MASTERCAM. Készítette: Dr. Csáki Tibor Dr. Szabó Szilárdné Dr. Makó Ildikó december
|
|
|
- András Németh
- 8 évvel ezelőtt
- Látták:
Átírás
1 MASTERCAM Készítette: Dr. Csáki Tibor Dr. Szabó Szilárdné Dr. Makó Ildikó december
2 MASTERCAM A program felépítése Főbb funkciók Menürendszer Geometriai modulok Szerszámpályák Technológia segítés Posztprocesszálás
3 MASTERCAM mintapéldák
4 Feladat: síkmarás és zsebmarás gyakorlása nyersdarab beállítás szerszámválasztás különféle zsebmarási módszerek vizualizálás
5 Munkadarab betöltése Main menu File Get /Mcam9/Tutorials/Mill Tutorial/Inch folderből A Mastercam szól, hogy inch rendszerű darabot olvasott be, átvált angol mértékegységre Töltsük be a pocket nevű fájlt
6 Átváltás metrikus rendszerre Main menu Screen Configure Current configuration file: : az English helyett válasszuk a Metric-et (azaz inch rendszer helyett a metrikusat)
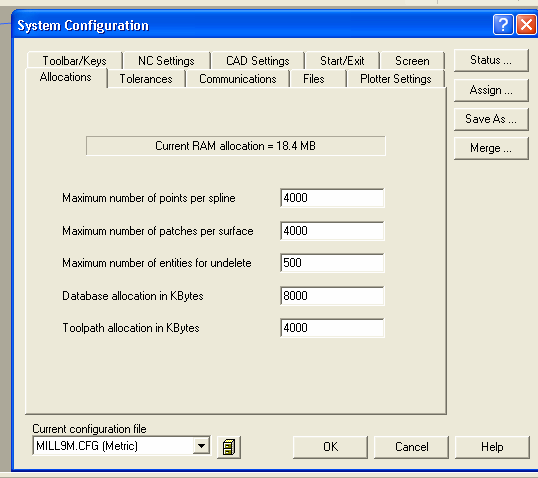
7 Konfigurációs ablak
8 Mentés Mentsük el a fájlt A rendszer felajánlja: /mcam9/mill/mc9 könyvtárat, ez elfogadható
9 Nyersdarab beállítása Main menu Toolpath szerszámpálya Job Setup munkabeállítás

10 Job Setup ablak
11 Homlokfelület marása OK Face síkmarás Done kész
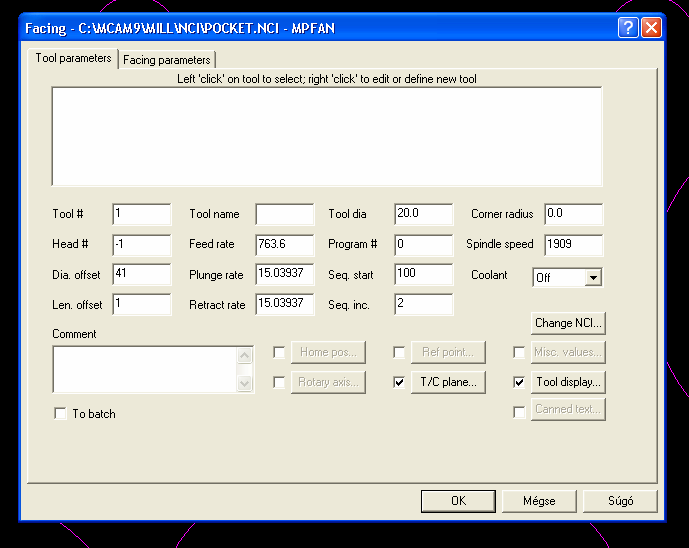
12 Megmunkálási adatok
13 Szerszámválasztás Jobb gomb Get tool from library 25 ujjmarót t választunkv Facing parameters
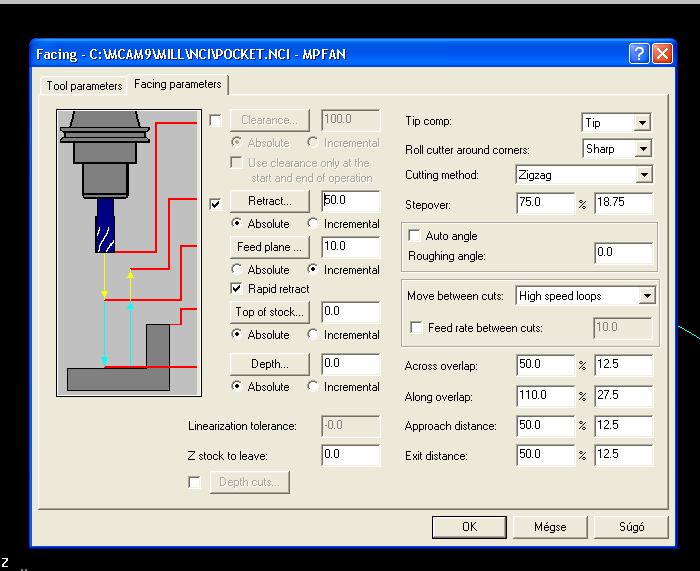
14 Szerszámpálya paraméterek
15 OK A Mastercam elkészíti a szerszámpályát, amely a következőhöz hasonló lesz:
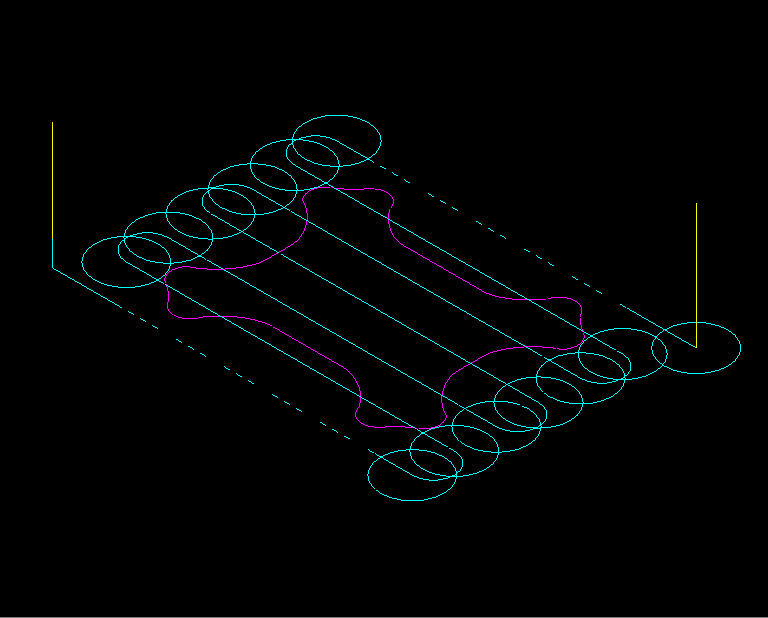
16 Szerszámpálya
17 Zsebmarás Main menu Toolpath szerszámpálya Pocket zsebmarás Chain zsebkontúr A jelölt pontban klickeljünk a láncra Done kész
18 Forgácsolási paraméterek Jobb gomb Get tool from library szerszámválasztás a szerszámkönyvtárból 10 ujjmarót t választunkv Pocketing parameters zsebkialakítás paraméterei
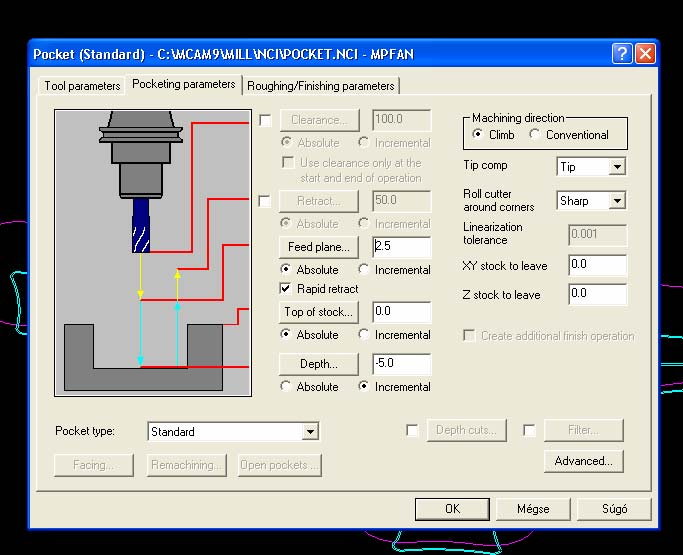
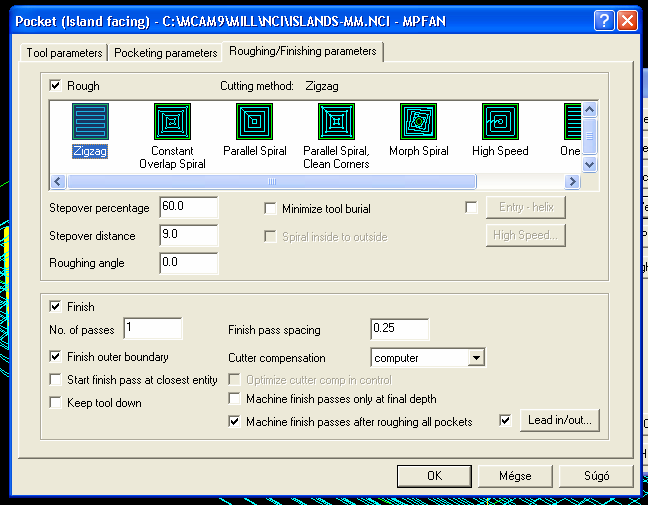
19 Zsebkialakítás paraméterei

20 Forgácsleválasztási stratégia kiválasztása
21 Vizualizálás Operations Manager Backplot gomb Verify opció bekapcsolva (Y) Run

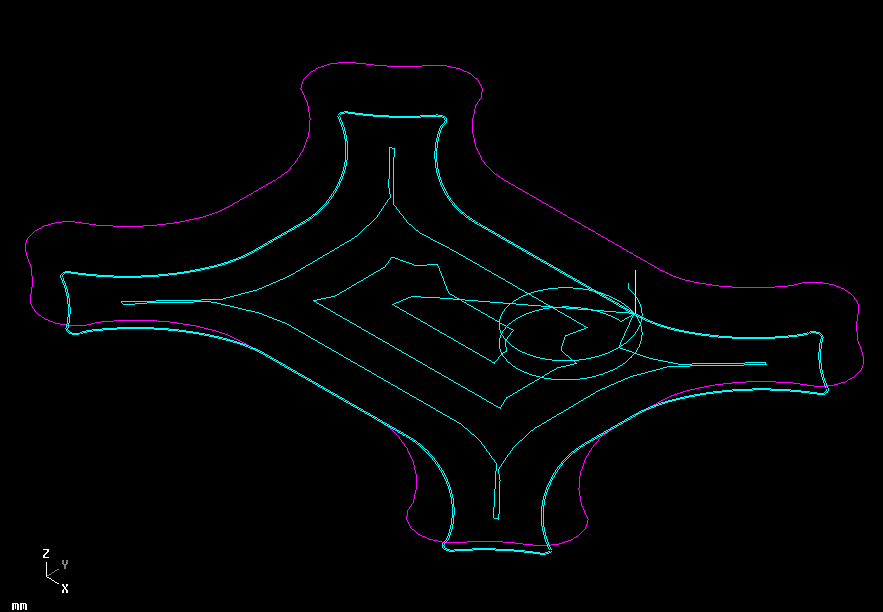
22 A zsebmarás eredménye
23 Megállapítások Látható, hogy a megmunkált felületen szigetek maradtak, tehát a párhuzamos spirál leválasztási stratégia nem megfelelő. Új stratégiát kell választani.
24 Leválasztási stratégia módosítása Operations Manager Parameters ikon Roughing/Finishing parameters fül Constant Overlap Spiral módszer, állandó átfedés Pocketing parameters Advanced gomb, átfedési paraméterek beállítása
25 Leválasztási stratégia módosítása Operations Manager Regen Path gomb, szerszámpálya regenerálása Backplot Run Ezuttal nem maradtak megmunkálatlan foltok
26 A művelet eredménye

27 Vizualizálás verify opció segítségével
28 Szerszámbelépés beállítása BACKUP visszatérés az Operations Managerbe Parameters Roughing/Finishing parameters Entry-helix gomb belépés paraméterei
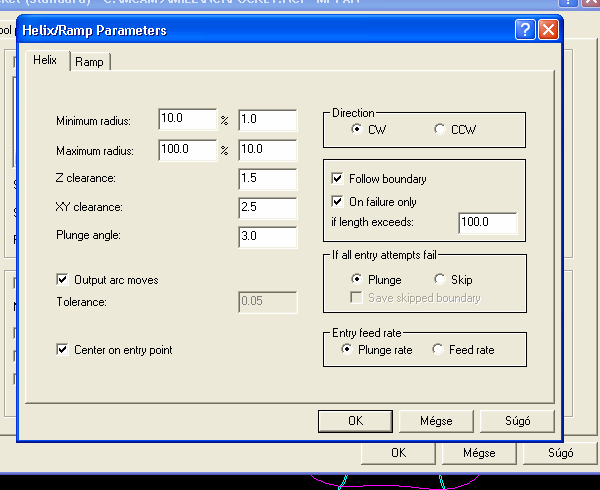
29 Belépési paraméterek
30 Módosított szerszámpálya

31 Belépési pont specifikálása
32 Belépési pont specifikálása Main menu Toolpath Pocket Rámutatunk az 1. majd a 2. pontra Done
33 Lépések Visszatérünk a Roughing/Finishing parameters ablakba Bekapcsoljuk a Lead in/out gombot Beállítjuk a megközelítés és eltávolítás paramétereit

34 A megközelítés és eltávolítás paraméterei
35 Eredmény
36 NC fájl létrehozása Operations Manager Nyomjuk meg a Post gombot A Change Post gomb segítségével kiválasztjuk a vezérlés posztprocesszorát Elmentjük NCI és NC file-ként
37 Feladat: Zsebmarás Szigetek létrehozása Kúpos fal kialakítása
38 Zseb marása Az első mintafeladatban megismert módon töltsük be a /Mcam9/Tutorials/Mill/ Tutorial/Metric folderből az Islands- mm fájlt Egyesítsük a zseb geometriáját a következő módon:
39 Zseb marása Main menu Toolpath Pocket Area Done
40 Szerszámválasztás Az előzőekben megismert módon a szeszámkönyvtárból válasszunk 15 ujjmarót Beáll llítjuk a zsebmarás s paramétereit

