzetes
Házi feladat (c) Dr Mikó Balázs - Gyártástechnológia II.
 Dr Mikó Balázs - Gyártástechnológia II.") Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 01B - Előgyártmányok Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai
 7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
7. Anyagvizsgálat a Gyakorlatban Szakmai Szeminárium Kecskemét, 214. június (18)-19-2. Nagyszilárdságú lemezanyagok alakíthatósági vizsgálatai TISZA Miklós, KOVÁCS Péter Zoltán, GÁL Gaszton, KISS Antal,
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári)
") 2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
2.2. Függelék Képlékenyalakítás, elektronikus tananyag (Kardos, Danyi, Végvári) FIGYELEM! Ez csak egy mintafeladat mely az elektronikus tananyaghoz készült. A feladat elkészítéshez ad segítséget, tippeket.
Fogorvosi anyagtan fizikai alapjai 8. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Anyagszerkezettan és anyagvizsgálat 2015/16. Törés. Dr. Krállics György
 Anyagszerkezettan és anyagvizsgálat 2015/16 Törés Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük az állapottényezők hatását; a törések alapvető fajtáit, mechanikai és fraktográfiai
Anyagszerkezettan és anyagvizsgálat 2015/16 Törés Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük az állapottényezők hatását; a törések alapvető fajtáit, mechanikai és fraktográfiai
Fém megmunkálás. Alapanyag. Térfogat- és lemezalakítások. Porkohászat. Öntészet homokba öntés, preciziós öntés kokilla öntés. fémporok feldolgozása
 Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fém megmunkálás Alapanyag Öntészet homokba öntés, preciziós öntés kokilla öntés Térfogat- és lemezalakítások pl. kovácsolás, hidegfolyatás, mélyhúzás Porkohászat fémporok feldolgozása Példa: öntészet (1)
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
Fogorvosi anyagtan fizikai alapjai 7.
 Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Mechanikai tulajdonságok 2. Kiemelt témák: Szilárdság, rugalmasság, képlékenység és szívósság összefüggései A képlékeny alakváltozás mechanizmusa kristályokban és
Fogorvosi anyagtan fizikai alapjai 7. Képlékeny viselkedés. Terhelési diagram. Mechanikai tulajdonságok 2. s sz (Pa) Tankönyv fejezetei: 16-17
 Tankönyv fejezetei: 16-17") rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
rugalmas B mn 1. A rá ható erő következtében megváltozott alakját a hatás megszűntével visszanyerő. Vmihez hozzáütődve róla visszapattanó. merev B mn 1. Nem rugalmas, nem hajlékony . Rugalmasságát,
TERVEZÉS KATALÓGUSOKKAL KISFELADAT
 Dr. Nyitrai János Dr. Nyolcas Mihály TERVEZÉS KATALÓGUSOKKAL KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2012 TERVEZÉS KATALÓGUSOKKAL KISFELADAT "A" típusú feladat: Pneumatikus
Dr. Nyitrai János Dr. Nyolcas Mihály TERVEZÉS KATALÓGUSOKKAL KISFELADAT Segédlet a Jármű- és hajtáselemek III. tantárgyhoz Kézirat 2012 TERVEZÉS KATALÓGUSOKKAL KISFELADAT "A" típusú feladat: Pneumatikus
Acélszerkezetek gyártása
 Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
Dr. Németh György főiskolai docens Acélszerkezetek gyártása 1 A gyártó üzem elvi elrendezése ~ 15 m ~ 15 m ~ 15 m A - A ~ 5 m B - B ~ 5 m C - C A B C ~ 5 m ~ 30 m 18. ~ 30 m 17. 3. 16. 15. 4. 5. 6. 14.
