Gépgyártástechnológia alapjai 2014/15 I. félév
|
|
|
- Lilla Nagy
- 7 évvel ezelőtt
- Látták:
Átírás
1 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG ( miskolc.hu/~ggytmazs)
2
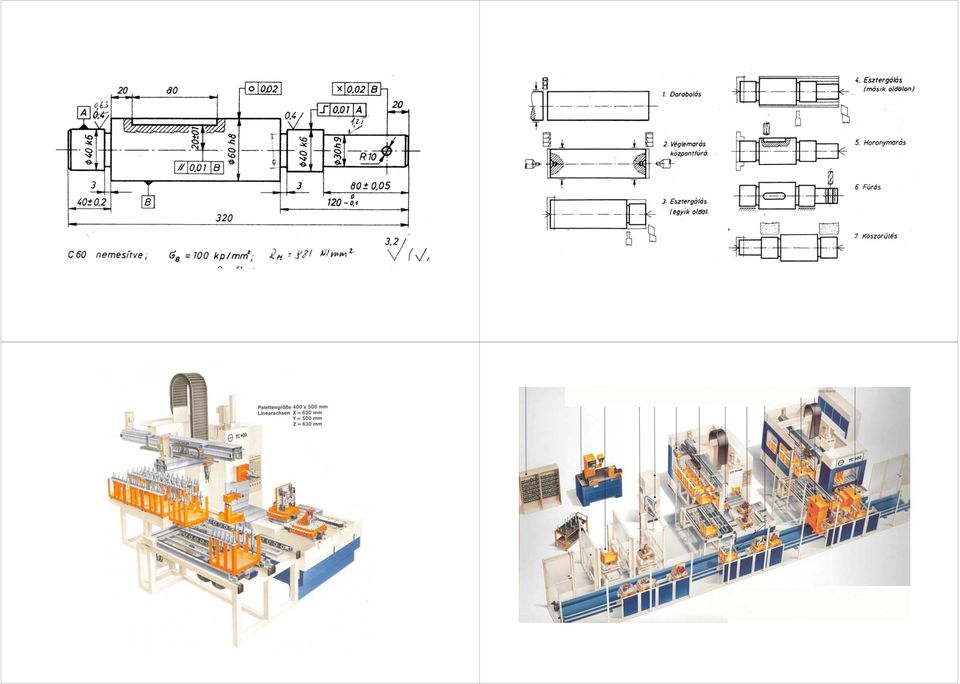
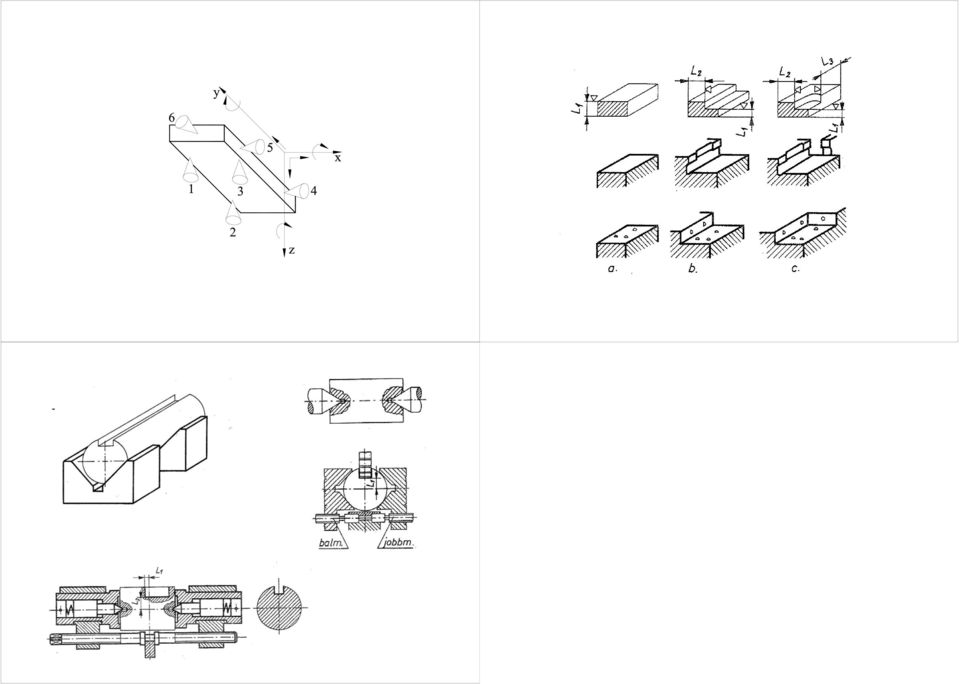
3 Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB

4
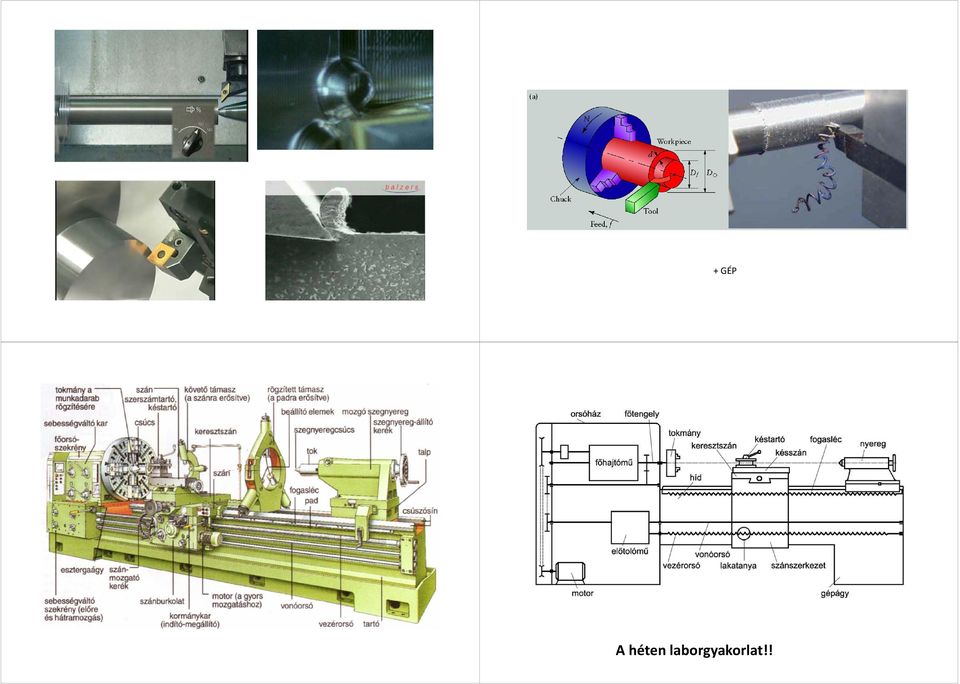
5 + GÉP A héten laborgyakorlat!!
6

7 A forgácsolószerszám Határozott, egyélű szerszámok forgácsoló kések (eszterga kések) monolit forrasztott lapkás szerelt lapkás Van e közük egymáshoz?

8 4.5 A forgácsolószerszám élgeometriája A forgácsolószerszám élgeometriája Definíciókat tudni kell!! A terelőszög szerepe Forgácsolóél, mellékél, csúcssugár

9 Forrasztott lapkás forgácsoló kések tipusai Forgácsoló élanyagok 4.6 Forgácsoló élanyagok

10 4.7 Forgácsképződés A forgácsképződés fázisai a forgácsolás kezdetekor Forgácsképződés

11 Alakváltozások a forgácstőben Forgács alakváltozási tényezők h = h /h forgácsvastagság A forgács térfogata állandó, vagyis l l l b = b /b hosszúság szélesség bhl ' ' ' 1 b h l azaz b h l = 1 h tgφ b a Forgács fajták, forgács alakok folyó, töredezett és nyírt forgács mivel b h' ; cosγ a h tgγ vagyis h h cosγ cosγ tgφ b a h' h sinγ λ sinγ h Ahol h a forgács vastagságirányú alakváltozási tényezője h = h /h

12 Forgács alakok Szalag Kusza Cső alakúl Spirál Csavar darab A forgácsolás termikus jelenségei A forgácsolás hőmérséklete A forgácstő hőforrásai: belső súrlódás a nyírási síkban, (1) anyagszétválasztás a szerszám csúcsánál, (2) súrlódás a homlokfelületen, (3) súrlódás a hátfelületen, (4) további anyagdeformációk, (5) A bevitt energia több mint 90 % a hővé alakul!