41 A zsebmarás paraméterei
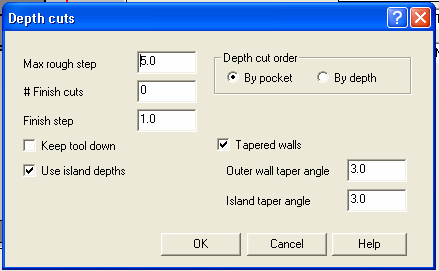
42 A mélyítés paraméterei

43 A homlokfelület marásának paraméterei
44 Forgácsleválasztási stratégia

45 Szerszám be-és kilépés paraméterei
46 Eredmény
47 Feladat: Felületek létrehozásának gyakorlása, Felületek megmunkálásának gyakorlása, Szerszámválasztás, Megmunkálási paraméterek változtatása, Vizualizálás,
48 Loft Coons Ruled Revolve Sweep Draft Néhány felülettípus a Mastercam- ben
49 Lofted
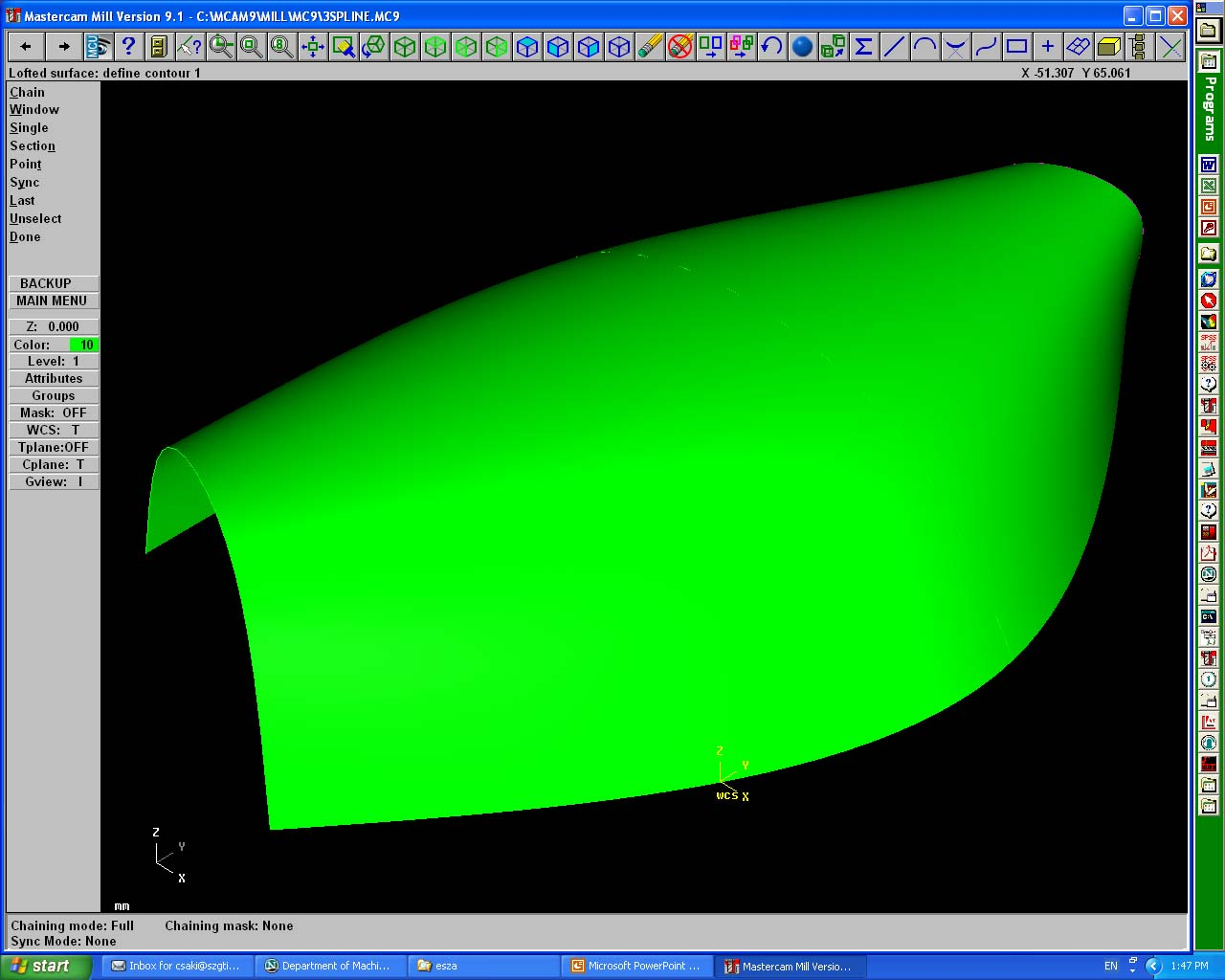
50 Lofted
51 Ruled
52 Ruled
53 Swept
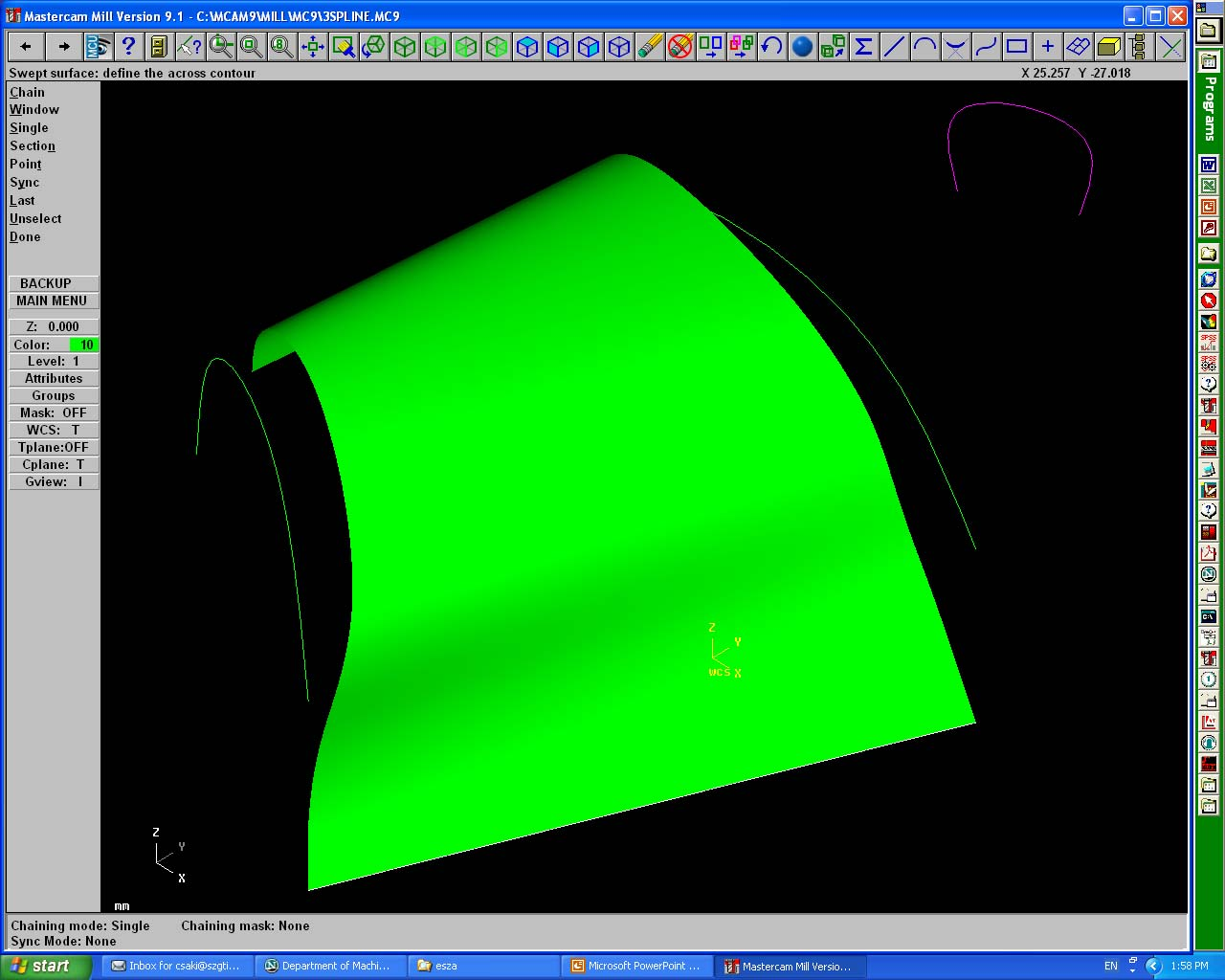
54 Swept
55 Coons
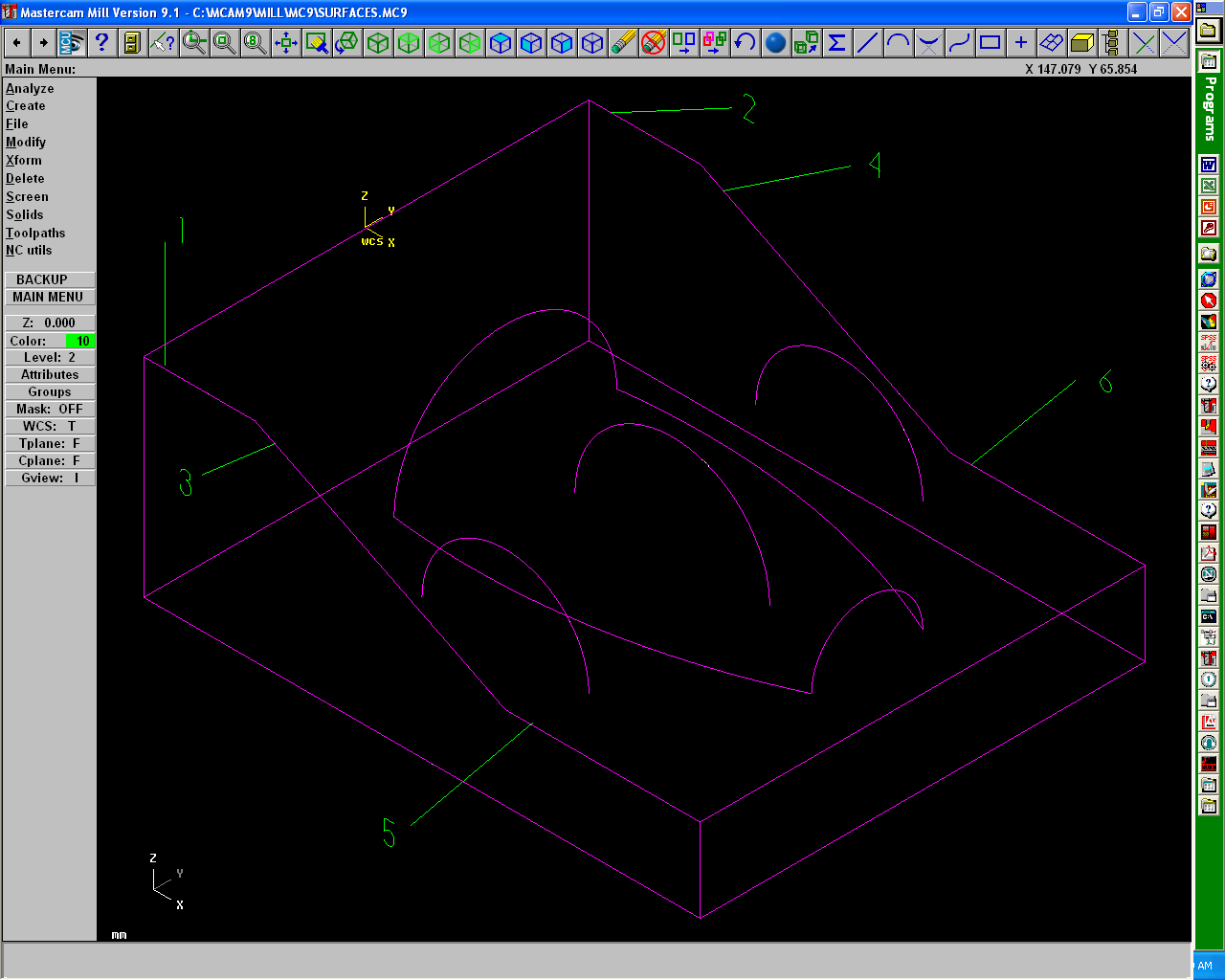
56 Felületek létrehozása Main menu File Get /Mcam9/Tutorials/Mill Tutorial/Inch folderből A Mastercam szól, hogy inch rendszerű darabot olvasott be, átvált angol mértékegységre Töltsük be a surfaces nevű fájlt
57 Átváltás Hozzunk létre metrikus rendszerben használható geometriát: szorozzuk meg a méreteket 25.4-gyel. Main menu Xform Scale All Entities Done Válasszuk a skálázás kezdőpontjául az origót: Origin Adjuk meg a léptéket: 25.4 Válasszuk a mozgatás opciót

58 Skálázási ablak
59 Megmutatás Screen fit-tel tel hozzuk be a képet (az ábrázolás léptékét úgy változtatja, hogy a teljes ábra beférjen a képernyőre). Az ábra alján láthatjuk, hogy még inch rendszerben vagyunk.
60
61 Átváltás metrikus rendszerre Main menu Screen Configure Current configuration file: : az English helyett válasszuk a Metric-et (azaz inch rendszer helyett a metrikusat)
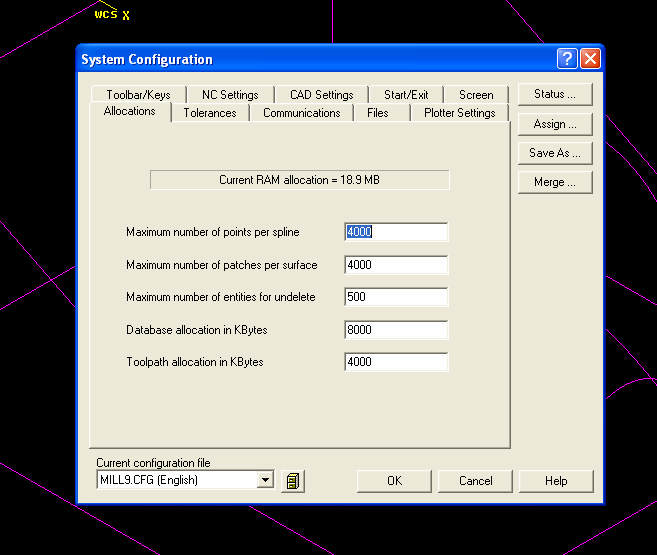
62
63 Megkérdezi, hogy átszámolja-e e a méreteket. Válasszuk a Nem-et et,, ekkor az előbbi számértékeket mm-nek fogja értelmezni. Másik lehetőség: az eredeti, átskálázatlan ábránál változtassuk meg a konfigurációs fájlt, és kérjük az átméretezést.
64 Mentés Mentsük el a fájlt A rendszer felajánlja: /mcam9/mill/mc9 könyvtárat, ez elfogadható.
65 Felületek létrehozása A munkadarabon 3 féle felületet hozunk létre: Vonalfelületek Hordó, hajlított felületek Coons felületek Később még egyes felületek közé lekerekítéseket is beteszünk.
66 Vonalfelületek létrehozása Main menu Create létrehozás Surface felület Ruled vonal, egyenes alkotójú Single egyes elemek, nem láncok alkotják
67
68 Válasszuk ki a két felső egyenest az 1 és 2 pont közelében Done kész Do it csináld meg a felületet Ismételjük meg a 3 és 4 pontokkal a ferde felületen Majd az 5 és 6 pontokkal az alsó vízszintes felületen Backup vissza egy menuszinttel
69 Hajlított felület készítése Main menu Create Loft Válasszuk ki a három ívet, az 1,2 és 3 pozíció közelében, majd Done Do it
70
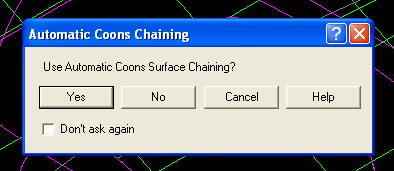
71 Coons felület készítése Main Create Surface Coons Bejön a kisablak, válasszuk az automatikus felület láncolást a Yes-szel szel
72
73 Válasszunk metsződő görbéket a bal felső sarokban: 1 ás 2 pozíció Válasszunk egy görbevéget a jobb alsó sarokban: 3 pozíció Do it Back up Alt+S a felületek shaded (árnyékolt) megjelenítéséhez
74

