II. BAGAG22NNC FORGÁCSOLÁS
|
|
|
- Adél Natália Nagyné
- 7 évvel ezelőtt
- Látták:
Átírás
1 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 3. Előadás Forgácsoló eljárások.



2 Esztergálás Furatesztergálás Beszúróesztergálás Menetesztergálás Hosszesztergálás

 esztergálása a köszörülés")

3 Esztergálás Edzett acél (HRC > 50) esztergálása a köszörülés kiváltása érdekében kerámiával és/vagy köbös kristályú bórnitriddel (PCBN)

4 Gyalulás Sajátosságai: Főmozgás: vízszintes irányú, egyenes vonalú, alternáló jellegű (munka - és visszameneti löket) Mellékmozgások: kettőslöketenkénti előtolás és fogásvétel, így a szerszámot be- és kilépéskor dinamikus terhelés éri analógia: végtelen nagy sugarú munkadarab esztergálása változatai: harántgyalulás: a S végzi a főmozgást és a fogásvételi mellékmozgást a M kis/közepes méretű, közepes/nagy ráhagyással


5 Gyalulás Hosszgyalulás: A M végzi a főmozgást, a S a mellékmozgásokat. A M közepes/nagy méretű, kis/közepes ráhagyással. Késszánok löketsebesség


6 Vésés Főmozgás: függőleges síkban végzett alternáló jellegű Mellékmozgások: u fogásvételei mozgás: S éle reprezentálja u előtolómozgás: kettőslöketenként Alkalmazása: kizárólag egyedi gyártásban hornyok, hasítékok, ritkábban alakos felületek fogazás: MAAG eljárás

 belső [hengeres/alakos (bordás, ékes stb.")
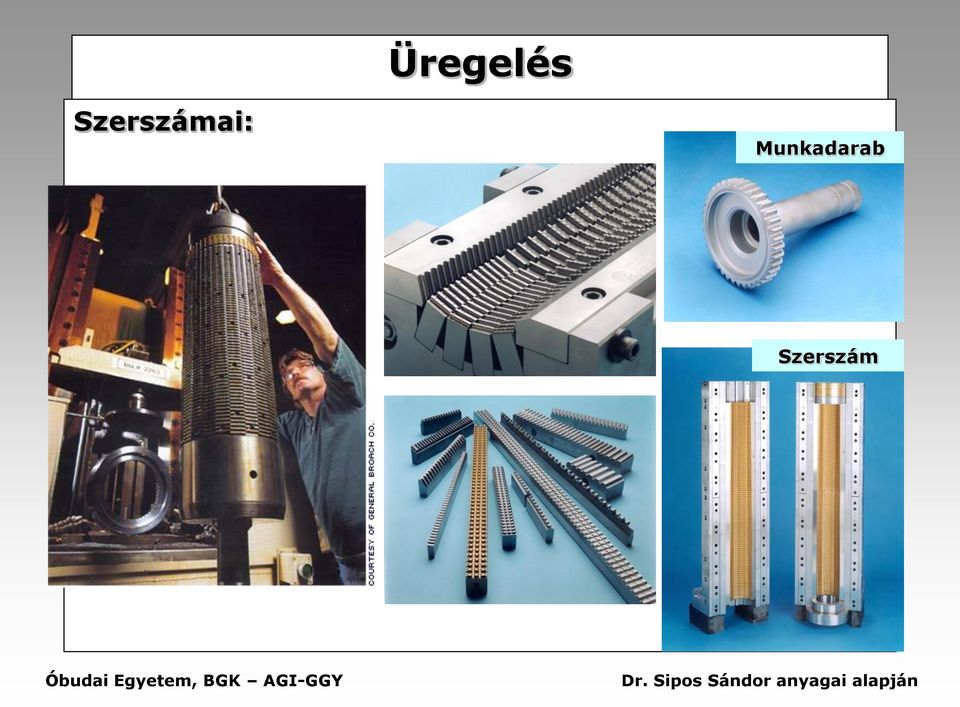
7 Üregelés Sajátosságai: főmozgás: egyenes vonalú, folyamatos, a szerszám végzi mellékmozgás: állandó, a S méretei adják! gépelrendezés: vízszintes / függőleges az üregeléssel megmunkálható felületek: külső (sík/alakos) belső [hengeres/alakos (bordás, ékes stb.)] alaki korlátozások (belső felület: csak átmenő jellegű) a ráhagyás nagyságától függően az eljárás lehet: nyomó (kis ráhagyás, rövid S) húzó (nagy ráhagyás, hosszú S) nagy ráhagyás / pontos felület (IT7) esetén több lépésben: nagyoló + simító fokozat a szerszám: bonyolult, drága (anyag- és gyártási költség) alkalmazása: sorozat / nagysorozat / tömeggyártásban
![)] alaki korlátozások (belső felület: csak átmenő jellegű) a ráhagyás nagyságától függően az eljárás lehet: nyomó (kis ráhagyás, rövid S) húzó (nagy](/docs-images/46/20279553/images/page_7.jpg "ráhagyás, hosszú S) nagy ráhagyás / pontos felület (IT7) esetén több lépésben: nagyoló + simító fokozat a szerszám: bonyolult, drága (anyag- és gyártási")
8 Üregelés Szerszámai: Munkadarab Szerszám

9 Üregelés A húzó üregelőszerszám (tüske) felépítése: Nagyoló fogak Átmeneti Kalibráló fogak fogak Bevezető rész Hátsó vezetőrész Végcsap Befogórész Forgácsoló rész Teljes szerszámhossz

10 Furatmegmunkálás A furat alakja: átmenő furat (kedvezőbben megmunkálható) zsákfurat (félig zárt forgácstér, forgácselvezetés megoldatlan) A furat alakjellemzője a hossz / átmérő viszonyszám: 3 (normál furat) 5 (hosszú furat) 15 l/d 70 (mélyfurat, speciális szerszámmal) A furat pontossága: nagyolás: fúrás (IT 10-12) félsimítás : felfúrás, süllyesztés simítás: dörzsárazás Szerszáma: méretes, a fogásvétel a szerszámba beépített az állítható méretű kivitel ritka (pl. szerelt dörzsár)