 további anyagdeformációk, (5) A bevitt energia több mint 90 %")
13 A forgácsolás hőmérséklete A hűtés és a sebesség szerepe fköz. u f c A forgács és a homloklap érintkezésénél értelmezzük u f : a forgács egységnyi térfogatába távozó hő mennyisége, c : a munkadarab anyagának térfogategységre vonatkoztatott fajhője. Tapasztalati összefüggés: C v h b z x y c A forgácsoló szerszám kopása A kopás fizikai folyamatai Igénybevétel: mechanikai, termikus, hő Követelmények: keménység, szilárdság, szívósság, hőállóság, hővezető képesség, kis hőtágulás, stb Abrazív kopás Adhéziós kopás Diffúziós kopás Oxidációs kopás

14 A kopás megjelenési formái A kopás megjelenési formái homlokkopás hátkopás élkopás csúcskopás A forgácsoló szerszámok éltartama A kopás időbeli folyamata Éltartam (T): a szerszám tönkremeneteléig forgácsolásban eltöltött idő Éltartam kritériumok kopás felületminőség pontosság forgácsoló erő hőmérséklet rezgések stb. Az éltartamot legmarkánsabban a forgácsoló sebesség befolyásolja kezdeti vagy bekopás egyenletes kopás katasztrofális kopás vagy tönkremenetel

15 Éltartam T Rajz! v c T 1 k C v A kitevő alapvetően a szerszám anyagától függ lgt=k lgv c k lgc v v T c m C v Bővített Taylor egyenlet: v c C v n p q m f ap T VB Az éltartam további mérőszámai (S T ) Éltartamút: a forgácsolóélnek T idő alatt a forgácsolóirányban megtett útja. (L T ) Éltartamhossz: a forgácsolóélnek T idő alatt az előtoló irányban megtett hossza. (V T ) Éltartamtérfogat: a szerszám által T idő alatt leválasztott forgácstérfogat. (N T ) Éltartamdarabszám: a T idő alatt megmunkált darabok száma. Az éltartam megválasztása gazdaságossági kérdés!