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK. Anyagismeret 2007/08. Károsodás. Témakörök
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2007/08 Károsodás Dr. Lovas Jenő jlovas@ eik.bme.hu Dr. Éva András mal.eva@mail.datanet.hu Témakörök Bevezetés Tönkremeneteli módok Fáradás, méretezés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Anyagismeret 2007/08 Károsodás Dr. Lovas Jenő jlovas@ eik.bme.hu Dr. Éva András mal.eva@mail.datanet.hu Témakörök Bevezetés Tönkremeneteli módok Fáradás, méretezés
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére
 Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
Belsőégésű motor hengerfej geometriai érzékenység-vizsgálata Geometriai építőelemek változtatásának hatása a hengerfej szilárdsági viselkedésére Néhány példa a C3D Műszaki Tanácsadó Kft. korábbi munkáiból
ábra Vezetőoszlopos blokkszerszám kilökővel
 21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
21 2.2.3. ábra Vezetőoszlopos blokkszerszám kilökővel Gyűjtse ki a kivágási folyamat hátrányos következményeit! Tanulja meg a pontosabb méretű munkadarab gyártásának megoldásait! 2.2.3. Pontossági vágás,
Szilárdságnövelés. Az előkészítő témakörei
 ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
ANYAGTUDOMÁNY ÉS TECHNOLÓGIA TANSZÉK Alapképzés Anyagszerkezettan és anyagvizsgálat 2007/08 Szilárdságnövelés Dr. Palotás Béla palotasb@eik.bme.hu Dr. Németh Árpád arpinem@eik.bme.hu Szilárdság növelés
Előadó: Érseki Csaba http://ersekicsaba.hu
 Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
Előadó: Érseki Csaba http://ersekicsaba.hu Extrudálás, mint kiinduló technológia Flakonfúvás Fóliafúvás Lemez extrudálás Profil extrudálás Csőszerszám* - Széles résű szerszám* - Egyedi szerszámok** * -
2011. tavaszi félév. Köszörülés. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
2011. tavaszi félév Köszörülés Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u.
Anyagismeret a gyakorlatban (BMEGEPTAGA0) SZAKÍTÓVIZSGÁLAT
 SZAKÍTÓVIZSGÁLAT") Anyagismeret a gyakorlatban (BMEGEPTAGA) SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte
Anyagismeret a gyakorlatban (BMEGEPTAGA) SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte
10. Jellegzetes alkatrészek technológiai tervezése
 10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
10. Jellegzetes alkatrészek technológiai tervezése 10.1 Tengelyek művelettervezése Megmunkálásukat számos tényező befolyásolja: a) A tengely alakja Sima tengelyek Lépcsős tengelyek - Egyirányú - Kétirányú,
A műanyagok szerves anyagok és aránylag kis hőmérsékleten felbomlanak. Hővel szembeni viselkedésük alapján két csoportba oszthatók:
 POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
POLIMERTECHNOLÓGIÁK (ELŐADÁSVÁZLAT) 1. Alapvető műanyagtechnológiák Sajtolás Kalanderezés Extruzió Fröcssöntés Üreges testek gyártása (Fúvás) Műanyagok felosztása A műanyagok szerves anyagok és aránylag
Törés. Az előadás során megismerjük. Bevezetés
 Anyagszerkezettan és anyagvizsgálat 015/16 Törés Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük az állapottényezők hatását; a törések alapvető fajtáit, mechanikai és fraktográfiai
Anyagszerkezettan és anyagvizsgálat 015/16 Törés Dr. Krállics György krallics@eik.bme.hu Az előadás során megismerjük az állapottényezők hatását; a törések alapvető fajtáit, mechanikai és fraktográfiai
MECHANIKA I. rész: Szilárd testek mechanikája
 Egészségügyi mérnökképzés MECHNIK I. rész: Szilárd testek mechanikája készítette: Németh Róbert Igénybevételek térben I. z alapelv ugyanaz, mint síkban: a keresztmetszet egyik oldalán levő szerkezetrészre
Egészségügyi mérnökképzés MECHNIK I. rész: Szilárd testek mechanikája készítette: Németh Róbert Igénybevételek térben I. z alapelv ugyanaz, mint síkban: a keresztmetszet egyik oldalán levő szerkezetrészre
Tartószerkezetek modellezése
 Tartószerkezetek modellezése 20. Elıadás A kapcsolatok funkciója: - Bekötés: 1 2 - Illesztés: 1 1 A kapcsolás módja: - mechanikus (csavar, szegecs) - hegesztési varrat 1 A kapcsolatok részei: - Elemvég
Tartószerkezetek modellezése 20. Elıadás A kapcsolatok funkciója: - Bekötés: 1 2 - Illesztés: 1 1 A kapcsolás módja: - mechanikus (csavar, szegecs) - hegesztési varrat 1 A kapcsolatok részei: - Elemvég
Tervezés katalógusokkal kisfeladat
 BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
BUDAPESTI MŰSZAKI ÉS GAZDASÁGTUDOMÁNYI EGYETEM Számítógépes tervezés, méretezés és gyártás (BME KOJHM401) Tervezés katalógusokkal kisfeladat Járműelemek és Járműszerkezetanalízis Tanszék Ssz.:...... Név:.........................................