11 Furatmegmunkálás Fömozgás: forgó, a S végzi (mélyfúrásnál: M) Mellékmozgás: egyenes, a S végzi (mélyfúrásnál: M) Forgácsolóél: elhelyezkedése kúpfelület mentén, ezért az él mentén a forgácsolósebesség változik (0 v c ) Változatai: hengeres furatok alakos furatok menet síkfelület Telibe Felfúrás Dörzsárazás Központ- Alakos Alakos Menet- Sík Csapos fúrás fúrás süllyesztés dörzsárazás fúrás süllyesztés süllyesztés

12 Fúrás a leggyakrabban alkalmazott furatmegmunkáló eljárás kis pontosságú furatok (IT 10) befejező megmunkálására pontos, vagy nagy -jű furatok előmunkálására hosszú furatok 3 d hosszig 1 lépésben, ennél hosszabbak fúrókiemeléssel készülnek a furatok 25 mm-ig egy lépésben, efölött több lépésben (pl. felfúrással, süllyesztéssel, esztergálással stb.) készülnek a 2 élű csigafúró felépítése: forgácsolórész dolgozórész nyak befogórész

 élű szerszám egy lépésben IT8, IT9; R a = 1,25 2,5 m érdesség két lépésben IT6,")
")
13 Forgácso- Hengeres lókúp simítórész Dörzsárazás nagy pontosságú és kis érdességű furatok előállítása kis ráhagyás, több (z=6 12 ) élű szerszám egy lépésben IT8, IT9; R a = 1,25 2,5 m érdesség két lépésben IT6, IT7; R a = 0,8 1,25 m érdesség részei: forgácsoló- és simítórész, nyak, szár Forgácsolórész Simítórész Nyak Szárrész Dörzsár Élszalag a forgácsvastagság lényegesen kisebb, mint fúrásnál (okai: z és ) Ráhagyás
")
14 Sajátosságai: Marás főmozgás: állandó sebességű forgó mozgás, szerszám végzi forgácsleválasztás: szakaszos (egy fog be- és kilép) mellékmozgások: változó keresztmetszetű a forgács, ezért duplán dinamikus jellegű szerszáma: maró átmérője: d, mm; fogszáma: z u előtolás irányú: a szerszám és/vagy a munkadarab végzi a főmozgástól független (főorsótól nem függ) v f = f. n = z. f. z n (mm/min), ahol: f z - fogankénti előtolás, mm z - a maró fogszáma n - a maró fordulatszáma, min -1 u fogásvételi mozgások: a szerszám és/vagy a munkadarab végzi a e - sugárirányú fogásvétel, mm a p - passzív (tengelyirányú) fogás, mm

15 Marás Változatai: palástmarás: elérhető pontosság IT9-11 ; Ra= 1,6-25 m a szerszám: a palástfelületén elhelyezett fogakkal forgácsol, tengelye a felülettel párhuzamos, foghossza nagyobb a munkadarab szélességénél (b w ) kinematikai változatai: Ellenirányú marás forgácsvastagság növekszik, ezért egyre nagyobb a forgácsolóerő az eredő erők emelő hatásúak főorsó fordulat rosszabb felületi érdesség nagyobb szerszámkopás kedvezőtlenebb éltartam régi gépen is alkalmazható Asztal előtolás kopott gépen is alkalmazható



16 Marás Változatai: palástmarás kinematikai változatai: Egyenirányú marás forgácsvastagság csökken, ezért a forgácsolóerő maximumról 0-ra csökken az eredő erő leszorító hatású termelékenyebb megmunkálás Főorsó fordulat jobb érdességű felület mérsékeltebb szerszámkopás kedvezőbb éltartam új, főleg CNC-gépeken alkalmazható Asztal csak karbantartott gépen alkalmazható

17 A palástmarás változatai H o r o n y m a r á s A l a k m a r á s tárcsamaróval szármaróval tárcsamaróval szármaróval

18 Marás Változatai: homlokmarás: elérhető pontosság IT9-11 ; Ra=1,6-25 m a szerszám: a palástfelületén elhelyezett fogakkal forgácsol, tengelye a felületre merőleges, átmérője nagyobb a munkadarab szélességénél (b w ) Munkadarab v c v f forgácsvastagság változó, ezért a forgácsolóerő növekszik, majd csökken korszerű szerszámanyagok: bevonatos keményfém, kerámia, köbös bórnitrid, gyémánt a felület érdessége változó a legtermelékenyebb marási változat nagyteljesítményű gépeken előnyös finommarás: IT7, IT8 ; Ra = 0,8-1,6 m


19 Marás Motorblokk marása korszerű homlokmaróval PCD vagy keményfém Wiper geometriájú simító él Forrás: Coromant Akadémia, május