 Éltartamhossz: a forgácsolóélnek T idő alatt az előtoló irányban megtett hossza.")
16 Forgácsoló erő és teljesítmény Fajlagos forgácsolóerő Kienzle: k k h c z c11. (N / mm 2 ) A fajlagos forgácsolóerő módosító tényezői homlokszög korrekció K ; forgácsolósebesség korrekció K v ; szerszámkopás korrekció K k ; szerszámanyag korrekció K s ; K 1 15, , 5, acélokhoz, ( ) K 1 15, ,, öntöttvashoz, ( ) A forgácsoló erőt befolyásoló tényezők A munkadarab anyaga Forgácsvastagság (előtolás) Forgácsszélesség (fogásmélység) Forgácsarány Homlokszög Szerszám elhelyezési szög Forgácsoló sebesség A szerszám anyaga Hűtés kenés Szerszámkopás K v 100 v c 0,1 K s = 1,2 gyorsacéloknál, K s =0,9 kerámiáknál, K k = 1 + VB k c k c1.1 h z K γ K v K k K s K a N/mm 2
 100 100 A forgácsoló erőt befolyásoló tényezők A munkadarab anyaga Forgácsvastagság (előtolás) Forgácsszélesség (fogásmélység) Forgácsarány Homlokszög Szerszám")
17 A forgácsolt felület minősége Érdesség Forgácsolással előállított felületek tipusai Elméleti érdesség A szerszám nyomvonala által a munkadarabon kialakított elméleti profil

18 Elméleti érdesség Maradó feszültségek Keményedés Keményedési fok max d d ESZTERGÁLÁS ESZTERGÁLÁSI MÓDOK Hosszesztergálás

19 ESZTERGÁLÁSI MÓDOK Keresztesztergálás (oldalazás) Kontúresztergálás (gömb) Beszúrás és profilesztergálás Kontúresztergálás (profilesztergálás) Beszúrás Leszúrás Menetesztergálás Homlokbeszúrás Beszúrás furatban
 Beszúrás Leszúrás")
20 A megmunkálások méretpontossága Az ESZTERGÁLÁS SZERSZÁMAI A méretpontosság Pl.: 50H7 Belső méret y z D Névleges méret A a B b C c D d E e G H F f g h J j k m n p K M N P r s t u v x Alapeltérés, AE Tűrés, T Külső méret R S T Laza illesztés Átmeneti illesztés Szilárd V X illesztés Y Z T q i 3 i 0,45 D 0, 001D IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 q Hárompofás tokmány Felfogás tüskére Szorítóhüvely Síktárcsa

21 Befogás tokmányba, csúccsal támasztva Befogás csúcsok közé, menesztés esztergaszívvel és menesztő tárcsával Forgó csúcs, álló csúcs Szegnyereg, forgó csúcs Befogás csúcsok közé, menesztés menesztő csúccsal Támasztás álló, vagy mozgó bábbal
22 Az esztergálás gépei
23 GYALULÁS Lengőhimbás (kulisszás) hajtómű Könyökös gyalukés alkalmazása Szerszám Munkadarab
24
25 Vésés Üregelés
26
27
28 Csigafúró Csigafúró geometriája A csigafúró forgácsolási viszonyai Központfúró Süllyesztők Süllyesztőfúró, kúpos süllyesztő, csapos süllyesztő
29 Dörzsárak Dörzsárak gépi bevezető kúp forgácsoló rész kalibráló rész hátsó kúp kézi A csigafúró kopása és újraélezése A furatmegmunkálás gépei
30 Homlokmarás Palástmarás Homlokmarás Palástmarás Palástmarás
31 Homlokmarás Ellenirányú marás (up milling) Egyenirányú marás (down milling) palástmarók Palást homlokmarás (sarokmarás) száras marók homlokmarók furatos maró
32 hosszlyukmaró MARÓGÉPEK Függőleges marógép Függőleges marógép Vízszintes marógép Vízszintes marógép Függőleges CNC megmunkáló központ Vízszintes CNC megmunkáló központ Vízszintes fúró-marómű (horizont)
33 Köszörülés Palástköszörülés Síkköszörülés Oldalelőtolásos palástköszörülés Beszúró köszörülés
34 Csúcsnélküli köszörülés Furatköszörülés Síkköszörülés A köszörű korongok szerkezete
35 Kopási folyamatok Szabályozás
36 Rövidlöketű dörzsköszörülés, szuperfiniselés Rövidlöketű dörzsköszörülés, szuperfiniselés Hosszúlöketű dörzsköszörülés, hónolás Hosszúlöketű dörzsköszörülés, hónolás
37 Tükrösítés, leppelés Tükrösítés, leppelés
Gépgyártástechnológia alapjai 2013/14 I. félév
 Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások. Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás Esztergálás Edzett acél (HRC > 50)
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Összefüggő szakmai gyakorlat
 Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Forgácsoló megmunkálások áttekintése 1.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
4. A FORGÁCSOLÁS ELMÉLETE. Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat
 4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
4. A FORGÁCSOLÁS ELMÉLETE Az anyagleválasztás a munkadarab és szerszám viszonylagos elmozdulása révén valósul meg. A forgácsolási folyamat M(W) - a munka tárgya, u. n. munkadarab, E - a munkaeszközök,
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
511 EGYOLDALT SÜLLYESZTETT KORONGOK
 511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
EGYENES KORONGOK átmérő D < 50,8 mm
 361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Különleges technológiák
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
31 521 09 0100 31 02 Fogazó Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
E[M]CONOMY. jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D. Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz
![E[M]CONOMY. jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D. Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz](/thumbs/39/20076706.jpg "E[M]CONOMY. jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D. Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz") [ E[M]CONOMY ] jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz EMCOMAT 14D [ Digitális kijelző ] - 3-tengelyes digitális
[ E[M]CONOMY ] jelentése: Kis gép nagy kihívásokhoz. EMCOMAT 14D 17D 20D Univerzális esztergagépek szerszámkészítési pontossággal ipari alkalmazásokhoz EMCOMAT 14D [ Digitális kijelző ] - 3-tengelyes digitális
Kombinált eljárással megmunkált furatok érdességének vizsgálata
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
Információtartalom vázlata
 2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
2 1. Munkatársával szakmai szempontok figyelembevételével beszéljék meg a csavar-, szegecsés - A csavarkötések fajtái, megválasztásának szempontjai - Szegecshossz számítása, a szegecskötés szerszámai -
HIGH POWER HAI-TECH. Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa.
 INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Gépgyártástechnológia alapjai 3. gyakorlat
 Gépgyártástechnológia alapjai. gyakorlat Művelettervezés feladat Szaó Gergely (szerkesztő) Miskolc 28 2:1 R1.5 Első lépés: Ř5 Megvizsgáljuk az alkatrészrajzot 6..1 1 x 45 Megnevezés; nyagminőség, daraszám;
Gépgyártástechnológia alapjai. gyakorlat Művelettervezés feladat Szaó Gergely (szerkesztő) Miskolc 28 2:1 R1.5 Első lépés: Ř5 Megvizsgáljuk az alkatrészrajzot 6..1 1 x 45 Megnevezés; nyagminőség, daraszám;
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Keményfém turbómarók. Új termékek 2016
 Keményfém turbómarók Új termékek 2016 1 KEMÉNYFÉM TURBÓMARÓK Új termékek/2016 BEMUTATKOZÁS A DORMER kiváló minőségű turbómaró termékskálája a legtöbb gépipari ágazat számára megoldással szolgál, széleskörű
Keményfém turbómarók Új termékek 2016 1 KEMÉNYFÉM TURBÓMARÓK Új termékek/2016 BEMUTATKOZÁS A DORMER kiváló minőségű turbómaró termékskálája a legtöbb gépipari ágazat számára megoldással szolgál, széleskörű
GÉPSZERKEZETTAN - TERVEZÉS. Csigahajtások
 GÉPSZERKEZETTAN - TERVEZÉS Csigahajtások Konstrukció (felsőcsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 2 Konstrukció (alsócsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 3 Műszaki jellemzők
GÉPSZERKEZETTAN - TERVEZÉS Csigahajtások Konstrukció (felsőcsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 2 Konstrukció (alsócsigás hajtómű) Gépszerkezettan, tervezés Csigahajtások 3 Műszaki jellemzők
Gépgyártástechnológiai technikus. 54 521 01 0000 00 00 Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2011/12 I. félév. (www.uni miskolc.hu/~ggytmazs)
") Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Gépgyártástechnológia alapjai 2011/12 I. félév 2BM,2BMR, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten
Reológia 2. Bányai István DE Kolloid- és Környezetkémiai Tanszék
 Reológia 2 Bányai István DE Kolloid- és Környezetkémiai Tanszék Mérése nyomásesés áramlásra p 1 p 2 v=0 folyás csőben z r p 1 p 2 v max I V 1 p p t 8 l 1 2 r 2 x Höppler-típusú viszkoziméter v 2g 9 2 testgömb
Reológia 2 Bányai István DE Kolloid- és Környezetkémiai Tanszék Mérése nyomásesés áramlásra p 1 p 2 v=0 folyás csőben z r p 1 p 2 v max I V 1 p p t 8 l 1 2 r 2 x Höppler-típusú viszkoziméter v 2g 9 2 testgömb
Acél marása GC1130 minőség
 Acél marása GC1130 minőség Az acélmarás fejlődése A Zertivo GC1130 minőség alkalmazásakor megnyugodhat A csorbulás és sorjásodás instabil gyártási folyamatot és rövidebb szerszáméltartamot okoz, ezek általános
Acél marása GC1130 minőség Az acélmarás fejlődése A Zertivo GC1130 minőség alkalmazásakor megnyugodhat A csorbulás és sorjásodás instabil gyártási folyamatot és rövidebb szerszáméltartamot okoz, ezek általános
31 521 09 0001 31 03 Marós Gépi forgácsoló
 vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: vizsgarészhez rendelt vizsgafeladat megnevezése: 2. vizsgafeladat: marás technológiája, gépei, szerszámai z Országos Képzési Jegyzékről
vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: vizsgarészhez rendelt vizsgafeladat megnevezése: 2. vizsgafeladat: marás technológiája, gépei, szerszámai z Országos Képzési Jegyzékről
Faipari és építőipari fúrók, gépi vésők
 Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
Osztályozó vizsga kérdések. Mechanika. I.félév. 2. Az erőhatás jellege, jelölések, mértékegységek
 Osztályozó vizsga kérdések Mechanika I.félév 1. Az erő fogalma, jellemzői, mértékegysége 2. Az erőhatás jellege, jelölések, mértékegységek 4 A 4. 4 3. A statika I., II. alaptörvénye 4. A statika III. IV.