7. Alapvető fémmegmunkáló technikák. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás )
") 7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
7. Alapvető fémmegmunkáló technikák A fejezet tartalomjegyzéke 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. 7.2. Kovácsolás, forgácsolás. 7.1. Öntés, képlékenyalakítás, préselés, mélyhúzás. (http://hu.wikipedia.org/wiki/képlékenyalakítás
Szilárd testek rugalmassága
 Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Fizika villamosmérnököknek Szilárd testek rugalmassága Dr. Giczi Ferenc Széchenyi István Egyetem, Fizika és Kémia Tanszék Győr, Egyetem tér 1. 1 Deformálható testek (A merev test idealizált határeset.)
Mechatronikai megoldások a lemezek vizsgálatában
 SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
SZÉCHENYI ISTVÁN EGYETEM GYŐR Gyártócellák (NGB_AJ018_1) Mechatronikai megoldások a lemezek vizsgálatában Esettanulmány: hidraulikus lemezvizsgáló berendezés Lemezvizsgáló berendezés fejlesztési folyamata
Extrudálás alapjai. 1. Műanyagipar helyzete. 2. Műanyag termékgyártás. 3. Alapanyag. 4. A feldolgozást befolyásoló anyagjellemzők. 5.
 Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
Extrudálás alapjai 1. Műanyagipar helyzete 1.1. Múltja 1.2. Jelen 1.3. Várható tendenciák 2. Műanyag termékgyártás 2.1. Termékkel szembeni elvárások 2.2. Alapanyag kiválasztás 2.3. Termékgyártásra való
KÉPLÉKENY ALAKÍTÁSI FOLYAMATOK SZÁMÍTÓGÉPES SZIMULÁCIÓJA
 FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. KÉPLÉKENY ALAKÍTÁSI FOLYAMATOK SZÁMÍTÓGÉPES SZIMULÁCIÓJA Computer simulation of plastic forming processes Horosz Gergő, Dr. Horváth
FIATAL MŰSZAKIAK TUDOMÁNYOS ÜLÉSSZAKA Kolozsvár, 2001. március 23-24. KÉPLÉKENY ALAKÍTÁSI FOLYAMATOK SZÁMÍTÓGÉPES SZIMULÁCIÓJA Computer simulation of plastic forming processes Horosz Gergő, Dr. Horváth
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma
 Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Debreceni Szakképzési Centrum Baross Gábor Középiskolája és Kollégiuma 4030 Debrecen, Budai Ézsaiás utca 8/A. HELYI TANTERV a IX. GÉPÉSZET ÁGAZAT kötelezően választható tantárgyaihoz a 11-on (DUÁLIS KÉPZÉSI
Szemcsehatárcsúszás és sebességérzékenységi tényező ultra-finomszemcsés Al-30Zn ötvözet plasztikus deformációjában. Visegrád 2011
 Szemcsehatárcsúszás és sebességérzékenységi tényező ultra-finomszemcsés Al-30Zn ötvözet plasztikus deformációjában Visegrád 2011 Al-Zn rendszer Eutektikus Zn-5%Al Eutektoidos Zn-22%Al Al-Zn szilárdoldatok
Szemcsehatárcsúszás és sebességérzékenységi tényező ultra-finomszemcsés Al-30Zn ötvözet plasztikus deformációjában Visegrád 2011 Al-Zn rendszer Eutektikus Zn-5%Al Eutektoidos Zn-22%Al Al-Zn szilárdoldatok
A végeselem módszer alapjai. 2. Alapvető elemtípusok
 A végeselem módszer alapjai Előadás jegyzet Dr. Goda Tibor 2. Alapvető elemtípusok - A 3D-s szerkezeteket vagy szerkezeti elemeket gyakran egyszerűsített formában modellezzük rúd, gerenda, 2D-s elemek,
A végeselem módszer alapjai Előadás jegyzet Dr. Goda Tibor 2. Alapvető elemtípusok - A 3D-s szerkezeteket vagy szerkezeti elemeket gyakran egyszerűsített formában modellezzük rúd, gerenda, 2D-s elemek,
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
Fa- és Acélszerkezetek I. 1. Előadás Bevezetés Dr. Szalai József Főiskolai adjunktus Okt. Hét 1. Téma Bevezetés acélszerkezetek méretezésébe, elhelyezés a tananyagban Acélszerkezetek használati területei
ALAKÍTÁSTECHNOLÓGIAI GYAKORLAT II.