20 abrazív (koptató) eljárás A köszörülés sajátosságai nagyon sok, kis méretű, kötött abrazív részecske (szemcse) dolgozik a forgácsolóélek statisztikus elrendezésűek és élszögűek a forgó főmozgást mindig a szerszám végzi nagy forgácsolósebesség: v c ~ (150) m/s szakaszos forgácsleválasztás, változó forgácskeresztmetszet, magas forgácsolási hőmérséklet, izzó forgács ( szikra ) csekély ráhagyás leválasztása kis fogásmélységgel a szerszám: többalkotós és porózus szerkezetű korlátozott önéleződés (forgácsolóképesség megújulás) szabályozással a forgácsolóképesség megújítható kölcsönös megmunkálás történik: a leválasztott anyag és a szerszámkopás összemérhető térfogatú
 szabályozással a forgácsolóképesség megújítható kölcsönös megmunkálás történik: a leválasztott anyag és a szerszámkopás összemérhető")
21 A köszörülés sajátosságai hőkezelt (nemesített, edzett) acélok, nehezen forgácsolható anyagok (kőzetek, márvány) megmunkálására durva köszörülés (kohászat) precíziós köszörülés (műszeripar) alkatrészgyártásban: hengeres, sík, alakos (csiga, menet, fogazat stb.) felületek előállítása szerszámgyártásban és - élezéshez nagy (IT 3 7) méretpontosság elérése nagy alakpontosság érhető el nagyon kis (0,1 R a, m 1,25) felületi érdesség állítható elő kedvező felületminőség (?) a legősibb forgácsoló eljárás! alternatív technológiák (esztergálás, marás) megjelenése!!
22 Külsőpalást köszörülése Beszúró külsőpalást köszörülés Hosszelőtolásos külsőpalást köszörülés túlfutás v fr v fr v w Merőleges beszúrás v w v w v fr v f Ferde beszúrás
23 Belsőpalást köszörülése Hosszelőtolásos furatköszörülés Beszúró furatköszörülés v w a e v w v fr v s v f v s További változatok: bolygó köszörülés (álló munkadarab) csúcsnélküli köszörülés (csapágyipar)
 - kúszó előtolás (v f MIN! q MAX!")
24 Síkköszörülés Változatok: a) alternáló asztal, korongpalást b) forgó asztal, korongpalást c) alternáló asztal, koronghomlok d) forgó asztal, koronghomlok Mélyköszörülés: - teljes fogásvétel (a e MAX!) - kúszó előtolás (v f MIN! q MAX!) - nyitott (13 20) korongszerkezet
25 A köszörűszerszám szerkezete (felépítése) szemcsék (anyagminőség, méret, mennyiség) kötőanyag (anyagminőség, mennyiség) pórus (mennyiség) pórus ( Vk Vk ) ( Vb Vb ) V p 100 % kötőanyaghíd szemcse v s v f a e forgács forgácstér
26
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FORGÁCSOLÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak Járműmérnöki (BSc) szak 7. előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés 4. Marás
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: 2 Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
FORGÁCSOLÁSI ELJÁRÁSOK
 GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Előadás Összeállította: Vázlat 1. A forgácsolási eljárások 2. Esztergálás 3. Fúrás, süllyesztés, dörzsölés
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék. Dr. Kulcsár Gyula egyetemi docens
 Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Miskolci Egyetem Gépészmérnöki és Informatikai Kar Alkalmazott Informatikai Tanszék Dr. Kulcsár Gyula egyetemi docens Esztergálás A termelésinformatika alapjai 3. gyakorlat 1. rész Dr. Kulcsár Gyula 3
Gépgyártástechnológia alapjai 2014/15 I. félév
 Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2014/15 I. félév 2BG (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
A forgácsolás alapjai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A forgácsolás alapjai Dr. Pintér József 2015. FONTOS! KÉREM, NE FELEDJÉK, HOGY A PowerPoint ELŐADÁS VÁZLAT NEM HELYETTESÍTI, CSAK ÖSSZEFOGLALJA,
Gépgyártástechnológia alapjai 2013/14 I. félév
 Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2013/14 I. félév 2BM, 2BMR, 2BF (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten laborgyakorlat!!
Gépgyártástechnológia alapjai 2015/16 I. félév
 Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Gépgyártástechnológia alapjai 2015/16 I. félév 2BM, 2BMR, 2BS, (2BF) (www.uni miskolc.hu/~ggytmazs) Lineáris méretlánc L Általános méretlánc Szerkesztési bázisok SZB Felfogási bázisok FB TB + GÉP A héten
Jellegzetes felületek megmunkálása
 Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Anyag és gyártásismeret 2 BAGAG22NNB BAGAG22NLB Jellegzetes felületek megmunkálása Gépgyártástechnológia, gyártástervezés Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Külsı hengeres felületek megmunkálása Gépipari
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás
 Fúrás") Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Perfor szerszámokhoz ajánlott forgácsolási adatok (1) Fúrás Az ajánlott értékek csak kiindulási pontként tekinthetők. Az optimális értéket befolyásolja a gép merevsége és teljesítménye, a hűtés-kenés.
Vaanco Szerszám és Szereléstechnika Bt. 4220 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453
 Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Vaanco Szerszám és Szereléstechnika Bt. 422 Hajdúböszörmény Téglási u. 1/b Tel/ Fax: 52/561-453 Fémforgácsoló szerszámok gyártáshoz és professzionális szerszámok karbantartáshoz Árjegyzék 214 Műszaki információ
Összefüggő szakmai gyakorlat
 Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
Összefüggő szakmai gyakorlat I. Három évfolyamos oktatás közismereti képzéssel 1/9. évfolyamot követően 140 óra 2/10. évfolyamot követően 140 óra Az összefüggő nyári gyakorlat egészére vonatkozik a meghatározott
A FORGÁCSLEVÁLASZTÁS ALAPJAI
 MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