Osztályozó vizsga kérdések Mechanika I.félév 1. Az erő fogalma, jellemzői, mértékegysége 2. Az erőhatás jellege, jelölések, mértékegységek 4 A 4. 4 3. A statika I., II. alaptörvénye 4. A statika III. IV.
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
2011. tavaszi félév. Kopás, éltartam. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
2011. tavaszi félév Kopás, éltartam Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax:
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
31 521 02 0000 00 00 CNC-forgácsoló CNC-forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM. Szóbeli vizsgatevékenység
 SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
SZOCIÁLIS ÉS MUNKAÜGYI MINISZTÉRIUM Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése: 0220-06 Gépészeti kötési feladatok Vizsgarészhez rendelt vizsgafeladat megnevezése: 0220-06/2 Kötések
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS
 A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
A MŰSZAKI MECHANIKA TANTÁRGY JAVÍTÓVIZSGA KÖVETELMÉNYEI 20150. AUGUSZTUS 1., Merev testek általános statikája mértékegységek a mechanikában a számító- és szerkesztő eljárások parallel alkalmazása Statikai
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
Szellőzőrács IB-R Tartalom Leírás... 3 Kivitel és méretek... 4 Műszaki adatok... 5 Jelmagyarázat...12 Kiírási szöveg...12 01/09-2
 Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás... 3
Szellőzőrács IB-R Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás... 3
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN
 GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
GÉP, SZERSZÁM, TERVEZÉS A MŰANYAG FELDOLGOZÁSBAN Fizikai Kémia és Anyagtudományi Tanszék Műanyag- és Gumiipari Laboratórium 1 2 1 Szerszámzáró szerkezet Feladata: különböző szerszámok felerősíthetőségének
Kilökı rendszer funkciója. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Kilökı rendszerek
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
A motortól a kész járműig A haladás technikája (2015. február) Motorgyártás, mechanikus megmunkálás
 Motorgyártás, mechanikus megmunkálás") (2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
(2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
Forgácsoló szerszám és géptartozék akció 2016
 SZERSZÁMBAN A MÉRCE SZERSZÁMOK AKCIÓBAN Forgácsoló szerszám és géptartozék akció 2016 Kiemelt termékek akciós áron: Érvényes 1103 Budapest, Noszlopy u. 16/b. rendeles@uranusz.hu Tel: +36 1 260 30 30 Érvényes
SZERSZÁMBAN A MÉRCE SZERSZÁMOK AKCIÓBAN Forgácsoló szerszám és géptartozék akció 2016 Kiemelt termékek akciós áron: Érvényes 1103 Budapest, Noszlopy u. 16/b. rendeles@uranusz.hu Tel: +36 1 260 30 30 Érvényes
1. Üzemeltetés és karbantartás gyakorlata tantárgy 256 óra
 1. Üzemeltetés és karbantartás gyakorlata tantárgy 256 óra 1.1. A tantárgy tanításának célja Az elkészült szerszámok, készülékek próbájának, üzembe helyezésének elvégzése. Szerszámok és készülékek karbantartása,
1. Üzemeltetés és karbantartás gyakorlata tantárgy 256 óra 1.1. A tantárgy tanításának célja Az elkészült szerszámok, készülékek próbájának, üzembe helyezésének elvégzése. Szerszámok és készülékek karbantartása,
Gépgyártástechnológia alapjai 2012/13 I. félév
 Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2012/13 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB GÉP? A héten laborgyakorlat!!
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
54 481 01 1000 00 00 CAD-CAM informatikus CAD-CAM informatikus
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
Foglalkozási napló. CAD-CAM informatikus 14. évfolyam
 Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Foglalkozási napló a 20 /20. tanévre CAD-CAM informatikus 14. évfolyam (OKJ száma: 54 41 01) szakma gyakorlati oktatásához A napló vezetéséért felelős: A napló megnyitásának dátuma: A napló lezárásának
Tengelyjellegő alkatrész mővelet tervezése
 1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Tengelyjellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak házi feladatához.