75 Árnyékolt felületek
76 Felület lekerekítések készítése Main menu Create Surface Fillet lekerekítés Surf/surf felület és felület között
77 Felület lekerekítések készítése 1. felület a hajlított felület Done 2. felület a coons felület Done A lekerekítési sugár legyen 6mm Do it
78 Lekerekítés két vonalfelület közt
79 Lekerekítés két vonalfelület közt Create Surface Fillet Surf/surf 1. felület let kijelölése Done 2. felület let kijelölése Done A lekerekítési sugár r 6mm Látható,, hogy a normálisok iránya nem megfelelő
80 Normálisok vizsgálata Trim opció bekapcsolva Y Check norms Cycle Flip OK (1. felület) let) Flip OK (2. felület) let) Most a normálisok lefelé mutatnak Do it A lekerekítés s elkész szül
81 A felületek végének lezárása Create Surface Trim/extend Flat bndy Manual Kiválasztjuk a coons felületet és a nyíllal ráklickelünk az élére.
82 A felületek végének lezárása End here Do it Figyelmeztet, hogy a határgörbe nem zárt és megkérdezi, hogy automatikusan lezárja-e. e. A válasz igen. Ismétljük meg a műveletet a hajlított felület két végén
83 Eredmény
84 Párhuzamos nagyolás
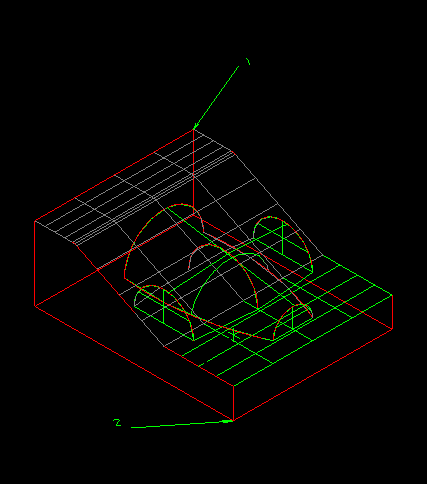
85 Nyersdarab beállításai Main menu Toolpath Job Setup A Select corner gomb megnyomása után kattintsunk az 1, majd a 2 pontra. A Stock origin z értékét allítsuk 2.5-re
86 Szerszámpálya választása Surface Rough Parallel Boss All Surfaces Done
87 Szerszám választása Szerszám: 12 ujjmaró Beáll llítjuk a Surface parameters ablakot
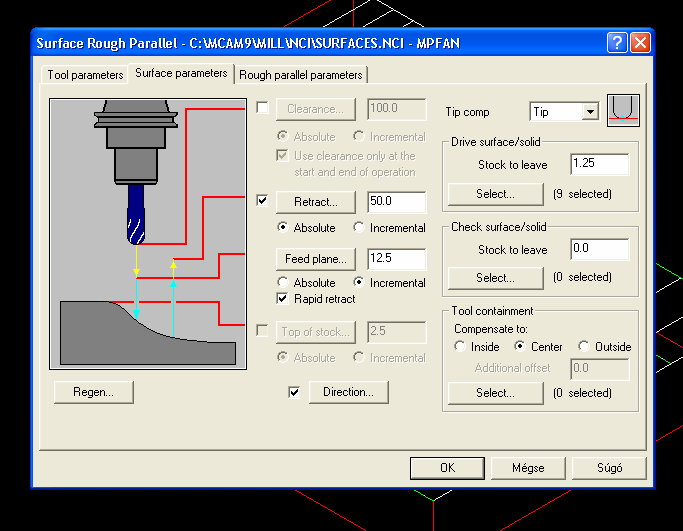
88 A felületmegmunkálás parméterei

89 A Direction ablak paraméterei
90 Forgácsolási paraméterek Main menu Toolpath Operations Válasszuk a Parameters ikont, majd a Rough parallel parameters ablakot

91 A párhuzamos nagyolás adatai

92 A fogásmélység beállítása
93 Szeszámközéppont és startpont Chain Options Állítsuk be a Plane mask opciót
94 Szerszámközéppont és startpont
95 Szerszámközéppont és startpont Mutassunk az 1. pozícióba Done Mutassunk a 2. pozícióba Done A szerszámpálya elkészült
96 A nagyolás eredménye
97 Párhuzamos simítás Main menu Toolpath Surface Finish Parallel All Surfaces Done
98 Szerszámválasztás A szerszám 12 gömbvg mbvégű maró

99 A felület jellemzői

100 A forgácsolás jellemzői
101 Szeszámközéppont és startpont A nagyoláshoz hasonlóan állítjuk be.
102 A simítás eredménye
103 A megmunkáló szakaszok közti átállás [Alt+O] Operations manager Parameters ikon Finish parallel parameters Gap settings Motion Smooth Regen Path Az átmenet körívessk vessé válik.
104 Maradék eltávolítása Különösen nagyobb szerszámátmérők esetén a megelőző megmunkálás maradványokat hagy a felületen. A következő lépés ezeket távolítja el.
105 Maradék eltávolítása Toolpath Surface Finish Leftover All Surfaces Done
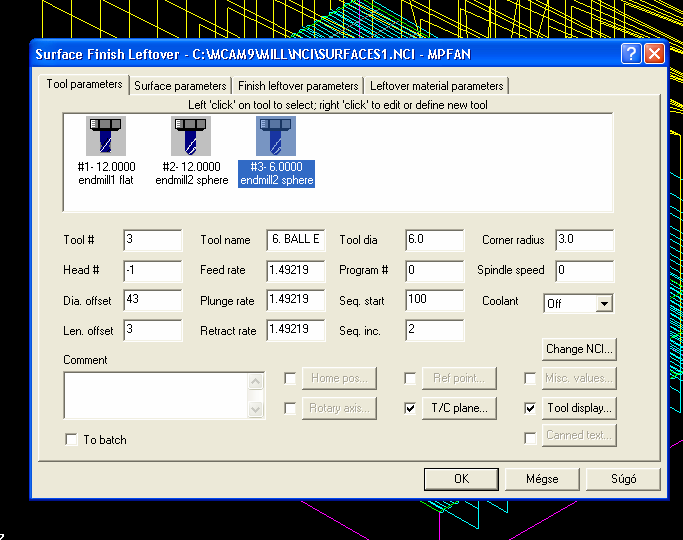
106 Szerszámválasztás

107 A szerszámpálya paraméterei
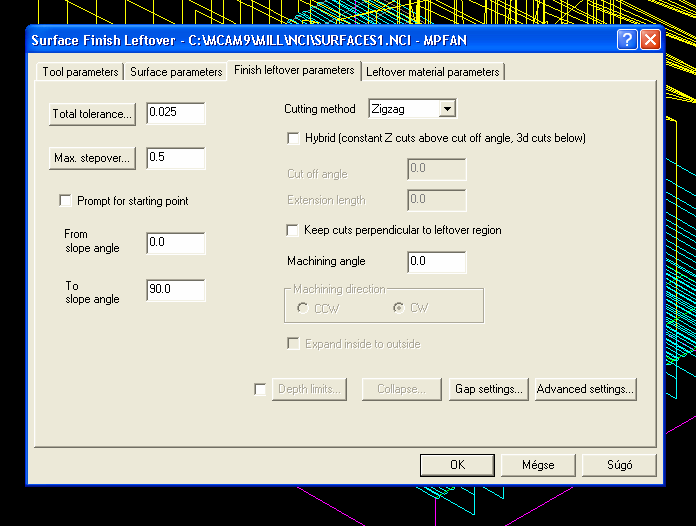
108 A maradékleválasztás paraméterei
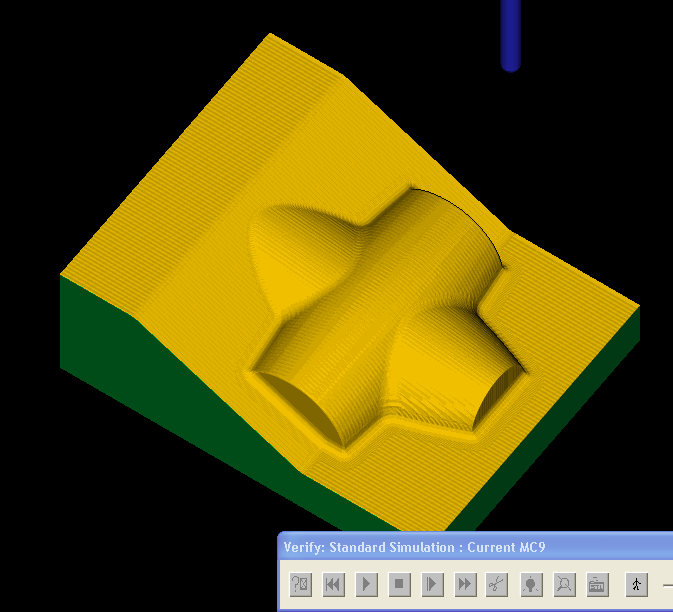
109 Eredmény
110 A felületek áthatási vonalainak Toolpath Surface Finish Pencil All Surfaces Done simítása
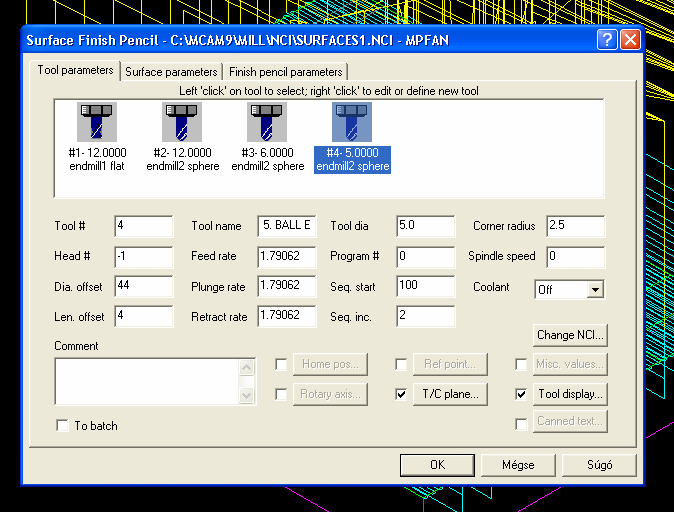
111 Szerszámválasztás

112 A szerszámpálya paraméterei

113 A megmunkálás paraméterei
114 Eredmény
115 Felületek nagyolása A következő példákban a nagyoló marások néhány típusát mutatjuk be. A nagyoló megmunkálások (roughing( toolpaths) nagyméretű szerszámokat használnak a munkadarabról való nagymennyiségű anyag gyors eltávolítására. A rough parallel toolpath (párhuzamos felületnagyolás) az előző példában szerepelt.
116 Felületnagyolás A következő szerszámpályákra mutatunk példákat: Nagyoló zsebmarás Beszúró nagyolás Maradék marás Nagysebességű nagyoló zsebmarás
117 Nagyoló zsebmarás Töltsük be a következő rajzot: \mcam9\tutorials\mill tutorial\metric metric\roughrough pocket- mm.mc9 Az alkatrész zsebbé tételéhez rajzoljunk egy négyszöget az alsó négyszöggel párhuzamosan
118
119 Nagyoló zsebmarás Válasszuk ki a megmunkálandó felületeket és válasszunk szerszámot: Main menu Toolpaths Surface Rough Pocket All Surfaces Done
120 Szerszámválasztás A szokásos módon válasszunk ki egy 10mm-es ujjmarót Válasszuk a Surface parameter fület Állítsuk be az értékeket az ábrán látható módon
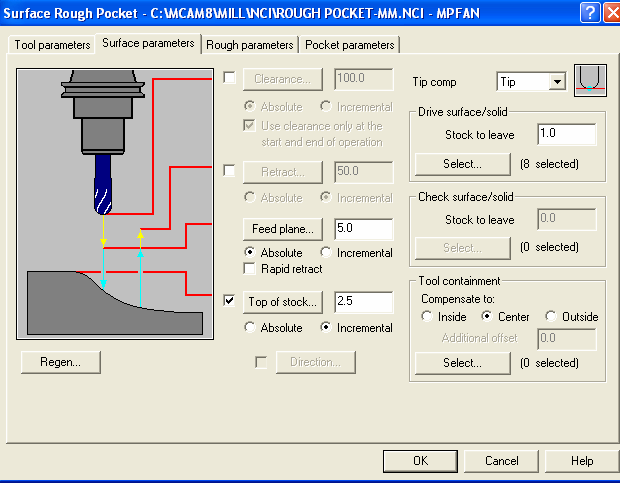
121 Paraméterek megadása
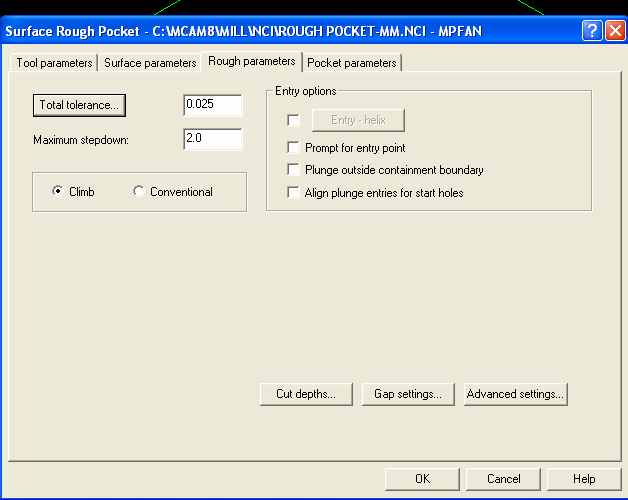
122 Nagyolási paraméterek
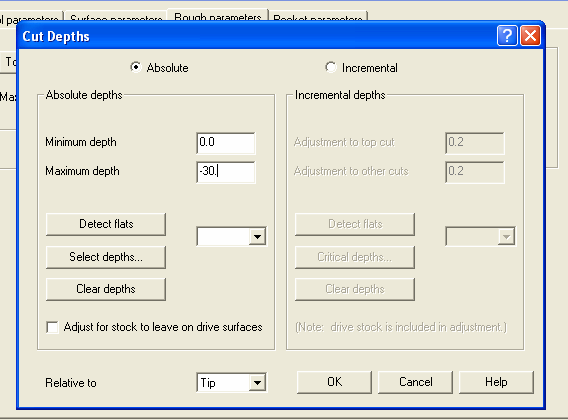
123 Fogásmélység megadása