MEGMUNKÁLÁSI TECHNOLÓGIÁK AJ005_2 Gépészmérnöki (BSc) szak, Mérnök tanár szak A FORGÁCSLEVÁLASZTÁS ALAPJAI 6. előadás Összeállította: 1. A forgácsolás igénybevételei modellje 2. A forgácsolási alapmodell
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
8. GYALULÁS, VÉSÉS, ÜREGELÉS. 8.1. Gyalulás
 8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
8. GYALULÁS, VÉSÉS, ÜREGELÉS 8.1. Gyalulás A gyalulás egyenes vonalú forgácsoló mozgással és a forgácsolás irányára merőleges, szakaszos előtoló mozgással végzett forgácsolás. Állandó keresztmetszetű forgács
Fogaskerék megmunkálás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Fogaskerék megmunkálás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Horváth
Használható segédeszköz: rajzeszközök, nem programozható számológép
 A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
A 27/2012 (VIII. 27.) NGM rendelet (12 /2013 ( III.28) NGM rendelet által módosított) szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai
Értékelés Összesen: 100 pont 100% = 100 pont A VIZSGAFELADAT MEGOLDÁSÁRA JAVASOLT %-OS EREDMÉNY: EBBEN A VIZSGARÉSZBEN A VIZSGAFELADAT ARÁNYA 30%.
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2011. (VII. 18.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Különleges technológiák
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak Különleges technológiák 10. előadás Összeállította: Dr. Pintér József Különleges technológiák 1. Szikraforgácsolás 2. Lézersugaras megmunkálás
Gyártástechnológia II.
 Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Gyártástechnológia II. BAGGT23NNB Szerszámgépek felépítése Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Eszterga gépek Esztergagép Fejlıdése (Ókor) 3 Esztergagép Fejlıdése (1900) 4 Esztergagép Fejlıdése (1910)
Szakképesítés, szakképesítés-elágazás, rész-szakképesítés, szakképesítés-ráépülés azonosító száma, megnevezése: 31 521 09 0100 31 04 Köszörűs 2/51
 10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/07 (II. 27.) SzMM rendelettel módosított 1/06 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Miskolci Egyetem, Gyártástudományi Intézet, Prof. Dr. Dudás Illés
 6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
6. MENETMEGMUNKÁLÁSOK A csavarfelületek egyrészt gépelemek összekapcsolására (kötő menetek), másrészt mechanizmusokban mozgás átadásra (kinematikai menetek) szolgálnak. 6.1. Gyártási eljárások a) Öntés
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal
 7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
7. Fogazatok megmunkálása határozott élgeometriájú szerszámokkal A fogazatok kapcsolódása 7.1 Alapfogalmak Fogaskerék hajtások csoportosítása Egyenes külső Egyenes belső Külső kúpfogazat Fogasléc Fogasív
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek)
") GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
GAFE FORGÁCSOLÁSI ALAPISMERETEK (Gépi forgácsoló műveletek) Késztermék gyártás folyamata Előgyártmány előállítása Jellemzően képlékeny alakítási eljárások Alkatrészgyártás Jellemzően gépi forgácsoló eljárások
Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Szerszámkopás, tribológiai jelenségek, rezgések, szerszáméltartam Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján.
 NGM rendelet szakmai és vizsgakövetelménye alapján.") A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
A 27/2012 (VIII. 27.) NGM rendelet szakmai és vizsgakövetelménye alapján. Szakképesítés, azonosító száma és megnevezése 54 521 03 Gépgyártástechnológiai technikus Tájékoztató A vizsgázó az első lapra írja
Keményfém turbómarók. Új termékek 2016
 Keményfém turbómarók Új termékek 2016 1 KEMÉNYFÉM TURBÓMARÓK Új termékek/2016 BEMUTATKOZÁS A DORMER kiváló minőségű turbómaró termékskálája a legtöbb gépipari ágazat számára megoldással szolgál, széleskörű
Keményfém turbómarók Új termékek 2016 1 KEMÉNYFÉM TURBÓMARÓK Új termékek/2016 BEMUTATKOZÁS A DORMER kiváló minőségű turbómaró termékskálája a legtöbb gépipari ágazat számára megoldással szolgál, széleskörű
Forgácsoló megmunkálások áttekintése 1.
 Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Gyártócellák (NGB_AJ018_1) Forgácsoló megmunkálások áttekintése 1. Bevezetés A gyártástechnológia alapfogalmai Tartalom A gyártástechnológia fejlődési trendjei Vállalati struktúra Forgácsolási alapfogalmak
Forgácsolási technológia fogalma, forgácsolási eljárások
 Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
Hegesztés Forgácsolási technológia fogalma, forgácsolási eljárások Készítette: Jáger Imre Dátum: 2012. 02. 10 Tartalomjegyzék Forgácsolás... 4 Célja... 4 Tényezői:... 4 Forgácsoló mozgás lehet:... 4 Forgácsolási
511 EGYOLDALT SÜLLYESZTETT KORONGOK
 511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
511 EGYOLDALT SÜLLYESZTETT KORONGOK Felhasználás - P x F 427780 T5 100x25x20-50x10 99BA 60 K 9 V C40 2000 Ft 427817 T5 150x32x32-85x16 99BA 60 K 9 V C40 3400 Ft - P x F normálkorund, keramikus kötőanyag
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek. ea: dr. Bánfalvi Antal V2/708-as labor
 ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
ŰRTECHNOLÓGIA GYAK. Hőtani számítás, dokumentáció- -műszaki rajz, forgácsoló gépek ea: dr. Bánfalvi Antal V2/708-as labor GY2/1 Példa: A BEXUS egyetlen detektor dobozához szükséges fűtőteljesítmény becslése:
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 FOGAZÁSI ELJÁRÁSOK
 MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