1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Tengelyjellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak házi feladatához.
Technológiai előtervezés: technológia-helyességi vizsgálata, előgyártmány megválasztása és tervezése, ráhagyás számítás.
 2. A GYÁRTÁSI FOLYAMAT TERVEZÉSÉNEK ALAPJAI Gyártástervezés alatt a gyártás fő- és segédfolyamatainak tervezését értjük, mégpedig olyan mélységben, amilyen a gyártórendszer tervezéséhez és a gyártás szervezéséhez
2. A GYÁRTÁSI FOLYAMAT TERVEZÉSÉNEK ALAPJAI Gyártástervezés alatt a gyártás fő- és segédfolyamatainak tervezését értjük, mégpedig olyan mélységben, amilyen a gyártórendszer tervezéséhez és a gyártás szervezéséhez
Seco univerzális fűnyírótraktorok opciós eszközei, 2015. júniústól
 Seco univerzális fűnyírótraktorok opciós eszközei, 2015. júniústól Deflektor D5 : Cikkszám: S532974472733 18.500 HUF+Áfa Felszerelhető a következő típusokra : Starjet 102,122, 4WD, Challenge AJ92, Seprőgép:
Seco univerzális fűnyírótraktorok opciós eszközei, 2015. júniústól Deflektor D5 : Cikkszám: S532974472733 18.500 HUF+Áfa Felszerelhető a következő típusokra : Starjet 102,122, 4WD, Challenge AJ92, Seprőgép:
KEFÉS PORTÁLMOSÓ KERESKEDELMI JÁRMŰVEKHEZ MOSÓ, NAGY JÁRMŰVEKHEZ
 KEFÉS PORTÁLMOSÓ KERESKEDELMI JÁRMŰVEKHEZ MOSÓ, NAGY JÁRMŰVEKHEZ Bemutatjuk a KUBE és a PROGRESS gépünket: két modell a kefés portálmosók világában, mely az ISTOBAL által, kereskedelmi járművek részére
KEFÉS PORTÁLMOSÓ KERESKEDELMI JÁRMŰVEKHEZ MOSÓ, NAGY JÁRMŰVEKHEZ Bemutatjuk a KUBE és a PROGRESS gépünket: két modell a kefés portálmosók világában, mely az ISTOBAL által, kereskedelmi járművek részére
Acélszerkezetek tervezése tűzhatásra Bevezetés
 Előadás /10 2014. november 31., péntek, 9 50-11 30, B-1 terem Acélszerkezetek tervezése tűzhatásra Bevezetés Detroit Marseille Papp Ferenc Ph.D. Dr.habil, egy. docens Az előadás tartalmából Angolszász
Előadás /10 2014. november 31., péntek, 9 50-11 30, B-1 terem Acélszerkezetek tervezése tűzhatásra Bevezetés Detroit Marseille Papp Ferenc Ph.D. Dr.habil, egy. docens Az előadás tartalmából Angolszász
Kerámiaipari kisgépek és berendezések
 Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h)
") ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
PERFOR SZERSZÁM AKCIÓ 2016. március-május
 PERFOR SZERSZÁM AKCIÓ 2016. március-május Az árak az ÁFÁ-t nem tartalmazzák. Teljes választék és további információ: www.perfor.hu/akcio Keményfém NC befúró Keményfém NC bekezdőfúró hő- és kopásálló HardX
PERFOR SZERSZÁM AKCIÓ 2016. március-május Az árak az ÁFÁ-t nem tartalmazzák. Teljes választék és további információ: www.perfor.hu/akcio Keményfém NC befúró Keményfém NC bekezdőfúró hő- és kopásálló HardX
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
áramlásirányító szelep beépített helyzetszabályozóval DN15...DN150 sorozat SG07
 áramlásirányító szelep beépített helyzetszabályozóval DN15...DN150 sorozat SG07 kialakítás csatlakozás névleges nyomás anyagok Rögzítés módja beépítési helyzet alkalmazás közeghőmérséklet környezeti hőmérséklet
áramlásirányító szelep beépített helyzetszabályozóval DN15...DN150 sorozat SG07 kialakítás csatlakozás névleges nyomás anyagok Rögzítés módja beépítési helyzet alkalmazás közeghőmérséklet környezeti hőmérséklet
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
TERMÉKKATALÓGUS SZENDVICSPANELEK
 TERMÉKKATALÓGUS SZENDVICSPANELEK TETŐPANELEK EN14509 TMI-16/2015 GLAMET tetőtűz terj. r= 38 kg/m 3 30, 40, 50, 60, 80, 100, 120 KÜLSŐ: 0,45/0,5/0,6 BELSŐ: 0,4/0,5 B-s3, d0 REI15, REI45 B, Roof (t1) l=
TERMÉKKATALÓGUS SZENDVICSPANELEK TETŐPANELEK EN14509 TMI-16/2015 GLAMET tetőtűz terj. r= 38 kg/m 3 30, 40, 50, 60, 80, 100, 120 KÜLSŐ: 0,45/0,5/0,6 BELSŐ: 0,4/0,5 B-s3, d0 REI15, REI45 B, Roof (t1) l=
FAIPARI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2013. május 23. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2013. május 23. 8:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Faipari
ÉRETTSÉGI VIZSGA 2013. május 23. FAIPARI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2013. május 23. 8:00 I. Időtartam: 120 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK MINISZTÉRIUMA Faipari