124 Entry helix megadása

125 Válasszunk stratégiát
126
127 Az ábrán jelölt pontban válasszuk ki a határoló görbét,
128 majd Done,, és elkészül a felület
129 Nagyoló beszúró szerszámpálya készítése A nagyoló beszúró szerszámpálya mély üregek nagyolására alkalmas, fúró-szerű, z irányú előtolású mozgásokkal. Töltsük be a roughplunge-mm.mc9 fájlt Main menu Toolpaths Surface Rough Plunge
130 Nagyoló beszúrás All Surfaces Unselect a nem-mély mély felületet nem akarjuk megmunkálni, ezért azt kivesszük a kiválasztottak közül, majd [Esc] Done
131 Szerszámválasztás és paramétermegadás Válasszunk 10 mm-es ujjmarót Állítsuk be a Surface (felület) paramétereket Állítsuk be a Rough plunge (beszúró nagyolás) paramétereket Állítsuk be a fogásmélység értékeket az alábbi ábrák szerint
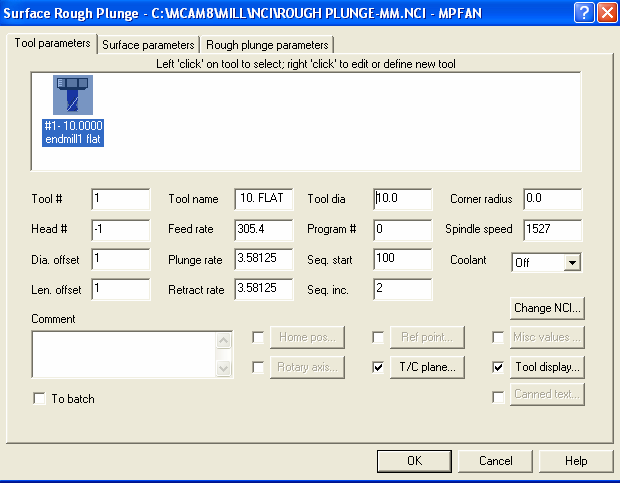
132 Szerszám paraméterek
133 Felület paraméterek
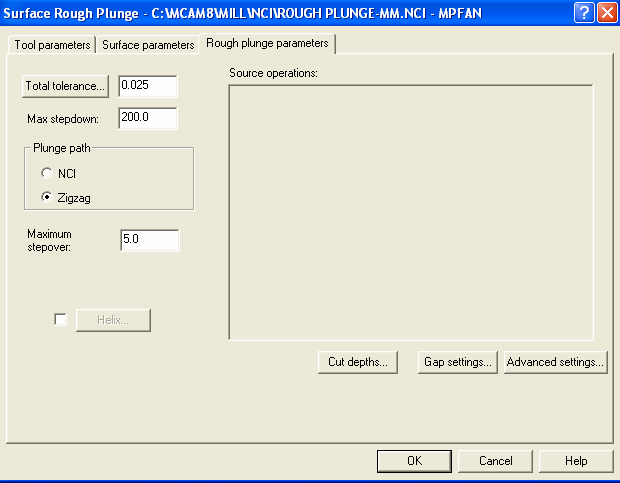
134 Beszúrási paraméterek
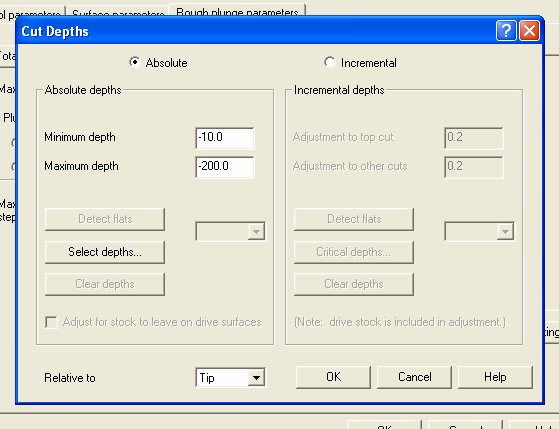
135 Fogásmélység
136 Művelet elvégeztetése OK OK Select plunge point at lower left Select plunge point at upper right Válasszunk egy-egy pontot balra és jobbra a munkadarabtól, ezután a Mastercam kiszámítja a szerszámpályákat.
137 Verifikálás Indítsuk az Operation manager-t Verify Configure az ablakban állítsuk be az értékeket az ábra szerintire:
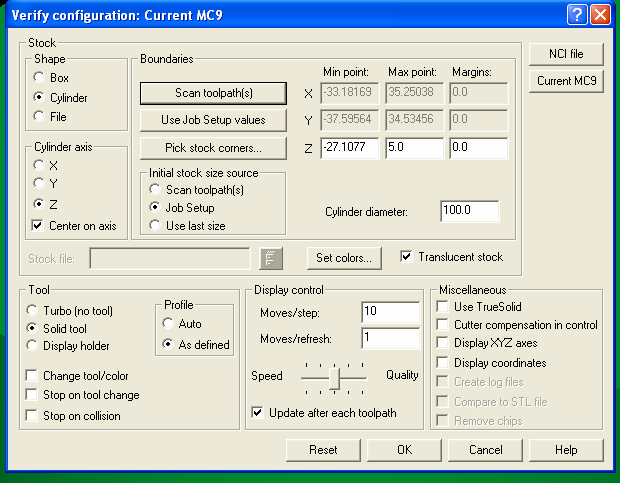
138 Verify paraméterek
139 Maradék marás A maradék marás az egyetlen nagyoló szerszámpálya, amely a ráhagyást nagyoló, 2.5 D-s D s mozgásokkal távolítja el. Ellentétben a finish leftover szerszámpályával, amely azonnal a végső méretig mélyíti a darabot, a maradékmarás több Z irányú fogással távolítja el a ráhagyást.
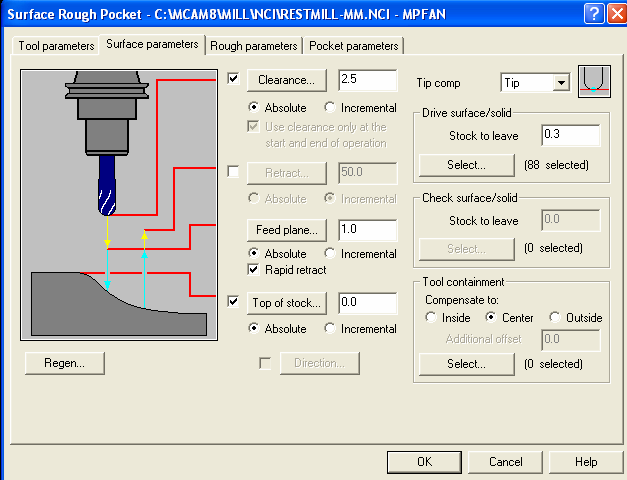
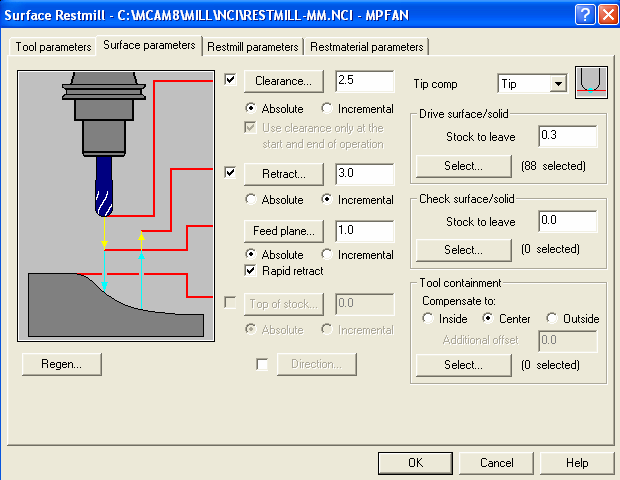
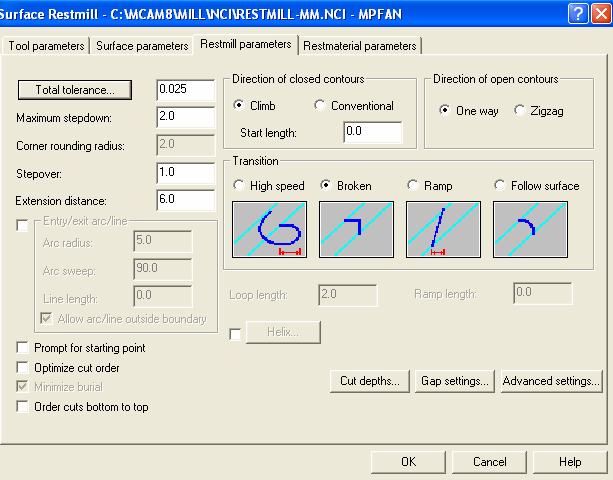
140 Maradék marás Töltsük be a restmill-mm.mc9 mm.mc9 fájlt Main menu Toolpaths Surface Rough Pocket All Surfaces Done
141 Maradék marás Válasszunk 18 mm-es ujjmarót Válasszuk a Surface parameters fület Adjuk meg az értékeket a következő ábrákon látható módon:
142
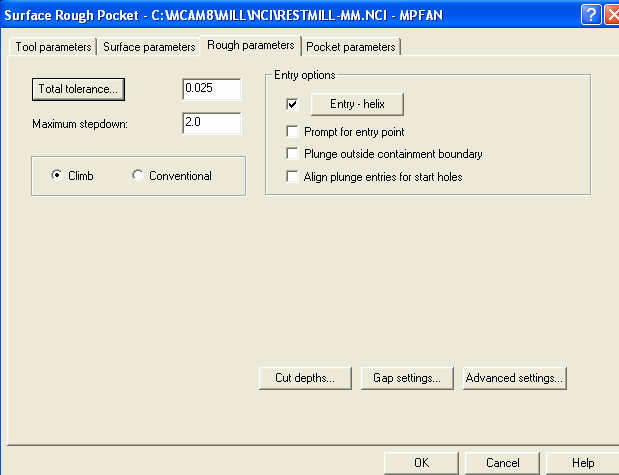
143
144
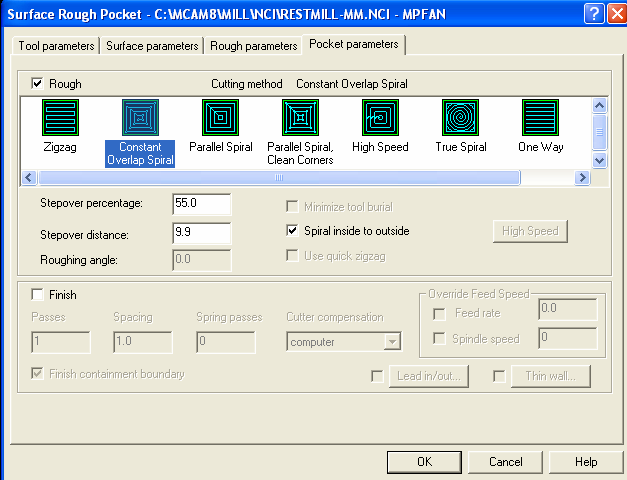
145
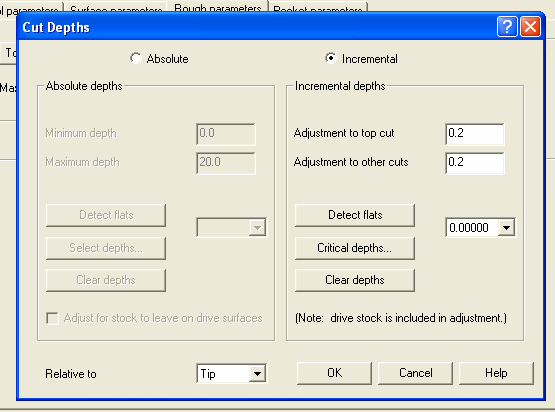
146 A Cut depth dialógusablakban válasszuk a Critical depths gombot. A kritikus mélységek beállítása azt biztosítja, hogy a szerszámpálya felismeri a platókat az anyagban. Ha ezek a platók a fogások közé esnek, a rendszer további fogásokat illeszt be, hogy a platók tetejét is lemunkálja. Válasszuk az ábrán látható 4. pontot a platók megjelölésére, majd [Esc].
147
148 OK OK Chain Options Plain mask OK A K pontnál jelöljük ki a pontot Done A Mastercam generálja a szerszámpályát
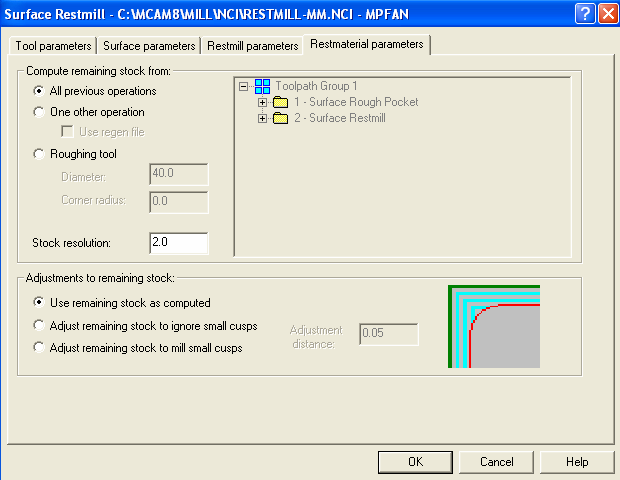
149 Maradék marás A nagyoló zsebmarás természetesen anyagot hagyott azokon a helyeken, amiket a 18 mm-es maróval nem lehetett elérni. A maradék marás automatikusan megtalálja ezeket a területeket és egy kisebb szerszámmal eltávolítja a felesleges anyagot.
150 Maradék marás Main menu Toolpaths Surface Rough Restmill Select All Surfaces Done
151 Maradék marás Válasszunk szerszámot és adjuk meg a paramétereket az alábbi ábrák szerint:
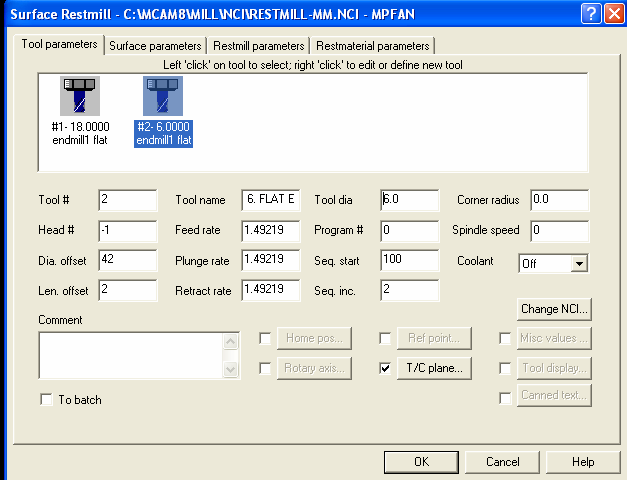
152
153
154
155
156 Végeredmény
157 Felületsimítási technológiák Ebben a fejezetben a felületsimítás lehetséges megoldásaival ismerkedünk meg Parallel steep meredek felületrészek simítása párhuzamos szerszámpályákkal Shallow kis meredekségű felületrészek simítása
158 Különböző meredekségű felületek simítása Az előzőekhez hasonlóan töltsük be a /Mcam9/Tutorials/Mill Tutorial/Inch könyvtárból könyvtárból a steep- shallow nevű fájlt, majd skálázzuk át metrikus rendszebe.
159 A simítás lépései nagy meredekségű felületeknél Toolpath Surface Finish Par. Steep All Surfaces Done A szerszám 6 6 gömbvg mbvégű maró
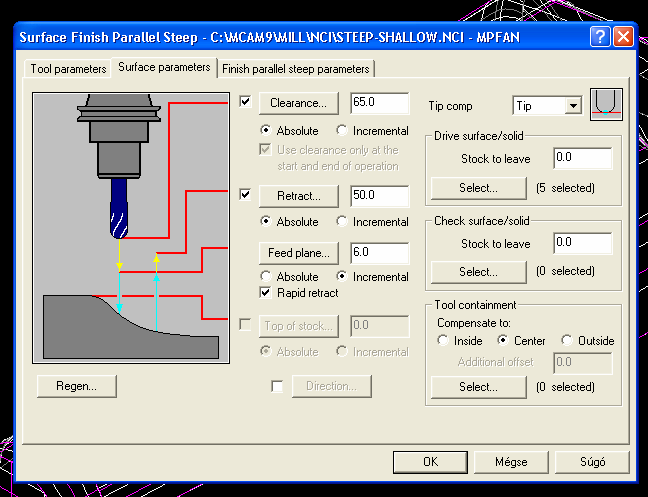
160 Felület paraméterek
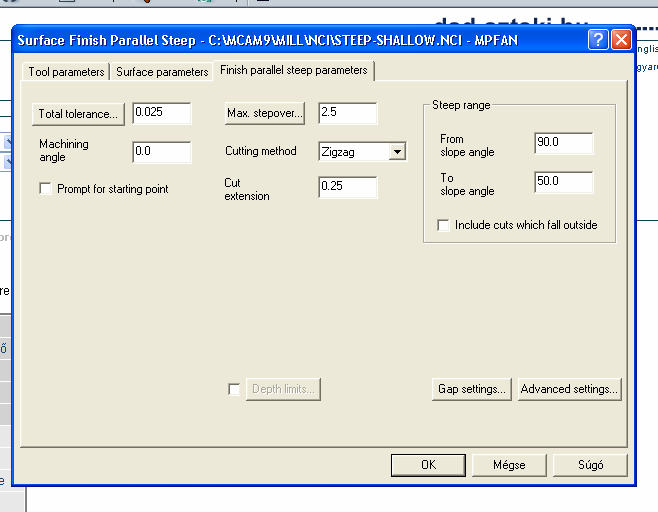
161 Simítási paraméterek