MEGMUKÁLÁSI TECHNOLÓGIÁK NGB_AJ003_2 Gépészmérnöki (BSc) szak FOGAZÁSI ELJÁRÁSOK 9. előadás Összeállította: FOGAZÁSI ELJÁRÁSOK Vázlat 1. Fogazási technológia helyzete 2. Fogaskerekek megmunkálását alapvetően
31 521 09 1000 00 00 Gépi forgácsoló Gépi forgácsoló
 Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
Az Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről szóló 133/2010. (IV. 22.) Korm. rendelet alapján. Szakképesítés, szakképesítés-elágazás, rész-szakképesítés,
A 10/2007 (II. 27.) 1/2006 (II. 17.) OM
 1/2006 (II. 17.) OM") A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
2011. tavaszi félév. Fogaskerékgyártás. Dr. Markovits Tamás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
2011. tavaszi félév Fogaskerékgyártás Dr. Markovits Tamás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan
Belső átmérő Külső átmérő Tömeg Hajl. Sugár Vákumterh. Cikkszám
 Hőmérséklet: -25 C +85 C Poliuretán beágyazott acélspirál erősítéssel Sima belső felület Kopásálló Olaj és oldószerálló Kis ill. közepes szívóigénybevételre, koptató hatású anyagok (faforgács, por, műanyag
Hőmérséklet: -25 C +85 C Poliuretán beágyazott acélspirál erősítéssel Sima belső felület Kopásálló Olaj és oldószerálló Kis ill. közepes szívóigénybevételre, koptató hatású anyagok (faforgács, por, műanyag
EGYENES KORONGOK átmérő D < 50,8 mm
 361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
361 átmérő D < 50,8 mm Felhasználás 414441 T1 16x16x6 49C 80 K 9 V C40 150 Ft Felhasználás 414486 T1 8x10x3 99BA 80 K 8 V C40 120 Ft 414496 T1 10x10x3 99BA 60 K 9 V C40 120 Ft 414522 T1 13x16x6 99BA 60
Kombinált eljárással megmunkált furatok érdességének vizsgálata
 MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR TUDOMÁNYOS DIÁKKÖRI DOLGOZAT Kombinált eljárással megmunkált furatok érdességének vizsgálata II. éves MSc. gépészmérnök hallgató Konzulens: Dr. Kundrák
VONÓELEMES HAJTÁSOK (Vázlat)
") VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
VONÓELEMES HAJTÁSOK (Vázlat) Hajtások csoportosítása Közvetlen kapcsolatú Közvetítőelemes Erővel záró hajtások Dörzskerékhajtás Szíjhajtás (laposszíj, ékszíj) Alakkal záró hajtások Fogaskerékhajtás Lánchajtás,
2011. tavaszi félév. Fúrás. Dr. Ozsváth Péter Dr. Szmejkál Attila
 2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
2011. tavaszi félév Fúrás Dr. Ozsváth Péter Dr. Szmejkál Attila Budapesti Műszaki és Gazdaságtudományi Egyetem, Járműgyártás és javítás Tanszék, 1111, Budapest, Bertalan L. u. 2. Z 608., tel./fax: +36
Kerámiaipari kisgépek és berendezések
 Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Kerámiaipari kisgépek és berendezések Elektromos korongozógép (HSL Profi GS III) Kiváló minőségű közvetlen meghajtású ( kúpkerék nélküli ) motorral ellátott elektromos korongozó gép. A lehető legalacsonyabb
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József SZÉCHENYI ISTVÁN
MUNKAANYAG. Szám János. Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása
 Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Szám János Furatesztergálás technológiai tervezése, szerszámok, készülékek megválasztása, paraméterek meghatározása A követelménymodul megnevezése: Általános gépészeti technológiai feladatok II. (forgácsoló)
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére
 Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
Előgyergyártott konzolos és konzolos támfalas közlekedési vasbeton elemcsaládok a kerékpáros és gyalogos közlekedési területek növelésére Adott esetben hegy- és dombvidéken, vízparton, hídfőknél az egyetlen
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Gépgyártástechnológiai Szakcsoport Forgácsolás és szerszámai 13. Gyalulás, vésés, üregelés
31 521 09 0100 31 02 Fogazó Gépi forgácsoló
 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Termékkatalógus 2016.
 Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Hasítókúp kínálatunk 70, 90, valamint 120 mm átmérőjű hasítókúpokból áll. Átmérő (mm) Hossz (mm) 70 220 90 250 120 300 Az összes kúp edzett, cserélhető véggel szerelt. A kúp anyaga: 20MnCr5 Póthegyek anyaga:
Abrazív megmunkálások
 Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
Abrazív megmunkálások Szerzı: Dr. Gyáni Károly Lektor: Prof. Dr. Horváth Mátyás Tartalomjegyzék 1. Abrazív szerszámok 3 1.1 Az abrazív szemcsék anyaga 3 1.2 Az abrazív szemcsék szemcsenagysága 3 1.3 Az
általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi
![általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi](/thumbs/30/14439880.jpg "általános előtolásirányú kontúresztergálás (kúp, gömb, tórusz) menetesztergálás menet[1].avi") ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
ESZTERGÁLÁS Az esztergálás jelenleg a legelterjedtebb forgácsolási mód, amelyet egyélű szerszámmal végeznek általában a munkadarab forgó főmozgása mellett. A mellékmozgást a szerszám (egyélű, viszonylag
Faipari és építőipari fúrók, gépi vésők
 Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
Faipari és építőipari fúrók, gépi vésők Fafúró B0 00 B0 00 Alapanyag: HSS Központosító éllel Precíziósan köszörült él Felhasználás: puha és keményfa forgácslapok, kemény rétegelt lapok fúrására és dübelezésére.
31 525 03 1000 00 00 Karosszérialakatos Karosszérialakatos
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
csiszoló szivacstömbök Oldal gyorsan cserélhetõ korongok Oldal szúrófûrészlapok Oldal csiszolópaszták Oldal barkács szerszámgépek Oldal
 csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