VASÚTI PÁLYA DINAMIKÁJA
 VASÚTI PÁLYA DINAMIKÁJA Dynamics of the railway track Liegner Nándor BME Út és Vasútépítési Tanszék A vasúti felépítmény szerkezeti elemeiben ébredő igénybevételek A Zimmermann Eisenmann elmélet alapján
VASÚTI PÁLYA DINAMIKÁJA Dynamics of the railway track Liegner Nándor BME Út és Vasútépítési Tanszék A vasúti felépítmény szerkezeti elemeiben ébredő igénybevételek A Zimmermann Eisenmann elmélet alapján
Az új Flex-Block lábazatrendszer
 Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Vektoralgebrai feladatok
 Vektoralgebrai feladatok 1. Vektorok összeadása és szorzatai, azok alkalmazása 1.1 a) Írja fel a és vektorokat az és átlóvektorok segítségével! b) Milyen hosszú az + ha =1? 1.2 Fejezze ki az alábbi vektorokat
Vektoralgebrai feladatok 1. Vektorok összeadása és szorzatai, azok alkalmazása 1.1 a) Írja fel a és vektorokat az és átlóvektorok segítségével! b) Milyen hosszú az + ha =1? 1.2 Fejezze ki az alábbi vektorokat
Normál sorozat. TiCN bevonattal. SBC-2PS keményfém
 Mikroszemcsés tömör keményfém gömbvégű szármarók 2 élű Optimális teljesítmény és maximális forgácseltávolítás lágy ötvözetek, sárgaréz, alumínium, más színesfémek és egyéb puha anyagok süllyesztőmarása,
Mikroszemcsés tömör keményfém gömbvégű szármarók 2 élű Optimális teljesítmény és maximális forgácseltávolítás lágy ötvözetek, sárgaréz, alumínium, más színesfémek és egyéb puha anyagok süllyesztőmarása,
Információtartalom vázlata
 2 1. Feladata, hogy felmérje egy gépszerkezet általános állapotát, melynek felépítő elemei: csapágyak, laposszíjhajtás és forgattyús hajtómű. Munkájához elméleti ismeret szükséges. Készítsen szabadkézi
2 1. Feladata, hogy felmérje egy gépszerkezet általános állapotát, melynek felépítő elemei: csapágyak, laposszíjhajtás és forgattyús hajtómű. Munkájához elméleti ismeret szükséges. Készítsen szabadkézi
54 521 01 0000 00 00 Gépgyártástechnológiai technikus. Gépgyártástechnológiai technikus 2/63
 A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A /2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Térgeometria feladatok. 2. Egy négyzetes oszlop magassága háromszor akkora, mint az alapéle, felszíne 504 cm 2. Mekkora a testátlója és a térfogata?
 Térgeometria feladatok Téglatest 1. Egy téglatest éleinek aránya 2 : 3 : 5, felszíne 992 cm 2. Mekkora a testátlója és a 2. Egy négyzetes oszlop magassága háromszor akkora, mint az alapéle, felszíne 504
Térgeometria feladatok Téglatest 1. Egy téglatest éleinek aránya 2 : 3 : 5, felszíne 992 cm 2. Mekkora a testátlója és a 2. Egy négyzetes oszlop magassága háromszor akkora, mint az alapéle, felszíne 504
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL. Komplex szakmai vizsga Gyakorlati vizsgatevékenység
 NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Szakképesítés száma, megnevezése: 32 525 01 Gumiabroncs-javító és kerékkiegyensúlyozó Gyakorlati vizsgatevékenység
NEMZETI SZAKKÉPZÉSI ÉS FELNŐTTKÉPZÉSI HIVATAL Komplex szakmai vizsga Gyakorlati vizsgatevékenység Szakképesítés száma, megnevezése: 32 525 01 Gumiabroncs-javító és kerékkiegyensúlyozó Gyakorlati vizsgatevékenység
2011. ÍRÁSBELI ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY NCT-90T. április 14-16. Versenyző száma:
 ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY NCT-90T ÍRÁSBELI április 14-16. 2011. A kidolgozás időtartama: 180 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft. ISCAR
ORSZÁGOS CNC PROGRAMOZÁS ÉS GÉPKEZELÉS SZAKMAI VERSENY NCT-90T ÍRÁSBELI április 14-16. 2011. A kidolgozás időtartama: 180 perc Jóváhagyta: Apostol Attila Támogatók: NCT Kft. NCT Akadémia graphit Kft. ISCAR
SZAKDOLGOZAT. Az ENSHU JE-80 típusú megmunkáló központ függőleges teleszkópos burkolatának felújítása
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet SZAKDOLGOZAT Az ENSHU JE-80 típusú megmunkáló központ függőleges teleszkópos burkolatának felújítása Kisbenedek Krisztián GMHZSF