162 A megmunkáló szakaszok közti átállás
163 Eredmény
164 Kis meredekségű felületek Toolpath Surface Finish Shallow All Surfaces Done
165 Azonos szerszámmal és felület paraméterekkel végezzük a simítást, mint az előző művelet esetén.
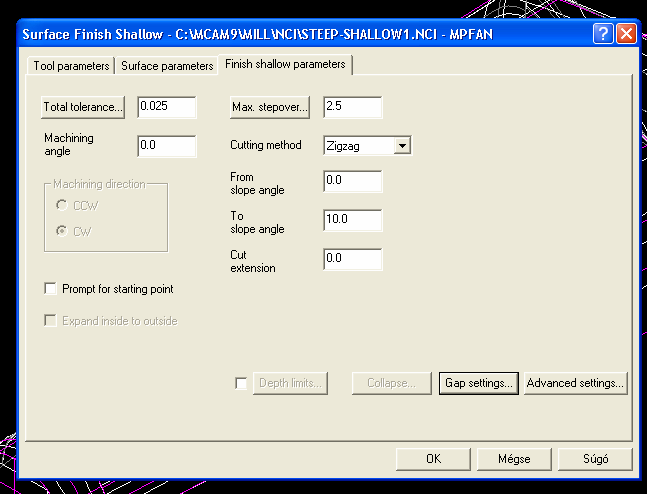
166 Simítási paraméterek
167 Eredmény
168 Sugárirányú simítás Hengeres alkatrészek esetén hatékony megmunkálási mód Az előzőekhez hasonlóan töltsük be a /Mcam9/Tutorials/Mill Tutorial/Inch könyvtárból a radial nevű fájlt, majd skálázzuk át metrikus rendszrebe.
169 Megmunkálandó felületek kiválasztása Toolapth Surface Finish Radial All Surfaces Done A szerszám 6 6 gömbvg mbvégű maró
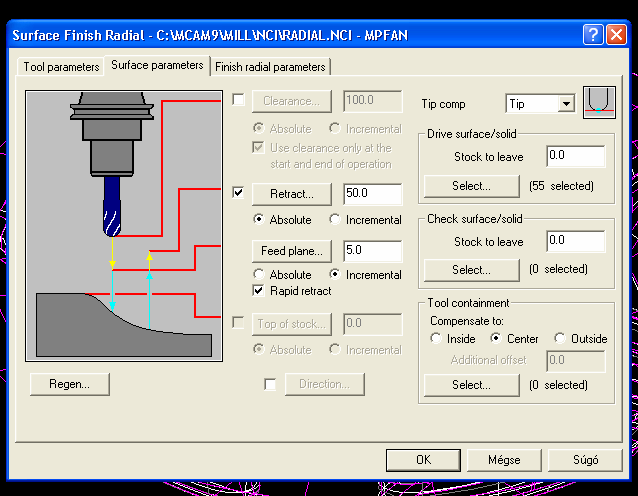
170 Felület paraméterek
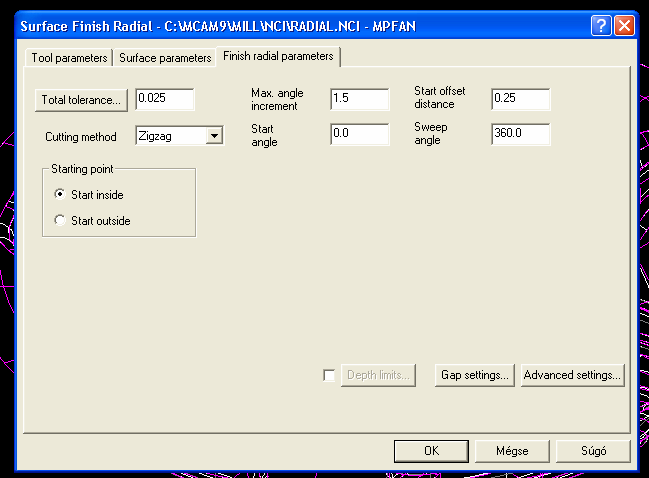
171 Simítási paraméterek
172 Szerszámpálya generálás BACKUP után meg kell adni a forgáspontot
173 Szeszámpálya
174 Vizualizálás eredménye
175 Vetítés Tetszőleges felületre vetített vetületet munkál meg (pl. gravírozás). Az előzőekhez hasonlóan készítsük elő a project nevű fájlt.
176 Szerszámpálya Toolpath Surface Finish Project All Surfaces Done A szerszám 1 1 gömbvg mbvégű maró
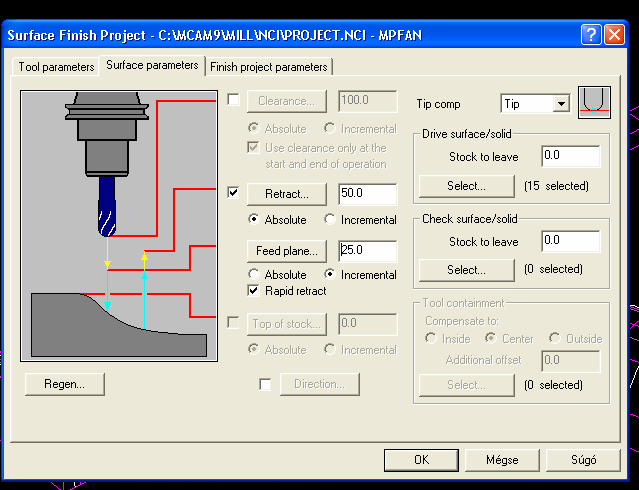
177 Felület paraméterek
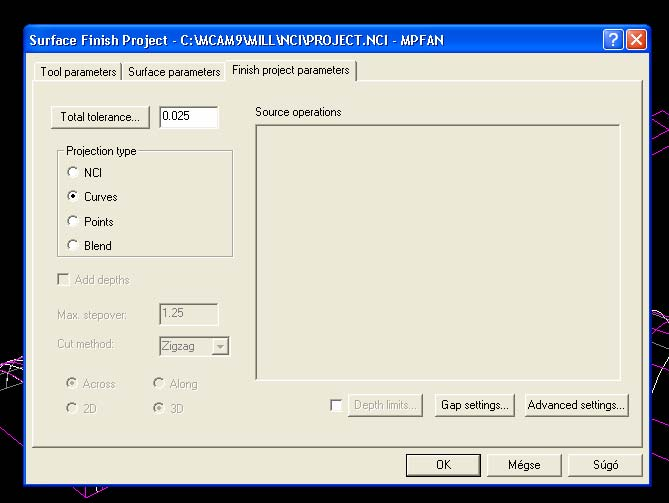
178 Vetítési paraméterek
179 Kijelölés Egyenként rá kell mutatni a vetítendő zárt láncokra Done
180 Eredmény
181 Simítás folyamatos szerszámpályán Gyűrű jellegű alkatrészek esetén párhuzamos simítást használva sok lenne a levegőben forgácsolás. Ilyenkor előnyösen alkalmazható a következő módszer, amelyet a flowline nevű fájlon mutatunk be.
182 Szerszámpálya beállítása Toolpath Surface Finish Flowline Rámutatunk a felületre Szerszám 5 5 gömbvg mbvégű maró
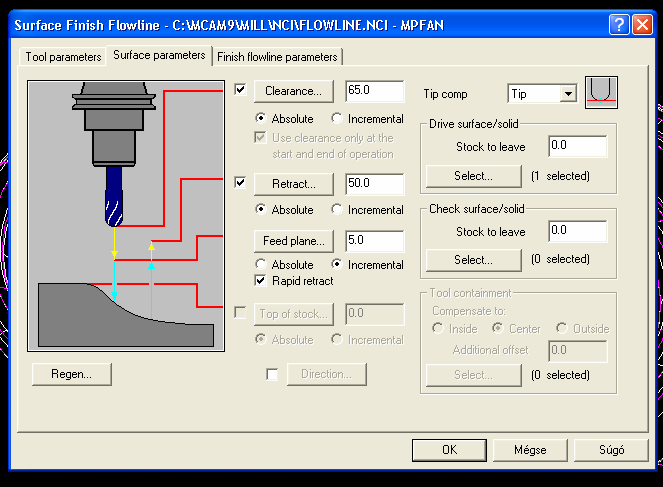
183 Felület paraméterek

184 Folyamatos pálya paraméteri
185 Eredmény
186 Simítás kontúr mentén Töltsük be a finish contour nevű fájlt. Toolpath Surface Finish Contour All Surfaces Done
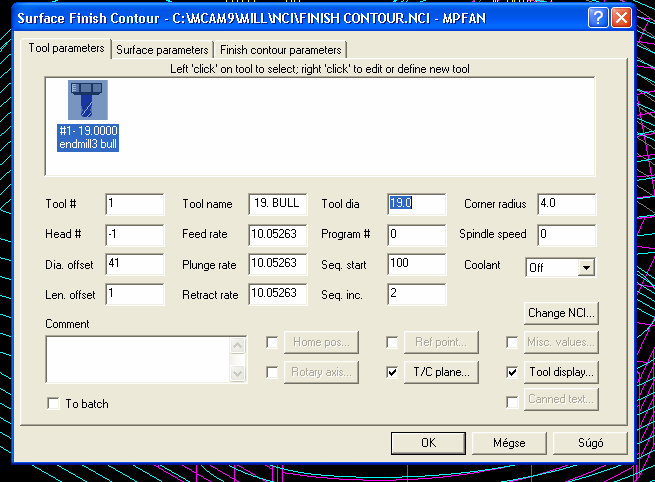
187 Szerszámválasztás
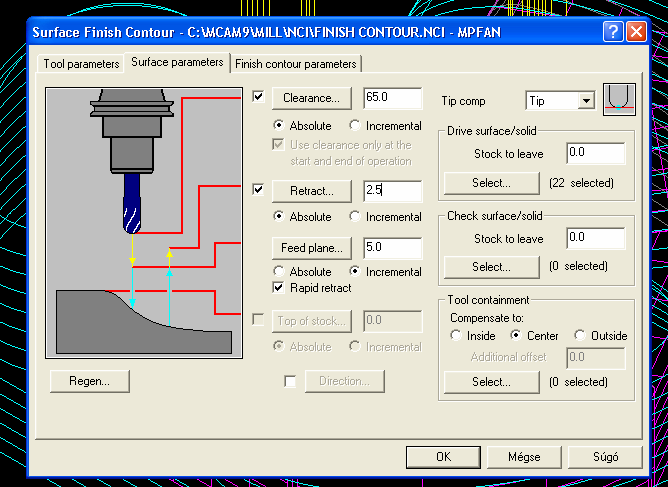
188 Felület paraméterek