csoport csiszolóvászon 200 Oldal csoport 204 Oldal... csoport 230 Oldal végtelenített csiszolószalagok. 170 vágó- és tisztítókorongok 180-181 csoport csapos köszö- 250 Oldal. 190-191 csoport 268 Oldal.
II. BAGAG22NNC FORGÁCSOLÁS
 Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Anyag- és gyártásismeret II. BAGAG22NNC FORGÁCSOLÁS 2. Előadás Alapjelenségek-II. Szerszámkopás, éltartam A kopás mikrojelenségei: Makrojelenségek: kopásformák atomi- vagy kis méretekben játszódnak le
Leágazó idomok. Leágazó idomok
 Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Leágazó idomok Leágazó idomok Leágazó idomok, mechanikus T idom, menetes és hornyos D kiemelés D kiemelés D kiemelés MODELL 730 MENETES A Grinnell modell 730 Mechanikai T-idomok 34.5 Bar (500 psi) nyomásig
Acél marása GC1130 minőség
 Acél marása GC1130 minőség Az acélmarás fejlődése A Zertivo GC1130 minőség alkalmazásakor megnyugodhat A csorbulás és sorjásodás instabil gyártási folyamatot és rövidebb szerszáméltartamot okoz, ezek általános
Acél marása GC1130 minőség Az acélmarás fejlődése A Zertivo GC1130 minőség alkalmazásakor megnyugodhat A csorbulás és sorjásodás instabil gyártási folyamatot és rövidebb szerszáméltartamot okoz, ezek általános
Tengelyjellegő alkatrész mővelet tervezése
 1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Tengelyjellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak házi feladatához.
1 Óbudai Egyetem Anyagtudományi és Gyártástechnológiai Intézet. Tengelyjellegő alkatrész mővelet tervezése Segédlet a Forgácsolás technológia alapjai és a Gyártástechnológia II. címő tárgyak házi feladatához.
Gyalulás, vésés, üregelés technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Gyalulás, vésés, üregelés technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr.
MÛSZAKI INFORMÁCIÓK. Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI
 MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ MENETEK TÛRÉSEI") Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
Oldal 1.A SZERSZÁMGYÁRTÁSHOZ HASZNÁLT ANYAGOK 2. MENETTÍPUSOK 3. MENETFÚRÓK Menetfúró szerkezeti elemei (a példában a DIN-371 szerepel) MÉRETSZABVÁNYOK BEKEZDÉS ÉS HORONYFAJTÁK MENETFÚRÓ OSZTÁLYOK ÉS BELSÕ
PERFOR SZERSZÁM AKCIÓ 2016. március-május
 PERFOR SZERSZÁM AKCIÓ 2016. március-május Az árak az ÁFÁ-t nem tartalmazzák. Teljes választék és további információ: www.perfor.hu/akcio Keményfém NC befúró Keményfém NC bekezdőfúró hő- és kopásálló HardX
PERFOR SZERSZÁM AKCIÓ 2016. március-május Az árak az ÁFÁ-t nem tartalmazzák. Teljes választék és további információ: www.perfor.hu/akcio Keményfém NC befúró Keményfém NC bekezdőfúró hő- és kopásálló HardX
Permaglide --- Siklópersely
 Permaglide --- Siklópersely 23/11/2009 Seite 1 Permaglide --- Siklópersely Karbantartásmentes P1 Acélalaplemez -- P10, P14 Bronzalaplemez P11 Persely -PAP Peremes Persely - PAF Alátét - PAW Lemezcsík -
Permaglide --- Siklópersely 23/11/2009 Seite 1 Permaglide --- Siklópersely Karbantartásmentes P1 Acélalaplemez -- P10, P14 Bronzalaplemez P11 Persely -PAP Peremes Persely - PAF Alátét - PAW Lemezcsík -
Az új Flex-Block lábazatrendszer
 Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Az új Flex-Block lábazatrendszer 2 KAPCSOLÓSZEKRÉNYEK ÁRAMELOSZTÁS RENDSZERKLIMATIZÁLÁ Átfogó! Minden tevékenységünk célja, hogy Önt előnyökhöz juttassuk. Ezt szem előtt tartva fejlesztettünk ki egy tökéletesen
Fúvókás sugárbefúvó cső DSA-RR
 Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
Fúvókás sugárbefúvó cső DSA-RR Ferdinand Schad KG Steigstraße 25-27 D-78600 Kolbingen Telefon +49 (0) 74 63-980 - 0 Telefax +49 (0) 74 63-980 - 200 info@schako.de www.schako.de Tartalom Leírás... 3 Kialakítás...
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA
 5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
5. ALAKOS FELÜLETEK HATÁROZOTT ÉLŰ SZERSZÁMMAL TÖRTÉNŐ FORGÁCSOLÁSA A gépelemeken és szerszámokon forgácsolással megmunkálásra kerülő alakos felületek biztosítják: a gépek munkavégzéséhez szükséges teljesítmény
A fúrás technológiája és szerszámai
 NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) A fúrás technológiája és szerszámai Dr. Pintér József 2015. Felhasznált irodalom: Pápai Gábor.ppt prezentációja 2013. Dr. Szmejkál Attila
A motortól a kész járműig A haladás technikája (2015. február) Motorgyártás, mechanikus megmunkálás
 Motorgyártás, mechanikus megmunkálás") (2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
(2015. február) Motorgyártás, mechanikus megmunkálás Fő tevékenységek 2 ECS / Janó L (G/P4-5) Fő tevékenységek Motorgyártás R4 OTTO R4 Diesel V6 OTTO V6 Diesel V8 / V10 / V12 Mechanikus megmunkálás Motorszerelde
Fogaskerékmérés. Fogaskerék típusai. Fogaskerék felépítése. Követelmények. Tóth Georgina Nóra toth.georgina@
 Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Fogaskerékmérés Fogaskerék típusai Tóth Georgina Nóra toth.georgina@.georgina@bgk.bmf.hu A fogazathibák okai (lefejtő fogazás esetén) Fogaskerék felépítése A fogazásnál a fogazott munkadarabon különböző
Marószerszámok. Alakos maró és sorjátlanító szerszámok. Gyorsacél marószerszámok. Tömör keményfém marószerszámok. Menetmarók 20-122 20-123 INFORMÁCIÓ
 N O U VEAU N UEVO arószerszámok Gyorsacél marószerszámok Fém-körfűrészlapok -3 Tárcsamaró -11 Alakos maró és sorjátlanító szerszámok Tömör keményfém süllyesztékmaró Tömör keményfém negyedkör maró -122-123
N O U VEAU N UEVO arószerszámok Gyorsacél marószerszámok Fém-körfűrészlapok -3 Tárcsamaró -11 Alakos maró és sorjátlanító szerszámok Tömör keményfém süllyesztékmaró Tömör keményfém negyedkör maró -122-123