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Gyártástudományi Intézet SZAKDOLGOZAT Az ENSHU JE-80 típusú megmunkáló központ függőleges teleszkópos burkolatának felújítása Kisbenedek Krisztián GMHZSF
Forgómozgás alapjai. Forgómozgás alapjai
 Forgómozgás alapjai Kiterjedt test általános mozgása Kísérlet a forgómozgásra Forgómozgás és haladó mozgás analógiája Merev test általános mozgása Gondolkodtató kérdés Összetett mozgások Egy test általános
Forgómozgás alapjai Kiterjedt test általános mozgása Kísérlet a forgómozgásra Forgómozgás és haladó mozgás analógiája Merev test általános mozgása Gondolkodtató kérdés Összetett mozgások Egy test általános
14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek. 2016.06.02. TSZVSZ - Tűzvédelmi Szakmai Napok Marlovits Gábor
 + 14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek Fogalmak CPR, OTÉK, OTSZ, összes kiadott TvMI, tűzvédelmi törvény (1996. évi XXXI.), társasházi törvény (2003. évi CXXXIII.) 544 sor Fogalmak
+ 14. Tűzgátló lezárások 17. Tűzvédelmi célú bevonati rendszerek Fogalmak CPR, OTÉK, OTSZ, összes kiadott TvMI, tűzvédelmi törvény (1996. évi XXXI.), társasházi törvény (2003. évi CXXXIII.) 544 sor Fogalmak
Leágazó idomok. Leágazó idomok
 Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus
 Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Fa- és Acélszerkezetek I. 5. Előadás Stabilitás I. Dr. Szalai József Főiskolai adjunktus Tartalom Egyensúly elágazási határállapot Rugalmas nyomott oszlop kritikus ereje (Euler erő) Valódi nyomott oszlopok
Ezen katalógusban azok a meneteszterga termékek
 F Ó K U S Z B A N A T E J E S Í T M É N Y M E N E T E S Z T E R G Á Á S 2 M E N E T E S Z T E R G Á Á S A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak.
F Ó K U S Z B A N A T E J E S Í T M É N Y M E N E T E S Z T E R G Á Á S 2 M E N E T E S Z T E R G Á Á S A POWER TOOS Kft. és csapata több mint 10 éve meghatározó szereplője a magyar forgácsolópiacnak.
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.
 NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
A 27/2012 (VIII. 27.) NGM rendelet (12/2013 (III.28) és 25/2014 (VIII.26) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 34 521 03 Gépi
31 521 09 0001 31 01 Esztergályos Gépi forgácsoló
 z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
z Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/20. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A nyugalomban levő levegő fizikai jellemzői. Dr. Lakotár Katalin
 A nyugalomban levő levegő fizikai jellemzői Dr. Lakotár Katalin Száraz, nyugalomban levő levegő légköri jellemzői egyszerűsített légkör modell állapotjelzői: sűrűség vagy fajlagos térfogat térfogategységben
A nyugalomban levő levegő fizikai jellemzői Dr. Lakotár Katalin Száraz, nyugalomban levő levegő légköri jellemzői egyszerűsített légkör modell állapotjelzői: sűrűség vagy fajlagos térfogat térfogategységben
Kereskedelmi ismeretek
 Kereskedelmi ismeretek 1.a. A szükségletek fogalma, csoportosítása. A szükségletek és a gazdálkodás kapcsolata. b. Munkakörök a hulladékfelvásárló egységekben, a boltvezető/telepvezető legfontosabb feladatai.
Kereskedelmi ismeretek 1.a. A szükségletek fogalma, csoportosítása. A szükségletek és a gazdálkodás kapcsolata. b. Munkakörök a hulladékfelvásárló egységekben, a boltvezető/telepvezető legfontosabb feladatai.
Belső átmérő Külső átmérő Tömeg Hajl. Sugár Vákumterh. Cikkszám
 Hőmérséklet: -25 C +85 C Poliuretán beágyazott acélspirál erősítéssel Sima belső felület Kopásálló Olaj és oldószerálló Kis ill. közepes szívóigénybevételre, koptató hatású anyagok (faforgács, por, műanyag
Hőmérséklet: -25 C +85 C Poliuretán beágyazott acélspirál erősítéssel Sima belső felület Kopásálló Olaj és oldószerálló Kis ill. közepes szívóigénybevételre, koptató hatású anyagok (faforgács, por, műanyag
MSZ EN 60947-2 MSZ EN 60898-1
 ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,
ic60n kismegszakítók kettős (B, C, D jelleggörbe) DB0669 DB865 DB854 MSZ EN 60947- MSZ EN 60898- PB0740-40 PB07407-40 Tanúsítványok PB07409-40 PB07405-40 b ic60n kismegszakítók kett s bekötés csatlakozással,