 ALAKÍTÁSTECHNOLÓGIAI GYAKORLAT II. ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI,
ALAKÍTÁSTECHNOLÓGIAI GYAKORLAT II. ANYAGMÉRNÖK BSC KÉPZÉS HŐKEZELŐ ÉS KÉPLÉKENYALAKÍTÁSI SZAKIRÁNY (levelező munkarendben) TANTÁRGYI KOMMUNIKÁCIÓS DOSSZIÉ MISKOLCI EGYETEM MŰSZAKI ANYAGTUDOMÁNYI KAR FÉMTANI,
Hőre lágyuló műanyagok feldolgozása
 Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Hőre lágyuló műanyagok feldolgozása Bevezetés Extrúzió az extruder folyamatok szerszámok, termékek Fröccsöntés a fröccsöntőgép lépések szerkezet szerszámok Üreges testek gyártása extrúziós fúvás fröccsfúvás
Járműelemek. Rugók. 1 / 27 Fólia
 Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
Rugók 1 / 27 Fólia 1. Rugók funkciója A rugók a gépeknek és szerkezeteknek olyan különleges elemei, amelyek nagy (ill. korlátozott) alakváltozás létrehozására alkalmasak. Az alakváltozás, szemben más szerkezeti
KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy - kr3) (annotáció)
 (annotáció)") KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy - kr3) (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban
KORSZERŰ ANYAGOK ÉS TECHNOLÓGIÁK (2+1; a gy - kr3) (annotáció) Elsődleges alakadó mechanikai technológiák. A porkohászat technológiája, jellegzetes fém, kerámia és kompozit termékek. Az alkatrészgyártásban
Szilárdságnövelés. Az előadás során megismerjük. Szilárdságnövelési eljárások
 Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Anyagszerkezettan és anyagvizsgálat 2015/16 Szilárdságnövelés Dr. Szabó Péter János szpj@eik.bme.hu Az előadás során megismerjük A szilárságnövelő eljárásokat; Az eljárások anyagszerkezeti alapjait; Technológiai
Seite 1. Lemezalakítás Mélyhúzás. A mélyhúzás feszültségi állapotának elemzése. A mélyhúzás feszültségi állapotának elemzése
 8. előad adás Lemezalakítás Mélyhúzás Prof. Dr. Tisza Miklós 1 A mélyhúzás feszültségi állapotának elemzése A mélyhúzás során ébredő feszültség fő összetevői: a teríték bélyegen kívül levő részének alakításához
8. előad adás Lemezalakítás Mélyhúzás Prof. Dr. Tisza Miklós 1 A mélyhúzás feszültségi állapotának elemzése A mélyhúzás során ébredő feszültség fő összetevői: a teríték bélyegen kívül levő részének alakításához
4.33. ábra Nyomott rúd befogási és vezetési körülményei
 Ismételje át az Euler-féle efogási esetek mechanikai alapjait! Gyűjtse ki és tanulja a hidegfolyató élyegek terhelési típusát! Jegyezze a élyegek geometriai kialakításának szaályait! Rajzoljon különöző
Ismételje át az Euler-féle efogási esetek mechanikai alapjait! Gyűjtse ki és tanulja a hidegfolyató élyegek terhelési típusát! Jegyezze a élyegek geometriai kialakításának szaályait! Rajzoljon különöző
FINOMFELÜLETI MEGMUNKÁLÁSOK
 2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