Mechanikai Megmunkálás
 Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
Mechanikai Megmunkálás VI.. elıad adás Általános faipari megmunkálási eljárások faipari BSc. mérnök hallgatóknak Nyugat-magyarországi Egyetem Faipari Mérnöki Kar Terméktervezési- és Gyártástechnológiai
TERMÉKISMERTETŐ. NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu
 www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
www.nct.hu Tárgy: NCT KFT. 1148 BUDAPEST, FOGARASI ÚT 7. ADÓSZÁM: 12158791-2-42, CÉGJEGYZÉKSZÁM: nct@nct.hu 01-09-560655, EU. ADÓSZÁM: HU 121 58 791, TEL +36 1 46 76 300, FAX +36 1 46 76 309 JSL-20-, -32-
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás. Dr. Pintér József 2015.
 Esztergálás. Dr. Pintér József 2015.") NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
NGB_AJ012_1 Forgácsoló megmunkálás (Forgácsolás és szerszámai) Esztergálás Dr. Pintér József 2015. ESZTERGÁLÁS Esztergálással forgástestek munkálhatók meg, amelyek tengelyek, perselyek, hüvelyek és tárcsák,
0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h)
") ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
ÖSSZEHASONLÍTÁS 1100 1000 900 800 700 P (Pa) 600 500 400 300 200 100 0 0 200 400 600 800 1000 1200 1400 1600 1800 2000 2200 Q (m3/h) Tervezett munkapont Q (m 3 /h) 0 P (Pa) 0 összehasonlítás összegzése
1) Ismertesse az egyélű szerszám alakját!
 Ismertesse az egyélű szerszám alakját!") 1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
1 2 1) Ismertesse az egyélű szerszám alakját! 2) Mit ért a szerszám működő élszögein és hogyan határozza meg azokat? A szerszám geometriáját az él relatív mozgásának vektorához működési irányához - viszonyítjuk.
GÉPÉSZETI ALAPISMERETEK
 ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
ÉRETTSÉGI VIZSGA 2014. október 13. GÉPÉSZETI ALAPISMERETEK KÖZÉPSZINTŰ ÍRÁSBELI VIZSGA 2014. október 13. 14:00 Az írásbeli vizsga időtartama: 180 perc Pótlapok száma Tisztázati Piszkozati EMBERI ERŐFORRÁSOK
Mechanikus szorítóelemek, rezgéscsillapító gépelátétek
 eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
eszorító karom rövid, önbeálló U alakú alátéttel 00 00 eszorító karom, fokozat nélkül állítható. Nemesített acél, horganyzott. Thorony ral, alátéttel, anyával, önbeálló U alátéttel szállítjuk. Nr. 3 Thorony
ANYAGMOZGATÓ BERENDEZÉSEK
 ANYAGMOZGATÓ BERENDEZÉSEK 265 Anyagmozgató berendezések Tartalomjegyzék A Pfaff-silberblau anyagmozgató berendezések kiválóan Tartalomjegyzék Kézi raklapemelők 270-281 Kézi raklapemelők mérleggel 282-283
ANYAGMOZGATÓ BERENDEZÉSEK 265 Anyagmozgató berendezések Tartalomjegyzék A Pfaff-silberblau anyagmozgató berendezések kiválóan Tartalomjegyzék Kézi raklapemelők 270-281 Kézi raklapemelők mérleggel 282-283
HIGH POWER HAI-TECH. Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa.
 INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
INNOVÁCIÓ Nettó árak, érvényes 2016. 07. 31-ig HIGH POWER HAI-TECH Új GARANT HB 7020 nagyteljesítményű szerszámanyag. Maximális kopásállóság minta a természetből, Hai = cápa. GARANT HB 7020 www.hoffmann-group.com
Különleges technológiák
 SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
SZÉCHENYI ISTVÁN EGYETEM GYŐR GYÁRTÁSTECHNOLÓGIA NGB_AJ008_1 Műszaki menedzser (BSc) szak, Mechatronikai mérnöki (BSc) szak Különleges technológiák Előadás Összeállította: Dr. Pintér József 1 SZÉCHENYI
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS
 KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
KULCS_TECHNOLÓGIA MUNKATERÜLET: GÉPÉSZET ÉS FÉMMEGMUNKÁLÁS OKTATÁSI PROFIL: LAKATOS 1. Egy vagy több nagyság összehasonlítását egy másik azonos nagysággal, a következő képen nevezzük: 2 a) mérés b) ellenőrzés
Kilökı rendszer funkciója. Mőanyag fröccsöntı szerszámok tervezése és gyártása. Kilökı rendszerek
 Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Dr. Mikó Balázs miko.balazs@bgk.bmf.hu Mőanyag fröccsöntı szerszámok tervezése és gyártása Kilökı rendszerek Kilökı rendszer funkciója Zsugorodás miatt a termék rázsugorodik a magokra Darab eltávolítása
Gépgyártástechnológiai technikus. 54 521 01 0000 00 00 Gépgyártástechnológiai technikus
 A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
A 10/2007 (II. 27.) SzMM rendelettel módosított 1/2006 (II. 17.) OM rendelet Országos Képzési Jegyzékről és az Országos Képzési Jegyzékbe történő felvétel és törlés eljárási rendjéről alapján. Szakképesítés,
Termelési rendszerek és folyamatok
 Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Gyakorlat Dr. Hornyák Olivér 1 Fúrás, uratmegmunkálás d 0 : kiinduló átmérő () d: kész urat átmérője () d k : közepes átmérő () d 0 + d d k 2 n: szerszám ordulatszám (ord/min) v c : orgácsolási sebesség
Beszállítói kooperációs börze fémipari megmunkálás, gépipar. Cégprofilok
 Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Beszállítói kooperációs börze fémipari megmunkálás, gépipar Gyır, Nemzetközi Kereskedelmi Központ 9021 Gyır, Szent István u. 10/A. 2012. június 12, 9.00 h-tól Cégprofilok 2012. május 14-ig bejelentkezett
Szerszámgépek. 1999/2000 II. félév Dr. Lipóth András által leadott anyagrész vázlata
 Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
Szerszámgépek 1999/000 II. félév Dr. Lipóth András által leadott anyagrész vázlata Megjegyzés: További információ a View/Notes Page módban olvasható. Korszerű szerszámgép Gépészeti szempontból a CNC szerszámgép