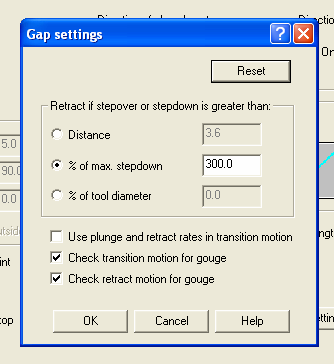
189 Megmunkálás paraméterei
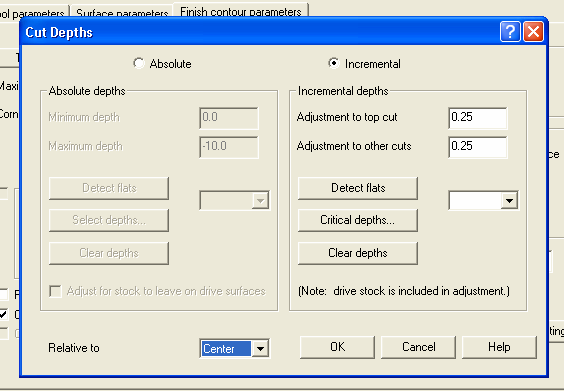
190 Mélyítés paraméterei
191
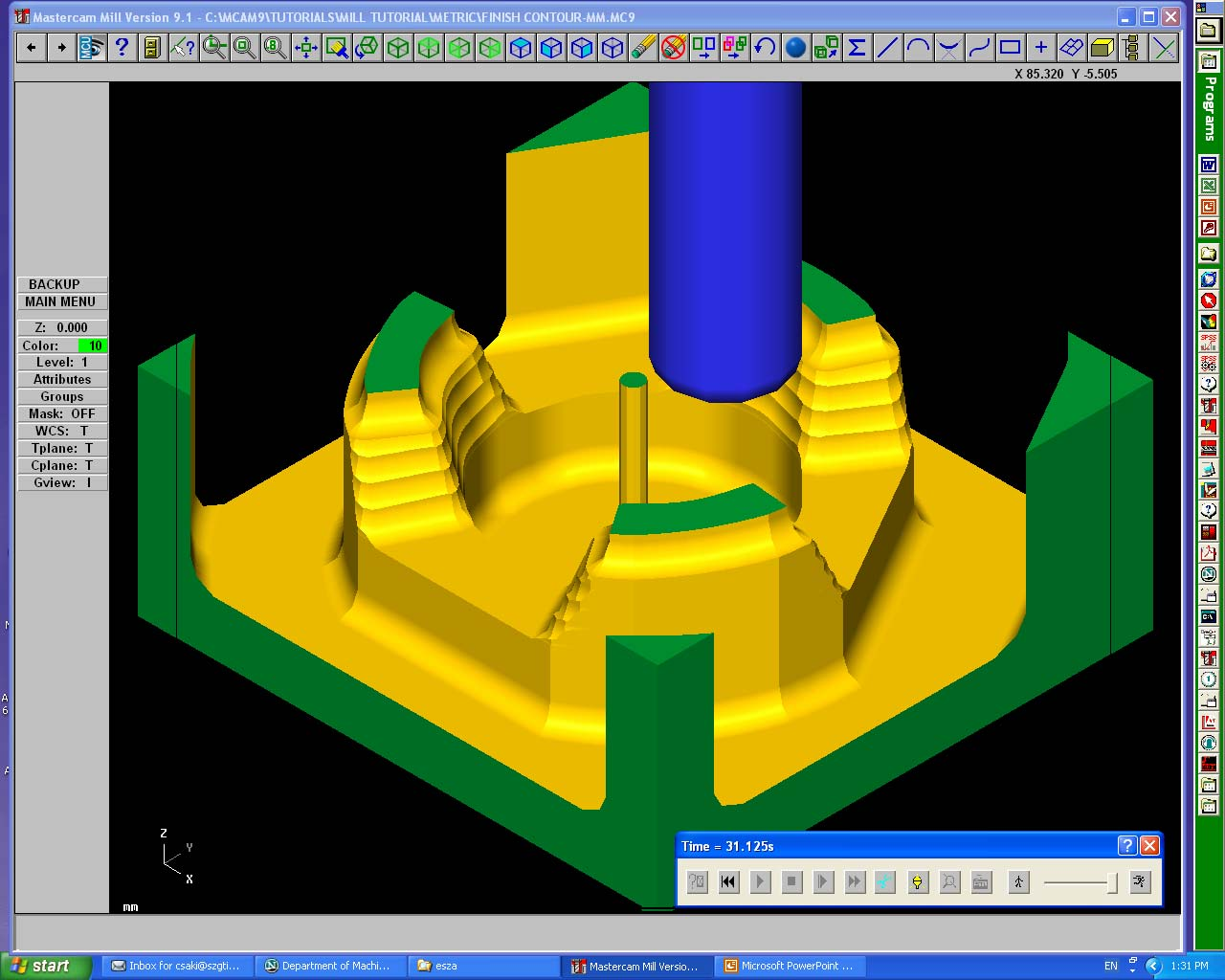
192 A kész k munkadarab
CAD-ART Kft Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Marás PEPS 5 marási példa A feladatban
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D-s CAM marási feladat ÓE-A19 alap közepes haladó CATIA
12. PÉLDÁK Példa komplex megmunkálásra
 PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
PowerMill 12. Példák 12. PÉLDÁK 12.1 Példa komplex megmunkálásra Töltsük be a Modell-A.dgk modellt. A munkadarabot két részletben bontjuk ki. A hullámos felület feletti részt raszter nagyolással, míg magát
CAD-ART Kft. 1117 Budapest, Fehérvári út 35.
 CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
CAD-ART Kft. 1117 Budapest, Fehérvári út 35. Tel./fax: (36 1) 361-3540 email : cad-art@cad-art.hu http://www.cad-art.hu PEPS CNC Programozó Rendszer Oktatási Segédlet Laser megmunkálás PEPS 4 laser megmunkálási
NC programozás 3D-ben Pecsétnyomó készítése
 NC programozás 3D-ben Pecsétnyomó készítése Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország 1022 Budapest,
NC programozás 3D-ben Pecsétnyomó készítése Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország 1022 Budapest,
NC programozás 2.5D-ben Egyszerû zsebmarási feladat
 NC programozás 2.5D-ben Egyszerû zsebmarási feladat Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország
NC programozás 2.5D-ben Egyszerû zsebmarási feladat Oktatási segédanyag: Budapesti Mûszaki Egyetem Gépgyártástechnológia Tanszék Az EdgeCAM szoftver magyarországi forgalmazója: Intergraph Magyarország
NEMZETI FEJLESZTÉSI MINISZTÉRIUM
 NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
NEMZETI FEJLESZTÉSI MINISZTÉRIUM OSZTV 2014/2015 DÖNTŐ Gyakorlati vizsgatevékenység Szakképesítés azonosító száma, megnevezése: 54 481 01 CAD-CAM informatikus Vizsgafeladat megnevezése: CNC gépkezelés
Csésze nevű alkatrész megmunkálása
 Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Csésze nevű alkatrész megmunkálása 1. Alkatrész megnyitása: Nyissa meg a Csésze.par alkatrész-fájlt a Fájl menü Megnyitás pontjával. 2. Alkatrész elmozgatása a megmunkálási pozícióba Amennyiben a megmunkálás
Lemez 05 gyakorló feladat
 Lemez 05 gyakorló feladat Kivágó (mélyhúzó) szerszám készítése, alkalmazása Feladat: Készítse el az ábrán látható doboz modelljét a mélyhúzással és kivágásokkal! A feladat megoldásához a mélyhúzó szerszámot
Lemez 05 gyakorló feladat Kivágó (mélyhúzó) szerszám készítése, alkalmazása Feladat: Készítse el az ábrán látható doboz modelljét a mélyhúzással és kivágásokkal! A feladat megoldásához a mélyhúzó szerszámot
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAx rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: 3D CAM marási feladat ÓE-A19 alap közepes haladó CATIA V5
TENGELYES NAGYOLÁS
 PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
PowerMill Öttengelyes megmunkálás 2. 3+2 Tengelyes nagyolás 2. 3+2 TENGELYES NAGYOLÁS Meghatározás Többtengelyes licensz nélkül: Valamely ferde síkban történő megmunkálás megkezdése előtt a fejet és/vagy
Rajz 02 gyakorló feladat
 Rajz 02 gyakorló feladat Alkatrészrajz készítése A feladat megoldásához szükséges fájlok: Rjz02k.ipt Feladat: Készítse el az alábbi ábrán látható tengely alkatrészrajzát! A feladat célja: Az alkatrész
Rajz 02 gyakorló feladat Alkatrészrajz készítése A feladat megoldásához szükséges fájlok: Rjz02k.ipt Feladat: Készítse el az alábbi ábrán látható tengely alkatrészrajzát! A feladat célja: Az alkatrész
9. SZERSZÁMOK POZÍCIONÁLÁSA
 9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
9. SZERSZÁMOK POZÍCIONÁLÁSA Meghatározás A szerszámok pozícionálásakor, nagy gondot kell fordítani a potenciálisan fennálló ütközések elkerülésére, valamint biztosítanunk kell, hogy a szerszámgép forgatási
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások
 PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
PEPS CAD/CAM Verzió 7.0 Újdonságok és változások Bevezetés Jelen dokumentum áttekintést ad a PEPS CAD/CAM rendszer 7.0 verziójával kapcsolatos újdonságokról és változásokról. Operációs rendszerek A 7.0
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
CAD-CAM-CAE Példatár A példa megnevezése: B07 NC program készítése A példa száma: ÓE-B07 A példa szintje: alap közepes haladó CAx rendszer: MTS TOPCAM Kapcsolódó TÁMOP tananyag rész: CAM A feladat rövid
Autodesk Inventor Professional New Default Standard.ipt
 Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható munkahenger összeállítási modelljét adaptív technikával! 1. Indítson egy új feladatot! New Default Standard.ipt 2. A
Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható munkahenger összeállítási modelljét adaptív technikával! 1. Indítson egy új feladatot! New Default Standard.ipt 2. A
Rajz 01 gyakorló feladat
 Rajz 01 gyakorló feladat Alkatrészrajz készítése Feladat: Készítse el az alábbi ábrán látható kézi működtetésű szelepház alkatrészrajzát! A feladat megoldásához szükséges fájlok: Rjz01k.ipt A feladat célja:
Rajz 01 gyakorló feladat Alkatrészrajz készítése Feladat: Készítse el az alábbi ábrán látható kézi működtetésű szelepház alkatrészrajzát! A feladat megoldásához szükséges fájlok: Rjz01k.ipt A feladat célja:
3. 5 TENGELYES SWARF SIMITAS
 3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
3. 5 TENGELYES SWARF SIMITAS Meghatározás Ennél az eljárásnál a kiválasztott felületet a szerszám palástfelületével munkáljuk meg, amelyhez a szerszámtengely orientációt automatikusra kell állítanunk.
RAJZ1. vezetett gyakorlat
 Inventor R4 1 Rajz1. vezetett gyakorlat RAJZ1. vezetett gyakorlat Műhelyrajz készítés A feladat megoldásához szükséges fájlok: Tutorial Files\body1 Feladat: Készítse el a szelepház műhelyrajzát! 1) Indítson
Inventor R4 1 Rajz1. vezetett gyakorlat RAJZ1. vezetett gyakorlat Műhelyrajz készítés A feladat megoldásához szükséges fájlok: Tutorial Files\body1 Feladat: Készítse el a szelepház műhelyrajzát! 1) Indítson
Foglalkozási napló a 20 /20. tanévre
 i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
i napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 4 521 0 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai és értékelése
RTCM alapú VITEL transzformáció felhasználó oldali beállítása Spectra Precision Survey Pro Recon szoftver használata esetén
 RTCM alapú VITEL transzformáció felhasználó oldali beállítása Spectra Precision Survey Pro Recon szoftver használata esetén A http://www.gnssnet.hu/valos_trafo.php weboldalon található, Spectra Precision
RTCM alapú VITEL transzformáció felhasználó oldali beállítása Spectra Precision Survey Pro Recon szoftver használata esetén A http://www.gnssnet.hu/valos_trafo.php weboldalon található, Spectra Precision
Feladat: Készítse el az alábbi ábrán látható térbeli vázszerkezet 3D-s modelljét az Inventor beépíte vázszerkezet tervező moduljának használatával!
 Feladat: Készítse el az alábbi ábrán látható térbeli vázszerkezet 3D-s modelljét az Inventor beépíte vázszerkezet tervező moduljának használatával! 1 1. Hozza létre az alábbi térbeli vázlatot. A vázlatkészítés
Feladat: Készítse el az alábbi ábrán látható térbeli vázszerkezet 3D-s modelljét az Inventor beépíte vázszerkezet tervező moduljának használatával! 1 1. Hozza létre az alábbi térbeli vázlatot. A vázlatkészítés
Alkatrész modellezés SolidWorks-szel - ismétlés
 Alkatrész modellezés SolidWorks-szel - ismétlés Feladat: Készítse el az ábrán látható szenzorház geometriai modelljét a megadott lépések segítségével! (1. ábra) 1. ábra 1. Feladat 1. Vázlat készítés Készítsen
Alkatrész modellezés SolidWorks-szel - ismétlés Feladat: Készítse el az ábrán látható szenzorház geometriai modelljét a megadott lépések segítségével! (1. ábra) 1. ábra 1. Feladat 1. Vázlat készítés Készítsen
RAJZ2. vezetett gyakorlat
 Inventor R4 1 Rajz2. vezetett gyakorlat RAJZ2. vezetett gyakorlat Összeállítási rajz készítés A feladat megoldásához szükséges fájlok: Tutorial Files\body1, nozzle1, knob 1, assy_link, final_assy Feladat:
Inventor R4 1 Rajz2. vezetett gyakorlat RAJZ2. vezetett gyakorlat Összeállítási rajz készítés A feladat megoldásához szükséges fájlok: Tutorial Files\body1, nozzle1, knob 1, assy_link, final_assy Feladat:
8. SZERSZÁMGÉP ANIMÁCIÓ
 8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
8. SZERSZÁMGÉP ANIMÁCIÓ Meghatározás Az öttengelyes megmunkálások elengedhetetlen kelléke a szerszámgép különböző egységeinek megmunkálás közbeni ütközés ellenőrzése. A PowerMill, ütközés észlelés esetén
Összeállítás 01 gyakorló feladat
 Összeállítás 01 gyakorló feladat Összeállítás-modellezés szerelési kényszerek Feladat: Készítse el az alábbi ábrán látható kézi működtetésű szelep összeállítás modelljét! A rajzkészítés nem része a feladatnak!
Összeállítás 01 gyakorló feladat Összeállítás-modellezés szerelési kényszerek Feladat: Készítse el az alábbi ábrán látható kézi működtetésű szelep összeállítás modelljét! A rajzkészítés nem része a feladatnak!
NC gyakorlat. 1. CNC gépek jellegzetes pozícionálási módjai
 NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
NC gyakorlat 1. CNC gépek jellegzetes pozícionálási módjai A CNC gépek talán legfontosabb funkciója a pozícionálás. A hagyományos szerszámgépek előtoló rendszereinek a feladata az előírt illetve beállított
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A4 alap közepes - haladó SolidEdge CAD 3D
1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz
 pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
pdrilling Content Szerszámkiválasztás Szerszámkiválasztás Marás Határozza meg a furat átmérojét és mélységet 1 A táblázatban megatalálja az átmérőtartományok és furatmélységek adatait fúróinkhoz 2 Válassza
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre Gépi forgácsoló szakma gyakorlati oktatásához OKJ száma: 34 521 03 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány
 FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FTSZT I. 1 ÓBUDAI EGYETEM BÁNKI DONÁT GÉPÉSZ ÉS BIZTONSÁGTECHNIKAI MÉRNÖKI KAR ANYAGTUDOMÁNYI ÉS GYÁRTÁSTECHNOLÓGIAI INTÉZET Dr Mikó Balázs Technológia tervezés NC megmunkálóközpontra Esettanulmány 2012.
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Matlab Fuzzy Logic Toolbox
 Matlab Fuzzy Logic Toolbox The Future looks Fuzzy Newsweek, May, 28, 1990. A fuzzy irányítási rendszerek vizsgálatára Windows alatt futó Matlab programcsomag szimulációs eszközeit és a Matlab-ra ráépülő
Matlab Fuzzy Logic Toolbox The Future looks Fuzzy Newsweek, May, 28, 1990. A fuzzy irányítási rendszerek vizsgálatára Windows alatt futó Matlab programcsomag szimulációs eszközeit és a Matlab-ra ráépülő
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártás-technológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártás-technológiai technikus Tájékoztató A vizsgázó az első lapra írja
Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben
 Budapesti Műszaki és Gazdaságtudományi Egyetem Gépgyártástechnológia Tanszék Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben Készítette: Ellenőrizte: Gál László Dr. Boór Ferenc Dr.
Budapesti Műszaki és Gazdaságtudományi Egyetem Gépgyártástechnológia Tanszék Alkatrész modellezés és megmunkálás tervezése az EDGECAM rendszerben Készítette: Ellenőrizte: Gál László Dr. Boór Ferenc Dr.
New Default Standard.ipt
 Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható fejes szeg parametrikus modelljét! A kidolgozáshoz használja az MSZ EN 22341-es szabványban megadott értékeket! 1 1.
Adaptív modellezési technika használata Feladat: Készítse el az alábbi ábrán látható fejes szeg parametrikus modelljét! A kidolgozáshoz használja az MSZ EN 22341-es szabványban megadott értékeket! 1 1.
Tervezési feladat. Komplex tervezés c. tárgyból. Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés c. tárgyból Név: Varga András Tankör: G-3BGT Neptun: CP1E98 Kódjel: d8 1 Tartalomjegyzék: 1.aaAz alkatrész