2007-2008 / I. félév FINOMFELÜLETI MEGMUNKÁLÁSOK FINOMFELÜLETI MEGMUNKÁLÁSOK - TÜKRÖSÍTÉS (LEPPELÉS) - DÖRZSKÖSZÖRÜLÉS () - TÜKÖRSIMÍTÁS (SZUPERFINISELÉS) Dr. Szmejkál Attila Ozsváth Péter Budapesti Műszaki
CONSTEEL 8 ÚJDONSÁGOK
 CONSTEEL 8 ÚJDONSÁGOK Verzió 8.0 2013.11.20 www.consteelsoftware.com Tartalomjegyzék 1. Szerkezet modellezés... 2 1.1 Új szelvénykatalógusok... 2 1.2 Diafragma elem... 2 1.3 Merev test... 2 1.4 Rúdelemek
CONSTEEL 8 ÚJDONSÁGOK Verzió 8.0 2013.11.20 www.consteelsoftware.com Tartalomjegyzék 1. Szerkezet modellezés... 2 1.1 Új szelvénykatalógusok... 2 1.2 Diafragma elem... 2 1.3 Merev test... 2 1.4 Rúdelemek
Anyagtechnológiai Tanszék Készítette: Kecskés Bertalan
 Anyagtechnológiai Tanszé Készítette: Kecsés Bertalan Tartalomjegyzé Reuálás.... Összehasonlító alaváltozás meghatározása.... Otimális félúszög meghatározása.... A reuáló művelet elvégezhetőségéne ellenőrzése....
Anyagtechnológiai Tanszé Készítette: Kecsés Bertalan Tartalomjegyzé Reuálás.... Összehasonlító alaváltozás meghatározása.... Otimális félúszög meghatározása.... A reuáló művelet elvégezhetőségéne ellenőrzése....
GÉPIPARI TECHNOLÓGIÁK
 SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék GÉPIPARI TECHNOLÓGIÁK / FORGÁCSNÉLKÜLI ALAKÍTÁS / ÖSSZEÁLLÍTOTTA Dr. Halbritter Ernő egyetemi docens GÉPIPARI TECHNOLÓGIÁK Alapfogalmak Technológia
SZÉCHENYI ISTVÁN EGYETEM Anyagismereti és Járműgyártási Tanszék GÉPIPARI TECHNOLÓGIÁK / FORGÁCSNÉLKÜLI ALAKÍTÁS / ÖSSZEÁLLÍTOTTA Dr. Halbritter Ernő egyetemi docens GÉPIPARI TECHNOLÓGIÁK Alapfogalmak Technológia
ANYAGSZERKEZETTAN ÉS ANYAGVIZSGÁLAT SZAKÍTÓVIZSGÁLAT
 AYAGSZEKEZETTA ÉS AYAGVIZSGÁLAT SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte kb.
AYAGSZEKEZETTA ÉS AYAGVIZSGÁLAT SZAKÍTÓVIZSGÁLAT A szakítóvizsgálat az egyik legrégebbi, legelőször szabványosított roncsolásos anyagvizsgálat. Az első szakítókísérleteket Leonardo Da Vinci végezte kb.
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása
 Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Szakmai nap Nagypontosságú megmunkálások Nagypontosságú keményesztergálással előállított alkatrészek felület integritása Keszenheimer Attila Direct line Kft vendégkutató BME PhD hallgató Felület integritás
Hidegsajtoló hegesztés
 Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem SAJTOLÓ HEGESZTÉSI ELJÁRÁSOK 1. Hőbevitel nélküli eljárások Dr. Palotás Béla Mechanikai Technológia és Anyagszerkezettani Tanszék Hidegsajtoló hegesztés A
Budapesti Műszaki és Gazdaságtudományi Egyetem. Polimertechnika Tanszék. Polimerek. Kalanderezés és extrúzió
 Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m
Budapesti Műszaki és Gazdaságtudományi Egyetem Polimertechnika Tanszék Polimerek Kalanderezés és extrúzió Kalanderezés 2 Kalanderezés: Egymással szemben forgó precíziós fűtött hengerek között akár 4 m