2010.08.29. 05 - Hengeres fogaskerekek gyártása. Hengeres Kúp Csiga. Egyenes Ferde Ívelt. Modul: m=d/z. A modul szabványos!!!
 Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
Óbudai Egyetem Bánki Donát Gépész és Biztonságtechnikai Mérnöki Kar Anyagtudományi és Gyártástechnológiai Intézet Forgácsolás technológia számítógépes BAGFS15NNC/NLC 05 - Hengeres fogaskerekek gyártása
FOGASKEREKEK GYÁRTÁSA ELŐADÁS
 FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
FOGASKEREKEK GYÁRTÁSA ELŐADÁS Felhasznált irodalom: Dr. Kodácsy János: Forgácsolás szerszámai, E-tananyag, Kecskemét, 2010. Dr. Mikó Balázs: Forgácsolási folyamatok számítógépes tervezése előadásanyag,
MÉRETELLENŐRZŐ- ESZKÖZÖK
 04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
04. előadás 1. fólia MÉRETELLENŐRZŐ- ESZKÖZÖK - idomszerek - állandó mértékű, beállítható mérőeszközök 04. előadás 2. fólia 1. Idomszerek Az idomszerek lehetővé teszik gyakran előforduló, egyforma méretek
3.2 Fröccsöntő szerszámok
 3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
3.2 Fröccsöntő szerszámok 1 A fröccsöntő szerszám felépítése 1 állórész felfogó lap 2 formalap (betét tartó) az álló részben 3 beömlő csatorna-persely 4 mag (betét) 5 vezetőcsap 6 központosító gyűrű 7
MUNKAANYAG. Földi László. Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel. A követelménymodul megnevezése:
 Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
Földi László Méret- és alakellenőrzések idomszerekkel, speciális mérőeszközökkel A követelménymodul megnevezése: Általános anyagvizsgálatok és geometriai mérések A követelménymodul száma: 0225-06 A tartalomelem
csiszolókorongok tépõzáras/öntapadós Oldal... 163 Oldal... 172,173 csapos polírozófilcek Oldal... 182,183 LevegõsrenDszer 259 tartozékok
 csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
csiszolóvászon 200 Ívek és szalagok Oldal.... 160,161 csiszoló 201 szivacstömbök 202 csiszolókorongok gyantarost hátlappal 203 csiszolókorongok tépõzáras/öntapadós hátlappal végtelenített csiszolószalagok
Technológiai dokumentációk
 Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
Megmunkálási technológiák NGB_AJ003_2 Gépészmérnöki (BSc) szak k 13. előadás Összeállította: Dr. Pintér József fogalma: mindazon adatok (rajzok, írásos anyagok) összessége, amelyek a gyártás megkezdése
CSAPOK, ARMATÚRÁK PN10/16. www.haltapok.hu. Golyóscsap. Golyóscsap dupla hollanderrel PN 16
 ARMATURES ARMARURES Golyóscsap O-gyűrű EPDM 70 sh, golyó: PTFE (Teflon), üzemi nyomás:20-63 mm: 16 bar 20 C-on, 75-110 mm: 10 bar 20 C-on, Csap színe: kék, narancssárga D kód EURO L H Ft 20 AD130 7,75
ARMATURES ARMARURES Golyóscsap O-gyűrű EPDM 70 sh, golyó: PTFE (Teflon), üzemi nyomás:20-63 mm: 16 bar 20 C-on, 75-110 mm: 10 bar 20 C-on, Csap színe: kék, narancssárga D kód EURO L H Ft 20 AD130 7,75
Gazdaságos csiszolóvászon ívek Ragasztókötésû csiszolószemcsék nagyon rugalmas J-súlyú kék vászonlapon.
 200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
200 CSISZOLÓSZALAGOK/CSISZOLÓSZIVACSOK Kézi csiszolótömb Kompaund gumiból készült, ívelt és lapos oldallal. A vászon rögzítését és a pozícionálást fémstiftek szolgálják.alkalmas az összes típusú bevonatos
Alpha Metal Free. Az első takarítókocsi, mely alkalmas mágneses rezonancia területen való használatra. Univerzális takarítókocsi, fém alkatrész nélkül
 Alpha Metal Free Univerzális takarítókocsi, fém alkatrész nélkül Az első takarítókocsi, mely alkalmas mágneses rezonancia területen való használatra Tulajdonságok Fejlessze a takarító szolgáltatását a
Alpha Metal Free Univerzális takarítókocsi, fém alkatrész nélkül Az első takarítókocsi, mely alkalmas mágneses rezonancia területen való használatra Tulajdonságok Fejlessze a takarító szolgáltatását a
VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. ELŐADÁSI ANYAG TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. - 1 -
 - 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
- 1 - VIZSGAKÉRDÉSEK GÉPGYÁRTÁSTECHNOLÓGIÁBÓL AZ I. ÉVF. TERMÉKTERVEZŐ ÉS A II.ÉVF. GÉPÉSZMÉRNÖK HALLGATÓK SZÁMÁRA. ELŐADÁSI ANYAG *2.A gyártmány és technológia sajátosságai. A gyártandó alkatrész geometriai
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016.
 KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
KULCS_GÉPELEMEKBŐL_III._FOKOZAT_2016. 1.Tűréseknek nevezzük: 2 a) az anyagkiválasztás és a megmunkálási eljárások előírásait b) a gépelemek nagyságának és alakjának előírásai c) a megengedett eltéréseket
Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk.
 Síkidomok Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk. A határoló vonalak által bezárt síkrész a síkidom területe. A síkidomok határoló vonalak szerint lehetnek szabályos
Síkidomok Ha a síkot egyenes vagy görbe vonalakkal feldaraboljuk, akkor síkidomokat kapunk. A határoló vonalak által bezárt síkrész a síkidom területe. A síkidomok határoló vonalak szerint lehetnek szabályos
Új! Ezekkel mindenki szívesen dolgozik. Az iparosok fűrészei.
 Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
Az iparosok fűrészei. Ezekkel mindenki szívesen dolgozik. Új! Új és már bevált modellek: Daraboló fűrészek Gérvágó és daraboló fűrészek Gérvágó, daraboló és asztali körfűrészek A világ fűrészei. Az Elektra
Mágnesek, mágnesasztalok
 Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó
Permanensmágnes körasztal E05 005 E05 005 - nagy tapadóerőt a neodym mágnesek biztosítják - nagyon vékony mágneses tér a felület felett - kihasználható pólusmagasság: 7 - kis konstrukciós magasság - felfogó