QGIS gyakorló. --tulajdonságok--stílus fül--széthúzás a terjedelemre).
.") QGIS gyakorló Cím: A Contour-, a Point sampling tool és a Terrain profile pluginek használata. DEM letöltése: http://www.box.net/shared/1v7zq33leymq1ye64yro A következő gyakorlatban szintvonalakat fogunk
QGIS gyakorló Cím: A Contour-, a Point sampling tool és a Terrain profile pluginek használata. DEM letöltése: http://www.box.net/shared/1v7zq33leymq1ye64yro A következő gyakorlatban szintvonalakat fogunk
Gyors telepítési kézikönyv
 netis Vezeték nélküli, N router Gyors telepítési kézikönyv 1. A csomagolás tartalma (Vezeték nélküli,n Router, Hálózati adapter, Ethernet kábel, Kézikönyv) * A kézikönyv, az összes, Netis, 150Mbps/300Mbps
netis Vezeték nélküli, N router Gyors telepítési kézikönyv 1. A csomagolás tartalma (Vezeték nélküli,n Router, Hálózati adapter, Ethernet kábel, Kézikönyv) * A kézikönyv, az összes, Netis, 150Mbps/300Mbps
Dr. Mikó Balázs
 Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Gyártórendszerek mechatronikája Termelési folyamatok II. 03 CAM rendszerek Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu miko.balazs@bgk.uni-obuda.hu 1 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék. Tervezési feladat. Komplex tervezés. Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ
 Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Miskolci Egyetem Gépészmérnöki Kar Gépgyártástechnológiai Tanszék Tervezési feladat Komplex tervezés Név: Riz László Tankör: G-3BGT Neptun: VX6SOZ 1 Tartalomjegyzék: 1.Az alkatrész geometriai modellje
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A2 alap közepes - haladó SolidEdge CAD 3D
Lemezalkatrész-Punch Tool I. Lemezalkatrész-tervező modul használata Feladat: Készítse el az alábbi ábrán látható alkatrész alkatrészmodelljét!
 Lemezalkatrész-Punch Tool I. Lemezalkatrész-tervező modul használata Feladat: Készítse el az alábbi ábrán látható alkatrész alkatrészmodelljét! 1. Indítson egy új feladatot! 1 New Default Sheet Metal.ipt
Lemezalkatrész-Punch Tool I. Lemezalkatrész-tervező modul használata Feladat: Készítse el az alábbi ábrán látható alkatrész alkatrészmodelljét! 1. Indítson egy új feladatot! 1 New Default Sheet Metal.ipt
GÉPÉSZETI ALKALMAZOTT SZÁMÍTÁSTECHNIKA f iskolai mérnökhallgatók számára. A 4. gyakorlat anyaga. Adott: Geometriai méretek:
 SZÉCHENYI ISTVÁN EGYETEM KÖZLEKEDÉSI ÉS GÉPÉSZMÉRNÖKI INTÉZET ÁLTALÁNOS GÉPÉSZETI TANSZÉK GÉPÉSZETI ALKALMAZOTT SZÁMÍTÁSTECHNIKA f iskolai mérnökhallgatók számára A 4. gyakorlat anyaga Feladat: Saját síkjában
SZÉCHENYI ISTVÁN EGYETEM KÖZLEKEDÉSI ÉS GÉPÉSZMÉRNÖKI INTÉZET ÁLTALÁNOS GÉPÉSZETI TANSZÉK GÉPÉSZETI ALKALMAZOTT SZÁMÍTÁSTECHNIKA f iskolai mérnökhallgatók számára A 4. gyakorlat anyaga Feladat: Saját síkjában
4. SZERSZÁMTENGELY IRÁNYULTSÁGOK
 PowerMill Öttengelyes megmunkálás 4. Szerszámtengely irányultságok 4. SZERSZÁMTENGELY IRÁNYULTSÁGOK Meghatározás Folyamatos 5 tengelyes megmunkálás esetén, ahol a fej vagy/és asztal egyidejűleg forog a
PowerMill Öttengelyes megmunkálás 4. Szerszámtengely irányultságok 4. SZERSZÁMTENGELY IRÁNYULTSÁGOK Meghatározás Folyamatos 5 tengelyes megmunkálás esetén, ahol a fej vagy/és asztal egyidejűleg forog a
A ChipScope logikai analizátor
 A ChipScope egy, az FPGA tervbe integrálható logikai analizátor, amely az FPGA terv belső jeleinek vizsgálatára használható Előnye a normál logikai analizátorhoz képest Az igényeknek megfelelően konfigurálható
A ChipScope egy, az FPGA tervbe integrálható logikai analizátor, amely az FPGA terv belső jeleinek vizsgálatára használható Előnye a normál logikai analizátorhoz képest Az igényeknek megfelelően konfigurálható
Forgácsolási folyamatok számítógépes tervezése I.
 Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Forgácsolási folyamatok számítógépes tervezése I. Az alkatrészprogram szintaktikája Program szám Mindig 4 karakter Program név Maximum 16 karakter NCT 2000T Dr. Mikó Balázs %O1234(programnév) N0005 (megjegyzés)
Geometria megadása DXF fájl importálásából
 30. sz. Mérnöki kézikönyv Frissítve: 2016. március Geometria megadása DXF fájl importálásából Program: GEO5 FEM GEO5 Fájl: Demo_manual_30.gmk DXF Fájlok: - model201.dxf eredeti fájl, amit bonyolultsága
30. sz. Mérnöki kézikönyv Frissítve: 2016. március Geometria megadása DXF fájl importálásából Program: GEO5 FEM GEO5 Fájl: Demo_manual_30.gmk DXF Fájlok: - model201.dxf eredeti fájl, amit bonyolultsága
1.A. feladat: Programablakok
 1.A. feladat: Programablakok Nyisd meg sorban a Sajátgép mappát, Hálózatok mappát, indítsd el az Internet Explorer programot. Ehhez kattints kettőt mindegyik asztalon lévő ikonjára. Ha egy ablak teljes
1.A. feladat: Programablakok Nyisd meg sorban a Sajátgép mappát, Hálózatok mappát, indítsd el az Internet Explorer programot. Ehhez kattints kettőt mindegyik asztalon lévő ikonjára. Ha egy ablak teljes
Segédlet kriptográfiai szolgáltatást beállító szoftverhez (CSPChanger)
") Segédlet kriptográfiai szolgáltatást beállító szoftverhez (CSPChanger) szoftveres, PKCS#12 formátumú tanúsítvány átalakításához 1(8) 1. Tartalomjegyzék 1. Tartalomjegyzék... 2 2. Bevezető... 3 3. CSPChanger
Segédlet kriptográfiai szolgáltatást beállító szoftverhez (CSPChanger) szoftveres, PKCS#12 formátumú tanúsítvány átalakításához 1(8) 1. Tartalomjegyzék 1. Tartalomjegyzék... 2 2. Bevezető... 3 3. CSPChanger
TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT MEZŐKÖVESD, 2014. február 23. Összeállította: Daragó Gábor 1 CNC PROGRAMOZÓ TECHNOLÓGUS TANFOLYAM TANFOLYAMZÁRÓ ÍRÁSBELI VIZSGAFELADAT
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
MUNKAANYAG. Dabi Ágnes. CNC és szimulációs program kezelése. A követelménymodul megnevezése: A próbagyártás technológiája
 Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Dabi Ágnes CNC és szimulációs program kezelése A követelménymodul megnevezése: A próbagyártás technológiája A követelménymodul száma: 0203-06 A tartalomelem azonosító száma és célcsoportja: SzT-005-30
Bevezetés a QGIS program használatába Összeálította dr. Siki Zoltán
 Bevezetés Bevezetés a QGIS program használatába Összeálította dr. Siki Zoltán A QGIS program egy nyiltforrású asztali térinformatikai program, mely a http://www.qgis.org oldalról tölthető le. Ebben a kis
Bevezetés Bevezetés a QGIS program használatába Összeálította dr. Siki Zoltán A QGIS program egy nyiltforrású asztali térinformatikai program, mely a http://www.qgis.org oldalról tölthető le. Ebben a kis
Lemezalkatrész modellezés. SolidEdge. alkatrészen
 A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
A példa megnevezése: A példa száma: A példa szintje: Modellezõ rendszer: Kapcsolódó TÁMOP tananyag rész: A feladat rövid leírása: Lemezalkatrész modellezés SZIE-A5 alap közepes - haladó SolidEdge CAD 3D
Fürdőszoba tutorial 01
 Fürdőszoba tutorial 01 Nyissunk egy új dokumentumot: Ctrl+N vagy File menü/new. Adjuk meg a dokumentum méretét: legyen most egy fektetett A/4-es lapunk. Kattintsunk a Tools Palettán a Rectangle Tool-ra,
Fürdőszoba tutorial 01 Nyissunk egy új dokumentumot: Ctrl+N vagy File menü/new. Adjuk meg a dokumentum méretét: legyen most egy fektetett A/4-es lapunk. Kattintsunk a Tools Palettán a Rectangle Tool-ra,
A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján.
 PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
PowerMill 1. Bevezetés 1. BEVEZETÉS A PowerMill egy hatékony alámarásmentes CAM rendszer, amellyel 3D-s szerszámpályákat tudunk generálni, importált CAD modellek alapján. Bementeti fájlformátumok DELCAM
A program telepítése
 program telepítése Töltse le a telepítőt a www.kocheskochkft.hu internetes oldalról. Programjaink menü alatt válassza a Egyszerűsített foglalkoztatással kapcsolatos nyilvántartás programot, kattintson
program telepítése Töltse le a telepítőt a www.kocheskochkft.hu internetes oldalról. Programjaink menü alatt válassza a Egyszerűsített foglalkoztatással kapcsolatos nyilvántartás programot, kattintson
Akció! Über. special campaign
 + 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
+ 3,5 % 2013. 05. 01-től PRÄZISION Precíziós keményfém marószerszámok Széles választék az Ön üzeme számára! Precision milling tools in solid carbide program choices for your production Über Akció! special
CAD-CAM-CAE Példatár
 CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAD rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Szíjtárcsa mőhelyrajzának elkészítése ÓE-A14 alap közepes haladó
CAD-CAM-CAE Példatár A példa megnevezése: A példa száma: A példa szintje: CAD rendszer: Kapcsolódó TÁMOP tananyag: A feladat rövid leírása: Szíjtárcsa mőhelyrajzának elkészítése ÓE-A14 alap közepes haladó
Végeselem módszer 7. gyakorlat
 SZÉCHENYI ISTVÁN EGYETEM ALKALMAZOTT MECHANIKA TANSZÉK Végeselem módszer 7. gyakorlat (kidolgozta: Szüle Veronika egyetemi ts.) Feladat: harang sajátrezgéseinek meghatározása 500 100 500 1000 250 250 1.
SZÉCHENYI ISTVÁN EGYETEM ALKALMAZOTT MECHANIKA TANSZÉK Végeselem módszer 7. gyakorlat (kidolgozta: Szüle Veronika egyetemi ts.) Feladat: harang sajátrezgéseinek meghatározása 500 100 500 1000 250 250 1.
Foglalkozási napló a 20 /20. tanévre
 Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
Foglalkozási napló a 20 /20. tanévre CNC gépkezelő szakma gyakorlati oktatásához OKJ száma: 35 521 01 A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának dátuma: Tanulók adatai
E-Freight beállítási segédlet
 E-Freight beállítási segédlet Az E-Freight rendszer működéséhez szükséges programok és beállítások v08 A legújabb verzióért kérjük, olvassa be az alábbi kódot: 1. Támogatott böngészők Az E-Freight az Internet
E-Freight beállítási segédlet Az E-Freight rendszer működéséhez szükséges programok és beállítások v08 A legújabb verzióért kérjük, olvassa be az alábbi kódot: 1. Támogatott böngészők Az E-Freight az Internet
DIN GÉP TIPUS MARÓ ESZTERGA MONDAT FORMÁTUM, MEGJEGYZÉSEK KÓD JELENTÉSE. Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben G00
 DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
DIN 66025 KÓD G00 G01 G02 G03 Elmozdulás gyorsmenetben Egyenes interpoláció munkamenetben Körinterpoláció (OMJM ) Körinterpoláció (OMJE ) G04 Várakozási idő G09 Pontos méretre állás G10 G11 G12 G13 G17
TERC V.I.P. hardverkulcs regisztráció
 TERC V.I.P. hardverkulcs regisztráció 2014. második félévétől kezdődően a TERC V.I.P. költségvetés-készítő program hardverkulcsát regisztrálniuk kell a felhasználóknak azon a számítógépen, melyeken futtatni
TERC V.I.P. hardverkulcs regisztráció 2014. második félévétől kezdődően a TERC V.I.P. költségvetés-készítő program hardverkulcsát regisztrálniuk kell a felhasználóknak azon a számítógépen, melyeken futtatni
Effect of the different parameters to the surface roughness in freeform surface milling
 19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
19 November 0, Budapest Effect of the different parameters to the surface roughness in freeform surface milling Balázs MIKÓ Óbuda University 1 Abstract Effect of the different parameters to the surface
Navigációs GPS adatok kezelése QGIS programmal (1.4 verzió) Összeállította dr. Siki Zoltán
 Összeállította dr. Siki Zoltán") Navigációs GPS adatok kezelése QGIS programmal (1.4 verzió) Összeállította dr. Siki Zoltán A QGIS program GPS eszközök modulja segítségével kétirányú kommunikációt folytathatunk a navigációs GPS vevőnkkel.
Navigációs GPS adatok kezelése QGIS programmal (1.4 verzió) Összeállította dr. Siki Zoltán A QGIS program GPS eszközök modulja segítségével kétirányú kommunikációt folytathatunk a navigációs GPS vevőnkkel.
Gépgyártástechnológiai technikus Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS
 3D CAD 2,5D NC PROGRAMOZÁS") VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
VECTOR CAD/CAM (2. fokozat) 3D CAD 2,5D NC PROGRAMOZÁS A VECTOR egy zseniálisan egyszerű, gyors és sokoldalú eszköz, tervezésre és megmunkálásra egyaránt. A VECTOR birtokában Önnek könnyű dolga van, ha
1. kép. A Stílus beállítása; új színskála megadása.
 QGIS Gyakorló Verzió: 1.7. Wroclaw Cím: A Print composer használata és a címkézés. Minta fájl letöltése innen: http://www.box.net/shared/87p9n0csad Egyre több publikációban szerepelnek digitális térképek,
QGIS Gyakorló Verzió: 1.7. Wroclaw Cím: A Print composer használata és a címkézés. Minta fájl letöltése innen: http://www.box.net/shared/87p9n0csad Egyre több publikációban szerepelnek digitális térképek,
06A Furatok megmunkálása
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gyártástechnológia II. BAGGT23NND/NLD 06A Furatok megmunkálása Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
ESZTERGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 Rendelési oldalak 26 Műszaki melléklet 96
 ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
ESTEGÁLÁS Walter ISO esztergálás 8 Beszúrás 19 Befogók 25 endelési oldalak 26 Műszaki melléklet 96 FÚÁS Walter Titex Tömör keményfém fúrók 104 endelési oldalak 106 Műszaki melléklet 122 Walter Felfúrás
A program telepítése. A letöltés lépései: 1. nyissa meg a WEB-oldalt, majd válassza a Letöltés menüpontot a felső sorban:
 A program telepítése A 2019-es év programja a szokott módon önálló rendszerként telepíthető. Töltse le WEB oldalunkról (http://www.drd-software.hu). A telepítés előtt nem szabad és nem kell eltávolítania
A program telepítése A 2019-es év programja a szokott módon önálló rendszerként telepíthető. Töltse le WEB oldalunkról (http://www.drd-software.hu). A telepítés előtt nem szabad és nem kell eltávolítania
A CAM PROGRAMOZÁS ALAPJAI SURFCAM
 TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
TERVEZÉS-INFORMATIKAI FÜZETEK TAKÁCS GYÖRGY A CAM PROGRAMOZÁS ALAPJAI SURFCAM MISKOLCI EGYETEM 2003 1/1 Készült az Oktatási Minisztérium megbízásából. Szerzõdéskötõ Hatóság: VÁTI Területfejlesztési Igazgatóság
Gyors üzembe helyezési kézikönyv
 Netis vezeték nélküli, kétsávos router Gyors üzembe helyezési kézikönyv WF2471/WF2471D A csomagolás tartalma (Két sávos router, hálózati adapter, ethernet kábel, kézikönyv) 1. Csatlakozás 1. Kapcsolja
Netis vezeték nélküli, kétsávos router Gyors üzembe helyezési kézikönyv WF2471/WF2471D A csomagolás tartalma (Két sávos router, hálózati adapter, ethernet kábel, kézikönyv) 1. Csatlakozás 1. Kapcsolja
Mobil Telefonon Keresztüli Felügyelet Felhasználói Kézikönyv
 Mobil Telefonon Keresztüli Felügyelet Felhasználói Kézikönyv Tartalomjegyzék 1. Symbian rendszer...2 1.1 Funkciók és követelmények...2 1.2 Telepítés és használat...2 2. Windows Mobile rendszer...6 2.1
Mobil Telefonon Keresztüli Felügyelet Felhasználói Kézikönyv Tartalomjegyzék 1. Symbian rendszer...2 1.1 Funkciók és követelmények...2 1.2 Telepítés és használat...2 2. Windows Mobile rendszer...6 2.1
Budapest Internetbank számlaadatok áttöltése Kézi PC-be. (Felhasználási útmutató)
") számlaadatok áttöltése Kézi PC-be. (Felhasználási útmutató) A szolgáltatás új funkciójának segítségével számlaadatait, számlakivonatát, tranzakció történetét tárolhatja offline módon és áttöltheti azt
számlaadatok áttöltése Kézi PC-be. (Felhasználási útmutató) A szolgáltatás új funkciójának segítségével számlaadatait, számlakivonatát, tranzakció történetét tárolhatja offline módon és áttöltheti azt
é rtésí té sék szű ré sé
 E-mail é rtésí té sék szű ré sé Szűrési beállítások 2019. 01. 03. Tartalom E-mail értesítések szűrése...2 Gyakorlati példák szűrési feltételek megadására...2 Szűrés beállítása a levelezőrendszerben...2
E-mail é rtésí té sék szű ré sé Szűrési beállítások 2019. 01. 03. Tartalom E-mail értesítések szűrése...2 Gyakorlati példák szűrési feltételek megadására...2 Szűrés beállítása a levelezőrendszerben...2
A LOGO MOTION TANÍTÁSA
 A LOGO MOTION TANÍTÁSA ÍRTA: SZABÓ JÁNOS TANÍTÓ 2010, KECEL LOGO MOTION TANÍTÁSA KÉSZÍTETTE: SZABÓ JÁNOS TANÍTÓ 2010. 1 1. FOGLALKOZÁS Kattintsunk a Logo motion ikonjára. A Színes teki. Ez a program ablaka.
A LOGO MOTION TANÍTÁSA ÍRTA: SZABÓ JÁNOS TANÍTÓ 2010, KECEL LOGO MOTION TANÍTÁSA KÉSZÍTETTE: SZABÓ JÁNOS TANÍTÓ 2010. 1 1. FOGLALKOZÁS Kattintsunk a Logo motion ikonjára. A Színes teki. Ez a program ablaka.
Dr. Mikó Balázs BGRKG14NNM / NEC. miko.balazs@bgk.uni-obuda.hu
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet BGRKG14NNM / NEC Dr. Mikó Balázs miko.balazs@bgk.uni-obuda.hu A gyártástervezés feladata
Sony Ericsson P910i BlackBerry Connect telepítési segédlet
 Sony Ericsson P910i BlackBerry Connect telepítési segédlet A Sony Ericsson P910i BlackBerry Connect online levelezô alkalmazásának telepítése Microsoft Exchange szerverrel való együttmûködéshez : Megjegyzés:
Sony Ericsson P910i BlackBerry Connect telepítési segédlet A Sony Ericsson P910i BlackBerry Connect online levelezô alkalmazásának telepítése Microsoft Exchange szerverrel való együttmûködéshez : Megjegyzés:
Ossz1. vezetett gyakorlat
 Inventor R4 1 Ossz1. vezetett gyakorlat Ossz1. vezetett gyakorlat Az összeállítás-modellezés használata Feladat: Készítse el az alábbi ábrán látható összeállítási modellt! A feladat megoldásához szükséges
Inventor R4 1 Ossz1. vezetett gyakorlat Ossz1. vezetett gyakorlat Az összeállítás-modellezés használata Feladat: Készítse el az alábbi ábrán látható összeállítási modellt! A feladat megoldásához szükséges
CIB Internet Bank asztali alkalmazás Hasznos tippek a telepítéshez és a használathoz Windows operációs rendszer esetén
 CIB Internet Bank asztali alkalmazás Hasznos tippek a telepítéshez és a használathoz Windows operációs rendszer esetén A CIB Internet Bankba való webes felületen keresztül történő belépés az Oracle által
CIB Internet Bank asztali alkalmazás Hasznos tippek a telepítéshez és a használathoz Windows operációs rendszer esetén A CIB Internet Bankba való webes felületen keresztül történő belépés az Oracle által
A Vonallánc készlet parancsai lehetővé teszik vonalláncok és sokszögek rajzolását.
 11. Geometriai elemek 883 11.3. Vonallánc A Vonallánc készlet parancsai lehetővé teszik vonalláncok és sokszögek rajzolását. A vonallánc egy olyan alapelem, amely szakaszok láncolatából áll. A sokszög
11. Geometriai elemek 883 11.3. Vonallánc A Vonallánc készlet parancsai lehetővé teszik vonalláncok és sokszögek rajzolását. A vonallánc egy olyan alapelem, amely szakaszok láncolatából áll. A sokszög
munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]
![munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]](/thumbs/60/44621925.jpg "munkamenetben x x G01 [X...] [Y...] [Z...] [F...] [S...] [T...] [M...]") KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
KÓD G00 G01 KÓD JELENTÉSE GÉP TIPUS MARÓ ESZT. MONDAT FORMÁTUM, MEGJEGYZÉSEK Elmozdulás gyorsmenetben G00 [X...] [Y...] [Z...] [S...] [T...] [M...] Egyenes interpoláció munkamenetben G01 [X...] [Y...]
Vodafone Mobile Connect telepítése
 Vodafone Mobile Connect telepítése Kérjük ne csatlakoztassa a Vodafone Mobile Connect eszközt a Mac számítógépéhez. Ha esetleg már csatlakoztatta az adatkártyát vagy a modemet a Mac számítógépéhez, akkor
Vodafone Mobile Connect telepítése Kérjük ne csatlakoztassa a Vodafone Mobile Connect eszközt a Mac számítógépéhez. Ha esetleg már csatlakoztatta az adatkártyát vagy a modemet a Mac számítógépéhez, akkor
14. Jellegzetes alkatrészek technológiai tervezése. b) Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése
 Méret és méretviszonyok. 14.1. 1 1. Simatengelyek művelettervezése") 14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
14.1. Tengelyek művelettervezése 14. Jellegzetes alkatrészek technológiai tervezése Számos tényező befolyásolja: a) A tengely alakja: sima tengely lépcsős tengelyek egyirányú kétirányú (szimmetrikus aszimmetrikus)
Alphacam Router. Faipari megoldások
 Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Alphacam Alphacam Router Az Alphacam Router egy teljes funkcionalitású, könnyen kezelhető CAM megoldás faipari cégek számára, akiknek gyors, hatékony szerszámpályákra és megbízható, hibátlan CNC programokra
Gépi forgácsoló 4 Gépi forgácsoló 4
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2011.03.11. Computer Aided Manufacturing Feladatai: CAM rendszerek elemei: NX Alkalmazott technológia. Dimenzió szám. 1D egy tengely menti elmozdulás
 011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
011.03.11. Óbudai Egyetem Bánki onát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes tervezése II. CAM rendszerek alapjai r.
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus
 NGM rendelet szakmai és vizsgakövetelménye alapján Gépgyártástechnológiai technikus") A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 12/2013 (III. 28.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
PC kártya és a szoftver telepítése, indítása után ( ID, jelszó : admin, admin)
") PC kártya és a szoftver telepítése, indítása után ( ID, jelszó : admin, admin) Mozgásérzékelés beállítása Jobb klikk a beállítandó videó képén (pl: Channel1),a Channel configuration (videó csatorna konfigurációs
PC kártya és a szoftver telepítése, indítása után ( ID, jelszó : admin, admin) Mozgásérzékelés beállítása Jobb klikk a beállítandó videó képén (pl: Channel1),a Channel configuration (videó csatorna konfigurációs
Forgácsoló megmunkálások áttekintése 2.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 2. Bevezetés Dr. Pintér József 2 Tartalom A forgácsolási eljárások csoportosítása Esztergálás és változatai Fúrás és változatai Marás és
AZ N-WARE KFT. ÁLTAL ELEKTRONIKUSAN ALÁÍRT PDF DOKUMENTUMOK HITELESSÉGÉNEK ELLENŐRZÉSE VERZIÓ SZÁM: 1.3 KELT: 2012.02.01.
 AZ N-WARE KFT. ÁLTAL ELEKTRONIKUSAN ALÁÍRT PDF DOKUMENTUMOK HITELESSÉGÉNEK ELLENŐRZÉSE VERZIÓ SZÁM: 1.3 KELT: 2012.02.01. Tartalom 1. A dokumentum célja... 3 2. Akiknek segítséget kívánunk nyújtani...
AZ N-WARE KFT. ÁLTAL ELEKTRONIKUSAN ALÁÍRT PDF DOKUMENTUMOK HITELESSÉGÉNEK ELLENŐRZÉSE VERZIÓ SZÁM: 1.3 KELT: 2012.02.01. Tartalom 1. A dokumentum célja... 3 2. Akiknek segítséget kívánunk nyújtani...
Netis vezeték nélküli, N típusú, router
 Netis vezeték nélküli, N típusú, router Gyors üzembe helyezési kézikönyv Típusok: WF-2409/WF2409/WF2409D A csomagolás tartalma (Vezeték nélküli, N típusú, router, hálózati adapter, ethernet kábel, kézikönyv,
Netis vezeték nélküli, N típusú, router Gyors üzembe helyezési kézikönyv Típusok: WF-2409/WF2409/WF2409D A csomagolás tartalma (Vezeték nélküli, N típusú, router, hálózati adapter, ethernet kábel, kézikönyv,
QGIS Gyakorló. 1. kép. A vektor réteg (grassland.shp).
.") QGIS Gyakorló Verzió: 1.7 Wroclaw Cím: Műveletek az attribútum táblával Minta fájl letöltése innen: https://www.dropbox.com/link/17.oxt9ziogfh?k=54ff982063bac43be40bf263d9cf45ef A vektoros adatmodell számos
QGIS Gyakorló Verzió: 1.7 Wroclaw Cím: Műveletek az attribútum táblával Minta fájl letöltése innen: https://www.dropbox.com/link/17.oxt9ziogfh?k=54ff982063bac43be40bf263d9cf45ef A vektoros adatmodell számos
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
3. SÍK FELÜLETEK MEGMUNKÁLÁSA Sík felületek (SF) legtöbbször körrel vagy egyenes alakzatokkal határolt felületként fordulnak elő. A SF-ek legáltalánosabb megmunkálási lehetőségeit a 3.. ábra szemlélteti.
FELADAT LEÍRÁSA. A váz egyszerűsített geometria modelljét az alábbi ábra szemlélteti.
 FELADAT LEÍRÁSA Határozzuk meg az alábbi szorító vázában keletkező feszültségeloszlást, ha a csavaros szorítással biztosított szorító erő nagysága 1500 N. A váz anyaga alumínium, rugalmassági modulusza
FELADAT LEÍRÁSA Határozzuk meg az alábbi szorító vázában keletkező feszültségeloszlást, ha a csavaros szorítással biztosított szorító erő nagysága 1500 N. A váz anyaga alumínium, rugalmassági modulusza
Ismerkedés az új felülettel
 Ismerkedés az új felülettel A 2003-as verzióhoz képes változott a menüszerkezet. Az ablak tetején menüszalag található, amely előtérbe helyezi a legfontosabb parancsokat, így nem kell a program legkülönbözőbb
Ismerkedés az új felülettel A 2003-as verzióhoz képes változott a menüszerkezet. Az ablak tetején menüszalag található, amely előtérbe helyezi a legfontosabb parancsokat, így nem kell a program legkülönbözőbb